

Page 1
RHT2251-CC Hand Crimp Tool
Hand Crimp Tool
Operating Instruction Sheet
And Specifications
Part No. 64001-4900
Eng. No. RHT 2251-CC
(Replaces 19285-0023)
FEATURES
A full cycle ratcheting hand tool ensures complete crimps
Long handles for comfortable crimping with reduced crimping force
A precision user-friendly terminal locator wire stop holds terminals in the proper crimping position
Single color-coded crimp pocket eliminates the possibility of using the wrong pocket
SCOPE
AviKrimp Fully Insulated Quick Disconnect Female Couplers and, Perma-Seal Fully Insulated Snap Plug Receptacles 10 - 16 AWG.
Testing
Mechanical
The tensile test, or pull test, is a means of evaluating the mechanical properties of the crimped connections. The following charts
show the UL specifications for various wire sizes. The tensile strength is shown in pounds and indicates the minimum acceptable
force to break or separate the terminal from the conductor.
Wire Size (AWG) *UL - 486 A *UL - 310
16 30 30
14 50 50
12 70 70
10 80 80
UL - 310 - Quick Disconnects Couplers
*UL - 486 A - Terminals (Copper conductors only)
The following is a partial list of the product part numbers and their specifications that this tool is designed to run. We will be adding to
this list and an up to date copy is available on www.molex.com.
Terminal No. Terminal Eng No. (REF)
19164-0054 SBRB-8156N .300 7.60 N/A N/A
19164-0055 SBRB-8180N .300 7.60 N/A N/A
Terminal No. Terminal Eng No. (REF)
19005-0010 C-2265 .313 7.94 .275 6.99
Doc No. 64001-4900 Release Date: 10-15-04 UNCONTROLLED COPY Page 1 of 6
Revision: A Revision Date: 10-15-04
Wire Size: 14 – 16 AWG 2.00 – 1.30 mm²
Wire Strip Length Insul. Dia. Max.
In mm In mm
Wire Size: 10 – 12 AWG 5.00 – 3.30 mm²
Wire Strip Length Insul. Dia. Max.
In mm In mm
Page 2
RHT2251-CC Hand Crimp Tool
CONDUCTOR
OPERATION
Open the tool by first closing the jaws sufficiently for the ratchet
mechanism to release.
TERMINAL
JAWS OPEN
POCKET OF
LOCATOR
LOCATOR
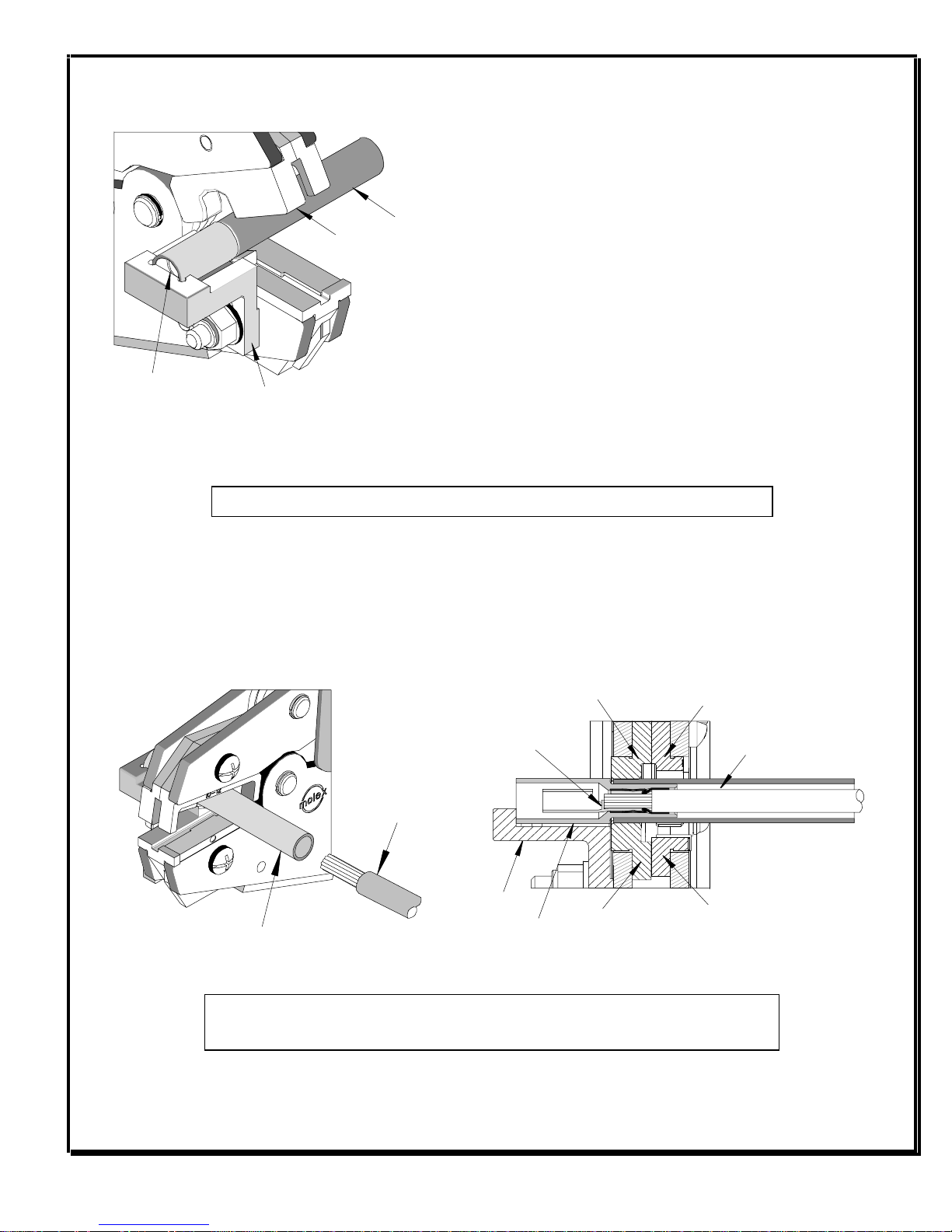
Figure 1
4. Insert the properly stripped wire into the terminal barrel (See Figure 2 and 3). The wire insulation will stop against the taper of the
terminal. Cycle the tool.
Note: The tamper proof ratchet action will not release the tool until it has been fully closed.
5. Remove the crimp and inspect for proper crimp location, and check for insulation closure. Molex offers a Crimp Inspection
Handbook for closed barrel industrial product. See our website or contact your sales engineer.
6. If the insulation part of the crimp needs to be adjusted, first loosen the M4 screw on the bottom tool jaw, then insert a 3/32 hex
wrench (supplied) into the bottom of the lower die (See Figure 4). A clockwise (CW) rotation decreases insulation crimp while a
counter-clockwise (CCW) rotation increases insulation crimp. After adjusting retighten the M4 screw.
WIRE
TERMINAL
Figure 2
Note: Whenever crimping without the locator, make sure the seam of the terminal is oriented
up or down in the tool if using unbrazed product, as this will provide higher pull force values.
Crimping Terminals
1. Adjust the locator up or down until the terminal being run sits flat
and straight in the tool.
2. Position the terminal with the barrel facing up into the color-coded
nest. Make sure the end of the terminal fits into the locator
pocket securely and the front edge of the barrel is flush against
the front edge of the locator, (See Figure 1).
3. Partially close the tool to hold the terminal in place (See Figure
2).
WIRE STOP
BUILT INTO
TERMINAL
LOCATOR
TERMINAL
PUNCH
CONDUCTOR
ANVIL
PUNCH
INSERT
ANVIL
INSERT
WIRE
Figure 3
Doc No. 64001-4900 Release Date: 10-15-04 UNCONTROLLED COPY Page 2 of 6
Revision: A Revision Date: 10-15-04
Page 3

RHT2251-CC Hand Crimp Tool
3/32” HEX
WRENCH
Maintenance
It is recommended that each operator of the tool be made
aware of, and responsible for, the following maintenance
steps:
1. Remove dust, moisture and other contaminants with a
LOOSEN M4
SCREW
clean brush, or soft, lint-free cloth.
2. Do not use any abrasive materials that could damage the
tool.
3. Make certain all pin, pivot points and bearing surfaces
are protected with a thin coat of high quality machine oil.
Figure 4
Do not oil excessively. The 64001-4900 (RHT-2251-CC)
was engineered for durability, but like any fine piece of
equipment it needs cleaning and lubrication for a maximum service life of trouble-free crimping. A light oil, such as 30 weight
automotive oil used at the oil points shown in Figure 4, every 5,000 crimps or 3 months will significantly enhance the tool life and
ensure a stable calibration.
4. When tool is not in use, keep the handles closed to prevent objects from becoming lodged in the crimping dies, and store the tool
in a clean, dry area.
LUBRICATION POINTS
(BOTH SIDES) LIGHT OIL
(EVERY 3 MONTHS
OR 5,000 CRIMPS)
Miscrimps or Jams
Should this tool ever become stuck or jammed in a partially closed position, Do Not force the handles open or closed. The tool will
open easily by pressing the ratchet release lever (See Figure 5).
How To Adjust Tool Preload (See Figure 5)
Over the life of the tool, it may be necessary to
adjust tool handle preload force. Listed below
are the steps required to adjust the crimping
force of the hand tool to obtain proper crimp
conditions:
1. Remove the screw and plastic cover washer.
Note the setting wheel position.
2. Lift the setting wheel off the axle. Turn the
eccentric axle with a screwdriver.
3. Turning the eccentric axle counter-clockwise
will increase handle force.
4. Replace the setting wheel to the axle,
aligning the nearest notch in the setting
wheel to the dowel pin.
5. Replace the plastic cover washer and screw.
6. Check the crimp specifications after tool crimp force is adjusted.
RATCHET
RELEASE LEVER
PUSH UP
PRELOAD
TEST POINT
PRELOAD
TEST POINT
PRELOAD
ADJUSTMENT
LOCKING SCREW
1.00
1.00
Figure 5
Doc No. 64001-4900 Release Date: 10-15-04 UNCONTROLLED COPY Page 3 of 6
Revision: A Revision Date: 10-15-04
Page 4

RHT2251-CC Hand Crimp Tool
Tool Calibration
PIN GAUGE IN
CONDUCTOR CRIMP
A Certificate of Calibration (see last page) was supplied with the tool. To
recalibrate this tool, pin gauge measurements should be taken in each
conductor nest and compared to this chart. The tool should be lubricated
prior to recalibration to ensure consistent measurements. Handle preload is
factory set to 25-45 LBS. See How to Adjust Tool Preload (See Figure 5) to
recalibrate.
“ Confining ” Crimp
Nest Color Code
Yellow
Wire Range
“X” Dimension
Conductor Crimp
AWG mm² Mean Go No Go
10 - 12 5.00 – 3.30 .127 .124 .132 o
Crimp
Inspection
Marking
14 - 16 1.30 - 2.00 .127 .124 .132 o
Warranty
This tool is for electrical terminal crimping purposes only. This tool is made of the best quality materials. All vital components are
long-life tested. All tools are warranted to be free of manufacturing defects for a period of 30 days. Should such a defect occur, we
will repair or exchange the tool free of charge. This repair or exchange will not be applicable to altered, misused or damaged tools.
This tool is designed for hand use only. Any clamping, fixturing, or use of handle extensions voids this warranty.
Hand held crimping tools are intended for low volume, prototyping, or repair requirements only.
Caution: Repetitive use of this tool should be avoided.
X
Doc No. 64001-4900 Release Date: 10-15-04 UNCONTROLLED COPY Page 4 of 6
Revision: A Revision Date: 10-15-04
Page 5

RHT2251-CC Hand Crimp Tool
Figure 6
PARTS LIST
** The following purchased parts are available from an Industrial supply company such as MSC (1-800-645-7270).
5
M4 LOCKNUT W/
3
6
10
Item Order No Description Quantity
64001-4900 Hand Crimp Tool (Fig. 6)
1 64000-0076 Repair Kit (Springs, Pins and E-Rings) 1
2 63810-0000 Handle 1
3 64001-4975 Locator Assembly 1
4 64001-4970 Tooling Kit 1
Tooling Kit Only
5 64001-4802 Conductor Punch 1
6 64001-4801 Conductor Anvil 1
7 64001-4904 Insert Punch 1
8 64001-4911 Insert Anvil 1
9 N/A 4 mm Dia. by 5.0 mm Lg.Roll Pins 2**
10 N/A #10-32 by 5/16” Lg. Cup Pt. Set Screw 1**
2
HEX NYLON
M4 FLAT WASHER
(2)
9
7
8
1
4
FOR SPRING
ACCESS SWING
OPEN COVER
REPAIR KIT. ALL PARTS REQUIRED FOR
REPAIR. (ONLY MAIN SPRING SHOWN)
PAN HEAD SCREW
RATCHET
RELEASE LEVER
SCREW AND PLASTIC
COVER FOR HANDTOOL
PRELOAD ADJUSTMENT
M4 X 12LG
PAN HEADSCREW
M4 X 25LG
Doc No. 64001-4900 Release Date: 10-15-04 UNCONTROLLED COPY Page 5 of 6
Revision: A Revision Date: 10-15-04
Page 6

RHT2251-CC Hand Crimp Tool
Tool Order Number __________________
Tool Eng. Number ___________________
Tool Revision ___________________
Serial Number ___________________
Date of Manufacture__________________
Pin Gauge of Conductor Nest/Nests or Slug height if the nest is the “F” Crimp style.
Range Conductor Nest # 1 = ____________-- Actual = ______________
Range Conductor Nest # 2 = ___N/A
Range Conductor Nest # 3 = ___N/A
Technician ______________
Date of Calibration ______________
Calibration should be done every 5,000 cycles or 3 months.
Tools should be lubricated during this operation.
Certificate of Calibration
Handle Load Range at 1 inch from the Tips =______________
Actual =_____________
______-- Actual = ______________
______-- Actual = ______________
Molex Application Tooling Group
1150 E. Diehl Road
Naperville, IL 60563
Tel: (630) 969-4550
Fax (630) 505-0049
Doc No. 64001-4900 Release Date: 10-15-04 UNCONTROLLED COPY Page 6 of 6
Revision: A Revision Date: 10-15-04
 Loading...
Loading...