

Page 1
Industrial Crimp Quality Handbook
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 1 of 27
Revision: C Revision Date: 12-23-09
INDUSTRIAL CRIMP QUALITY
HANDBOOK
Order No. 64016-0065
Page 2

Industrial Crimp Quality Handbook
1 Introduction to Crimp Technology
2 Purpose and Scope
3 Definitions and Terms
4 Associated Materials
5 Terminal Description
5.1. Features of Solderless Terminals
5.2. Barrel Serration/Dimples
5.3. Barrel Styles
5.4. Splices
6 Procedures
6.1. Preparing the Wire
6.2. Setup and Operation of a Press
6.3. Setup and Operation of a Hand Crimp Tool
6.4. Setup and Operation of a Air Powered Crimp Tool
6.5. Crimping Dies
7 Quality Crimps
7.1. Visual Inspection of OPEN BARREL Crimps
7.2. Visual Inspection of CLOSED BARREL Crimp
8 Importance of Proper Crimping
8.1. Conditions
8.2. Testing
8.3. Final Tensile Value
8.4. Electrical Resistance
8.5. Crimp joints
9 Miscellaneous
Table of Contents
SECTION
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 2 of 27
Revision: C Revision Date: 12-23-09
Page 3
Industrial Crimp Quality Handbook
SECTION 1
INTRODUCTION TO CRIMP TECHNOLOGY
Developed to replace the need to solder terminations, crimping technology provides a high quality connection
between a terminal and a wire at a relatively low applied cost. The methods for applying crimp terminations depend
on the application, volume, and range from hand-held devices to fully automated systems.
The application methods include a basic hand tool, a press and die set, a stripper crimper, or a fully automatic wire
processing system. However, no matter what method is used, the setup of each tool is critical for achieving a
quality crimp.
Today, many OEM companies are using Statistical Process Control (SPC) to continuously improve their crimp
terminations. Crimp termination is a complex process and to ensure consistent quality it is necessary to understand
the variability and inter-relational interactions that the technology involves.
Without a thorough understanding of the crimping process, and all the factors that can affect it, the result may not
meet expectations. The three key elements in the crimping process are the terminal, the wire, and the tooling.
Terminal
For most applications, it is not economically practical for connector manufacturers to design a terminal to accept
one wire size, one wire stranding, and one insulation diameter (UL type) as well as Mil Specification. Most
terminals accommodate many wire sizes, stranding, and a range of insulation diameters, and the terminals are
designed to meet acceptable levels over this entire range.
Wire
The wire stranding and insulation type can vary widely within one wire size. For example, there is more than 18%
more material in an 18 AWG by 19-strand wire than an 18 AWG by 16-strand wire. The insulation diameter of an
18 AWG wire can range from 1.78mm (.070") to over 4.57mm (.180"). Wire strands can be copper, tinned, over
coated, or top coated. Wire insulation materials, thickness, and durometers vary from application to application.
Tooling
What type of tooling does the application require? Does the application require hand stripping of the wire or does
the volume dictate an automatic wire-stripping machine? Does the application and volume require hand tools,
press and die, or fully automatic wire process machines? Crimping with a manual hand tool, semi-automatic press
and die, or fully automatic wire processor, all involve different levels of variability. The terminal, wire, and type of
application tooling all affect the quality of the completed terminations.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 3 of 27
Revision: C Revision Date: 12-23-09
Page 4

Industrial Crimp Quality Handbook
SECTION 2
PURPOSE AND SCOPE
Purpose
This handbook provides general guidelines and procedures for understanding and achieving acceptable crimp
terminations. A glossary in Section 3 lists common terms and definitions. Section 4 lists the tools that are
necessary to take accurate measurements and evaluate the crimp's acceptability.
For open barrel only, the tooling setup is critical in determining the quality of the finished crimp. The attributes that
need to be considered include crimp height, conductor brush, bell mouth, cut-off tab and strip length and insulation
position. Variability in one or more of these attributes can reduce the measured pull force. It can be difficult to
establish acceptable variability limits because the attributes all interact with one another.
For example, a track adjustment for bell mouth also will change the cut-off tab length and the insulation wire
position while strip length and wire locations affect the conductor brush and insulation position. Adjusting the
insulation crimp height may result in a slight change to the conductor crimp height measurement. It may be
necessary for the setup person to make multiple adjustments to establishing an optimal setup.
The order in which a setup is done may help reduce the number of repetitions required for an optimum setup.
This handbook is structured so that parts, or all, of its contents can be used as a procedural guide for ISO
requirements.
Scope
This handbook is intended for Molex customers who are crimping Molex open and closed barrel crimp
terminals and are using Molex tooling.
The handbook's contents may slightly differ from other connector manufacturers' or individual company guidelines
and procedures.
This handbook provides a basic overview of what to look for in an acceptable crimp. It is not intended to replace
individual product and/or tooling specifications.
Individual terminals or applications may have special requirements. Tooling limitations also may not permit an
attribute to be adjusted to meet optimum requirements.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 4 of 27
Revision: C Revision Date: 12-23-09
Page 5
Industrial Crimp Quality Handbook
CONDUCTOR
BARREL
BRUSH
SECTION 3
DEFINITIONS AND TERMS
AWG
Acronym for American Wire Gauge. It is the most
popular of many systems for designating single,
round, solid, non-steel wire diameter in United
States of America. Stranded wires are designated
based on comparison of their total cross-sectional
area of the conductor part only (their current carrying
capacity) and cross-sectional area of a
corresponding solid wire.
Barrel
It is the back end portion of a terminal or contact. It
is crimped to the conductor, insulation, or both.
When designed to receive the conductor, it is called
the conductor barrel. When designed to support or
grip the insulation, it is called the insulation barrel.
Bell Mouth
This is the undisturbed portion of the conductor
barrel nearest the insulation crimp. It is the result
from the actual crimping, which acts as a funnel for
the wires and reduces the possibility of a sharp edge
on the barrel cutting or nicking the wires.
Bend Test
One way to test the insulation crimp is by bending
the wire several times and then evaluating the
movement of the insulation and wire strands. As a
rule, the insulation crimp should withstand the wire
being bent 60 to 90 degrees in any direction, several
times. Use care when working with small wire sizes
so the wire at the back of the insulation crimp does
not shear.
Butt Splice
It is a device to join two conductors, end-to-end,
rather than overlapping.
Chamfer
An angle on the inside edge of the barrel entrance of
a terminal that permits easier insertion of the wires
into the barrel.
Circular Mil (CM)
A unit of area used to indicate wire size. It is the
computed total cross sectional area of conductors.
One circular mil equals cross-sectional area of a
wire one mil (0.001 inches) in diameter.
CMA – acronym for Circular Mil Area
CMA
Acronym for Circular Mil Area
Contact Area
It is the area in contact between two conductors, or a
conductor and a connector permitting the flow of
electricity.
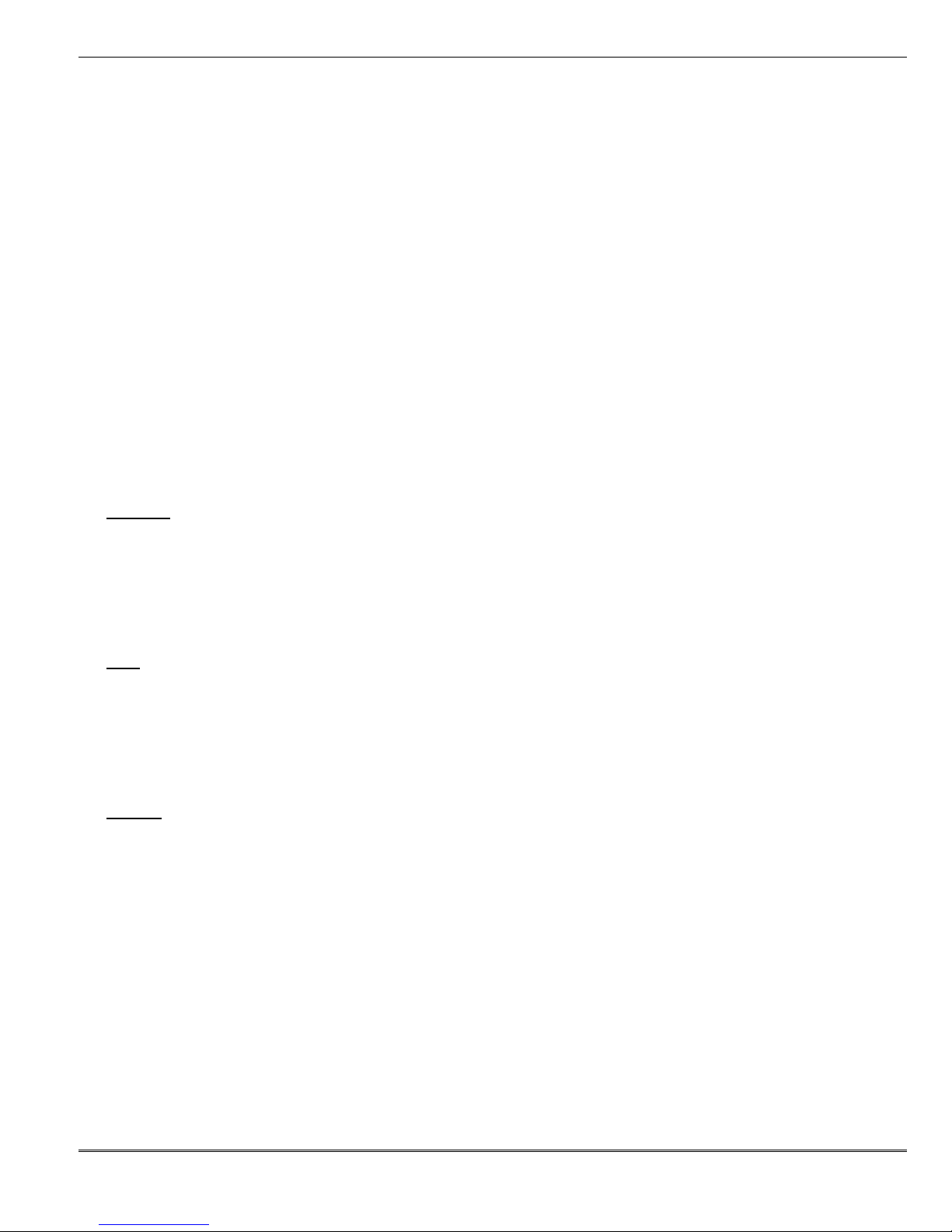
Conductor Brush
The conductor
brush is made up
of the wire strands
that extend past
the conductor
barrel on the
contact side of the terminal. This helps ensure that
mechanical compression occurs over the full length
of the conductor crimp. The conductor brush should
not extend into the contact area.
Conductor Crimp
This is the metallurgical compression of a terminal
around the wire's conductor. This connection
creates a common electrical path with low
resistance and high current carrying capabilities.
Conductor Crimp Height (Open Barrel Crimps)
The conductor crimp height is measured from the
top surface of the formed crimp to the bottom radial
surface. Do not include the extrusion points in this
measurement. Measuring crimp height is a quick,
non-destructive way to help ensure the correct
metallurgical compression of a terminal around the
wire's conductor and is an excellent attribute for
process control. The crimp height specification is
typically set as a balance between electrical and
mechanical performance over the complete range of
wire stranding and coatings, and terminal materials
and plating. Although it is possible to optimize a
crimp height to individual wire stranding and
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 5 of 27
Revision: C Revision Date: 12-23-09
Page 6

Industrial Crimp Quality Handbook
CUT-OFF TAB
LENGTH
CARRIER STRIP
terminal plating, one crimp height specification is
normally created.
*Consult individual terminal specification
requirements.
Crimp
It is the act of physically compressing (forming) a
connector or contact barrel around a cable in order
to make an electrical connection. On a crimped
terminal, a second crimp is often added to the
insulation area for added strain relief.
CSA
Canadian Standards Association is an independent
Canadian testing laboratory similar to UL
(Underwriters Laboratories Inc.).
Cut-off Tab Length
This material protrudes outside the end of the
terminal after the terminal is separated from the
carrier strip. As a rule, the cut-off tab should be
flush or .254mm (.010”) protruding outside the
housing sleeve. A cut-off tab, which is too long,
may expose a terminal outside the housing or it may
fail electrical spacing requirements. In most
situations, a tool is set-up to provide a cut-off tab
that is flush to one material thickness.
Dielectric Test
A test that uses the application of a voltage higher
than the rated voltage for a specific time for the
purpose of determining the adequacy against
breakdown of insulation materials and spacing under
normal conditions. This test is used to ensure the
crimping procedure did not puncture or destroy the
insulation material on the terminal.
Extrusions (Flash)
These small flares form on the bottom wire barrel
resulting from the clearance between the punch
and anvil tooling. If the anvil is worn or if the
terminal is over-crimped an excessive extrusion
results. An uneven extrusion may also result if the
punch and anvil being misaligned.
Ferrule
A short tube used to mate solderless connectors to
shielded or coaxial cable. It is used as an insulation
grip sleeve on solderless terminals.
Flash
It is an abnormal protrusion on the wire barrel,
(either insulation material or metal), which indicates
that the crimping tool is either misaligned or worn
and thus should not be used.
Funnel Entry
It is a crimped terminal or splice barrel, which opens
to facilitate quick and easy wire insertion.
Gas Tight Seal
A contact system that utilizes soft metals at high
contact pressures so that upon mating, metal is
upset and the resultant joint prevents contaminant
gases from entering the contact area.
Gauge
A method of measurement, often using “go” and “nogo” pins or shapes to determine if an attribute is
within tolerance.
Harness
A group of wires or cables joined to form a circuit
network for electronic or electrical equipment. A
harness is usually an assembly of cables cut to the
proper length, terminated, and tied together prior to
being assembled in a piece of equipment.
Insulation Crimp (Strain Relief)
It is a crimp encompassing both the wire and
insulation. This helps to prevent the conductor
from being exposed due to the insulation receding
and offers additional resistance to vibration.
Insulation Crimp Height
Molex does not specify insulation crimp heights
because of the wide variety of insulation thickness,
material, and hardness. Most terminals are
designed to accommodate multiple wire ranges.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 6 of 27
Revision: C Revision Date: 12-23-09
Page 7
Industrial Crimp Quality Handbook
Within the terminal’s range, an insulation grip may
not completely surround the wire or fully surround
the diameter of the wire. This condition will still
provide an acceptable insulation crimp for most
applications.
A large insulation grip should firmly grip at least
88% of the wire.
A smaller insulation grip should firmly grip at
least 50% of the wire and firmly hold the top of
the wire.
To evaluate the insulation section, cut the wire flush
with the back of the terminal. Once the optimum
setting for the application is determined, it is
important to document the insulation crimp height.
Then, as part of the setup procedure, the operator
can check the insulation crimp height.
Locator
A device for positioning terminals, splices, or
contacts in crimping dies.
MCM (or kcmil)
Unit of area, based on Circular Mil, equal to one
thousand circular mils. Usually used instead of
AWG above wire sizes greater than 4/0 AWG.
Mega (mega, M)
Prefix denoting one million, e.g., one megavolt =
one million volts.
Micro (micro, )
Prefix denoting one millionth, e.g., one microvolt =
one millionth of a volt.
Mil Spec
Military Specification. A specification used for
qualification of products for acceptability as required
for U.S. Government applications (usually for a
military branch), e.g. Mil-T-7928 covers terminals,
lugs, splices, conductors, crimp style.
Mechanical Strength
To insure how strong the connection is or how much
the wire and terminal must be squeezed to get a gas
tight seal. It’s important to crimp the wires tight
enough to keep them from slipping out of the
connector, but not so tight as to crush the wires in
the terminal, causing them to break off. The
connection is weakened if the wires are cut or
nicked.
Nest
The portion of a crimping die, which supports or
reshapes the barrel during crimping.
PSI, psi
(Pound-Force per Square Inch) Non-SI unit of
pressure. Used mainly to denote pressure of air or
other gas, e.g. 75 psi.
Pound-Force (lbf)
Unit of force, 1lbf is approximately equal to force
exerted on a mass of 1 lb by gravitational force of
Earth at its surface, or a force exerted by that mass
(stationary) on a support (i.e. if mass of 1 lb is
hanged on a wire, it exert a force of ca. 1 lbf
(directed down) on that wire).
Pull Force Testing
Pull force testing is a quick, destructive method to
evaluate the mechanical properties of a crimp
termination.
Pull force testing results out
of allowed range are good
indicators of problems in the
process. Cut or nicked
strands in the stripping
operation, lack of bell mouth
or conductor brush, or
incorrect crimp height or
tooling will reduce pull force.
Wire properties and
stranding, and terminal
design (material thickness
and serration design), also can increase, or
decrease the value of the results of a pull force test.
If results of a pull force tests are within an allowed
range, it assures that proper crimp force has been
applied during crimping. It is crucial as, when
making a crimp, enough force must be applied to
break down the layer of non-conductive oxides that
may build up on the stripped conductor and the tinplating on the inside of the terminal grip. This is
necessary to provide a good metal-to-metal contact.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 7 of 27
Revision: C Revision Date: 12-23-09
Page 8
Industrial Crimp Quality Handbook
PUNCHES
WIRE
ANVILS
TERMINAL
STRIP
LENGTH
If this does not occur, resistance can increase.
Over-crimping a crimp termination will reduce the
circular area of the conductor and increase
resistance.
Serrations
It is the saw-toothed grooves on the surface of a
terminal, which ensures firm gripping of the
conductor. Also provides additional contact area.
Solderless
This means without solder – in our case, denoting
the use of a crimping tool.
Splice
A device used to join two or more conductors
together.
Strip Length
The strip length is determined by measuring the
exposed conductor strands after the insulation is
removed. The strip length determines the
conductor brush length when the insulation position
is centered.
*Consult individual terminal specification
requirements
Tab
Flat rectangular male connection tabs on electrical
components; various sizes to fit female quick
disconnects.
Tensile Test
This is a pull test to determine the mechanical
strength of the crimped wire. They are specific
minimum values set for each wire size. See Section
8.
Terminal
A device designed to terminate a conductor that is to
be affixed to a wire or cable to establish an electrical
connection. It is a synonym for contact. There are
two main types, which include the open barrel and
the closed barrel. Parts of the terminal are:
Insulation barrel Where the wire’s insulation will be
crimped or supported so that it is
firmly gripped.
Wire barrel Where the bare wire will be
crimped.
Contact area Where the terminal will be attached
to the mating part.
Terminal Position
The terminal position is set by the alignment of the
terminal to the forming punch and anvils, and the
carrier-strip cut-off tooling. The tool set-up
determines conductor, cut-off tab length, and
terminal extrusions.
UL
Underwriters’ Laboratories, Inc., founded in 1894,
is chartered as a not-for-profit organization under
the laws of Delaware, to establish, maintain, and
operate laboratories for the investigation of
materials, devices, products, equipment,
construction methods, and systems with respect to
hazards affecting life and property.
Voltage Drop Test
A test of the voltage developed across a component
or conductor being a result of electric current flow in
the component or conductor and its non-zero
electrical resistance. It is the test of the electrical
integrity of the crimp.
Wire
They are a group of conductors that has a low
resistance to current flow, together with any
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 8 of 27
Revision: C Revision Date: 12-23-09
Page 9
Industrial Crimp Quality Handbook
WIRE STOP
WIRES
associated insulation. There are two kinds: a solid
wire, which is one single strand of material, or
stranded group of wire, which is a bundle of wires
twisted together to act as one.
Wire Size
Wires have varying sizes or gauges that carry
different amounts of electrical current with each wire
used for a separate purpose. The size (in AWG) is
called out with a number, such as 8 or 10, followed
by the letters AWG, which stand for American Wire
Gauge.
Wire Stop
It is a stop at the end of a terminal wire barrel. It
prevents wire from passing completely through the
barrel so the wire will not interfere with the function
of the contact.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 9 of 27
Revision: C Revision Date: 12-23-09
Page 10

Industrial Crimp Quality Handbook
SECTION 4
ASSOCIATED MATERIALS
Caliper
It is a gauge, consisting of two opposing blades, for
measuring linear dimensional attributes.
Eye Loupe
It is an image magnification tool,
normally 10 times power or
greater, which is used to aid
visual evaluation of a crimp
termination.
Crimp Micrometer
This is a micrometer
specifically designed to
measure crimp height. The
measurement is taken in the
center of the crimp so the
conductor bell mouth does
not influence it. It has a thin
blade that supports the top of
the crimp while a pointed
section determines the
bottom radial (curved) surface.
Ruler (Pocket Scale)
This is used to measure the length of bell mouth,
cut-off tab, conductor brush, and strip length and
estimate wire position. The recommended
minimum resolution is 0.50mm (.020”).
Pull Tester
A device used to determine
the mechanical strength of
a crimp termination. Most
pull testing is done with a
device that clamps the
wire, pulls at a set speed,
and measures force by
means of a load cell. A
pull tester also can be as
simple as hanging fixed
weights on the wire for a
minimum of one minute.
Toolmaker’s Microscope
This is used for close visual evaluation and
statistical measurement of bell mouth, cut-off tab,
conductor brush, wire position, and strip length.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 10 of 27
Revision: C Revision Date: 12-23-09
Page 11

Industrial Crimp Quality Handbook
Color Code
Wire Size (AWG)
*UL - 486 A
*UL – 486 C
*UL – 310
*Military Class 2
Yellow
26
3
N/A
N/A 7 Yellow
24
5
N/A
N/A
10
Red
22 8 8 8 15
Red
20
13
10
13
19
Red
18
20
10
20
38
Blue
16
30
15
30
50
Blue
14
50
25
50
70
Yellow
12
70
35
70
110
Yellow
10
80
40
80
150
Red 8 90
45
N/A
225
Blue 6 100
50
N/A
300
Funnel Entry
Plain Insulation
Terminal
Plastic Insulation
Sleeve
Nylon Sleeve
Tin-Plated
Brass Sleeve
Insulation with
Support Sleeve
SECTION 5
TERMINAL DESCRIPTION
5.1 Features of Solderless Terminals
The properties of the base material must be evaluated. The material (metal) is either copper or brass depending on
the product.
Molex base metals are purchased, inspected, and received to product specifications.
Most of these terminals are applied the guidelines of UL; Underwriters Laboratories is a US organization that sets
certain standards for connector testing.
Some terminals use the guidelines of Mil-T-7928, set by the United States Government.
The following charts show the UL and US Government specifications (MIL-T-7928) for wire pull-out forces of
various wire sizes. The tensile strength is shown in lbf (pound-force). It indicates the minimum acceptable force to
break or separate the terminal from the conductor.
*UL - 486 A - Terminals (Copper conductors only)
*UL - 486 C - Butt Splices, Parallel Splices, Closed End Connectors, and Wire Nuts
*UL - 310 - Quick Disconnects, Flag and Couplers
*Military Class 2- Military Approved Terminals only as listed
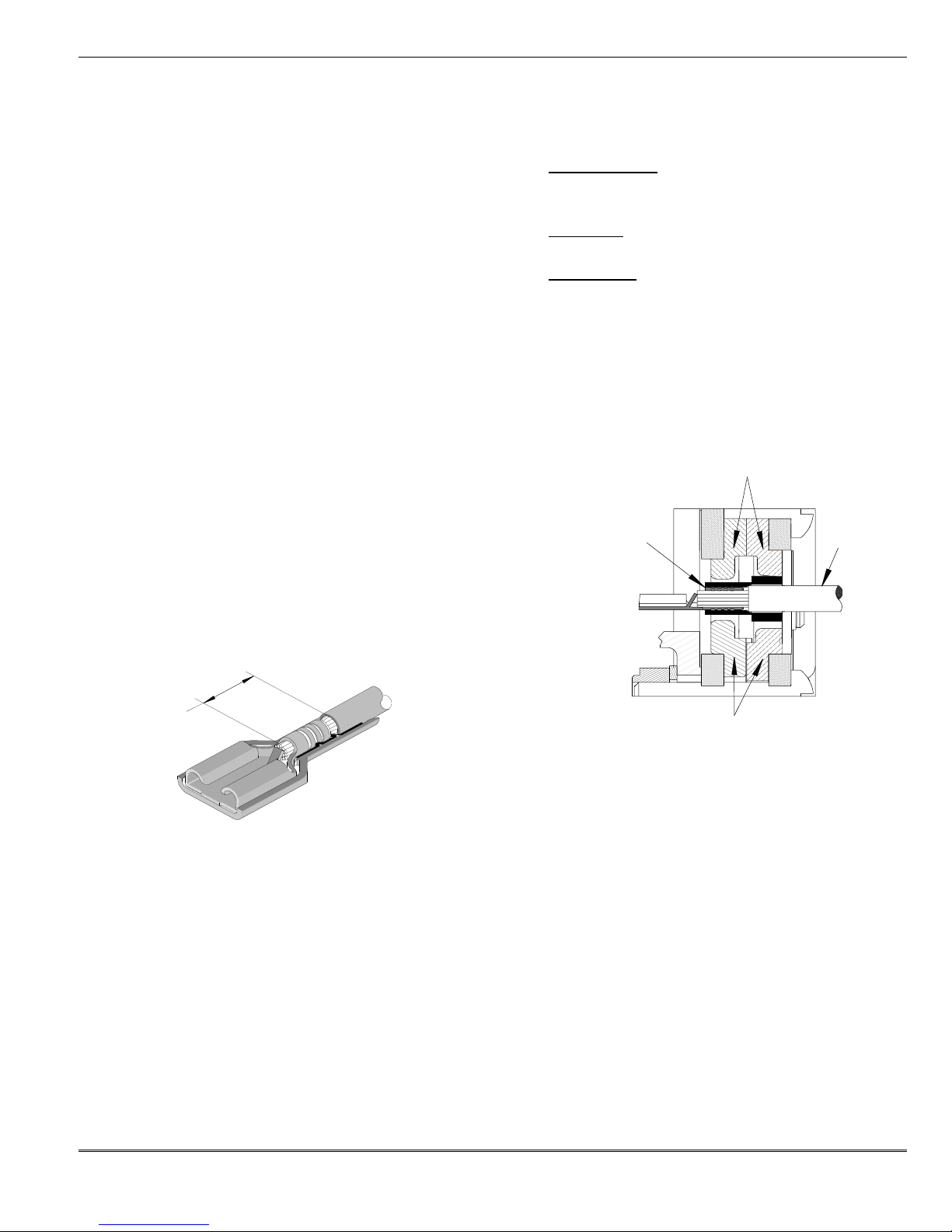
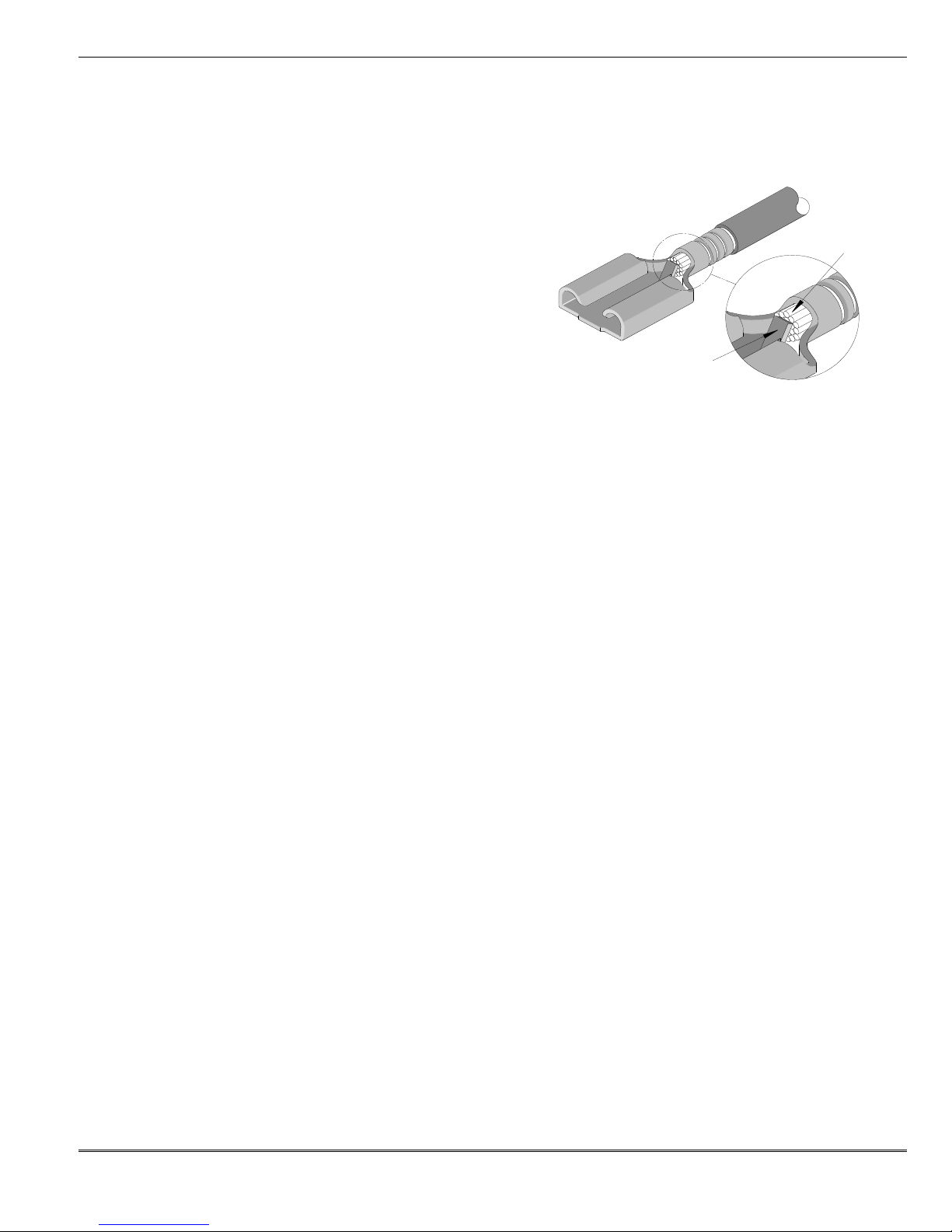
5.2 Barrel Serration/Dimples
1. When quality solderless terminals are stamped, the inside of the barrel is
scored with serrations or dimples.
2. When the crimp is made and the metal terminal barrel is drastically
deformed, the tin plating on the inside of the barrel is fractured at the
serrations, thus causing bare copper-to-copper contact between the wire
and the terminal barrel. This greatly enhances electrical conductivity.
3. If properly designed, the serrations, or dimples, have angled grooves that,
during the crimping operation, will bite into the wire, which will greatly
increase the mechanical integrity of the crimp.
4. A quality solderless terminal has features built into the barrel that insures a
quality crimp.
5. The non-insulated terminal will have a chamfer at the wire insertion end so
the individual strands will not bump against the end of the metal.
6. On an insulated terminal the insulation should have a funnel entry. This
acts as a guide for the wires to enter the barrel smoothly.
7. There are two styles of insulated barrels. Both have a funnel feature.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 11 of 27
Revision: C Revision Date: 12-23-09
Page 12

Industrial Crimp Quality Handbook
INSULATION
SUPPORT
CARRIER
STRIP
QUICK
DISCONNECTS
AND RING
TERMINALS
OPEN BARREL
STRIP
NYLON SLEEVE
FUNNEL
ENTRANCE
HEAVY DUTY
TERMINALS
NYLAKRIMP™
NYLON SLEEVE
TIN-PLATE
BRASS SLEEVE
AVIKRIMP™
BARREL
SEAM
TONGUE (STYLE VARIES)
TRANSITION
OR THROAT
KRIMPTITE™
BARREL
NO SEAM
TONGUE (STYLE VARIES)
TRANSITION
OR THROAT
VERSAKRIMP™
BARREL
INSULATION
SLEEVE
INSULKRIMP™
5.3 Barrel Styles
The barrel is the part of the terminal that is crimped
around the wire. Molex offers different styles listed
below.
1. The Krimptite
™
is the
basic Molex barrel style.
It is non-insulated and is
a one-piece design. This
terminal is the most
economical and has the
greatest variety of uses
where special features
are not required. It is
available in 10 to 26 AWG (0.10 to 6.60mm2).
2. The Versakrimp
™
is
the same as the
Krimptite™, except
the seam is brazed
(welded) closed.
This brazed-seam
barrel terminal will
not open under
conditions of stress
or wire pull. This
allows for crimping from any direction without the
barrel opening up, and provides greater tensile
strength. This terminal is ideal for hard to crimp
solid and stranded wires. It is available in wire
range 4/0 to 22 AWG (0.10 to 117.00mm2).
3. The Insulkrimp
™
has a
rigid insulation sleeve
made of PVC (polyvinyl
chloride), which protection
to the Krimptite barrel area
in wire sizes of 10-22
AWG or the brazed seam
of the Versakrimp barrel of 4/0 to 22 AWG. It is
available in wire range 4/0 to 22 AWG (0.10 to
117.00mm2).
4. The Avikrimp
™
has a color-coded sleeve, which
provides insulation as well as an insulation grip.
The insulation is made of Nylon, and has a
secondary tin-plated brass sleeve added. This
brass support sleeve is crimped around the wire
insulation providing a strain relief, so the wire does
not vibrate, loosen, fray, or break. It is available in
10 to 26 AWG (0.10 to 6.60mm2).
5. The Open Barrel product is used in manufacturing
operations where quantity of work is needed. The
open barrel allows the wire to be crimped faster and
easier and is the barrel style preferred when using
automated wire processing equipment.
6. The Nylakrimp
™
is specifically designed for large
wire applications. The color-coded barrel is affix
with a permanent rigid color-coded nylon insulated
sleeve. It has a funnel entrance that eliminates wire
strand fold back. It is available in wire range 4/0 to 8
AWG (8.50 to 117.00mm2).
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 12 of 27
Revision: C Revision Date: 12-23-09
Page 13

Industrial Crimp Quality Handbook
SNAP SPADES
FLAG RINGS
SPADES
FLANGED
SPADES
RINGS
HOOKS
STAR RINGS
MULTI STUDS
MALE QUICK
DISCONNECTS
FEMALE QUICK
DISCONNECTS
BARREL
LENGTH
NYLON SHRINK
TUBING
PERMA-SEAL™
FLARED BARREL
ENTRY
SEAMLESS BARREL
EYELET
7. The Perma-Seal
™is specifically
designed for water
resistant
applications. The
color-coded barrel
has a permanent
rigid color-coded nylon insulated sleeve. It has a
funnel entrance that eliminates wire strand fold back.
It is available in wire range 10 to 22 AWG (0.10 to
6.60 mm2).
8. The Eyelet can be used in place of standard
compression terminals because it is deep drawn
from CDA-110 electrolytic pitch copper and then tinplated for corrosion
resistance. It has a
seamless barrel
with a flared barrel
entry. It is available
in wire range 8 to
500 MCM.
Tongue Styles
The “tongue” is the end of the terminal that attaches
to other components (switch, stud, transformer, etc.).
These tongue configurations vary. The following are
some examples:
Barrel Lengths
In wire sizes 26-16 AWG, the industry has two
standard barrel lengths for the metal barrel. The
lengths are 6.35 mm (.25”) and 4.36 mm (11/64”).
The 4.36 mm barrel is the OEM (Original Equipment
Manufacturer) standard barrel length. The 6.35 mm
barrel is more
commonly used in the
maintenance and
aftermarket segments
of industry.
The purpose of the
longer barrel is simply to give the user a bigger
target area to crimp. These barrel lengths are not so
important if you use a terminal with the molded step
construction on the insulation, or if a precision
ratchet tool with terminal locator is used. OEM
tooling is usually designed for only short barrel
terminals.
Step Construction Insulation for Tool Location
The “step” on the insulation of molded terminals is
used to position (locate) the crimping tool. The tool
should rest on the step and crimp made just above
it. This insures that the entire width of the crimping
tool is hitting on the barrel below. This step
construction is very important when using a nonratchet maintenance tool without a locator.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 13 of 27
Revision: C Revision Date: 12-23-09
Page 14

Industrial Crimp Quality Handbook
STEP
CONSTRUCTION
LOCATE
TOOL HERE
Color Code
Wire Range (AWG)
Yellow
24-26
Red
18-22
Blue
14-16
Yellow
10-12
Red
8
Blue
6
Yellow
4
Insulation Barrel Colors
The colors on the insulation barrel (red, blue, and
yellow) are used to indicate the wire range. The
colors repeat themselves and are an industry
standard color-coding. See the Chart below.
There are different kinds of barrels with different
shades of the same color, which are used for
different barrel styles. PVC and Nylon take the color
differently. In the 14-16 AWG range (blue) for
example, the PVC barrels will be dark blue. The
nylon barrels will be a lighter, translucent blue.
When using the lighter blue terminals, the secondary
sleeve will be crimped in addition to the wire barrel
crimp. The actual shade of color has nothing to do
with quality of the insulation.
5.4 Splices
Molex offers standard and special splices for nearly
every type of wiring need.
Butt Splices
On this connector, the
stripped wires are
inserted from each end
and they "butt" in the
center. Then a crimp at
each end secures the
connection.
Step Down Butt Splices
The Step Down Butt Splice is the perfect solution
when two wires need
to be inserted in one
end of a splice and a
single wire in the
other end.
Avikrimp Butt Splice
With the extra metal sleeve and nylon insulation,
these splices should be used when heavy vibration
is anticipated and a
strong strain relief is
needed.
Nylon Closed–End Connector
Used in a wide variety of
situations to “pigtail” or tie
together two or more wires.
Funnel Entry Butt Splice
In the past, the crimping of machine terminated butt
splices has been difficult and nearly impossible if
attempted on a piece of robotic equipment. Now,
with our new Funnel Entry Butt Splice, the end that
will be crimped by the crimping press is funneled to
allow quick and easy
wire insertion.
Perma-Seal Splices™
The tough sleeve of Perma-Seal splices resist
abrasion and cutting. This protective helps to
maintain the insulation and sealing properties even
in hostile
environments, not
to mention
unbeatable strain
relief.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 14 of 27
Revision: C Revision Date: 12-23-09
Page 15

Industrial Crimp Quality Handbook
Parallel Splice
This connector has stripped wires that lie side-byside in the splice. They are secured by a single
crimp in the
middle.
Window Butt Splice
This connector has military approval (Mil-T-7928/5)
to withstand the harshest environments. The
window guarantees proper wire insertion and crimp
tool alignment. They are nylon insulated and have
an insulation grip that provides superior strain relief.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 15 of 27
Revision: C Revision Date: 12-23-09
Page 16

Industrial Crimp Quality Handbook
Wire within
Outside Diameter
Exceeds
Outside Diameter
Loose Wire
Expanded Strands
ACCEPT
REJECT
Improper Stripping
“Nicked” Strands
Improper Stripping
Cut Strands
Proper Stripping
Undamaged
Strands
ACCEPT
REJECT
ACCEPT
Damage Less
Than 1/2 of
Insulation Thickness
Damage 1/2 of
Insulation Thickness
or Greater
Burred or Charred
Cut
Split
Insulation
Whiskers
REJECT
Insulation
Thickness
SECTION 6
PROCEDURES
6.1 Preparing the Wire
Check the stranded wire to see if any strands have
loosened and expanded to be larger than the wire and
the insulation together. If this has occurred, twist the
wires to the size they were before they were stripped. Be
sure that the stranded wire is within the outside diameter
of the insulation after you have twisted them.
Check the insulation to ensure that there has been
a nice clean cut. Wires with damaged insulation
should not be used.
Check to see if the stripping tool or machine has cut or
nicked any of the wires. If you see nicked wire you must
cut and re-strip the wire before crimping to be sure that
the amount of current that can be carried is not reduced.
6.2 Setup and Operation of a Press
1. Check that tooling is clean and not worn. If
necessary, clean and replace worn tooling.
2. Disconnect power to the press and remove
guarding devices.
3. Install the appropriate tooling into the press.
4. Load terminals into the tooling so that the first
terminal is located over the anvil.
5. Manually cycle the press to help ensure a complete
cycle can be made without interference. If it
cannot, remove tooling and check press shut
height. Go to procedure 3.
6. Check that the tooling is aligned. Check the
impression on the bottom of the crimp that was
made by the anvil tooling. Check that the
extrusions and crimp form are centered. If not,
align tooling and go to
procedure 5.
7. Check that the terminal
feed locates the next
terminal over the center
of the anvil tooling. If
not, adjust terminal
feed and the feed finger
and go to procedure 5.
8. Re-install all safety
devices that were removed during the set-up.
(Follow all safety requirements listed in
individual press and/or tooling manuals.)
9. Crimp sample terminals under power.
10. Evaluate cut-off tab length and conductor bell
mouth. If adjustment is necessary, disconnect
power to the press and remove guarding. Adjust
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 16 of 27
Revision: C Revision Date: 12-23-09
Page 17

Industrial Crimp Quality Handbook
WIRE
TERMINAL
Figure 2
LOCATOR
Figure 1
TERMINAL
LOCATOR
Figure 3
TERMINAL
SAFETY
SHEILD
track position. Manually cycle the press and check
the feed finger for feed location, go to procedure 7.
11. Evaluate conductor brush. If adjustment is
necessary, disconnect power to the press and
remove guarding. Adjust wire stop for bench
applications or press position on automatic wire
processing equipment. Go to procedure 8.
12. Evaluate insulation position. If necessary, adjust
strip length, crimp new samples, and go to
procedure 11.
13. Adjust insulation crimp height so the insulation
crimp is not in contact with the wire insulation.
14. Crimp sample terminals.
15. Measure conductor crimp height (if applicable) and
compare to specification. If necessary, disconnect
power and remove guarding. Adjust conductor crimp
height, install guards, connect power, and go to
procedure 14.
16. Perform a pull force test.
17. Adjust insulation crimp.
18. Crimp sample terminals.
19. Evaluate insulation crimp. If necessary,
disconnect power and remove guarding. Adjust
insulation crimp height, install guards, connect
power, and go to procedure 18.
20. Measure crimp height and compare to specification.
If necessary, disconnect power and remove guarding.
Adjust conductor crimp height, install guards, connect
power, and go to procedure 18.
21. Document measurements.
6.3 Setup and Operation of a Hand Crimp Tool
1. Insure that the hand tool is designed to crimp the
size wire and the proper terminal shown on the Hand
Crimp Tool Specification sheet.
2. Strip the wire and make sure it is clear of any nicks
or cuts. See Section “Preparing the Wire” above.
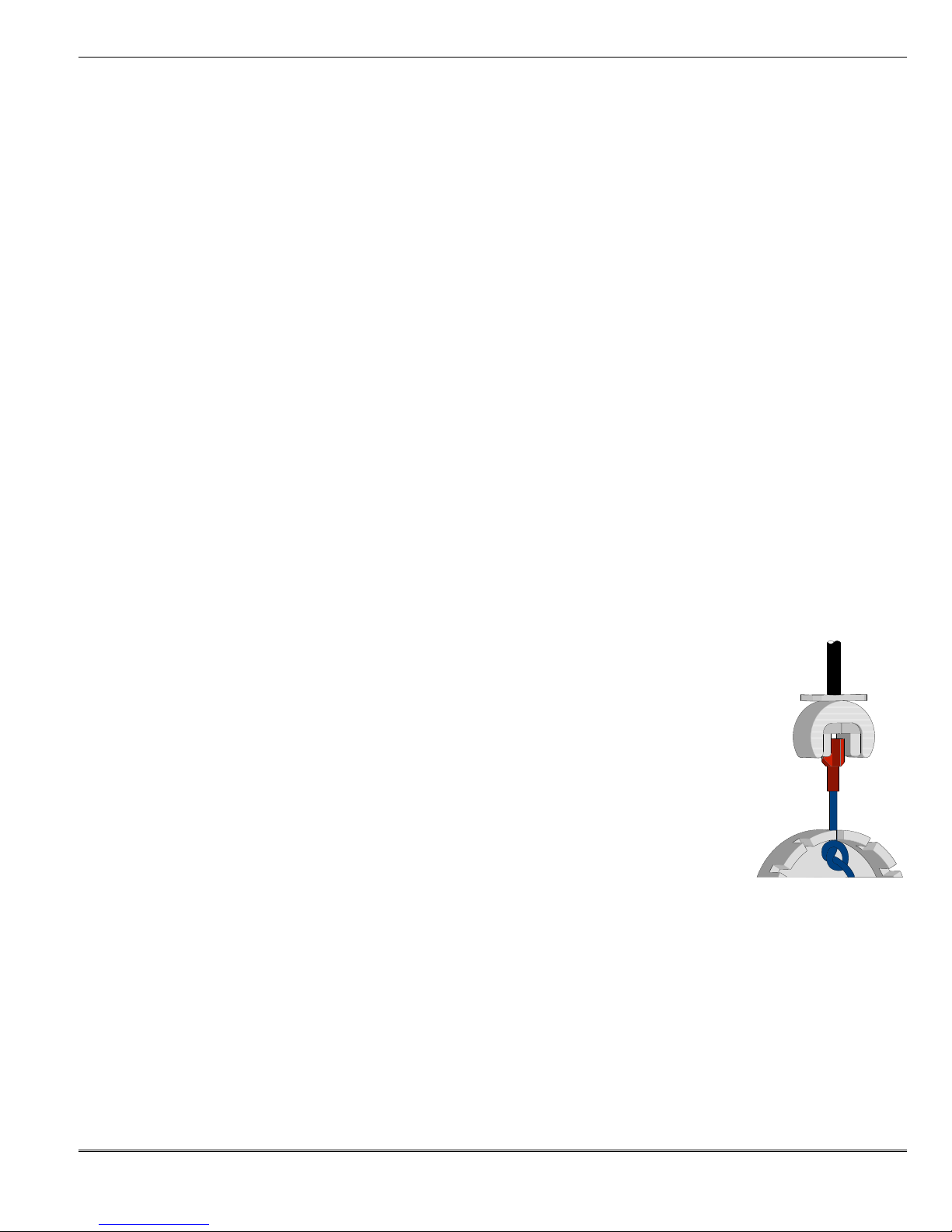
3. Place the terminal in the tool. Select the proper
color-coded crimp nest.
4. If using a locator, lift the locator and insert the
terminal in the proper nest with the barrel up and
against the locator bar. Release the locator blade to
hold the terminal in position. See Figure 1. Locator
may be raised or lowered so terminal sits flat and
straight in tool. The locator must be removed to run
splices.
5. Insert the wire. See Figure 2.
6. Squeeze the handle. All production hand tools
should have a built in full-cycle ratchet mechanism.
7. Inspect for proper crimp location. Check the Hand
Crimp Tool Specification sheet that you are using for
correct conductor crimp height.
6.4 Setup and Operation of a Air Powered Crimp
Tool
1. Insure the Air Crimp Tool is designed to crimp the
size wire and the proper terminal shown on the Air
Crimp Tool Specification Sheet.
2. Strip the wire and make sure it is clear of any nicks
or cuts. See Section “Preparing the Wire” above.
3. Place the wire into the terminal. Select the proper
color-coded crimp nest.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 17 of 27
Revision: C Revision Date: 12-23-09
Page 18

Industrial Crimp Quality Handbook
WIRE
TERMINAL
Figure 4
4. If using a locator, lift the locator and insert the
terminal with the wire in the proper nest with the
barrel up and against the locator bar. Release the
locator blade to hold the terminal in position. See
Figure 3. Locator may be raised or lowered so
terminal sits flat and straight in tool. The locator
must be removed to run splices.
5. Push on the wire to assure it is still fully seated in the
terminal. Cycle the tool. See Figure 4.
6. Inspect for proper crimp location. Check the Air
Powered Crimp Hand Tool Specification Sheet that
you are using for correct conductor crimp height
Caution:
Never operate this tool without the supplied
safety shield in place. Never place fingers in
the tool nests.
Note: Whenever crimping without the locator,
make sure the seam of the barrel is oriented up or
down in the tool as this will provide higher pull
force values.
6.5 Crimping Dies
The Molex product line includes seven types of dies
for different terminals:
Two piece INDENTOR CRIMP, VersaKrimp™
Two piece CONFINED CRIMP, Krimptite™ and
VersaKrimp™
Two piece CONFINED CRIMP, InsulKrimp™ and
AviKrimp™
Two piece F TYPE CRIMP, Krimptite™ and
VersaKrimp™
Four piece F TYPE CRIMP, VibraKrimp™
Four piece CONFINED CRIMP, InsulKrimp™ and
AviKrimp™.
Bottom INDENTOR CRIMP, 8 and 6 AWG
VersaKrimp™.
The Indentor crimp consists of a holding nest and
indentor ram to deform the barrel. The advantage of
this configuration is that while it covers a broad
range of wire sizes, it is still easy to design and
inexpensive to manufacture.
The F crimp is used to close the barrel and confine
the individual strands. The overall quality is
excellent.
The Confined crimp gives the best overall crimp. It
is in the shape of a hexagon, an enclosed “C”, or a
confined quad. The advantages of all three crimps
are uniformity and compression of individual strands
and uniform outer appearance.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 18 of 27
Revision: C Revision Date: 12-23-09
Page 19

Industrial Crimp Quality Handbook
Molex provides a complete line of fully automatic wire
processing machines, semi-automatic and manual wire
crimping tools. Each system is tailored to our customer’s
individual needs by using support equipment, and can be
adapted to wire processing equipment offered by
manufacturers
such as ARTOS, KOMAX, and others. This Manual
shows the basics of Manual and Semi-Automatic
equipment.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 19 of 27
Revision: C Revision Date: 12-23-09
Page 20

Industrial Crimp Quality Handbook
Insulation
Not Visible
REJECT
Wire Not
Visible
REJECT
Window
ACCEPT
REJECT
Insulation
Pierced or
Crushed
ACCEPT
Insulation
Slightly
Damaged
Insulation
Tab Bent
REJECT
Metal Insulation
Tabs Formed. Wire
Is Held Snugly
ACCEPT
ACCEPT
Wire Visible
REJECT
Insulation
Diameter
Exceeds
Insulation Diameter
SECTION 7
QUALITY CRIMPS
Quality is something that must be measured by some
set of criteria. Four major agencies give test criteria for
quality of solderless terminals. They are:
U.L. (Underwriters Laboratories)
CSA (Canadian Standard Association)
NEMA (National Electronic Manufacturers
Association)
Federal Government Spec - Mil-T-7928
In all of the above standards specific reference is made
to the following areas:
Copper or brass quality specifications
Tin-plating specs type and thickness
Smoothness of edges and lack of burrs
Firmness of fit between metal and insulation
Then there is a whole series of tests to be performed
on the crimp area after the crimp is made:
Tensile test
Dielectric withstand
Salt spray
Vibration
Heat rise
The most widely used field test for testing the quality of
the crimp is the pull test, or tensile test.
The two most widely used measurements are the U.L.
and Military Tensile values. See Section 8. Note that
the Military pull force is higher than the U.L.
7.1 Visual Inspection of OPEN BARREL Crimps
Insulation Not Damaged
1. Crimp the insulation just enough (may have a
slight indentation to hold the wire in place). If
the insulation has been pierced or crushed, the
wires inside may have been damaged also.
2. Be sure that the conductor insulation has not
been pierced or crushed by the crimp.
Insulation Support Crimp
1. Be sure that the insulation barrel tabs are not
bent.
2. Form the tabs properly.
3. If one of the tabs is bent, the insulation crimp
will not be strong enough to provide the
needed stress relief.
Wire Visible
1. Be sure that both the
wire and the insulation
are visible in the window.
2. If only the insulation is
visible, you may have crimp insulation in the
conductor barrel.
3. If only the bare wire is visible, you cannot assume
that the insulation has been properly crimped.
4. If there is no insulation support crimp, be sure that
the length of the wire visible behind the conductor
crimp is not greater that the diameter of the
insulation. If the length of the wire visible exceeds
the diameter of the insulation, the terminal could
cause a short circuit.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 20 of 27
Revision: C Revision Date: 12-23-09
Page 21

Industrial Crimp Quality Handbook
ACCEPT
Contact Area
Wire Stop
Contact Area
REJECT
Wire in
Contact Area
Wire in
Contact Area
No Wire Stop.
Do Not Use
REJECT
Wire
Protrudes
ACCEPT
Wire
Crimped
Wire Flush or
Greater
Up to 1/32” (1mm)
ACCEPT
REJECT
Wire
Not Flush
REJECT
ACCEPT
Contact Area
Damaged
Slight Scratch or Scrape
but No Visual Dents
REJECT
ACCEPT
Wire Stop
Wire Brush
is Visible
Wire Crimp
Wire not Visible
Insulation
Crimp
ACCEPT
Wire
Crimp
REJECT
No Bell Mouth
Slight
Bell Mouth
Good Bell Mouth Present
1. Be sure that a good bell mouth is present in the
wire barrel.
2. If no bell is present, the sharp edge of the wire
barrel may cut or nick the wires.
No Wire Strands in the Contact Area
1. Be sure that no wire strands extend into the
contact area of the lug or terminal.
2. If the wire strands are in the contact area, they
will interfere when the terminal is connected.
No Strands Sticking Out (Strand Fold Back)
1. Be sure that all of the wire strands are twisted
together, and are equal to the size they were
before being stripped.
2. If the strands are not together, or if one is left
sticking out, your wire mass is reduced and can
cause both electrical and mechanical problems.
Wire Extension
1. Be sure that the wires extend not more than
1/32” (1mm) past the end of the barrel. If the
wires are not flush or greater, you will not be
able to see if the crimp is complete and correct.
No Damage to the Contact Area
1. Be sure that the contact area is not dented or
crushed.
2. If it is dented or crushed (slight scratch or scrape
is permissible), the connection between the
terminal and another component cannot be
made properly.
7.2 Visual Inspection of CLOSED BARREL Crimp
Wire Visible
Revision: C Revision Date: 12-23-09
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 21 of 27
Page 22

Industrial Crimp Quality Handbook
Wire
Not Flush
ACCEPT
REJECT
Wire Flush or
Greater (Brush)
Not Centered.
Too Far Forward
REJECT
ACCEPT
Centered
Wire in
Contact Area
ACCEPT
REJECT
Contact Area
No Insulation Crimp
ACCEPT
ACCEPT
REJECT
METAL INSULATION
CRIMP
REJECT
PLASTIC INSULATION CRIMP
Insulation Indent Not
Formed-Wire Moves
In Insulation Crimp
REJECT
No Insulation
Crimp
No Insulation
Crimp
Insulation Deformed
Wire Can Move
In Insulation Crimp
METAL INSULATION
CRIMP
ACCEPT
Insulation Deformed.
Wire Should Not Move
In Insulation Crimp
Insulation Indent
Formed-Wire Secure
In Insulation Crimp
REJECT
No Bell Mouth
ACCEPT
REJECT
Bell Mouth
1. Be sure that the wire is visible in the inspection
window so that there is evidence of a good
crimp. See Butt Connector above.
Crimp to be Centered
1. On all crimped terminals, the conductor crimp
should be centered on the conductor barrel. This
insures even pressure on the entire length of the
barrel.
Good Bell Mouth Present
1. Be sure that a good bell mouth is present on the
wire barrel.
No Wire Strands in the Contact Area
1. Be sure that wire strands do not exceed into the
tongue area of the lug or terminal.
2. If the wire strands are in the contact area, they
will interfere when the terminal is connected.
Wire Flush or Greater
1. Be sure that the wires are either flush with the
end of the conductor barrel or extend past the
barrel.
2. This “brush” extension should be approximately
1/32” (1mm).
3. If the wires are not flush or greater, you will not
be able to see if the crimp is complete.
Wire Size (AWG) Requirements
1. To achieve a quality crimp be sure to follow the
proper insulation crimp for different wire sizes.
Wire sizes of 8 AWG and larger do not require an
insulation crimp.
Wire sizes 18 thru 10 AWG require an insulation
crimp to securely hold the wire insulation crimp.
Revision: C Revision Date: 12-23-09
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 22 of 27
Page 23

Industrial Crimp Quality Handbook
ACCEPT
Metal Sleeve
Not Snug
REJECT
Metal Sleeve Snug
Insulation Support Crimp
1. On closed barrel terminals that have a
secondary metal sleeve (AviKrimp™), the metal
sleeve should be formed snugly around the wire.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 23 of 27
Revision: C Revision Date: 12-23-09
Page 24

Industrial Crimp Quality Handbook
Tensile Strength in Pound-force
Wire Size
(AWG or MCM)
*UL-486A
*UL-486-C
*UL-310
*Military
Class 2
26
3
N/A
N/A
7
24
5
N/A
N/A
10
22 8 8 8 15
20
13
10
13
19
18
20
10
20
38
16
30
15
30
50
14
50
25
50
70
12
70
35
70
110
10
80
40
80
150 8 90
45
N/A
225
6
100
50
N/A
300 4 140
N/A
N/A
400 2 180
N/A
N/A
550
1
200
N/A
N/A
650
1/0
250
N/A
N/A
700
2/0
300
N/A
N/A
750
3/0
350
N/A
N/A
825
4/0
450
N/A
N/A
875
250 MCM
500
N/A
N/A
1000
300 MCM
550
N/A
N/A
1120
350 MCM
600
N/A
N/A
1125
SECTION 8
IMPORTANCE OF PROPER CRIMPING
Once the correct terminal is selected, proper
attachment to the wire is critical. One indication of the
importance of proper crimping is evidenced in a study
for the Space Shuttle Program that traced 28% of all
defects to improperly assembled wiring and connectors.
Mechanical as well as electrical connections are
important - The result of a properly crimped joint is a
reliable mechanical and electrical connection.
The mechanical connection is the crimping of the
terminal to the conductor. The desired result is
sufficient force on the outside of the barrel to tightly
form it around the conductor. It must be secure enough
not to vibrate loose or to be pulled off through normal
use.
The electrical characteristics are just as important. The
major concern is the amount of electrical resistance
caused by the mechanical joint. The electrical
resistance will determine the crimped joint’s ability to
conduct current
8.1 Conditions
To achieve a positive relationship between the
mechanical and electrical connection in the crimped
joint, the following conditions are required:
1. The terminal must be of sufficient cross section
size and conductive material that it is as good an
electrical conductor as the wire.
2. The surfaces of the wire and terminal that will be
pressed into contact in the crimp must be clean and
free of heavy, non-conductive films such as oxides,
sulfides, and similar substances.
Some reasons for failure of crimped joints to meet
minimum tensile requirements include nicked wires,
nicked or ruptured strands, strand turn back at crimp
joint, and ruptured wires outside of the crimped
terminal. To avoid these problems, use the correct size
wire for the barrel, prepare your wire carefully, and use
the proper crimping tool.
8.2 Testing
Mechanical
The tensile test or pull test is a means of evaluating the
mechanical properties of the crimped connection. The
chart on this page shows the UL and Military
Specifications (MIL-T-7928) for various wire sizes. The
tensile strength is shown in lbf (pound-force), it indicates
the minimum acceptable force to break or separate a
terminal from the conductor.
When the crimp is made, there must be enough pressure
applied so that the oxides that may build up on the
stripped conductor and the tin plating on the inside of the
terminal barrel are broken down and there is good metalto-metal contact. If this situation does not occur, the
resulting crimp will have unacceptably high resistance.
*UL - 486 A - Terminals (Copper conductors only)
*UL - 486 C - Butt Splices, Parallel Splices, Closed
End Connectors, and Wire Nuts
*UL - 310 - Quick Disconnects, Flag and Couplers
*Military Class 2- Military Approved Terminals only as
listed
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 24 of 27
Revision: C Revision Date: 12-23-09
Page 25

Industrial Crimp Quality Handbook
Single
Strand Wire
Terminal
Wire Barrel
Excessive
Crimp Depth
Wire is deformed
Or Compressed Beyond
Normal Yield Point
Causing Potential
Failure Mode or Future
Break or Fracture Point
Excessive
Bell Mouth
W
C
R
R
Dielectric Testing
(The term “dielectric” refers to an insulator.)
Some terminals are covered with insulation so that
electrical contact can be made only where it is
desirable. The crimp is made through (on) this
insulation, which is compressed and extruded due to
the pressure of the crimping dies. Obviously, not all
insulation materials can withstand this treatment and
even with the strongest materials, the crimp must be
correctly designed so as not to rupture the insulation.
Dielectric tests are made on insulated terminals after
crimping to determine that the crimp process is not
rupturing the insulation or thinning it out so that it will
not withstand impressed voltages. The test is made
by impressing a voltage between the wire to which the
terminal is crimped and conductive materials
contacting the terminal insulation.
The voltage is gradually increased until the
requirements are reached or until a breakdown occurs
which means the insulation breaks. Depending on the
use and the specifying agency, dielectric withstanding
requirements normally range from 1500 to 8000 volts,
resulting in a 300 to 600 volt rating of the terminal.
8.3 Final Tensile Value
The type of die affects the final tensile value in
several ways. See Crimping Dies, Section 6.5.
If the die (as in the indentor type) does not indent far
enough, a void may be created in the compression
joint permitting the individual strands to shift, thus
loosening the connection. Further, the air space
(void) acts as an electrical insulator.
If the die presses too tightly the individual strands can
be squeezed and elongated. This can cause a weak
point in the conductor, cause the wire to break at a
lower than allowable tensile strength, and/or create a
heat rise across the joint because of lower crosssection and increased resistance.
Another way to cause tensile failure is not
compressing the barrel enough to hold the conductor
securely. Molex crimp tools are designed to eliminate
these problems.
8.4 Electrical Resistance
The electrical resistance across the crimp is compared
to the resistance of an equal length of wire, and
expressed as relative resistance for a particular wire
size.
Relative resistance of the crimp to the wire is given by
the formula below:
Relative resistance
Where:
R
= Resistance over crimp
C
R
= Resistance of wire
W
Relative resistance values of less than 1.0 denote a
crimped joint with less resistance than the wire;
values more than 1.0 indicate greater resistance than
the wire. Usually it is easier to measure the voltage
drop across the crimped joint. Many specifications
state the requirements in terms of voltage drop at a
specified current. Voltage drop is the more
commonly used term in the industry. If the resistance
value is desired, it may be calculated from Ohm’s
Law:
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 25 of 27
Revision: C Revision Date: 12-23-09
Page 26

Industrial Crimp Quality Handbook
I
E
R =
Where:
R is the resistance (in milliohms)
E is the voltage drop (in millivolts)
I is the current flowing (in amperes)
Crimp voltage drop and resistance values are quite
small and are expressed in terms of milivolts (.001
volts) and miliohms (.001 ohms).
A crimp joint of poor quality could be caused by
several factors. It is indicated by increased resistance,
which cause increase in voltage drop value.
For example, the presence of air pockets or voids in
the crimped joint will cause a higher resistance
(smaller area of contact between terminal and wire).
Increased resistance results in a higher voltage drop
and a temperature rise, which in turn increases the
corrosion rate and further increases the resistance.
A crimped joint that has been over-crimped and the
conductor (wire) elongated out of shape could cut the
circular area of the conductor and cause a greater
resistance at this weakened point.
8.5 Crimp Joints
A finely stranded wire (large number of small diameter
strands) usually improves crimped joint performance.
A wire composed of a few strands of larger size will
tend to act as a solid wire in the crimp. Some
stranded wire crimp configurations are not satisfactory
for solid wire. More deformation must be imposed in
order to form wire and barrel into a solid mass. On the
other hand, finer strands will more readily fill the inside
corners of the crimp shape and more evenly distribute
the forces of the crimp.
Brazed barrel terminals usually give higher tensile test
than the non-brazed (for specific values, tensile tests
must be performed on each terminal).
Annealing
When the metal part of a solderless terminal is
stamped on a stamping press; the strip of metal
material is repeatedly hit in the stamping process.
These terminals are made on progressive dies.
This repeated hitting causes the metal (usually
copper) to become work hardened. Copper gives its
best mechanical and electrical characteristics when it
is in its original (not work hardened) state.
In order to return the work hardened copper to its
normal soft and malleable state, it must be annealed.
Annealing is accomplished by heating the metal
(copper) terminal in a furnace, and then cooling it
slowly. This process restores the copper to its
original state.
How does annealing (or lack of) affect the crimp
barrel and quality of a solderless terminal?
When a work-hardened terminal is crimped, it does
not form around the wire in a uniform fashion, thus
giving sharp angles, which allows for voids. The
annealed barrel can be easily formed, giving uniform
pressure on the wire and thus a superior crimp.
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 26 of 27
Revision: C Revision Date: 12-23-09
Page 27

Industrial Crimp Quality Handbook
Technical Wire Information
CMA — Circular Mil Area. Circular Mil is a unit of area equal to that of a circle whose
diameter is one Mil.
MIL — One mil equals .001 inches.
.001” = 1 mil
.030” = 30 mils
.125” = 125 mils
Changing Inches to Mils
1. Multiply inches by 1000 or,
2. Move decimal point 3 places to right or,
3. Change terminology, i.e. 0.032 in. = 32 thousandths or 32 mils.
Computation of CMA
Round Solid Conductor:
Change diameter from inches to mils, and then multiply the diameter “D” in mils by itself.
CMA = D mils x D mils
Stranded Conductor:
Find CMA of a single strand and multiply the result by the total number of strands.
CMA = (D x D) x Number of Strands of one Strand
AWG-CMA Table
Terminal Size /AWG
CMA Range
26-22
202-810
24-20
320-1,020
22-18
509-2,600
22-16
509-3,260
16-14
2,050-5,180
14-12
3,260-8,213
12-10
5,180-13,100
8
13,100-20,800
6
20,800-33,100
4
33,100-52,600
2
52,600-83,700
1/0
83,700-119,500
2/0
119,500-150,500
3/0
150,500-190,000
4/0
190,000-231,000
Americas Headquarters
Lisle, Illinois 60532 U.S.A.
1-800-78MOLEX
amerinfo@molex.com
Far East North Headquarters
Yamato, Kanagawa, Japan
81-462-65-2324
feninfo@molex.com
Far East South Headquarters
Jurong, Singapore
65-6-268-6868
fesinfo@molex.com
European Headquarters
Munich, Germany
49-89-413092-0
eurinfo@molex.com
Corporate Headquarters
2222 Wellington Ct.
Lisle, IL 60532 U.S.A.
630-969-4550
Fax: 630-969-1352
Visit our Web site at http://www.molex.com
SECTION 9
MISCELLANEOUS
Doc No: TM-640160065 Release Date: 00-00-02 UNCONTROLLED COPY Page 27 of 27
Revision: C Revision Date: 12-23-09
 Loading...
Loading...