

Page 1
Minipack-torre S.p.A.
Via Provinciale, 54 - 24044 Dalmine (BG) - Italy
http://www.minipack-torre.it
ES
PT
EL
RU
Русский
Cтраница 46
Tel. (035) 563525 – Fax (035) 564945
E-mail: info@minipack-torre.it
ES INSTRUCCIONES PARA LA INSTALACIÓN, USO Y MANTENIMENTO
PT INSTRUÇÕES PARA A INS TALAÇÃO, O USO E A MANU TENÇÃO
EL ΟΔΗΓΙΕΣ ΓΙΑ ΤΗΝ ΕΓΚΑΤΑΣΤΑΣΗ, ΤΗΧΡΗΣΗ ΚΑΙ ΤΗ ΣΥΝΤΗΡΗΣΗ
RU ИНСТРУКЦИИ ПО МОНТАЖУ, ЭКСПЛУАТАЦИИ И ТЕХОБСЛУЖИВАНИЮ
mod. Replay 40
evo mod. Replay 55 evo
ES LEER ATENTAMENTE ESTE MANUAL ANTES DE USAR LA MÁQUINA
PT ANTES DE USAR A MÁQUINA LER CUIDADOSAMENTE ESTE MANUAL
EL ΔΙΑΒΑΣΤΕ ΜΕ ΠΡΟΣΟΧΗ ΤΙΣ ΠΑΡΑΚΑΤΩ ΟΔΗΓΙΕΣ ΧΡΗΣΕΩΣ ΠΡΙΝ ΧΡΗΣΙΜΟΠΟΙΗΣΕΤΕ ΤΗ ΣΥΣΚΕΥΗ
ВНИМАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ДАННЫМИ ИНСТРУКЦИЯМИ, ПРЕЖДЕ ЧЕМ ПРИСТУПИТЬ К РАБОТЕ С МАШИНО
RU
Español Página 01 Português Página 16 Ελληνικά Σελίδα 31
DOC. N. FM111187B
REV. 0
ED. 08.2016
Page 2

TRADUCCIÓN DE LAS
INSTRUCCIONES ORIGINALES
Indice
ES
Capítulo 1. Descripción página
1.1. Prólogo 02
1.2. Caracte rísticas de la máquina 02
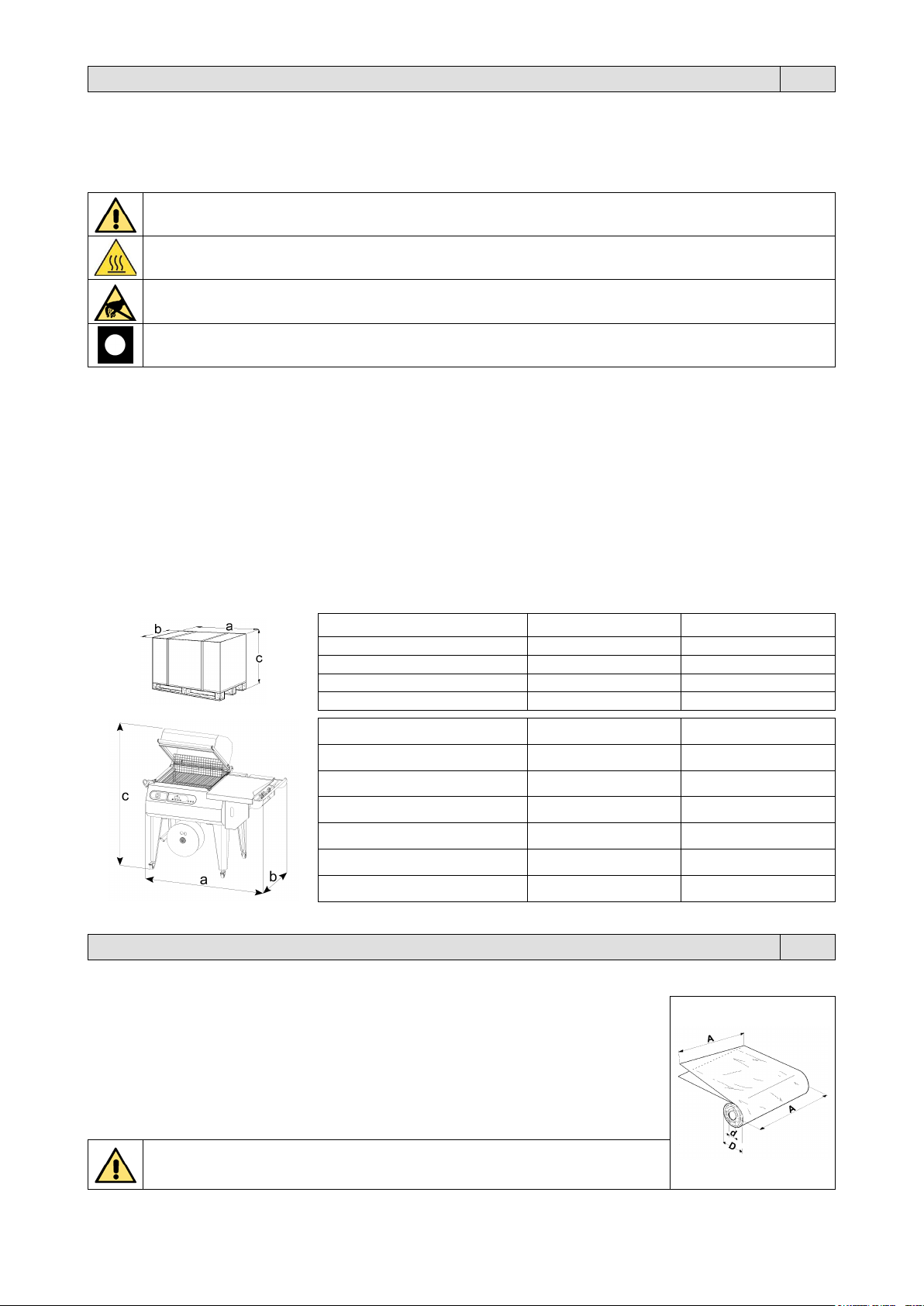
1.3. Datos técnicos de la máquina 02
Capítulo 2. Caracteristicas del film
2.1. Films para emplear 02
2.2. Cálculo banda A 03
Capítulo 3. Condiciones de uso de la máquina
3.1. Dimensiones y peso máx. de la confección 03
3.2. Productos que pueden ser envasados 03
3.3. Qué no se tiene que confeccionar 03
Capítulo 4. Normas de seguridad
4.1. Advertencias 03
4.2. Descripción de los carteles adhesivos de seguridad 04
4.3. Dispositivos de protección individual 04
Capítulo 5. Instalación de la máquina
5.1. Transporte y colocación 05
5.2. Condiciones ambientales 05
5.3. Conexión eléctrica 05
Capítulo 6. Regulación y preparación máquina
6.1. Regulac ión 06
6.1.1. Panel de comando 06
6.1.2. Encendido de la máquina 06
6.1.3. Selección de programas y calibración de parámetros 06
6.1.4. Mensajes de alarma 09
6.2. Introducción de la bobina de film 10
6.3. Regulación de los microperforadores 10
6.4. Posicionamiento de la bandeja reticulada 10
6.5. Regulación soporte bobina y plano de confección 10
6.6. Ejecución primera soldadura film 11
6.7. Enganche film al envolvedor (donde esté previsto) 11
6.8. Introducción del objeto que se debe confeccionar 11
6.9. Confección 11
Capítulo 7. Manutención ordinaria
7.1. Precauciones para intervenciones de manutención ordinaria 12
7.2. Tabla de operaciones de mantenimie nto 12
7.3. Limpieza hoja soldadora 12
7.4. Remoción de recortes de film plástico y varios 12
7.5. Limpieza de la máquina 12
7.6. Control liquido de enfriamiento (donde esté previsto) 13
7.7. Cambio teflon y goma 13
7.8. Cambio de la hoja soldadora 13
7.9. Solución de problemas 14
7.10. Desmontaje, demolici ón y eliminación de los residu os 14
Capítulo 8. Garantía
8.1. Certificación de garantia 15
8.2. Condiciones de garantia 15
Declaracion CE de conformidad 61
Esquema eléctrico (ver adjunto)
1
Page 3
Capítulo 1. Descripción
ES
ATENCIÓN:
pueden causar lesiones a quien está trabajando sobre la máquina.
ATENCIÓN:
expuesta.
Replay 40
Replay 55
Ancho “a”
1330mm
1330mm
Longitud “b”
920mm
920mm
Altura “c”
880mm
880mm
Peso
111Kg
126Kg
Replay 40
Replay 55
Capítulo 2. Características del film
ES
La máquina puede trabajar con todas las películas termorretráctiles y no, con espesores
entre 15 y 50 micrones, tanto de tipo técnico como de tipo alimentario. Para garantizar los
mejores resultados, se aconseja utilizar las películas comercializadas por
Las características especiales de nuestros film dan garantías de seguridad tanto porque se
encuentran dentro de las normas impuestas por las leyes vigentes, como por lo que
respecta a la seguridad de un óptimo funcionami ento de nue stras máqui nas
Replay 40
Replay 55
1.1. Prólogo
Este manual ha sido redactado respetando la norma UNI 10893, versión del mes de Julio del 2000. Está dirigido a todos los usuarios
con la finalidad de permitir un uso c orrecto de la m áquina. Debe conservarse en un lugar fácilment e accesible, cerca de la m áquina y
conocido por todos los usuarios. Este manual forma parte de l a máquina y se refiere a la seguridad. Para mejorar la comprensión a
continuación aclaramos la simbología utilizada.
Normas de prevención de accidentes para el operador. Dicha advertencia indica la presencia de peligros que
Partes calientes: Indica el peligro de quemaduras con riesgo de accidente, incluso graves, para la persona
ATENCIÓN:
¡No tocar!
ADVERTENCIA:
Indica la posibilidad de provocar daños a la máquina y/o a sus componentes.
Todos los derechos de reproducción del presente m anual quedan reservados a la empresa fabricante. La reproducción, aún parcial,
queda prohibida de acuerdo con las prescripciones l egales. Las descripciones y las ilustraciones presentes en este manual no crean
obligación, por consecuencia la em presa fabric ante se reserva el derecho de int roduci r en cualqui er m omento todas las modificaciones
que considere oportunas. El presente manual no puede ser cedido en visión a terceros sin la autorización escrita de la empresa
fabricante.
1.2. Características de la máquina
Ustedes han comprado una máquina con características y prestaciones excepcionales y nosotros les agradecemos la preferencia
demostrada. El sistema de confeccionar es único en su género y se ha afirmado en el mundo con la presencia de más de 300000
máquinas activas en el embalaje y confección.
La validez del concepto tecnológico adem ás de l a cal idad de los componentes y de los m aterial es empleados en el decurs o productivo
y de habilitación son la mejor garantía para una buena marcha y seguridad en el tiempo.
La máquina puede ser empleada a la vez como máquina para soldadura y termorretracción del film, o bien como simple máquina
soldadora gracias a su particular circuito de funcionamiento. En ese último caso es posible contener el objeto
1.3. Datos técnicos de la máquina
Ancho “a”
Longitud “b”
Altura “c” (campana cerrada)
Altura “c” (campana abierta)
1160mm 1260mm
700mm 810mm
1120mm 1165mm
1220mm 1310mm
Peso 90Kg 105Kg
Producción máxima 300 confecciones /hora 300 confecciones/hora
2.1. Films para emplear
nosotros.
.
A = 500mm MAX D = 250mm MAX d = 77mm
A = 600mm MAX D = 250mm MAX d = 77mm
¡Se aconseja consultar las fichas técnicas y de seguridad de las películas
utilizadas y atenerse a las prescripciones descritas!
2
Page 4
Capítulo 2. Características del film
ES
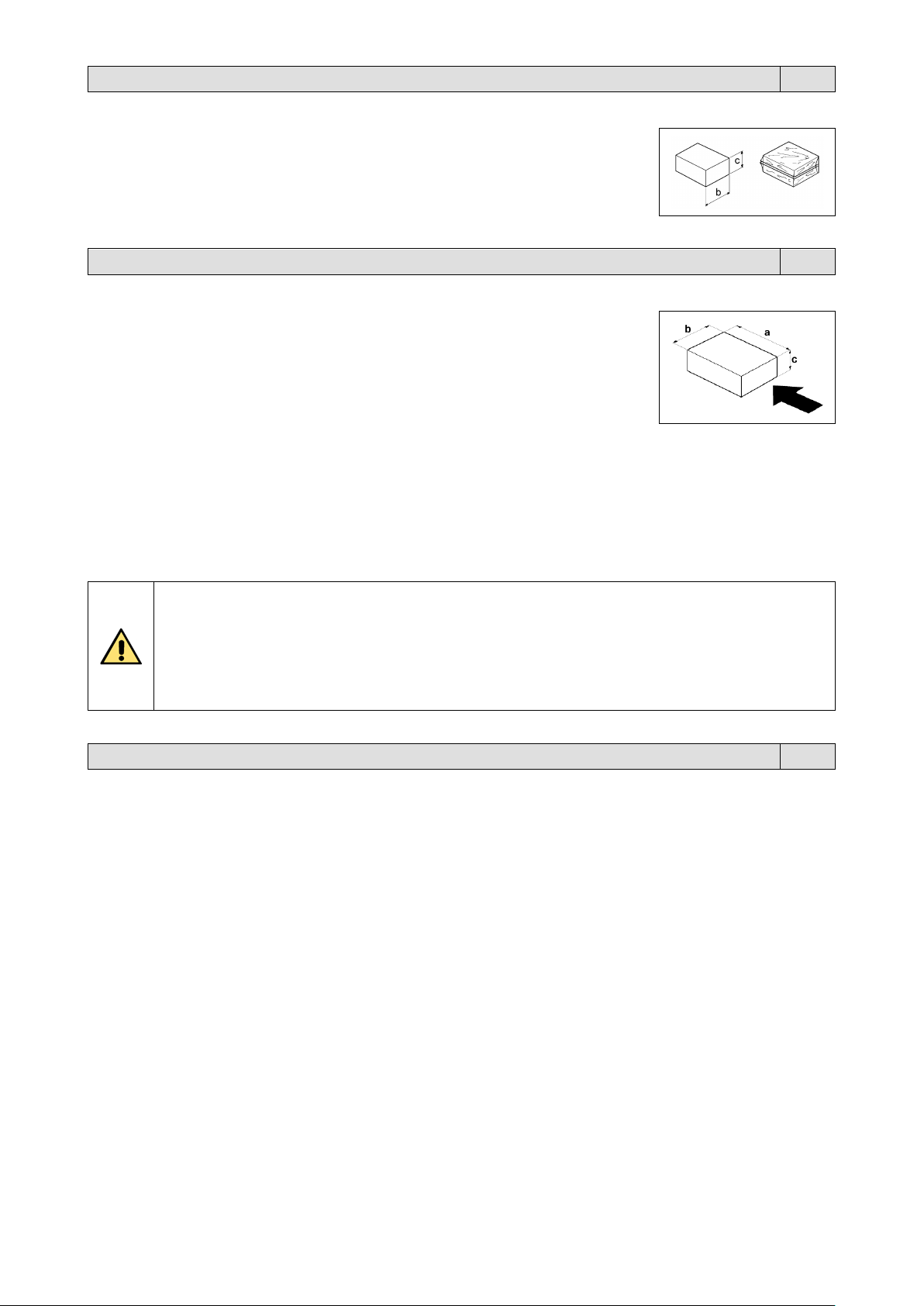
Banda A = b + c + 100mm
Por banba “A” entendemos la anchura que tiene que tener el film para empaquetar el
producto.
Capítulo 3. Condiciones de us o de la máqui na
ES
Replay 40 a = 400mm b = 250mm c = 160mm Peso = 10Kg
Replay 55
N
dimensiones.
donde se ve que, la suma de (b + c) es de todos modos igual al ancho de la bobina del
film menos 100 mm.
Productos mojados e inestables
operador y la máquina.
Capítulo 4. Normas de seguri da d
ES
2.2. Cálculo banda A
3.1. Dimensiones y peso máx. de la confección
a = 500mm b = 380mm c = 200mm Peso = 15Kg
ota: las medidas indicadas en la tabla se refieren a la medida màx. de cada una de las
Para la medida màx. del paquete (b x c); hay que referirse al capítulo 2.2.
3.2. Productos que pueden ser envasados
Estas máquinas pueden embalar una amplia gama de productos completamente diferentes entre sí, de hecho, se
utilizan de forma exitosa en los siguientes sectores: alimenticio, comercial, gráfico y envío postal, gran distribución,
industria, textil.
3.3. Qué no se tiene que confeccionar
Para evitar dañar en manera permanente la máquina y evitar riesgos de accidentes al operador, esta prohibido embalar
los siguientes productos:
Líquidos de cualquier tipo y densidad colocados en contenedores frágiles
Materiales inflamables y explosivos
Contenedores con gas a presión de cualquier tipo
Materiales en polvo sueltos o volátiles
Materiales sueltos con dimensiones más pequeñas del reticulado de la bandeja
Posibles materiales y productos no previstos que de algún modo puedan ser peligrosos para el
4.1. Advertencias
Es muy importante leer atentamente cada uno de los apartados que componen este capítulo puesto que contienen
información sobre los riesgos para el operador en caso de uso incorrecto de la máquina. Estas reglas básicas, se han
de sumar a las normas ya existentes en los países donde se instala la máquina.
• La instalación de la máquina deberá ser realizada por personal técnico preparado y autorizado.
• La máquina no está destinada a ser usada por personas (incluido los niños) cuyas capacidades físicas, sensoriales
o mentales estén reducidas, o bien si no poseen la experiencia o los conocimientos adecuados, a menos que éstas
reciban, a través de la intermediación de una persona responsable de su seguridad, la vigilancia o instruciones
necesarias para usar el aparato.
• Los niños deben mantenerse controlados par a ase gurar se d e que no jueguen con la máqu ina.
• No utilizar la máquina con fines distintos de los indicados en el contrato de venta.
• No permitir que personas no autorizadas efectúen reparaciones ni manipulen la máquina.
• El operador debe conocer las advertencias que le competen y haber sido informado por el responsable del
departamento sobre los riesgos que se derivan de su trabajo.
• Abrochar correctamente los puños de la ropa de trabajo para fijarlos a la muñeca.
• Mantener en orden la zona de trabajo y paso alrededor de la máquina; comprobar que esté libre de obstáculos,
limpia y bien iluminada.
• Eliminar cualquier condición que ponga en peligro la seguridad antes de utilizar la máquina y advertir al responsable
del departamento sobre cualquier tipo de irregularidad en el funcionamiento.
• No utilizar la máquina si está averiada.
• Se prohíbe manipular los dispositivos y los circuitos de seguridad.
• Se prohíbe modificar la máquina sin autorización del fabricante.
• Si el cable de alimentación está dañado, debe ser sustituido por el constructor o por su servicio de asistencia
técnica, o en cualquier caso por una persona con cualificación similar, con el fin de prevenir cualquier riesgo.
3
Page 5
Capítulo 4. Normas de seguri da d
ES
No tocar la hoja soldadora (13) inmediatamente
era de protección de accidentes. Existe la
ndo no se utiliza la máquina dejar siempre la
“cortos” sobre pavimentos lisos y horizontales
En el panel frontal de la máquina.
Durante el funcionamiento de la máquina, el panel frontal debe estar co rr ecta ment e montad o .
En la protección ubicada delante de la cuchilla de soldadura.
grave, para la persona expuesta.
Utilizar guantes de protección contra los riesgos asociados a los materiales que se han de envasar
hoja soldadora (máximo 100 °C).
• El cuadro eléctrico debe estar siempre cerrado durante el funcionamiento.
• ¡Se prohíbe fumar durante el funcionamiento de la máquina!
• Se prohíbe realizar cualquier tipo de operación de mantenimiento y/o regulación cuando la máquina está funcionando. Las
protecciones sólo deben ser desmontadas por los encargados del mantenimiento que poseen la formación necesaria.
• Se prohíbe poner en funcionamiento la máquina sin haber restablecido las protecciones. Antes de encender la máquina,
comprobar si las protecciones están colocadas correctamente.
• Caso que el operador se aleje de la máquina hay que apagar la máquina poniendo el interruptor general en posición “0” (OFF).
• El fabricante declina cualquier tipo de responsabilidad por daños a personas o cosas causados por el incumplimiento de las
normas de seguridad.
¡NO PERMITIR EL USO DE LA MÁQUINA A EMPLEADOS NO ENTRENADOS!
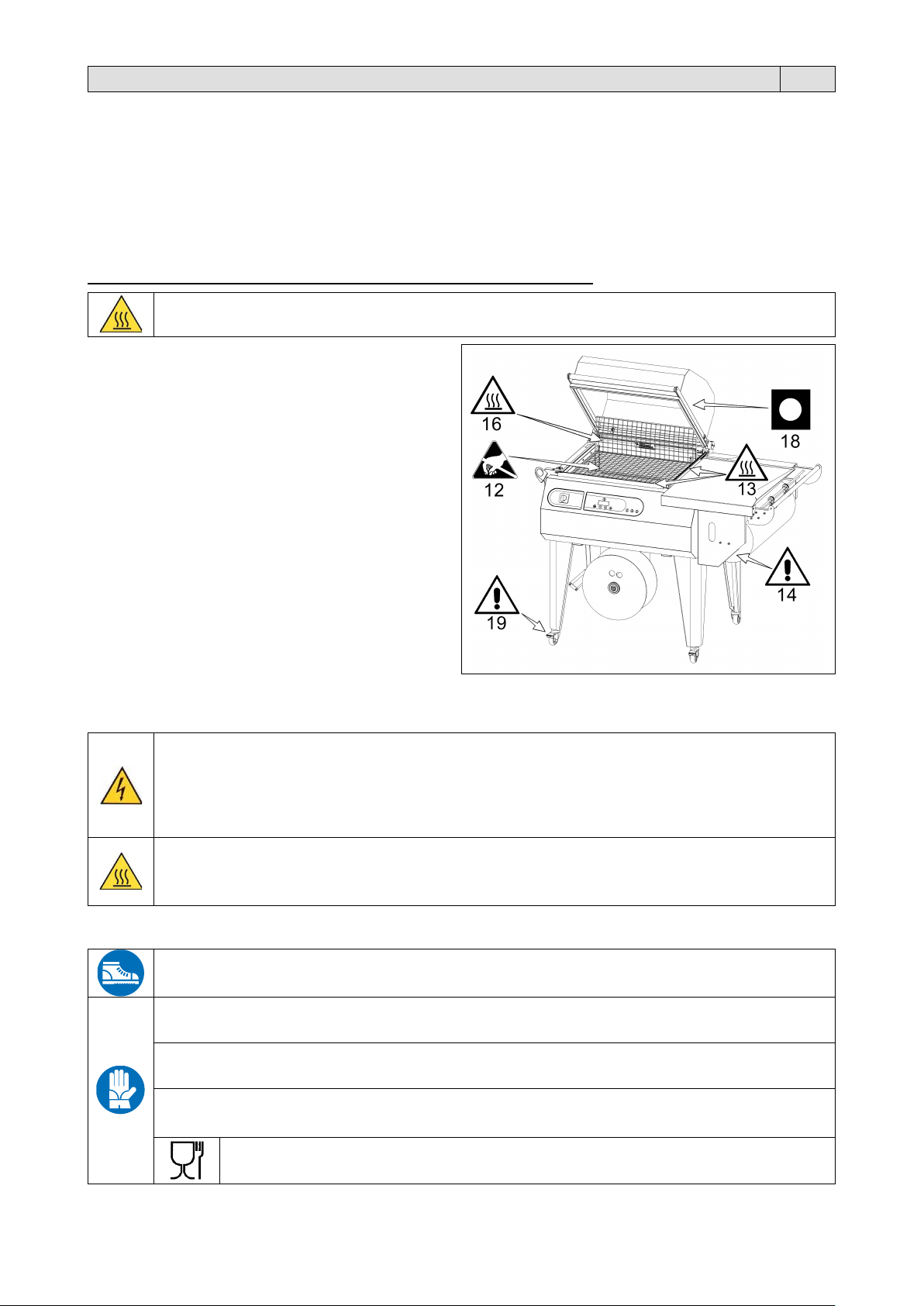
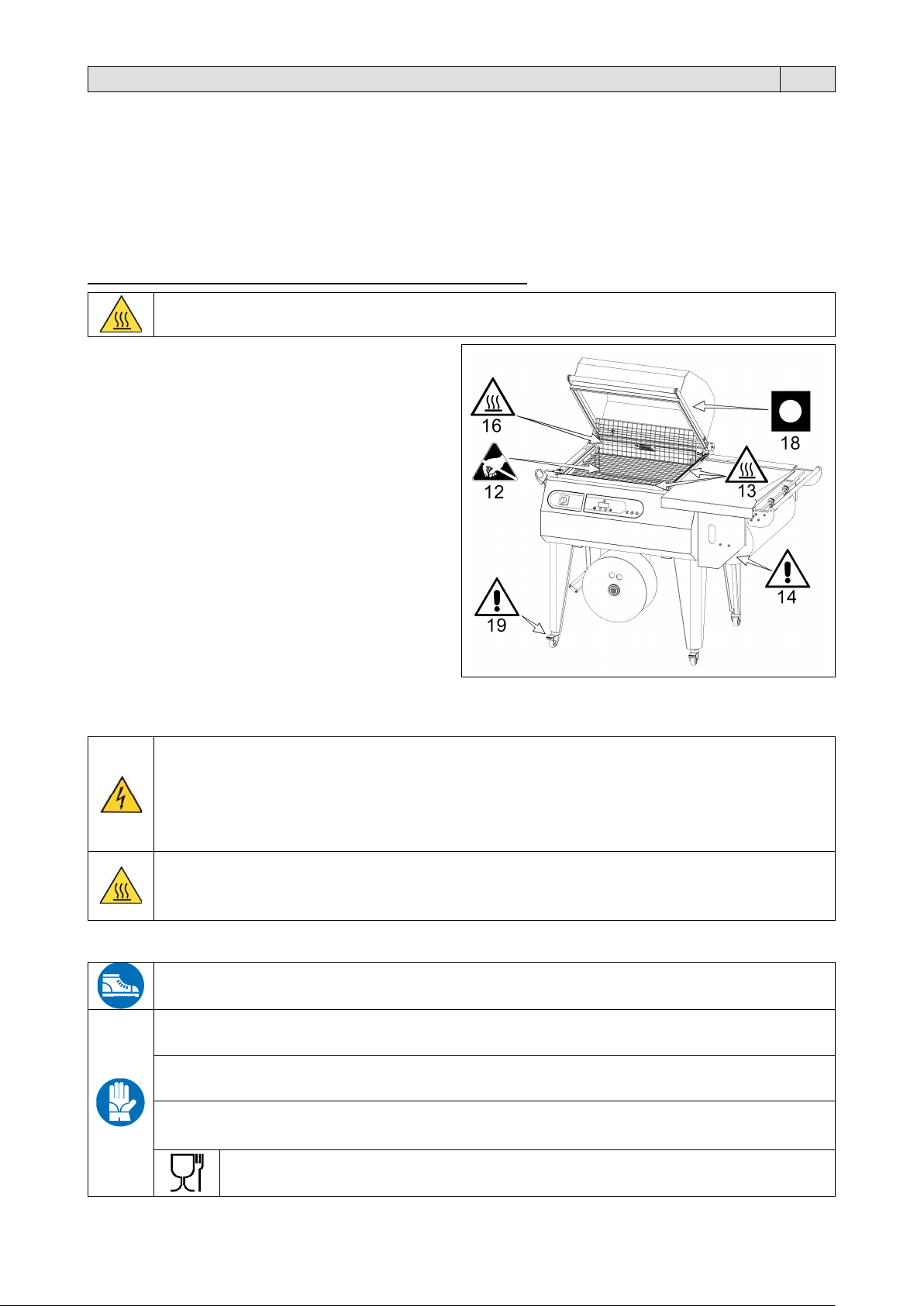
Durante las fases de trabajo prestar atención a todas las partes calientes de la máquina que podrían
alcanzar temperaturas hasta el punto de provocar quemaduras.
después de la soldadura, sobrepasando con la mano
la barr
posibilidad de quemaduras por el calor residual sobre
la hoja soldadora (13)
No proceder con la soldadura en caso de rupt ura de la hoja
soldadora (13). Proveer inmediatamente a su substitución
No tocar la pala de cierre del pulmón (16) durante la
fase de calentamiento. Posibilidad de quem ars e
No tocar las paletas del ventilador en movimiento o
utilizar la máquina sin la bandeja reticulada (12)
Comprobar que la bobina de film esté colocada en su
sede (14)
Cua
campana superior (18) abierta
Las ruedas (19) se deben utilizar exclusivamente para
el transporte del equipo en caso de desplazamientos
4.2. Descripción de los carteles adhesivos de seguridad
En la máquina se han aplicado los siguientes carteles adhesivos de seguridad:
¡Peligro de fulguración!
Riesgo debido a la energía eléctrica presente en la instalación eléctrica ubicada dentro del panel frontal.
Si se abre el panel frontal, se debe apagar la máquina y desconectar el enchufe del cable de alimentación
de la toma de corriente del circuito general.
En el panel de protección de la fuente de calor ubicada detrás del plato armado.
ATENCIÓN! Partes calientes: indica el peligro de quemaduras con riesgo de accidente, también
4.3. Dispositivos de protección individual
Utilizar calzado con puntera de protección contra los golpes, el aplastamiento y la compresión del pie
durante el transporte y el desplazamiento de la máquina.
Utilizar guantes de protección contra el riesgo de aplastamiento y contra los peligros mecánicos durante
el transporte y el desplazamiento de la máquina.
Utilizar guantes de protección contr a el riesgo de corte durante el cambio de la hoja soldadora
(mecánicos, químicos, etc.), resistentes a las temperaturas de contacto con la banda de soldadora y/o la
Utilizar guantes de protección aptos para el contacto con alimentos en caso de envasado de
productos alimenticios.
4
Page 6
Capítulo 5. Instalación de la máquina
ES
¡Antes de cualquier movilización, asegúrese que el medio de elevación sea capaz de levantar la
carga que se quiere mover!
Cortar la cinta con unas tijeras, protegerse los ojos con gaffas
Si se han adquirido las patas:
Si se ha adquirido el transportador de virutas:
Desembalar el bobinador de virutas y colocarlo según las
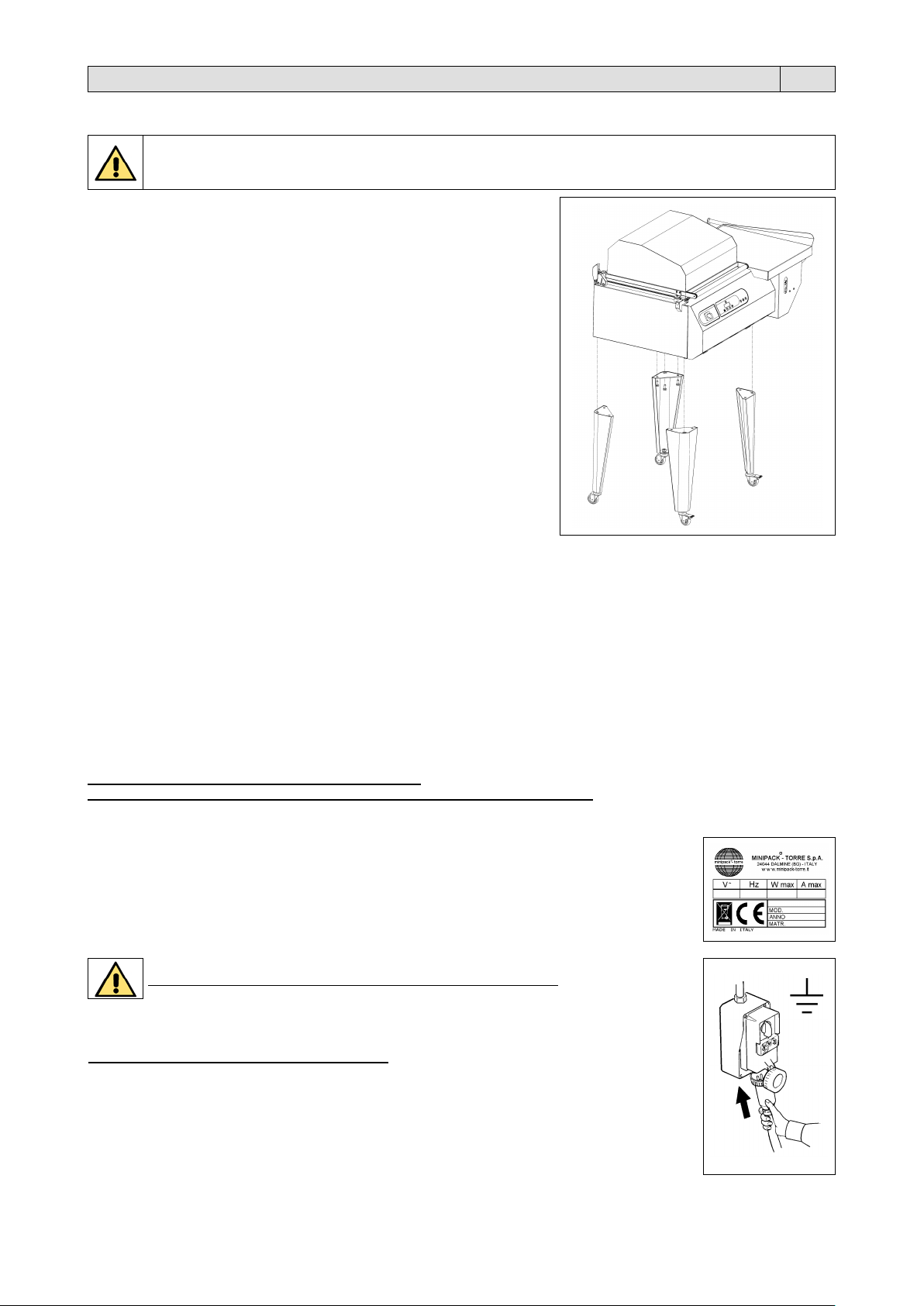
Tensión (V): véanse los datos en la tarjeta
Frecuencia (Hz): véanse los datos en la
Potencia máxima absorbida (W): véanse los datos en la tarjeta
Corriente máxima absorbida (A) : véanse los datos en la tarjeta
Nota:
número de matricula indicados en la tarjeta situada en la parte posterior de la máquina.
Si la máquina no consta de enchufe de alimentación, utilizar un enchufe adecuado para los
valores de tensión y amperaje
con las normas vigentes en el país de instalación.
¡ES OBLIGATORIO LA CONEXIÓN A TIERRA!
Antes de efectuar la conexión eléctrica, asegurarse de que la tensión de la red corresponda al
voltaje indicado en la tarjeta situada en la parte trasera de la máquina y que la conexión a tierra
sea conforme a las normas de seguridad vigentes. En caso de dudas sobre la tensión de la red,
contactar la sociedad local distr ibui dora de la energía eléctr
Conectar el enchufe del cable proveniente del cuadro eléctrico de la máquina a una toma de
corriente del red de alimentación general, a la que el operador pueda acceder con facilidad.
5.1. Transporte y colocación
• Preste especial atención durante el transporte y la colocación de la máquina!
•
protectoras, y quitar la caja de carton. Quitar los tornillos y las
eventuales placas que fijan la máquina al pallet.
Quitar la caja que contiene las patas
Levantar la máquina con un carro elevador y fijar las 4 patas utilizando
los tornillos suministrados
Liberar la campana superior cortando la cuerda de retención.
instrucciones adjuntas.
5.2. Condiciones ambientales
Posicionar la máquina, asegurándose de que esté nivelada, en un ambiente adecuado y sin humedad, materiales
inflamables, gas, explosivos. La máquina se debe instalar exclusivamente sobre superficies lisas, horizontales y no
inflamables
Dejar un espacio mínimo de 0,5m alrededor de la máquina para no obstruir las tomas de aire
Bloquear la máquina, una vez obtenida la pos ición cor re cta, acc iona ndo el fr eno de las rue das.
Condiciones permitidas en los ambientes en los que está colocada la máquina:
Temperatura de + 5°C a + 40°C
Humedad relativa de 30% a 90% sin condensación.
La iluminación del local donde se utiliza la máquina debe estar de acuerdo a las leyes vigentes en el país en el cual se
encuentra instalada la máquina y de todos modos debe ser uniforme y garantizar una buena visibilidad, para
salvaguardar la seguridad y la salud del operador.
GRADO DE PROTECCIÓN DE LA MÁQUINA = IP20
EL RUIDO AÉREO PRODUCIDO POR LA MÁQUINA ES INFE RIOR À 70 dB(A)
5.3. Conexión eléctrica
tarjeta
para cualquier comunicación con el constructor, citar siempre el modelo de la máquina y el
¡RESPETAR LAS NORMAS DE SEGURIDAD EN EL TRABAJO!
descriptos en la tarjeta de datos y de cualquier modo que cumpla
ica.
5
Page 7
Capítulo 6. Regulación y prepara c ión máquina
ES
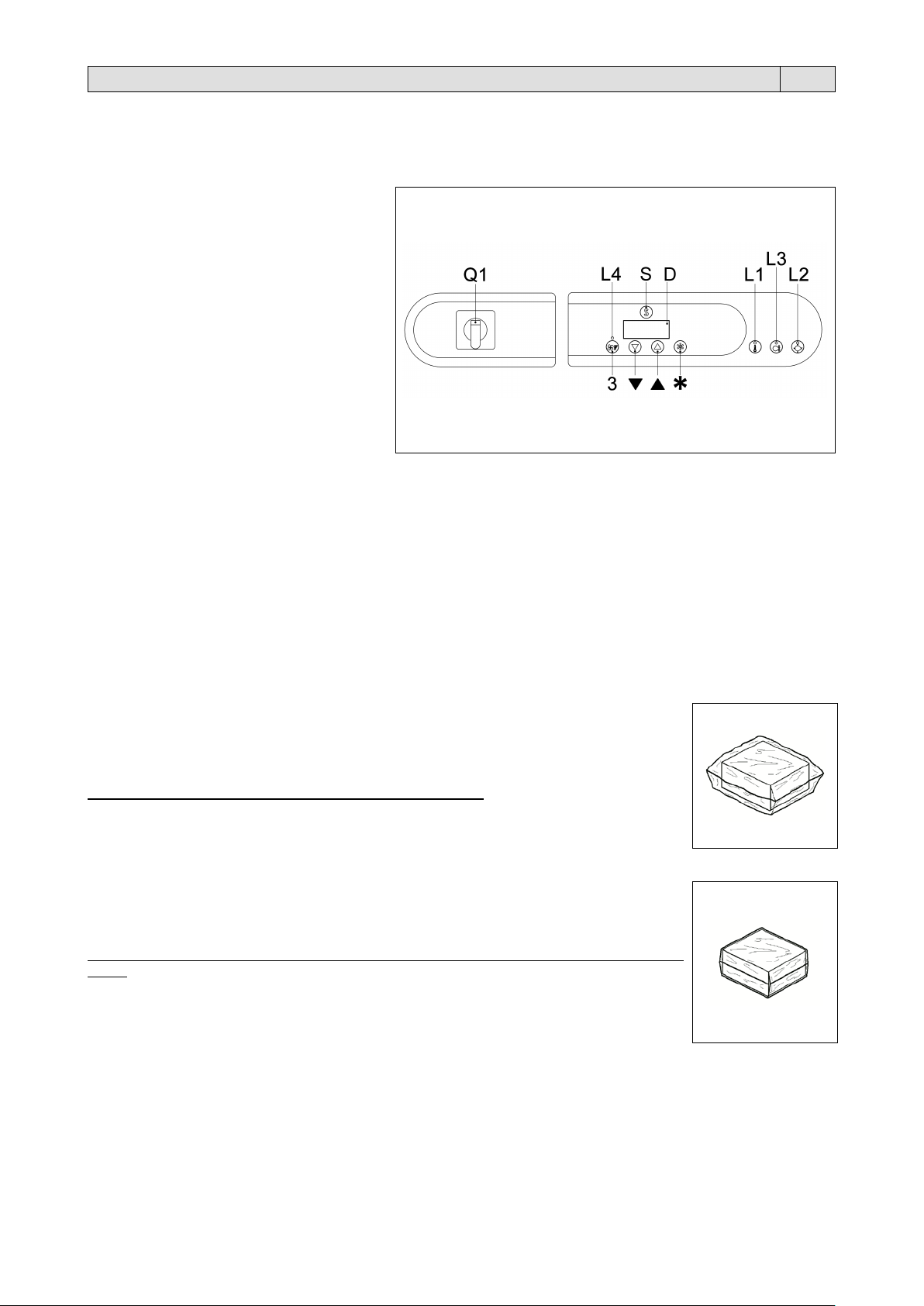
Q1 Interruptor general
▼
▲
3
L1
L2
L3
L4
D
✱
S Botón de selección de parámetros
SOLO SOLDADURA
Este programa solo permite soldar el film.
El film se funde con el calor de la cuchilla de soldadura. La presión entre la cuchilla de
soldadura y el contraste superior revestido en teflón hace que se separen los dos bordes del
film.
El producto que se debe embalar se encierra en una bolsa floja.
Se logra al fijar:
Temperatura del pulmón “tEMP" = OFF.
SOLDADURA Y RETRACCIÓN
Este programa permite soldar y retraer al mismo tiempo.
La retracción se produce por la circulación forzada de aire caliente alrededor del embalaje. La
calefacción del aire
El producto que se debe embalar se encierra en una bolsa que se adhiere perfectamente a su
forma.
Se logra al fijar:
Tiempo de retracción “Shri” = según el valor deseado.
6.1. Regulación
6.1.1. Panel de comando
La máquina posee un panel de comando para la configuración de todas las funciones de programación y
funcionamiento.
Tecla “DISMINUIR”. Reduce los valores de
las funciones ajustadas
Tecla “AUMENTAR”. Aumenta los valores
de las funciones ajustadas
Botón “Soft Shrink”.
Permite reducir la velocidad del ventilador.
Señal luminosa de la temperatura
Señal luminosa de retracción
Señal luminosa de soldadura
Led Soft Shrink
Display.
Visualiza las funciones seleccionadas y los
correspondientes datos de ajuste
Botón de selección del contador de ciclos
6.1.2. Encendido de la máquina
Girar el interruptor general (Q1) a la posición 1.
El display (D) se enciende y aparece el n° de programa activo.
El encendido de la máquina alimenta la resistencia de retr ac c ión, que co mienz a a cale ntars e.
Antes de utilizar la máquina esperar que llegue a la temperatura impostada que se señala con el apagado de la señal
luminosa (L1).
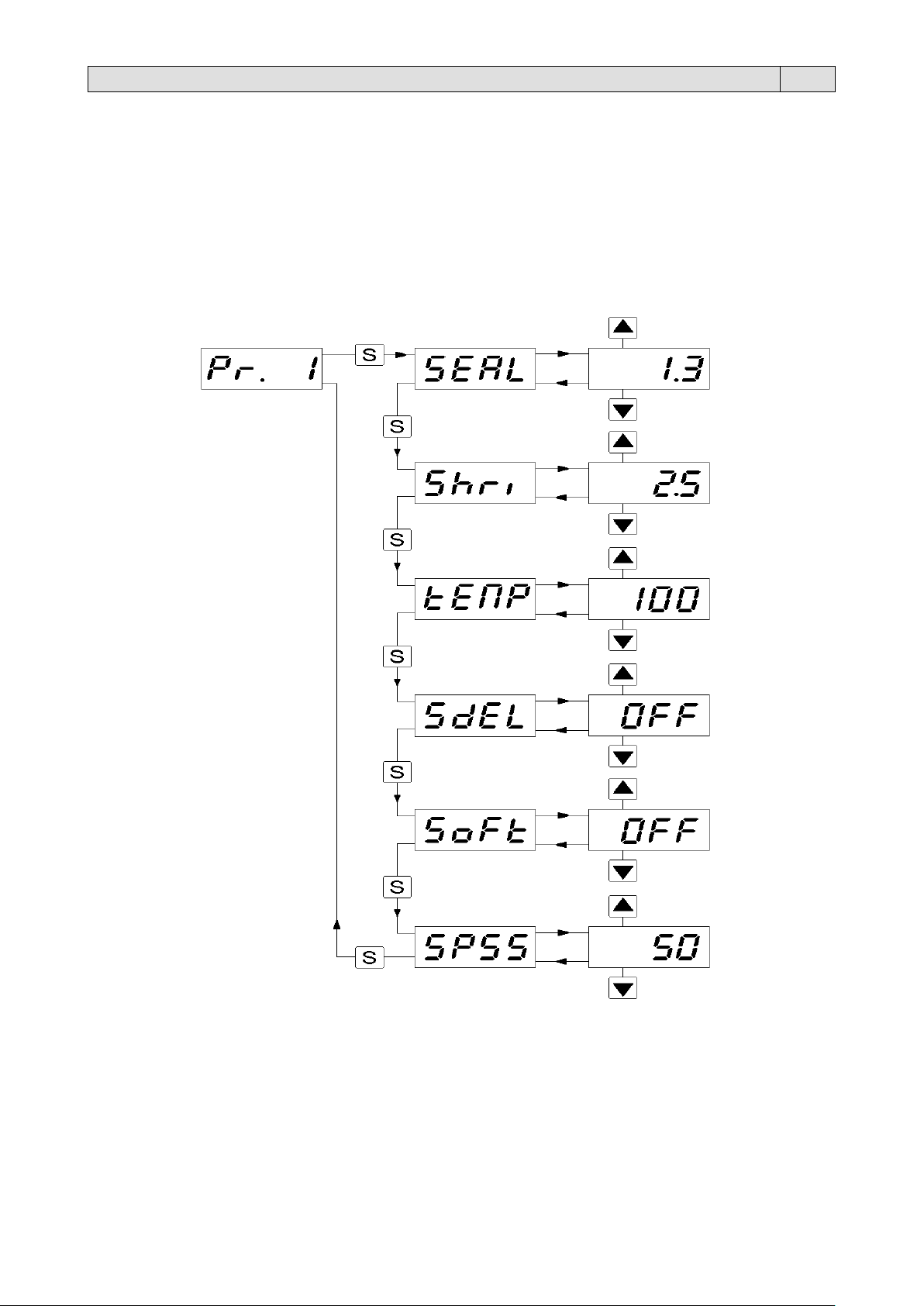
6.1.3. Selección de programas y calibración de parámetros
La máquina posee 10 programas (Pr 1÷Pr 10) seleccionales presionando los botones (▲) y (▼).
Los programas son idénticos y con las configuraciones pertinentes, se pueden realizar dos tipos de embalaje:
se obtiene haciédolo pasar a través de una resistencia (fuente de calor).
Temperatura del pulmón “tEMP" = según el valor deseado,
6
Page 8
Capítulo 6. Regulación y prepara c ión máquina
ES
Tras seleccionar el programa deseado pulse el botón (S) para visualizar los parámetros del programa.
En pantalla se mostrará el código (parpadeando) que identifica al primer parámetro que se alternará con el valor fijado.
Si el parámetro indica una función que se puede asociar a un led indicador presente en el panel, el mismo led parpadea
indicando que se está programando un parámetro para la función asociada.
Para modificar el valor pulse luego los botones (▲) y (▼).
Tras fijar el valor deseado pulse de nuevo el botón (S) para pasar al parámetro siguiente hasta salir del modo de
programación de parámetros indicada tras regresar a la pantalla que muestra el progr ama sele ccionado.
Nota: los botones (▲) y (▼) se activan por pasos de un dígito siempre que se mantengan pulsados durante más de un
segundo el valor aumenta o disminuye de forma rápida.
7
Page 9
Capítulo 6. Regulación y prepara c ión máquina
ES
Por
defecto
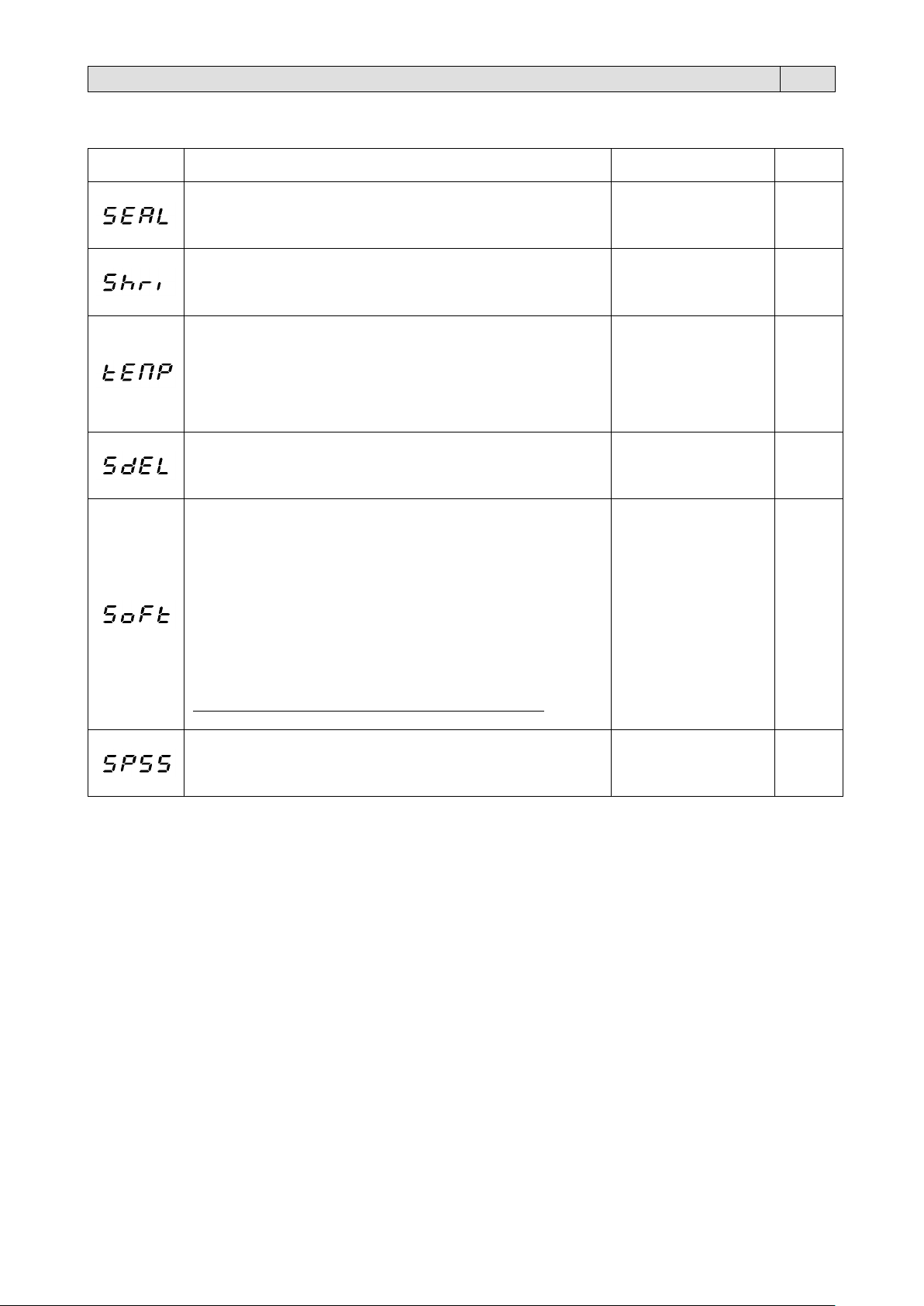
Tiempo de soldadura
Tiempo de retracción
Indica el tiempo de activación de la termorretracción
Temperatura del pulmón
Tiempo atraso del rotor después de la soldadura
Indica el tiempo de espera entre el final de la soldadura y el
Soft Shrink
Permite reducir la velocidad del ventilador según el valor fijado
Para activar/desactivar rápidamente la función “SoFt” está
Al activar la función, la pantalla muestra inmediatamente el
parámetro "SPSS" del programa activo que por consiguiente
Velocidad Soft Shrink
Es el parámetro que permite regular la velocidad del
✱
Los parámetros de funcionamiento para cada programa son:
Parámetro Descripción Margen
Indica el tiempo en el que se produce la soldadura de la
película.
(funcionamiento del ventilador).
Indica la temperatura que debe alcanzar la resistencia del
pulmón de calor.
El valor indicado corresponde a:
0 = 0° (la resistencia está apagada)
1 … 150 = 100° … 398°C (2°C por punto)
inicio de la termorretracción (func i onami ento del ventilador).
en el parámetro siguiente “SPSS”.
contemplado el botón Soft-Shrink (3) q ue al pulsa rlo o soltar lo
activa/desactiva la función.
se puede modificar.
Para salir de dicha modalidad es suficiente poner en marcha el
ciclo de funcionamiento o pulsar el botón (S).
Esta función s irve para e m paquetar productos li geros.
OFF / 0,1 ÷ 3,0 sec. 1,3
OFF / 0,1 ÷ 10,0 sec. 2,5
OFF / 1 ÷ 150 100
OFF / 0,1 ÷ 1,0 sec. OFF
OFF - On OFF
ventilador.
CONTADOR PARCIAL DE CICLOS
Cuando la máquina se halla en modo "SELEZIONE PROGRAMMI" (selección de programas), la pantalla muestra el
programa en ejecución (ej. "Pr. 1”).
Desde esta modalidad si se pulsa el botón (✱) se entra en la función “contacicli parziale” (contador parcial de ciclos) en
la que la pantalla muestra el valor alcanzado por contador parcial de ciclos.
Si se vuelve a pulsar el botón (✱) se regresa a la selección de los programas de forma alternada.
El contador parcial de ciclos prevé el aumento con respecto a cada soldadura hasta una visualización máxima de 9999
ciclos tras lo cual el conteo se bloquea en espera del mando de reset.
El mando de reset del contador parcial de ciclos se puede producir solo cuando se halle en la modalidad contador de
ciclos pulsando el botón (
Al ejecutar el mando de reset, la pantalla mostrará "0".
) y dejándolo pulsado durante más de 3 segundo s.
40 ÷ 100 % 50
8
Page 10
Capítulo 6. Regulación y prepara c ión máquina
ES
AL1:
Final de carrera B1 cerrado al encender la máquina.
En ambos casos la máquina no efectúa el ciclo y es necesario abrir el contacto del fin de carrera para anular
AL2:
Temperatura no alcanzada.
AL3:
Temperatura máxima superada.
En la tarjeta de potencia, el componente electrónico para el control de la alimentación del disipador está
AL4:
Termopar interrumpido.
AL5:
Protección de la hoja de soldadura.
AL6:
Intervención del termostato de seguridad del pulmón debida a recalentamiento.
Compruebe que la máquina no presente anomalías durante el funcionamiento (ruidos raros, emisiones de
lmente el termostato de seguridad izquierdo ubicado en panel frontal; desconecte la
AL7:
Seguridad del operador:
AL8:
Seguridad del operador:
ALL:
Campana cerrada tras la retracción.
Si durante el ciclo de retracción el tiempo que la campana permanece cerrada supera el tiempo de retracción
EEE:
Bloqueo de la máquina.
OffL:
Falta de comunicación entre la unidad de pantalla y la unidad de potencia.
Para resetear la alarma apagar y volver a encender la máquina.
6.1.4. Mensajes de alarma
La tarjeta electrónica gestiona algunas alarmas que se visualizan en el display (D) mediante los siguientes mensajes:
Las causas pueden ser:
Máquina encendida con la campana bajada. Levantar la campana.
Fin de carrera B1 averiado. Reparar o cambiar el fin de carrera.
la señal.
Cuando se abre el contacto la alarma desaparece.
La causa puede ser:
No se ha alcanzado la temperatura de trabajo en el tiempo establecido (15 min.).
Comprobar que el termopar esté colocado correctamente. Controlar la resistencia de calentamiento.
Para resetear la alarma apagar y volver a encender la máquina.
Las causas pueden ser:
Termopar con cables interrumpidos, estropeado o sin contacto con el punto de fijación en el disipador térmico.
Tarjeta de membrana con la correspondiente conexión "flat", estropeada con pérdida del aislamiento eléctrico.
Imán de retracción estropeado con pérdida del aislamiento eléctrico.
averiado.
Efectúe las mediciones eléctricas y/o sustituya los componentes.
Para resetear la alarma apagar y volver a encender la máquina.
Para resetear la alarma apagar y volver a encender la máquina.
La causa puede ser:
Cortocircuito en Triac de soldadura o circuito abierto de soldadura por el lado de la tensión de red.
Para resetear la alarma apagar y volver a encender la máquina.
La causa puede ser:
Mal funcionamiento del sistema de control de la temperatura del disipador.
olor a quemado, temperaturas de trabajo demasiado altas).
Intente restablecer manua
tensión de la máquina antes de abrir el panel.
La causa puede ser:
Cortocircuito del relé KM.
Para resetear la alarma apagar y volver a encender la máquina.
La causa puede ser:
Circuito abierto del relé KM.
Para resetear la alarma apagar y volver a encender la máquina.
programado, la máquina permanece en retracción durante un máximo de 10 segundos y a continuación se detiene.
Para resetear la alarma, hay que abrir la campana.
Contactar la asistencia técnica.
Si después de haber efectuado las intervenciones y los controles indicados para restaurar la máquina, la
alarma continúa, contacte con la asistencia técnica.
9
Page 11
Capítulo 6. Regulación y prepara c ión máquina
ES
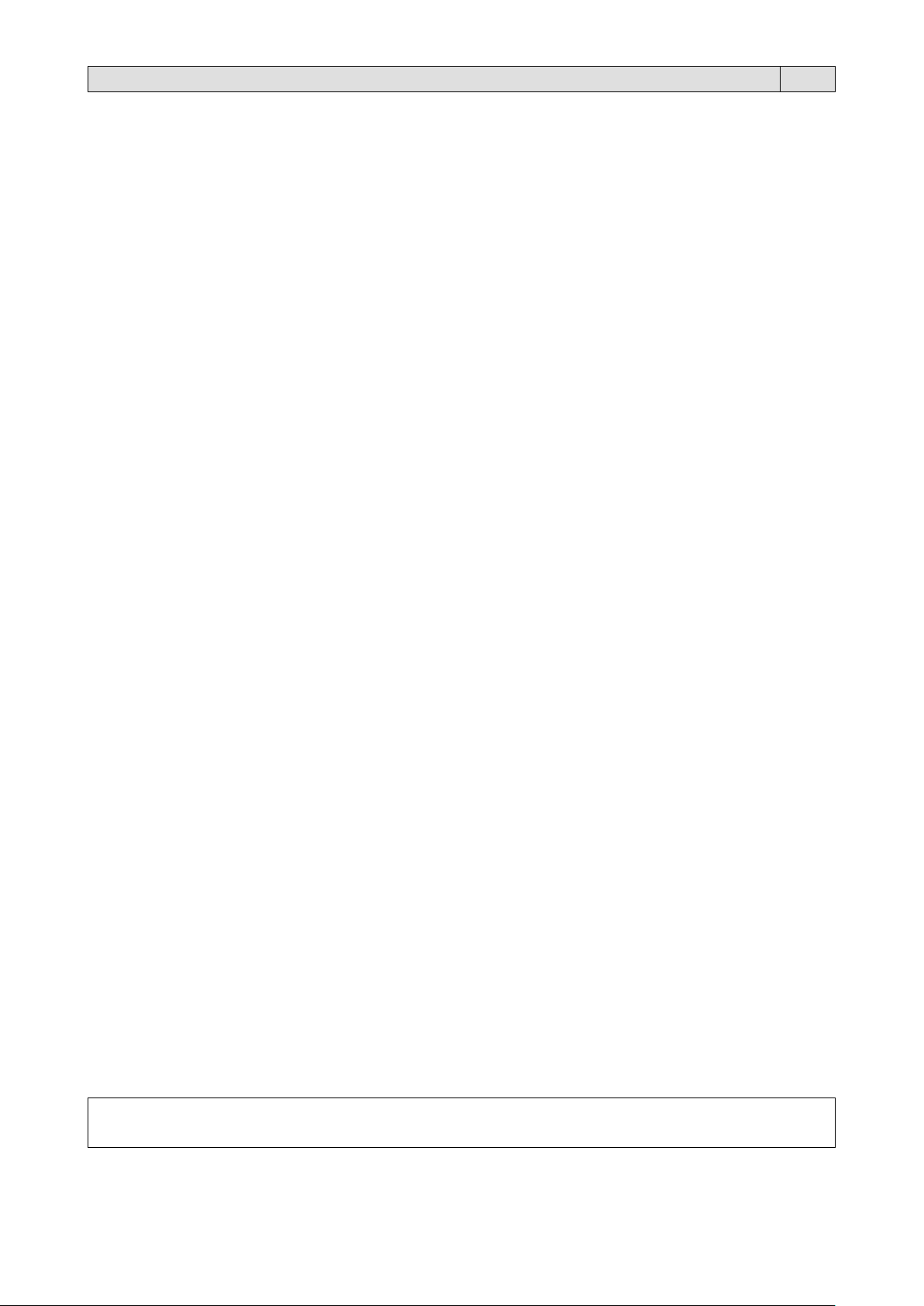
Introducir la bobina de film en el eje (5) inmovilizándola
Paso de la solapa inferior del film debajo el plano de
El posicionamiento correcto de los microperforadores permite
obtener la termorretracción óptima y evitar que el paquete
embalado tienda a rasgarse a lo largo de la soldadura.
Para ello se puede regular la distancia entre el
microperforador (A) y el contraste (B) girando este último.
Al disminuir dicha distancia la perforación de la película se
vuelve más marcada.
La bandeja reticulada (12) puede ser posicionada según la
altura del objeto a embalar.
Para realizar un buen embalaje la bandeja reticulada debe
ser posicionada en modo tal que la soldadura del film se
encuentre a mitad altura del paquete.
Para posicionar la bandeja reticulada efectuar las se
operaciones:
El soporte bobina (4) y el plano de confección (11) tienen que
ser reglados en función de la anchura (a) del objeto de
confeccionar, dejando aproximadamente 1
entre el objeto y la orilla de soldadura.
6.2. Introducción de la bobina de film
por medio de los conos centradores (6)
Poner en posición el rodillo sobre el soporte bobina
Pasar la película alrededor del rodillo de reenvío (7)
Pasaje a través de los microperforadores (8)
Pasar la película sobre el rodillo de reenvio film (9)
Pasar la película alrededor del rodillo de reenvío (10)
confección (11)
Paso de la solapa superior del film sobre el plano de
confección (11).
6.3. Regulación de los microperforadores
6.4. Posicionamiento de la bandeja reticulada
guientes
Tirar la bandeja según las flechas
Remover la bandeja de los encastres
Reponer la bandeja en sus encastres a la altura deseada.
6.5. Regulación soporte bobina y plano de confección
-2 cm de espacio
10
Page 12
Capítulo 6. Regulación y prepara c ión máquina
ES
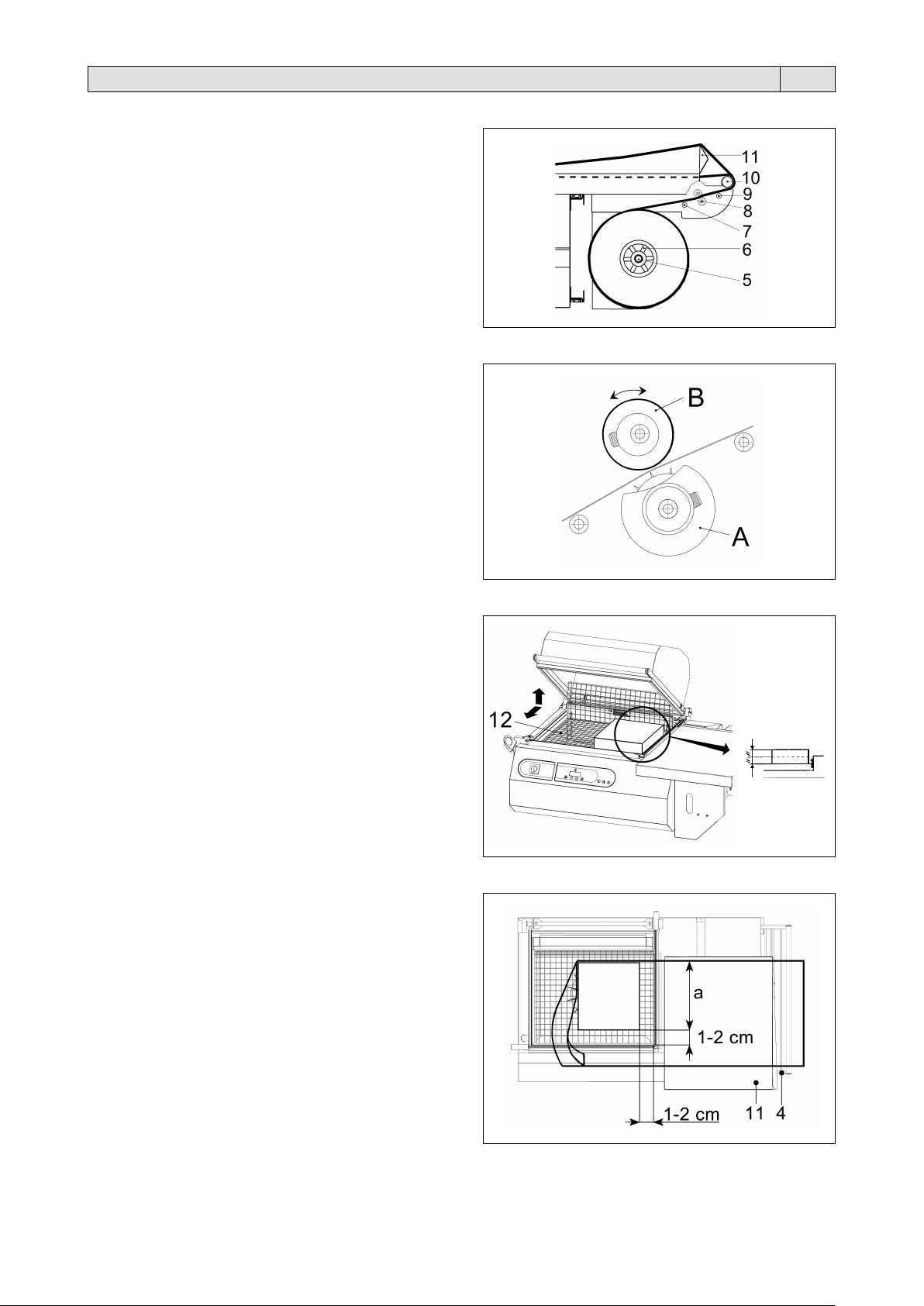
Para efectuar la primera soldadura levar el film como esta
indicado en la figura.
Bajar la manija de la campana con la mano izquierda y
apretar con una presión de 10
La máquina entrará automaticamente en función, efectuando
la primera soldadura sobre el lado izquierdo del film.
Con la mano derecha ayudar al despegue del film de la
lamina soldadora.
Efectuar ahora un numero de ciclos suficiente para crear una
lista de film de descarte.
Hacerla pasar alrededor de los rollos de reenvío (26) y (27),
del rollo de mando (28) y engancharla al envolvedor (29).
Ahora la máquina está lista para proceder a la confecció
Levantar con la mano izquierda la orilla del film sobre el plano
de confección.
Introducir con la mano derecha el producto en el film y
hacerlo correr hacia la izquierda hasta ponerlo sobre la
bandeja reticulada y dejar aproximadamente 1
espacio entre el producto y la orilla interior del telar de
soldadura para que se pueda verificar el transito del aire por
la termorretracción.
Empujando la manija de la campana, con una fuerza de 15
Kg, esta se apoya sobre la lamina soldadora.
Apretando el film se realiza automaticamente la soldadura del
film en los lados abiertos (derecho et frontal).
Si se ha fijado la función “SALDATURA E RET
observará que la película se retrae alrededor del producto,
para ello disminuya la presión en el asa de la campana para
despegar la película de la zona de soldadura en el interior.
Con la mano derecha, ayudar al despego del film de la lamina
s
6.6. Ejecución primera soldadura film
-15 Kg.
6.7. Enganche film al envolvedor (donde esté previsto)
n.
6.8. Introducción del objeto que se debe confeccionar
6.9. Confección
oldadora, hacia el exterior.
-2 cm de
RAZIONE” se
11
Page 13
Capítulo 7. Manutención or dinaria
ES
operaciones de mantenimiento apagar la máquina e interrumpir la tensión
FRECUENCIA
COMPONENTE
TIPO DE OPERACIÓN
Cada
día
Máquina
Limpie la máquina con un trapo humedecido con agua.
Cada
día
Cuchilla soldadora
Quite con un paño seco los residuos de película que se hayan depositado
en la cuchilla soldadora.
Cada
día
Campana superior
de metacrilato
Limpie la parte exterior y la interior de la campana de metacrilato solo con
agua y jabón.
Cada
día
Campana inferior
Quite con aire comprimido los residuos de película depositados dentro de la
campana y en la zona del pulmón de calor.
Cada
mes
Cuchilla soldadora
Compruebe que la cuchilla soldadora no esté gasta da.
Controle el estado de desgaste del teflón y si fuese necesario, sustitúyalo.
Cada
3 meses
Líquido de
enfriamiento
Controle el nivel del líquido y si fuese necesario, rellene.
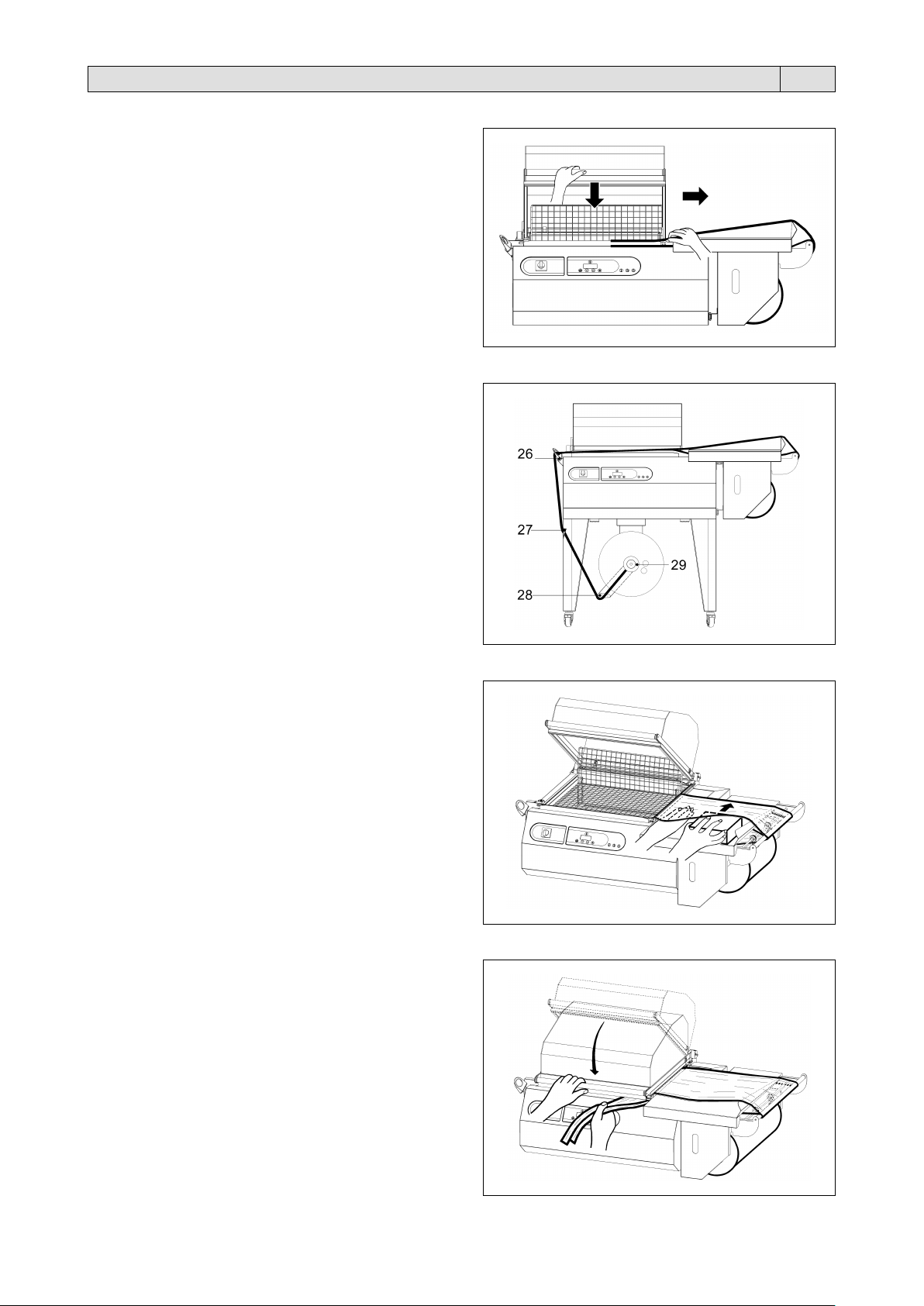
Eliminar con un paño seco los residuos de film que se
una soldadura de manera que los residuos, aún
Para conseguir una mejor limpieza se aconseja
Esperar a que la máquina se enfríe antes de eliminar
figura A
figura B
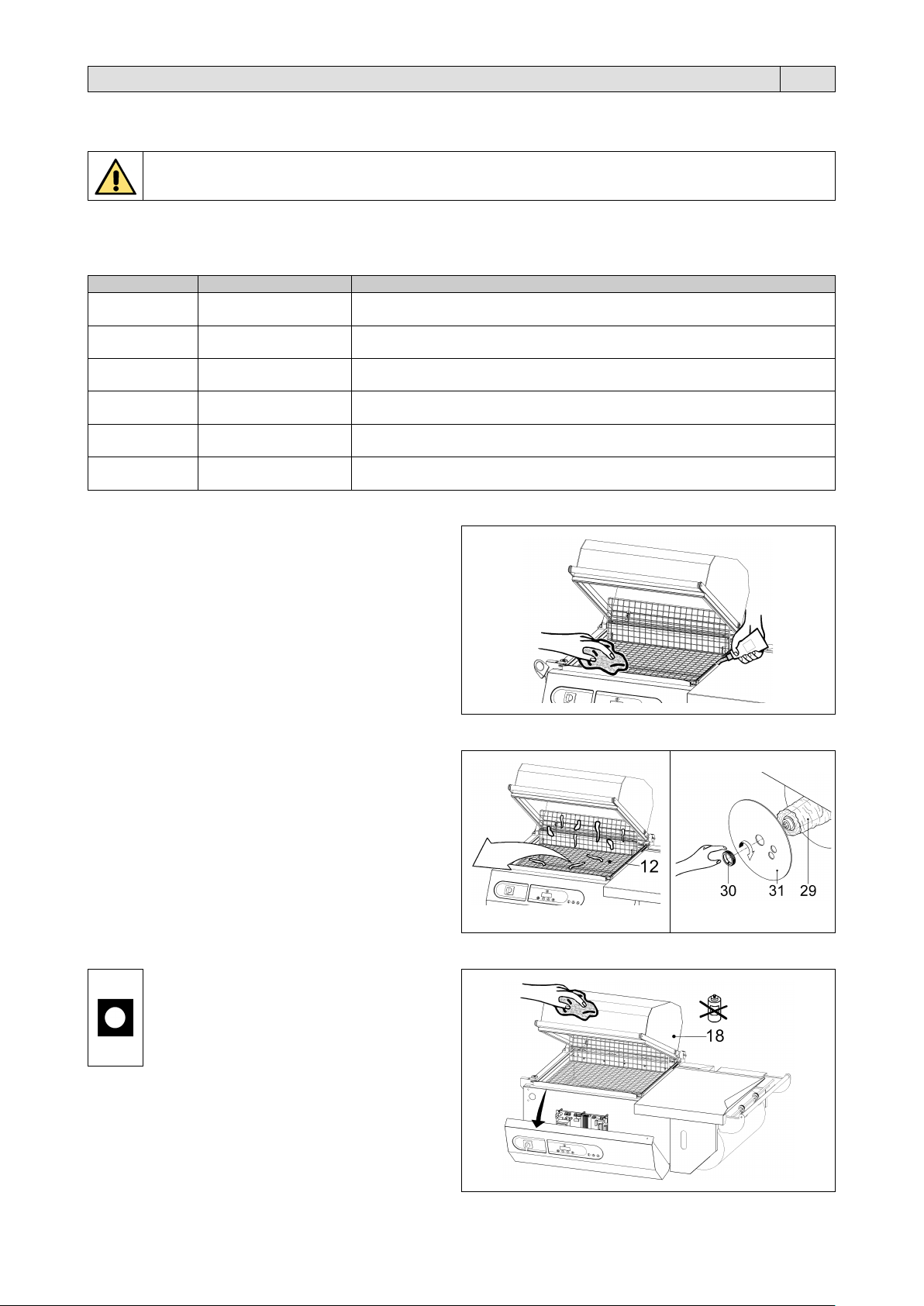
Para la limpieza de la campana superior (18)
limpiar tanto el exterior como el interior
con disolventes que
podrían averiar la campana superior (18) y
reducir su transparencia.
Para la limpieza de la máquina utilizar un paño mojado
Si la máquina trabaja en ambiente polvoriento, es
exterior como el interior de la misma. Se conseja
7.1. Precauciones para intervenciones de manutención ordinaria
EL MANTENIMIENTO ORDINARIO TIENE QUE SER EFFECTUADO POR PERSONAL ESPECIALIZADO.
¡Antes de efectuar las
desconectando el interruptor general y esperar el enfriamiento de la máquina!
7.2. Tabla de operaciones de mantenimiento
El tipo de la máquina requiere intervenciones de mantenimiento reducidas, sin embargo remítase al plano de
mantenimiento.
7.3. Limpieza hoja soldadora
pueden haberse depositado sobre la hoja soldadora;
efectuar esta operación inmediatamente después de
calientes, puedan sacarse fácilmen te
lubricar periódicamente la hoja soldadora con la grasa
anti-adhesiva de teflón suministrada con la máquina.
7.4. Remoción de recortes de film plástico y varios
posibles residuos de film depositados sobre las partes
a alta temperatura de la máquina (ejemplo: sobre la
paleta que abre el pulmón del calor)
En el caso de tener que limpiar la campana inferior
(sede del ventilador), sacar la bandeja reticulada (12) y
asportar los trozos caidos en el interior (figura A)
Cuando la bobina del envolvedor automático (29) esté
llena, extraiga el film destornillando el pomo (30) y
quitando el disco (31) (figura B).
7.5. Limpieza de la máquina
exclusivamente con agua y jabón.
No emplear detergentes
con agua
necesario limpiar con mayor frecuencia tanto el
sobretodo aspirar el polvo que se deposita sobre los
componentes eléctricos inter n os.
12
Page 14
Capítulo 7. Manutención or dinaria
ES
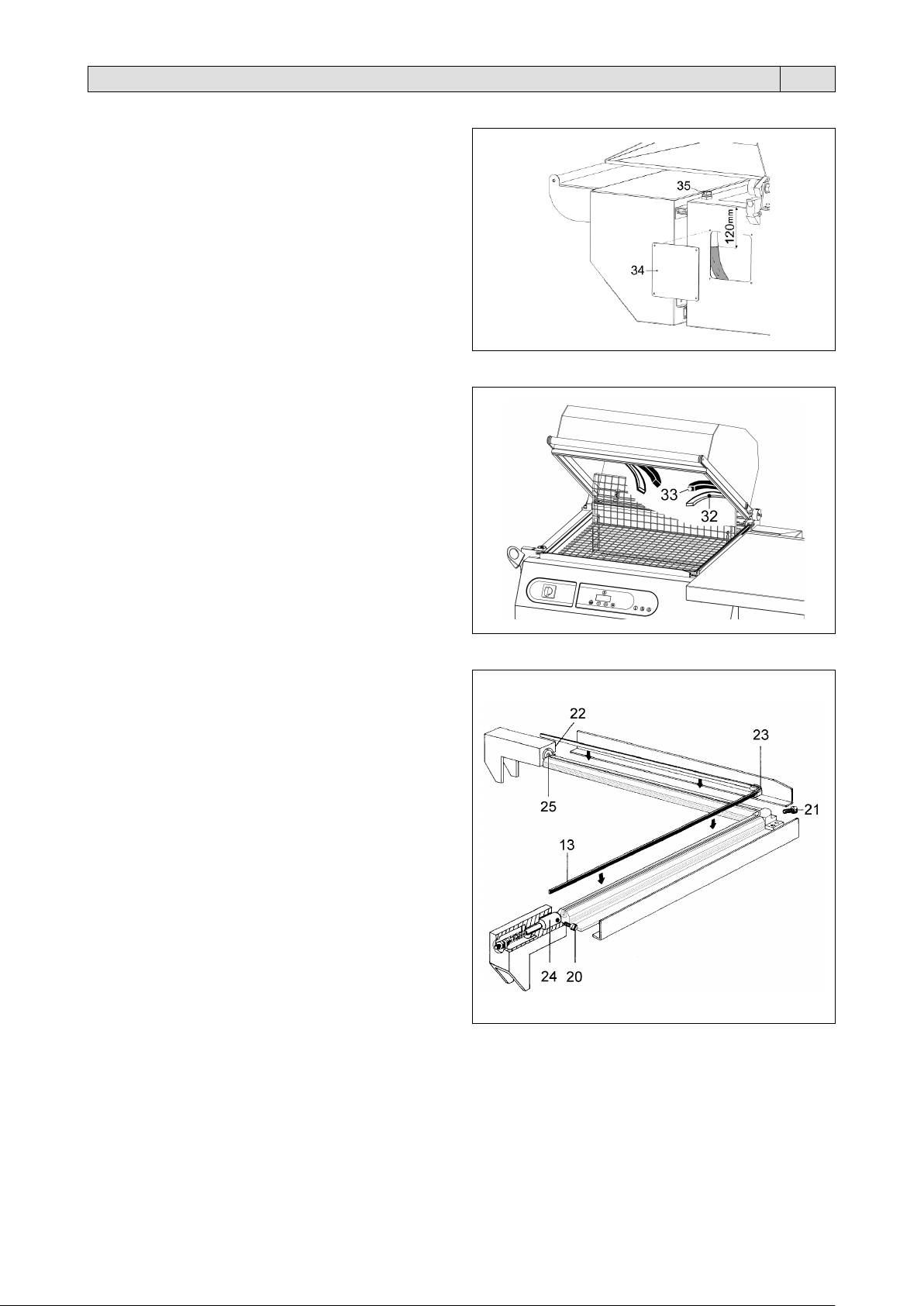
Controle cada 3 meses el nivel del líquido refrigerante
desatornillando el panel posterior (34).
Controle que el nivel del líquido no sea inferior a la medida
indicada, de lo contrario desatornille la tapa (35) y agregue
una mezcla de agua y líquido antic
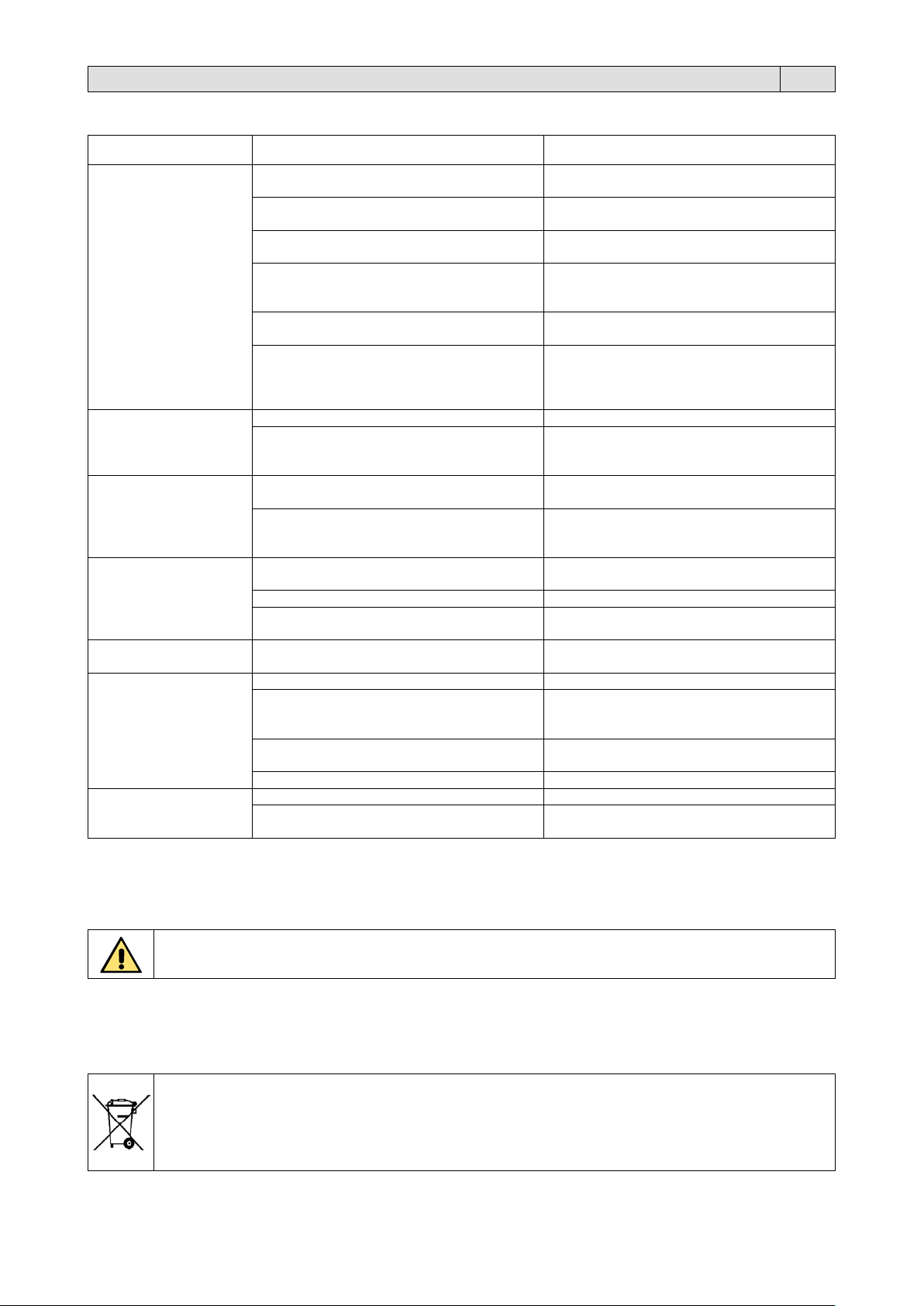
Cuando las piezas de Teflón (32) están demasiado
gastadas, sustituirlas con las de recambio, prestando
mucha atención a su aplicación, lineal y plana.
Limpiar con detergente la goma (33) antes de aplicar la
cinta de Teflón autoadhesivo.
Si también la goma (33) está deteriorada, sustitúyala del
siguiente modo:
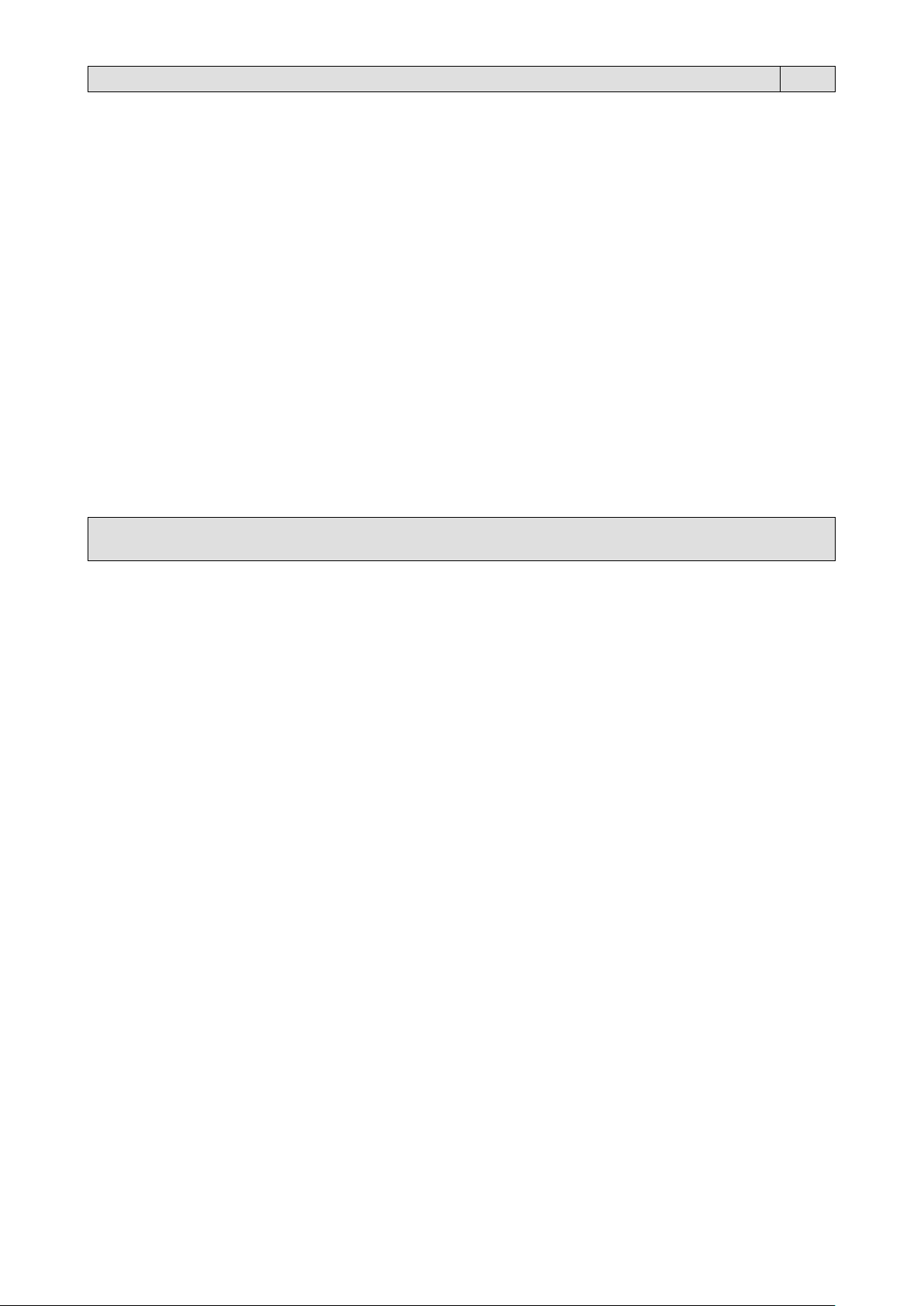
Para sustituir la hoja soldadora (13) seguir este
procedimiento:
Limpiar la sede y si es necesario sustituir el Teflón
y en tensión.
7.6. Control liquido de enfriamiento (donde esté previsto)
ongelante (10%).
7.7. Cambio teflón y goma
Quitar la goma vieja
Limpiar la sede que la contiene
Insertar la nueva goma de manera lineal
Limpiar la goma con detergente
Aplicar la cinta de Teflón autoadhesivo.
7.8. Cambio de la hoja soldadora
Desenchufar la máquina
Destornillar los 3 tornillos (20)-(21)-(22)
Quitar la hoja soldadora viej a
aislante (23) de la morsa central
Insertar la hoja soldadora nueva desde la morsa central
y apretar el tornillo (21)
Perfilar la hoja soldadora nueva al hilo del agujero de los
pistones (24) y (25)
Completar la introducción de la hoja soldadora en toda
la sede
Empujar a fondo el pistón posterior (24) hacia la hoja
soldadora de manera que ésta entre en el agujero del
mismo y apretar el tornillo (22)
Empujar a fondo el pistón anterior (25) hacia la hoja
soldadora de manera que ésta entre en el agujero del
mismo y apretar el tornillo (20)
Perfilar el Teflón saliente de la morsa central
Asegurarse de que la hoja soldadora esté bien colocada
13
Page 15
Capítulo 7. Manutención or dinaria
ES
La máquina suelda,
La temperatura del pulmón del calor es
demasiado baja
Aumente el valor configurado
El parámetro del tiempo de retracción “Shri"
está fijado en OFF.
Aumente el valor (0,1 ÷ 10)
El parámetro de la temperatura del pulmón
“tEMP" está fijado en OFF.
Aumente el valor (1 ÷ 150)
La máquina está en modalidad
Espere a que la máquina llegue a la
“L1”)
El ventilador no gira
El motor del ventilador está averiado.
Consulte con la asistencia técnica.
Se ha superado la temperatura máxima del
desconectando la resistencia .
Consulte con la asistencia técnica
La termorretroacción
El film no es adecuado o es de baja calidad
Sustituya el film
Las dimensiones del producto son
Las dimensiones del producto son
3.1.)
La termorretroacción
El film no tiene microperforadores
Deslice el film correctamente a través de los
microperforadores (vea apartado 6.2.)
Los microagujeros son demasiado
Disminuya la distancia entre el
apartado 6.3).
La soldadura se abre
La cuchilla de soldadura está sucia o
dañada
Limpie la cuchilla de soldadura o cámbiela
si está dañada
El tiempo de soldadura no es correcto
Regule el tiempo de soldadura
La presión de la campana es insuficiente
Aumente un poco la presión en la manilla
de la campana
La soldadura es
irregular
El film no es adecuado o es de baja calidad
Cambie el film
No se suelda
El tiempo para soldar es demasiado poco
Aumente el valor configurado
La cuchilla soldadora no tiene corriente
Repare el circuito de alimentación de la
Consulte con la asistencia técnica.
El Teflón y/o la junta de la tapa están
desgastados
Cambie el teflón y/o la junta de la tapa
La cuchilla soldadora está dañada
Cambie la cuchilla soldadora
Humo cuando se está
El tiempo para soldar es alto
Disminuya el valor configurado
Presencia de residuos en la cuchilla
soldadora
Limpie la cuchilla soldadora
¡ATENCIÓN!
Las tareas de desmontaje y demolición se deben encargar a personal especializado en dichas actividades y
equipado con los equipos mecánicos y eléctric os nec es ario s par a trabajar en condiciones de seguridad.
El símbolo indica que este producto no se debe tratar como residuo doméstico.
consecuencias negativas para el ambiente y para la salud de las personas, que de otra manera podrían ser
causadas por un inadecuado tratamiento de los residuos de este producto. Para informaciones más
ducto, contactar el vendedor del producto, o como
alternativa el servicio de post venta o el correspondiente servicio de tratamiento de residuos.
7.9. Solución de problemas
PROBLEMA CAUSA SOLUCIÓN
pero no efectúa
termorretroacción
se produce pero no
es uniforme ni total.
tiene “burbujas”
(el film no se pega al
producto)
durante la
termorretroacción
calentamiento
pulmón del calor.
El termostato de seguridad ha intervenido,
demasiado grandes
pequeños.
temperatura configurad a (apa gado del pil oto
superiores a las permitidas (vea apartado
microperforador y el contraste (véase el
cuchilla soldadora.
soldando
Si después de haber efectuado dichos controles, la máquina no funciona todavía perfectamente, consulte con el
servicio de asistencia describiendo exactamente el defecto que ha detectado.
7.10. Desmontaje, demolición y eliminación de los residuos
Proceder de la siguiente manera:
Desconectar la máquina de la red de alimentación eléctrica
Desmontar los componentes.
Cada uno de los residuos se debe tratar, eliminar o reciclar en función de la clasificación y de los
procedimientos previstos por la legislación vigente en el país de la instalación.
Asegurando que el producto se elimine correctamente, se facilitará la prevención de potenciales
detalladas con respecto al reciclado de este pro
14
Page 16
Capítulo 8. Garantía
ES
EN CASO DE CONTROVERSIA SE RECONOCE
COMO FORO COMPETENTE EL DE BERGAMO (ITALIA).
8.1. Certificación de garantía
El período de garantía es de 12 meses a partir de la fecha de instalación a las condiciones descritas en el manual de
instrucciones. Completar la parte posterior de la tarjeta postal en todas sus partes, cortar a lo largo de la línea de puntos
y enviar.
8.2. Condiciones de garantía
El período de garantía es de 12 meses a partir de la fecha de instalación de la máquina. La misma consiste en la
reparación o sustitución gratis de todas aquellas partes que nosotros consideramos defectuosas por anomalías en los
materiales. La reparación o sustitución se realizan en la sede de nuestra sociedad adeudando al comprador los gastos
de trasporte o mano de obra. Cuando la reparación o sustitución sean efectuadas en el domicilio del comprador, éste
deberá pagar los gastos de viaje, traslados y mano de obra. La asistencia en garantía es realizada exclusivamente por
la casa madre o el vendedor autorizado. Para adquirir el derecho a la asistencia de garantía se ruega enviar a la casa
madre o al vendedor autorizado la pieza defectuosa, para que sea reparada o sustituida. La entrega de dicha pieza
reparada o sustituida entra en las obligaciones de la garantía. La garantía viene anulada por:
No enviar a través de correo el CERTIFICADO DE GARANTÍA, que acompaña la máquina al momento de la compra,
completo en todas sus partes y firmado, dentro de los 20 días sucesivos a dicha compra
Por una instalación errónea, tensión de alimentación equivocada, negligencia en el uso o mantenimiento realizado
por personas no autorizadas
Por modificaciones efectuadas en la máquina sin el permiso escrito de la casa madre
Quando la máquina ya no es propiedad del primer comprado r.
La casa constructora declina a norma de ley cualquier responsabilidad por daños a personas o cosas caso que
se realice una instalación errónea o una conexión a la red de alimentación errónea, o se excluya la puesta a
tierra o en caso de manumisiones sobre la máquina. La casa constructora se reserva el derecho de realizar
modificaciones y cambios según las exigencias técnicas y de funcionamiento.
15
Page 17

TRADUÇÃO DAS
INSTRUÇÕES ORIGINAIS
Indice
PT
Capítulo 1. Descrição página
1.1. Prefácio 17
1.2. Características da máquina 17
1.3. Dados técnicos da máquina 17
Capítulo 2. Características do filme
2.1. Filmes que podem ser usados 17
2.2. Cálculo da faixa A 18
Capítulo 3. Condições de uso da máquina
3.1. Dimensões e peso máx. da confecção 18
3.2. O que se pode confeccionar 18
3.3. O que não deve ser confeccionado 18
Capítulo 4. Normas de segurança
4.1. Advertências 18
4.2. Descrição dos adesivos de segurança 19
4.3. Dispositivos de procteção individual 19
Capítulo 5. Instalação da máquina
5.1. Transporte e posicionamento 20
5.2. Condições ambientais 20
5.3. Conexão eléctrica 20
Capítulo 6. Regulação e preparação da máquina
6.1. Regulação 21
6.1.1. Painel de comando 21
6.1.2. Ligação da máquina 21
6.1.3. Seleção programas e calibragem parâmetros 21
6.1.4. Mensagens de alarme 24
6.2. Inserção da bobina de filme 25
6.3. Regulação dos microperfuradores 25
6.4. Posicionamento do prato retinado 25
6.5. Regulação do suporte da bobina e do prato de embalagem 25
6.6. Execução da 1^ solda do filme 26
6.7. Engate do filme no enrolador (onde previsto) 26
6.8. Introdução do objecto a ser confeccionado 26
6.9. Embalagem 26
Capítulo 7. Manutenção ordinária
7.1. Cautelas para intervenções de manutenção ordinária 27
7.2. Tabela de manutenção 27
7.3. Limpeza da lâmina s oldadora 27
7.4. Remoção de rebarbas de filme plástico e outros 27
7.5. Limpeza da máquina 27
7.6. Controlo do líquido de resfriamento (onde previsto) 27
7.7. Troca do teflon e borracha 28
7.8. Troca lâmina soldadora 28
7.9. Solução dos problemas 29
7.10. Desmontagem, demol ição e sucateamento resíduos 29
Capítulo 8. Garantia
8.1. Certificado de garantia 30
8.2. Condições de garantia 30
Declaração CE de conformidade 61
Diagrama eléctrico (veja anexo)
16
Page 18

Capítulo 1. Descrição
PT
ATENÇÃO:
causar lesões em quem está operando a máquina.
ATENÇÃO:
exposta.
Replay 40
Replay 55
Largura “a”
1330mm
1330mm
Comprimento “b”
920mm
920mm
Altura “c”
880mm
880mm
Peso
111Kg
126Kg
Replay 40
Replay 55
Capítulo 2. Características do filme
PT
A máquina pode trabalhar com todos os filmes, termo-retrácteis ou não, com espessuras de
15 a 50 mícron seja de tipo técnico que alimentar. Para garantir os melhores resultados
aconselha
As caracte
atendimento às normas legais quanto pelo lado da segurança de um óptimo funcionamento
de nossas máquinas.
Replay 40
Replay 55
se consultar as fichas técnicas e de segurança dos filmes
1.1. Prefácio
O presente manual foi redi gido respeitando-se a norma UNI 10893 de Julho 2000. Dirige-se a todos os usuários de modo a consentir
um correcto uso da máquina. Conservá-lo em local facilmente acess ível próximo à máquina e conheci do por todos os usuários. P ara
efeito da segurança o presente manual é parte integrante da máquina. Para melhorar a compreensão esclarecemos, a seguir, os
símbolos utilizados.
Normas de prevenção de acidentes para o operador. Tal advertência indica a presença de perigos que podem
Órgãos quentes. Indica o perigo de queimaduras com risco de infortúnio, até mesmo grave, para a pessoa
ATENÇÃO:
Não tocar!
ADVERTÊNCIA:
Indica a possibilidade de trazer danos à máquina e/ou aos seus componentes.
Todos os direitos de reprodução do presente manual são reservados à empresa fabricante. A reprodução, mesmo que parcial, é
proibida nos termos da lei. As descrições e as ilust rações presentes neste m anual não são definitivas, portanto, a empresa f abricante
se reserva o direito de efectuar todas as modificações que considerar oportunas, a qualquer momento. O presente manual não pode
ser cedido para análise de terceiros sem a autorização por escrito da empresa fabricante.
1.2. Características da máquina
V.S. adquiriu uma máquina com caract erísticas e prestações excepcionais e agradecemos pel a preferência que nos foi conferida. O
sistema de embalagem é único em seu género e afirmou-se no mundo com a presença de mais de 300000 m áquinas operantes no
campo da embalagem e do embalagem.
A validade do conceito tecnológico, al ém da qualidade dos componentes e materiai s empregados no processo produtivo e de tes te são
a melhor garantia de um bom funcionamento e fiabilidade no tempo.
A máquina pode ser utilizada como máquina para solda e termo-retracção contemporâneas do filme ou como simpl es máquina de
solda graças ao seu particular circuito de funcionamento. Neste último caso é possível em balar o objecto em saquinhos frouxos sem
termo-retracção.
1.3. Dados técnicos da máquina
Largura “a”
Comprimento “b”
Altura “c” (campana fechada)
Altura “c” (campana aberta)
1160mm 1260mm
700mm 810mm
1120mm 1165mm
1220mm 1310mm
Peso 90Kg 105Kg
Produção máxima 300 confecções/hora 300 confecções/hora
2.1. Filmes que podem ser usados
-se utilizar os filmes comercializ ad os pel a nossa empr e sa.
rísticas especiais de nossos filmes dão garantias de fiabilidade tanto pelo lado do
A = 500mm MAX D = 250mm MAX d = 77mm
A = 600mm MAX D = 250mm MAX d = 77mm
Recomendautilizados e de ater-se às prescrições descritas!
17
Page 19
Capítulo 2. Características do filme
PT
Faixa A = b + c + 100mm
Por faixa “A” entende
o produto.
Capítulo 3. Condições de uso da máquina
PT
Replay 40 a = 400mm b = 250mm c = 160mm Peso = 10Kg
Replay 55
Nota: as medidas indicadas na tabela se referem à medida máx. de cada dimensão.
Todavia, para a medida máx da confecção (b x c) é necessário consultar o capítulo
onde é possível ver que a soma de
100
Produtos molhados e produtos instáveis
perigosos para o
usuário e provocar danos à própria máquina.
Capítulo 4. Normas de segurança
PT
2.2. Cálculo da faixa A
-se a largura que deve ter a bobina de filme para poder confeccionar
3.1. Dimensões e peso máx. da confecção
a = 500mm b = 380mm c = 200mm Peso = 15Kg
2.2.,
(b + c) é igual à largura da bobina do filme menos
mm.
3.2. O que se pode confeccionar
Estas máquinas são capazes de embalar uma ampla gama de produtos; são de fato utilizadas com sucesso nos
seguintes sectores: alimentar , v arejo, gr áfi co, expedição, grande distribuição, industrial e têxtil.
3.3. O que não deve ser confeccionado
É absolutamente proibido confeccionar os seguintes tipos de produto para evitar danos permanentes na máquina, além
de provocar riscos de acidentes ao operador encarregado:
Líquidos de qualquer tipo e densidade em recipientes frágeis
Materiais inflamáveis e explosivos
Bujões de gás sob pressão ou de qualquer tipo
Pós soltos e voláteis
Materiais soltos com dimensões menores dos furos do prato retinado
Eventuais materiais e produtos não previstos que possam ser, em qualquer modo,
4.1. Advertências
É extremamente importante que se leia atentamente cada parte deste capítulo, que contém informações sobre os riscos
aos quais o operador pode ser expor no caso de uso inadequado da máquina. Estas normas fundamentais devem ser
somadas àquelas específicas dos países ond e ocorr e a inst alaç ão da máqu ina.
• A instalação da máquina deve ser realizada por pessoal técnico treinado e autorizado.
• A máquina não deve ser utilizada por pessoas (inclusive crianças) cujas capacidades físicas, sensoriais ou mentais
sejam reduzidas, ou por pessoas não experientes ou sem conhecimento suficiente, a não ser que tais pessoas
sejam supervisionadas por um responsável ou que tenham recebido treinamento para o uso do aparelho, através
da intermediação de uma pessoa responsável pela sua segurança.
• As crianças devem ser vigiadas para não brincarem com a máquina.
• Não usar a máquina para fins diversos dos indicados pelo contrato de venda.
• Não permitir a realização de reparações ou qualquer outro tipo de intervenção na máquina por pessoal não
autorizado.
• O operador tomar conhecimento das advertências que lhe competem, e deve ser sempre informado pelo
responsável do departamento acerca dos riscos relativos ao seu trabalho.
• Prender bem as mangas do uniforme de trabalho em torno dos pulsos, abotoando-as de maneira segura.
• Cuidar para que o espaço de operação e as passagens em torno da máquina estejam livres de obstáculos, limpos e
adequadamente iluminados.
• Eliminar todas as condições que colocam em risco a segurança antes de utilizar a máquina e informar sempre o
responsável de departamento sobre cada eventual irregularidade de funcionamento.
• Não utilizar a máquina se esta estiver com alguma avaria.
• É proibido modificar os dispositivos e os circuit os de segu ran ça.
• É proibido realizar modificações na máquina sem a autorização do fabricante.
• Se o cabo de alimentação for danificado, este deve ser substituído pelo fabricante ou pelo serviço de assistência
técnica, ou de qualquer forma por uma pessoa com qualificação similar, de modo a prevenir qualquer risco.
18
Page 20
Capítulo 4. Normas de segurança
PT
Durante as fases de trabalho prestar atenção em todas as partes quentes da máquina que podem
Não tocar a lâmina soldadora (13) logo após a solda,
barreira de protecção contra
Em caso de quebra da lâmina soldadora (13) não
se que a bobina de filme esteja
As rodas (19) devem ser utilizadas exclusivamente
horizontais.
No painel frontal da máquina.
Durante o funcionamento da máquina o painel frontal da máquina deve estar montado
correctamente.
No elemento de protecção instalado em frente à lâmina de solda.
grave, para a pessoa exposta.
Utilizar calçados de protecção resistentes a choques, a esmagamento e à compressão do pé durante o
durante o
Utilizar luvas de protecção com base nos riscos dos materiais a serem confeccionados (mecânicos,
100°C).
• O quadro eléctrico deve permanecer sempre fechado durante o funcionamento.
• É proibido fumar durante o funcionamento da máquina!
• É proibido executar qualquer operação de manutenção e/ou regulação durante o funcionamento da máqui na. O desmontagem
das protecções deve ser confiada só aos técnicos de manutenção em serviço, instruídos para isso.
• É proibido fazer com que a máquina funcione sem antes desmontar as protecções. Antes de recolocar a máquina em
funcionamento, verifique se as protecções removidas anteriormente estão nas posições certas.
• Se o operador se afastar da máquina, desligar a máquina colocando o interruptor geral na posição “0” (OFF)!
• O fabricante declina de qualquer responsabilidade por danos a pes soas ou coisas em consequência do não cumprimento das
normas de segurança.
NÃO PERMITIR QUE PESSOAL NÃO TREINADO USE A MÁQUINA!
alcançar temperaturas tais que possam provocar queimaduras.
ultrapassando a
acidentes com a mão. Possibilidade de queimaduras
devidas ao calor residual na lâmina soldadora (13)
proceder com a solda. Providenciar imediatamente
sua substituição
Não tocar a paleta de fechamento pulmão (16) durante
a fase de aquecimento. Possibilidade de queimaduras
Não tocar a ventoinha em movimento ou utilizar a
máquina sem o prato retinado (12)
Certificar-
correctamente alojada em sua sede (14)
Quando não se utiliza a máquina deixar sempre a
campana superior (18) aberta
para deslocamentos “breves” em pavimentos lisos e
4.2. Descrição dos adesivos de segurança
Na máquina encontram-se os seguintes adesivos de segurança:
Perigo de electrocussão!
Risco devido à presença de energia eléctrica na instalação eléctrica colocada na parte interior do painel frontal.
Caso seja necessário abrir o painel deve-se desligar a máquina e retirar o conect or do cabo de alimentação da ficha do
circuito geral.
No painel de protecção do pulmão de calor posicionado atrás do prato reticulado.
ATENÇÃO! Órgãos quentes. Indica o perigo de queimaduras com risco de infortúnio, até mesmo
4.3. Dispositivos de procteção individual
transporte e o deslocamento da máquina.
Utilizar luvas de protecção conyta o perigo de esmagamento e contra perigos mecânicos
transporte e o deslocamento da máquina.
Utilizar luvas de protecção contra o risco de corte durante as operações de troca da lâmina soldadora.
químicos,…) que resistam às temperaturas de contacto com soldadura e/ou lâmina soldadora (máximo
Utilizar luvas de protecção para o contacto com alimentos durante o uso em caso de
confeccionamento de alimento s.
19
Page 21

Capítulo 5. Instalação da má quina
PT
a ser movimentada!
Cortar a fita com a tesoura, tomando o cuidado de proteger os
Se tiver adquirido as pernas:
Se tiver
Tensão (V): ver os dados da etiqueta
Frequência (Hz): ver os dados da etiqueta
Potência máxima absorvida (W): ver os dados da etiqueta
Corrente máxima absorvida (A): ver os dados da etiqueta
Nota: para
número de série indicados na placa aplicada na parte traseira da máquina.
Se a máquina não for dotada de tomada de alimentação utilizar uma tomada adequada aos
valores de tensão e amperagem descritos na placa de dados e, todavia, em conformidade com
as normas vigentes no país de instalação.
O ATERRAMENTO É OBRIGATÓRIO!
Antes de efectuar a conexão eléctrica
se que a tensão de rede corresponda à
voltagem indicada na placa aplicada na parte traseira da máquina e que o contacto de terra
esteja em conformidade com as normas vigentes de segurança.
Em caso de dúvidas sobre a tensão de rede contactar a em
eléctrica local.
Ligar a ficha do cabo provindo do quadro eléctrico da máquina a uma tomada de corrente do
circuito geral que seja facilmente alcançável pelo operador.
5.1. Transporte e posicionamento
• Para o transporte e o posicionamento da máquina recomenda-se manobrar com muita cautela!
•
Antes de cada movimentação, verificar que o meio de elevação seja apropriado para elevar a carga
olhos com um par de óculos, e tirar o papelão. Tirar os parafusos
e as eventuais peças que fixam a máquina à palete.
Tirar as pernas da caixa
Levantar a máquina com um carro elevador e fixar as 4 pernas
utilizando os parafusos em dotação
Liberar a campana superior cortando a corda de retenção.
adquirido o enrolador aparas:
Desembalar o enrolador aparas e posicioná-lo como indicado nas
instruções em anexo.
5.2. Condições ambientais
Posicionar a máquina certificando-se que esteja nivelada no piso, em um ambiente adequado, sem humidade,
materiais inflamáveis, gases, explosivos. A máquina deve ser instalada somente em superfícies lisas, horizontais e
não inflamáveis
Para não obstruir as tomadas de ar, deixar um espaço mínimo de 0,5m ao redor da máquina
Uma vez obtido o correcto posicionamento, bloquear a máquina agindo no travão das rodas.
Condições permitidas nos ambientes nos quais a máquina é colocada:
Temperatura de + 5°C a + 40°C
Humidade relativa de 30% a 90% sem condensação.
A iluminação do local de utilização deve estar em conformidade com as leis vigentes no país no qual a máquina está
instalada e, todavia, deve ser uniforme e garantir uma boa visibilidade para salvaguardar a segurança e a saúde do
operador.
GRAU DE PROTECÇÃO DA MÁQUINA = IP20
O RUÍDO AÉREO PRODUZIDO PELA MÁQUINA É INFERIOR A 70 dB(A)
5.3. Conexão eléctrica
qualquer comunicação com o fabricante citar sempre o modelo da máquina e o
RESPEITAR AS NORMAS PARA A SEGUR ANÇA NO TRABALHO!
certificar-
presa distribuidora de energia
20
Page 22

Capítulo 6. Regulação e preparação da máquina
PT
Q1 Interruptor geral
▼
Reduz os valores das funções
▲
Aumenta os valores das funções
3
L1
L2
L3
L4
D
✱
S Botão de seleção de parâmetros
SOMENTE SOLDADURA
Este programa permite somente a operação de solda do filme.
O filme fu nde-se através do calor da lâmina de solda. A pressão entre a lâmina de solda e o
contraste superior, revestido com a utilização de teflon provoca a separa
do filme.
O produto a ser embalado é fechado em um saco flexível.
Para obter esta função, configurar:
Temperatura pulmão “tEMP" = OFF.
SOLDADURA E RETRAÇÃO
Este programa permite, de forma contemporânea, as operações de solda e
A retracção é obtida por meio da circulação forçada de ar quente em volta da embalagem. O
aquecimento é obtido graças à passagem do ar através de uma resistência (pulmão de calor).
O produto a ser embalado é fechado em um saco que adere
Para obter esta função, configurar:
Tempo de retracção “Shri” = no valor desejado.
6.1. Regulação
6.1.1. Painel de comando
A máquina é dotada de um painel de comando, do qual é possível configurar todas as funções de programação e
funcionamento.
Botão “DECREMENTAR”.
programadas
Botão “INCREMENTAR”.
programadas
Botão “Soft Shrink”.
Permite reduzir a velocidade da ventoinha
Lâmpada piloto temperatura
Lâmpada piloto retracção
Lâmpada piloto solda
Led Soft Shrink
Display.
Visualiza as funções seleccionadas e os
relativos dados de programação
Botão de seleção de contador de ciclos
6.1.2. Ligação da máquina
Girar o interruptor geral (Q1) para a posição 1.
O display (D) se acende e aparece o n° de programa activo.
A ligação da máquina alimenta a resistência de retracção, que inicia a aquecer.
Antes de usar a máquina esperar que alcance a temperatura programada sinalizada pelo apagamento da lâmpada piloto
(L1).
6.1.3. Seleção programas e calibragem parâmetros
A máquina dispõe de 10 programas (Pr 1-Pr 10) que podem ser selecionados pressionando os botões (▲) e (▼).
Os programas são idênticos e, mediante as devidas configurações, podem ser realizados 2 tipos diversos de
embalagem:
ção das duas bordas
retracção do filme.
Temperatura pulmão “tEMP" = no valor desejado,
perfeitamente à sua forma.
21
Page 23

Capítulo 6. Regulação e prepa ração da máquina
PT
Após selecionar o programa desejado, pressionar o botão (S) para visualizar os parâmetros do programa.
No ecrã surge o código (intermitente) que identifica o primeiro parâmetro que se alterna com o valor configurado.
Se o parâmetro indicar uma função associada a um LED indicador presente no painel, este mesmo LED pisca para
indicar que será programado um parâmetro para a função associada.
Para modificar o valor, atuar nos botões (▲) e (▼).
Após configurar o valor desejado, pressionar novamente o botão (S) para passar ao parâmetro sucessivo e assim por
diante, até sair da modalidade de programação de parâmetros sinalizada pelo retorno no ecrã à indicação do programa
selecionado.
Nota: os botões (▲) e (▼) atuam em passos de um dígito mas se forem mantidos pressionados por mais de um
segundo, o valor aumenta ou diminui rapidamente.
22
Page 24

Capítulo 6. Regulação e prepa ração da máquina
PT
Padrão
(Default)
Tempo de solda
Tempo de retracção
Temperatura pulmão
Tempo de retardo da ventoinha depois da solda
Soft Shrink
Permite reduzir a velocidade da ventoinha ao valor
No momento da inserção da função, o ecrã mostra
imediatamente o parâmetro "SPSS" do programa ativo que
ara sair desta modalidade, basta ativar um ciclo de
Velocidade Soft Shrink
Os parâmetros de funcionamento para cada programa são:
Parâmetro Descrição Limiar
É o intervalo de tempo no qual ocorre a soldagem do filme.
É o intervalo de tempo no qual ocorre a termorretração
(funcionamento da ventoinha).
É a temperatura que a resistência do pulmão de calor deve
atingir.
O valor indicado corresponde a:
0 = 0° (a resistência está desligada)
1 … 150 = 100° … 398°C (2°C por punto)
É o tempo de es pera entre o final d a soldadura e o início da
termorretração (fun cionamento da ventoinha).
configurado no parâmetro sucessivo “SPSS”.
Para inserir/desinserir rapidamente a função “SoFt” é previst o
o botão Soft-Shrink (3) que tem esta função, ou seja, deve ser
pressionado e liberado para inserir/desinserir a função.
pode ser modificado.
P
funcionamento ou pressionar o botão (S).
Esta função é útil para e m balar produtos leves .
OFF / 0,1 ÷ 3,0 sec. 1,3
OFF / 0,1 ÷ 10,0 sec. 2,5
OFF / 1 ÷ 150 100
OFF / 0,1 ÷ 1,0 sec. OFF
OFF - On OFF
É o parâmetro que permite regular a velocidade da ventoinha. 40 ÷ 100 % 50
CONTADOR DE CICLOS PARCIAL
Quando a máquina estiver na modalidade SELEÇÃO DE PROGRAMAS, o ecrã mostra o programa em execução (por
exemplo: “Pr. 1”).
Desta modalidade, pressionar o botão (✱) para entrar na função “contador de ciclos parcial” na qual o ecrã mostra o
valor obtido pelo contador de ciclos parcial.
Pressionar novamente o botão (✱) para retornar à seleção dos programas e, assim, a rotação.
O contador de ciclos parcial prevê o aumento a cada soldadura até 9999 ciclos, no máximo e, a seguir, a con tagem é
bloqueada em condição de espera do comando de reset.
O comando de reset do contador de ciclos parcial pode ocorrer somente na modalidade Contador de ciclos
pressionando o botão (✱) e mantendo-o pressionado por mais de 3 seg.
No momento da execução do comando de reset, o ecrã mostra “0”.
23
Page 25

Capítulo 6. Regulação e prepa ração da máquina
PT
AL1:
Fim de curso B1 fechado para a activação da máquina.
executa o ciclo e é necessário abrir o contacto do fim de curso para
AL2:
Temperatura não alcançada.
AL3:
Temperatura máxima superada.
AL4:
Termopar interrompida.
AL5:
Protecção da lâmina soldadora.
AL6:
Intervenção do termóstato de segurança do pulmão devido a um sobreaquecimento.
anomalias durante o funcionamento (ruídos estranhos, emissão de odor de
Tentar reativar manualmente o termóstato de segurança situado em baixo do painel frontal (desconectar a
AL7:
Segurança operador
AL8:
Segurança operador
ALL:
Campana fechada após a retracção.
Se durante um ciclo de retracção a campana permanecer fechada além do tempo de retracção configurado, a
EEE:
Bloqueio da máquina.
OffL:
Não há comunicação entre a unidade do ecrã e a unidade de potência.
Para restaurar o alarme desligar e voltar a ligar a máquina.
6.1.4. Mensagens de alarme
A placa electrónica prevê a detecção de alguns alarmes que são assinalados mediante a visualização no visor (D) das
seguintes mensagens:
As causas podem ser:
Máquina ligada com campana abaixada. Levantar a campana.
Fim de curso B1 avariado. Reparar ou substituir o fim de curso.
Em ambos os casos a máquina não
anular a sinalização. Quando o contacto é aberto o alarme desaparece.
A causa pode ser:
A temperatura de trabalho não foi alcançada no tempo estabelecido (15 min .).
Controlar se o termopar está posicionado correctamente. Controlar a resistência de aquecimento.
Para restaurar o alarme desligar e voltar a ligar a máquina.
As causas podem ser:
Termopar com cabos interrompidos, danificado ou não em contacto no ponto de fixação do dissipador térmico.
Placa de membrana com respetiva conexão flat danificada com perda do isolamento elétrico.
Íman de retração danificado com perda de isol am ento térm i co.
Na placa de potência, o componente eletrônico para o controlo da alimentação do dissipador está com defeito.
Efetuar as medidas elétricas e ou substituir os componentes.
Para restaurar o alarme desligar e voltar a ligar a máquina.
Para restaurar o alarme desligar e voltar a ligar a máquina.
A causa pode ser:
Curto-circuito triac de soldadura ou circuito da soldad ura aberto no lado da tensão de rede.
Para restaurar o alarme desligar e voltar a ligar a máquina.
A causa pode ser:
Mau funcionamento do sistema de controlo temperatura do dissipador.
Controlar se a máquina apresenta
queimado, temperaturas de trabalho estranhamente altas).
tensão elétrica da máquina antes de abrir o painel).
A causa pode ser:
Curto-circuito do relé KM.
Para restaurar o alarme desligar e voltar a ligar a máquina.
A causa pode ser:
Circuito do relé KM aberto.
Para restaurar o alarme desligar e voltar a ligar a máquina.
máquina continua a retracção por um tempo máximo de 10 segundos e depois pára.
Para restaurar o alarme é suficiente abrir a campana.
Contactar a assistência técnica.
Se após ter efetuado as intervenções de controle indicadas para o restabelecimento da máquina, o alarme
permanece, procurar a assistência técnica.
24
Page 26

Capítulo 6. Regulação e prepa ração da máquina
PT
Inserir a bobina de filme no rolo (5) bloqueando-a por
Passagem da aba inferior do filme sob o prato de
O correto posicionamento dos microperfuradores permite
obter uma termorretração ideal e evitar ruturas na
embalagem acondicionada durante a soldadura.
Para isto é possível regular a distância entre o
microperfurador (A) e o contraste (B) girando o próprio
contraste.
Diminuindo es
mais evidenciada.
O prato retinado (12) pode ser posicionado em função do
objecto a ser confeccionado.
Para uma boa confecção o prato retinado deve ser
posicionado d
metade da altura da confecção.
Para seu posicionamento agir como segue:
O suporte bobina (4) e o prato de confeccionamento (11)
devem ser regulados em função da largura (a) do objecto a
ser confeccionado deixando aproximadamente 1
espaço entre o objecto e a
6.2. Inserção da bobina de filme
meio dos cones de centragem (6)
Posicionar o rolo no suporte bobina
Passar o filme em torno do rolo de reenvio (7)
Passagem através dos micro furadores (8)
Passar o filme sobre o rolo de transmissão filme (9)
Passar o filme em torno do rolo de reenvio (10)
embalagem (11)
Passagem da aba superior do filme sobre o prato de
embalagem (11).
6.3. Regulação dos microperfuradores
ta distância, a perfuração do filme torna-se
6.4. Posicionamento do prato retinado
e modo que a solda do filme se encontre na
Puxar o prato conforme indicado pelas setas
Remover o prato dos encostos
Reposicionar o prato nos encostos na altura desejada.
6.5. Regulação do suporte da bobina e do prato de embalagem
-2 cm de
borda de solda.
25
Page 27

Capítulo 6. Regulação e prepa ração da máquina
PT
Para executar a 1^ solda posicionar o filme como indicado
na figura.
Abaixar a alça da campana com a mão esquerda e
pressionar com uma pressão de 10
A máquina entrará automaticamente em funcionamento e
realizar
Com a mão direita ajudar o destaque do filme da lâmina
soldado
Agora executar um número de ciclos suficientes para formar
uma faixa de filme de refugo
Passá
rolo de comando (28) e engatá
Agora a máquina está pronta para proceder ao embalagem.
Erguer a borda do filme no prato de confeccionamento com
a mão esquerda.
Introduzir o produto no filme com a mão direita e fazê
correr
deixando aproximadamente 1-2 cm de espaço entre o
produto e o chassis interno de solda de modo a permitir a
passagem do ar para a termoretração.
Pressionando na alça da campana com uma pressão de
aproximadamente 15 Kg. esta apoia na lâmina soldadora.
Deste modo, a solda do filme nos lados abertos (direito e
frontal) ocorre automaticamen t e.
Se for configurada a função “SOLDADURA E
RETRAÇÃO”, o filme retrai
caso, diminuir levemente a pressão no puxador da
campânula para permitir a separação do filme da zona de
soldagem para dentro.
Com a mão direita ajudar o dest
soldadoras para fora.
6.6. Execução da 1^ solda do filme
-15 Kg.
-se-á a 1^ solda no lado esquerdo do filme.
ra.
6.7. Engate do filme no enrolador (onde previsto)
.
-la ao redor dos rolos de transmissão (26) e (27), ao
-la ao enrolador (29).
6.8. Introdução do objecto a ser confeccionado
para a esquerda até depositá-lo no prato retinado
6.9. Embalagem
-se ao redor do produto; neste
aque do filme das lâminas
-lo
26
Page 28

Capítulo 7. Manutenção ordinária
PT
Antes de efectuar as operações de manutenção desligar a máquina agindo no interruptor geral, tirar a
FREQUÊNCIA
COMPONENTE
TIPO DE OPERAÇÃO
A cada
dia
Máquina
Limpar a máquina com um pano humedecido com água.
A cada
dia
Lâmina soldadora
Remover com um pano seco os resíduos de filme que podem permanecer
depositados na lâmina soldadora.
A cada
dia
Campânula superior
em Plexiglass
Limpar tanto a parte interna da campânula em Plexiglass exclusivamente
com água e sabão.
A cada
dia
Campânula inferior
Remover os resíduos de filme depositados no interior da campânula e na
área do pulmão de calor com ar comprimido.
A cada
mês
Lâmina soldadora
Controlar se a lâmina soldadora está desgastada.
Controlar o estado de desgaste do Teflon e substituir, se necessário.
A cada
3 meses
Líquido de
resfriamento
Controlar o nível do líquido e abastecer.
Remover os resíduos de filme que possam ter se
Para uma melhor limpeza aconselhamos lubrificar
Antes de remover eventuais resíduos de filme
cheia, remover o filme soltando a manopla (30) e
desenho A
desenho B
Para a limpeza da campana superior (18),
limpar tanto a parte interna quanto aquela
Não utilizar detergentes com solventes que
reduzir sua transparência.
Para a limpeza da máquina utilizar um pano
Se a máquina trabalha em ambiente poeirento é
necessário limpar tanto a parte interna quanto a
externa da mesma com maior frequência.
se aspirar o pó que se
7.1. Cautelas para intervenções de manutenção ordinária
A MANUTENÇÃO ORDINÁRIA DEVE SER EFECTUADA POR PESSOAL QUALIFICADO OPORTUNAMENTE
INSTRUÍDO.
tomada do ponto de corrente e aguardar o esfriamento da máquina!
7.2. Tabela de manutenção
O tipo de máquina requer intervenções reduzidas de manutenção mas é necessário seguir o Plano de manutenção.
7.3. Limpeza da lâmina soldadora
depositado na lâmina soldadora utilizando um pano
seco; efectuar esta operação logo após uma solda de
modo que os resíduos, ainda quentes, possam ser
retirados com facilidade
periodicamente a lâmina soldadora com graxa antiadesiva à base de teflon fornecida com a máquina.
7.4. Remoção de rebarbas de filme plástico e outros
depositados nas partes quentes da máquina (exemplo
na paleta abre pulmão calor), aguardar que a máquina
tenha esfriado adequadamente
No caso de ter que limpar a campana inferior, remover
o prato retinado (12) e tirar o que tiver caído em seu
interior (desenho A)
Quando a bobina do enrolador automático (29) estiver
tirando o disco (31) (d ese nho B).
7.5. Limpeza da máquina
externa exclusivamente com água e sabão.
podem vir a danificar a campana superior (18) e
humedecido em água
Principalmente, aconselhadeposita nos componentes eléctricos internos.
27
Page 29

Capítulo 7. Manutenção ordinária
PT
Verifique, a cada 3 meses, o nível do líquido de
arrefecimento através da remoção do painel traseiro (34).
Certifique
medida indicada: neste caso retire a tampa (35) e adicione
uma mistura composta por água e líquido
(10%).
Quando os encostos em teflon (32) estiverem muito
desgastado
los com aqueles de reposição
prestando muita atenção em sua aplicação, linear e plana
Limpar a borracha (33) com detergente antes da aplicação
da fita auto adesiva de teflon.
Se também a borracha (33) resultar deteriorada
providenciar a sua
Para substituir a lâmina soldadora (13) seguir o seguinte
procedimento:
se que a lâmina soldadora esteja bem
posicionada e tensionada.
7.6. Controlo do líquido de resfriamento (onde previsto)
-se de que o nível não seja inferior em relação à
anticongelante
7.7. Troca do teflon e borracha
s, substituí-
.
substituição no seguinte modo:
Tirar a borracha velha
Limpar a sede que a contém
Inserir a nova borracha em modo linear
Limpar a borracha com detergente
Aplicar a fita auto adesiva de teflon.
7.8. Troca lâmina soldadora
Tirar a tensão da máquina
Soltar os 3 parafusos (20)-(21)-(22)
Tirar a lâmina soldadora velha
Limpar a sede e se necessário substituir o teflon isolante
(23) do grampo central
Inserir a lâmina soldadora nova partindo do grampo
central e apertando o parafuso (21)
Refilar a lâmina soldadora nova alinhada com o orifício
dos pistões (24) e (25)
Completar a inserção da lâmina soldadora em toda sua
sede
Empurrar firmemente o pistão traseiro (24) na direcção
da lâmina soldadora de modo que esta entre no orifício
do mesmo e apertar o parafuso (22)
Empurrar firmemente o pistão dianteiro (25) na direcção
da lâmina soldadora de modo que esta entre no orifício
do mesmo e apertar o parafuso (20)
Aparar o teflon saliente do grampo central
Certificar-
28
Page 30

Capítulo 7. Manutenção ordinária
PT
A máquina realiza a
A temperatura do pulmão de calor é muito
baixa
Aumentar o valor configurado
O parâmetro do tempo de retração “Shri"
está configurado em OFF.
Aumentar o valor (0,1 ÷ 10)
O parâmetro da temperatura do pulmão
“TEMP" está configurado em OFF.
Aumentar o valor (1 ÷ 150)
A máquina encontra-se em aquecimento
Esperar que a máquina alcance a
luz-espia “L1”)
A ventoinha não gira
O motor da ventoinha está avariado.
Contactar a assistência técnica.
A temperatura máxima do pulmão de calor
desligando a resistência.
Contactar a assistência técnica
Ocorre a
completa
O filme é inadequado ou de baixa qualidade
Substituir o filme
As dimensões do produto são muito
As dimensões do produto são maiores do
3.1.)
A termoretração
produto)
O filme é desprovido de micro furos
Deslizar corretamente o filme através dos
micro furadores (veja o parágrafo 6.2.)
Os microfuros são muito pequenos
Diminuir a distância entre o microperfurador
e o contraste (consultar o parágrafo 6.3.)
A solda abre-se
A lâmina soldadora está suja ou danificada
Limpar a lâmina soldadora ou substituí-la se
estiver danificada
O tempo de solda está errado
Regular o tempo de solda
A pressão da campana é insuficiente
Aumentar ligeiramente a pressão na alça da
campana
A solda é irregular
O filme é inadequado ou de baixa qualidade
Susbstituir o filme
A solda não é
O tempo de solda è muito baixo
Aumentar o valor configurado
A lâmina soldadora não recebe corrente
Consertar o circuito de alimentação da
Contactar a assistência técnica.
O Teflon e/ou a borracha da tampa estão
desgastados
Substituir o teflon e/o u a borra cha da tampa
A lâmina soldadora está danificada
Substituir a lâmina soldadora
Presença de fumaça
durante a solda
O tempo de solda é elevado
Diminuir o valor configurado
Presença de resíduos na lâmina soldadora
Limpar a lâmina soldadora
ATENÇÃO!
dotado das competências mecânicas e eléctricas necessárias para trabalhar em condições de segurança.
O símbolo indica que este produto não deve ser tratado como refugo doméstic o.
ou o serviço de tratamento de lixo local.
7.9. Solução dos problemas
PROBLEMA CAUSA SOLUÇÃO
solda mas não a
termoretração
temperatura configurada (desligamento da
foi superada.
O termóstato de segurança interveio
termoretração, mas
não é uniforme e
grandes
que aquelas consentidas (veja o parágrafo
apresenta “bolhas” (o
filme não adere ao
durante a
termoretração
realizada
lâmina soldadora.
Se após ter realizado os controlos acima indicados a máquina ainda não funcionar perfeitamente, contactar o
serviço de assistência descrevendo exatamente o defeito encontrado.
7.10. Desmontagem, demolição e sucateamento resíduos
As operações de desmontagem e demolição s empre devem ser confiadas a pessoal especializado em tais actividades e
Proceder no seguinte modo:
Desligar a máquina da rede de alimentação eléctrica
Desmontar os componentes.
Cada parte deve ser tratada, despejada ou reciclada com base na classificação e nos procedimentos previstos
pela legislação vigente no país de instalação.
Certificando-se que o produto seja correctamente eliminado, facilitar-se-á a prevenção de potenciais
consequências negativas para o ambiente e a saúde do ser humano que, de outro modo, poderiam ser
causadas por um tratamento inadequado do despejo deste produto. Para maiores informações a respeito
da reciclagem deste produto, contactar o vendedor do produto ou, em alternativa, o serviço de pós-venda
29
Page 31

Capítulo 8. Garantia
PT
PARA QUALQUER CONTROVÉRSI A LEGAL
ELEGE-SE O FORO DE BERGAMO (ITÁLIA).
8.1. Certificado de garantia
A Garantia tem validade de 12 meses a partir da data de instalação nas condições indicadas no livrete de instruções.
Preencher todos os espaços no verso do postal, cortar ao longo da linha e enviar pelo correio.
8.2. Condições de garantia
A garantia é válida por 12 meses e decorre da data de instalação da máquina. A garantia consiste na substituição ou
reparação gratuita de todas as partes por nós detectadas como defeituosas por anomalias de materiais. As reparações
ou substituições ocorrem normalmente junto à casa fabricante debitando-se ao comprador das despesas de transporte e
mão-de-obra. Caso as reparações ou substituições sejam executadas junto à sede do comparador este deverá pagar as
despesas de viagem, estadia e mão-de-obra. Os serviços de garantia são executados exclusivamente a cargo da casa
fabricante ou pelo revendedor autorizado. Para ter direito a serviços de garantia enviar a peça defeituosa para a casa
fabricante ou revendedor autorizado, para que seja efectuada a reparação ou substituição. A devolução de tal peça
reparada ou substituída está incluída no adimplemento das operações de garantia. A garantia é anulada:
Quando o CERTIFICADO DE GARANTIA não for enviado devidamente preenchido e assinado até 20 dias da
compra por meio postal
Pela errada instalação, inadequada alimentação, negligência de uso e violação por parte de pessoas não
autorizadas
Por modificações efectuadas na máquina sem o consenso por escrito do fabricante
Caso a máquina não seja mais de propriedade do primeiro comprador.
A casa fabricante declina, de acordo com a lei, qualquer responsabilidade por danos a pessoas ou coisas caso
seja efectuada uma errada instalação ou conexão à rede de alimentação eléctrica ou exclusão do aterramento
ou em caso de violações da própria máquina. A casa fabricante se reserva o direito de efectuar modificações de
acordo com necessidades técnicas e de funcionamento.
30
Page 32

ΜΕΤΑΦΡΑΣΗ ΤΩΝ
ΠΡΩΤΟΤΥΠΩΝ ΟΔΗΓΙΩΝ
Περιεχόμενα
EL
Κεφάλαιο 1. Περιγραφή Σελίδα
1.1. Πρόλογος 32
1.2. Χαρακτηριστικά του μηχανήματος 32
1.3. Τεχνικά χαρακτηριστικά της μηχανής 32
Κεφάλαιο 2. Χαρακτηριστικά του φιλμ
2.1. Χρησιμοποιούμενα φιλμ 32
2.2. Υπολογισμός της ζώνης Α 33
Κεφάλαιο 3. Όροι χρήσης του μηχανήματος
3.1. Διαστάσεις και μέγιστο βάρος συσκευασίας 33
3.2. Ότι μπορεί να συσκευαστεί 33
3.3. Τι δεν πρέπει να συσκευασθεί 33
Κεφάλαιο 4. Κανονισμοί ασφαλείας
4.1. Προειδοποιήσεις 33
4.2. Περιγραφή αυτοκόλλητων ασφαλείας 34
4.3. Συσκευές προσωπικής προστασίας 34
Κεφάλαιο 5. Εγκατάσταση της μηχανής
5.1. Μεταφορά και τοποθέτηση 35
5.2. Συνθήκες περιβάλλοντος 35
5.3. Ηλεκτρική σύνδεση 35
Κεφάλαιο 6. Ρύθμιση και προεταοιμασία της μηχανής
6.1. Ρύθμιση 36
6.1.1. Πίνακας χειρισμού 36
6.1.2. Θέση σε κίνηση της μηχανής 36
6.1.3. Επιλογή προγραμμάτων και βαθμονόμηση παραμέτρων 36
6.1.4. Μηνύματα συναγερμού 39
6.2. Τοποθέτηση μπομπίνας φιλμ 40
6.3. Ρύθμιση των μικρο-τρυπανιών 40
6.4. Τοποθέτηση του δικτυωτού πιάτου 40
6.5. Ρύθμιση βάσης μπομπίνας και πιάτου συσκευασίας 40
6.6. Εκτέλεση 1
6.7. Γάντζωμα του φιλμ στη συσκευή περιέλιξης (όπου προβλέπεται) 41
6.8. Εισαγωγή του αντικειμένου προς συσκευασία 41
6.9. Συσκευασία 41
Κεφάλαιο 7. Τακτική συντήρηση
7.1. Προφυλάξεις για επεμβάσεις τακτικής συντήρησης 42
7.2. Πίνακας συντήρησης 42
7.3. Καθαρισμός λεπίδας συγκόλλησης 42
7.4. Απομάκρυνση φύρας από πλαστικό φιλμ και άλλα 42
7.5. Καθαρισμός της μηχανής 42
7.6. Έλεγχος ψυκτικού υγρού (όπου προβλέπεται) 43
7.7. Αλλαγή teflon και λάστιχου 43
7.8. Αλλαγή λεπίδας συγκόλλησης 43
7.9. Λύση των προβλημάτων 44
7.10. Αποσυναρμολόγηση, διάλυση και απομάκρυνση υπολοίπων 44
Κεφάλαιο 8. Εγγύηση
8.1. Πιστοποιητικό εγγύησης 45
8.2. Όροι εγγύησης 45
Δήλωση πιστοποίησης CE 61
Ηλεκτρικό σχεδιάγραμμα (δείτε παράρτημα)
ης
συγκόλλησης φιλμ 41
31
Page 33

Κεφάλαιο 1. Περιγραφή
EL
ΠΡΟΣΟΧΗ:
μπορούν να προκαλέσουν τραυματισμούς σε όποιον χρησιμοποιεί το μηχάνημα.
ΠΡΟΣΟΧΗ:
Ζεστά όργανα. Δείχνει τον κίνδυνο εγκαυμάτων και τον κίνδυνο ατυχήματος και μάλιστα σοβαρού, για τα άτομα
που βρίσκονται εκτεθειμένα.
Replay 40
Replay 55
Πλάτος “a”
1330 χιλ.
1330 χιλ.
Μήκος “b”
920 χιλ.
920 χιλ.
Ύψος “c”
880 χιλ.
880 χιλ.
Βάρος
111 Κιλά
126 Κιλά
Κεφάλαιο 2. Χαρακτηριστικά του φιλμ
EL
Το μηχάνημα μπορεί να δουλέψει με όλα τα θερμοσυστελόμενα φιλμ αλλά και τα υπόλοιπα,
πάχους από 15 ως 50
καλύτερα αποτελέσματα, σας συνιστούμε να χρησιμοποιείτε φιλμ που τα εμπορευόμαστε
εμείς. Τα ειδικά χαρακτηριστικά των δικών μας φιλμ δίνουν εγγύηση αξιοπιστίς τόσο από
πλευράς ανταπόκρισης στους ισχύον
την άριστη λειτουργία των μηχανών μας.
Replay 40
Replay 55
1.1. Πρόλογος
Το παρόν εγχειρίδιο συντάχθηκε σύμφωνα με την προδιαγραφή UNI 10893 Ιουλίου 2000. Απευθύνεται σε όλους τους χρήστες με
σκοπό να επιτρέψει μία σωστή λειτουργία του μηχανήματος. Να φυλαχτεί σε μέρος εύκολα προσβάσιμο, κοντά στο μηχάνημα. Το
παρόν εγχειρίδιο αποτελεί αναπόσπαστο μέρος του μηχανήματος για ό,τι αφορά την ασφάλεια. Για καλύτερη κατανόηση διευκρινίζουμε
παρακάτω τους συμβολισμούς που έχουν χρησιμοποιηθεί.
Κανονισμοί πρόληψης ατυχημάτων του χρήστη. Αυτή η προειδοποίηση δείχνει την παρουσία κινδύνων που
ΠΡΟΣΟΧΗ:
Μην αγγίζετε.
ΠΡΟΕΙΔΟΠΟΙΗΣΗ:
Δείχνει το ενδεχόμενο πρόκλησης ζημιών στο μηχάνημα ή/και στα εξαρτήματά του.
Όλα τα δικαιώματα σχετικά με την αναπαραγωγή του παρόντος εγχειριδίου ανήκουν στην κατασκευαστική εταιρεία. Η αναπαραγωγή,
έστω και τμηματική, απαγορεύεται από τον νόμο. Οι περιγραφές και οι απεικονίσεις που παρουσιάζονται στο παρόν εγχειρίδιο δεν είναι
δεσμευτικές και επομένως η κατασκευαστική εταιρεία επιφυλάσσεται του δικαιώματος να επιφέρει οποιαδήποτε στιγμή όλες τις αλλαγές
τις οποίες θα θεωρήσει αναγκαίες. Το παρόν εγχειρίδιο δεν μπορεί να δοθεί σε τρίτα άτομα χωρίς την γραπτή συναίνεση της
κατασκευαστικής εταιρείας.
1.2. Χαρακτηριστικά του μηχανήματος
Αποκτήσατε ένα μηχάνημα με εξαιρετικά χαρακτηριστικά και δυνατότητες και σας ευχαριστούμε για την εμπιστοσύνη που μας δείξατε.
Το σύστημα συσκευασίας είναι μοναδικό στο είδος του και επιβλήθηκε σε όλο τον κόσμο με την παρουσία περισσότερων από 300000
μονάδων που λειτουργούν στον τομέα της συσκευασίας και του πακεταρίσματος.
Η τέλεια τεχνολογία καθώς και η ποιότητα των εξαρτημάτων και των χρησιμοποιηθέντων υλικών τόσο στην κατασκευή του όσο και στις
δοκιμές, αποτελούν την καλύτερη εγγύηση για την καλή λειτουργία του και τη διαχρονική αξιοπιστία του.
Το μηχάνημα μπορεί να χρησιμοποιηθεί σαν εργαλείο για την ταυτόχρονη συγκόλληση και θερμοσυστολή του φίλμ, ή σαν απλό
εργαλείο συγκόλλησης χάρη στο ιδιαίτερο κύκλωμα λειτουργίας. Σε αυτή την τελευταία περίπτωση μπορεί να τοποθετηθεί και μέσα σε
κανονικές σακούλες χωρίς θερμοσυστολή.
1.3. Τεχνικά χαρακτηριστικά της μηχανής
Replay 40 Replay 55
Πλάτος “a”
Μήκος “b”
Ύψος “c” (καμπάνα κλειστή)
Ύψος “c” (καμπάνα ανοιχτή)
Βάρος 90 Κιλά 105 Κιλά
Μέγιστη παραγωγή
1160 χιλ. 1260 χιλ.
700 χιλ. 810 χιλ.
1120 χιλ. 1165 χιλ.
1220 χιλ. 1310 χιλ.
300 συσκευασίες την ώρα 300 συσκευασίες την ώρα
2.1. Χρησιμοποιούμενα φιλμ
micron τύπου τεχνικού ή για είδη διατροφής. Για να επιτύχετε
τες κανονισμούς, όσο και από πλευράς ασφάλειας για
A = 500 χιλ. MAX D = 250 χιλ. MAX d = 77 χιλ.
A = 600 χιλ. MAX D = 250 χιλ. MAX d = 77 χιλ.
Συμβουλεύουμε να διαβάσετε τις τεχνικές κάρτες και εκείνες της ασφάλειας
των χρησιμοποιημένων φιλμ και να εφαρμόζετε τις υποδείξεις!
32
Page 34

Κεφάλαιο 2. Χαρακτηριστικά του φιλμ
EL
Ζώνη Α = b + c + 100 χιλ.
Ως ζώνη “
η συσκευασία του προϊόντος.
Κεφάλαιο 3. Όροι χρήσης του μηχανήματος
EL
Replay 40 a = 400 χιλ. b = 250 χιλ. c = 160 χιλ. Βάρος = 10 Κιλά
Replay 55
Σημειωση
Για την μέγιστη διάσταση της συσκευασίας (b x c) πρέπει να γίνει αναφορά στο κεφάλαιο
2.2., όπου φαίνεται ότι το άθροισμα (b x c) είναι οπωσδήποτε ίσο με το πλάτος της
μπομπίνας του φιλμ μείον 100 χιλ.
Βρεμένα και Ασταθή προϊόντα
να προκαλέσουν βλάβες στην ίδια τη μηχανή.
Κεφάλαιο 4. Κανονισμοί ασφαλείας
EL
2.2. Υπολογισμός της ζώνης Α
A” νοείται το πλάτος που πρέπει να έχει η μπομπίνα του φιλμ για να είναι εφικτή
3.1. Διαστάσεις και μέγιστο βάρος συσκευασίας
a = 500 χιλ. b = 380 χιλ. c = 200 χιλ. Βάρος = 15 Κιλά
: Οι διαστάσεις που φαίνονται στην ταμπέλα αναφέρονται σε μία χωριστή μέγιστη διάσταση.
3.2. Ότι μπορεί να συσκευαστεί
Τα μηχανήματα αυτά είναι σε θέση να συσκευάσουν ένα ευρύ φάσμα προϊόντων εντελώς διαφορετικά μεταξύ τους, και
για αυτό μπορούν να χρησιμοποιούνται με επιτυχία στους εξής τομείς: διατροφής, εμπορίου, γραφικών και αποστολής,
μεγάλων διανομών, βιομηχανίας, κλωστοϋφαντουργίας.
3.3. Τι δεν πρέπει να συσκευασθεί
Απαγορεύεται απολύτως να συσκευαστούν οι παρακάτω τύποι προϊόντων για να αποφευχθούν μόνιμες βλάβες της
μηχανής, καθώς και πρόκληση κινδύνοι ατυχημάτων στο χειριστή:
Υγρά κάθε τύπου και πυκνότητας σε εύθραυστα δοχεία
Εύφλεκτα και Εκρηκτικά υλικά
Φιάλες με αέριο υπό πίεση ή οποιουδήποτε τύπου
Πτητικές και διαλυτές σκόνες
Αντικείμενα με διαστάσεις μικρότερες από τις τρύπες του δικτυωτού πιάτου
Ενδεχόμενα μη προβλεπόμενα υλικά και προϊόντα που μπορούν να είναι επικίνδυνα για τον χρήστη ή
4.1. Προειδοποιήσεις
• Είναι εξαιρετικά σημαντικό να διαβάσετε προσεκτικά το κεφάλαιο αυτό στο σύνολό του εφόσον περιέχει σημαντικές
πληροφορίες σχετικά με τους κινδύνους που μπορεί να αντιμετωπίσει ο χειριστής σε περίπτωση εσφαλμένης
χρήσης του μηχανήματος. Αυτοί οι θεμελιώδεις κανόνες θα πρέπει να ενσωματωθούν σε αυτούς που ήδη υπάρχουν
στις χώρες όπου γίνεται η εγκατάσταση του μηχανήματος.
• Η εγκατάσταση του μηχανήματος θα πρέπει να γίνεται από εξουσιοδοτημένο και καταρτισμένο προσωπικό
• Η μηχανή δεν προορίζεται για χρήση από άτομα (συμπεριλαμβανομένων των παιδιών) των οποίων οι φυσικές,
αισθητηριακές και νοητικές ικανότητες είναι μειωμένες, ή χωρίς εμπειρία ή γνώση, εκτός κι αν αυτά εποπτεύονται
από ένα άτομο υπεύθυνο για την ασφάλειά τους, επιτηρούνται ή τους έχουν δοθεί οδηγίες σχετικές με τη χρήση της
συσκευής.
• Τα παιδιά θα πρέπει να επιτηρούνται ώστε να αποτραπεί το ενδεχόμενο να παίξουν με τη μηχανή.
• Μη χρησιμοποιείτε το μηχάνημα για σκοπούς διαφορετικούς από εκείνους που υποδεικνύονται στο συμβόλαιο πώλησης
• Μην επιτρέπετε σε μη εξουσιοδοτημένο προσωπικό να επισκευάζει ή να εκτελεί οποιαδήποτε επέμβαση στο μηχάνημα.
• Ο χειριστής πρέπει να γνωρίζει τις προειδοποιήσεις των αρμοδιοτήτων του και πρέπει πάντα να ενημερώνεται από
τον υπεύθυνο του τμήματος σχετικά με τους κινδύνους που αφορούν τη δουλειά του.
• Σφίξτε καλά τα μανίκια γύρω από τους καρπούς του ενδύματος εργασίας, κουμπώνοντάς τα με ασφάλεια.
• Φροντίστε το λειτουργικό χώρο και τα περάσματα γύρω από το μηχάνημα που πρέπει να είναι ελεύθερα από
εμπόδια, καθαρά και κατάλληλα φωτισμένα.
• Εξαλείψτε οποιαδήποτε επικίνδυνη κατάσταση για την ασφάλεια πριν χρησιμοποιήσετε το μηχάνημα και ενημερώνετε πάντα τον
υπεύθυνο του τμήματος για ενδεχόμενες ανωμαλίες λειτουργίας.
• Μη χρησιμοποιείτε το μηχάνημα αν έχει υποστεί ζημιά.
• Απαγορεύεται να επεμβαίνετε στο μηχάνημα χωρίς την εξουσιοδότηση του κατασκευαστή.
• Αν το καλώδιο τροφοδοσίας είναι χαλασμένο, αυτό θα πρέπει να αντικατασταθεί από τον κατασκευαστή ή από την υπηρεσία του
τεχνικής υποστήριξης ή εν πάσει περιπτώσει από ένα άτομο με παρόμοια αρμοδιότητα, ώστε να προληφθεί κάθε κίνδυνος.
33
Page 35

Κεφάλαιο 4. Κανονισμοί ασφαλείας
EL
Κατά τη διάρκεια της εργασίας προσοχή σε όλα τα ζεστά μέρη της μηχανής τα οποία δύνανται να
Μην αγγίζετε τη λεπίδα συγκόλλησης (13) αμέσως μετά
«σύντομες» μετακινήσεις σε λεία και επίπεδα πατώματα.
Στο μπροστινό πίνακα του μηχανήματος.
Κατά τη λειτουργία του μηχανήματος ο μπροστινός πίνακας θα πρέπει να έχει τοποθετηθεί σωστά.
Επί της προστασίας που είναι τοποθετημένη μπροστά από τη λεπίδα σφράγισης.
και σοβαρού για το άτομο που εκτίθεται.
• Ο ηλεκτρικός πίνακας, κατά τη διάρκεια της λειτουργίας, πρέπει να είναι πάντα κλειστός.
• Κατά τη λειτουργία της μηχανής απαγορεύεται το κάπνισμα!
• Απαγορεύεται να εκτελείτε οποιαδήποτε εργασία συντήρησης ή/και ρύθμισης κατά τη λειτουργία του μηχανήματος. Η
αποσυναρμολόγηση των προστασιών πρέπει να αναθέτεται μόνο στους υπεύθυνους συντηρητές που είναι καταρτισμένοι για το
σκοπό αυτό.
• Απαγορεύεται να χρησιμοποιείτε το μηχάνημα χωρίς προηγουμένως να έχετε αποκαταστήσει τις προστασίες. Πριν από τη θέση σε
λειτουργία, βεβαιωθείτε για τη σωστή θέση των προστασιών που αφαιρέθηκαν προηγουμένως.
• Σε περίπτωση απομάκρυνσης του χειριστή από τη μηχανή, σβήστε τη μηχανή θέτοντας τον γενικό διακόπτη στη θέση “0” (OFF)!
• Ο κατασκευαστής αποποιείται κάθε ευθύνη για ζημιές σε πρόσωπα ή πράγματα που απορρέουν από τη μη τήρηση των κανόνων
ασφαλείας.
ΜΗΝ ΕΠΙΤΡΕΠΕΤΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ ΣΕ ΜΗ ΕΚΠΑΙΔΕΥΜΕΝΟ ΠΡΟΣΩΠΙΚΟ!
αναπτύξουν υψηλές θερμοκρασίες που μπορούν να προκαλέσουν εγκαύματα.
τη συγκόλληση, ξεπερνώντας με το χέρι το φράγμα
προστασίας από ατυχήματα. Περίπτωση εγκαύματος
λόγω της εναπομείνασας θερμότητας στη λεπίδα
συγκόλλησης (13) θέση
Μη συνεχίσετε τη συγκόλληση σε περίπτωση θραύσης
της λεπίδας συγκόλλησης (13). Αντικαταστήσατε την
αμέσως
Μην ακουμπήσετε το φτυαράκι κλεισίματος (16) κατά τη
φάση θέρμανσης. Περίπτωση εγκαύματος θέση
Μην ακουμπήσετε τον ανεμιστήρα σε κίνηση η
χρησιμοποιήσετε τη μηχανή χωρίς το πιάτο συσκευασίας (12)
Βεβαιωθείτε ότι η μπομπίνα φιλμ είναι τοποθετημένη
σωστά στη θέση της (14)
Όταν δεν χρησιμοποιείται η μηχανή αφήνετε πάντα την
άνω καμπάνα (18) ανοικτή
Οι ρόδες (19) θα πρέπει να χρησιμοποιούνται αποκλειστικά για
4.2. Περιγραφή αυτοκόλλητων ασφαλείας
Επί του μηχανήματος υπάρχουν τα εξής αυτοκόλλητα ασφαλείας:
Κίνδυνος ηλεκτροπληξίας!
Κίνδυνος που οφείλεται στην ηλεκτρική ενέργεια που υπάρχει στην ηλεκτρική εγκατάσταση στο εσωτερικό
του μπροστινού πίνακα. Σε περίπτωση που ανοιχτεί ο πίνακας είναι απαραίτητο να σβήσετε το μηχάνημα
και να βγάλετε το φις του τροφοδοτικού καλωδίου από την πρίζα του γενικού ηλεκτρικού κυκλώματος.
Επί του πίνακα ασφαλείας του πνεύμονα θερμότητας τοποθετημένο πίσω από τον οπλισμένο με
πλέγμα δίσκο.
ΠΡΟΣΟΧΗ! Ζεστά Όργανα. Υποδεικνύει τον κίνδυνο εγκαυμάτων με κίνδυνο τραυματισμού, ακόμη
4.3. Συσκευές προσωπικής προστασίας
Χρησιμοποιείτε υποδήματα ασφαλείας ανθεκτικά στα χτυπήματα, στη σύνθλιψη και συμπίεση των ποδιών
κατά τη μεταφορά και μετακίνηση του μηχανήματος.
Χρησιμοποιείτε γάντια που να προστατεύουν από τον κίνδυνο σύνθλιψης και από μηχανικούς κινδύνους
κατά τη μεταφορά και μετακίνηση του μηχανήματος.
Χρησιμοποιείτε γάντια που να προστατεύουν από τον κίνδυνο κοπής και από τις εργασίες ανταλλαγής
των λεπίδων σφράγισης.
Χρησιμοποιείτε γάντια για την προστασία από τον κίνδυνο των υλικών συσκευασίας (μηχανικά , χημικά…)
που αντέχουν σε θερμοκρασίες επαφής με συγκόλληση ή/και την μπάρα συγκόλλησης (μέγ. 100°C).
Χρησιμοποιείτε προστατευτικά γάντια για την επαφή με τροφές κατά τη διάρκεια της χρήσης σε
περίπτωση συσκευασίας των τροφίμων.
34
Page 36

Κεφάλαιο 5. Εγκατάσταση της μηχανής
EL
• Στηv μεταφορά και την τοποθέτηση της μηχανής συμβουλεύουμε να ενεργείτε με μεγάλη προσοχή!
σηκώσει το φορτίο που πρόκειται να μετακινηθεί!
Κόψετε με ψαλίδι τη σφραγίδα προσέχοντας να προφυλάξετε τα
Αν αποκτήσατε τα ποδαρικά
Αν αποκτήσατε τον περιελικτήρα αποκομμάτων:
Τάση (V): βλέπε στοιχεία πινακίδας
Συχνότητα (
Μέγιστη απορρόφηση ισχύος (
Μέγιστη απορρόφηση ρεύματος (
Σημειωση
μοντέλο της μηχανής και τον αριθμό πλαισίου που αναγράφονται στην πλακέτα που βρίσκεται
στο πίσω μέρος του μηχανήματος.
Αν η μηχανή δεν έχει δικό της βύσμα τροφοδοσίας χρησιμοποιήστε ένα βύσμα κατάλληλο για
την τάση και τα αμπέρ που αναγράφονται στην πλακέτα με τα στοιχεία της μηχανής και
οπωσδήποτε σύμφωνο με τους ισχύοντες κανονισμούς της χώρας.
Η ΓΕΙΩΣΗ ΕΙΝΑΙ ΥΠΟΧΡΕΩΤΙΚΗ!
Πριν
που αναγράφονται στην πλακέτα που βρίσκεται στο πίσω μέρος της μηχανής και ότι η γείωση
είναι σύμφωνη με τους ισχύοντες κανονισμούς ασφάλειας.
με την τάση του δικτύου επικοινωνήστε με την εταιρεία ηλεκτρισμού (ΔΕΗ) της περιοχής σας.
Συνδέστε το φις καλωδίου του ηλεκτρικού πίνακα του μηχανήματος σε μια πρίζα γενικού
ηλεκτρικού κυκλώματος που είναι εύκολα προσβάσιμη από το χειριστή.
5.1. Μεταφορά και τοποθέτηση
• Πριν από οποιαδήποτε μετακίνηση, βεβαιωθείτε ότι το μέσο ανύψωσης είναι κατάλληλο να
μάτια σας με γυαλιά και τραβήξετε να βγει το χαρτονένιο κιβώτιο.
Αφαιρέστε τις βίδες και τις ενδεχόμενες πλάκες που στερεώνουν το
μηχάνημα στην παλέτα.
:
Βγάλτε το κουτί που περιέχει τα ποδαρικά
Ανασηκώστε τη μηχανή με ένα ανυψωτικό και στερεώστε τα 4
ποδαρικά χρησιμοποιώντας τις παρεχόμενες βίδες
Ελευθερώστε την πάνω κάλυψη κόβοντας το κορδελάκι που την
συγκρατεί.
Αποσυσκευάστε τον περιελικτήρα αποκομμάτων και τοποθετήστε τον
σύμφωνα με τις συνημμένες οδηγίες.
5.2. Συνθήκες περιβάλλοντος
Τοποθετήστε τη μηχανή προσέχοντας να είναι τέλεια οριζόντια στο πάτωμα (λιβελαρισμένη), σε ένα κατάλληλο
περιβάλλον χωρίς υγρασία, εύφλεκτα υλικά, αέρια ή άλλες εκρηκτικές ύλες. Το μηχάνημα θα πρέπει να εγκαθίσταται
μόνο σε λείες, οριζόντιες και μη εύφλεκτες επιφάνειες.
Αφήστε έναν ελεύθερο χώρο τουλάχιστον 0,5m γύρω από τη μηχανή, για να μην εμφράζονται τα ανοίγματα
εξαερισμού
Ασφαλίστε τη μηχανή, όταν ολοκληρωθεί η σωστή τοποθέτησή της, ενεργώντας στο φρένο των τροχών.
Επιτρεπόμενες συνθήκες στους χώρους που είναι τοποθετημένη η μηχανή:
Θερμοκρασία από + 5°C ως + 40°C
Σχετική υγρασία από 30% ως 90% χωρίς συμπύκνωση.
Ο φωτισμός του χώρου πρέπει να είναι σύμφωνος με την ισχύουσα νομοθεσία του κράτους και πρέπει οπωσδήποτε να
είναι ομοιόμορφος και να εξασφαλίζει καλή ορατότητα, για την ασφάλεια και την υγεία του εργαζόμενου.
ΒΑΘΜΟΣ ΑΣΦΑΛΕΙΑΣ ΤΗΣ ΜΗΧΑΝΗΣ = IP20
Ο ΠΑΡΑΓΟΜΕΝΟΣ ΘΟΡΥΒΟΣ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ ΕΙΝΑΙ ΚΑΤΩΤΕΡΟΣ ΑΠΟ 70 dB(A)
5.3. Ηλεκτρική σύνδεση
Hz): βλέπε στοιχεία πινακίδας
W): βλέπε στοιχεία πινακίδας
A): βλέπε στοιχεία πινακίδας
: Σε οποιαδήποτε επικοινωνία με τον κατασκευαστικό οίκο αναφέρετε πάντα το
ΤΗΡΕΙΤΕ ΤΟΥΣ ΚΑΝΟΝΙΣΜΟΥΣ ΑΣΦΑΛΕΙΑΣ ΤΟΥ ΧΩΡΟΥ ΕΡΓΑΣΙΑΣ!
κάνετε την ηλεκτρική σύνδεση βεβαιωθείτε ότι η τάση του δικτύου αντιστοιχεί στα VOLT
Σε περίπτωση αμφιβολίας σχετικά
35
Page 37

Κεφάλαιο 6. Ρύθμιση και προεταοιμασία της μηχανής
EL
Q1 Γενικός διακόπτης
▼
▲
3
L
L
L
L
D
✱
S Κουμπί επιλογής παραμέτρων
ΣΥΓΚΟΛΗΣΗ ΜΟΝΟ
Αυτό το πρόγραμμα επιτρέπει μόνο τη στερέωση της ταινίας.
Η ταινία απλώνεται με τη βοήθεια της θερμότητας
λεπίδας στερέωσης και της αντίθεσης του υψηλότερου τεφλόν με επικάλυψη προκαλεί το
διαχωρισμό των δύο λωρίδων της ταινίας.
Το προϊόν που πρόκειται να συσκευαστεί περιέχεται σε μια δισκέτα σάκο.
Επιτυγχάνεται ρυθμί
Θερμοκρασία πνεύμονα “tEMP" = OFF.
ΣΥΓΚΟΛΛΗΣΗ ΚΑΙ ΣΥΣΤΟΛΗ
Το πρόγραμμα αυτό επιτρέπει ταυτόχρονα τη στερέωση και συρρίκνωση της ταινίας.
Η συρρίκνωση παράγεται από την εξαναγκασμένη κυκλοφορία του θερμού αέρα γύρω από τη
συσκευασία. Η θέρμανση
(πνεύμονας θερμότητας).
Το προϊόν που είναι να συσκευαστεί είναι κλεισμένο σε ένα σάκο που εφάπτεται τέλεια στη
φόρμα του.
Επιτυγχάνεται ρυθμίζοντας:
Χρόνος επαναφοράς “Shri” = την επιθυμητή τιμή.
6.1. Ρύθμιση
6.1.1. Πίνακας χειρισμού
Το μηχάνημα είναι εξοπλισμένο με ένα πίνακα ελέγχου, από τον οποίο μπορείτε να ρυθμίσετε όλες τις λειτουργίες
προγραμματισμού και λειτουργικότητας.
Πλήκτρο “ΜΕΙΩΣΗ”.
Μειώνει τις τιμές των λειτουργιών
Πλήκτρο “ΑΥΞΗΣΗ”
Αυξάνει τις τιμές των λειτουργιών
Κουμπί “Soft Shrink”.
Σας επιτρέπει να μειώσετε την ταχύτητα
του ανεμιστήρα
1 Ένδειξη θερμοκρασίας
2 Ένδειξη σύμπτυξης
3 Ένδειξη συγκόλλησης
4 Led Soft Shrink
Οθόνη.
Δείχνει τις προεπιλεγμένες λειτουργίες και
τα αντίστοιχα δεδομένα που έχουν
διατυπωθεί
Κουμπί επιλογής καταμέτρησης κύκλων
6.1.2. Θέση σε κίνηση της μηχανής
Γυρίστε τον γενικό διακόπτη (Q1) στη θέση 1.
Η οθόνη (D) ανοίγει και εμφανίζεται ο αριθμός του προγράμματος.
Η έναυση του μηχανήματος τροφοδοτεί την αντίσταση της συρρίκνωσης, αρχίζοντας να θερμαίνεται.
Πριν αρχίσετε περιμένετε να φτάσει στην καθορισμένη θερμοκρασία και να σβήσει το λαμπάκι του δείκτη L1.
6.1.3. Επιλογή προγραμμάτων και βαθμονόμηση παραμέτρων
Το μηχάνημα έχει 10 προγράμματα (Pr 1÷Pr 10) που επιλέγονται πατώντας τα κουμπιά (▲) και (▼).
Τα προγράμματα είναι πανομοιότυπα και, μέσω των κατάλληλων ρυθμίσεων, μπορούν να εκτελέσουν 2 διαφορετικές
τυπολογίες συσκευασίας:
της λεπίδας στερέωσης. Η πίεση μεταξύ της
ζοντας:
του αέρα εξασφαλίζεται με το πέρασμά του από μια αντίσταση
Θερμοκρασία πνεύμονα “tEMP" = την επιθυμητή τιμή,
36
Page 38

Κεφάλαιο 6. Ρύθμιση και προεταοιμασία της μηχανής
EL
Αφού επιλέξετε το επιθυμητό πρόγραμμα πατήστε το κουμπί (S) για να εμφανίσετε τις παραμέτρους του προγράμματος.
Στην οθόνη θα εμφανιστεί ο κωδικός (που αναβοσβήνει) ο οποίος προσδιορίζει την πρώτη παράμετρο που θα αλλάξει με
τη ρυθμιζόμενη τιμή.
Σε περίπτωση που η παράμετρος δείχνει κάποια λειτουργία που σχετίζεται με ένα led δείκτη που υπάρχει στον πίνακα,
το ίδιο το led αναβοσβήνει για να υποδείξει ότι προγραμματίζει μια παράμετρο για τη σχετική λειτουργία.
Για να αλλάξετε επομένως την τιμή πατήστε τα κουμπιά (▲) και (▼).
Αφού ρυθμίσετε την επιθυμητή τιμή πατήστε ξανά το κουμπί (S) για να μεταβείτε στην επόμενη παράμετρο και ούτω
καθεξής μέχρι να βγείτε από τη λειτουργία του προγραμματισμού των παραμέτρων που υποδεικνύεται από την
επιστροφή της οθόνης στην ένδειξη του επιλεγμένου προγράμματος.
Σημείωση: τα κουμπιά (▲) και (▼) ενεργούν σε βήματα του ενός ψηφίου αλλά αν κρατηθούν πατημένα περισσότερο
από ένα δευτερόλεπτο η τιμή αυξάνεται ή μειώνεται γρήγορα.
37
Page 39

Κεφάλαιο 6. Ρύθμιση και προεταοιμασία της μηχανής
EL
Χρόνος κόλλησης
Είναι ο χρόνος κατά τον οποίο εκτελείται η συγκόλληση του
Χρόνος επαναφοράς
Θερμοκρασία πνεύμονα
Είναι η θερμοκρασία που πρέπει να φθάσει η αντίσταση του
Χρόνος καθυστέρησης ενεργοποίησης φτερωτής μετά την
Soft Shrink
Ταχύτητα Soft Shrink
Όταν το μηχάνημα είναι στη λειτουργία ΕΠΙΛΟΓΗ ΠΡΟΓΡΑΜΜΑΤΩΝ, η οθόνη δείχνει το πρόγραμμα σε εκτέλεση (πχ
✱
✱
✱
Οι παράμετροι λειτουργίας για κάθε πρόγραμμα είναι:
Παράμετρος Περιγραφή Εύρος Προεπιλογή
φιλμ.
Είναι ο χρόνος κατά τον οποίο εκτελείται η θερμική συστολή
(λειτουργία του ανεμιστήρα).
πνεύμονα θερμότητας.
Η τιμή που υποδεικνύεται αντιστοιχεί σε:
0 = 0° (Η αντίσταση είναι απενεργοποιημένη)
1 … 150 = 100° … 398°C (2°C ανά σημείο)
κόλληση
Είναι ο χρόνος αναμονής μεταξύ του τέλους της
συγκόλλησης και της αρχής της θερμικής συστολής
(λειτουργία του ανεμιστήρα).
Σας επιτρέπει να μειώσετε τη λειτουργία του ανεμιστήρα με
την προγραμματισμένη τιμή στη διαδοχική παράμετρο
“SPSS”.
Για να ενεργοποιήσετε/απενεργοποιήσετε τη λειτουργία
“SoFt” έχει προγραμματιστεί το κουμπί Soft-Shrink (3) το
οποίο πατημένο και ελεύθερο ενεργοποιεί/απενεργοποιεί τη
λειτουργία.
Κατά την καταχώρηση της λειτουργίας η οθόνη δείχνει
αμέσως την παράμετρο "SPSS" του ενεργού προγράμματος
το οποίο μπορεί στη συνέχεια να τροποποιηθεί.
Για να εξέλθετε από μια τέτοια λειτουργία αρκεί να
εκτελέσετε έναν κύκλο λειτουργίας ή να πατήσετε το κουμπί
(S).
Η λειτουργία αυτή χρησιμεύει για τη συσκευασία ελαφριών
προϊόντων.
OFF / 0,1 ÷ 3,0 δευτ. 1,3
OFF / 0,1 ÷ 10,0
δευτ.
OFF / 1 ÷ 150 100
OFF / 0,1 ÷ 1,0 δευτ. OFF
OFF - On OFF
2,5
Είναι η παράμετρος που σας επιτρέπει τη ρύθμιση της
ταχύτητας του ανεμιστήρα.
ΜΕΡΙΚΗ ΚΑΤΑΜΕΤΡΗΣΗ ΚΥΚΛΩΝ
"Πρόγ. 1”).
Από τη λειτουργία αυτή πατώντας το κουμπί (
οθόνη δείχνει την τιμή που επιτεύχθηκε από τη μερική καταμέτρηση κύκλων.
Ξαναπατώντας το κουμπί (
Η μερική καταμέτρηση κύκλων προβλέπει την αύξηση σε συνάρτηση με καθεμία συγκόλληση μέχρι τη μέγιστη ένδειξη
9999 κύκλων μετά την οποία η καταμέτρηση μπλοκάρει περιμένοντας την εντολή της επαναφοράς.
Η εντολή επαναφοράς της καταμέτρησης κύκλων μπορεί να γίνει μόνο όταν βρίσκεται στη λειτουργία καταμέτρησης
κύκλων πατώντας το κουμπί(
Κατά την εκτέλεση της εντολής της επαναφοράς η οθόνη θα δείξει επομένως “0”.
) επιστρέφετε στην επιλογή των προγραμμάτων και έτσι στην περιστροφή.
) και κρατώντας το πατημένο για περισσότερο από 3 δευτ.
) εισέρχεστε στη λειτουργία “μερικής καταμέτρησης κύκλων” στην οποία η
40 ÷ 100 % 50
38
Page 40

Κεφάλαιο 6. Ρύθμιση και προεταοιμασία της μηχανής
EL
AL1:
Αναστολέας τέλους διαδρομής B1 κλειστός κατά το άναμμα της μηχανής.
AL2:
Μη επιτευχθείσα θερμοκρασία.
AL3:
Έχει ξεπεραστεί η μέγιστη θερμοκρασία.
Θερμοστοιχείο με διακεκομμένα καλώδια που έχουν υποστεί ζημιά ή δεν είναι σε επαφή με το σημείο
AL4:
Διακεκομμένο στοιχείο.
AL5:
Προστασία της λάμας συγκόλλησης.
AL6:
Παρέμβαση του θερμοστάτη ασφαλείας του πνεύμονα εξαιτίας υπερθέρμανσης.
AL7:
Ασφάλεια χειριστή.
AL8:
Ασφάλεια χειριστή.
ALL:
Κλειστή καμπάνα μετά τη σύμπτυξη.
Αν κατά τον κύκλο σύμπτυξης η καμπάνα παραμένει κλειστή πέραν του τεθέντος χρόνου σύμπτυξης, η
EEE:
Μπλοκάρισμα μηχανήματος.
OffL:
Αποτυχυμένη επικοινωνία μεταξύ της οθόνης και της μονάδας ισχύος.
Για το reset του συναγερμού σβήστε και ανάψτε πάλι τη μηχανή.
6.1.4. Μηνύματα συναγερμού
Η ηλεκτρονική κάρτα προβλέπει την εμφάνιση ορισμένων συναγερμών που επισημαίνονται με την εμφάνισης στην οθόνη
(D) των ακόλουθων μηνυμάτων:
Οι αιτίες μπορεί να είναι:
Μηχάνημα αναμμένο με τον θόλο κατεβασμένο. Σηκώστε τον θόλο.
Τέλος διαδρομής B1 χαλασμένο. Επιδιορθώστε ή αλλάξτε το τέλος διαδρομής.
Και στις δύο περιπτώσεις το μηχάνημα δεν εκτελεί τον κύκλο εργασίας και θα πρέπει να ανοίξετε την επαφή
του τέλους διαδρομής για να ακυρώσετε την ένδειξη.
Με το άνοιγμα των επαφών η σήμανση λάθους σταματά.
Η αιτία μπορεί να είναι:
Η θερμοκρασία εργασίας δεν επιτεύχθηκε στον καθορισμένο χρόνο (15 min.).
Ελέγξτε αν το θερμοζεύγος είναι τοποθετημένο σωστά. Ελέγξτε την αντίσταση θέρμανσης.
Για το reset του συναγερμού σβήστε και ανάψτε πάλι τη μηχανή.
Οι αιτίες μπορεί να είναι:
στερέωσης στο θερμικό απαγωγέα.
Πλακέτα μεμβράνης με ανάλογη επίπεδη σύνδεση που έχει υποστεί ζημιά με απώλεια της θερμικής μόνωσης.
Μαγνήτες συστολής που έχουν υποστεί ζημιά με απώλεια της ηλεκτρικής μόνωσης.
Στην ηλεκτρική πλακέτα ισχύος το ηλεκτρονικό εξάρτημα για τον έλεγχο της τροφοδοσίας του απαγωγέα
έχει υποστεί βλάβη.
Εκτελέστε τις ηλεκτρικές μετρήσεις ή/και αντικαταστήστε τα εξαρτήματα.
Για το reset του συναγερμού σβήστε και ανάψτε πάλι τη μηχανή.
Για το reset του συναγερμού σβήστε και ανάψτε πάλι τη μηχανή.
Η αιτία μπορεί να είναι:
Βραχυκύκλωμα συγκόλλησης triac ή ανοιχτό κύκλωμα συγκόλλησης πλευράς τάσης του δικτύου.
Για το reset του συναγερμού σβήστε και ανάψτε πάλι τη μηχανή.
Η αιτία μπορεί να είναι:
Δυσλειτουργία του συστήματος ελέγχου θερμοκρασίας του απαγωγέα θερμότητας.
Βεβαιωθείτε ότι το μηχάνημα δεν παρουσιάζει ανωμαλίες κατά τη διάρκεια της λειτουργίας (παράξενους
θορύβους, εκπομπή μυρωδιάς καύσης, παραδόξως υψηλές θερμοκρασίες λειτουργίας).
Επιχειρήστε να επαναφέρετε χειροκίνητα το θερμοστάτη ασφαλείας που βρίσκεται κάτω από το μπροστινό
πίνακα (αφαιρέστε την τάση από το μηχάνημα πριν ανοίξετε τον πίνακα).
Η αιτία μπορεί να είναι:
Βραχυκύκλωμα του ρελέ KM.
Για το reset του συναγερμού σβήστε και ανάψτε πάλι τη μηχανή.
Η αιτία μπορεί να είναι:
Ανοιχτό κύκλωμα του ρελέ KM.
Για το reset του συναγερμού σβήστε και ανάψτε πάλι τη μηχανή.
μηχανή συνεχίζει τη σύμπτυξη για μέγιστο χρόνο 10 δευτερολέπτων, πέραν του οποίου σταματάει.
Για το reset του συναγερμού αρκεί να ανοίξετε την καμπάνα.
Επικοινωνήστε με την τεχνική υποστήριξη.
Αν μετά την πραγματοποίηση των εργασιών και των ελέγχων που ενδείκνυνται για την επαναφορά του
μηχανήματος, ο συναγερμός παραμένει, επικοινωνήστε με την υπηρεσία τεχνικής υποστήριξης.
39
Page 41

Κεφάλαιο 6. Ρύθμιση και προεταοιμασία της μηχανής
EL
Τοποθετήστε την μπομπίνα φιλμ στον κύλινδρο (5)
Η σωστή τοποθέτηση των μικρο-τρυπανιών σας επιτρέπει
να επιτύχετε μια βέλτιστη θερμική συστολή αποφεύγοντας
το σκίσιμο του συσκευασμένου πακέτου κατά μήκος της
συγκόλλησης.
Για το σκοπό αυτό μπορείτε να ρυθμίσετε την απόσταση
μεταξύ του μικρο
περιστρέφοντας το ίδιο το κοντράστ.
Μειώνοντας αυτή την απόσταση η διάτρηση του φιλμ γίνεται
πιο έντονη.
Το δικτυωτό πιάτο (12) μπορεί να τοποθετηθεί ανάλογα με
το αντικείμενο προς συσκευασία.
Για
τοποθετημένο με τρόπο που η συγκόλληση του φιλμ να
βρίσκεται στα μισά του ύψους της συσκευασίας.
Για την τοποθέτησή του ενεργείστε ως εξής:
Η βάση της μπομπίνας (4) και το πάτο συσκευασίας (11)
πρέπει να ρυθμιστούν ανάλογα με το φάρδος (a) του
αντικειμένου
χώρο μεταξύ του αντικειμένου και του περιθωρίου
συγκόλλησης.
6.2. Τοποθέτηση μπομπίνας φιλμ
μπλοκάροντάς την με τα κωνικά στοιχεία (6)
Τοποθέτηση του κυλίνδρου στο στήριγμα μπομπίνας
Περάστε το φιλμ πέριξ του κυλίνδρου αναστροφής (7)
Πέρασμα μέσω των «μικροτρυπητών» (8)
Πέρασμα πάνω από τον κύλινδρο επαναφοράς φιλμ (9)
Περάστε το φιλμ πέριξ του κυλίνδρου αναστροφής (10)
Πέρασμα της κατώτερης άκρης του φιλμ κάτω από το
πιάτο της συσκευασίας (11)
Πέρασμα της ανώτερης άκρης του φιλμ πάνω από το
πιάτο συσκευασίας (11).
6.3. Ρύθμιση των μικρο-τρυπανιών
-τρυπανιού (Α) και του κοντράστ (Β)
6.4. Τοποθέτηση του δικτυωτού πιάτου
μία καλή συσκευασία το δικτυωτό πιάτο πρέπει να είναι
Τραβήξτε το πιάτο ακολουθώντας τα τόξα
Βγάλτε το πιάτο από τις συνδέσεις
Ξανατοποθετήστε το πιάτο στις συνδέσεις στο
επιθυμητό ύψος.
6.5. Ρύθμιση βάσης μπομπίνας και πιάτου συσκευασίας
προς συσκευασία, αφήνοντας περίπου 1–2 εκ.
40
Page 42

Κεφάλαιο 6. Ρύθμιση και προεταοιμασία της μηχανής
EL
Για να εκτελέσετε την 1η συγκόλληση φέρετε το φιλμ όπως
δείχνει η εικόνα.
Κατεβάστε το χερούλι της καμπάνας με το αριστερό χέρι και
πιέσατε με πίεση 10
Η μηχανή θα μπει αυτομάτως σε λειτουργία και θα
πραγματοποιήσετε την πρώτη συγκόλληση στο
άκρο του φιλμ.
Με το δεξί χέρι βοηθήστε το ξεκόλλημα του φιλμ από την
λεπίδα της συγκόλλησης.
Πραγματοποιείστε τώρα μία σειρά κύκλων αρκετή για να
σχηματίσει μία λουρίδα
Περάστε την γύρω από τους κυλίνδρους επιστροφής (26)
και (27), από τον κύλινδρο χειρισμού (28) και γαντζώστε
την στην συσκευή περιέλιξης (29).
Τώρα η μηχανή είναι έτοιμη για να προβεί στην συσκευασία.
Ανασηκώστε με το αριστερό χέρι την άκρη του φιλμ πάνω
στο πιάτο συσκευασίας.
Βάλετε με το δεξί χέρι το προϊόν μέσα στο φιλμ και σπρώξτε
το προς τα αριστερά μέχρι που να το ακουμπήσετε πάνω
στο δικτυωτό πιάτο αφήνοντας περίπου 1
μεταξύ του προϊόντος και του εσωτερικού τελάρου
συγκόλλησης έτσι ώστε να επιτρέπει το πέρασμα του αέρα
για την θερμοσυστολή.
Πιέζοντας στο χερούλι της καμπάνας με μία πίεση
περίπου 15 κιλ. η καμπάνα πηγαίνει να ακουμπήσει πάνω
στη συγκολλητική λεπίδα.
Με αυτό τον τρόπο γίνεται αυτομάτως η συγκόλληση του
φιλμ στις ανοιχτές πλευρές (δεξιά και μπροστινή).
Αν έχετε ρυθμίσει τη λει
ΣΥΣΤΟΛΗΣ” θα δείτε το φιλμ να συστέλλεται γύρω από το
προϊόν, μειώστε επομένως ελαφρά την πίεση στη λαβή
της καμπάνας ούτως ώστε να καταστεί δυνατή η
απόσπαση του φιλμ από την περιοχή της συγκόλλησης
εντός.
Με το δεξί χέρι βοηθήστ
λεπίδες συγκόλλησης προς τα έξω.
6.6. Εκτέλεση 1ης συγκόλλησης φιλμ
– 15 κιλών.
αριστερό
6.7. Γάντζωμα του φιλμ στη συσκευή περιέλιξης (όπου προβλέπεται)
σκάρτου φιλμ.
6.8. Εισαγωγή του αντικειμένου προς συσκευασία
– 2 εκ. χώρο
6.9. Συσκευασία
τουργία “ΣΥΓΚΟΛΛΗΣΗΣ ΚΑΙ
ε την απόσπαση του φιλμ από τις
41
Page 43

Κεφάλαιο 7. Τακτική συντήρηση
EL
ΣΥΧΝΟΤΗΤΑ
ΕΞΑΡΤΗΜΑ
ΤΥΠΟΣ ΕΡΓΑΣΙΑΣ
Κάθε
ημέρα
Μηχάνημα
Καθαρίστε το μηχάνημα με ένα πανί βρεγμένο με νερό.
Κάθε
ημέρα
Λεπίδα συγκόλλησης
Αφαιρέστε με ένα στεγνό πανί τα υπολείμματα του φιλμ που μπορεί να
αποτίθενται στη λεπίδα συγκόλλησης.
Κάθε
ημέρα
Πάνω καμπάνα
από πλεξιγκλάς
Καθαρίστε το εξωτερικό και εσωτερικό της καμπάνας από πλεξιγκλάς
αποκλειστικά και μόνο με νερό και σαπούνι.
Κάθε
ημέρα
Κάτω καμπάνα
Αφαιρέστε τα υπολείμματα του φιλμ που έχουν αποτεθεί μέσα στην
καμπάνα και στην περιοχή του πνεύμονα θερμότητας με συμπιεσμένο αέρα.
Κάθε
Λεπίδα συγκόλλησης
Βεβαιωθείτε ότι δεν έχει φθαρεί η λεπίδα συγκόλλησης.
αντικαταστήστε το.
Κάθε
3 μήνες
Υγρό ψύξης
Ελέγξτε το επίπεδο του υγρού και ξαναγεμίστε το αν είναι απαραίτητο.
Αφαιρείτε με ένα στεγνό πανί τα υπολείμματα φιλμ που
Προτού απομακρύνετε ενδεχόμενα υπολείμματα φιλμ
εικόνα A
εικόνα B
Για την καθαριότητα της άνω καμπάνας (18)
καμπάνα (18) και να μειώσουν τη διαφάνεια της.
Για τον καθαρισμό της μηχανής χρησιμοποιείτε ένα
Εάν η μηχανή λειτουργεί σε χώρο με σκόνη είναι
7.1. Προφυλάξεις για επεμβάσεις τακτικής συντήρησης
Η ΤΑΚΤΙΚΗ ΣΥΝΤΗΡΗΣΗ ΠΡΕΠΕΙ ΝΑ ΠΡΑΓΜΑΤΟΠΟΙΕΙΤΑΙ ΑΠΟ ΕΙΔΙΚΕΥΜΕΝΟ ΠΡΟΣΩΠΙΚΟ ΚΑΤΑΛΛΗΛΑ ΕΚΠΑΙΔΕΥΜΕΝΟ.
Πριν πραγματοποιήσετε οποιαδήποτε επέμβαση συντήρησης σβήστε την μηχανή δρώντας στο
γενικό διακόπτη, βγάλτε το βύσμα από την πρίζα ρεύματος και περιμένετε να κρυώσει η μηχανή!
7.2. Πίνακας συντήρησης
Η τυπολογία του μηχανήματος απαιτεί μειωμένες εργασίες συντήρησης, παρόλα αυτά ακολουθήστε το πρόγραμμα συντήρησης.
μήνα
Ελέγξτε την κατάσταση της φθοράς του τεφλόν και αν είναι απαραίτητο
7.3. Καθαρισμός λεπίδας συγκόλλησης
ενδέχεται να μένουν στη λεπίδα συγκόλλησης.
Πραγματοποιείτε την παραπάνω εργασία αμέσως μετά
από μια συγκόλληση έτσι ώστε τα ακόμα ζεστά
υπολείμματα να αφαιρούνται με ευκολία
Για καλύτερο καθαρισμό συστήνεται η περιοδική
λίπανση της ελπίδας συγκόλλησης με το
αντισυγκολλητικό γράσο με teflon που σας παρέχεται
με τη μηχανή.
7.4. Απομάκρυνση φύρας από πλαστικό φιλμ και άλλα
από τα ζεστά μέρη της μηχανής (π.χ. στο φτυαράκι
ανοίγματος βαλβίδας θέρμανσης), περιμένετε ώσπου η
μηχανή να κρυώσει δεόντως
Στην περίπτωση που πρέπει να καθαρίσετε την κάτω
καμπάνα αφαιρείτε το δικτυωτό πιάτο (12) και
απομακρύνετε τα κομμάτια που έπεσαν στο εσωτερικό
του μέρος (εικόνα A)
Όταν η μπομπίνα της αυτόματης συσκευής περιέλιξης
(29) είναι γεμάτη, αφαιρέστε το φιλμ ξεβιδώνοντας την
λαβή (30) και αφαιρώντας τον δίσκο (31) (εικόνα B).
7.5. Καθαρισμός της μηχανής
καθαρίστε εσωτερικά και εξωτερικά μόνο με νερό
και σαπούνι.
Μην χρησιμοποιείτε απορρυπαντικά με διαλύτες
που ενδέχεται να προκαλέσουν ζημιά στην
βρεγμένο πανί.
απαραίτητο να καθαρίζετε πιο συχνά τη μηχανή,
εξωτερικά και εσωτερικά. Συστήνεται κυρίως να
αφαιρείται η σκόνη που μένει στα εσωτερικά ηλεκτρικά
μέρη.
42
Page 44

Κεφάλαιο 7. Τακτική συντήρηση
EL
Ελέγχετε κάθε 3 μήνες το επίπεδο του υγρού ψύξης
ξεβιδώνοντας τον πίσω πίνακα (34).
Βεβαιωθείτε ότι το επίπεδο του υγρού δεν είναι κατώτερο του
σημείου που ενδείκνυται, διαφορετικά ξεβιδώστε το πώμα (35)
και προσθέστε ένα μείγμα νερο
(10%).
Όταν οι συνδέσεις από teflon (32) είναι πολύ φθαρμένες,
αντικαθιστήστε τις με τα αντίστοιχα ανταλλακτικά
προσέχοντας η τοποθέτηση να είναι γραμμική και επίπεδη.
Καθαρίζετε το λάστιχο (33) με απορρυπαντικό προτού
τοποθετήσετ
Εάν και το λάστιχο (33) είναι φθαρμένο το αντικαθιστάτε με
τον ακόλουθο τρόπο:
Για να αντικαταστήσετε τη λεπίδα συγκόλλησης (13)
ακολουθείτε την εξής διαδικασία:
λεπίδα συγκόλλησης έτσι ώστε η λεπίδα να μπει στην
τοποθετημένη και σε τάση.
7.6. Έλεγχος ψυκτικού υγρού (όπου προβλέπεται)
ύ και αντιψυκτικού υγρού
7.7. Αλλαγή teflon και λάστιχου
ε την αυτοκόλλητη teflon ταινία.
Αφαιρείτε το παλιό λάστιχο
Καθαρίζετε την υποδοχή όπου είναι τοποθετημένο
Τοποθετείτε γραμμικά το νέο λάστιχο
Καθαρίζετε με απορρυπαντικό το λάστιχο
Τοποθετείτε την αυτοκόλλητη ταινία teflon.
7.8. Αλλαγή λεπίδας συγκόλλησης
Διακόπτετε την τάση στη μηχανή
Ξεβιδώνετε τις τρεις βίδες (20) – (21) – (22)
Αφαιρείτε την παλιά λεπίδα συγκόλλησης
Καθαρίζετε την υποδοχή και εάν είναι απαραίτητο
αντικαθιστάτε το μονωτικό teflon (23) του κεντρικού
ακροδέκτη
Εισάγετε τη νέα λεπίδα συγκόλλησης ξεκινώντας από τον
κεντρικό ακροδέκτη και σφίγγετε τη βίδα (21)
Τοποθετείτε τη νέα λεπίδα συγκόλλησης ξυστά με την
τρύπα των μικρών πιστονιών (24) και (25)
Ολοκληρώνετε την τοποθέτηση της νέας λεπίδας
συγκόλλησης σε όλη τη θέση
Σπρώχνετε βαθιά το πίσω πιστόνι (24) προς τη λεπίδα
συγκόλλησης έτσι ώστε η λεπίδα να μπει στην τρύπα του
πιστονιού και σφίγγετε τη βίδα (22)
Σπρώχνετε βαθιά το μπροστινό πιστόνι (25) προς τη
τρύπα του πιστονιού και σφίγγετε τη βίδα (20)
Τοποθετείτε το teflon που εξέχει από τον κεντρικό
ακροδέκτη
Βεβαιωθείτε ότι η λεπίδα συγκόλλησης είναι σωστά
43
Page 45

Κεφάλαιο 7. Τακτική συντήρηση
EL
Το μηχάνημα εκτελεί
Η θερμοκρασία του πνεύμονα θερμότητας
είναι πολύ χαμηλή
Αυξήστε τη ρυθμισμένη θερμότητα
Η παράμετρος του χρόνου συστολής “Shri"
είναι ρυθμισμένη στο OFF.
Αυξήστε την τιμή (0,1 ÷ 10)
Η παράμετρος της θερμοκρασίας του
OFF.
Αυξήστε την τιμή (1 ÷ 150)
Το μηχάνημα είναι σε θέρμανση
Περιμένετε μέχρι το μηχάνημα να φτάσει τη
από τη λυχνία “L1”)
Δεν περιστρέφεται ο ανεμιστήρας
Ο κινητήρας του ανεμιστήρα έχει υποστεί ζημιά.
εξυπηρέτησης.
Έχει ξεπεραστεί η μέγιστη θερμοκρασία του
αποσυνδέοντας την αντίσταση.
Επικοινωνήστε με την τεχνική υπηρεσία
Η θερμοσυρρίκνωση
Το φιλμ δεν είναι κατάλληλο ή είναι κακής
ποιότητας
Αντικαταστήστε το φιλμ
Οι διαστάσεις του προϊόντος είναι πάρα πολύ
Οι διαστάσεις του προϊόντος είναι
(δείτε παράγραφο 3.1.)
Η θερμοσυρρίκνωση
προϊόν)
Το φιλμ δεν έχει μικρές οπές
Αφήστε να κυλήσει σωστά το φιλμ διαμέσου
των μικρών οπών (δείτε παράγραφο 6.2.)
Οι μικρο-οπές είναι υπερβολικά μικρές.
Μειώστε την απόσταση μεταξύ του μικροπαράγραφο 6.3)
Η συγκόλληση ανοίγει
Η λάμα συγκόλλησης είναι βρώμικη ή έχει
υποστεί ζημιά
Καθαρίστε τη λάμα συγκόλλησης ή
αντικαταστήστε την αν έχει υποστεί ζημιά
Ο χρόνος συγκόλλησης είναι λάθος
Ρυθμίστε το χρόνο της συγκόλλησης
Η πίεση του κώδωνα δεν είναι αρκετή
Αυξήστε ελαφρώς την πίεση στη λαβή του
κώδωνα
Η συγκόλληση δεν
είναι κανονική
Το φιλμ δεν είναι κατάλληλο ή είναι κακής
ποιότητας
Αντικαταστήστε το φιλμ
Δεν γίνεται η
Ο χρόνος συγκόλλησης είναι πολύ χαμηλός
Αυξήστε τη ρυθμισμένη τιμή
Η λάμα συγκόλλησης δεν τροφοδοτείται
Επισκευάστε το τροφοδοτικό κύκλωμα της
εξυπηρέτησης
Το τεφλόν ή/και η τσιμούχα του καλύμματος
έχουν φθαρεί
Αντικαταστήστε το τεφλόν ή/και την τσιμούχα
του καλύμματος
Η λάμα συγκόλλησης έχει υποστεί ζημιά
Αντικαταστήστε τη λάμα συγκόλλησης
Παρουσία καπνού
κατά τη συγκόλληση
Ο χρόνος συγκόλλησης είναι πάρα πολύ υψηλός
Μειώστε τη ρυθμισμένη τιμή
Υπάρχουν υπολείμματα στη λάμα συγκόλλησης
Καθαρίστε τη λάμα συγκόλλησης
ΠΡΟΣΟΧΗ!
που να έχει τις μηχανικές και ηλεκτρικές γνώσεις απαραίτητες για να δουλέψει σε ασφαλείς συνθήκες.
Το σύμβολο δείχνει ότι το προϊόν αυτό δεν πρέπει να μεταχειριστεί σαν οικιακό σκουπίδι.
πώληση ή και το αρμόδιο σέρβις για το χειρισμό των απορριμμάτων.
7.9. Λύση των προβλημάτων
ΠΡΟΒΛΗΜΑ ΑΙΤΙΑ ΛΥΣΗ
τη συγκόλληση αλλά
δεν ερμοσυρρικνώνει
πνεύμονα “tEMP" είναι ρυθμισμένη στο
ρυθμισμένη θερμότητα (απενεργοποίηση
Επικοινωνήστε με την τεχνική υπηρεσία
γίνεται, αλλά δεν είναι
ομοιόμορφη και
πλήρης.
παρουσιάζει
“φυσαλίδες” (το φιλμ
δεν εφάπτει στο
κατά τη
θερμοσυρρίκνωση
συγκόλληση
πνεύμονα θερμότητας.
Έχει επέμβει ο θερμοστάτης ασφαλείας,
μεγάλες
εξυπηρέτησης.
μεγαλύτερες από εκείνες που επιτρέπονται
τρυπανιού και του κοντράστ (δείτε
λάμας συγκόλλησης.
Επικοινωνήστε με την τεχνική υπηρεσία
Αν μετά την εκτέλεση των παραπάνω ελέγχων το μηχάνημα δεν λειτουργεί ακόμα τέλεια, επικοινωνήστε με την
υπηρεσία τεχνικής υποστήριξης περιγράφοντας με ακρίβεια το πρόβλημα που έχει εμφανιστεί.
7.10. Αποσυναρμολόγηση, διάλυση και απομάκρυνση υπολοίπων
Οι εργασίες αποσυναρμολόγησης και διάλυσης πρέπει να αναλαμβάνονται από ειδικευμένο προσωπικό
Ακολουθείτε την εξής διαδικασία:
Αποσυνδέετε τη μηχανή από το δίκτυο ηλεκτρικής τροφοδοσίας
Αποσυναρμολογείτε τα μέρη.
Όλα τα απορρίμματα πρέπει να μεταχειρίζονται να διατίθενται ή ανακυκλώνονται ανάλογα με την
κατηγοριοποίηση και τις προβλεπόμενες διαδικασίες από τη νομοθεσία του κράτους εγκατάστασης της
μηχανής.
Βεβαιωθείτε ότι το προϊόν απομακρύνεται με τον σωστό τρόπο, αυτό θα βοηθήσει στην πρόληψη ενδεχόμενων
αρνητικών επακόλουθων για το περιβάλλον και την υγεία των ανθρώπων, τα οποία θα μπορούσε να προκαλέσει
ακατάλληλος χειρισμός του προϊόντος αυτού. Για πιο λεπτομερείς επεξηγήσεις σχετικά με την ανακύκλωση του
προϊόντος αυτού, επικοινωνήστε με τον προμηθευτή του προϊόντος ή διαφορετικά με την τεχνική υποστήριξη μετά την
44
Page 46

Κεφάλαιο 8. Εγγύηση
EL
ΓΙΑ ΟΠΟΙΑΔΗΠΟΤΕ ΑΝΤΙΔΙΚΙΑ ΑΡΜΟΔΙΑ ΔΙΚΑΣΤΙΚΗ ΑΡΧΗ ΕΙΝΑΙ ΕΚΕΙΝΗ ΤΟΥ
BERGAMO (ΙΤΑΛΙΑ).
8.1. Πιστοποιητικό εγγύησης
Η εγγύηση ισχύει για 12 μήνες από την ημερομηνία εγκατάστασης με τους όρους που αναγράφονται στο εγχειρίδιο
οδηγιών. Συμπληρώστε το πίσω μέρος της κάρτας σε κάθε σημείο της και ταχυδρομήστε την.
8.2. Όροι εγγύησης
Η εγγύηση ισχύει για 12 μήνες από την ημερομηνία τοποθέτησης της μηχανής. Η εγγύηση περιέχει την αντικατάσταση η
την δωρεάν επισκευή όλων των κομματιών εκείνων που εμείς κρίνουμε ελαττωματικά λόγω ατέλειας των υλικών. Οι
επισκευές και οι αντικαταστάσεις γίνονται συνήθως στην έδρα του οίκου παραγωγής και ο αγοραστής θα επιβαρύνεται με
τα έξοδα μεταφοράς και εργασίας. Εάν η επισκευή ή η αντικατάσταση γίνει στην έδρα του αγοραστή αυτός θα
επιβαρυνθεί με τα έξοδα εργασίας, ταξιδιού και αποζημίωσης εκτός έδρας. Οι παροχές εγγύησης θα εκτελούνται μόνο
υπό την ευθύνη του οίκου παραγωγής η εξουσιοδοτημένου πωλητή. Για να έχετε δικαίωμα στις παροχές της εγγύησης
αποστείλατε στον οίκο παραγωγής ή στον εξουσιοδοτημένο πωλητή το ελαττωματικό κομμάτι, ώστε να πραγματοποιηθεί
η επισκευή ή η αντικατάσταση. Η παράδοση του επισκευασμένου κομματιού ή ενός καινούριου συμπεριλαμβάνεται στην
παροχή εγγύησης. Η εγγύηση δεν ισχύει:
Sτην περίπτωση που δεν έχει σταλεί άμεσα ταχυδρομικώς το ΠΙΣΤΟΠΟΙΗΤΙΚΟ ΕΓΓΥΗΣΗΣ την στιγμή της αγοράς,
κατάλληλα συμπληρωμένο και υπογεγραμμένο εντός 20 ημερών
Sε περίπτωση ελαττωματικής εγκατάστασης, τροφοδοσίας, αμέλειας κατά τη χρήση ή χειρισμού από μη
εξουσιοδοτημένα άτομα
Sε περίπτωση αλλαγών στη μηχανή δίχως γραπτή έγκριση του οίκου παραγωγής
Sε περίπτωση που η μηχανή δεν είναι πλέον ιδιοκτησία του πρώτου αγοραστή.
Ο οίκος παραγωγής δεν φέρει ευθύνη βάσει νόμου για ζημίες που προκλήθηκαν σε άτομα ή αντικείμενα και που
οφείλονται σε ελαττωματική εγκατάσταση ή σύνδεση στο δίκτυο ηλεκτρικής τροφοδοσίας ή ελαττωματικής
γείωσης ή σε περίπτωση αλλοίωσης της μηχανής. Ο οίκος παραγωγής διατηρεί το δικαίωμα να επιφέρει
αλλαγές ή βελτιώσεις ανάλογα με ανάγκες τεχνικές ή λειτουργίες.
45
Page 47

РУССКИЙ ПЕРЕВОД
ОРИГИНАЛЬНЫХ ИНСТРУКЦИЙ
Оглавление
RU
Глава 1. Описание стр.
1.1. Предисловие 47
1.2. Характеристики машины 47
1.3. Технические данные машины 47
Глава 2. Характеристики плёнки
2.1. Используемые виды плёнок 47
2.2. Расчёт полосы A для плёнки 48
Глава 3. Условия использования машины
3.1. Максимальные размеры и вес упаковки 48
3.2. Продукты, годные для упаковки 48
3.3. Продукты, запрещённые к упаковке 48
Глава 4. Правила техники безопасности
4.1. Меры предосторожности 48
4.2. Описание наклеек со знаками безопасности 49
4.3. Средства индивидуальной защиты 49
Глава 5. Монтаж машины
5.1. Транспортировка и размещение на рабочем месте 50
5.2. Условия окружающей среды 50
5.3. Электрическое подключение 50
Глава 6. Настройка и подготовка машины
6.1. Настройка 51
6.1.1. Панель управления 51
6.1.2. Включение машины 51
6.1.3. Выбор программ и тарирование параметров 51
6.1.4. Сообщения сигналов тревоги 54
6.2. Заправка рулона с плёнкой 55
6.3. Регулировка микроперфораторов 55
6.4. Размещение решётчатой панели 55
6.5. Регулировка держателя рулона и упаковочного диска 55
6.6. Выполнение первой запайки плёнки 56
6.7. Заправка плёнки в узел намотки (где предусмотрен) 56
6.8. Ввод а аппарат упаковываемого изделия 56
6.9. Процесс упаковки 56
Глава 7. Плановое техобслуживание
7.1. Меры предосторожности для операций планового техобслуживания 57
7.2. Таблица техобслуживания 57
7.3. Чистка лезвия запайки 57
7.4. Удаление отходов пластиковой плёнки и других отходов 57
7.5. Очистка машины 57
7.6. Контроль охлаждающей жидкости (где предусмотрено) 58
7.7. Замена тефлоновых и резиновых деталей 58
7.8. Замена лезвия запайки 58
7.9. Решение неполадок 59
7.10. Демонтаж машины, ее разборка и утилизация отходов 59
Глава 8. Гарантия
8.1. Гарантийное свидетельство 60
8.2. Гарантийные условия 60
Декларация соответствия нормам ЕС (ЕвроСоюза) 61
Электрическая схема (Смотреть приложение)
46
Page 48

Глава 1. Описание
RU
ОСТОРОЖНО!
нанести повреждения лицам, работающим на машине.
ОСТОРОЖНО!
машины.
Replay 40
Replay 55
Ширина “a”
1330 мм
1330 мм
Длина “b”
920 мм
920 мм
Высота “c”
880 мм
880 мм
Вес
111 кг
126 кг
Replay 40
Replay 55
Глава 2. Характеристики плёнки
RU
Машина может работать с любыми типами типами термоусадочной и
нетермоусадочной плёнки, применяемой в пищевой промышленности и имеющих
толщину от 15 до 50 микрон. Мы рекомендуем Вам, ради наилучших результатов
запайки, применять плёнку, продаваемые нами. Специальные характеристики наших
плёнок
нормативов и законов) и наилучшую работу наших машин (с точки зрения
соблюдения техники безопасности).
Replay
Replay
При выборе плёнки пользуйтесь таблицами технических характеристик плёнки,
использованию плёнок!
1.1. Предисловие
Данное “Руководство” подготовлено в соответствии со стандартом UNI 10893 от июля 2000 года. Оно написано для всех пользователей
машины в целях обеспечения ее правильной эксплуатации. Храните этот документ в легкодоступном известном всем пользователям месте
недалеко от машины. Это “Руководство” является частью машины и обеспечивает ее безопасное использование. Для лучшего понимания
мы даём определения следующих символов.
Правила техники безопасности для оператора. Это предупреждение указывает на наличие опасности, которая может
Горячие узлы. Указывает на опасность ожогов с риском несчастного случая, возможно тяжёлых, для операторов
ОСТОРОЖНО!
Не касаться!
БУДЬТЕ ОСТОРОЖНЫ!
Знак указывает на место, где есть возможность повреждения машины и-или его узлов.
Все права на воспроизведение данного “Руководства” принадлежат компании-производителю. Перепечатка, даже частичная, запрещена
законом. Описания и иллюстрации в данном “Руководстве” не являются обязательными, поэтому компания-производитель оставляет за
собой право в любое время вносить любые изменения в “Руководство”, если сочтёт это целесообразным. Данное Руководство нельзя
передавать третьим лицам без письменного разрешения компании-производителя.
1.2. Характеристики машины
Вы приобрели машину с превосходными характеристиками и с высокой производительностью, и мы благодарим Вас за сделанный выбор.
Система упаковки, производимой этой машиной – уникальна, она зарекомендовала себя во всём мире фактом существования более 300000
машин, работающих в отрасли тары и упаковки. Проверка временем данной технологии, а также качество комплектующих и материалов,
используемых в процессе производства и испытаний, являются лучшей гарантией высокой производительности и надежности данной
машины.Машина может быть использована для сваривания и термоусадки самой современной пластиковой плёнки, или же просто как
машина для запаивания пакетов, благодаря её специальному рабочему контуру. В последнем случае, можно упаковывать изделия в мягкие
пакеты без термоусадки.
1.3. Технические данные машины
Ширина “a”
Длина “b”
Высота “c” (колпак закрыт)
Высота “c” (колпак открыт)
1160 мм 1260 мм
700 мм 810 мм
1120 мм 1165 мм
1220 мм 1310 мм
Вес 90 кг 105 кг
Максим. производительность 300 упаковок/час 300 упаковок/час
2.1. Используемые виды плёнок
обеспечивают надёжность упаковок (с точки зрения действующих
40 A = 500 мм МАКС. D = 250 мм МАКС. d = 77 мм
55 A = 600 мм МАКС. D = 250 мм МАКС. d = 77 мм
нормами техники безопасности и данными здесь указаниями по
47
Page 49

Глава 2. Характеристики плёнки
RU
Полоса A = b + c + 100 мм
Слово “полоса
рулон с плёнкой, чтобы нормально упаковать продукт.
Глава 3. Условия использования машины
RU
Replay 40 a = 400 мм b = 250 мм c = 160 мм Вес = 10 кг
Replay 55
Примечание: указанные в таблице размеры относятся только к случаям, если
максимальный размер взят по одной оси (а по другим осям
максимальны).
сведения из главы 2.2., в которо
уже, чем ширина рулона плёнки.
Влагосодержащие и неустойчивые продукты
работников и повредить саму машину.
Глава 4. Правила техники безопасности
RU
2.2. Расчёт полосы A для плёнки
A” здесь обозначает полосу плёнки с шириной, которую должен иметь
3.1. Максимальные размеры и вес упаковки
a = 500 мм b = 380 мм c = 200 мм Вес = 15 кг
– должны быть не
Для максимального размера упаковки (b x c) Вы должны учитывать
й показано, что сумма размеров (b + c) на 100 мм
3.2. Продукты, годные для упаковки
Данные машины способны заключать в упаковку широкую группу различных продуктов, таких как: пищевые
продукты, продукты для продажи, графическая и почтовая продукция, продукция для розничная торговли,
промышленные изделия, текстильная продукция.
3.3. Продукты, запрещённые к упаковке
Категорически запрещено упаковывать следующие виды продукции, чтобы избежать серьёзного повреждения
машины, а также привести к рискам получения травмы оператором:
Различного типа и плотности жидкости в хрупких контейнерах
Легковоспламеняющиеся материалы и взрывчатые вещества
Флаконы с газом под давлением и флаконы любого типа
Сыпучие и летучие порошки
Сыпучие вещества с частицами, которые более мелкие, чем отверстия в решётчатой панели
Любые материалы и изделия при условии, что они могут каким-то образом быть опасным для
4.1. Меры предосторожности
Очень важно внимательно прочитать все части этой главы, поскольку в ней содержится важная информация о
рисках, с которыми может столкнуться оператор при неправильной эксплуатации машины. Эти нормативные
требования являются фундаментальными, к ним должны быть добавлены также специфические нормативы,
действующие в стране установки машины.
• Установка машины должна выполняться специально обученным и уполномоченным техническим персоналом.
• Машина не предназначена для использования лицами (в том числе детьми), у которых снижены физические, сенсорные
или умственные способности, или отсутствуют необходимые опыт или знания, полученные от лица, отвечающего их
безопасность, контроля или инструктирования по вопросам эксплуатации этой машины.
• Дети должны быть под присмотром, чтобы они не играли с машиной.
• Не использовать машину в целях, отличных от указанных в договоре купли-продажи.
• Не позволяйте неавторизованному персоналу выполнять ремонт оборудования и любые другие операции на машине.
• Оператор должен знать все предупреждения, касающиеся его работы, а также всегда быть проинформированным
ответственным лицом об имеющихся рисках, касающихся его работы.
• Хорошо и надёжно застегнуть на запястье рукава рабочей одежды.
• Заботливо относиться к рабочему месту и проходам вокруг машины, которые не должны иметь препятствий, быть всегда
чистыми и хорошо освещёнными.
• Перед началом эксплуатации машины устраните все возможные опасные условия работы, а также всегда сообщайте
ответственному за участок об обнаружении неисправностей в работе.
• Не пользоваться машиной в аварийном состоянии.
• Запрещается нарушать устройства и контуры безопасности.
• Запрещается вносить изменения в машину без разрешения на это компании-изготовителя.
• Если повреждён токоподводящий кабель, его необходимо заменить, обращаясь к изготовителю или в службу технической
поддержки, в любом случае, операцию должен проводить персонал с соответствующей квалификацией, чтобы
предупредить любой риск.
48
Page 50

Глава 4. Правила техники безопасности
RU
Сразу после запайки запрещено трогать лезвие запайки
поверхности.
На передней панели машины.
Во время работы машины ее передняя панель должна быть правильно установлена.
Наклейки на защитной панели перед лезвием запайки.
даже тяжёлой травмы для незащищённого оператора.
Используйте рабочие перчатки, защищающие руки от механического и химического воздействия
запайки и-или лезвия запайки (которая может доходить до 100°C).
• Во время функционирования машины электрощит должен быть всегда закрыт.
• Во время работы машины запрещено курить!
• Запрещается производить любые операции по техобслуживанию и/или настройке во время работы машины. Защитные
устройства должны сниматься только специально обученному в этих целях ремонтному персоналу.
• Запрещается работать на машине, не установив предварительно на место все защитные устройства. Перед началом
эксплуатации проверьте правильность установки всех снятых до этого защитных устройств.
• Если оператор отходит от машины, то он должен выключить ее питание, поставив в положение “0” (ВЫКЛ.) главный
выключатель машины!
• Изготовитель не несёт никакой ответственности за ущерб, нанесённый людям или имуществу по причине несоблюдения
правил безопасности.
НЕОБУЧЕНЫЕ РАБОТНИКИ НЕ ИМЕЮТ ПРАВО РАБОТАТЬ НА МАШИНЕ!
На различных этапах работы машины помните, что сильно нагретые узлы могут достигать
температур, могущих вызвать ожоги у персонала.
(13), пересекая рукой защитный барьер. Существует риск
ожога, так как лезвие запайки может всё ещё оставаться
горячим
Запрещено производить запайку при сломанном лезвии
запайки (13). Незамедлительно произведите его замену.
На этапе нагревания запрещено трогать лопатку
закрывания воздушной полости (16). Существует риск
ожога.
Не дотрагиваться до находящегося в движении
вентилятора и не использовать машину без решётчатой
панели (12)
Убедитесь, что рулон с плёнкой правильно
установлен в своём гнезде (14)
Когда аппарат не работает, его верхний колпак (18)
должен быть всегда открытым
Перемещать машину с помощью колёс (19) только на
короткие расстояния и только по ровной и горизонтальной
4.2. Описание наклеек со знаками безопасности
На корпусе машины находятся следующие наклейки со знаками безопасности:
4.3. Средства индивидуальной защиты
Опасность поражения электрическим током!
Риск поражения током в электроузлах, находящихся под передней панелью аппарата.
Если Вам надо открыть панель машины, то сначала отключите электропитание машины, а затем
выньте вилку кабеля из розетки сети питания .
Наклейки на защитной панели нагревательной полости позади решётчатой панели.
ВНИМАНИЕ! Горячие компоненты. Указывает на риск ожога, а следовательно, опасность
Используйте ботинки, защищающие ноги от ударов и сдавливания во время транспортировки и
перемещения машины.
Используйте рабочие перчатки, защищающие руки от сдавливания и других механических нагрузок
во время транспортировки и перемещения машины.
Используйте рабочие перчатки, защищающие руки от порезов во время замены лезвия запайки.
пакуемых материалов, а также защищающие руки от воздействия высокой температуры шва
Используйте рабочие перчатки, защищающие руки от пищевых продуктов, если вы их
упаковываете.
49
Page 51

Глава 5. Монтаж машины
RU
средство соответствует весу перемещаемого груза!
Ножницами разрежьте транспортные ремни (защищая глаза) и удалите
Если вами были приобретены ножки:
Если Вы купили узел накопления отходов, то:
Напряжение (В): смотрите табличку на корпусе машины
Частота сети (Гц): смотрите табличку на корпусе машины
Макс. потребляемая мощность (Вт): смотрите табличку на корпусе машины
Максимальный потребляемый ток (
Примечание: при вашем общении с производителем машины всегда сообщайте ему название
модели, серийный номер машины, которые указаны в табличке на задней части машины.
Если машины не снабжена сетевой вилкой, то используйте вилку с параметрами напряжения и тока,
указанными на табличке на ее корпусе. Эта вилка должна обязательно соответствовать нормативам
страны, где работает машина.
СТРОГО ОБЯЗАТЕЛЬНО НАЛИЧИЕ ЗАЗЕМЛЯЮЩЕЙ ШИНЫ!
Перед
напряжение, равное указанным на табличке техданных на ее корпусе и что контакт шины заземления
соответствует действующим нормативам. Если Вы не знаете параметры сети элек
обратитесь за информацией в офис местного поставщика электроэнергии.
Оператор машины должен вынуть вилку кабеля (идущего из электрощита машины) из розетки сети
электропитания.
5.1. Транспортировка и размещение на рабочем месте
• Транспортировку и размещение на рабочем месте выполняйте с повышенным вниманием!
• Прежде чем выполнять каждое действие по перемещению машины, убеждайтесь, что подъёмное
картонную тару. Удалите винты и, возможно, пластинки, которые держат
машину на поддоне.
Выньте упаковку, в которой находятся ножки
Приподнимите машину вилочным автопогрузчиком и прикрепите 4 ножки
винтами из комплекта поставки
Освободите верхний колпак, перерезав удерживающий шнур.
Распакуйте узел накопления отходов и поместите его на рабочем месте
согласно приложенным указаниям.
5.2. Условия окружающей среды
Поместите машину на рабочем месте, убедившись, что пол – горизонтален, что окружающий воздух не влажен, и вокруг
отсутствуют газы, легковоспламеняющиеся материалы и взрывоопасные вещества. Машина должна стоять только на
ровной, горизонтальной и невоспламеняющейся поверхности
Вокруг машины оставьте проход 0,5 метра для воздухозаборных отверстий и вентиляции
Зафиксируйте машину на в нужном рабочем положении, с помощью тормозов на транспортных колёсиках.
Условия окружающей среды, необходимые для работы машины:
Температура от + 5°C до + 40°C
Относительная влажность от 30% до 90% без выпадения конденсата.
Освещение рабочего помещения должно соответствовать законам, действующим в стране, в которой работает машины. Это
освещение должно обеспечивать хорошую видимость машины, чтобы не нанести вред зрению и здоровью оператора.
СТЕПЕНЬ ЗАЩИТЫ МАШИНЫ = IP20
УРОВЕНЬ ШУМА, ПРОИЗВЕДЕННОГО МАШИНОЙ, НИЖЕ, ЧЕМ 70 дБ(A)
5.3. Электрическое подключение
A): смотрите табличку на корпусе машины
СОБЛЮДАЙТЕ ПРАВИЛА ТЕХНИКИ БЕЗОПАСТНОСТИ ВО ВРЕМЯ РАБОТЫ!
выполнением электрического подключения машины убедитесь, что электрическая сеть имеет
50
тропитания, то
Page 52

Глава 6. Настройка и подготовка машины
RU
Q1 Главный сетевой выключатель
▼
▲
3
L
L
L
L
D
✱
S Кнопка выбора параметров
ТОЛЬКО ЗАПАЙКА
Эта программа позволяет выполнить только запаивание плёнки.
Плёнка плавится под действием тепла лезвия запайки. Плёнка обрезается и делится на
две части под давлением между лезвием за
В итоге получается мягкий пакет, неплотно облегающий упаковываемый продукт.
Для этого нужно задать:
Температура нагревательной полости “tEMP" = OFF.
ЗАПАЙКА И ТЕРМОУСАДКА
Эта программа позволяет одновременно
Термоусадка плёнки получается из
внутри упаковки. Воздух нагревается при его прохождении через нагревательный элемент
(внутри нагревательной полости).
В итоге
Для этого нужно задать:
Время термоусадки “Shri” = желаемое значение.
6.1. Настройка
6.1.1. Панель управления
Машина имеет панель управления, с которого можно установить все функции программирования и рабочие
функции.
Кнопка “УМЕНЬШЕНИЕ”.
Уменьшает заданное значение
параметра функции
Кнопка “УВЕЛИЧЕНИЕ”.
Увеличивает заданное значение
параметра функции
Кнопка“Soft Shrink” ("мягкая
термоусадка").
Позволяет уменьшить скорость
вентилятора
1 Светодиод температуры
2 Светодиод термоусадки
3 Светодиод запаивания
4 Светодиод Soft Shrink
Дисплей.
Он показывает выбранные функции и
задаваемые в функциях параметры
Кнопка выбора счетчика циклов
6.1.2. Включение машины
Повернуть главный выключатель (Q1) в положение 1.
Дисплей (D) включится и появится № действующей программы.
При включении машины подаётся напряжение на нагревательный элемент термоусадки, который начинает
нагреваться.
Перед тем, как пользоваться машиной, подождите, пока температура не достигнет заданного значения, на что
указывает выключение светодиодного индикатора (L1).
6.1.3. Выбор программ и тарирование параметров
На машине предусмотрено 10 программ (Pr 1÷Pr 10), которые можно выбрать нажатием кнопки (▲) и (▼).
Все программы идентичны друг другу, они позволяют выполнить 2 разные упаковки, предварительно задав
определенные параметры.
пайки и его упором, покрытом тефлоном.
получается пакет, плотно облегающий форму упаковываемого продукта.
Температура нагревательной полости “tEMP" = желаемое значение,
выполнять запаивание и термоусадку плёнки.
-за принудительной циркуляции горячего воздуха
51
Page 53

Глава 6. Настройка и подготовка машины
RU
После выбора нужной программы нажать на (S), чтобы отобразить параметры программы.
На дисплее появится мигающий код первого параметра, чередующийся с заданным значением этого параметра.
Если задаваемому параметру соответствует определенная функция со светодиодным индикатором на панели,
то он начнет мигать, указывая на то, что идет программирование параметра соответствующей функции.
Чтобы изменить значение, следует воспользоваться кнопками (▲) и (▼).
По завершении установки нужного значения снова нажать кнопку (S), чтобы перейти к следующему параметру и
так далее до выхода из режима программирования параметров, о чем будет свидетельствовать отображение на
дисплее выбранной программы.
Примечание. Кнопки (▲) и (▼) меняют значение параметра на одну единицу при каждом нажатии, но если их
удержать более одной секунды, то значение будет быстро увеличиваться или уменьшаться.
52
Page 54

Глава 6. Настройка и подготовка машины
RU
По
умолчанию
Время запайки
Время термоусадки
Температура нагревательной полости
дисплее)
Время задержки вентилятора после запайки
Soft Shrink
Скорость Soft Shrink
✱
✱
✱
Функциональные параметры каждой из программ:
Параметр Описание Диапазон
Это время, в течение которого производится запайка
плёнки.
Это время, в течение которого производится
термоусадка (функционирование вентилятора).
Это температура, до которой должен нагреться
электронагреватель нагревательной полости.
Показанная величина соответствует:
0 = 0° (нагревательный резистор выключен)
1 … 150 = 100° … 398°C (2°C
Это время ожидания после завершения запайки до
начала термоусадки (функционирование вентилятора).
Позволяет уменьшить скорость вентилятора до
значения, установленного в следующем параметре
“SPSS”.
Чтобы быстро подключить/отключить функцию “SoFt”
имеется кнопка Soft-Shrink (3) (мягкая термоусадка), при
нажатии и отпускании которой
подключается/отключается эта функция.
При подключении этой функции на дисплее сразу же
отображается параметр "SPSS" активированной
программы, который можно изменить.
Чтобы выйти из этого режима, достаточно запустить
один рабочий цикл или нажать кнопку (S).
Эта функция полезна для упаковки легких продуктов.
на одну единицу на
OFF / 0,1 ÷ 3,0 сек. 1,3
OFF / 0,1 ÷ 10,0 сек. 2,5
OFF / 1 ÷ 150 100
OFF / 0,1 ÷ 1,0 сек. OFF
OFF - On OFF
Этот параметр позволяет настроить скорость
вентилятора.
ЧАСТИЧНЫЙ ПОДСЧЕТ ЦИКЛОВ
Когда машина находится в режиме ВЫБОРА ПРОГРАММ, на дисплее показывается выполняемая программа
(например, “Pr. 1”).
Находясь в этом режиме, можно нажать кнопку (
где показывается значение, достигнутое промежуточным счетчиком циклов.
Повторное нажатие кнопки (
Промежуточный счетчик циклов увеличивает подсчет на одну единицу каждый раз при выполнении запайки до
достижения максимального значения 9999, после чего подсчет блокируется в ожидании сброса.
Сброс промежуточного подсчета циклов возможен лишь в режиме счетчика циклов при нажатии кнопки (
удержании более 3 секунд.
После выполнения сброса на дисплее отобразится "0".
40 ÷ 100 % 50
), чтобы перейти к функции “промежуточный счетчик циклов”,
) позволяет вернуться к выбору программ и так далее.
) и ее
53
Page 55

Глава 6. Настройка и подготовка машины
RU
AL1:
Концевой выключатель B1 замыкается при включении машины.
AL2:
Температура не достигнута.
AL3:
Максимальная температура превышена.
AL4:
Прерванная термопара.
AL5:
Защитное устройство лезвия запайки.
AL6:
Срабатывание предохранительного термостата полости из-за перегрева.
AL7:
Безопасность оператора.
AL8:
Безопасность оператора.
ALL:
Купол остался закрытым после термоусадки.
EEE:
Блокировка машины.
OffL:
Отсутствие связи между дисплеем и силовым щитом.
Для сброса сигнала тревоги выключить машину и опять включить.
6.1.4. Сообщения сигналов тревоги
Электронной платой предусматривается обнаружение некоторых сигналов тревоги, которые на дисплее (D)
отмечаются следующим сообщениями:
Возможные причины:
Машина включена при опущенном колпаке. Поднять колпак.
Концевой выключатель B1 неисправен.
В обоих случаях машина не выполняет цикла, и необходимо разомкнуть контакт концевого
выключателя, чтобы отменить сигнал тревоги. При размыкании контакта сигнал тревоги исчезает.
Возможная причина:
Рабочая температура не была достигнута за определённое заданное время (15 мин.).
Проверить правильность размещения термопары. Проверить нагревательный элемент.
Для сброса сигнала тревоги выключить машину и опять включить.
Возможные причины:
Термопара с поврежденными кабелями, повреждена или не контактирует в точке крепления на
теплорадиаторе.
Мембранная карта с соответствутствующим плоским подключением, поврежденая,
характеризующаяся утечкой электрической изоляции.
Удерживающий магнит поврежден, что вызывает утечку электрической изоляции.
Электронный компонент, имеющийся на силовой карте, для контроля питания радиатора сломан.
Выполните электрические изменения и/или замените компоненты.
Для сброса сигнала тревоги выключить машину и опять включить.
Для сброса сигнала тревоги выключить машину и опять включить.
Возможная причина:
Короткое замыкание симистора запайки или разомкнутая цепь запайки со стороны напряжения
сети.
Для сброса сигнала тревоги выключить машину и опять включить.
Возможная причина:
Неисправность системы контроля температуры радиатора.
Проверьте отсутствие ненормальных явлений при работе машины (странные шумы, запах горелого,
необычайно высокая температура).
Попробуйте вручную сбросить предохранительный термостат, находящийся под передней панелью
(прежде чем открывать панель, необходимо отключить напряжение машины).
Возможная причина:
Короткое замыкание реле КМ.
Для сброса сигнала тревоги выключить машину и опять включить.
Возможная причина:
Разомкнутая цепь реле КМ.
Для сброса сигнала тревоги выключить машину и опять включить.
Если во время цикла термоусадки купол остаётся закрытым сверх заданного времени термоусадки,
машина продолжает выполнять термоусадку в течение максимум 10 секунд, после чего останавливается.
Для сброса сигнала тревоги достаточно открыть купол.
Свяжитесь со Службой техподдержки.
Если после проверок и работ по восстановлению рабочего состояния машины сигнал тревоги не
исчезает, то необходимо связаться со службой технической поддержки.
54
Page 56

Глава 6. Настройка и подготовка машины
RU
Поместите плёнку в рулоне (5) в машину, зажав
Правильное позиционирование микроперфораторов
позволяет достичь оптимальной термоусадки и
предотвратить разрыв упаковки вдоль линии
Для этого можно отрегулировать расстояние между
микроперфоратором (А) и упором (В), поворачивая сам
упор.
При уменьшении этого расстояния отверстия в пленке
становятся большими.
Решётчатая панель (12) может быть размещена в
соответствии с предметом, подлежащим упаковке.
Чтобы получать качественную упаковку, решётчатая
панель должна быть размещена так, чтобы шов запайки
приходился на середину высоты упаковки.
Для правильного позиц
следующим образом:
Держатель рулона (4) и упаковочный диск (11) надо
отрегулировать с учётом ширины (
изделия, оставив примерно 1
между изделием и краем конвейера.
6.2. Заправка рулона с плёнкой
рулон в центрующие конусы (6)
Поместите рулон плёнки в рулонодержатель
Протяните плёнку вокруг протяжного валика (7)
Протяните плёнку через узел микрофперфорации (8)
Протяните плёнку над протяжным валиком (9)
Протяните плёнку вокруг протяжного валика (10)
Протяните нижний край плёнки под упаковывающим диском
(11)
Пропустите верхний край плёнки над
упаковывающим диском (11).
6.3. Регулировка микроперфораторов
запайки.
6.4. Размещение решётчатой панели
ионирования панели действовать
Потянуть панель в направлении стрелок
Снять панель с упоров
Снова установить панель на упоры на нужной
высоте.
6.5. Регулировка держателя рулона и упаковочного диска
a) упаковываемого
-2 см пустого пространства
55
Page 57

Глава 6. Настройка и подготовка машины
RU
Для выполнения первой запайки поместите плёнку так,
как это показано на рисунке. Опустить ручку купола
левой рукой и надавить на неё с усилием в 10
Машина автоматически начинает работать и выполняет
первую запайку по левому краю плёнки.
Рукой помогите плёнке отделиться от лезвия запайки.
Теперь выполните несколько циклов запайки,
необходимых для получения полоски плёнки, ищущей в
отходы.
Протяните эту полоску отходов вокруг валов подачи (26)
и (27), через приводной валик (28) и зацепите эту
полоску отходов на узел намотки (29).
Теперь машина готова выполнять упаковку изделий.
Левой рукой поднимите край плёнки над упаковочным
диском.
Правой рукой положите изделие внутрь плёнки и
пропустите продукт влево до тех пор, пока он не
достигнет решётчатой панели. При этом, оставьте
примерно 1
изделием
чтобы дать пройти воздуху, необходимому для
термоусадки.
Надавив на ручку купола с усилием около 15 кг, он
соприкасается с лезвием запайки.
Таким образом автоматически осуществляется
запаивание плёнки с открытых краёв (правый и
передний).
Если установлена функция "ЗАПАЙКА И
ТЕРМОУСАДКА", то вы увидите термоусадку пленки
вокруг продукта, теперь нужно слегка ослабить
давление на ручку колпака, чтобы пленка могла
отделиться от зоны запайк
Правой рукой помогите плёнке отделиться от лезвий
запайки наружу.
6.6. Выполнение первой запайки плёнки
-15 кг.
6.7. Заправка плёнки в узел намотки (где предусмотрен)
6.8. Ввод а аппарат упаковываемого изделия
-2 см свободного пространства между
и внутренним краем рамки узла запайки,
6.9. Процесс упаковки
и внутри.
56
Page 58

Глава 7. Плановое техобслуживание
RU
Перед тем, как выполнять техобслуживание, отключите машину от электропитания (нажав на
машина остыла!
ПЕРИОДИЧНОСТЬ
КОМПОНЕНТ
ТИП РАБОТ
Каждый
день
Машина
Очищать машину смоченной в воде ветошью.
Каждый
день
Лезвие запайки
С помощью сухой ткани снять остатки плёнки, которая может быть на
лезвии запайки.
Каждый
день
Верхний колпак
из оргстекла
Очистить колпак из оргстекла с внутренней и наружной сторон,
пользуясь исключительно водой и мылом.
Каждый
день
Нижний колпак
Удалить остатки пленки внутри колпака и в нагревательной полости
сжатым воздухом.
Каждый
месяц
Лезвие запайки
Проверять степень износа лезвия запайки.
Проверять степень износа тефлона, при необходимости, заменить его.
Каждый
3 месяца
Охлаждающая
жидкость
Проверить уровень жидкости и, при необходимости, долить.
Сухой тряпкой удалите остатки плёнки, которые
Перед тем, как удалять остатки плёнки с горячих
В).
рисунок A
рисунок B
При чистке верхнего колпака (18) надо чистить как
его прозрачность.
Для чистки машины используйте ткань, слегка смоченную
7.1. Меры предосторожности для операций планового техобслуживания.
ПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ ДОЛЖНО ПРОВОДИТЬСЯ ТОЛЬКО КВАЛИФИЦИРОВАННЫМ
ПЕРСОНАЛОМ С НЕОБХОДИМОЙ ПОДГОТОВКОЙ.
сетевой выключатель), выньте вилку из сетевой розетки и подождите некое время, чтобы
7.2. Таблица техобслуживания
Данный тип машины требует небольшое количество работ по техобслуживанию, тем не менее следует
придерживаться регламента работ по техобслуживанию.
7.3. Чистка лезвия запайки
могли накопиться на лезвии запайки. Выполняйте
эти действия сразу по окончании запайки, так как
ещё горячие остатки плёнки легко удаляются с
лезвия.
Для соблюдения лучшей чистоты лезвия
рекомендуем периодически смазывать лезвие
жидкой противоадгезивной смазкой на основе
тефлона, которая поставляется вместе с
аппаратом.
7.4. Удаление отходов пластиковой плёнки и других отходов
узлов аппарата (например, с лопатки открывания
нагревательной полости), подождите некое время,
чтобы машина успела остыть
При необходимости выполнить очистку нижнего
колпака, следует вынуть решётчатую панель (12) и
удалить упавшие вниз остатки (рис
Когда будет полна катушка автоматического узла
A)
намотки ленты отходов (29), удалите плёнку,
открутив рукоятку (30) и удалив диск (31) (рисунок
7.5. Очистка машины
его наружную, так и внутреннюю поверхность с
помощью мыльной воды.
Запрещено использовать растворители, так как они
могут повредить верхний колпак (18) и уменьшить
в воде
Если аппарат работает в запылённой атмосфере, то
необходимо чаще обычного чистить как внешние, так и
внутренние поверхности аппарата. Более того,
рекомендуется использовать пылесос для очистки
электрических компонентов внутри аппарата от
отложений пыли.
57
Page 59

Глава 7. Плановое техобслуживание
RU
Раз в 3 месяца проверяйте уровень охлаждающей
жидкости, для этого снимайте заднюю панель (34),
отвинтив винты.
Проверяйте, что уровень жидкости не
метки, в противном случае, долейте внутрь 10% раствор
воды с антифризной жидкостью.
Когда тефлоновые упоры (32) под колпаком износятся, их
надо будет заменить на такие же детали из запасных
частей; будьте очень внимательны при их установке, они
должны находиться ровно и прямолинейно.
С помощью моющего средства очистите резиновые
детали (
с самоклеющимся слоем.
Если у резиновых деталей (33) ухудшились рабочие
свойства, то произведите их замену следующим образом:
Чтобы заменить лезвие запайки (13), выполните такие
действия:
положении и находится под напряжением.
7.6. Контроль охлаждающей жидкости (где предусмотрено)
ниже указательной
7.7. Замена тефлоновых и резиновых деталей
33) перед тем, как прикрепите тефлоновую ленту
Удалите старую резину
Почистите место под резиновыми деталями
Ровно-прямо поставьте новые резиновые детали
Почистите детали моющим средством
Прикрепите тефлоновую ленту с самоклеющимся
слоем.
7.8. Замена лезвия запайки
Отключите электрическое питание с аппарата
Открутите три винта (20)-(21)-(22)
Удалите старое лезвие запайки
Очистите место крепления лезвия и, при
необходимости, замените изолирующий тефлон (23)
центрального контактного зажима
Вставьте новое лезвие запайки в центральный
контактный зажим и зажмите лезвие там с помощью
винта (21)
Протяните через отверстия прижима (24) e (25) провод
к лезвию запайки
Завершите вставку лезвия запайки в его рабочее
гнездо
Нажмите до упора на задний поршень (24) в сторону
лезвия запайки так, чтобы лезвие вошло в
специальную прорезь, а затем затяните винт (22)
Нажмите до упора на передний поршень (25) в сторону
лезвия запайки так, чтобы лезвие вошло в
специальную прорезь, а затем затяните винт (20)
Обрежьте части тефлона, выступающие из
центрального контактного зажима
Убедитесь, что лезвие запайки стоит в правильном
58
Page 60

Глава 7. Плановое техобслуживание
RU
Машина выполняет
Слишком низкая температура в
нагревательной полости
Увеличить установленное значение
Параметр времени термоусадки “Shri"
установлен на ВЫКЛ.
Увеличить значение (0,1 ÷ 10)
Параметр температуры нагревательной
полости “tEMP" установлен на ВЫКЛ.
Увеличить значение (1 ÷ 150)
Машина находится в фазе нагрева
Дождаться достижения установленной
индикатора “L1”)
Вентилятор не вращается
Повреждён двигатель вентилятора.
поддержки
Была превышена максимальная температура
был отключен нагревательный элемент.
Обратиться в службу технической
Термоусадка
полностью
Плёнка не подходит или низкого качества
Заменить плёнку
Слишком крупные размеры продукта
Размеры продукта превышают
При термоусадке
В плёнке нет микроотверстий
Правильно провести плёнку через
6.2.)
Слишком маленькие микроотверстия
Уменьшить расстояние между
параграф 6.3)
Запечатывание
Загрязнение на сварочном ноже или он
повреждён
Очистить сварочный нож или заменить
его, если он повреждён
Неправильное время запечатывания
Настроить время запечатывания
Недостаточное давление колпака
Немного увеличить давление на рукоятке
колпака
Неравномерное
запечатывание
Плёнка не подходит или низкого качества
Заменить плёнку
Не происходит
Слишком низкое время запечатывания
Увеличить установленное значение
Обесточен сварочный нож
Починить питающий контур сварочного ножа.
Обратиться в службу технической поддержки.
Изношен тефлон и/или уплотнител
крышки
Заменить тефлон и/или уплотнитель
крышки
Повреждён сварочный нож
Заменить сварочный нож
Наличие дыма во
запечатывания
Высокое время запечатывания
Понизить установленное значение
Наличие остатков на сварочном ноже
Очистить сварочный нож
ВНИМАНИЕ!
и соблюдающими технику безопасности.
Этот символ (перечёркнутый бак с отходами) означает, что данные детали ЗАПРЕЩЕНО выбрасывать в места
с отходами.
7.9. Решение неполадок
неполадка причина решение
запечатывание но не
термоусадку
температуре на машине (выключение
Обратиться в службу технической
происходит, но не
равномерная и не
появляются пузыри
(плёнка не прилегает
к продукту)
открывается во
время термоусадки
запечатывания
время
нагревательной полости.
Сработал предохранительный термостат и
поддержки.
допустимых (смотреть параграф 3.1.)
микроперфорацию (смотреть параграф
микроперфоратором и упором (см.
Если после выполнения настоящих проверок не достигается бесперебойная работа машины, обратиться
в службу технической поддержки и описать обнаруженну неполадку.
7.10. Демонтаж машины, ее разборка и утилизация отходов
Работы по демонтажу машины и ее разборке должны выполняться работниками, имеющими квалификацию в
данных видах деятельности, а также обладающими навыками проведения электрических и механических работ
Поступайте следующим образом:
Отсоедините машину от сети электропитания
Разберите машину на детали.
Каждый вид деталей (как вид отходов) должен быть разложен по группам, утилизирован или переработан в
соответствии со своим классом и процедурами, предусмотренными законами, действующими в стране монтажа
машины.
сбора бытовых отходов. Проверьте, что детали данной машины будут правильно утилизированы – это
предотвратит отрицательное воздействие на природную среду и на здоровье человека, ведь неправильная
утилизация оказала бы вредное воздействия на природу и на человека. Для получения более подробной
информации о переработке деталей машины, свяжитесь с компанией-продавцом этого оборудования или же со
службой послепродажного обслуживания, и спросите у них о правильном обращении с деталями машины, как
59
Page 61

Глава 8. Гарантия
RU
ДЛЯ РАЗРЕШЕНИЯ ЛЮБОГО ПРАВОВОГО СПОРА НЕОБХОДИМО
ОБРАЩАТЬСЯ В СУД ГОРОДА БЕРГАМО (ИТАЛИЯ).
8.1. Гарантийное свидетельство
Гарантия действительна в течение 12 месяцев со дня монтажа машины на условиях, указанных в данном
документе. Заполните по всем строкам обратную сторону карточки о гарантиях, разорвите её по линии и
отправьте её нам по почте.
8.2. Гарантийные условия
Гарантия действительна 12 месяцев со дня монтажа машины. Гарантия включает в себя бесплатные замену или
ремонт любой детали, у которой компания-производитель обнаружила неисправность из-за материала детали.
Ремонт или замена производится обычно на заводе-изготовителе путем списания покупателем транспортных
расходов и оплаты труда. Если ремонт или замена осуществляется на территории покупателя, то последний
обязан оплатить командировочные расходы, проезд и труд работников компании-производителя. Гарантийное
обслуживание осуществляется исключительно за счёт компании-производителя или его официального дилера.
Чтобы иметь право на гарантийное обслуживание, необходимо отправить производителю или дилеру
неисправную деталь, потому что именно она будет подвергаться ремонту или замене. Обратная поставка этой
отремонтированной или заменённой детали на адрес покупателя является подтверждением действий гарантии.
Гарантия аннулируется в случаях:
При отсутствии ГАРАНТИЙНОГО СВИДЕТЕЛЬСТВА (CERTIFICATO DI GARANZIA), полученного прямым
почтовым отправлением, в течение 20 дней со дня покупки, правильно заполненного и подписанного.
При неправильном монтаже машины, его неправильном электропитании, при небрежной эксплуатации и при
изменении конструкции машины лицами, не имеющими на то право.
При изменении машины, выполненной без письменного разрешения компании-производителя
Если теперь машина принадлежит не первичному покупателю.
Компания-производитель согласно закону не несёт полную ответственность за ущерб, причиненный
лицам или имуществу, который возможно произойдёт из-за неправильного монтажа или из-за
неправильного подключения к электросети или при отсутствии заземления или в случае незаконного
вмешательства в работу данной машины. Компания-производитель оставляет за собой право
подготовить дополнения и изменения в конструкцию машины, исходя из технических требований и
условий эксплуатации.
60
Page 62

IT DICHIARAZIONE CE DI CONFORMITA’
EN CE DECLARATION OF CONFORMITY
ES DECLARACIÓN CE DE CONFO RMI DAD
SV ÖVERENSTÄMMELSEFÖRKLARING EC
RU ДЕКЛАР АЦИЯ СООТВЕСТВИЯ CE
IT Noi:
ES Nosotros:
SV Vi:
RU Мы:
Replay 40 evo
n°
/
Replay 55 evo
n°
/
2006/42/CE, 2014/30/UE, 2014/35/UE
EN 12100:2010, EN 61000-6-3:2007, EN 61000-6-1:2007, EN 60335-1:2013
IT Consigliere Delegato
EN
DE
FR
ES Consejero Delegado
SV Verkställande Direktör
PT
EL
CS
RU Управляющий директор
DE KONFORMITÄTSERKLÄRUNG
FR DECL ARATION CE DE CONF O RMI TE ’
PT DECLARAÇÃO CE DE CONFORMIDADE
EL ΔΗΛΩΣΗ ΠΙΣΤΟΠΟΙΗΣΗΣ CE
CS ES PROHLÁŠENÍ O SHODĚ
EN We:
DE Wir:
FR Nous:
PT Nós:
EL Εμείς:
CS My:
MINIPACK-TORRE S.p.A.
Via Provinciale, 54 - 24044 - DALMINE (BG)
IT di chiariamo sotto la nostra esclusiva responsabilità che il prodotto
EN declare under our responsibility that the product
DE erklären unter unserer ausschließli ch en Verantwortu ng, dass das in dieser Erklärun g genannte Pr odukt
FR déclarons sous notre exclusive responsabilité que le produit
ES decl aramos bajo nuestra exclusiva responsabilidad que el producto
SV förkl ar ar u nder eg et ansvar, att produkten
PT declaramos sob a nossa exclusiva responsabilidade que o produto
EL δηλώνουμε υπεύθυνα ότι το προϊόν
CS prohlašujeme výhradně na vlastní zodpovědnost, že produkt
RU под нашу исключительную ответственность заявляем, что данное изделие
IT MACCHINA CONFEZIONATRICE TIPO:
EN PACKAGING MACHINE MODEL:
DE VERP ACK UNG SM ASCH INE TYP:
FR MACHINE D’EMBALLAGE MODELE:
ES MÁQUINA CONFECCIONADORA TIPO:
SV PACKNINGSMAS K I N TYP:
PT MÁQUINA CONFECCI O NADO RA TIPO:
EL ΜΗΧΑΝΗ ΣΥΣΚΕΥΑΣΙΑΣ ΤΥΠΟΥ :
CS BALICI SROJ MODEL:
RU УПАКОВОЧНАЯ МАШИНА ТИПА:
IT è conforme ai requi si ti essenzi ali di sicurezza e a tutte le disposizioni pertinen ti delle dir etti ve applicab ili
EN conforms to the essential safety requirements and all the provisions of the applicable directives
DE entspricht den grundlegenden Sicherheitsanforderungen und allen betreffenden Bestimmungen der einschlägigen Richtlinien
FR est co nfo r m e aux exigences essentiel les de sécurité et à toutes les dispositions pertinentes des directives applicables
ES cum ple los requi sitos fu ndamentales de segurid ad y todas las normas pertinentes de las directivas aplicables
SV upp fyller de väsentliga säkerhetskraven och relevanta bestämmelser i gällande direktiv
PT é conforme os requisitos essenciais de segurana e a todas as disposições pertinentes das directrizes aplicáveis
EL συμμορφώνεται με τις βασικές απαιτήσεις ασφαλείας και όλες τις συναφείς διατάξεις των εφαρμόσιμων οδηγιών
CS splňuje základní požadavky na bezpečnost a všechna příslušná ustanovení platných směrnic
RU
соответствует основным требованиям безопасности и всем соответствующим положениям в действующих директивах
IT E inoltre dichiariamo che sono state applicate le seguenti norme armonizzate
EN And furthermore we declare that the following rules have been applied
DE außerdem bestätigen wir, dass folgende harmonisierte Richtlin ien ang ew endet wurden
FR Nou s d éclarons également que les normes harmonisées suivantes ont été appliquées
ES Además decl aran o s que han sido aplicadas las siguientes normas armonizadas
SV Dessutom fö r klarar vi, att följande harmoniserad e norm er har använts
PT E, além disso, declaramos que foram aplicadas as seguintes normas harmonizadas
EL Επίσης δηλώνουμε ότι εφαρμόσθηκαν οι εξής εναρμονισμένες προδιαγραφές
CS A kromě toho prohlašujeme, že byly aplikované následující harmonizované normy
RU Также мы заявляем, что были применены следующие согласованные нормативы
IT Persona autorizzata a costituire il Fascicolo Tecnico: Responsabile Ufficio Tecnico
EN Person authorised to compile the Technical File: Technical Office Manager
DE Zur Erstellung des Technischen Merkhefts befugte Person: Verantwortlicher der Technischen Abteilung
FR Personne autorisée à cons ti tu er le Fasc i c ule T ec hniq ue : Resp on sa ble B urea u Te ch ni qu e
ES Persona autorizada a elaborar el Fascículo Técnico: Responsable del Departamento Técnico
SV Person med behörighet att skapa den Tekniska Dokumentationen: Tekniskt ansvarig
PT Pessoa autorizada a compilar o Processo Técnico: Responsável pelo Gabinete Técnico
EL Άτομο εξουσιοδοτημένο να καταρτίσει το Τεχνικό Τεύχος: Υπεύθυνος Τεχνικού Γραφείου
CS Osoba autorizovaná k vystavení Technické dokumentace: Vedoucí technického oddělení
RU Лицо, уполномоченное для составления технического файла: начальник технического отдела
Dalmine,
Managing Director
Geschäftsführer
Directeur Général
Conselheiro Delegado
Ο Διευθύνων Σύμβουλος
Generální ředitel
61
Page 63

(IT) Tipo / (EN) Type CERTIFICATO DI GARANZIA / CERTIFICATE OF GUARANTEE
(DE) Typ / (FR) Type GARANTIESCHEIN / BULLETIN DE GARANTIE
(ES) Tipo / (SV) Typ CERTIFICADO DE GARANTIA / GARANTIINTYG
(PT) Tipo / (EL) Τύπος CERTIFICADO DE GARANTIA / ΠΙΣΤΟΠΟΙΗΤΙΚΟ ΕΓΓΥΗΣΗΣ
(CS) Typ / (RU) Тип CERTIFIKÁT ZÁRUKY / ГАРАНТИЙНЫЙ СЕРТИФИКАТ
(IT) Matricola n° / (EN) Serial n° Data e timbro rivenditore / Date and dealer’s stamp
(DE) Kennummer / (FR) No. de série Datum und stempel des verkaufers / Date et timbre du revendeur
(ES)
No.de matrícula / (SV) Registreringsnummer Fecha y timbre del revendedor / Datum och återförsäljarens stämpel
(PT) Número de série / (EL ) Κωδικός Data e carimbo revendedor / Ημερομηνία και σφραγίδα εξουσιοδοτημένου πωλητή
(CS) Výrobní číslo / (RU) Паспортный № Datum a razítko prodejce / Дата и печать продавца
(IT) Collaudo / (EN) Test n°
(DE) Abnahmeprüfung / (FR) Essai
(ES) Ensayo / (SV) Besiktning
(PT) Teste / (EL) Δόκιμη
(CS) Kolaudace / (RU)
Проверочные испытания
(IT) Indirizzo acquirente / (EN) Customer address
(DE) Adresse des Abnehmers / (FR) Adresse de l’acheteur
(ES) Dirección del comprador / (SV) Köparens adress
(PT) Endereço comprador / (EL) Διεύθυνση αγοραστή
(CS) Adresa zákazníka / (RU) Адрес покупателя
(IT) Data di acquisto / (EN) Purchase date
(DE) Einkaufdatum / (FR) Date d’achat
(ES) Fecha de compra / (SV) Inköpsdatum
(PT) Data de compra / (EL) Ημερομηνία αγοράς
(CS) Datum zakoupení / (RU) Дата покупки
62
Page 64

ES Estas instrucciones están disponibles también en idioma italiano, inglés, alemán, francés.
In caso de necesidad contacte con la Minipack-torre S.p.A.
PT Estas instruções estão dis poníveis também nos idiomas: italiano, inglês, alemão, francês .
Em caso de necessidade, entrar em contacto com a Minipack-torre S.p.A.
EL Οι οδηγίες αυτές υπάρχουν επίσης στα ιταλικά, αγγλικά, γερμανικά, γαλλικά.
Σε περίπτωση ανάγκης επικοινωνήστε με τη Minipack-torre S.p.A.
RU Эти инструкции также доступны на итальянском, английском, немецком, французском
языках. При необходимости связывайтесь с компанией Minipack-torre S.p.A.
Spett.le
minipack-torre S.p.A.
Via Provinciale, 54
24044 DALMINE (BG)
ITALY
MADE IN ITALY
 Loading...
Loading...