

Page 1

REGRINDING MANUAL FOR SOLID CARBIDE DRILL
MWE / MWS
April 30, 2009
type
MITSUBISHI MATERIALS CORPORATION CARBIDE & TOOLS DIVISION
Page 2
Checking conditions of the cutting edge
• Check wear conditions of and damage to the cutting edge.
• If there is serious damage such as fracture on the cutting edge, grind the edge until the damage is all
gone.
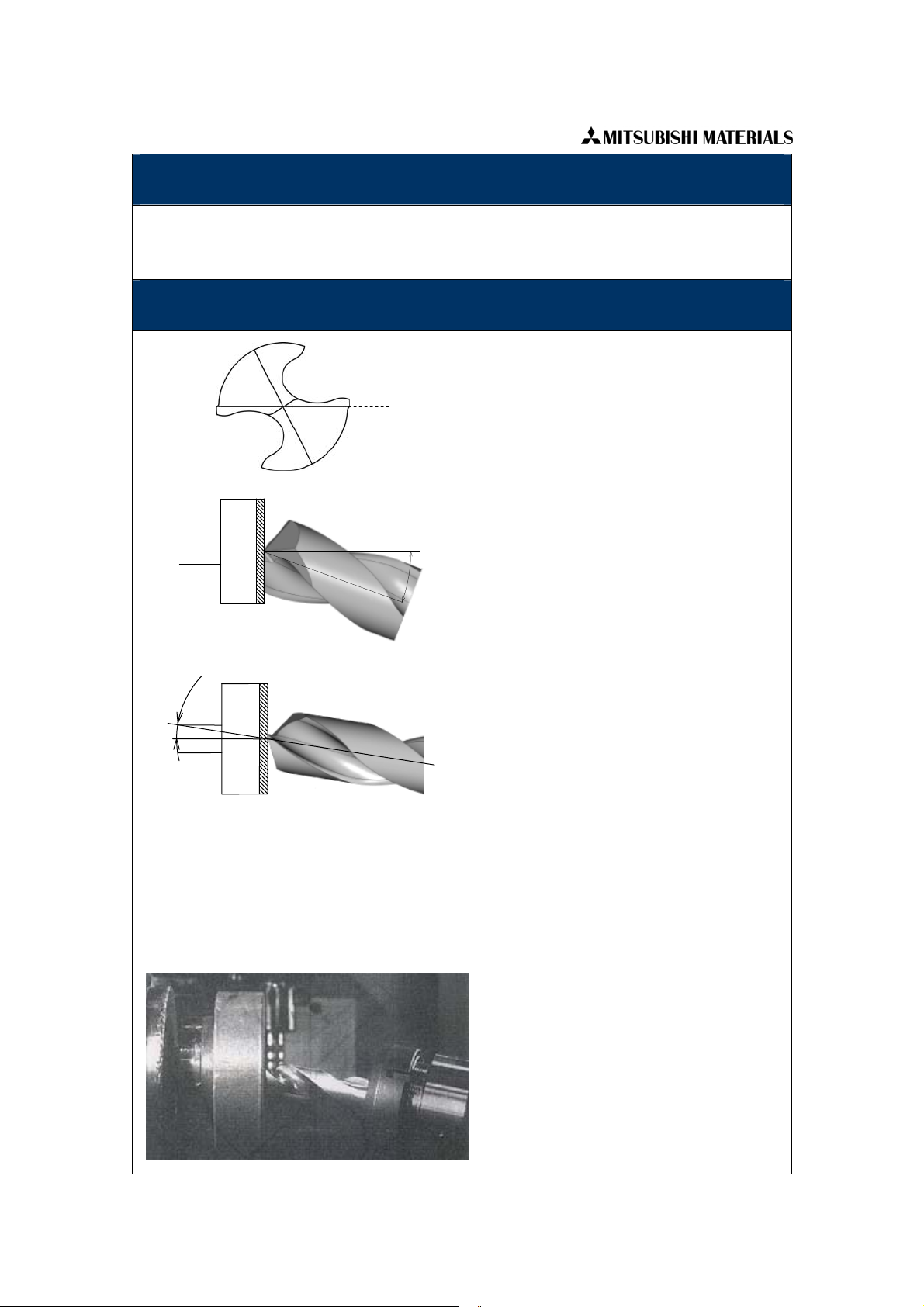
Grinding first relief face
Fig.1
Fig.2
図3
9°~11°
Horizontal
゚
0
2
• Install the drill by using collet chuck. As
shown in fig.1, set the drill phase in order
that the corner of center cutting edge and
the shoulder of outer peripheral edge
become parallel to each other when seen
from the top.
• As shown in fig.2, rotate the drill (work
head) 20°so that the point angle will be
140°.
• As shown in fig.3, set inclination angle of
the drill (work head) at 9°~11°. This angle
will become first relief angle.
Copyright © 2009 MITSUBISHI MATERIALS CORPORATION. All rights reserved
• Finishing first relief face on one side of
the cutting edge, index the drill 180°and
grind the other side until both sides are at
the same position.
*Depth of cut is 0.02 ~ 0.03mm/path.
• Finally decrease depth of cut to about
0.01mm, and finish both sides at the
position.
• For finishing, repeat oscillation 2 ~ 3
times as slow as possible. This also
serves for the purpose of spark-out.
• Grind until there is no wear or fracture left
on the cutting edge. (Please pay attention
to the damage at the margin, too.)
Page 3

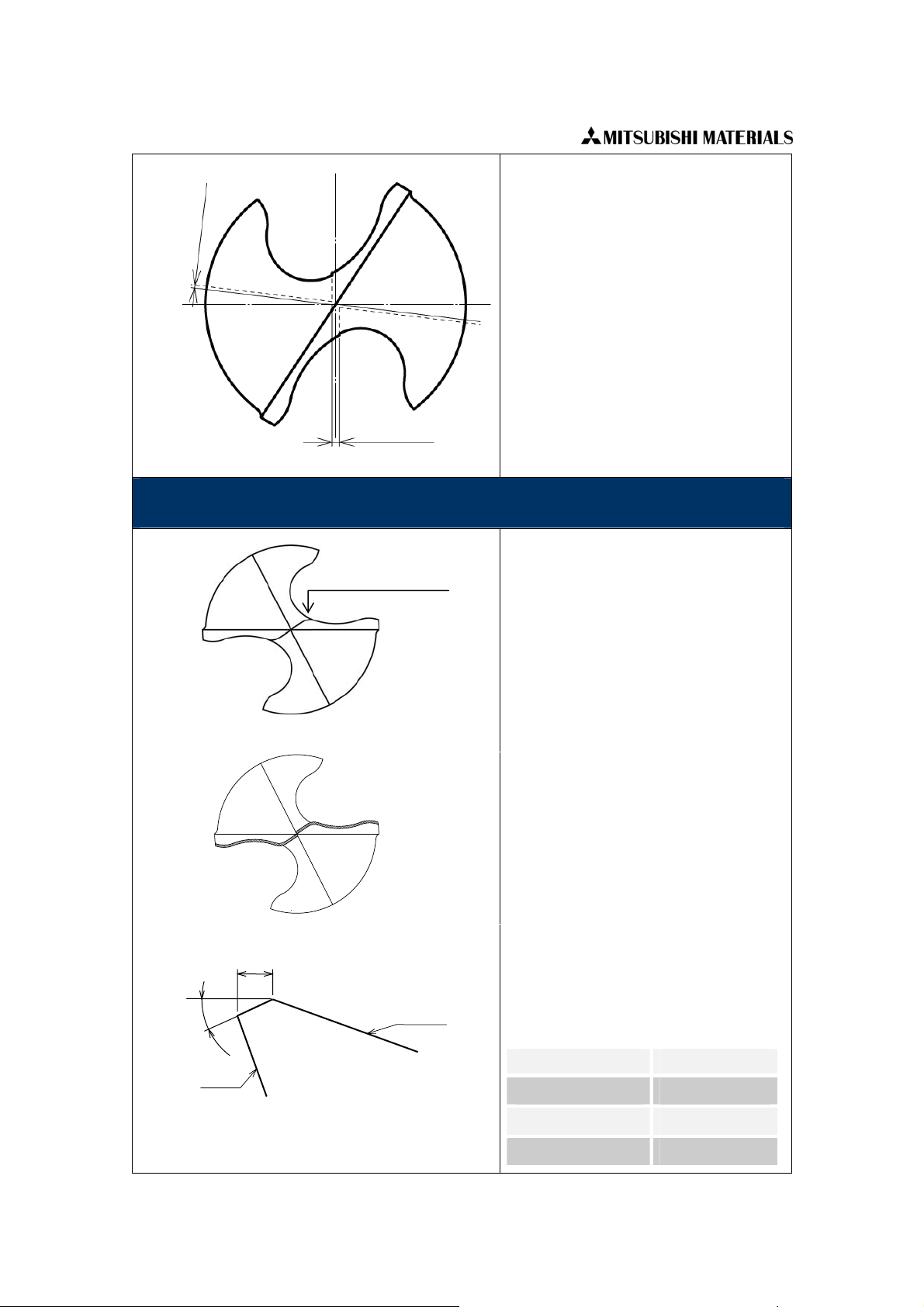
Grinding second relief face
Fig.4
23°~27°
8°~12° 15°
• Grind until lip height difference (axial
runout of front cutting edge) is 0.02mm or
less.
• After grinding first relief face, grind
second relief face.
• As shown in fig.2 of the previous section,
keep rotation angle of the drill (work
head) at 20°.
• As shown in fig.4, set inclination angle of
the drill (work head) at 23°~ 27°.
If inclination angle of the drill (work head)
cannot be increased to 23°~27°, get the
wheel inclined 15°as shown in fig.5.
Fig.5
Fig.6
More grinding
necessary
Paralle
Too much
grinding
• Grind second relief face, and the
ridgeline of first and second relief face will
appear.
• As shown in fig.6, it is ideal that the
ridgeline is parallel to the line connecting
the corner of center cutting edge and the
shoulder of outer peripheral edge. Adjust
the drill phase while grinding.
• Grind until ridgelines on both sides
become one line. By this, the center point
at the top will be formed. As such, please
be careful not to grind too much or too
little.
Copyright © 2009 MITSUBISHI MATERIALS CORPORATION. All rights reserved
Page 4

Grinding thinning face
Height gage
Fig.7
Fig.8
65°
• After grinding second relief face, grind
thinning face. Type of the thinning is
X-thinning.
• First, set the work head horizontal so that
the center of the drill will be horizontal.
Drill rotation angle is 0°. Set the direction
of table oscillation parallel with the center
line of the drill.
• As shown in fig.7, set the drill phase so
that the line connecting the shoulder of
both sides will be horizontal by using a
device such as height gage.
• Then, as shown in fig.8, rotate the drill
counter clockwise 65°when seen from the
top.
Fig.9
35°
Cutting direction
Fig.10
θ
Drill
L
L=0.5×φD1×(1-cosθ)+H×tan10°×cosθ
Max. wheel diameter φD1
35°
35°
• Set the vertical position of the wheel so
that the open angle of the thinning from
the drill center will be 35°, as shown in
fig.9.
• As shown in fig.10, set the wheel height
so that the center line of the drill will be
higher than the bottom of the the wheel
edge by “L”. (Please refer to the formula
H
in figure 10.)
• As shown in fig.9, grind the thinning face
by sliding the table to the direction shown
by the arrowhead, pressing the drill
against the wheel. Grind slowly adjusting
the top end of cut by using a device such
as a stopper.
Copyright © 2009 MITSUBISHI MATERIALS CORPORATION. All rights reserved
Page 5
Y
-0.03~0.03
part
Honing
Fig.11
Fig.12
0.1~0.2
X part
R(0.1~0.15)×φD)
• Adjust the wheel position while grinding
so that the measurements of the thinning
(X part, Y part) will be the same as those
of fig.10. (Dotted lines show the final
positions.
• (Grinding tip) To make the task easy,
grind the two cutting edges alternately,
using a mirror to check the configuration
while grinding.
• After grinding thinning face, grind honed
edges. This is the last procedure for
regrinding.
• First, as shown in fig.11, grind the edge
at the cross section of the thinning edge
and major cutting edge with diamond file
until it becomes R-shaped.
• Appropriate R size is approximately (0.1
~ 0.15) x ØD.
• As shown in fig.12, thoroughly grind
honed edges on both sides evenly. First,
use a diamond file with grain size #400
for honing, and finish by using a hand lap
with grain size #1500.
• As shown in fig.13, honing angle is 25°.
W
25°
Relief face
Center line of the drill
Rake face
Fig.13
Copyright © 2009 MITSUBISHI MATERIALS CORPORATION. All rights reserved
• Change honing width inb accordance
with tool diameter (Please refer to table
1).
Table.1
Tool diameter φD Honing width W
φ5 less
φ5 over φ10 less
φ10 over φ20 less
0.025~0.05
0.05~0.1
0.10~0.15
Unit (mm)
Page 6

This is the end of regrinding. Please ascertain that all the following specifications are fulfilled before using
WSTAR drill again.
• Lip height difference (axial runout of front cutting edge) < 0.02mm
• There is no damage left on the cutting edge.
• Appropriate honing is applied to the edge.
• There is no grinding burr.
Grinding tools for first and second relief face
Diamond wheel
R-129936
Φ75~φ100
3~5
Grinding tools for thinning face
Diamond wheel
100°
R-146074
Φ100~φ150
10
5~10
Grain size
Rough grind : #200
Finish grind : #400 over
3~5
Grain size: #400 over
Grinding tools for honing
Diamond file
※ Diamond wheels and diamond files above are available at our divisions and sales offices. To order these products, please
contact one of our sales offices or divisions near from you. (Order numbers are underlined in the right column of the table.)
Copyright © 2009 MITSUBISHI MATERIALS CORPORATION. All rights reserved
Round file: P-56006C
Grain size: #600
Harf round file: P-68852
Grain size: #400
Hand hone: 000064
Grain size: #1500
 Loading...
Loading...