

Page 1

Imprimante 3D Maker Ultimate 2
Manuel d'Utilisateur
RÉFÉRENCE 36045
Page 2

SOMMAIRE
AVERTISSEMENTS ET CONSIGNES DE SÉCURITÉ ............................................................................................................... 4
INTRODUCTION ................................................................................................................................................................................................ 6
CARACTÉRISTIQUES ..................................................................................................................................................................................... 6
SERVICE APRÈS-VENTE ............................................................................................................................................................................. 7
CONTENU DE L’EMBALLAGE ................................................................................................................................................................ 7
APERÇU DU PRODUIT ................................................................................................................................................................................. 8
Vue de face ................................................................................................................................................................................................... 8
Vue latérale droite .................................................................................................................................................................................. 9
UTILISATION DU SYSTÈME DE MENU ........................................................................................................................................ 10
Plan du menu ............................................................................................................................................................................................. 10
Fonctionnement du menu ............................................................................................................................................................. 10
Menu principal........................................................................................................................................................................................... 11
Écran d'information .............................................................................................................................................................................. 12
Menu Préparer .......................................................................................................................................................................................... 12
Menu Déplacer axe .............................................................................................................................................................................. 13
Menu Contrôle ......................................................................................................................................................................................... 14
Menu Température .............................................................................................................................................................................. 15
Menu de Vérification de l’ouverture de la porte ...................................................................................................... 16
Set Filament_Check Menu ............................................................................................................................................................ 16
Set Z_Offset Menu ............................................................................................................................................................................... 17
Machine Info Screen ........................................................................................................................................................................... 17
LOGICIEL DE DÉCOUPE EN COUCHES WIIBUILDER ....................................................................................................... 18
Installation ................................................................................................................................................................................................... 18
Configuration de WiiBuilder ....................................................................................................................................................... 20
Onglet Vitesse ......................................................................................................................................................................................... 22
Onglet Remplissage ............................................................................................................................................................................ 23
2
Page 3

Onglet Support ....................................................................................................................................................................................... 25
Onglet Adhérence de la plaque de construction .................................................................................................... 27
Onglet Rétraction ................................................................................................................................................................................. 28
Onglet Matériau ..................................................................................................................................................................................... 29
Onglet Déplacement ......................................................................................................................................................................... 29
Onglet Machine ...................................................................................................................................................................................... 30
Onglet Largeur de ligne ................................................................................................................................................................... 31
Onglet Double extrusion ................................................................................................................................................................ 32
Onglet Prévention du gauchissement ............................................................................................................................... 33
Onglet Raccord ....................................................................................................................................................................................... 33
Onglet Autres ........................................................................................................................................................................................... 35
POUR COMMENCER.................................................................................................................................................................................. 36
ENTRETIEN ET MAINTENANCE ......................................................................................................................................................... 39
Nettoyage de la buse ........................................................................................................................................................................ 39
Nettoyage d'une buse obstruée ............................................................................................................................................. 39
Remplacement de la bande adhésive sur la plateforme de construction ......................................... 41
Entretien de l'arbre optique et la tige filetée ............................................................................................................... 41
Nettoyage du moteur d'alimentation ................................................................................................................................. 41
ASSISTANCE TECHNIQUE ..................................................................................................................................................................... 43
SPÉCIFICATIONS .......................................................................................................................................................................................... 44
CONFORMITÉ RÉGLEMENTAIRE ..................................................................................................................................................... 45
Avis concernant la FCC .................................................................................................................................................................... 45
Avis concernant Industrie Canada ........................................................................................................................................ 46
Déclaration de conformité UE ................................................................................................................................................... 46
Informations sur les DEEE .............................................................................................................................................................. 46
Avis de sécurité ...................................................................................................................................................................................... 47
3
Page 4

AVERTISSEMENTS ET CONSIGNES DE SÉCURITÉ
Veuillez s’il vous plaît lire ce manuel en entier avant d'utiliser cet appareil, en prêtant une
attention particulière à ces avertissements et consignes de sécurité. Veuillez s’il vous plaît
conserver ce manuel dans un endroit sûr pour référence ultérieure.
Ne touchez pas à l'intérieur de l'imprimante pendant le fonctionnement.
Toujours laisser refroidir l'imprimante et le filament extrudé avant d'atteindre
l'intérieur.
Prenez soin d'éviter de toucher les pièces chaudes, y compris les blocs chauffants, la
buse de l'extrudeuse, la plateforme de construction et le filament extrudé.
Ne pas porter de gants lors de l'utilisation ou de la réparation afin d'éviter tout
enchevêtrement.
Gardez l'imprimante et tous ses accessoires hors de portée des enfants.
Ne forcez ou ne déchirez rien lors du déballage et de l'installation. Cela pourrait
endommager l'imprimante et/ou ses accessoires.
Assurez-vous que l'imprimante est éteinte et débranchée de sa source
d'alimentation avant d'effectuer des réparations ou un entretien.
N'installez pas cet appareil sur une surface instable où il pourrait tomber et causer
des blessures corporelles ou endommager l'appareil et/ou tout autre équipement.
Ne soumettez pas l'appareil à une force extrême, à des chocs ou à des fluctuations
de température ou d'humidité.
Cet appareil est destiné à un usage intérieur uniquement.
N'exposez pas cet appareil à l'eau ou à l'humidité. Ne placez pas de boissons ou
d'autres récipients contenant de l'humidité sur l'appareil ou à proximité. Si de
l'humidité pénètre dans ou sur l'appareil, débranchez-le immédiatement de la prise
de courant et laissez-le sécher complètement avant de le remettre sous tension.
Ne touchez pas l'appareil, le cordon d'alimentation ou tout autre câble connecté
avec les mains mouillées.
4
Page 5

Avant d'utiliser l'appareil, vérifiez que l'appareil et le cordon d'alimentation ne
présentent aucun dommage matériel. Ne pas l’utiliser si c’est le cas.
Avant de brancher l'appareil dans une prise de courant, assurez-vous que la prise
fournit le même type et le même niveau d'alimentation que l'appareil.
Cet appareil utilise un cordon d'alimentation mis à la terre et nécessite une
connexion à la terre pour un fonctionnement sûr. Assurez-vous que la source
d'alimentation est correctement raccordée à la terre. Ne modifiez pas la prise et
n'utilisez pas de prise « leurre » en vue de contourner la mise à la terre.
Débranchez cet appareil de la source d'alimentation lorsqu'il n'est pas utilisé.
Veillez à ne pas endommager le cordon d'alimentation. Faites en sorte qu’il ne tire-
bouchonne pas, qu’il ne soit pas pincé, que l’on ne marche pas dessus ou qu’il ne
s'emmêle avec d'autres cordons. Assurez-vous que le cordon d'alimentation ne
présente pas de risque que l’on trébuche dessus.
Ne débranchez jamais l'appareil en tirant sur le cordon d'alimentation. Toujours saisir
la tête de raccordement ou le corps de l'adaptateur.
Utiliser uniquement dans un endroit bien ventilé. Ne pas utiliser dans des espaces
clos et confinés.
Faites attention lorsque vous utilisez un grattoir pour enlever un modèle. Ne jamais
diriger le grattoir vers les doigts ou le corps.
L'imprimante est conçue pour fonctionner à une température ambiante comprise
entre +5°C (+41°F) et +40°C (+104°F). L'impression en dehors de ces limites peut
entraîner des impressions de mauvaise qualité.
Utilisez une protection oculaire lorsque vous nettoyez ou poncez les modèles
imprimés afin d'éviter la formation de petites particules dans vos yeux.
5
Page 6

INTRODUCTION
Merci d'avoir acheté cette imprimante 3D Maker Ultimate 2! Cette imprimante utilise la
méthode d'impression FFF (Fused Filament Fabrication/Fabrication via un filament fondu).
Elle est dotée d'une charpente métallique, d'une structure entièrement fermée et d'une
plateforme de construction chauffée. Elle peut imprimer de l’ABS (acrylonitrile butadiène
styrène) de 1,75 mm, du PLA (acide polylactique), du métal de remplissage, du bois de
remplissage et d'autres types de filaments dont le point de fusion est inférieur à 250°C. Elle
offre une surface d'impression de 200 x 150 x 150 mm et peut imprimer à des vitesses allant
jusqu'à 150 mm/s. Elle peut imprimer à partir d'un ordinateur à l'aide d'une connexion USB
ou à partir de fichiers gcode séquencés stockés sur une carte microSD™. Elle prend en
charge le nivellement automatique et possède une plaque de verre chauffante et
amovible.
CARACTÉRISTIQUES
Prend en charge le nivellement automatique
Inclut une plateforme chauffée, amovible et vitrée.
Impression possible via une connexion USB à votre PC ou à partir d'un fichier gcode
séquencé sur une carte microSD™
Prend en charge l'ABS, le PLA, le métal de remplissage, le bois de remplissage et
d'autres types de filaments dont le point de fusion est inférieur à 250°C.
Surface d'impression 200 x 150 x 150 mm
Peut imprimer à des vitesses allant jusqu'à 150 mm/s
Inclut le logiciel de séquençage en couches WiiBuilder
Comprend une carte de 8 Go microSD™
Entièrement assemblé
6
Page 7

SERVICE APRÈS-VENTE
Le service après-vente de Monoprice s'engage à faire en sorte que votre expérience de
commande, d'achat et de livraison soit sans égale. Si vous rencontrez un problème avec
votre commande, veuillez s’il vous plaît nous offrir l'occasion d'y remédier. Vous pouvez
contacter un représentant du service après-vente de Monoprice par le biais du lien de
discussion en direct sur notre site Internet www.monoprice.com ou via l’e-mail à l’adresse
support@monoprice.com. Consultez le site Internet afin de connaître les horaires de
l'assistance et les liens.
CONTENU DE L’EMBALLAGE
Veuillez s’il vous plaît faire l'inventaire du contenu de l'emballage afin de vous assurer
d’être en possession de tous les articles énumérés ci-dessous. Si quelque chose manque ou
est endommagé, veuillez s’il vous plaît contacter le service après-vente de Monoprice pour
un remplacement.
1 imprimante 3D
1 bobine de 500 g de filament PLA
1 porte-filament
1 carte microSD™ de 8 Go
1 lecteur de cartes microSD™
1 racloir métallique
1 câble USB
1 câble d'interrupteur
1 câble moteur
1 jeu de clés Allen
1 rouleau de ruban jaune
1 clé à molette
1 bâton de colle lavable à l'eau
1 cordon d'alimentation É.-U
1 cordon d'alimentation R.-U.
1 cordon d'alimentation UE
1 manuel d'utilisation (English,
Deutsche, Español, Français,
Italiano)
7
Page 8
APERÇU DU PRODUIT
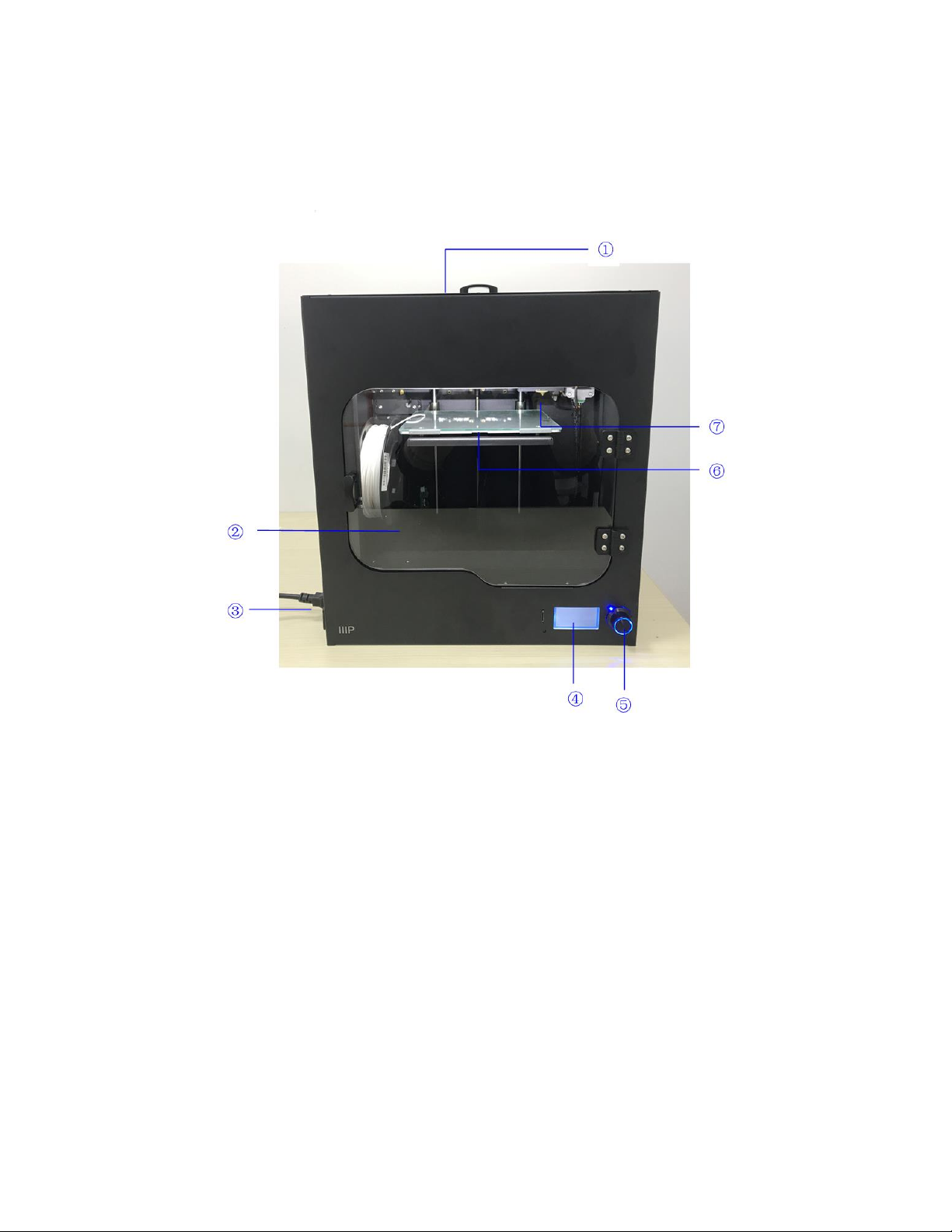
Vue de face
1. Couvercle supérieur
2. Porte avant
3. Prise d'alimentation CA et interrupteur d'alimentation
4. Écran LCD
5. Bouton de commande
6. Plateforme de construction chauffée
7. Buse
8
Page 9

Vue latérale droite
1. Porte-filament
2. Emplacement pour carte microSD™
3. Port USB
9
Page 10
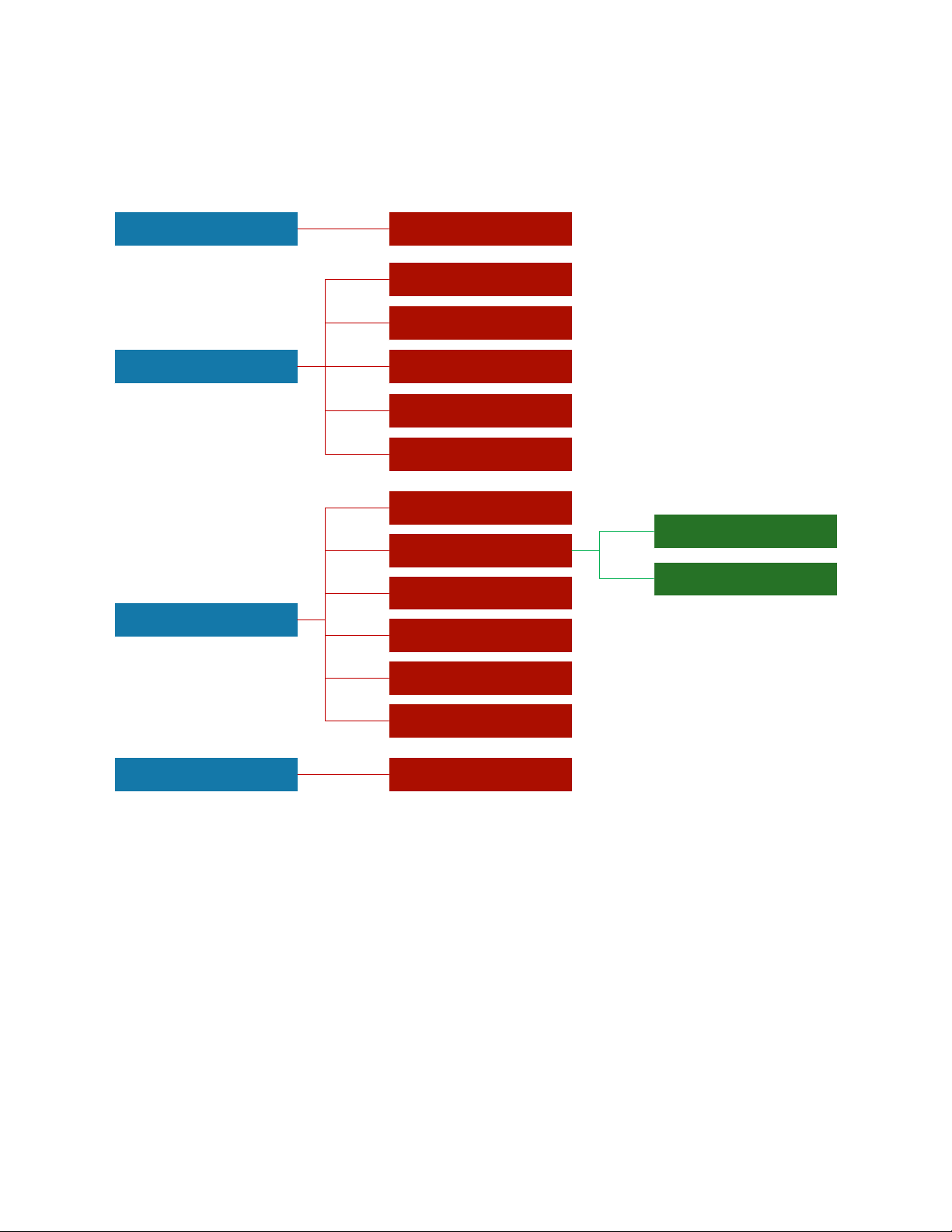
UTILISATION DU SYSTÈME DE MENU
In fo Screen B ack
Prep are
N o zzle
Filam en t In
R etract
A uto h om e
M ove axis
C an ce l all
Leve l bed
Tem p erature
D o o r O p en Che ck
Set Filam ent Ch eck
Set Z O ffset
M achin e In fo
G cod e files list
C on trol
Print from SD
B ed
Plan du menu
Fonctionnement du menu
Le bouton de commande situé à droite de l'écran LCD sert à manipuler le menu.
Si vous vous trouvez dans un menu ou un sous-menu, tournez le bouton de
commande dans le sens antihoraire afin de déplacer le menu vers le haut ou vers la
gauche.
Si vous vous trouvez dans un menu ou un sous-menu, tournez le bouton de
commande dans le sens horaire afin de déplacer le menu vers le bas ou vers la
droite.
10
Page 11
Si vous vous trouvez dans un menu ou un sous-menu, appuyez sur le bouton de
commande afin d’accéder au sous-menu en surbrillance ou pour sélectionner
l'entrée en surbrillance à modifier.
Si vous modifiez une valeur, tournez le bouton de commande dans le sens
antihoraire afin de diminuer la valeur.
Si vous modifiez une valeur, tournez le bouton de commande dans le sens horaire
afin d’augmenter la valeur.
Si vous modifiez une valeur, appuyez sur le bouton de commande afin d’enregistrer
la valeur affichée et revenir au menu ou sous-menu précédent.
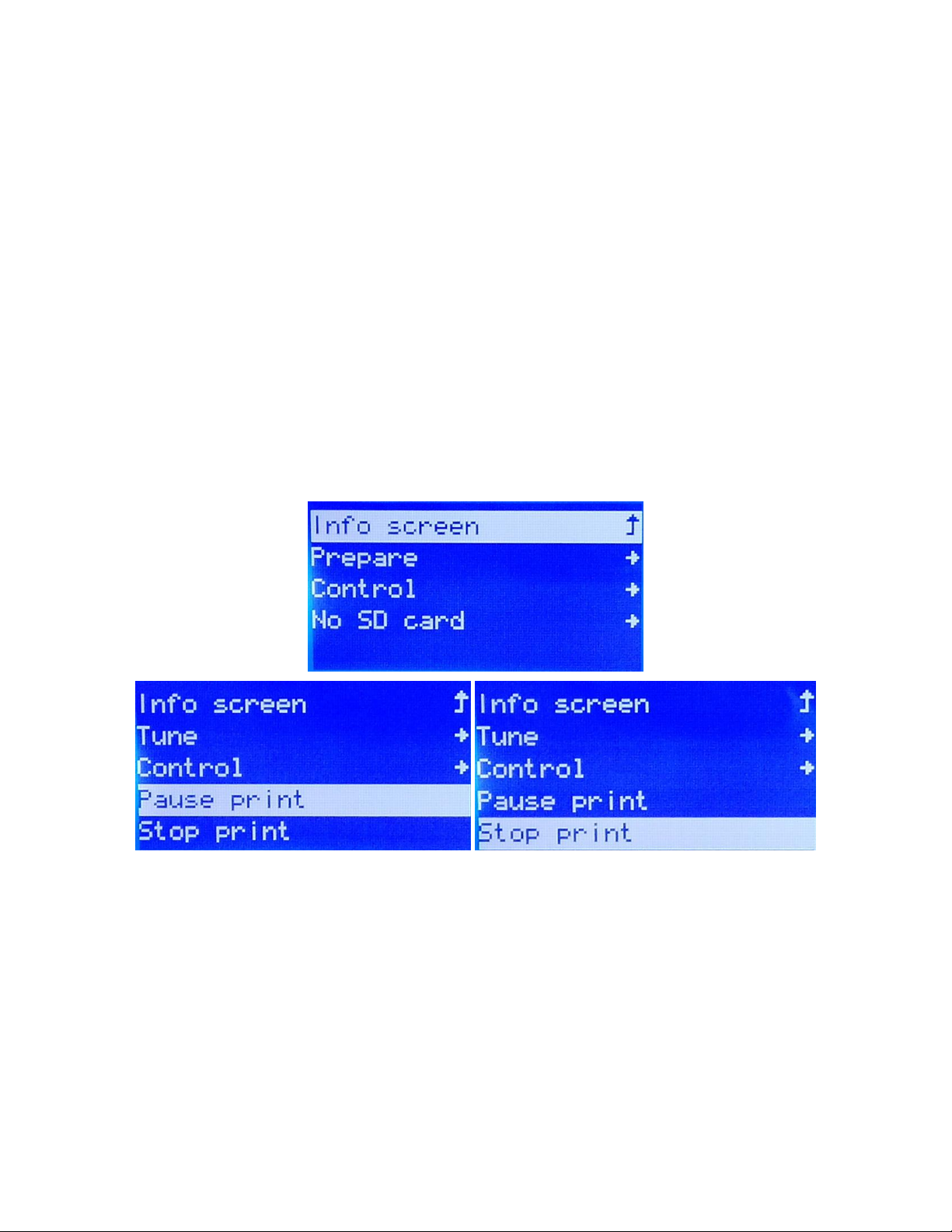
Menu principal
Écran d'information: affiche l'écran d'information de l'imprimante.
Préparer: ouvre le sous-menu Préparer. Lors de l'impression d'un modèle, l'opération
Préparer est remplacée par l'option Réglages.
Réglages: ouvre le sous-menu Réglages. Lorsque vous n'imprimez pas de modèle,
l'option Réglages est remplacée par l'option Préparer.
Contrôle: ouvre le sous-menu Contrôle.
11
Page 12
Imprimer depuis SD: affiche une liste de fichiers gcode sur la carte microSD™
insérée. Si aucune carte microSD n'est insérée, la ligne affiche Pas de carte SD™.
Pause/Reprise de l'impression: lors de l'impression d'un modèle, sélectionner Pause
dans l’impression afin d’interrompre l'impression. Lorsque l'impression est en pause,
sélectionner Reprendre l'impression afin de reprendre l'impression.
Arrêter l'impression: lors de l'impression d'un modèle, sélectionnez Arrêter
l'impression afin d’annuler l'opération d'impression.
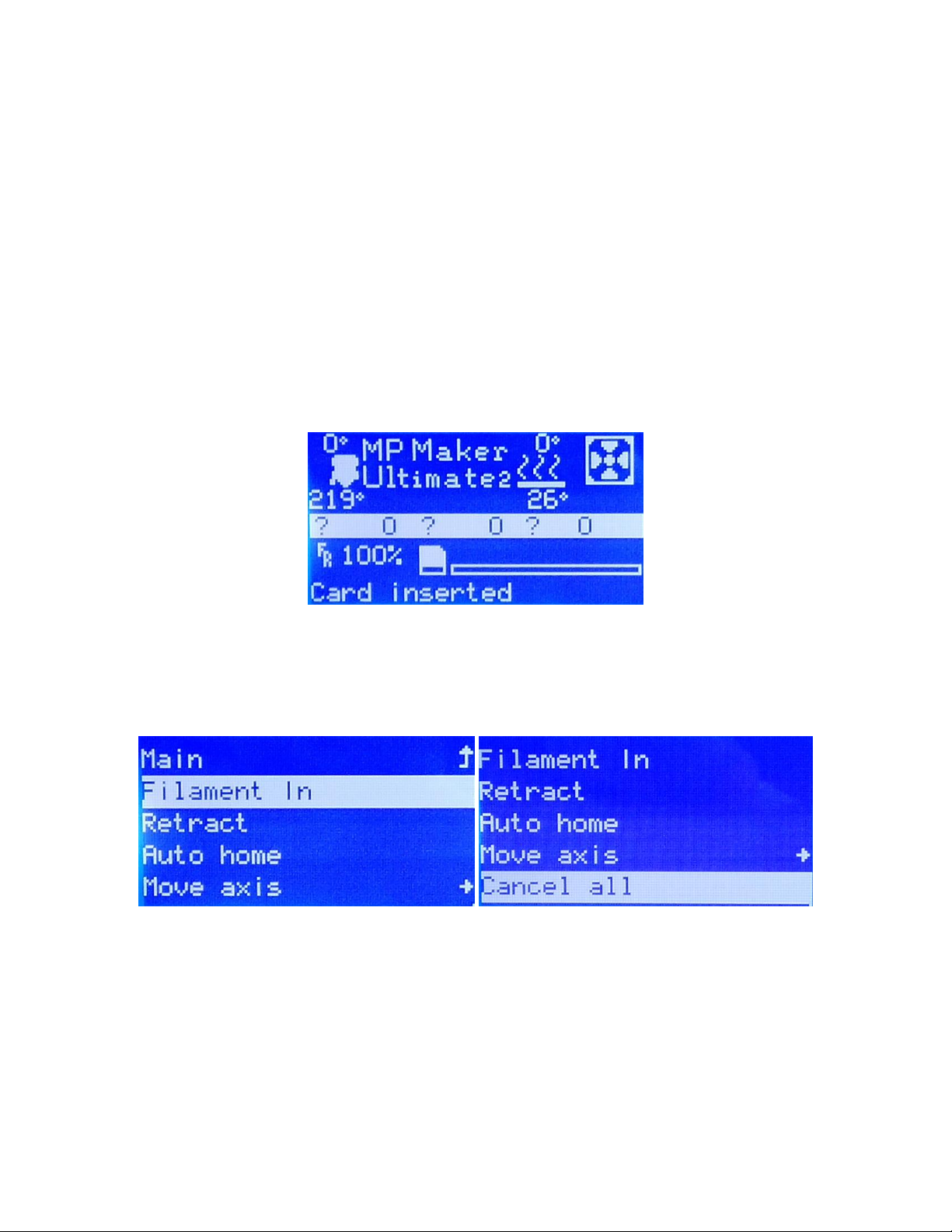
Écran d'information
Appuyez sur le bouton de commande afin de quitter l'écran d'information.
Menu Préparer
Principal: sélectionner l'option Principal afin de revenir au Menu principal.
Filament: charge le filament.
Rétracter: décharge le filament.
Origine: déplace l'extrudeuse et la plateforme de construction vers leurs positions
d'origine.
12
Page 13
Décalages: affiche l'écran Décalages (Configuration des décalages à l’origine).
Déplacer axe: ouvre le menu Déplacer axe (Déplacement des axes).
Annuler: annule toutes les opérations d'impression.
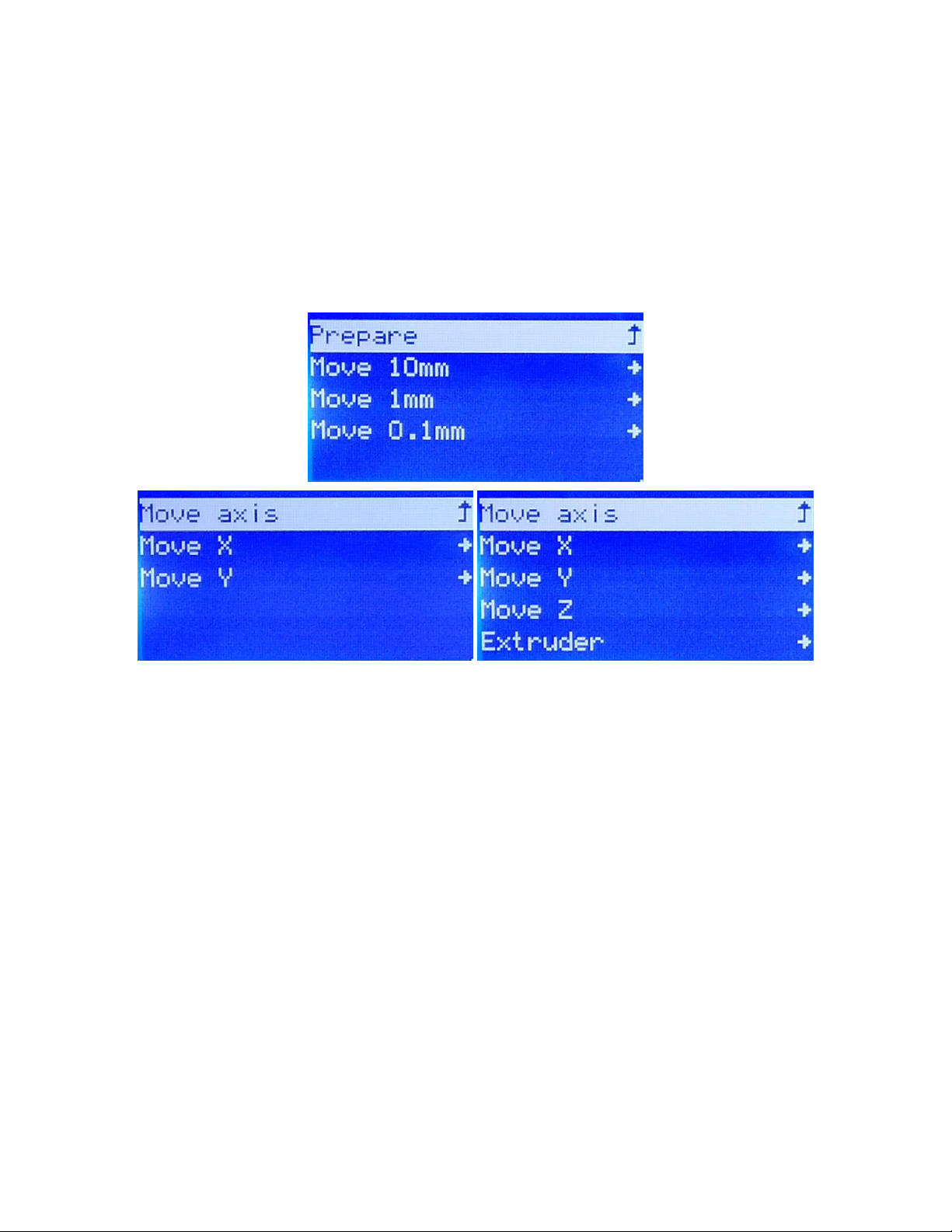
Menu Déplacer axe
Préparer: revient au Menu Préparer.
Déplacer de 10 mm: la sélection de l'option Déplacer de 10 mm affiche l'écran de
déplacement, comme illustré à gauche ci-dessus, vous permettant de déplacer les
axes X et Y uniquement.
Déplacer de 1 mm: La sélection de l'option Déplacer de 1 mm affiche l'écran de
déplacement, comme illustré à droite ci-dessus, vous permettant de déplacer les
axes X, Y et Z, ainsi que l'extrudeuse.
Déplacer de 0,1 mm: La sélection de l'option Déplacer de 0,1 mm affiche l'écran de
déplacement, comme illustré ci-dessus à droite, vous permettant de déplacer les
axes X, Y et Z, ainsi que l'extrudeuse.
Déplacer axe: Sélectionnez l'option Déplacer axe pour revenir au menu Contrôle.
Déplacer X: Sélectionnez l'option Déplacer X pour ouvrir l'écran d'édition Déplacer
X. Tourner le bouton de commande pour déplacer l'extrudeuse le long de l'axe X,
13
Page 14

puis appuyer sur ce bouton pour enregistrer la valeur et revenir au menu Déplacer
axe.
Déplacer Y: Sélectionnez l'option Déplacer Y pour ouvrir l'écran d'édition Déplacer Y.
Tourner le bouton de commande pour déplacer l'extrudeuse le long de l'axe Y, puis
appuyer sur le bouton pour enregistrer la valeur et revenir au menu Déplacer axe.
Déplacer Z: Sélectionnez l'option Déplacer Z pour ouvrir l'écran d'édition Déplacer Z.
Tournez le bouton de commande pour déplacer la plate-forme de construction vers
le haut ou vers le bas, puis appuyez dessus pour enregistrer la valeur et revenir au
menu Déplacer axe. Cette option ne sera visible que si vous choisissez 1 mm ou 0,1
mm.
Extrudeuse: Sélectionnez l'option Extrudeuse pour ouvrir l'écran d'édition Déplacer
l'extrudeuse. Tournez le bouton de commande afin de pousser le filament vers
l'intérieur ou vers l'extérieur, puis appuyez dessus pour enregistrer la valeur et
revenir au menu Déplacer axe. Cette option ne sera visible que si vous choisissez 1
mm ou 0,1 mm.
Menu Contrôle
Principal: sélectionnez l'option Principal afin revenir au Menu principal.
Nivellement lit: démarre le processus de nivellement du lit.
Température: ouvre le menu Température.
Vérif. ouv. porte: ouvre le menu Vérif. ouv. porte (Vérification de l’ouverture de la
porte).
Set Filament_Check : ouvre Set Filament_Check Menu.
Set Z_Offset : ouvre Set Z_Offset Menu.
14
Page 15

Machine Info : ouvre Machine Info Screen.
Menu Température
Contrôle: sélectionnez l'option Contrôle afin de revenir au menu Contrôle.
Buse: sélectionnez l'option Buse afin d’ouvrir l'écran de modification de la
température de la buse. Tournez le bouton de commande pour régler la
température, puis appuyez sur ce bouton afin d’enregistrer la valeur et revenir au
menu Température.
Lit: Sélectionnez l'option Lit pour ouvrir l'écran de modification de la température
du lit. Tournez le bouton de commande pour régler la température, puis appuyez sur
ce bouton afin d’enregistrer la valeur et revenir au menu Température.
15
Page 16

Menu de Vérification de l’ouverture de la porte
Lorsque cette fonction est activée, l'ouverture de la porte interrompt l'impression.
Lorsqu'elle est désactivée, l'ouverture de la porte n'a aucun effet.
Set Filament_Check Menu
Quand il est sur On, l’impression sera automatiquement suspendue en cas
d’épuisement du filament. Quand il est sur Off, l’impression continuera, même après
épuisement du filament (dans ce cas, bien entendu, rien ne sera imprimé).
16
Page 17

Set Z_Offset Menu
Set Z_Offset : règle la distance entre la buse et le plateau d’impression. Les valeurs
positives augmentent cette distance, les valeurs négatives la diminuent. Elles sont
affichées en microns. Exemple : choisir la valeur -100 diminue la distance de 0,1 mm.
Machine Info Screen
This screen displays the Machine Name and Firmware Version.
17
Page 18

LOGICIEL DE DÉCOUPE EN COUCHES WIIBUILDER
L'imprimante est livrée avec le logiciel WiiBuilder présent sur la carte microSD™ fournie.
Utilisez le lecteur de carte inclus afin d’afficher le contenu de la carte microSD sur votre PC
et installer le programme.
Installation
Procédez comme suit pour installer le logiciel de découpe en couches WiiBuilder.
1. Localisez et exécutez le logiciel WiiBuilder.exe sur la carte microSD afin d’installer le
logiciel WiiBuilder. Le programme d'installation vous demandera la langue à utiliser
dans l'assistant InstallShield. Utilisez le menu déroulant afin de sélectionner votre
langue préférée, puis cliquez sur le bouton OK pour continuer.
2. L'assistant vous invite à sélectionner l'emplacement d'installation. Si vous ne voulez
pas utiliser l'emplacement d'installation par défaut, utilisez le bouton Parcourir.... afin
de sélectionner un autre répertoire. Cliquez sur le bouton Suivant lorsque vous êtes
satisfait de l'emplacement d'installation.
18
Page 19

3. Cliquez sur le bouton Installer pour continuer.
4. Une fois l'installation terminée, cliquez sur le bouton Suivant pour continuer.
5. Cliquez sur le bouton Terminer afin de terminer l'installation et lancer le programme.
19
Page 20

Configuration de WiiBuilder
1. Une fois le programme lancé, l'assistant d'installation initiale se lance. Il vous
informera sur plusieurs commandes de base du programme, y compris comment
charger les fichiers de modèle, l'emplacement des boutons de découpe, etc. Lisez
chaque page, en cliquant sur le bouton suivant pour passer d'une page à l'autre.
Cliquez sur le bouton Terminé sur la dernière page afin de refermer l'assistant.
2. Une fois l'assistant refermé, vous serez invité à sélectionner le modèle d'imprimante
et les unités de mesure que vous souhaitez utiliser. MP Maker Ultimate2 est la
sélection par défaut. Cliquez sur le bouton OK pour continuer.
3. Cliquez sur Config. > Choix interface graphique > Expert interface graphique
20
Page 21

4. Cliquez sur l'un des boutons Découper afin d’afficher la boîte de dialogue
Configuration de base.
5. Cliquez sur le bouton Configuration avancée afin d’afficher la boîte de dialogue suivante.
Les sections suivantes détaillent les options de chaque onglet.
21
Page 22

Onglet Vitesse
L'onglet Vitesse présente les options suivantes :
Vitesse haut/bas (mm/s): règle la vitesse d'impression des surfaces supérieure et
inférieure du modèle.
Vitesse extérieure de la coque (mm/s): règle la vitesse d'impression des surfaces
externes de la coque.
Vitesse à l'intérieur de la coque (mm/s): règle la vitesse d'impression des surfaces
internes de la coque.
Vitesse de remplissage (mm/s): règle la vitesse d'impression du remplissage à
l'intérieur du modèle.
Vitesse de remplissage du support (mm/s): règle la vitesse d'impression du
remplissage à l'intérieur des supports du modèle.
Vitesse de l'interface de support (mm/s): règle la vitesse d'impression des surfaces
supérieure et inférieure des supports du modèle.
Vitesse de la couche initiale (mm/s): règle la vitesse d'impression de la première
couche du modèle.
Vitesse de déplacement (mm/s): règle la vitesse de déplacement de la buse
lorsqu'elle n'imprime pas.
22
Page 23

Onglet Remplissage
Modèles de remplissage
Lignes
Grille
Modèle de remplissage: utilisez le menu déroulant afin de sélectionner l'un des sept
modèles de remplissage différents parmi Lignes, Grille, Triangles., Zigzag,
Concentrique, Croix, et Octet. Les différents modèles sont illustrés dans le tableau
ci-dessous.
Remplissage avant contour: cochez cette case pour imprimer le modèle après avoir
rempli et imprimé le contour.
Extérieur avant les contours intérieurs: cochez cette case pour imprimer les
contours extérieurs avant les contours intérieurs.
Étapes de remplissage graduelles: pour les modèles qui ont besoin de modifier
progressivement le taux de remplissage, cette valeur détermine le nombre de
couches à modifier en même temps.
23
Page 24

Triangles
Zigzag
Concentrique
Croix
Octet
24
Page 25

Onglet Support
Modèle de support: utilisez le menu déroulant afin de sélectionner l'un des cinq
modèles de support parmi Lignes, Grille, Triangles, Zigzag et Concentrique. Les
motifs des modèles sont les mêmes que ceux des modèles de remplissage du même
nom.
o Le support Lignes est plus facile à enlever et est utilisé sur les modèles qui
nécessitent plus de soutien.
o Le support Grille est utilisé sur les petits modèles, qui nécessitent moins de
soutien.
o Le support Zigzag est utilisé pour les modèles particulièrement difficiles à
enlever. Il est plus solide que le support Lignes et est supérieur au support Grille.
Angle de porte-à-faux: l'angle de porte-à-faux est l'angle entre le support et la
surface du modèle. Des réglages supérieurs facilitent le retrait des supports, tandis
que des réglages inférieurs offrent un meilleur soutien. L'angle par défaut est de 60
degrés.
Densité de remplissage du support (%): détermine la densité de remplissage des
supports. Plus la densité est élevée, plus les supports sont solides.
Écart avec haut du support (en mm): distance entre le haut du support et la surface
du modèle. Plus cette distance est petite, plus le support est efficace, mais plus il
est difficile à enlever de la surface du modèle, ce qui entraîne la présence de
matériaux résiduels sur la surface du modèle. Plus la distance est grande, moins le
support est efficace, mais il est plus facile à enlever de la surface du modèle, ce qui
offre une surface plus lisse.
25
Page 26

Écart avec bas du support (en mm): distance entre bas du support et la surface du
modèle. Les effets de ce paramètre sont les mêmes que ceux du paramètre Écart
avec haut du support (en mm).
Distance X/Y (en mm): La distance entre le support et la surface du modèle dans le
plan horizontal. Les effets de ce paramètre sont les mêmes que ceux du paramètre
Écart avec haut du support (en mm).
Activer le support: cochez cette case pour utiliser les supports.
Haut du support: détermine l'épaisseur de la couche supérieure des supports.
Bas du support: détermine l'épaisseur de la couche inférieure des supports.
Interface du support: Règle le taux de remplissage utilisé à l'intérieur des supports.
Modèle de remplissage de l'interface du support: utilisez ce menu déroulant afin de
choisir l'un des cinq modèles de remplissage pour les supports parmi Lignes, Grille,
Triangles, Zigzag, et Concentrique. Les modèles des motifs sont les mêmes que ceux
des motifs de remplissage du même nom.
26
Page 27

Onglet Adhérence de la plaque de construction
Espace d’air/la plinthe (en mm): distance entre la plinthe et le modèle. Ce paramètre
détermine la difficulté de détacher la plinthe du modèle.
Marge supplémentaire/plinthe (en mm): distance entre le bord de la plinthe et la
surface du modèle.
Épaisseur de la base de la plinthe (en mm): détermine l'épaisseur de la plinthe.
Chevauchement initial de la couche Z: détermine le degré de chevauchement entre
les première et deuxième couches du modèle.
Nombre de ligne de bord: détermine le nombre de joints annulaires qui sont ajoutés
au bord du modèle en contact avec la plate-forme de construction.
27
Page 28

Nombre de lignes de jupe: détermine le nombre de lignes anti-débordement aux
limites du modèle en contact avec la plateforme de construction.
Onglet Rétraction
Rétraction de déplacement horizontal: cochez cette case afin de permettre la
rétraction du filament lorsque la buse n'imprime pas et se déplace dans le sens
horizontal.
Rétracter au changement de calque: cochez cette case afin que le filament se
rétracte lorsque vous passez d'une couche à l'autre.
Vitesse de rétraction (mm/s): règle la vitesse à laquelle le filament se rétracte.
Distance de rétraction (en mm): distance sur laquelle le filament se rétracte à
l'intérieur de la buse.
Hauteur de saut Z (en mm): distance à laquelle la buse se soulève lorsque le
filament revient après rétraction.
Course minimale de rétraction (en mm): règle la distance minimale de déplacement
de la buse avant impression et avant rétraction du filament.
28
Page 29

Onglet Matériau
Débit du filament (en %): règle le débit du filament à l'état fondu. Il est réglé selon
le type de filament utilisé. En général, le débit pour le PLA ou PLA Pro est de 90 et le
débit de pour l'ABS est de 100.
Diamètre du filament (en mm): règle le diamètre du filament utilisé. Cette
imprimante ne prend en charge que les filaments de 1,75 mm de diamètre.
Changement automatique de la température: lors de l'impression, la buse change
automatiquement la température d'impression selon le type de filament utilisé. Les
consommables généraux sont définis par défaut, il n'est donc pas nécessaire de
sélectionner cette option.
Onglet Déplacement
Mode peignage: cette option détermine comment la buse se meut lorsqu'elle
n'imprime pas. L'option Arrêt permet à la buse de se déplacer sur la distance la plus
courte entre l'emplacement de l’extrusion précédente et le nouvel emplacement de
départ. L'option Tout provoque le déplacement de la buse le long de tout ce qu'elle
a déjà extrudé. L'option Sans peau permet d'éviter que les couches extérieures ne
29
Page 30

déplacent la buse vers le nouvel emplacement de départ, ce qui peut grandement
améliorer la qualité d'impression.
Démarrer les calques à la même position: cette option modifie la précision du
modèle dans le même plan. Elle est généralement définie par défaut.
Position initiale de la couche X (en mm): cette option permet de modifier les
coordonnées de l'axe X de la position du calque du modèle.
Position initiale de la couche Y (en mm): cette option permet de modifier les
coordonnées de l'axe Y de la position du calque du modèle.
Onglet Machine
Diamètre de la buse droit (en mm): règle le diamètre de la buse sur l'extrudeuse de
droite. Cette imprimante ne possède qu'une seule extrudeuse, qui est l’extrudeuse
droite. Le diamètre de la buse de cette imprimante est de 0,4 mm.
Diamètre de la buse gauche (en mm): règle le diamètre de la buse sur l'extrudeuse
gauche. Cette imprimante ne possède qu'une seule extrudeuse, qui est l’extrudeuse
droite.
30
Page 31

Onglet Largeur de ligne
Largeur de la ligne de contour extérieur (en mm): c’est la largeur de la ligne du
contour extérieur. En abaissant cette valeur, il est possible d'imprimer des niveaux
de détail plus élevés.
Largeur du/des contour(s) intérieur(s) (en mm): c’est la largeur d'une ligne de
contour unique pour toutes les contours sauf le contour extérieur.
Largeur de la ligne du haut/bas (en mm): c’est la largeur des lignes du haut et du
bas.
Largeur de la ligne de remplissage (en mm): c’est la largeur d'une seule ligne de
remplissage.
Largeur de la ligne d'appui (en mm): il s'agit de la largeur d'une seule ligne de
structure du support.
Largeur de la plinthe/du rebord (en mm): c’est la largeur d'une jupe simple ou d'une
ligne de bord.
Largeur de la ligne supérieure de la plinthe (en mm): c’est la largeur des lignes à la
surface supérieure de la plinthe. Ces lignes peuvent être fines afin que le dessus de
la plinthe soit lisse.
Largeur de la ligne médiane de la plinthe (en mm): c’est la largeur des lignes dans les
couches intermédiaires de la plinthe. Si la deuxième couche est davantage extrudée,
les lignes collent à la plaque de construction.
Largeur de la ligne de base de la plinthe (en mm): c’est la largeur de la couche de
base de la plinthe. Ces lignes doivent être épaisses afin de faciliter l'adhérence de la
plaque de construction.
31
Page 32

Largeur de la ligne de la tour principale (en mm): c’est la largeur d'extrusion de la
tour principale.
Onglet Double extrusion
Température de veille (°C): règle la température de la seconde extrudeuse
lorsqu'elle n'imprime pas activement.
Taille de la tour principale (en mm): c’est la largeur d'extrusion de la tour principale.
La tour principale est un emplacement que l'imprimante utilisera pour échanger les
buses lors d’une double extrusion afin d'éviter un espace dans le modèle en
imprimant une petite quantité de filament à l'emplacement de la tour principale.
Distance au bouclier anti-écoulement (en mm): c’est la taille du cercle des couches
de protection imprimé au bord du modèle.
Extrudeuse de support: sélectionne l'extrudeuse à utiliser pour l'impression des
structures de support.
Support de l'extrudeuse d'interface: sélectionne l'extrudeuse à utiliser pour
imprimer les supports.
Extrudeuse d'adhérence de plaques de construction: sélectionne quelle extrudeuse
utiliser pour imprimer la couche initiale.
Extrudeuse de remplissage: sélectionne l'extrudeuse à utiliser pour imprimer le
remplissage.
32
Page 33

Onglet Prévention du gauchissement
Décalage sur l’axe Z (en mm): lorsque le biais de l'axe Z est réglé sur négatif, la buse
s'imprime plus près de la plate-forme de construction, ce qui aide à réduire le
gauchissement sur les grands modèles.
Nombre supplémentaire de contours formant la peau: cette valeur définit le
nombre de contours sur la surface extérieure du modèle.
Incrément de la couche initiale (°C): cette valeur est utilisée pour augmenter la
température d'impression de la première couche, ce qui permet de réduire le
gauchissement sur les grands modèles.
Onglet Raccord
Remarque : le raccord Z est l'endroit où l'imprimante termine son mouvement lors de
l'impression de la peau (couche extérieure) d'un modèle. Il peut en résulter une petite
boule ou un petit creux où l'imprimante modifie la hauteur de l'axe Z. S'il est dans
l’alignement, il peut y avoir une ligne visible sur le côté de l'impression, appelée Raccord en
Z, parce que le filament continue à couler à l'endroit de la marche/de l’arrêt. Les options de
cet écran sont utilisées pour atténuer cet effet.
Type de raccord sur Z: détermine l'endroit où le raccord en Z apparaîtra.
33
Page 34

o Le plus court: cette option sélectionne l'emplacement de départ/d'arrêt le plus
efficace en termes de temps.
o Spécifié par l'utilisateur: cette option vous permet de spécifier l'emplacement de
départ/d'arrêt en X et Y, ce qui détermine l'endroit où le raccord Z apparaîtra.
o Au hasard: avec cette option, l'imprimante choisira de façon aléatoire
l'emplacement de départ/arrêt, ce qui empêchera la construction d'une colonne.
o Coin le plus pointu: le point de départ/d'arrêt et le raccord sur Z apparaissent
dans le coin le plus pointu du modèle.
Raccord Z sur X (en mm): cette option détermine l'emplacement sur X du raccord Z.
Cette option ne peut être définie que si le type de raccord sur Z est Défini par
l'utilisateur.
Raccord Z sur Y (en mm): cette option détermine l'emplacement sur Y du raccord Z.
Cette option ne peut être définie que si le type de raccord sur Z est Défini par
l'utilisateur.
Préférence de raccord dissimulé: cette option n'est disponible que lorsque le type
de raccord Z est réglé sur Coin le plus pointu. Il détermine si le raccord sur Z sera à
l'intérieur ou à l'extérieur du coin.
Raccord sur Z relatif: si vous cochez cette case, le raccord sur Z sera réglé par
rapport au centre de l'objet, alors que si vous ne la cochez, le raccord sur Z sera
placé le long de la position absolue sur la plaque de construction. Cette option n'est
disponible que si le type de raccord sur Z est défini par l'utilisateur.
34
Page 35

Onglet Autres
Épaisseur des couches de peau (en mm): cette option détermine l'épaisseur des
couches supérieure et inférieure de la peau.
Expansion horizontale (en mm): les thermoplastiques ont tendance à se rétracter
lors du refroidissement. Cette option vous permet d'affiner la taille de la pièce afin
de compenser cette rétraction pour les impressions qui nécessitent des tolérances
plus étroites.
Rotation alternée de la peau: typiquement, une imprimante 3D imprimera des
couches solides pour les couches supérieure et inférieure. Ce faisant, elle change de
direction de 90 degrés d'une couche à l'autre. Ce réglage modifie ce comportement
pour ajouter 45 degrés de rotation supplémentaires tous les deux niveaux.
Les images suivantes illustrent le sens normal d'impression des trois premières
couches.
35
Page 36

L'image suivante illustre le sens d'impression de la couche trois lorsque l'option
Rotation alternée de la peau est activée.
Activer le refroidissement de l'impression: lorsque cette fonction est activée, l'air de
refroidissement est dirigé vers la partie imprimée.
Activer le paravent: lorsqu'elle est activée, cette imprimante imprimera un contour
autour du modèle afin d’empêcher les brises ou courants d'air environnants
d'affecter le refroidissement. Cette fonction est généralement utilisée lorsque
l'option Activer le refroidissement de l'impression est désactivée pour un filament
qui a besoin d'un temps de refroidissement plus long, tel que ceux en ABS.
Nombre de lignes de contours: cette option détermine le nombre de contours à
imprimer.
POUR COMMENCER
1. Ouvrez la boîte et retirez l'imprimante de la mousse de protection. Posez-la sur une
surface plane et stable, puis retirez le film plastique.
2. Utilisez une paire de ciseaux ou coupe-câbles afin d’enlever les attaches de
fermeture éclair et les feuilles de caoutchouc silicone sur l'axe Z.
36
Page 37

3. Utilisez la clé Allen de 2 mm ainsi la clé à molette fournies afin de retirer le support
fixe sur l'axe Z.
4. Retirez la carte microSD™ de la boîte d'accessoires et insérez-la dans la fente pour
carte située à gauche de l'écran. Ensuite, retirez le cordon d'alimentation secteur
fourni, branchez une extrémité dans la prise d'alimentation secteur située sur le côté
gauche de l'imprimante, puis branchez l'autre extrémité dans une prise de courant
secteur à proximité.
5. Retirez le porte-filament de la boîte d'accessoires et installez-le à l'intérieur de
l'imprimante. Retirer la bobine de filament et l'accrocher au porte-filament, puis
insérer l'extrémité du filament dans le capteur jusqu'à ce qu'il sorte du tube.
37
Page 38

6. Presser la poignée de l'extrudeuse, puis insérer le filament dans la cale jusqu'à une
profondeur d'environ 4 cm.
7. Ouvrez le menu Contrôle, puis choisissez les options Filament. Attendre que le
filament finisse de se charger.
8. Retournez au menu Principal, puis sélectionnez l'option Imprimer depuis SD.
Localisez et sélectionnez l'un des fichiers gcode sur la carte microSD™ afin de lancer
votre première impression.
38
Page 39

ENTRETIEN ET MAINTENANCE
Toutes les imprimantes 3D nécessitent une maintenance périodique, y compris plusieurs
tâches d’entretien qui doivent être effectuées au quotidien.
Nettoyage de la buse
Le filament extrudé et les particules de filament peuvent s'accumuler autour de la buse.
Utiliser une pince à épiler et un chiffon de nettoyage afin d’enlever les filaments étrangers.
Nettoyage d'une buse obstruée
La buse peut se boucher de temps en temps. Procédez comme suit pour dégager une buse
obstruée.
1. Utilisez la clé Allen de 2,5 mm afin desserrer la vis représentée sur l'image ci-dessous
et à gauche, puis débranchez la buse.
2. Chauffer la buse à 200°C.
39
Page 40

3. Saisir la buse chauffée à l'aide d'une pince, puis utiliser une clé Allen de 1,5 mm pour
débloquer l'obstruction.
4. Réinstallez la buse, puis fixez-la en place à l'aide de la vis.
40
Page 41

Remplacement de la bande adhésive sur la plateforme de construction
Vérifier l'usure et l'irrégularité de la surface de la bande adhésive sur la plateforme de
construction. Si elle est usée, elle doit être remplacée afin de s'assurer que le modèle
puisse adhérer correctement à la plateforme. Procédez comme suit pour remplacer la
bande adhésive.
1. Enlevez lentement la bande adhésive existante en prenant soin d'éliminer tout
résidu.
2. À l'aide du rouleau de ruban adhésif fourni, recouvrez soigneusement la plate-forme
de construction. Veillez à ce qu'il n'y ait pas de bulles sous le ruban ou d'espaces
entre les bandes de ruban.
Entretien de l'arbre optique et la tige filetée
Après environ 1 000 heures d'utilisation, l'arbre optique et la tige filetée doivent être
lubrifiés avec de la graisse au silicone (non fournie). Après la lubrification, faites fonctionner
la machine sur toute sa plage de mouvements plusieurs fois afin de répartir uniformément
la lubrification.
Nettoyage du moteur d'alimentation
Au fur et à mesure que l'imprimante est utilisée, le matériel d'alimentation accumule
progressivement de la poussière et des débris de filaments, ce qui peut affecter son
fonctionnement. Suivez le protocole suivant toutes les 500 heures afin de nettoyer le
matériel d'alimentation.
1. Assurez-vous que l'imprimante est complètement éteinte.
41
Page 42

2. Débrancher le câble reliant le moteur de la buse.
3. À l'aide de la clé Allen de 2,5 mm, desserrez la vis représentée sur l'image ci-dessous
et à gauche, puis débranchez la buse.
4. Dévisser complètement les deux vis à tête hexagonale du côté droit, puis retirer le
moteur et le ventilateur de refroidissement.
5. Utiliser une pince à épiler afin de nettoyer les débris de filaments sur le
motoréducteur.
6. Réinstallez le moteur et le ventilateur de refroidissement, puis fixez-les avec les
deux vis à tête hexagonale retirées à l'étape 4 ci-dessus.
42
Page 43

7. Rebrancher la buse, puis resserrer la vis desserrée à l'étape 3 ci-dessus.
8. Rebranchez le câble de raccordement du moteur dans le moteur.
ASSISTANCE TECHNIQUE
Monoprice est heureux de vous fournir une assistance technique en ligne gratuite et en
direct afin de répondre à toutes vos questions concernant l'installation, la configuration, le
dépannage ou les recommandations de produits. Si vous avez besoin d'aide concernant
votre nouveau produit, n'hésitez pas à communiquer en ligne avec l'un de nos
sympathiques et compétents associés de l’assistance technique. L’assistance technique est
disponible via le bouton de discussion en ligne sur notre site Internet www.monoprice.com
ou par courriel en envoyant un message à l’adresse tech@monoprice.com. Consultez le site
Internet afin connaître les horaires et les liens vers d'assistance.
43
Page 44

SPÉCIFICATIONS
Modèle
36045
Surface d'impression maximale
200 x 150 x 150 mm (7,9 x 5,9 x 5,9 x 5,9 po)
Diamètre du filament
1,75 mm
Diamètre de la buse
0,4 mm
Vitesse d'impression
20 ~ 150 mm/s
Précision de positionnement
Axe XY: 0,011 mm
Axe Z: 0,0025 mm
Types de filaments supportés
ABS, PLA, PLA Pro, TPU, TPE, PET,
Remplissage métallique, Remplissage bois,
etc.
Logiciels supportés
WiiBuilder, Cura, Simplify3D, Slic3r, Kisslicer
Formats de fichiers pris en charge
.STL, .gcode, .OBJ
Interface d'impression
USB, carte microSD™
Systèmes d'exploitation pris en charge
Microsoft® Windows®, Mac® OS X®
Puissance d'entrée
24 VDC, 10 A
Alimentation d'entrée de l'adaptateur c.a.
100 ~ 240 VAC, 50/60 Hz
Dimensions
380 x 340 x 420 mm (15,0 x 13,4 x 16.5 po)
Poids de l'appareil
15 kg (33,1 lb)
44
Page 45

CONFORMITÉ RÉGLEMENTAIRE
Avis concernant la FCC
Cet appareil est conforme à la partie 15 des règles de la FCC. L'utilisation est soumise aux
deux conditions suivantes : (1) cet appareil ne doit pas causer d'interférences nuisibles, et
(2) cet appareil doit accepter toute interférence reçue, y compris les interférences qui
peuvent causer un fonctionnement non désiré.
La modification de l'équipement sans l'autorisation de Monoprice peut aboutir à ce que
l'équipement ne soit plus conforme aux exigences de la FCC pour les appareils numériques
de classe B. Dans ce cas, votre droit d'utiliser l'équipement peut être limité par les
règlements de la FCC, et vous pourriez être tenu de corriger toute interférence avec les
communications radio ou télévision à vos propres frais.
Cet équipement a été testé et déclaré conforme aux limites d'un appareil numérique de
classe B, conformément à la partie 15 des règlements de la FCC. Ces limites sont conçues
pour fournir une protection raisonnable contre les interférences nuisibles dans une
installation résidentielle. Cet équipement génère, utilise et peut émettre de l'énergie de
radiofréquence et, s'il n'est pas installé et utilisé conformément aux instructions, il peut
causer des interférences nuisibles aux communications radio. Cependant, il n'y a aucune
garantie que des interférences ne se produiront pas dans une installation en particulier. Si
cet équipement cause des interférences nuisibles à la réception de la radio ou de la
télévision, ce qui peut être déterminé en éteignant et en rallumant l'équipement,
l'utilisateur est encouragé à essayer de corriger ces interférences par une ou plusieurs des
mesures suivantes :
Réorienter ou déplacer l'antenne de réception.
Augmenter la distance entre l'équipement et le récepteur.
Brancher l'équipement dans une prise de courant sur un circuit différent de celui
auquel le récepteur est branché.
Consulter le revendeur ou un technicien radio/TV expérimenté afin d’obtenir de
l'aide.
45
Page 46

Avis concernant Industrie Canada
Cet appareil numérique de classe B est conforme à la norme canadienne ICES-003.
Cet appareil numérique de la classe B est conforme à la norme NMB-003 du Canada.
Déclaration de conformité UE
Monoprice, Inc. déclare que le produit décrit dans guide ou manuel d'utilisation est
conforme aux directives applicables ci-dessous. Le texte intégral de la déclaration de
conformité CE est disponible à l'adresse Internet suivante:
https://www.monoprice.com/product?p_id=36045 ou la Déclaration de conformité CE se
trouve dans ce manuel d'utilisation.
Directive CEM 2004/108/CE
Directive basse tension 2014/35/UE
Directive RoHS2 2011/65/EU
Directive DEEE 2012/19/CE
Règlement REACH 1907/2006/CE
Informations sur les DEEE
Informations à l'utilisateur pour les produits de consommation couverts par la directive
européenne 2012/19/UE relative aux déchets d'équipements électriques et électroniques
(DEEE)
Ce document contient des informations importantes pour les utilisateurs concernant
l'élimination et le recyclage appropriés des produits Monoprice. Les consommateurs sont
tenus de se conformer à cet avis pour tous les produits électroniques portant le symbole
suivant:
46
Page 47

Pour les consommateurs de l'Union européenne: cette directive de l'UE exige que le
produit portant ce symbole et/ou son emballage ne soit pas éliminé avec les déchets
municipaux non triés. Le symbole indique que ce produit doit être éliminé séparément des
déchets ménagers ordinaires. Il est de votre responsabilité de vous débarrasser de ce
produit et d'autres produits électriques et électroniques par l'intermédiaire d'installations
de collecte désignées par le gouvernement ou les autorités locales. L'élimination et le
recyclage corrects aideront à prévenir les conséquences négatives potentielles sur
l'environnement et la santé humaine. Pour de plus amples informations sur l'élimination de
votre produit non désiré, veuillez s’il vous plaît contacter les autorités locales, le service
d'élimination des déchets ou le magasin où vous avez acheté le produit.
Avis de sécurité
AVERTISSEMENT: Ne pas utiliser ce produit près de l'eau, par exemple, dans un sous-sol
humide ou près d'une piscine ou dans un endroit où un contact accidentel avec l'eau ou un
liquide pourrait se produire.
AVERTISSEMENT: Évitez d'utiliser ce produit pendant un orage électrique. Il peut y avoir un
risque de choc électrique à distance causé par la foudre.
AVERTISSEMENT: L'adaptateur d'alimentation externe ou le cordon d'alimentation CA est le
dispositif de déconnexion de l'équipement. La prise de courant doit être située à proximité
de l'équipement et son accès doit être facile.
AVERTISSEMENT: Utiliser ce produit dans un endroit bien ventilé.
47
Page 48

microSD™ est une marque de commerce de SD-3C, LLC.
Microsoft® et Windows® sont des marques déposées ou des marques commerciales de
Microsoft Corporation aux États-Unis et/ou dans d'autres pays.
Mac® et OS X® sont des marques déposées d'Apple Inc. aux États-Unis et dans d'autres
pays.
48
 Loading...
Loading...