

Page 1

Maker Ultimate 2 3D-Drucker
P/N 36045
Bedienungsanleitung
Page 2

INHALTSVEREZICHNIS
SICHERHEITSHINWEISE UND RICHTLINIEN .............................................................................................................................. 4
EINFÜHRUNG ..................................................................................................................................................................................................... 6
MERKMALE .......................................................................................................................................................................................................... 6
KUNDENSERVICE ............................................................................................................................................................................................ 7
VERPACKUNGSINHALT ............................................................................................................................................................................. 7
PRODUKTÜBERSICHT .................................................................................................................................................................................. 8
Rechte Seitenansicht .................................................................................................................................................................................. 9
MENÜSYSTEM ................................................................................................................................................................................................. 10
Menüübersicht ......................................................................................................................................................................................... 10
Menü-Bedienung ................................................................................................................................................................................... 10
Hauptmenü ................................................................................................................................................................................................... 11
Info-Bildschirm ......................................................................................................................................................................................... 12
Vorbereitungsmenü ............................................................................................................................................................................ 12
Achsenmenü verschieben .............................................................................................................................................................. 13
Steuerungsmenü .................................................................................................................................................................................... 15
Temperaturmenü ................................................................................................................................................................................... 15
Door Open Check Menu .................................................................................................................................................................. 16
Filament_Check einstellen ............................................................................................................................................................ 16
Z_Offset einstellen ............................................................................................................................................................................... 17
Maschineninfo-Bildschirm ............................................................................................................................................................. 17
WIIBUILDER SCHICHT-SOFTWARE ................................................................................................................................................ 18
Montage......................................................................................................................................................................................................... 18
WiiBuilder-Setup ................................................................................................................................................................................... 20
Registerkarte "Speed" ....................................................................................................................................................................... 22
Registerkarte "Infill" ............................................................................................................................................................................. 23
Registerkarte "Support" ................................................................................................................................................................... 25
2
Page 3
Registerkarte "Build Plate Adhesion" (Plattenhaftung erstellen) .............................................................. 27
Registerkarte "Retraction" ............................................................................................................................................................. 28
Registerkarte "Material" .................................................................................................................................................................. 29
Registerkarte "Travel" ........................................................................................................................................................................ 30
Registerkarte "Machine"................................................................................................................................................................... 31
Registerkarte "Line Width" ............................................................................................................................................................ 31
Registerkarte "Dual Extrusion" .................................................................................................................................................. 32
Registerkarte "Warping Precaution" .................................................................................................................................... 33
Registerkarte "Seam" ......................................................................................................................................................................... 34
Registerkarte "Andere" ..................................................................................................................................................................... 35
ERSTE SCHRITTE ............................................................................................................................................................................................ 36
PFLEGE UND WARTUNG ....................................................................................................................................................................... 39
Reinigen der Düse ................................................................................................................................................................................ 39
Blockierte Düse reinigen ................................................................................................................................................................ 39
Ersetzen des Bands auf der Build-Plattform ................................................................................................................. 41
Wartung der optischen Welle und der Spindelstange ........................................................................................ 41
Reinigen des Zufuhrzahnrads .................................................................................................................................................... 42
TECHNISCHER SUPPORT ....................................................................................................................................................................... 43
SPEZIFIKATIONEN ...................................................................................................................................................................................... 44
EINHALTUNG GESETZLICHER BESTIMMUNGEN .............................................................................................................. 45
Hinweis an FCC ....................................................................................................................................................................................... 45
Hinweis an Industry Canada ....................................................................................................................................................... 46
EU-Konformitätserklärung ............................................................................................................................................................ 46
WEEE-Information ................................................................................................................................................................................ 46
Sicherheitshinweis ............................................................................................................................................................................... 47
3
Page 4

SICHERHEITSHINWEISE UND RICHTLINIEN
Bitte lesen Sie diese Anleitung vollständig durch, bevor Sie das Gerät verwenden. Achten
Sie besonders auf die Sicherheitshinweise und Richtlinien. Bitte bewahren Sie diese
Bedienungsanleitung als künftige Referenz an einem sicheren Ort auf.
Während des Betriebs nicht in den Drucker greifen.
Lassen Sie den Drucker und das extrudierte Filament immer abkühlen, bevor Sie
nach innen greifen.
Vermeiden Sie das Berühren heißer Teile, einschließlich Wärmeblöcke, Extruderdüse,
Bauplattform und extrudiertem Filament.
Tragen Sie beim Betrieb oder bei der Reparatur keine Handschuhe, um ein
Verheddern zu vermeiden.
Bewahren Sie den Drucker und das gesamte Zubehör außerhalb der Reichweite von
Kindern auf.
Wenden Sie beim Auspacken und bei der Montage keine Gewalt an. Dies kann den
Drucker und/oder das Zubehör beschädigen.
Vergewissern Sie sich, dass der Drucker ausgeschaltet und vom Stromnetz getrennt
ist, bevor Sie Reparaturen oder Wartungsarbeiten durchführen.
Montieren Sie dieses Gerät nicht auf einer unebenen Fläche, von der es
herunterfallen und entweder Verletzungen oder Schäden am Gerät und/oder der
Ausstattung nach sich ziehen könnte.
Setzen Sie dieses Gerät keinen extremen Kräften, Stößen oder Temperatur- und
Feuchtigkeitsschwankungen aus.
Dieses Gerät ist nur für den Innenbereich bestimmt.
Setzen Sie das Gerät weder Wasser noch Feuchtigkeit aus. Stellen Sie keine
Getränke oder andere Behälter mit Feuchtigkeit auf oder neben das Gerät. Wenn
Feuchtigkeit in oder auf das Gerät gelangt, ziehen Sie sofort den Netzstecker und
lassen Sie es vollständig trocknen, bevor Sie es wieder einschalten.
Berühren Sie das Gerät, das Netzkabel oder andere angeschlossene Kabel nicht mit
nassen Händen.
4
Page 5

Überprüfen Sie vor der Inbetriebnahme das Gerät und das Netzkabel auf
Sachschäden. Verwenden Sie es nicht, wenn Materialschäden aufgetreten sind.
Bevor Sie das Gerät an eine Steckdose anschließen, vergewissern Sie sich, dass die
Steckdose die gleiche Art und das gleiche Maß an Strom liefert wie das Gerät.
Dieses Gerät verwendet ein geerdetes Netzkabel und benötigt für einen sicheren
Betrieb eine Erdung. Vergewissern Sie sich, dass die Stromquelle über eine
ordnungsgemäße Erdung verfügt. Nehmen Sie keine Änderungen an diesem Stecker
vor und verwenden Sie keinen „Cheater“-Stecker, um die Erdverbindung zu
umgehen.
Trennen Sie das Gerät von der Stromquelle, wenn es nicht benutzt wird.
Achten Sie darauf, dass das Netzkabel nicht beschädigt wird. Verhindern Sie, dass es
eingeklemmt oder gequetscht wird, jemand drauftritt oder es sich mit anderen
Kabeln verheddert. Stellen Sie sicher, dass das Netzkabel keine Stolpergefahr
darstellt.
Ziehen Sie niemals den Netzstecker aus der Steckdose. Fassen Sie es immer am
Anschlusskopf oder Stecker an.
Nur in gut gelüfteten Bereichen verwenden. Nicht in engen, geschlossenen Räumen
verwenden.
Seien Sie vorsichtig, wenn Sie ein Modell mit einem Schaber entfernen. Richten Sie
den Schaber niemals auf Ihre Finger oder Ihren Körper.
Der Drucker kann mit einer Umgebungstemperatur von +5°C bis +40° C betrieben
werden. Das Drucken außerhalb dieser Grenzen kann zu Ausdrucken von geringer
Qualität führen.
Verwenden Sie beim Reinigen oder Schleifen der gedruckten Modelle einen
Augenschutz, um zu vermeiden, dass kleine Partikel in Ihre Augen gelangen.
5
Page 6

EINFÜHRUNG
Vielen Dank für den Kauf dieses Maker Ultimate 2 3D-Druckers! Dieser Drucker verwendet
die FFF-Methode (Fused Filament Fabrication) zum Drucken. Er verfügt über einen
Metallrahmen, eine vollständig geschlossene Struktur und eine beheizte Bauplattform. Er
kann 1,75 mm ABS, PLA, Metallfüllung, Holzfüllung und andere Filamenttypen mit
Schmelzpunkten unter 250°C drucken. Er hat einen Druckbereich von 200 x 150 x 150 mm
und kann mit Geschwindigkeiten von bis zu 150 mm/s drucken. Er kann von einem
Computer über eine USB-Verbindung oder von auf einer microSD™-Karte gespeicherten
gcode-Dateien drucken. Er unterstützt die automatische Nivellierung und hat eine
abnehmbare und beheizte Glasplatte.
MERKMALE
Unterstützt die automatische Nivellierung
Beinhaltet eine beheizbare, abnehmbare Glasplattform
Kann über eine USB-Verbindung zu Ihrem PC oder von einer aufgeschnittenen
Gcode-Datei auf einer microSD™-Karte drucken
Unterstützt ABS, PLA, Metallfüllung, Holzfüllung und andere Filamenttypen mit
Schmelzpunkten unter 250°C
200 x 150 x 150 mm Druckfläche
Kann mit Geschwindigkeiten von bis zu 150 mm/s drucken.
Enthält WiiBuilder-Schicht-Software
Mit 8 GB microSD™-Karte
Fertig montiert
6
Page 7
KUNDENSERVICE
Der Monoprice Kundenservice sorgt dafür, dass Ihr Bestell-, Einkaufs- und Liefererlebnis
unübertroffen ist. Wenn Sie Probleme mit Ihrer Bestellung haben, geben Sie uns bitte die
Möglichkeit, diese zu korrigieren. Sie können einen Vertreter des MonopriceKundendienstes über den Live-Chat-Link auf unserer Website www.monoprice.com oder
per E-Mail unter support@monoprice.com kontaktieren. Überprüfen Sie die Website auf
Supportzeiten und Links.
VERPACKUNGSINHALT
Bitte nehmen Sie eine Bestandsaufnahme des Packungsinhalts vor, um sicherzustellen,
dass Sie alle unten aufgeführten Artikel haben. Sollte etwas fehlen oder beschädigt sein,
wenden Sie sich bitte für einen Ersatz an den Monoprice-Kundendienst.
1x 3D-Drucker
1x 500 g Spule aus PLA-Filament
1x Filament-Halter
1x 8 GB microSD™-Karte
1x microSD™-Kartenleser
1x Metallschaber
1 x USB-Kabel
1x Wechselkabel
1x Motorkabel
1x Inbusschlüsselsatz
1x Rolle von gelbem Band
1x Maulschlüssel
1x Klebestift, wasserlöslicher
Kleber
1x US-Netzkabel
1x UK-Netzkabel
1x EU-Netzkabel
5x Benutzerhandbuch (English,
Deutsche, Español, Français,
Italiano)
7
Page 8
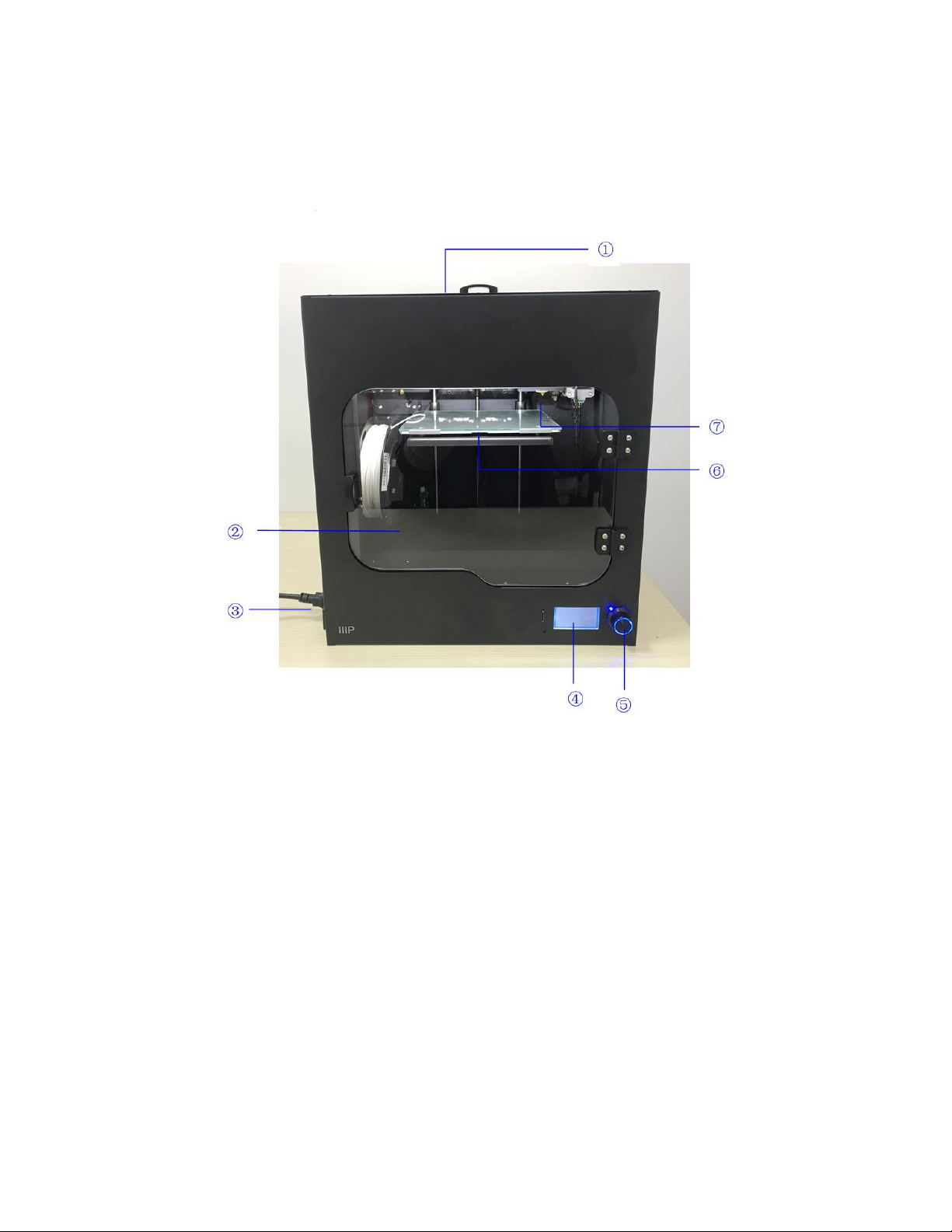
PRODUKTÜBERSICHT
Vorderansicht
1. Obere Abdeckung
2. Fronttür
3. Netzsteckdose und Netzschalter
4. LCD-Display
5. Bedienknopf
6. Beheizte Bauplattform
7. Düse
8
Page 9

Rechte Seitenansicht
1. Filament-Halter
2. microSD™-Kartensteckplatz
3. USB-Anschluss
9
Page 10
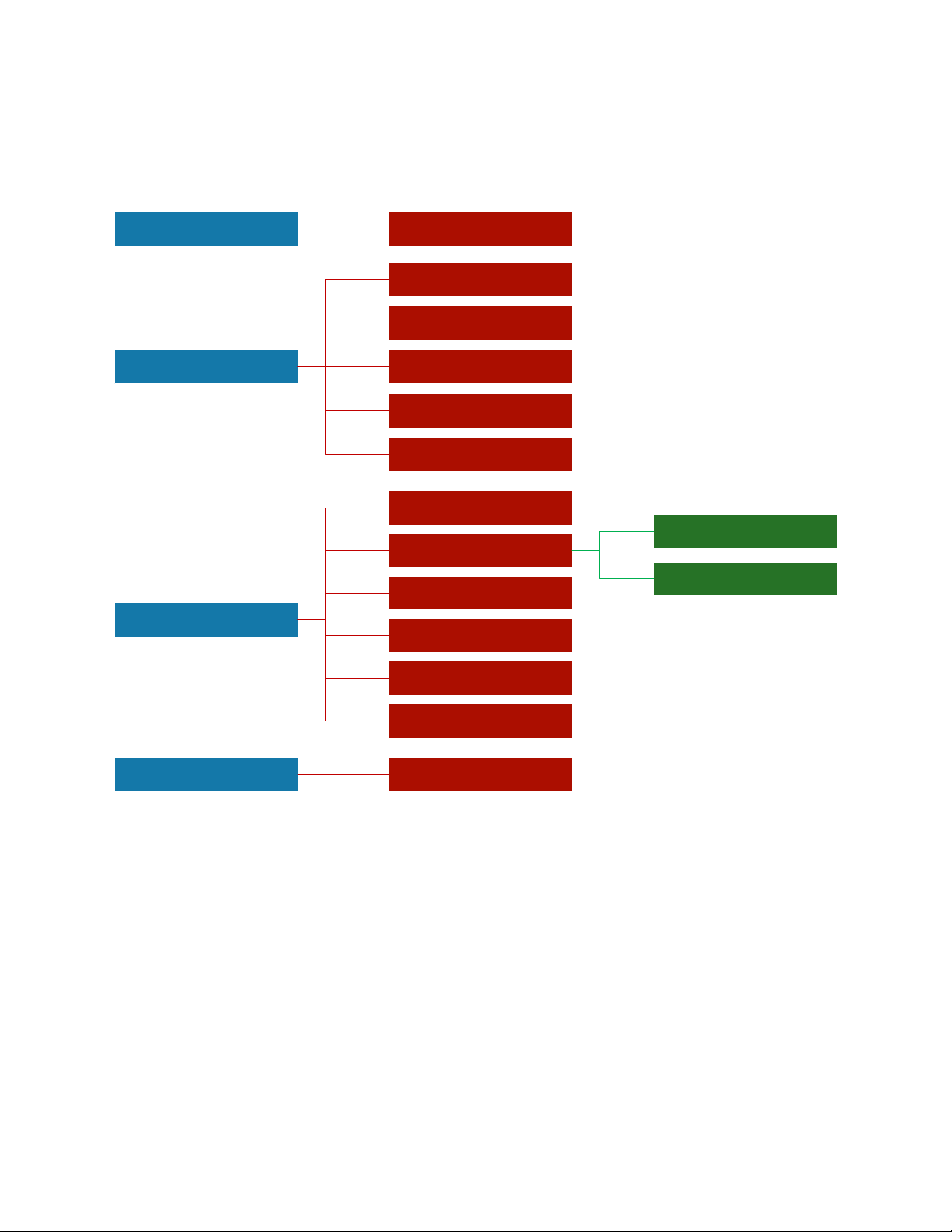
MENÜSYSTEM
In fo Screen B ack
Prep are
N o zzle
Filam ent In
R etract
A uto h om e
M ov e axis
C an cel all
Leve l b ed
Tem p erature
D o or O p e n C h eck
Set Filam en t C h eck
Set Z O ffset
M ach in e In fo
G code file s list
C on trol
Print from SD
B ed
Menüübersicht
Menü-Bedienung
Mit dem Bedienknopf rechts neben der LCD-Anzeige können Sie das Menü
einstellen.
Wenn Sie sich in einem Menü oder Untermenü befinden, drehen Sie den
Bedienknopf gegen den Uhrzeigersinn, um das Menü nach oben oder nach links zu
bewegen.
10
Page 11
Wenn Sie sich in einem Menü oder Untermenü befinden, drehen Sie den
Bedienknopf im Uhrzeigersinn, um die Hervorhebung des Menüs nach unten oder
nach rechts zu verschieben.
Wenn Sie sich in einem Menü oder Untermenü befinden, drücken Sie den
Bedienknopf, um das hervorgehobene Untermenü aufzurufen oder den
hervorgehobenen Eintrag zur Bearbeitung auszuwählen.
Wenn Sie einen Wert bearbeiten, drehen Sie den Bedienknopf gegen den
Uhrzeigersinn, um den Wert zu verringern.
Wenn Sie einen Wert bearbeiten, drehen Sie den Bedienknopf im Uhrzeigersinn, um
den Wert zu erhöhen.
Wenn Sie einen Wert bearbeiten, drücken Sie den Bedienknopf , um den
angezeigten Wert zu speichern und zum vorherigen Menü oder Untermenü
zurückzukehren.
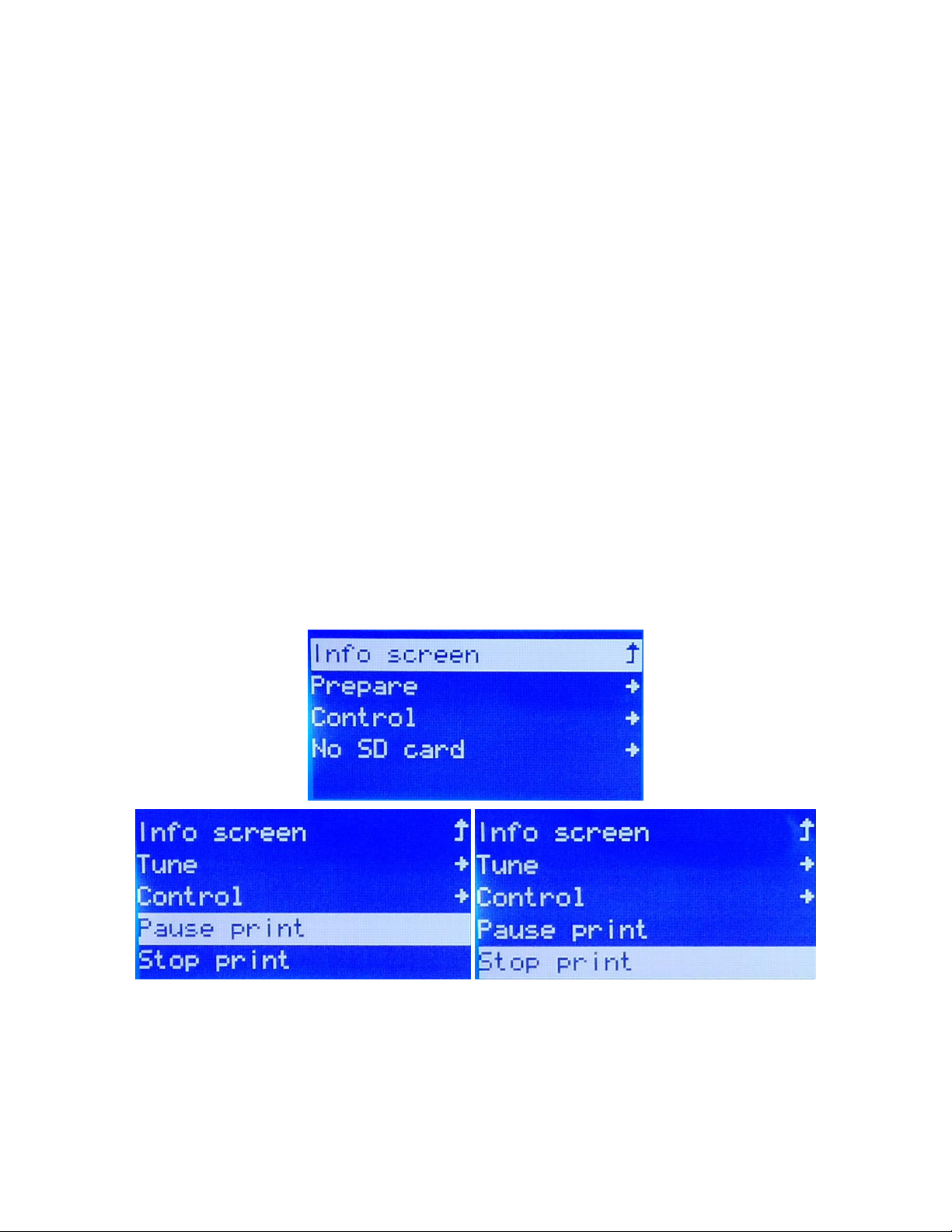
Hauptmenü
Info Screen: Zeigt den Druckerinformationsbildschirm an.
Prepare: Öffnet das Untermenü „Vorbereiten“. Beim Drucken eines Modells wird der
Vorbereitungsvorgang durch die Option Tune ersetzt.
11
Page 12
Tune: Öffnet das Untermenü "Einstellungen". Wenn Sie kein Modell drucken, wird
die Option Tune durch die Option Prepare ersetzt.
Control: Öffnet das Untermenü "Kontrolle".
Print from SD™ drucken: Zeigt eine Liste der Gcode-Dateien auf der eingesetzten
microSD™ -Karte an. Wenn keine microSD-Karte eingelegt ist, wird "Keine SD-Karte"
angezeigt.
Druck anhalten / fortsetzen: Wählen Sie beim Drucken eines Modells Druck
anhalten , um den Druck anzuhalten. Wenn der Druck angehalten ist, wählen Sie
Druck fortsetzen , um den Druckvorgang fortzusetzen.
Druck anhalten: Wählen Sie beim Drucken eines Modells die Option Druck anhalten ,
um den Druckvorgang abzubrechen.
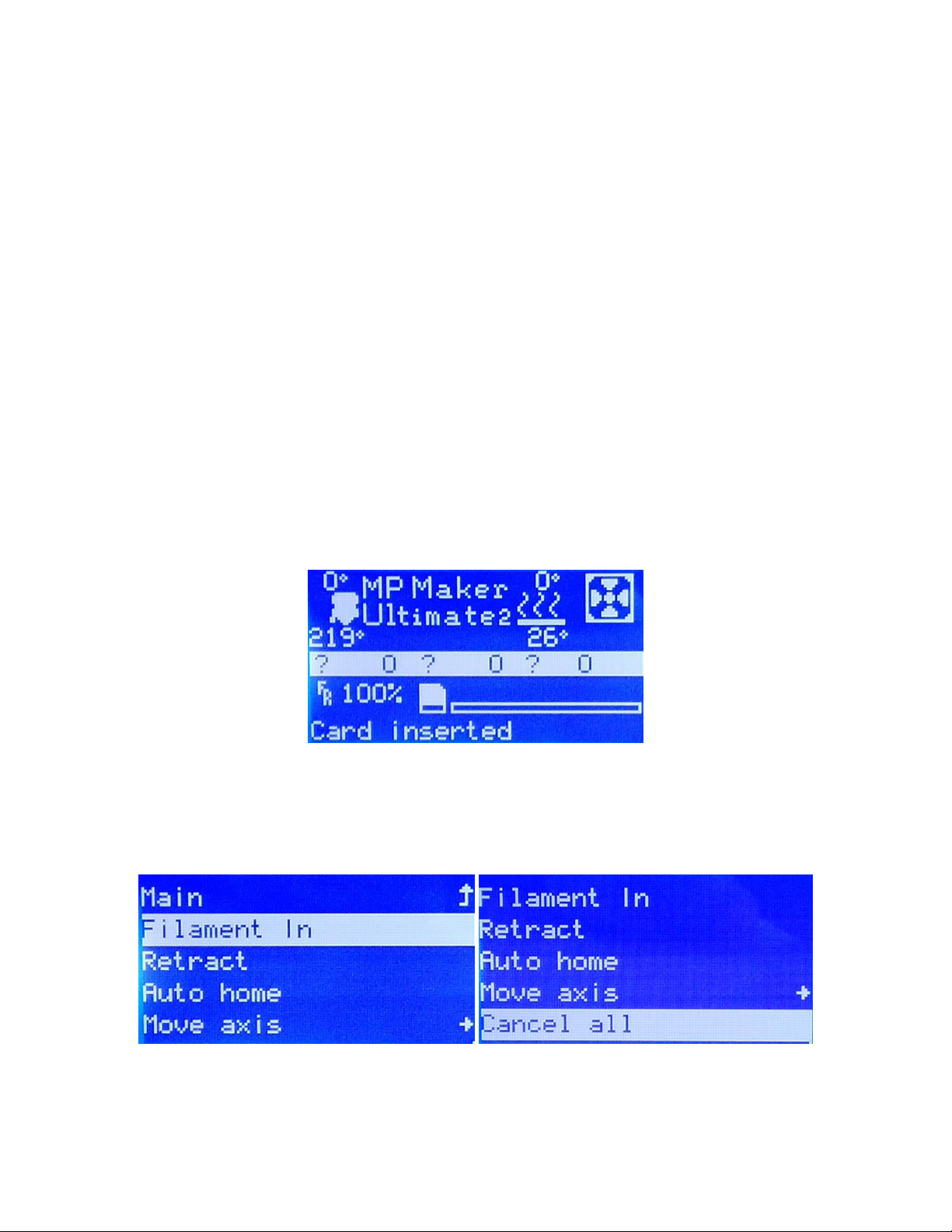
Info-Bildschirm
Drücken Sie den Bedienknopf , um den Informationsbildschirm zu verlassen.
Vorbereitungsmenü
Main: Wählen Sie die Option Main , um zum Hauptmenü zurückzukehren.
12
Page 13
Filament In: Lädt Filament.
Retract: Entlädt das Filament.
Auto-Home: Bewegt den Extruder und die Bauplattform in ihre Ausgangsposition
zurück.
Set home offsets: Zeigt den Bildschirm "Home-Offset festlegen" an.
Move axis: Öffnet das Menü "Achse verschieben".
Cancel all: Bricht alle Druckervorgänge ab.
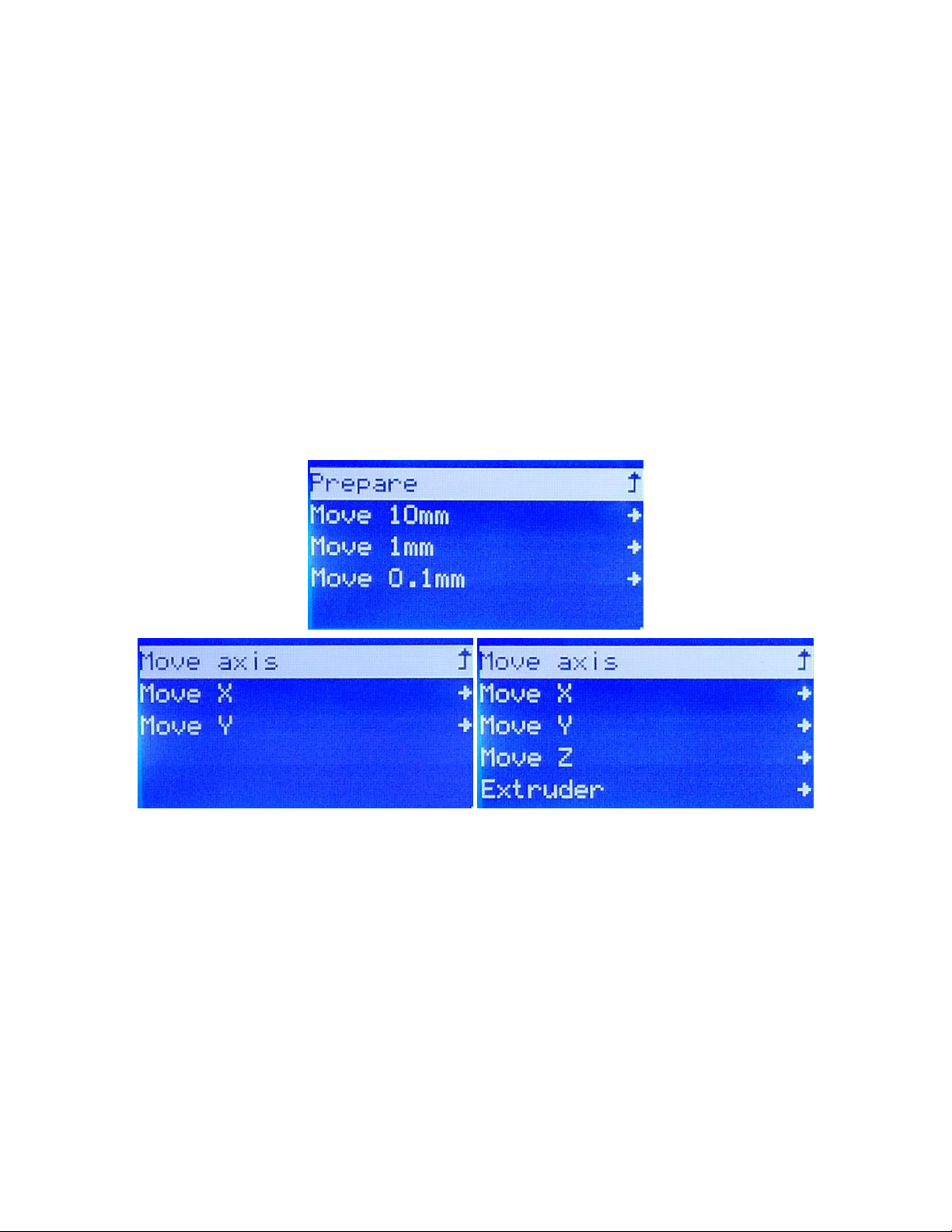
Achsenmenü verschieben
Vorbereiten: Kehrt zum Vorbereitungsmenü zurück.
10 mm verschieben: Wenn Sie die Option 10 mm verschieben auswählen, wird der
Bewegungsbildschirm wie oben links angezeigt, sodass Sie nur die X- und Y-Achsen
verschieben können.
1 mm verschieben: Wenn Sie die Option 1 mm verschieben auswählen, wird der
Bewegungsbildschirm angezeigt (siehe rechts oben), sodass Sie die X-, Y- und ZAchse sowie den Extruder verschieben können.
13
Page 14

Verschieben um 0,1 mm: Wenn Sie die Option Verschieben um 0,1 mm auswählen,
wird der Bewegungsbildschirm wie rechts oben gezeigt angezeigt, sodass Sie die
X-, Y- und Z-Achsen sowie den Extruder verschieben können.
Achse verschieben: Wählen Sie die Option Achse verschieben , um zum Steuermenü
zurückzukehren.
Move X: Wählen Sie die Option Move X , um den Bearbeitungsbildschirm "X
verschieben" zu öffnen. Drehen Sie den Bedienknopf, um den Extruder entlang der
X-Achse zu bewegen, und drücken Sie ihn, um den Wert zu speichern und zum
Menü "Achse verschieben" zurückzukehren.
Move Y: Wählen Sie die Option Move Y aus, um den Bearbeitungsbildschirm "Y
verschieben" zu öffnen. Drehen Sie den Bedienknopf , um den Extruder entlang der
Y-Achse zu bewegen, und drücken Sie ihn, um den Wert zu speichern und zum
Menü "Achse verschieben" zurückzukehren.
Move Z: Wählen Sie die Option Move Z aus, um den Bearbeitungsbildschirm "Z
verschieben" zu öffnen. Drehen Sie den Bedienknopf , um die Build-Plattform nach
oben oder unten zu bewegen, und drücken Sie ihn dann, um den Wert zu speichern
und zum Menü "Achse verschieben" zurückzukehren. Diese Option ist nur bei
Auswahl von 1 mm oder 0,1 mm sichtbar.
Extruder: Wählen Sie die Option Extruder , um den Bildschirm zum Verschieben des
Extruders zu öffnen. Drehen Sie den Bedienknopf, um den Faden hinein oder heraus
zu drücken, und drücken Sie ihn dann, um den Wert zu speichern und zum Menü
"Achse verschieben" zurückzukehren. Diese Option ist nur bei Auswahl von 1 mm
oder 0,1 mm sichtbar.
14
Page 15
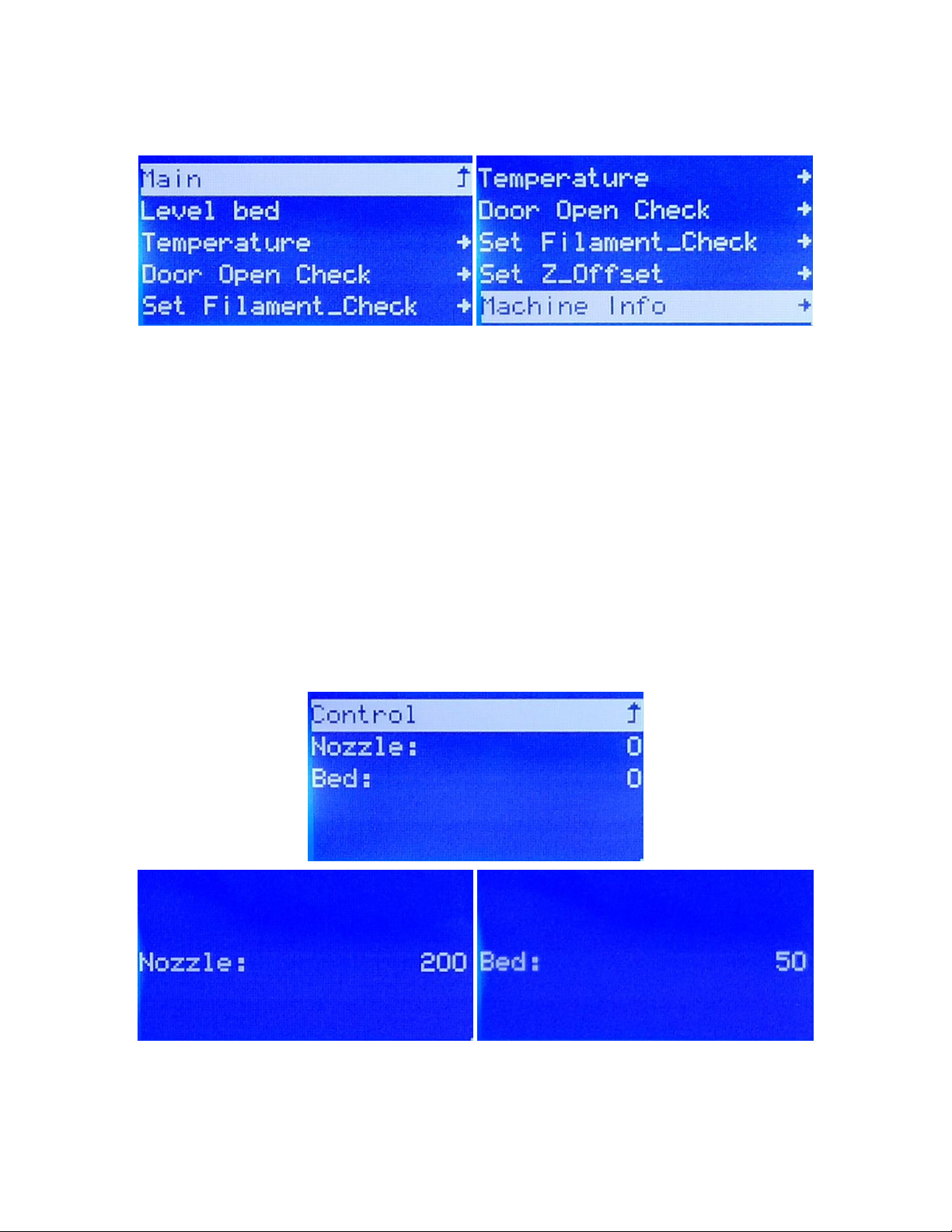
Steuerungsmenü
Main: Wählen Sie die Option Main , um zum Hauptmenü zurückzukehren.
Level bed: Startet das Bettnivellierungsverfahren.
Temperature: Öffnet das Temperaturmenü.
Door Open Check: Öffnet das Menü "Türöffnung prüfen".
Set Filament_Check: Öffnet das Menü für den Filament_Check.
Set Z_Offset: Öffnet das Menü für das Z_Offset.
Machine Info: Zeigt den Bildschirm mit dem Maschineninfo.
Temperaturmenü
Control: Wählen Sie die Option Control, um zum Steuerungsmenü zurückzukehren.
15
Page 16

Nozzle: Wählen Sie die Option Nozzle , um den Bildschirm "Düsentemperatur
bearbeiten" zu öffnen. Drehen Sie den Bedienknopf , um die Temperatur
einzustellen, und drücken Sie ihn, um den Wert zu speichern und zum
Temperaturmenü zurückzukehren.
Bed: Wählen Sie die Option Bed , um den Bildschirm "Bearbeiten der
Betttemperatur" zu öffnen. Drehen Sie den Bedienknopf , um die Temperatur
einzustellen, und drücken Sie ihn, um den Wert zu speichern und zum
Temperaturmenü zurückzukehren.
Door Open Check Menu
Wenn diese Option aktiviert ist, wird der Druckvorgang beim Öffnen der Tür
angehalten. Bei Deaktivierung hat das Öffnen der Tür keine Auswirkung.
Filament_Check einstellen
Wenn auf Ein gestellt, wird der Druckvorgang automatisch angehalten, sobald nicht
mehr genug Filament vorhanden ist. Wenn auf Aus gestellt, wird der Druckvorgang
fortgesetzt, auch wenn nicht mehr genug Filament vorhanden ist (obwohl dann
selbstverständlich nichts mehr ausgedruckt werden kann).
16
Page 17

Z_Offset einstellen
Z_Offset einstellen: Stellt den Abstand zwischen Düse und Druckbett ein. Positive
Werte erhöhen den Abstand, wohingegen negative Werte den Abstand verringern.
Der angezeigte Wert ist in Mikrometer angegeben, sodass z. B. das Einstellen des
Werts auf -100 den Abstand um 0,1 mm verringert.
Maschineninfo-Bildschirm
Dieser Bildschirm zeigt den Namen der Maschine und die Version der Firmware an.
17
Page 18

WIIBUILDER SCHICHT-SOFTWARE
Der Drucker enthält die WiiBuilder-Schicht-Software auf der mitgelieferten microSD™Karte. Verwenden Sie den im Lieferumfang enthaltenen Kartenleser, um den Inhalt der
microSD-Karte auf Ihrem PC anzuzeigen, um das Programm zu installieren.
Montage
Führen Sie die folgenden Schritte aus, um die Schicht-Software von WiiBuilder zu
installieren.
1. Suchen Sie nach der Software WiiBuilder.exe auf der microSD-Karte, um das
WiiBuilder-Softwareprogramm zu installieren. Der Installationsassistent fordert Sie
auf, die Sprache einzustellen, die im InstallShield Wizard verwendet werden soll.
Wählen Sie im Pulldown-Menü Ihre bevorzugte Sprache aus und klicken Sie auf OK,
um fortzufahren.
2. Der Assistent fordert Sie auf, den Installationsort auszuwählen. Wenn Sie den
Standardinstallationspfad nicht verwenden möchten, wählen Sie mit der
Schaltfläche Durchsuchen ein anderes Verzeichnis aus. Klicken Sie auf die
Schaltfläche Weiter, wenn Sie mit dem Installationsort zufrieden sind.
18
Page 19

3. Klicken Sie auf die Schaltfläche Installieren, um fortzufahren.
4. Klicken Sie nach Abschluss der Installation auf die Schaltfläche Weiter, um
fortzufahren.
5. Klicken Sie auf die Schaltfläche Finish, um die Installation abzuschließen und das
Programm zu starten.
19
Page 20

WiiBuilder-Setup
1. Sobald das Programm gestartet ist, wird der Assistent für die Erstinstallation
gestartet. Er informiert Sie über verschiedene Programmgrundlagen, darunter das
Laden von Modelldateien, die Position der Slice-Schaltflächen usw. Lesen Sie jede
Seite, klicken Sie auf die nächste Schaltfläche, um von Seite zu Seite zu gelangen.
Klicken Sie auf der letzten Seite auf die Schaltfläche Fertigstellen, um den
Assistenten zu schließen.
2. Sobald der Assistent geschlossen ist, werden Sie aufgefordert, das Druckermodell
und die Maßeinheiten auszuwählen, die Sie verwenden möchten. MP Maker
Ultimate2 ist die Standardauswahl. Klicken Sie auf OK , um fortzufahren.
3. Klicken Sie auf die Konfiguration > GUI-Auswahl > Expert GUI.
20
Page 21

4. Klicken Sie auf eine der Slice-Schaltflächen , um das Dialogfeld "Grundkonfiguration"
anzuzeigen.
5. Klicken Sie auf die Schaltfläche Erweiterte Konfiguration, um das folgende Dialogfeld
anzuzeigen. In den folgenden Abschnitten werden die Optionen auf jeder Registerkarte
detailliert beschrieben.
21
Page 22

Registerkarte "Speed"
Die Registerkarte "Speed" (Geschwindigkeit ) bietet folgende Optionen:
Ober- /Untergeschwindigkeit (mm/s): Legt die Druckgeschwindigkeit der Ober- und
Unterseite des Modells fest.
Außenseite-Geschwindigkeit (mm/s): Legt die Druckgeschwindigkeit der
Außenseiten des Modells fest.
Innenseite-Geschwindigkeit (mm/s): Legt die Druckgeschwindigkeit der Innenseiten
fest.
Füllungsgeschwindigkeit (mm/s): Legt die Druckgeschwindigkeit der Füllung im
Modell fest.
Halterungen-Füllgeschwindigkeit (mm/s): Legt die Druckgeschwindigkeit für
Füllmaterial in den Modellhalterungen fest.
Support Interface Speed (mm/s): Legt die Druckgeschwindigkeit der oberen und
unteren Oberfläche der Modellhalterungen fest.
Anfängliche Ebenengeschwindigkeit (mm/s): Legt die Druckgeschwindigkeit der
ersten Ebene des Modells fest.
Verfahrgeschwindigkeit (mm/s): Legt die Bewegungsgeschwindigkeit der Düse fest,
wenn nicht gedruckt wird.
22
Page 23

Registerkarte "Infill"
Füllungsmuster
Linien
Raster
Füllmuster: Verwenden Sie das Dropdown-Menü, um eines von sieben
verschiedenen Füllmustern auszuwählen, einschließlich Linien, Gitter, Dreiecke,
Zickzack, Konzentrisch, Kreuz und Oktett. Die einzelnen Muster sind in der
folgenden Tabelle dargestellt.
Infill Before Wall: Aktivieren Sie dieses Kontrollkästchen, um das Modell nach dem
Füllen und Drucken der Kontur zu drucken.
Outer Before Inner Walls: Aktivieren Sie dieses Kontrollkästchen, um die äußeren
Wände zu drucken, bevor Sie die inneren Wände drucken.
Gradual Infill Steps: Bei Modellen, die die Füllrate allmählich ändern müssen,
bestimmt dieser Wert, wie viele Ebenen gleichzeitig geändert werden müssen.
23
Page 24

Dreieck
Zickzack
Konzentrisch
Kreuz
Oktett
24
Page 25

Registerkarte "Support"
Unterstützungsmuster: Verwenden Sie das Dropdown-Menü, um eines von fünf
Unterstützungsmustern auszuwählen, darunter Linien, Raster, Dreiecke, Zickzack
und Konzentrisch. Die Musterdesigns entsprechen denen der Füllmuster mit
demselben Namen.
o Die Linienunterstützung ist einfacher zu entfernen und wird bei Modellen
verwendet, die mehr Unterstützung benötigen.
o Die Netzstütze wird bei kleinen Modellen verwendet, die weniger Stützen
benötigen.
o Zick-Zack-Unterstützung wird für Modelle verwendet, die besonders schwer zu
entfernen sind. Sie ist stärker als die Linien-Unterstützung und besser als die
Raster-Unterstützung.
Überhangwinkel: Der Überhangwinkel ist der Winkel zwischen der Auflage und der
Oberfläche des Modells. Größere Einstellungen erleichtern das Entfernen der
Halterungen, während kleinere Einstellungen eine bessere Unterstützung bieten.
Der voreingestellte Winkel beträgt 60 Grad.
Support infill density (%): Bestimmt die Fülldichte für Halterungen. Je höher die
Dichte, desto stärker sind die Halterungen.
Supper Top Gap (mm): Der Abstand zwischen der Oberseite der Auflage und der
Modelloberfläche. Je kleiner der Abstand ist, desto effektiver ist die Halterung; sie
ist jedoch schwieriger von der Modelloberfläche zu entfernen, was zu
Materialresten auf der Modelloberfläche führt. Je größer der Abstand ist, desto
weniger effektiv ist die Halterung, sie lässt sich jedoch leichter von der
Modelloberfläche entfernen, was zu einer glatteren Oberfläche führt.
25
Page 26

Supper Bottom Gap (mm): Der Abstand zwischen der Unterseite der Auflage und
der Modelloberfläche. Die Auswirkungen dieses Parameters sind die gleichen wie
die Auswirkungen des Parameters Support Top Gap (mm).
Abstand X / Y (mm): Der Abstand zwischen dem Träger und der Modelloberfläche in
der horizontalen Ebene. Die Auswirkungen dieses Parameters sind die gleichen wie
die Auswirkungen des Parameters Support Top Gap (mm).
Halter aktivieren: Aktivieren Sie dieses Kontrollkästchen, um Halter zu verwenden.
Support Top: Bestimmt die Dicke der oberen Schicht der Halterungen.
Supports Bottom: Bestimmt die Dicke der unteren Schicht der Halterungen.
Support Interface: Legt den Prozentsatz der Füllungen fest, die in den Halterungen
verwendet werden.
Support Interface Infill Pattern: Verwenden Sie dieses Dropdown-Menü, um eines
der fünf Füllmuster für die Halterungen auszuwählen, darunter Linien, Gitter,
Dreiecke, Zickzack und Konzentrisch. Die Musterdesigns entsprechen denen der
Füllmuster mit demselben Namen.
26
Page 27

Registerkarte "Build Plate Adhesion" (Plattenhaftung erstellen)
Raft Air Gap (mm): Abstand zwischen Floß und Modell. Dies bestimmt die
Schwierigkeit, das Floß aus dem Modell zu entfernen.
Raft Extra Margin (mm): Der Abstand zwischen der Kante des Floßes und der
Modelloberfläche.
Raft Base Thickness (mm): Bestimmt die Dicke des Flosses.
Initial Layer Z Overlap: Bestimmt die Überlappung zwischen der ersten und der
zweiten Ebene des Modells.
Brim Line Amount: Legt die Anzahl der Ringdichtungen fest, die an der Kante des
Modells hinzugefügt werden, das mit der Build-Plattform in Kontakt ist.
27
Page 28

Skirt Line Count: Legt die Anzahl der Anti-Überlauf-Linien am Ende des Modells in
Kontakt mit der Build-Plattform fest.
Registerkarte "Retraction"
horizontal Travel Retraction: Aktivieren Sie dieses Kontrollkästchen, um den
Rückzug der Filamente zu aktivieren, wenn die Düse nicht druckt und sich in
horizontaler Richtung bewegt.
Retract at Layer Change: Aktivieren Sie dieses Kontrollkästchen, um das Filament
beim Wechsel von Schicht zu Schicht zurückzuziehen.
Rückzugsgeschwindigkeit (mm/s): Legt die Geschwindigkeit fest, mit der der Faden
zurückgezogen wird.
Rückzugsweg (mm): Der Abstand, in dem der Faden innerhalb der Düse
zurückgezogen wird.
Z Hop Height (mm): Die Entfernung, um die die Düse angehoben wird, wenn das
Filament nach dem Zurückziehen zurückgeführt wird.
28
Page 29

Retraction Minimum Travel (mm): Legt den minimalen Abstand der Düsenbewegung
vor dem Drucken und vor dem Zurückziehen des Filaments fest.
Registerkarte "Material"
Filament Flow (%): Legt die Fließgeschwindigkeit des Filaments im Schmelzzustand
fest. Dies wird entsprechend der verwendeten Filamentart eingestellt. Im
Allgemeinen beträgt die Flussrate für PLA oder PLA Pro 90 und die Flussrate von
ABS 100.
Filament Diameter (mm): Legt den Durchmesser des verwendeten Filaments fest.
Dieser Drucker unterstützt nur Filamente mit einem Durchmesser von 1,75 mm.
Auto Change Temeperature: Beim Drucken ändert die Düse die Drucktemperatur
automatisch entsprechend dem verwendeten Filamenttyp. Das allgemeine
Verbrauchsmaterial ist standardmäßig eingestellt, sodass Sie diese Option nicht
auswählen müssen.
29
Page 30

Registerkarte "Travel"
Combing Mode: Diese Option bestimmt, wie sich die Düse bewegt, wenn nicht
gedruckt wird. Mit der Option Aus kann sich die Düse um die kürzeste Entfernung
zwischen dem vorherigen Extrusionsort und dem neuen Startort bewegen. Die
Option Alle bewirkt, dass sich die Düse entlang des bereits extrudierten Elements
bewegt. Durch die Option No Skin wird vermieden, dass sich die äußeren Schichten
um die Düse an die neue Startposition zu verschieben, sodass die Druckqualität
erheblich verbessert wird.
Start Layers at Same Position: Diese Option ändert die Genauigkeit des Modells in
derselben Ebene. Sie ist in der Regel standardmäßig eingestellt.
Layer Start PositionX (mm): Mit dieser Option können Sie die X-Achsen-Koordinaten
der Position des Modell-Layers ändern.
Layer Start PositionY (mm): Mit dieser Option können Sie die Koordinaten der Y-
Achse der Position der Modellebene ändern.
30
Page 31

Registerkarte "Machine"
Right Nozzle Diameter (mm): Legt den Durchmesser der Düse am rechten Extruder
fest. Dieser Drucker hat nur einen einzigen Extruder, der als der richtige Extruder
bezeichnet wird. Der Düsendurchmesser dieses Druckers beträgt 0,4 mm.
Left Nozzle Diameter (mm): Legt den Durchmesser der Düse am linken Extruder fest.
Dieser Drucker hat nur einen einzigen Extruder, der als der richtige Extruder
bezeichnet wird.
Registerkarte "Line Width"
Outer Wall Line Width (mm): Dies ist die Breite der äußersten Wandlinie. Durch
Verringern dieses Werts können Details genauer gedruckt werden.
Inner Wall(s) Line Width (mm): Dies ist die Breite einer einzelnen Wandlinie für alle
Wände außer der äußersten Wand.
Top/Bottom Line Width (mm): Dies ist die Breite der oberen und unteren Linie.
Infill Line Width (mm): Dies ist die Breite einer einzelnen Fülllinie.
Support Line Width (mm): Dies ist die Breite einer einzelnen Stützstrukturlinie.
31
Page 32

Skirt/Brim Line Width (mm): Dies ist die Breite einer einzelnen Rock- oder Randlinie.
Raft Top Line Width (mm): Dies ist die Breite der Linien in der oberen Oberfläche
des Floßes. Diese Linien können dünn sein, so dass die Oberseite des Floßes glatt ist.
Raft Middle Line Width (mm): Dies ist die Breite der Linien in den mittleren Lagen
des Floßes. Wenn die zweite Schicht mehr extrudiert wird, bleiben die Linien an der
Bauplatte haften.
Raft Base Line Width (mm): Dies ist die Breite der Floßgrundlage. Diese Linien
sollten dick sein, um die Haftung der Bauplatte zu unterstützen.
Prime Tower Line Width (mm): Dies ist die Extrusionsbreite des Hauptturmes.
Registerkarte "Dual Extrusion"
Standby-Temperatur (°C): Stellt die Temperatur des zweiten Extruders ein, wenn
nicht aktiv gedruckt wird.
Prime Tower Line Width (mm): Dies ist die Extrusionsbreite des Hauptturmes. Der
Prime Tower ist ein Ort, den der Drucker zum Wechseln der Düsen während der
Doppelextrusion verwendet, um eine Lücke im Modell zu vermeiden, indem eine
kleine Menge Filament an dem Prime Tower-Standort gedruckt wird.
Ooze Shield Distance (mm): Dies ist die Größe des Kreises der Schutzschichten, die
am Rand des Modells gedruckt werden.
Support Extruder: Wählt aus, welcher Extruder zum Drucken von Halterstrukturen
verwendet werden soll.
Support Interface Extruder: Wählt aus, welcher Extruder zum Drucken von
Halterungen verwendet werden soll.
32
Page 33

Build Plate Adhesion Extruder: Legt fest, welcher Extruder zum Drucken der
ursprünglichen Schicht verwendet werden soll.
Infill Extruder: Wählt den Extruder aus, der zum Drucken der Füllung verwendet
werden soll.
Registerkarte "Warping Precaution"
Z Offset (mm): Wenn die Neigung der Z-Achse auf negativ eingestellt ist, druckt die
Düse näher an die Bauplattform, wodurch das Verziehen großer Modelle reduziert
wird.
Extra Skin Wall Count: Dieser Wert legt die Anzahl der Konturen auf der äußeren
Oberfläche des Modells fest.
Initial Layer Increment (°C): Dieser Wert wird verwendet, um die Drucktemperatur
der ersten Schicht zu erhöhen, wodurch das Verziehen großer Modelle reduziert
wird.
33
Page 34

Registerkarte "Seam"
Hinweis: In der Z-Naht endet der Drucker beim Drucken der Haut (Außenebene) eines
Modells. Dies kann zu einem kleinen Fleck oder Tropfen an der Stelle führen, an der der
Drucker die Z-Höhe ändert. Wenn er sich in Ausrichtung befinden, kann sich auf der Seite
des Drucks eine auffällige Linie befinden, die als Z-Naht bezeichnet wird, da das Filament
an der Start-/Stop-Position weiterläuft. Die Optionen in diesem Bildschirm werden
verwendet, um diesen Effekt abzuschwächen.
Z-Naht-Typ: Legt fest, wo die Z-Naht angezeigt wird.
o Kürzeste: Diese Option wählt den zeitlich effizientesten Start-/Stop-Ort.
o Vom Benutzer festgelegt: Mit dieser Option können Sie den Start- und Stop-Ort
für X und Y angeben, wodurch festgelegt wird, wo der Z-Saum angezeigt wird.
o Zufällig: Mit dieser Option wählt der Drucker zufällig den Start / Stop-Ort,
wodurch das Erstellen einer Spalte verhindert wird.
o Schärfste Ecke: Die Start-/Stop-Position und die Z-Naht werden in der
schärfsten Ecke des Modells angezeigt.
Z-Naht X (mm): Diese Option ist die X-Position der Z-Naht. Diese Option kann nur
eingestellt werden, wenn der Z-Nahttyp auf Benutzerdefiniert eingestellt ist.
Z-Naht Y (mm): Diese Option ist die Y-Position der Z-Naht. Diese Option kann nur
eingestellt werden, wenn der Z-Nahttyp auf Benutzerdefiniert eingestellt ist.
Nahtvoreinstellung ausblenden: Diese Option ist nur verfügbar, wenn der Z-Naht-
Typ auf Schärfe eingestellt ist. Sie bestimmt, ob sich der Z-Saum innerhalb oder
außerhalb der Ecke befindet.
Z Seam Relative: Wenn Sie dieses Kontrollkästchen aktivieren, wird die Z-Naht in
Bezug auf die Mitte des Objekts gesetzt. Wenn Sie das Kontrollkästchen nicht
34
Page 35

aktivieren, wird die Z-Naht entlang der absoluten Position auf der Bauplatte
gesetzt. Diese Option ist nur verfügbar, wenn der Z-Nahttyp auf Benutzerdefiniert
eingestellt ist.
Registerkarte "Andere"
Skin Layers Thickness (mm): Diese Option bestimmt die Dicke der oberen und
unteren Hautschichten.
Horizontal Expansion (mm): Thermoplaste neigen beim Abkühlen zum Schrumpfen.
Mit dieser Option können Sie die Bauteilgröße fein abstimmen, um die Schrumpfung
für Abzüge auszugleichen, die engere Toleranzen erfordern.
Skin Alternate Rotation: Normalerweise druckt ein 3D-Drucker Volltonschichten für
die obere und untere Ebene. Dabei ändert sich die Richtung um 90 Grad von Schicht
zu Schicht. Durch diese Einstellung wird dieses Verhalten geändert, um alle zwei
Ebenen eine zusätzliche Drehung um 45 Grad hinzuzufügen.
Die folgenden Bilder zeigen die normale Druckrichtung der ersten drei Schichten.
35
Page 36

Das folgende Bild zeigt die Druckrichtung der dritten Schicht, wenn die Option Skin
Alternate Rotation aktiviert ist.
Enable Print Cooling: Wenn diese Option aktiviert ist, wird Kühlluft auf das
gedruckte Teil gerichtet.
Enable Draft Shield: Wenn diese Option aktiviert ist, druckt dieser Drucker eine
Wand um das Modell, um zu verhindern, dass Umwelteinflüsse oder Zugluft die
Kühlung beeinflussen. Dies wird normalerweise verwendet, wenn Enable Print
Cooling für Filament deaktiviert ist, für das eine längere Abkühlzeit erforderlich ist,
beispielsweise für ABS.
Wall Line Count: Mit dieser Option wird die Anzahl der zu druckenden Wände
festgelegt.
ERSTE SCHRITTE
1. Öffnen Sie den Karton und entfernen Sie den Drucker vom Schutzschaum. Legen Sie
ihn auf eine flache, stabile Oberfläche und entfernen Sie dann die Kunststofffolie.
2. Verwenden Sie eine Schere oder einen Seitenschneider, um die Kabelbinder und
Silikongummiplatten auf der Z-Achse zu entfernen.
36
Page 37

3. Entfernen Sie die feste Halterung an der Z-Achse mit dem mitgelieferten 2-mm-
Inbusschlüssel und dem mitgelieferten Schraubenschlüssel.
4. Nehmen Sie die microSD™ -Karte aus der Zubehörbox und setzen Sie sie in den
Kartensteckplatz links vom Display ein. Entfernen Sie anschließend das mitgelieferte
Netzkabel, stecken Sie ein Ende in die Steckdose an der linken Seite des Druckers
und stecken Sie das andere Ende in eine nahegelegene Steckdose.
5. Nehmen Sie den Filamenthalter aus der Zubehörbox und installieren Sie ihn im
Drucker. Entfernen Sie die Filamentspule und hängen Sie sie an den Filamenthalter.
Führen Sie das Ende des Filaments in den Sensor ein, bis es aus dem Rohr
hervortritt.
37
Page 38

6. Drücken Sie den Extrudergriff und stecken Sie das Filament bis zu einer Tiefe von
etwa 4 cm in den Griff.
7. Öffnen Sie das Steuerungsmenü und wählen Sie die Optionen "Filament In". Warten
Sie, bis das Filament vollständig geladen ist.
8. Kehren Sie zum Hauptmenü zurück und wählen Sie die Option "Print from SD".
Suchen Sie eine der gcode-Dateien auf der microSD™-Karte und wählen Sie sie aus,
um den ersten Druckvorgang zu starten.
38
Page 39

PFLEGE UND WARTUNG
Alle 3D-Drucker müssen regelmäßig gewartet werden, einschließlich mehrerer
Wartungsaufgaben, die täglich ausgeführt werden sollten.
Reinigen der Düse
Um die Düse können sich extrudierte Filament- und Filamentpartikel ansammeln. Entfernen
Sie das Filament mit einer Pinzette und einem Reinigungstuch.
Blockierte Düse reinigen
Die Düse kann von Zeit zu Zeit verstopfen. Führen Sie die folgenden Schritte aus, um eine
verstopfte Düse zu entfernen.
1. Lockern Sie mit einem 2,5-mm-Inbusschlüssel die unten abgebildete Schraube und
lösen Sie die Düse.
2. Erhitzen Sie die Düse auf 200°C.
39
Page 40

3. Fassen Sie die beheizte Düse mit einer Zange und entfernen Sie die Verstopfung
anschließend mit einem 1,5-mm-Inbusschlüssel.
4. Setzen Sie die Düse wieder ein und sichern Sie sie mit der Schraube.
40
Page 41

Ersetzen des Bands auf der Build-Plattform
Überprüfen Sie die Oberfläche des Bandes auf der Bauplattform auf Abnutzung und
Unebenheiten. Wenn es abgenutzt ist, sollte es ausgetauscht werden, um sicherzustellen,
dass das Modell ordnungsgemäß auf der Plattform haftet. Führen Sie die folgenden
Schritte aus, um das Band zu ersetzen.
1. Entfernen Sie langsam das vorhandene Klebeband und achten Sie darauf, eventuelle
Rückstände zu entfernen.
2. Bedecken Sie die Bauplattform sorgfältig mit der mitgelieferten Bandrolle. Stellen
Sie sicher, dass sich keine Blasen unter dem Klebeband oder Lücken zwischen den
Klebebandstreifen befinden.
Wartung der optischen Welle und der Spindelstange
Nach ungefähr 1000 Betriebsstunden sollten der optische Schaft und die Schraubenstange
mit Silikonfett (nicht im Lieferumfang enthalten) geschmiert werden. Lassen Sie die
Maschine nach der Schmierung mehrmals durch den gesamten Bewegungsbereich laufen,
um die Schmierung gleichmäßig zu verteilen.
41
Page 42

Reinigen des Zufuhrzahnrads
Wenn der Drucker verwendet wird, sammelt das Zufuhrzahnrad allmählich Filamentstaub
und Ablagerungen an, was den Betrieb beeinträchtigen kann. Führen Sie die folgenden
Schritte alle 500 Stunden durch, um das Zufuhrzahnrad zu reinigen.
1. Stellen Sie sicher, dass der Drucker vollständig heruntergefahren ist.
2. Trennen Sie das Kabel, das den Düsenmotor verbindet.
3. Lockern Sie mit einem 2,5-mm-Inbusschlüssel die unten abgebildete Schraube und
lösen Sie die Düse.
4. Lösen Sie die beiden Sechskantschrauben auf der rechten Seite vollständig, und
entfernen Sie dann den Motor und den Kühllüfter.
42
Page 43

5. Verwenden Sie eine Pinzette, um die Filamentreste am Motorzahnrad zu reinigen.
6. Bringen Sie den Motor und den Lüfter wieder an und befestigen Sie sie mit den
beiden in Schritt 4 oben entfernten Sechskantschrauben.
7. Schließen Sie die Düse wieder an und ziehen Sie die in Schritt 3 oben gelöste
Schraube fest.
8. Stecken Sie das Motoranschlusskabel wieder in den Motor.
TECHNISCHER SUPPORT
Monoprice freut sich, Ihnen bei allen Fragen zur Installation, Einrichtung, Fehlerbehebung
oder Produktempfehlungen einen kostenlosen technischen Online-Support anbieten zu
können. Wenn Sie Unterstützung mit Ihrem neuen Produkt brauchen, kommen Sie bitte
jederzeit gerne online, um mit einem unserer freundlichen und kompetenten Tech Suport
Associates zu sprechen. Technische Unterstützung erhalten Sie über den Online-ChatButton auf unserer Website www.monoprice.com oder per E-Mail, indem Sie eine
Nachricht an tech@monoprice.com senden. Überprüfen Sie die Website auf Supportzeiten
und Links.
43
Page 44

SPEZIFIKATIONEN
Modell
36045
Maximaler Druckbereich
7.9" x 5.9" x 5.9" (200 x 150 x 150 mm)
Filamentdurchmesser
1,75mm
Düsendurchmesser
0,4 mm
Druckgeschwindigkeit
20 ~ 150 mm/s
Positionierungsgenauigkeit
XY-Achse: 0,011 mm
Z-Achse: 0,0025 mm
Unterstützte Filamenttypen
ABS, PLA, PLA Pro, TPU, TPE, PET,
Metallfüllung, Holzfüllung usw.
Unterstützte Software
WiiBuilder, Cura, Simplify3D, Slic3r, Kisslicer
Unterstützte Dateiformate
.STL, .gcode,.OBJ
Druckschnittstelle
USB, microSD™-Karte
Unterstützte Betriebssysteme
Microsoft® Windows®, Mac® OS X®
Netzstromeingang
24 VDC, 10A
AC-Netzteil Eingangsleistung
100 ~ 240 VAC, 50/60 Hz
Abmessungen
15.0" x 13.4" x 16.5" (380 x 340 x 420 mm)
Gewicht
33,1 lbs. (15kg)
44
Page 45

EINHALTUNG GESETZLICHER BESTIMMUNGEN
Hinweis an FCC
Dieses Gerät entspricht Teil 15 der FCC-Bestimmungen. Der Betrieb unterliegt den
folgenden zwei Bedingungen: (1) Dieses Gerät darf keine schädlichen Störungen
verursachen, und (2) dieses Gerät muss alle empfangenen Störungen annehmen,
einschließlich Störungen, die einen unerwünschten Betrieb verursachen können.
Eine Änderung an dem Gerät ohne die Genehmigung von Monoprice kann dazu führen,
dass das Gerät nicht mehr den FCC-Anforderungen für digitale Geräte der Klasse B
entspricht. In diesem Fall kann Ihr Recht, das Gerät zu benutzen, durch die FCCBestimmungen eingeschränkt werden, und Sie können verpflichtet werden, jegliche
Störungen der Radio- oder Fernsehkommunikation auf eigene Kosten richtigzustellen.
Dieses Gerät wurde getestet und entspricht den Grenzwerten für ein Gerät der Klasse B
gemäß Teil 15 der FCC-Bestimmungen. Diese Grenzwerte sollen einen angemessenen
Schutz vor schädlichen Störungen in Wohngebäuden bieten. Dieses Gerät erzeugt,
verwendet und strahlt Funkfrequenzenergie aus und kann, wenn es nicht gemäß den
Anweisungen installiert und verwendet wird, Störungen der Funkkommunikation
verursachen. Es besteht jedoch keine Garantie, dass bei einer bestimmten Montage keine
Störungen auftreten. Falls dieses Gerät Störungen des Radio- oder Fernsehempfangs zur
Folge hat, was sich durch Ein- und Ausschalten des Gerätes überprüfen lässt, sollte der
Benutzer versuchen, die Störungen durch eine oder mehrere der folgenden Maßnahmen zu
beheben:
Stellen Sie die Empfangsantenne erneut ein oder stellen Sie diese woanders auf.
Vergrößern Sie den Abstand zwischen dem Gerät und dem Empfänger.
Schließen Sie das Gerät an eine Steckdose an, die einen anderen Stromkreis benutzt
als denjenigen, an dem der Empfänger angeschlossen ist.
Wenden Sie sich bei Problemen an den Händler oder einen erfahrenen Radio-
Fernsehtechniker.
45
Page 46

Hinweis an Industry Canada
Dieses digitale Gerät der Klasse B entspricht dem kanadischen ICES-003.
Cet appareil numérique de la classe B est conforme à la norme NMB-003 du Canada.
EU-Konformitätserklärung
Monoprice, Inc. erklärt, dass das in dieser Bedienungsanleitung oder in diesem Handbuch
beschriebene Produkt den nachstehenden Richtlinien entspricht. Der vollständige Text der
EU-Konformitätserklärung ist unter folgender Internetadresse verfügbar:
https://www.monoprice.com/product?p_id=36045 oder das CE-DoC finden Sie in dieser
Bedienungsanleitung
EMV-Richtlinie 2004/108/EG
Niederspannungsrichtlinie 2014/35/EU
RoHS2-Richtlinie 2011/65 / EU
WEEE-Richtlinie 2012/19 / EG
REACH-Richtlinie 1907/2006 / EG
WEEE-Information
Benutzerinformationen für Verbraucherprodukte, die unter die EU-Richtlinie 2012/19 / EU
über Elektro- und Elektronikaltgeräte (WEEE) fallen
Dieses Dokument enthält wichtige Informationen für Benutzer zur ordnungsgemäßen
Entsorgung und zum Recycling von Monoprice-Produkten. Verbraucher müssen diese
Hinweise für alle elektronischen Produkte beachten, die das folgende Symbol tragen:
46
Page 47

Für Verbraucher in der Europäischen Union: Gemäß dieser EU-Richtlinie darf das Produkt,
das dieses Symbol trägt, und / oder seine Verpackung nicht mit dem unsortierten Hausmüll
entsorgt werden. Das Symbol zeigt an, dass dieses Produkt getrennt von dem normalen
Hausmüll entsorgt werden sollte. Es liegt in Ihrer Verantwortung, diese und andere
elektrische und elektronische Produkte über ausgewiesene Sammelstellen zu entsorgen,
die von der Regierung oder den örtlichen Behörden bestellt werden. Die korrekte
Entsorgung Ihrer Altgeräte hilft bei der Vermeidung möglicher negativer Folgen für die
Umwelt und die menschliche Gesundheit. Für weitere Informationen über die Entsorgung
ihrer Altgeräte kontaktieren Sie bitte Ihre örtlich zuständige Behörde, Ihr
Müllabfuhrunternehmen oder das Geschäft, in dem Sie das Produkt erworben haben.
Sicherheitshinweis
WARNUNG: Verwenden Sie dieses Produkt nicht in der Nähe von Wasser, z. B. in einem
feuchten Keller oder in der Nähe eines Schwimmbeckens oder in einem Bereich, in dem
versehentlicher Kontakt mit Wasser oder Flüssigkeit auftreten kann
WARNUNG: Verwenden Sie dieses Produkt nicht während eines Gewitters. Es besteht die
Gefahr eines Stromschlags durch Blitzschlag
WARNUNG: Das externe Netzteil oder das Netzkabel ist die Trennvorrichtung des Geräts.
Die Steckdose muss sich in der Nähe des Geräts befinden und der Zugang muss leicht
erfolgen können
WARNUNG: Verwenden Sie dieses Produkt in einem gut belüfteten Bereich
microSD™ ist eine Marke von SD-3C, LLC.
MICROSOFT und WINDOWS sind entweder eingetragene Warenzeichen oder
Warenzeichen von Microsoft Corporation in den Vereinigten Staaten und/oder in anderen
Ländern.
Mac® und OS X® sind Marken von Apple Inc., eingetragen in den USA und anderen Ländern.
47
 Loading...
Loading...