

Minipack-torre S.p.A.
Via Provinciale, 54 - 24044 Dalmine (BG) - Italy
Tel. (035) 563525 – Fax (035) 564945
E-mail: info@minipack-torre.it
http://www.minipack-torre.it
IT ISTRUZIONI PER L’INSTALLAZIONE, L’USO E LA MANUTENZIONE
ES INSTRUCCIONES PARA LA INSTALACIÓN, USO Y MANTENIMENTO
PT INSTRUÇÕES PARA A INSTALAÇÃO, O USO E A MANUTENÇÃO
CS NÁVOD PRO INSTALACI, POUŽITÍ A ÚDRŽBU
mod. Pratika 56
mod. Pratika 56CS
IT versione con PLC
ES versión con PLC
PT versão com PLC
CS verze s PLC
IT LEGGERE ATTENTAMENTE QUESTE ISTRUZIONI PRIMA DI USARE LA MACCHINA
ES LEER ATENTAMENTE ESTE MANUAL ANTES DE USAR LA MÁQUINA
PT ANTES DE USAR A MÁQUINA LER CUIDADOSAMENTE ESTE MANUAL
CS VELMI POZORNĚ PŘEČÍST TENTO NÁVOD PŘED POUŽITÍM STROJE
IT Italiano Pagina 01
Español Página 25
ES
PT Português Página 49
CS Česky Strana 73
DOC. N. FM111145
REV. 0
ED. 11.2011

ISTRUZIONI ORIGINALI
Indice IT
Capitolo 1. Descrizione Pagina
1.1. Prefazione 02
1.2. Prestazioni della macchina 02
1.3. Dati tecnici della macchina 03
Capitolo 2. Caratteristiche del film
2.1. Films da adoperare 04
2.2. Calcolo della fascia A 04
Capitolo 3. Condizioni d’uso della macchina
3.1. Dimensioni max. della confezione 04
3.2. Ciò che si può confezionare 04
3.3. Ciò che non si deve confezionare 04
Capitolo 4. Norme di sicurezza
4.1. Avvertimenti 05
4.2. Dispositivi di protezione individuale 05
4.3. Ripari 05
4.4. Rischi residui 06
Capitolo 5. Installazione della macchina
5.1. Trasporto e posizionamento 06
5.2. Condizioni ambientali 07
5.3. Posizionamento con tunnel (dove previsto) 07
5.4. Posizionamento senza tunnel 07
5.5. Collegamento elettrico 07
5.6. Collegamento pneumatico 08
Capitolo 6. Regolazione ed approntamento macchina
6.1. Pannello comandi 08
6.2. Avviamento 09
6.2.1. Scelta del programma 09
6.2.2. Modalità di utilizzo della macchina: AUTOMATICO e MANUALE 10
6.2.2.1. Modalità AUTOMATICO 10
6.2.2.2. Modalità MANUALE 10
6.2.3. Elenco e spiegazione delle variabili impostabili (programma AUTOMATICO) 11
6.2.3.1. Schema riassuntivo delle variabili impostabili (programma AUT. e MAN.) 13
6.2.3.2. Impostazione variabile del programma 14
6.2.4. Creazione di un nuovo programma 15
6.2.5. Cancellazione di un programma 15
6.2.6. Contatore parziale e contatore lotto 16
6.2.7. Scelta della lingua 16
6.3. Allarmi 17
6.4. Inserimento del film 18
6.5. Regolazioni 21
6.5.1. Regolazione del nastro di ingresso 21
6.5.2. Regolazione delle fotocellule 21
6.5.3. Regolazione astina di sollevamento film 21
6.5.4. Regolazione astina di apertura film 22
6.6. Confezionamento 22
Capitolo 7. Manutenzione ordinaria
7.1. Precauzioni e messa in stato di manutenzione 23
7.2. Tabella di manutenzione 23
7.2.1. Piano di manutenzione ordinaria 23
7.2.2. Piano di manutenzione dei dispositivi di sicurezza 23
7.3. Sostituzione del cavo di alimentazione 24
7.4. Smontaggio, demolizione e smaltimento residui 24
Capitolo 8. Garanzia
8.1. Certificato di garanzia 24
8.2. Condizioni di garanzia 24
DICHIARAZIONE CE DI CONFORMITA’
Schema elettrico (vedi allegato)
Schema pneumatico (vedi allegato)
97
1
Capitolo 1. Descrizione IT
1.1. Prefazione
Il presente manuale è redatto nel rispetto della norma UNI 10893 del Luglio 2000. È rivolto a tutti gli utilizzatori al fine di
consentire un corretto uso della macchina. Conservarlo in luogo facilmente accessibile vicino alla macchina e noto a tutti
gli utilizzatori. Il presente manuale è parte integrante della macchina ai fini della sicurezza. Per migliorare la
comprensione precisiamo di seguito i simboli utilizzati.
ATTENZIONE:
Norme antinfortunistiche per l’operatore. Tale avvertimento indica la presenza di pericoli che
possono causare lesioni a chi sta operando sulla macchina.
ATTENZIONE:
Organi caldi. Indica il pericolo di ustioni con rischio di infortunio, anche grave per la persona
esposta.
AVVERTENZA:
Indica la possibilità di arrecare danno alla macchina e/o ai suoi componenti.
È estremamente importante leggere attentamente questo capitolo in ogni sua parte poiché contiene importanti
informazioni sui rischi in cui l’operatore può incorrere in caso di uso errato della macchina. Queste norme fondamentali,
devono essere sommate a quelle specifiche esistenti nei paesi dove avviene l’installazione della macchina.
Non usare la macchina per scopi diversi da quelli indicati dal contratto di vendita.
Non permettere al personale non autorizzato di riparare od eseguire qualsiasi intervento sulla macchina.
L’operatore deve essere a conoscenza delle avvertenze che gli competono e deve essere sempre informato dal
Serrare bene attorno ai polsi le maniche dell’indumento da lavoro, abbottonandole in modo sicuro.
Utilizzare i dispositivi di protezione individuale quali guanti, robuste calzature ecc. come previsto dalle norme
Curare lo spazio operativo ed i passaggi attorno alla macchina che devono essere sgombri da ostacoli, puliti ed
Eliminare ogni condizione pericolosa per la sicurezza prima di utilizzare la macchina ed avvertire sempre il
Non utilizzare la macchina se in avaria.
È vietato manomettere i dispositivi ed i circuiti di sicurezza.
È vietato operare con le sicurezze disinserite o ripari fissi non installati.
È vietato abbandonare la macchina con ripari smontati o montati non correttamente.
È vietato eseguire modifiche alla macchina senza l’autorizzazione del costruttore.
Il quadro elettrico, durante il funzionamento, deve sempre rimanere chiuso.
La chiave per aprire il quadro elettrico deve essere affidata ad una persona specializzata e autorizzata.
Il costruttore declina ogni responsabilità per danni a persone o cose conseguenti l’inosservanza delle norme di
1.2. Prestazioni della macchina
La confezionatrice “Pratika 56 / Pratika 56CS” è stata progettata per confezionare pezzi sfusi o gruppi di prodotti
(alimentari, casalinghi, giocattoli, ecc.) utilizzando un film termoretraibile monopiegato.
La macchina può essere alimentata manualmente o lavorare in serie con altre macchine.
Se l’alimentazione viene affidata ad un operatore addetto (conduttore), questi dovrà essere abilitato ad eseguire tutte le
operazioni inerenti il processo operativo, inoltre deve poter segnalare al personale addetto (manutentore o tecnico
dell’assistenza esterna) eventuali guasti o anomalie.
La macchina lavora in modalità “AUTOMATICO”.
Essa è gestita da un logica di controllo presente nel PLC di comando.
Grazie alla propria versatilità è possibile lavorare una vasta gamma di prodotti per forma e dimensioni.
Inoltre è possibile eseguire una sequenza di operazioni utilizzando i comandi del modo “MANUALE” per controllare la
corretta impostazione dei dati o per effettuare verifiche di funzionalità (impostazioni, tarature,ecc.).
La movimentazione dei pacchi è affidata a dei nastri trasportatori alloggiati all’ interno del telaio.
La macchina è dotata di un dispositivo per il recupero del film di scarto, in modo da non disperderne i residui all’interno
della zona di azione dell’operatore.
responsabile di reparto riguardo ai rischi relativi il suo lavoro.
antinfortunistiche.
adeguatamente illuminati.
responsabile di reparto di ogni eventuale irregolarità di funzionamento.
sicurezza.
ATTENZIONE!
La macchina NON è stata realizzata in allestimento antideflagrante, ma è relizzata in allestimento standard,
è vietato quindi installarla e farla lavorare in locali a rischio di deflagrazione (esplosione).
2
Capitolo 1. Descrizione IT
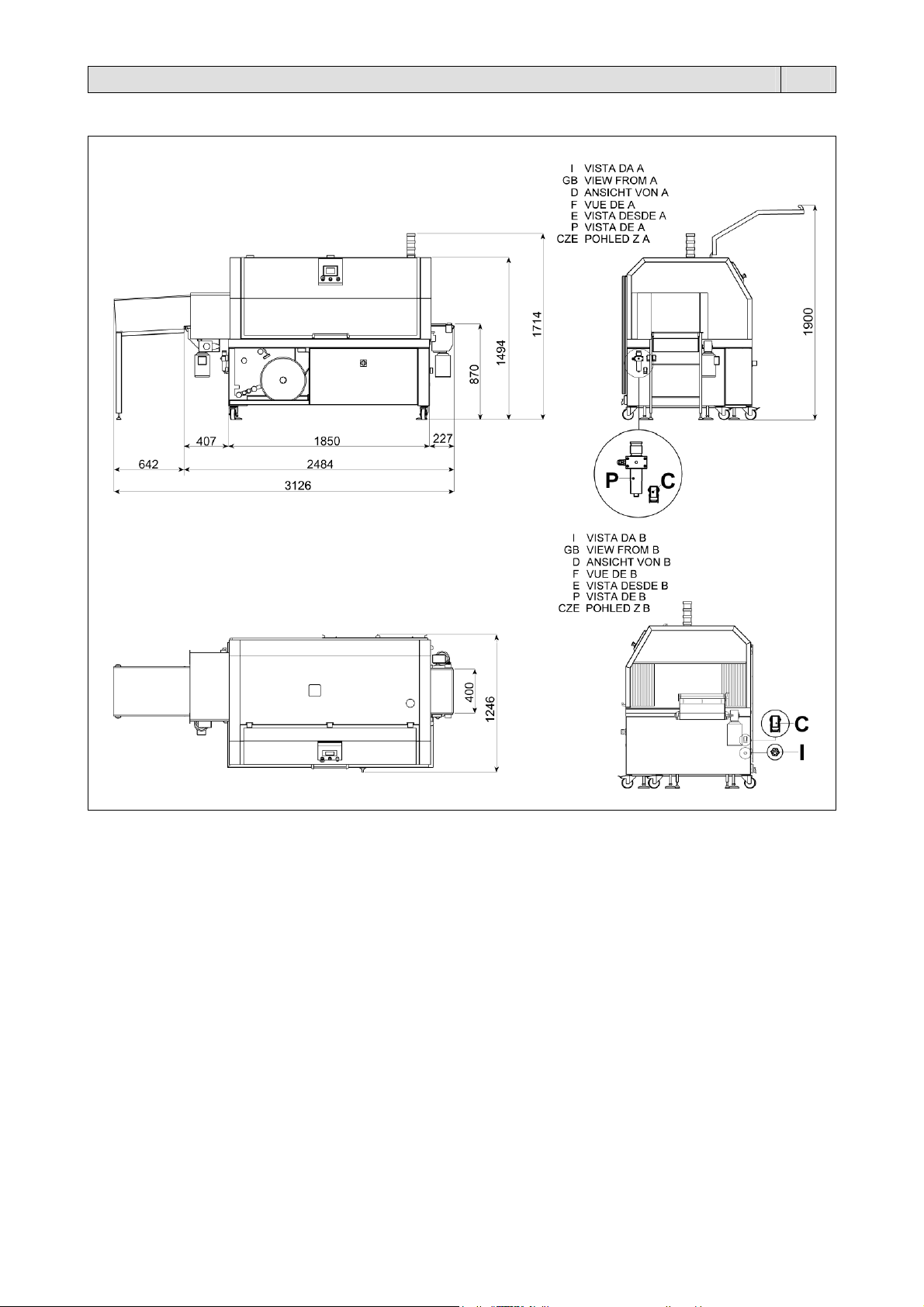
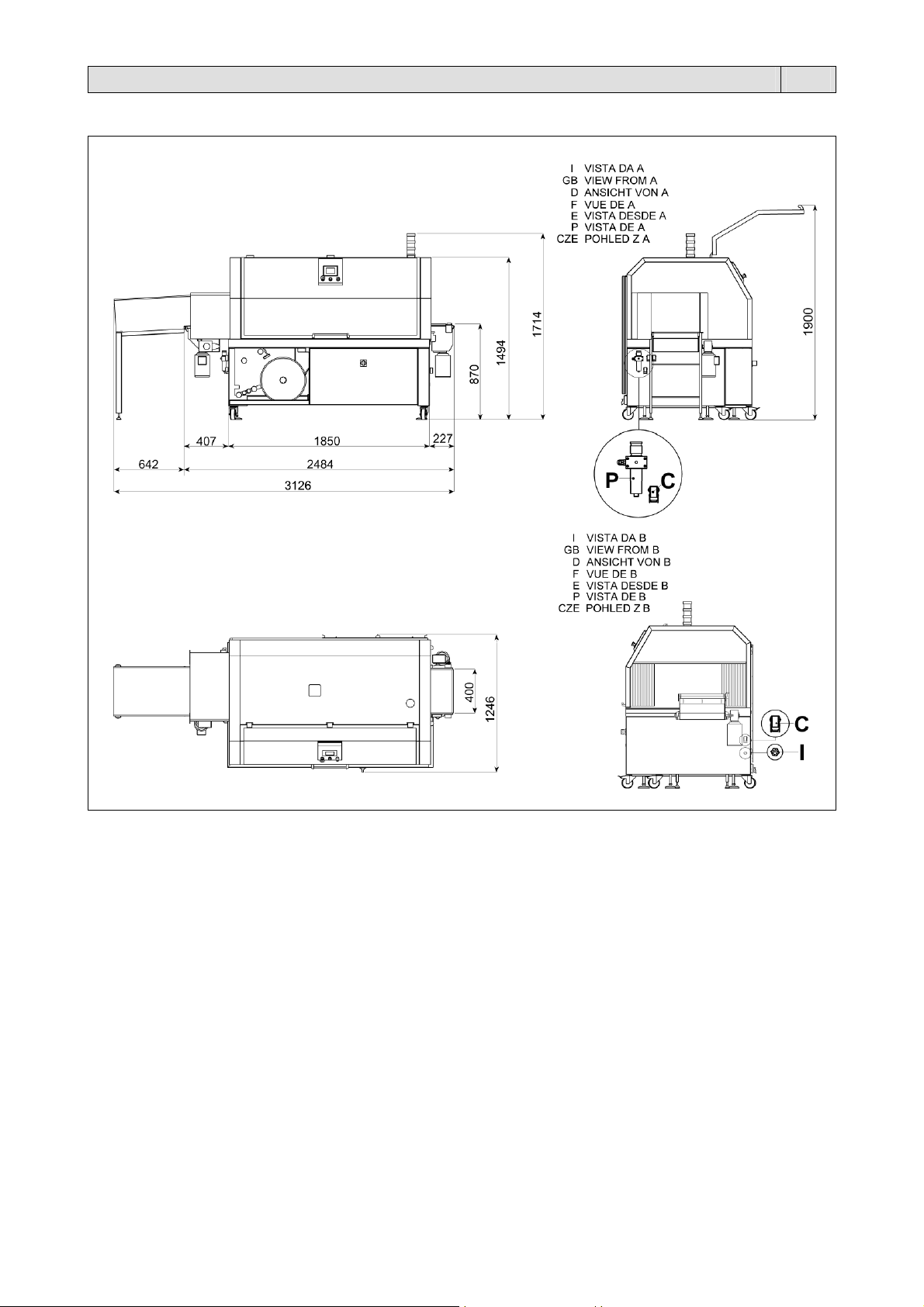
1.3. Dati tecnici della macchina
Dimensioni dell’imballo
2940 x 1440 x 1870mm
Peso dell’imballo
774Kg (Pratika 56)
774Kg (Pratika 56CS)
Peso della macchina
724Kg (Pratika 56)
724Kg (Pratika 56CS)
Alimentazione pneumatica
120 l/min
I = Collegamento elettrico
P = Collegamento pneumatico
C = Presa attacco “supplementare”
3

Capitolo 2. Caratteristiche del film IT
2.1. Films da adoperare
La macchina può lavorare con tutti i films termoretraibili e non, con spessore da
15 a 50 micron sia di tipo tecnico che alimentare.
Per garantire i migliori risultati è consigliato l’utilizzo dei films da noi
commercializzati.
Le speciali caratteristiche dei nostri films danno garanzie di affidabilità sia dal lato
della corrispondenza alle normative di legge vigenti, che dal lato sicurezza di
ottimo funzionamento delle nostre macchine.
Si raccomanda di consultare le schede tecniche e di sicurezza
dei films utilizzati e di attenersi alle prescrizioni descritte!
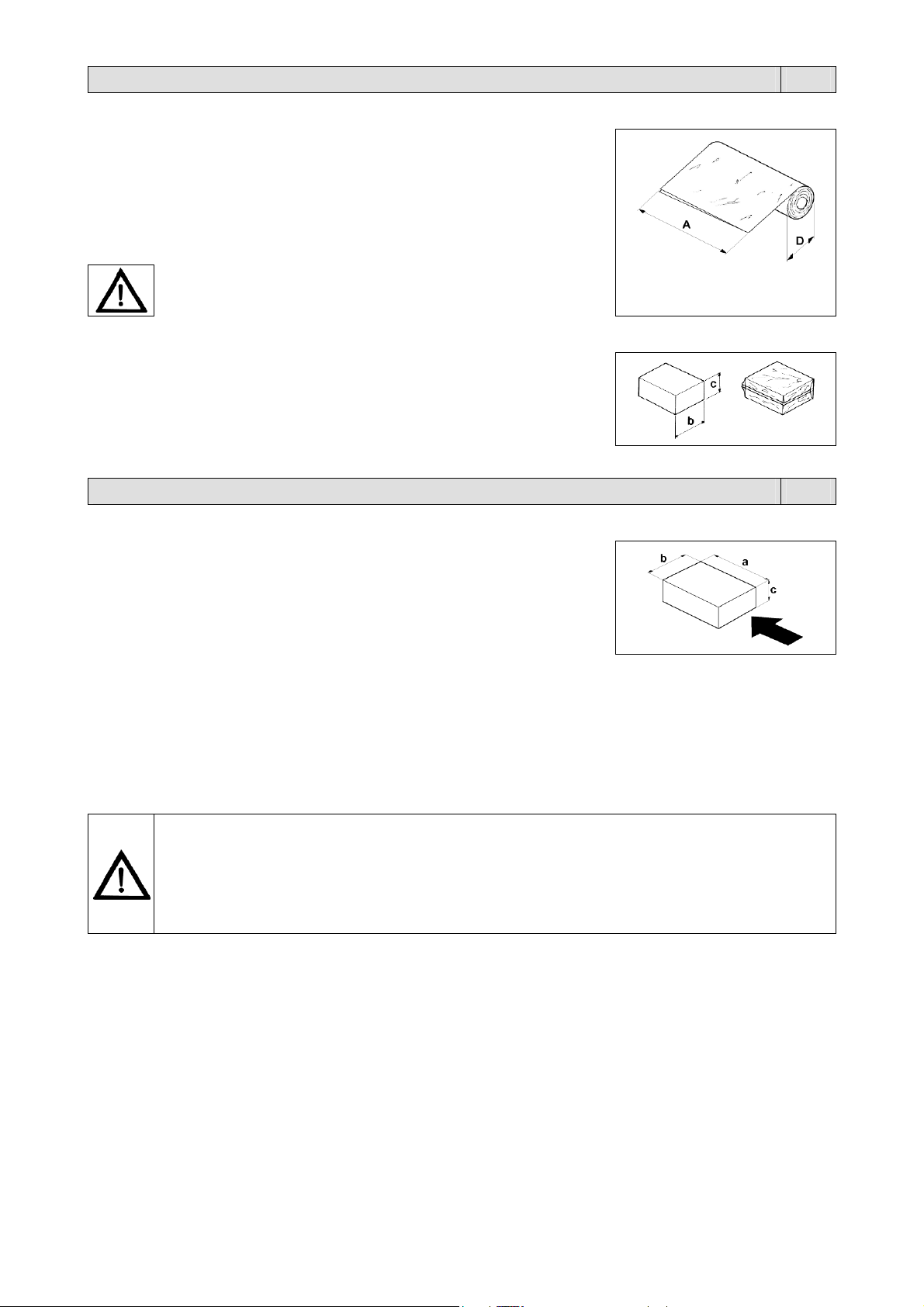
A = mm700 MAX
D = mm300 MAX
2.2. Calcolo della fascia A
Fascia A = b + c + 100mm
Per fascia “A” si intende la larghezza che deve avere la bobina di film per poter
confezionare il prodotto.
Capitolo 3. Condizioni d’uso della macchina IT
3.1. Dimensioni max. della confezione
a = 600mm b = 400mm c = 240mm
N.B.: le misure indicate nella tabella si riferiscono alla misura max. della singola
dimensione.
Per la misura max della confezione (b x c) bisogna comunque fare riferimento al
capitolo 2.2., dove si vede che, la somma di (b + c) è comunque uguale alla
larghezza della bobina del film meno 100mm.
3.2. Ciò che si può confezionare
Queste macchine sono in grado di confezionare una vasta gamma di prodotti completamente diversi tra loro, infatti sono
utilizzate con successo nei seguenti settori: alimentare, commercio, grafico e mailing, grande distribuzione, industria,
tessile.
3.3. Ciò che non si deve confezionare
E’ assolutamente vietato confezionare i seguenti tipi di prodotti per evitare di danneggiare in modo permanente la
macchina, oltre che provocare rischi di infortuni all’operatore addetto:
Prodotti bagnati e instabili
Liquidi di qualsiasi tipo e densità in contenitori fragili
Materiali infiammabili ed esplosivi
Bombolette con gas a pressione o di qualsiasi tipo
Polveri sciolte e volatili
Eventuali materiali e prodotti non previsti che possano in qualche modo essere pericolosi per l’utente e
provocare danni alla macchina stessa
4
5
Capitolo 4. Norme di sicurezza IT
4.1. Avvertimenti
NON PERMETTERE L’USO DELLA MACCHINA A PERSONALE NON ADDESTRATO!
ATTENZIONE!
Durante il funzionamento della macchina è vietato fumare!
È VIETATO eseguire qualsiasi operazione di manutenzione e/o regolazione durante il funzionamento della
macchina.
Lo smontaggio delle protezioni deve essere affidato solo ai manutentori addetti ed istruiti a tale scopo.
È VIETATO far funzionare la macchina senza prima aver ripristinato le protezioni.
Prima della messa in servizio, verificare la corretta posizione delle protezioni precedentemente rimosse.
È VIETATO operare senza aver prima tolto tensione.
Prima di operare all’interno del quadro elettrico è necessario togliere tensione dall’interruttore che alimenta
il quadro stesso.
In caso di allontanamento dell’operatore dalla macchina, spegnere la macchina mettendo
l’interruttore generale nella posizione “0” (OFF)!
4.2. Dispositivi di protezione individuale
Utilizzare scarpe di protezione resistenti all’urto, allo schiacciamento e alla compressione del piede durante
il trasporto e lo spostamento della macchina.
Utilizzare guanti di protezione dal pericolo di schiacciamento e dai pericoli meccanici durante il trasporto e
lo spostamento della macchina.
4.3. Ripari
Utilizzare guanti di protezione contro il rischio di taglio durante le operazioni di cambio delle lame saldanti.
Utilizzare guanti di protezione in base ai rischi dei materiali da confezionare (meccanici, chimici,…) che
resistano alle temperature di contatto con saldatura e/o lama saldante (massimo 200°C).
Utilizzare guanti di protezione per il contatto con alimenti durante l’uso in caso di
confezionamento di alimenti.
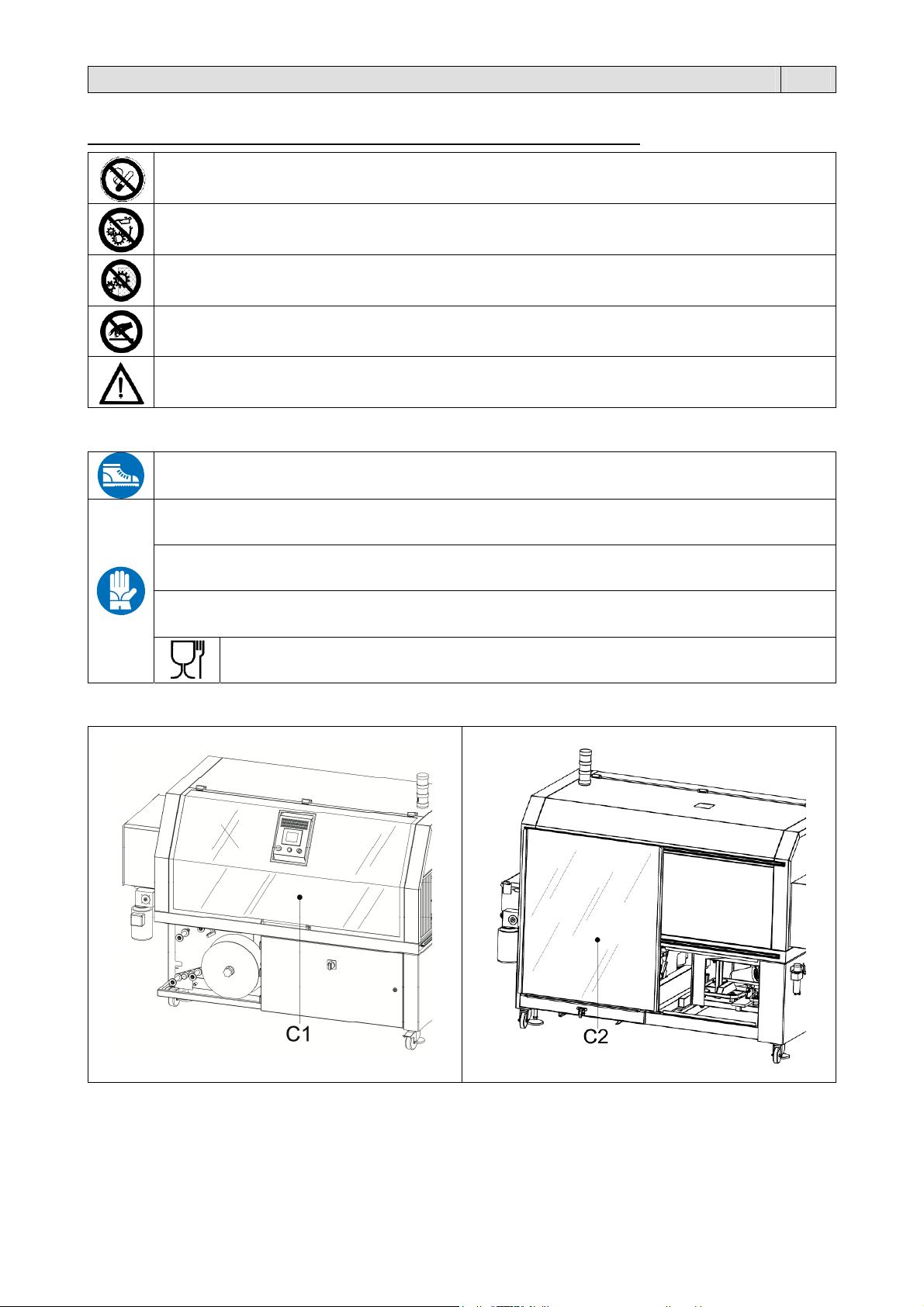
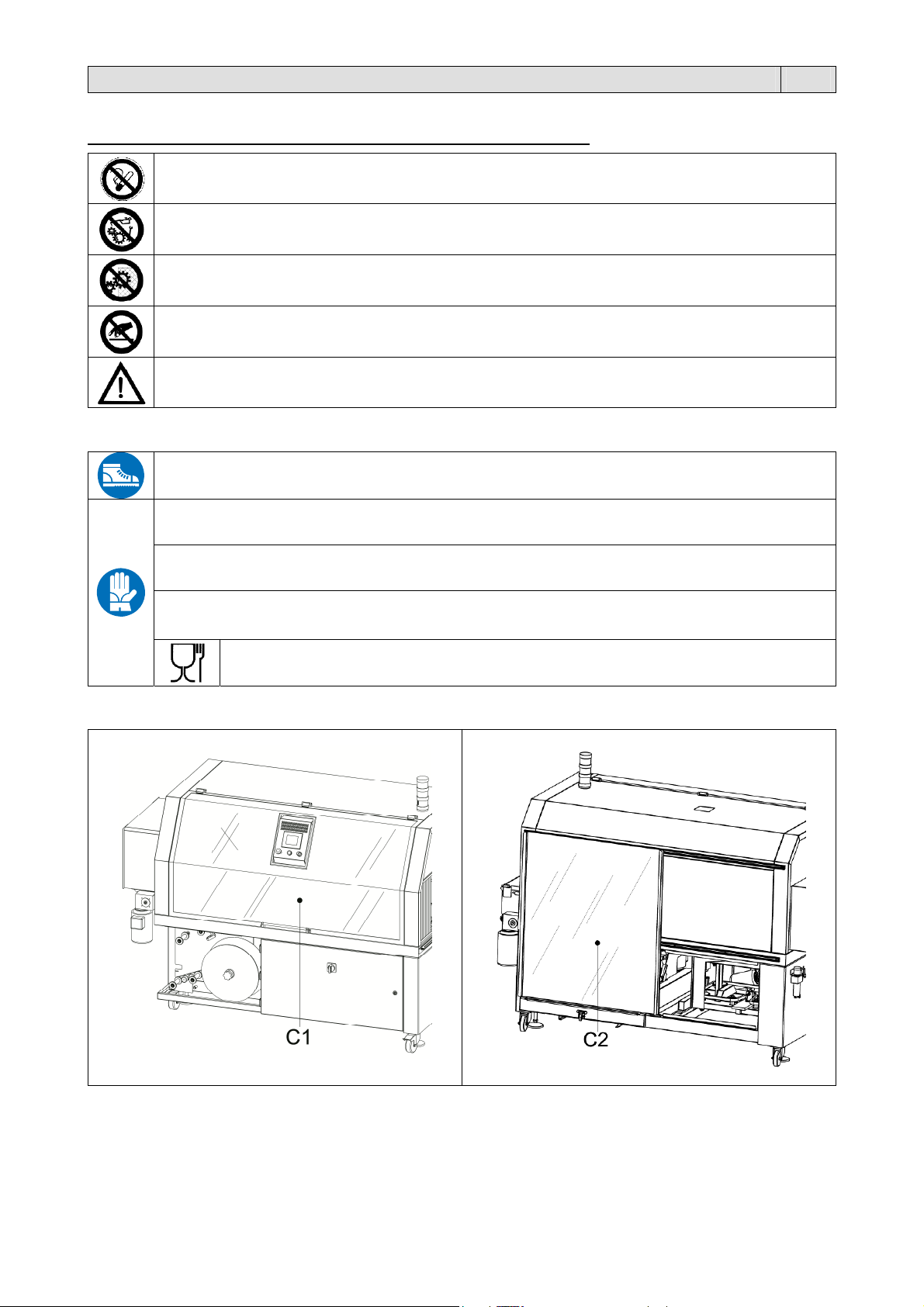
La macchina è dotata di un riparo anteriore (C1) e di un riparo posteriore (C2) che in caso di apertura fermano la
macchina.
Per ripristinare il funzionamento della macchina attenersi alle istruzioni indicate nel paragrafo 6.3 (vedi nota per allarme
“A002: RIPARI APERTI”).
6
Capitolo 4. Norme di sicurezza IT
p
p
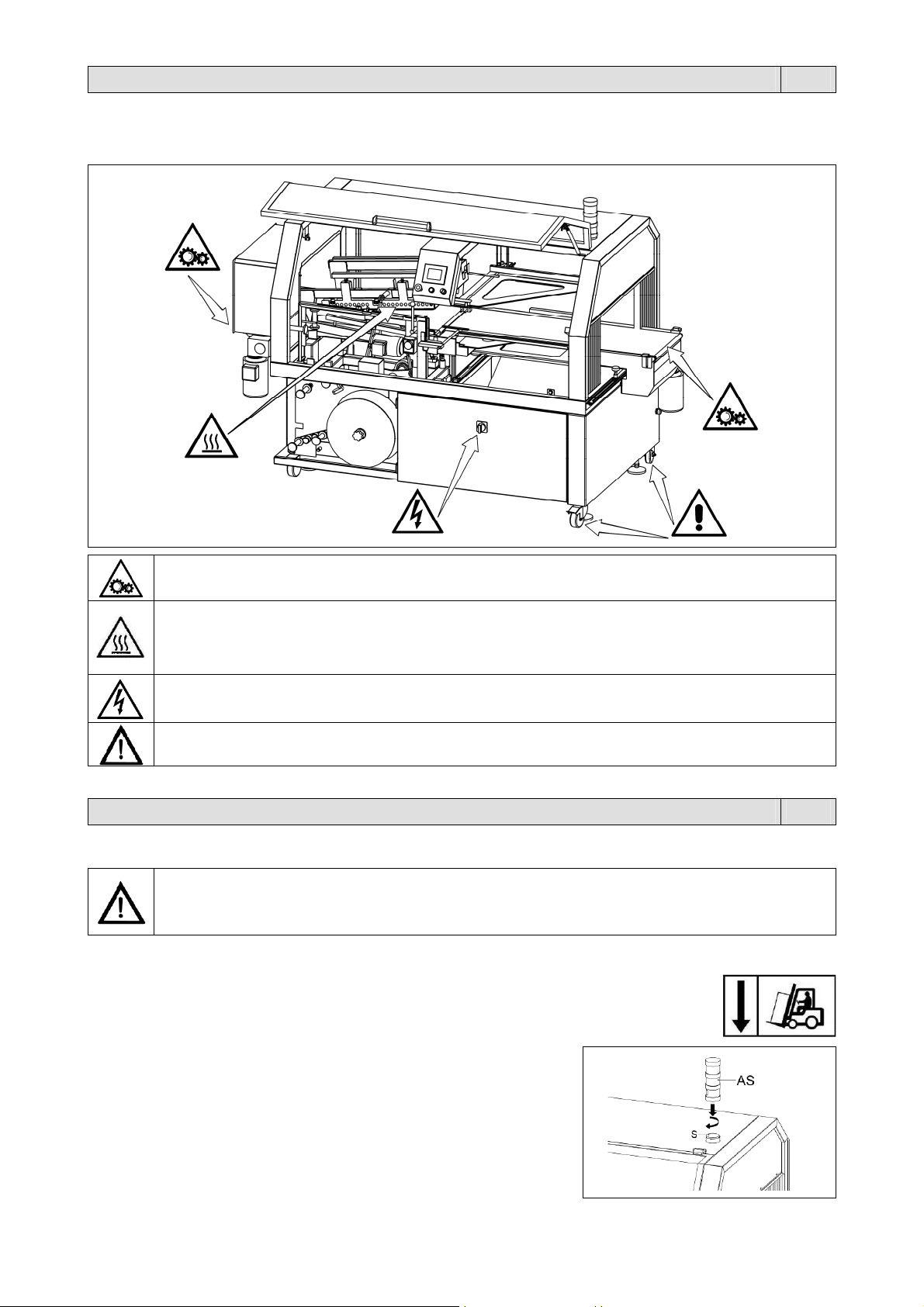
4.4. Rischi residui
La macchina non presenta rischi di elevato grado di pericolosità, ciò nonostante è necessario attenersi ai divieti ed alle
avvertenze indicate di seguito.
Pericolo di trascinamento!
Pericolo generato da elementi mobili (nastri trasportatori, rulli motorizzati) con i quali si può venire a contatto durante le
fasi di lavoro.
Pericolo di ustioni!
Rischio dovuto al riscaldamento delle lame per la saldatura del film.
Prima di effettuare qualsiasi operazione nelle zone interessate predisporre la macchina per la “messa in stato di
manutenzione“, quindi attendere il raffreddamento delle resistenze.
Non eseguire nessuna operazione senza avere indossato i dispositivi di protezione quali guanti e camice.
Pericolo di folgorazione!
Rischio dovuto all’energia elettrica all’interno del quadro elettrico (nella morsettiera dell’interruttore generale e sui
morsetti in ingresso dell’interruttore blocco porta).
Le ruote devono essere utilizzate esclusivamente per “brevi” spostamenti su pavimenti lisci e orizzontali.
Capitolo 5. Installazione della macchina IT
5.1. Trasporto e posizionamento
Nel trasporto e nel posizionamento della macchina si raccomanda di manovrare con molta
cautela!
Prima di ogni movimentazione, assicurarsi che il mezzo di sollevamento sia idoneo a sollevare
Tagliare con la forbice la reggia avendo cura di proteggersi gli occhi con degli occhiali e sfilare il cartone. Togliere le viti e
le eventuali piastrine che fissano la macchina al pallet.
Sollevare la macchina dal pallet utilizzando un carrello elevatore a forche e posizionarla sul
avimento.
Per il sollevamento della macchina, posizionare le pale del carrello elevatore in corrispondenza del
unto indicato dall’adesivo specifico, applicato sulla macchina.
Disimballare la sirena (AS) e agganciarla al supporto (S).
il carico da movimentare!
7
Capitolo 5. Installazione della macchina IT
5.2. Condizioni ambientali
Posizionare la macchina accertandosi che sia livellata sul pavimento, in un ambiente adatto, privo di umidità,
materiali infiammabili, gas, esplosivi. La macchina deve essere installata solamente su superfici lisci, orizzontali e
non infiammabili.
Lasciare uno spazio minimo di 1m attorno alla macchina.
Bloccare la macchina, una volta ottenuto il corretto posizionamento, agendo sul freno delle ruote. In caso di
necessità, per un bloccaggio più efficace, utilizzare i 4 piedini forniti in dotazione.
Condizioni consentite negli ambienti in cui è collocata la macchina:
Temperatura da + 5°C a + 40°C
Umidità relativa da 30% a 90% senza condensazione.
L’illuminazione del locale di utilizzo deve essere conforme alle leggi vigenti nel paese in cui è installata la macchina e
deve comunque essere uniforme e garantire una buona visibilità, per salvaguardare la sicurezza e la salute
dell’operatore.
GRADO DI PROTEZIONE DELLA MACCHINA = IP20
IL RUMORE AEREO PRODOTTO DALLA MACCHINA È INFERIORE A 70 dB(A)
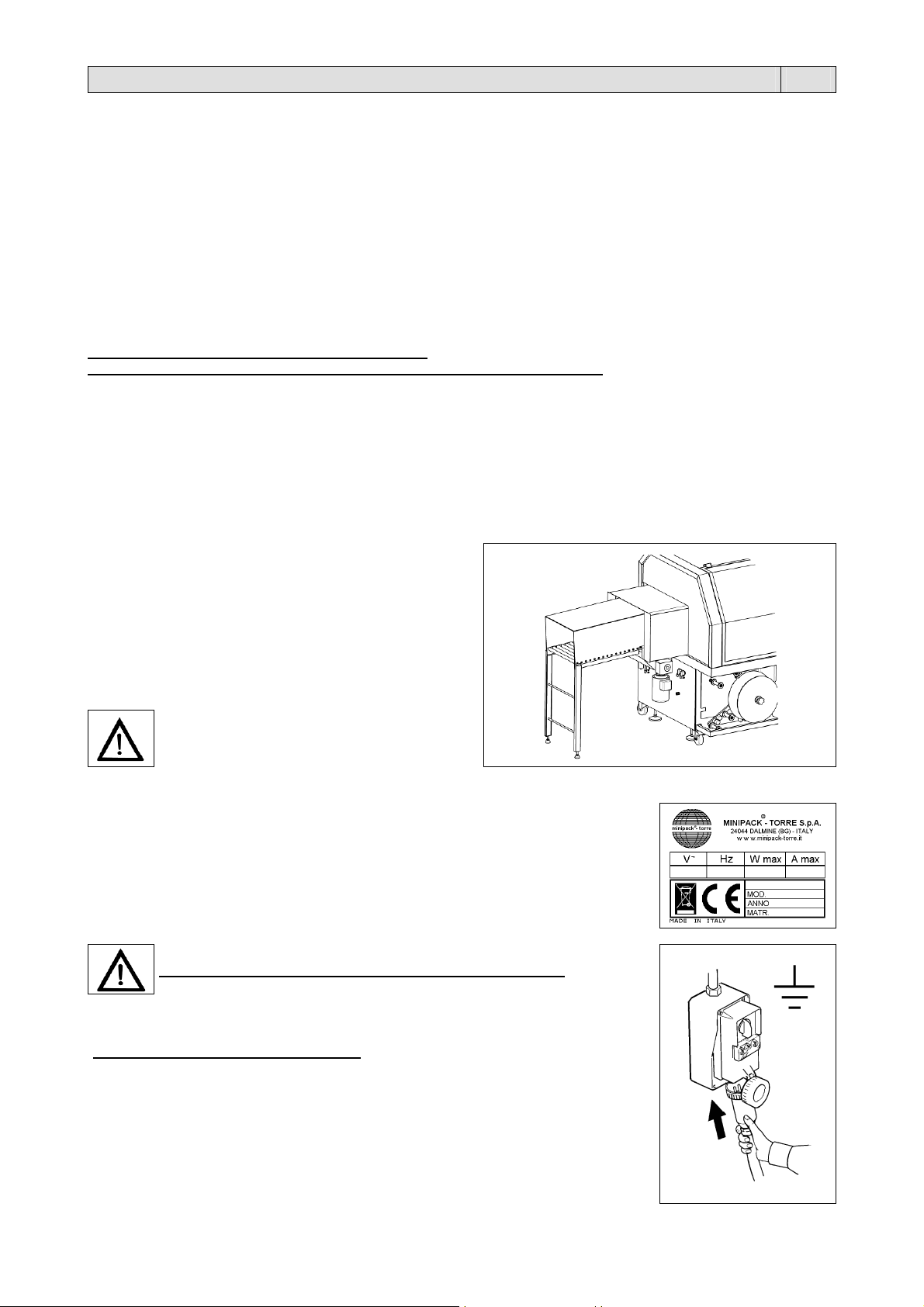
5.3. Posizionamento con tunnel (dove previsto)
Dopo aver posizionato la “Pratika 56”, avvicinare il “tunnel di retrazione” in modo che il nastro del tunnel sia il più vicino
possibile a quello della “Pratika 56”.
Il nastro del tunnel deve risultare 1mm più alto rispetto a quello della “Pratika 56”, per evitare la caduta dei prodotti
confezionati.
Per regolare l’altezza della “Pratika 56” agire sui 4 piedi di appoggio.
Posizionare il tunnel in modo che il prodotto in uscita dalla “Pratika 56” si posizioni al centro del nastro del tunnel.
5.4. Posizionamento senza tunnel
Se la “Pratika 56” non viene abbinata al “tunnel di retrazione”
posizionare la rulliera agganciandola al nastro trasportatore
di uscita.
Se la “Pratika 56” non è abbinata al tunnel di
retrazione, il posizionamento della rulliera è
obbligatorio!
5.5. Collegamento elettrico
Tensione (V): vedere dati targhetta
Frequenza (Hz): vedere dati targhetta
Potenza massima assorbita (W): vedere dati targhetta
Corrente massima assorbita (A): vedere dati targhetta
N.B.: Per qualsiasi comunicazione con il costruttore, citare sempre il modello della
macchina e il numero di matricola indicati sulla targhetta applicata nella parte posteriore
della macchina.
RISPETTARE LE NORME PER LA SICUREZZA SUL LAVORO!
Se la macchina non è dotata della spina di alimentazione utilizzare una spina adeguata ai
valori di tensione e amperaggio descritti nella targhetta dati e comunque conforme alle
normative vigenti nel paese d’installazione.
È OBBLIGATORIA LA MESSA A TERRA!
Prima di effettuare il collegamento elettrico assicuratevi che la tensione di rete
corrisponda al voltaggio indicato sulla targhetta applicata nella parte posteriore della
macchina e che il contatto di terra sia conforme alle norme di sicurezza vigenti.
In caso di dubbi sulla tensione di rete contattate l’ente locale distributore dell’energia
elettrica.
Collegare la spina del cavo proveniente dal quadro elettrico della macchina in una presa
di corrente del circuito generale che sia facilmente raggiungibile dall’operatore.
Capitolo 5. Installazione della macchina IT
5.6. Collegamento pneumatico
Eseguire il collegamento pneumatico inserendo il tubo
(8x10) proveniente dall’impianto dell’aria compressa, nel
raccordo presente sul gruppo filtro.
Aprire il rubinetto del regolatore di pressione, fino ad ottenere
la pressione di 5 bar.
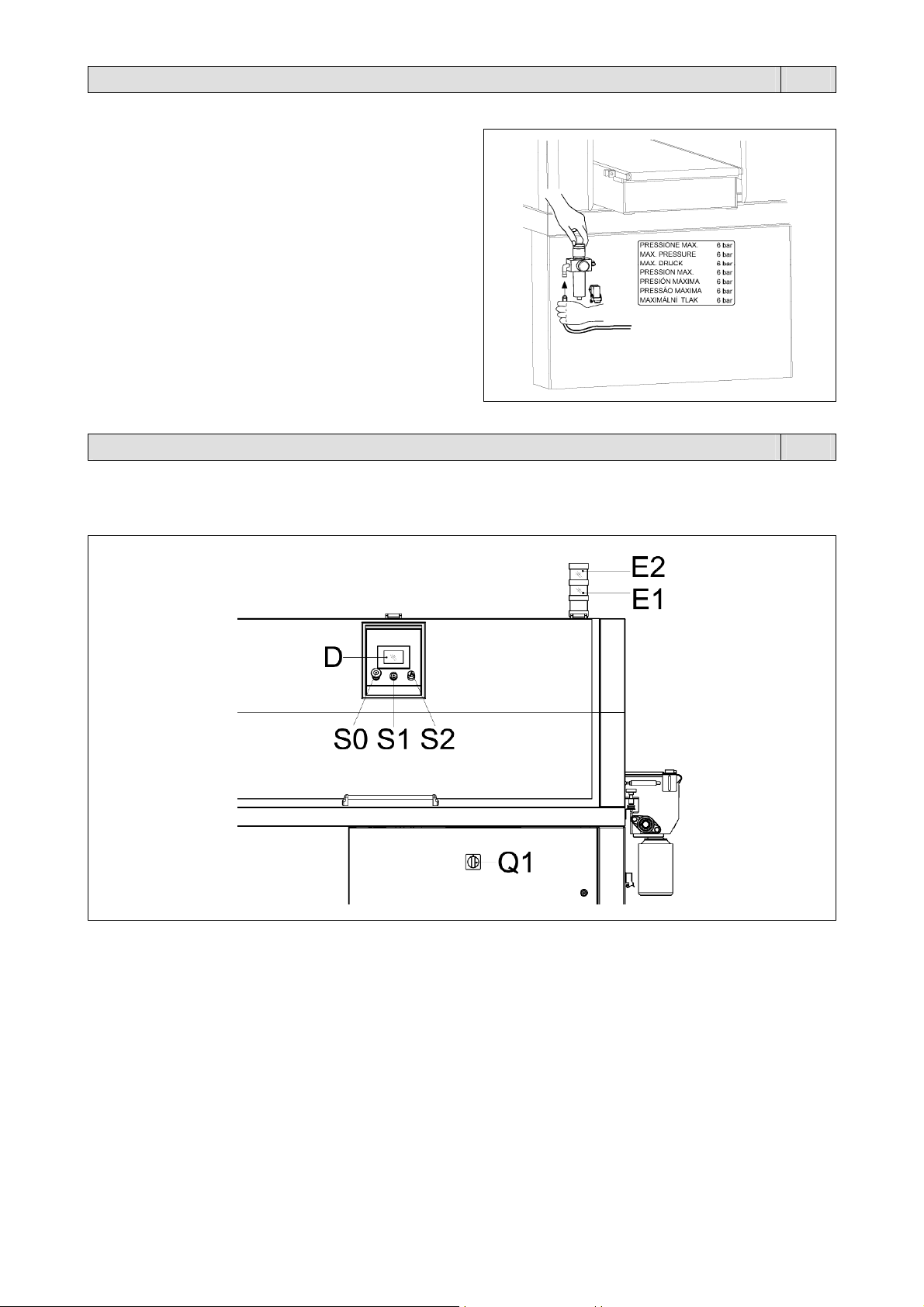
Capitolo 6. Regolazione ed approntamento macchina IT
6.1. Pannello comandi
La macchina è dotata di un pannello di comando, alloggiato sull’apposito supporto, dal quale è possibile impostare tutte
le funzioni di programmazione e funzionamento.
Q1 Interruttore generale.
D Display. Visualizza le funzioni selezionate e i relativi dati di impostazione.
S0 Pulsante “EMERGENZA”. Arresta immediatamente la macchina in caso di pericolo immediato o per la “messa
in stato di manutenzione”. Per sbloccarlo occorre girarlo in senso orario.
S1 Pulsante “RESET”.
Da premere all’accensione della macchina.
Ripristina la macchina dopo l’intervento del pulsante “EMERGENZA” e dell’allarme A001.
S2 Selettore “ESCLUSIONE SICUREZZA”.
Se posizionato su OFF consente l’uso della macchina solo con i ripari chiusi (programma AUTOMATICO).
Se posizionato su ON consente l’uso della macchina con i ripari aperti. È la condizione necessaria “solo” per le
fasi di messa a punto, inserimento e cambio della bobina del film (solo con programma MANUALE).
E1 Elemento luminoso colore VERDE.
Lampeggia (luce verde intermittente) per indicare che la macchina è pronta all’uso.
È accesa (luce verde fissa) durante il funzionamento della macchina.
E2 Elemento luminoso colore ROSSO.
Si accende ogni volta che interviene un allarme, contemporaneamente ad un segnale acustico.
8
Capitolo 6. Regolazione ed approntamento macchina IT
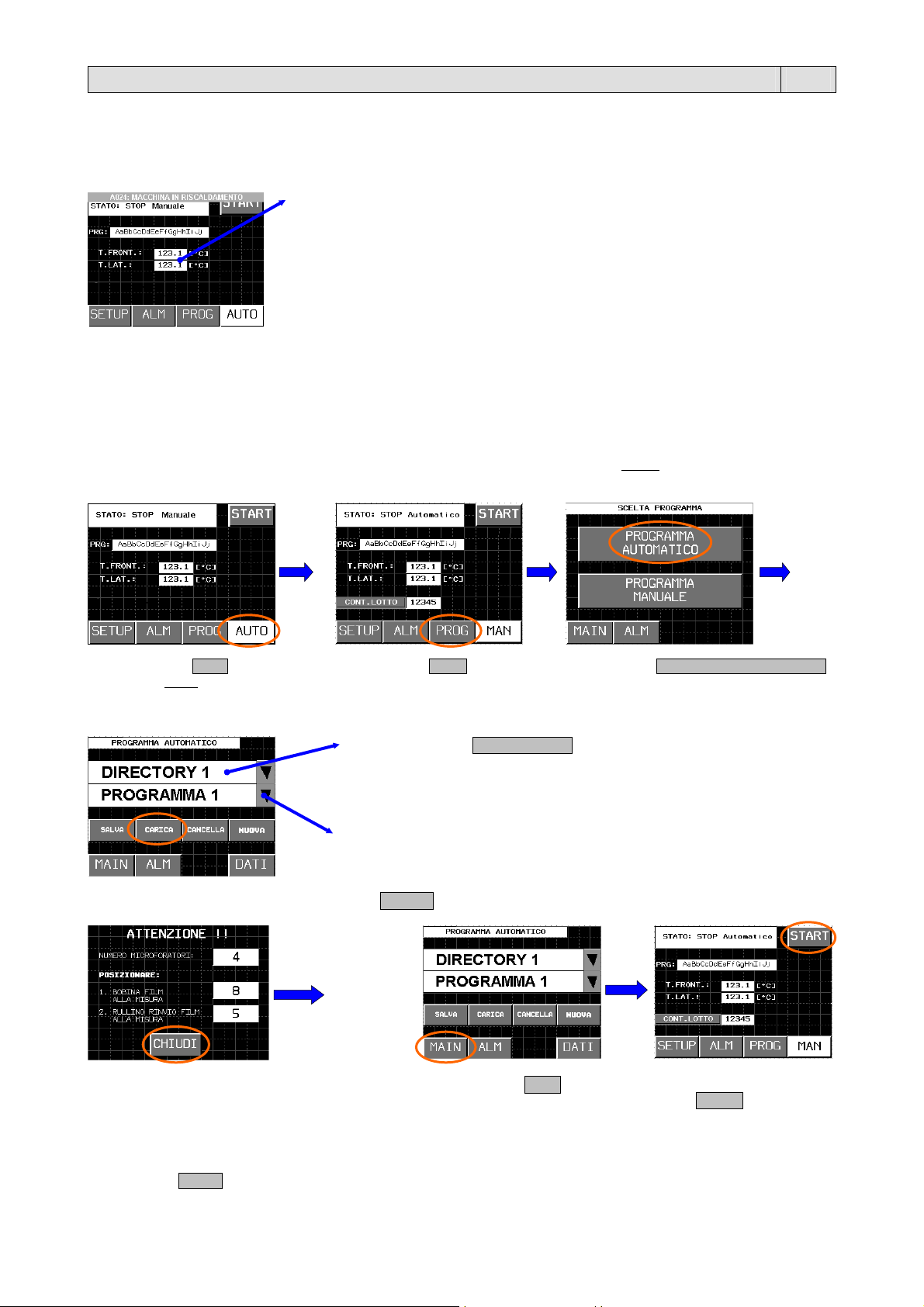
6.2. Avviamento
Ruotare l’interruttore generale nella posizione 1 e, quando lampeggia, premere il pulsante “RESET” (S1).
Il display si accende e compare la videata con il logo “minipack-torre”. Premere sul logo.
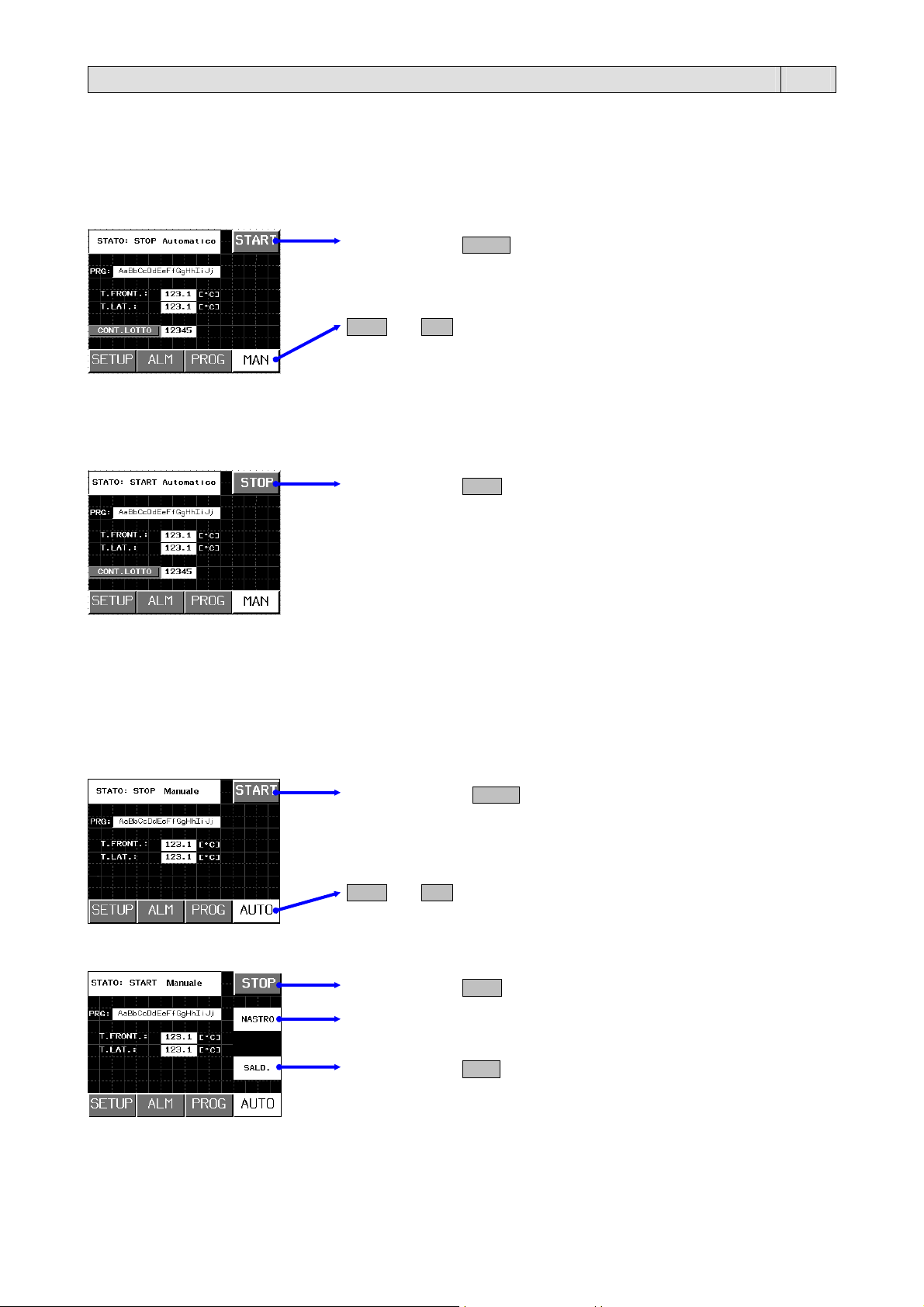
Successivamente compare la videata principale:
All’accensione della macchina vedrete lampeggiare i numeri che indicano la
temperatura della barra saldante frontale e laterale.
Raggiunta la temperatura impostata nel programma
Fino al raggiungimento di tale temperatura non è possibile iniziare il ciclo di lavoro in
modalità AUTOMATICO. Sarà possibile solo in modalità MANUALE.
Nota: durante la fase di riscaldamento gli elementi luminosi verde (E1) e rosso (E2)
lampeggiano. Raggiunta la temperatura impostata lampeggierà solamente l’elemento
verde.
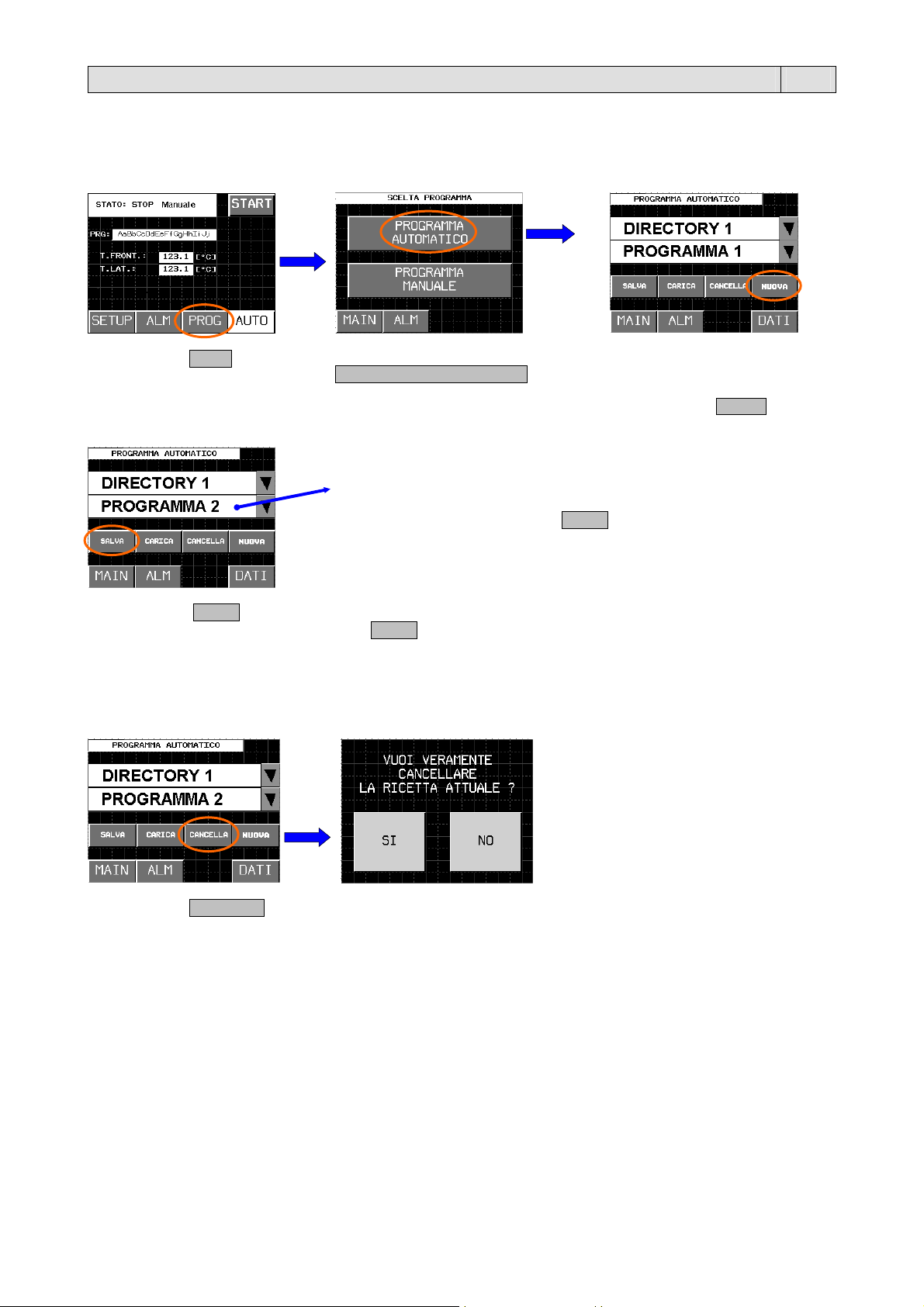
6.2.1. Scelta del programma
La macchina consente di scegliere tra:
PROGRAMMA AUTOMATICO (è possibile memorizzare un numero infinito di programmi)
PROGRAMMA MANUALE (è presente un solo programma).
Per scegliere un PROGRAMMA AUTOMATICO è necessario essere in “STATO: STOP Automatico” e seguire la
procedura sotto descritta. La sequenza di caricamento di un programma nel ciclo automatico è il seguente:
caricato questi non lampeggiano più.
Premere il tasto AUTO per passare
allo “STATO: STOP Automatico”
Premere il tasto PROG .
A questo punto compare la seguente videata:
Premendo il testo DIRECTORY 1 si visualizza l’elenco delle 3 directory
disponibili (non modificabili).
Nota: avendo 3 directory, si consiglia di archiviare i programmi che si
vogliono memorizzare, in funzione delle tipologie dei prodotti da
confezionare.
Premendo su questa freccia si visualizza l’elenco dei programmi salvati
all’interno della directory selezionata.
Una volta scelto il programma premere il tasto CARICA .
Il gruppo triangolo e il gruppo rotelle si posizionano nella
posizione come da impostazioni del programma caricato.
Appena si carica un nuovo programma compare sul video
la pagina relativa al numero dei microforatori da utilizzare
con questo programma, al posizionamento della bobina di
film e al posizionamento del rullino rinvio (vedi capitolo
6.4. FASE 6).
Premere il tasto CHIUDI .
Premere il tasto MAIN .
Premere il tasto PROGRAMMA AUTOMATICO .
A questo punto premere il
tasto START per iniziare il
ciclo AUTOMATICO.
9
0
Capitolo 6. Regolazione ed approntamento macchina IT
6.2.2. Modalità di utilizzo della macchina: AUTOMATICO e MANUALE
La macchina può lavorare in 2 modalità: AUTOMATICO e MANUALE
6.2.2.1. Modalità AUTOMATICO
È la condizione di utilizzo contraddistinta dal funzionamento completamente automatico della macchina.
La videata sopra contraddistingue lo stato di funzionamento in modalità di STOP Automatico.
Nota: In questo stato è possibile caricare nuovi programmi del ciclo automatico e modificare le variabili contenute negli
stessi.
Premendo il tasto START si dà il via al ciclo automatico.
AUTO / MAN : Premendo su questo tasto si attiva alternativamente il
programma MANUALE o AUTOMATICO.
Premendo il tasto STOP si ferma il ciclo automatico.
La videata sopra contraddistingue lo stato di funzionamento in modalità di START Automatico.
6.2.2.2. Modalità MANUALE
È la condizione di utilizzo della macchina necessaria per le fasi di messa a punto, inserimento e cambio della bobina del
film.
In questa fase è possibile aprire le portelle agendo sul selettore a chiave “ESCLUSIONE SICUREZZE” (pos. ON).
Tale condizione è comunque segnalata dall’allarme “A002: PROTEZIONI APERTE”.
La videata sopra contraddistingue lo stato di funzionamento in modalità di STOP Manuale.
Premendo il tasto START si passa allo “STATO: START Manuale” e si
abilita il funzionamento del nastro, espulsione dell’ultimo prodotto e
funzionamento della saldatura.
AUTO / MAN : Premendo su questo tasto si attiva alternativamente il
programma MANUALE o AUTOMATICO.
Premendo il tasto STOP si passa allo “STATO: STOP Manuale”.
Quando premuto muove per tutto il tempo della pressione del tasto il nastro di
ingresso, nastro di uscita, trascinamento film, svolgitore film, avvolgitore film.
Premendo il tasto SALD si esegue un ciclo completo di saldatura.
La videata sopra contraddistingue lo stato di funzionamento in modalità di START Manuale.
1
Capitolo 6. Regolazione ed approntamento macchina IT
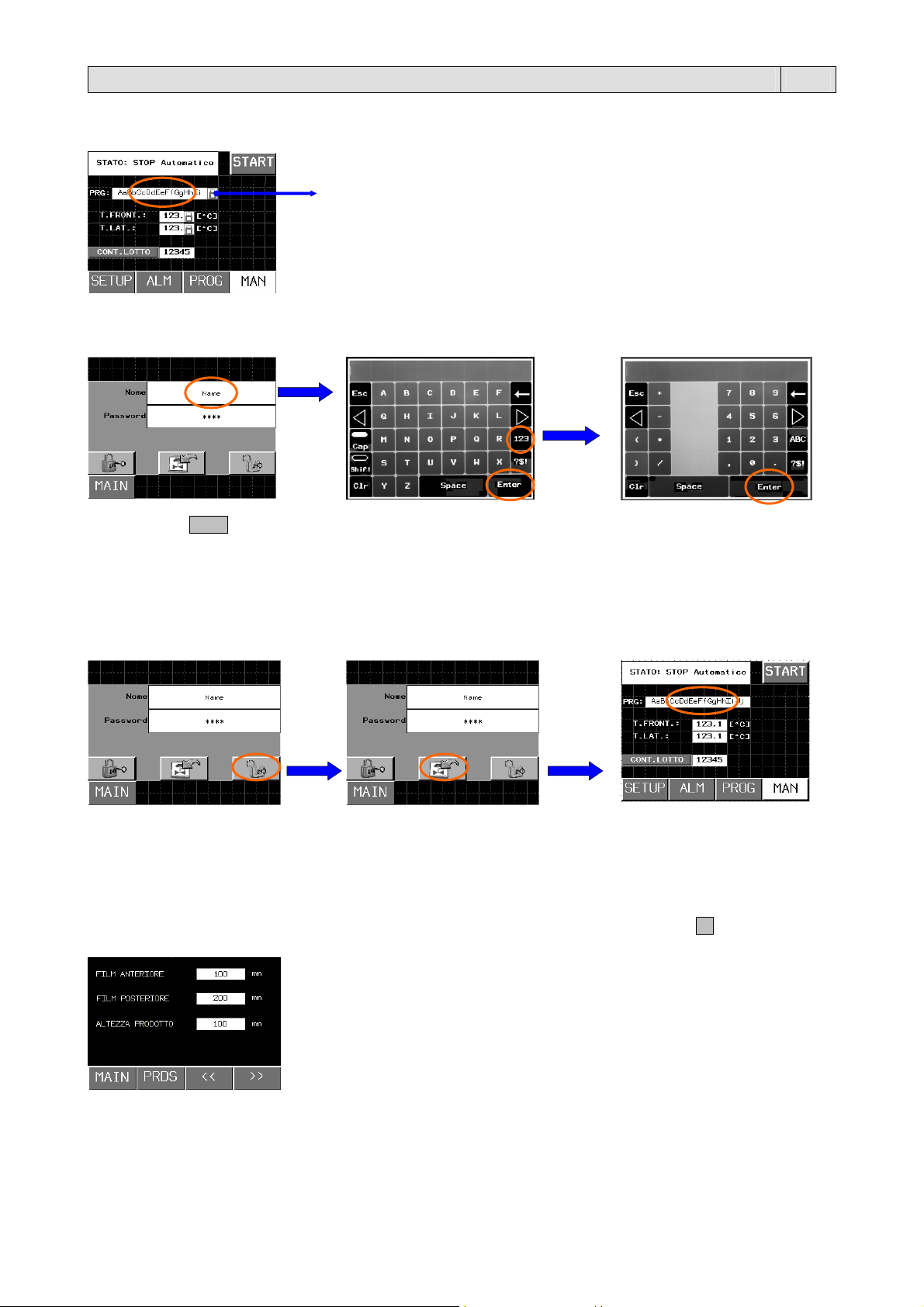
6.2.3. Elenco e spiegazione delle variabili impostabili (programma AUTOMATICO)
Per visualizzare le variabili impostate nel programma seguire la procedura sotto descritta.
Nota: Il simbolo del “lucchetto” indica che il programma è protetto da password.
La procedura sotto descritta consente di inserire la password e accedere alla
visualizzazione delle variabili.
La password viene richiesta solo la prima volta.
Premere il tasto con indicato il
nome del programma.
Premere il tasto Name .
Inserire allo stesso modo la “Password”.
Se il “Nome” è composto da lettere
inserire le lettere e premere il tasto
Enter.
Se il “Nome” è composto oltre alle
lettere anche dai numeri (o solo da
numeri), premere il tasto 123.
Inserire i numeri che
compongono il nome e
premere il tasto Enter.
Una volta inseriti il “Nome” e la
“Password” premere in sequenza i 2
tasti che consentono di avere accesso
alla visualizzazione delle videate
Premere nuovamente il tasto con
indicato il nome del programma.
Nota: il simbolo del lucchetto non
c’è più.
A questo punto compare la prima videata relativa ai parametri del programma e premendo il tasto >> si scorrono tutte le
successive videate:
FILM ANTERIORE [mm]: Regola la quantità di film che si vuole lasciare davanti al
prodotto. Valori: 0 ÷ 300.
FILM POSTERIORE [mm]: Regola la quantità di film che si vuole lasciare dietro al
prodotto. Valori: 0 ÷ 900.
ALTEZZA PRODOTTO [mm]: Regola l’apertura del triangolo. Valori: 0 ÷ 240.
11
Capitolo 6. Regolazione ed approntamento macchina IT
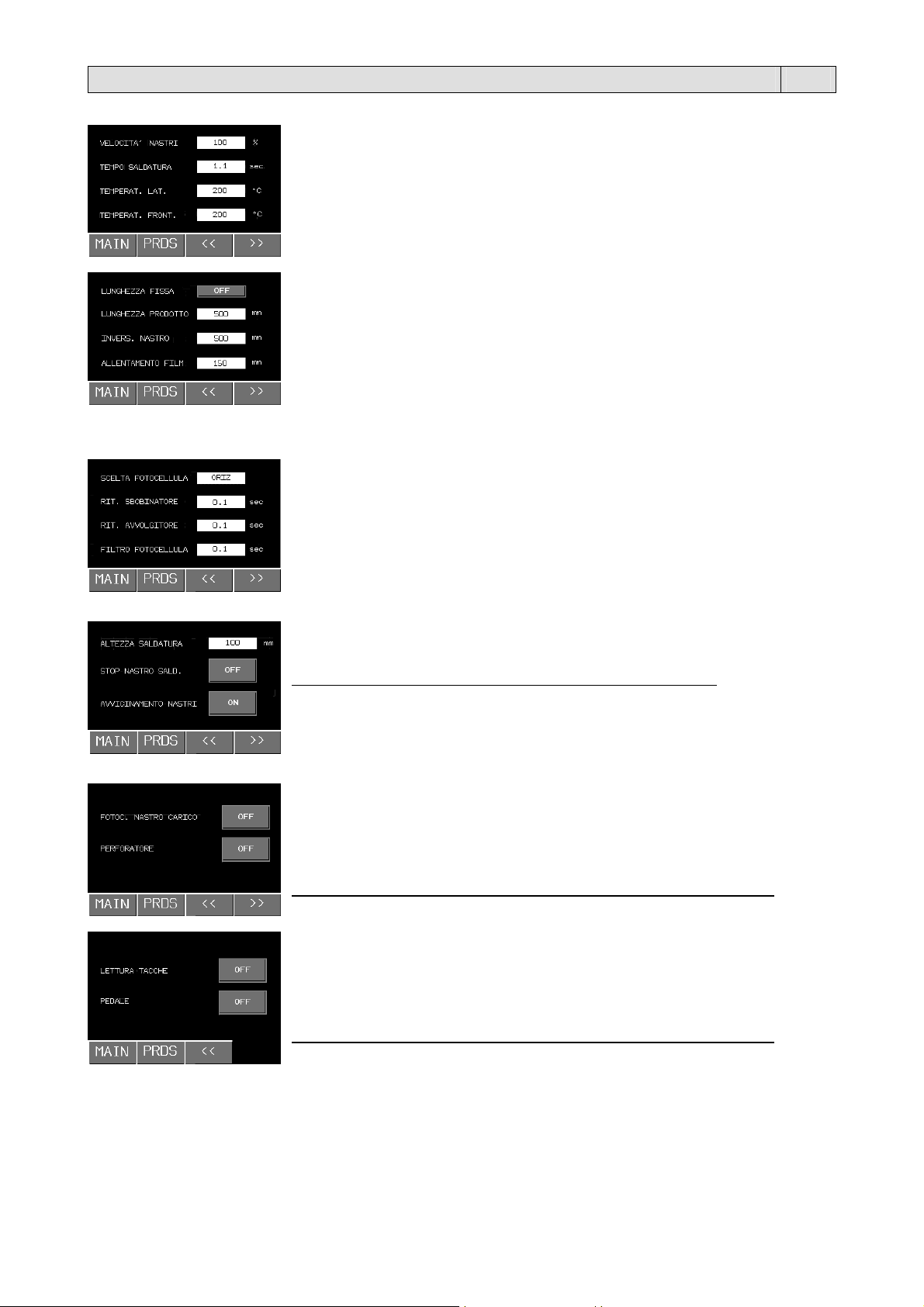
VELOCITÁ NASTRI [%]: Regola la velocità dei nastri trasportatori da 6m/min. a
30m/min. Valori: 20 ÷ 100.
TEMPO SALDATURA [s]: Regola il tempo di saldatura della barra saldante laterale e
frontale. Valori: 0 ÷ 3.
TEMPERATURA LATERALE [C]: Regola la temperatura della barra saldante laterale
(lunga). Valori: 0 ÷ 240.
TEMPERATURA FRONTALE [C]: Regola la temperatura della barra saldante frontale
(corta). Valori: 0 ÷ 240.
Nota: per le spiegazioni delle variabili impostabili nel programma MANUALE fare riferimento alle medesime presenti nel
programma AUTOMATICO.
LUNGHEZZA FISSA: Se impostata su OFF la saldatura del film avviene nel momento in cui la
fotocellula legge la fine del prodotto. Consigliata per prodotti con forma regolare. Se impostata su
ON la funzione disattiva la lettura della fine del prodotto mediante fotocellula. In questo caso la
saldatura avviene impostando la variabile “LUNGHEZZA PRODOTTO”. Valori: ON / OFF.
LUNGHEZZA PRODOTTO [mm]: È impostabile solo se la funzione “LUNGHEZZA FISSA” è ON.
La funzione permette di impostare la lunghezza del prodotto e la conseguente saldatura del film.
Valori: 1 ÷ 600.
INVERSIONE NASTRO [ms]: È impostabile solo se la funzione “LUNGHEZZA FISSA” è ON.
Regola la distanza tra i prodotti. Dopo lo scorrimento dei nastri, il nastro d’ingresso inverte la
marcia e riporta il prodotto indietro per la distanza impostata. Valori: 0 ÷ 500.
ALLENTAMENTO FILM [mm]: Regola di quanti mm debba arretrare il film e il prodotto prima di
eseguire la saldatura (consigliabile con prodotti di altezza superiore a 200 mm). Valori: 0 ÷ 250.
SCELTA FOTOCELLULA: La funzione permette la scelta della fotocellula di lettura del
prodotto. Valori: ORIZ / VERT.
RITARDO SBOBINATORE [s]: La funzione permette di allentare la tensione del film
sui triangoli, ritardando la partenza dello sbobinatore (consigliabile con prodotti fino a
100mm. di altezza). Valori: 0 ÷ 1.
RITARDO AVVOLGITORE [s]: La funzione permette di allentare la tensione del film
sui rullini dell’avvolgitore, ritardando la fermata dell’ avvolgitore. Valori: 0 ÷ 1.
FILTRO FOTOCELLULA [s]: Regola per quanto tempo la fotocellula debba ignorare
una mancanza di segnale (consigliabile con prodotti di forma irregolare). Valori: 0 ÷ 1.
ALTEZZA SALDATURA [mm]: Regola la posizione della saldatura rispetto al nastro.
Per confezionare prodotti standard impostare la saldatura a meta dell’altezza del
prodotto. Valori: 0 ÷ 120.
Nota: questa variabile è impostabile solo sul modello “Pratika 56CS”.
STOP NASTRO SALDATURA: La funzione permette di mantenere fermo il nastro di
carico durante la saldatura per facilitare la composizione della confezione.
Valori: ON / OFF.
AVVICINAMENTO NASTRI: La funzione attiva il sistema di avvicinamento dei nastri
nella zona di saldatura per il passaggio di pezzi piccoli. Valori: ON / OFF.
FOTOCELLULA NASTRO CARICO: quando è ON, la macchina in ciclo automatico
START non fa funzionare il nastro di ingresso e lo attiva quando la Fotocellula del
nastro di carico si attiva. (OPTIONAL).
PERFORATORE: La funzione attiva il perforatore pneumatico. Valori: ON / OFF.
(OPTIONAL).
Nota: queste 2 variabili possono essere ON solo se abilitate negli OPTIONAL.
LETTURA TACCHE: La funzione abilita la lettura da una apposita fotocellula
(OPTIONAL) di tacche marcate sul film opaco o colorato.
PEDALE: La funzione permette di avviare il nastro di carico con il comando a pedale, e
fermarlo dopo lo scarico del pezzo, per agevolare la composizione della confezione di
pezzi multipli. Valori: ON / OFF. (OPTIONAL).
Nota: queste 2 variabili possono essere ON solo se abilitate negli OPTIONAL.
12

Capitolo 6. Regolazione ed approntamento macchina IT
6.2.3.1. Schema riassuntivo delle variabili impostabili (programma AUTOMATICO e MANUALE)
Questa variabile è
impostabile solo sul
modello “Pratika 56CS”.
13
Capitolo 6. Regolazione ed approntamento macchina IT
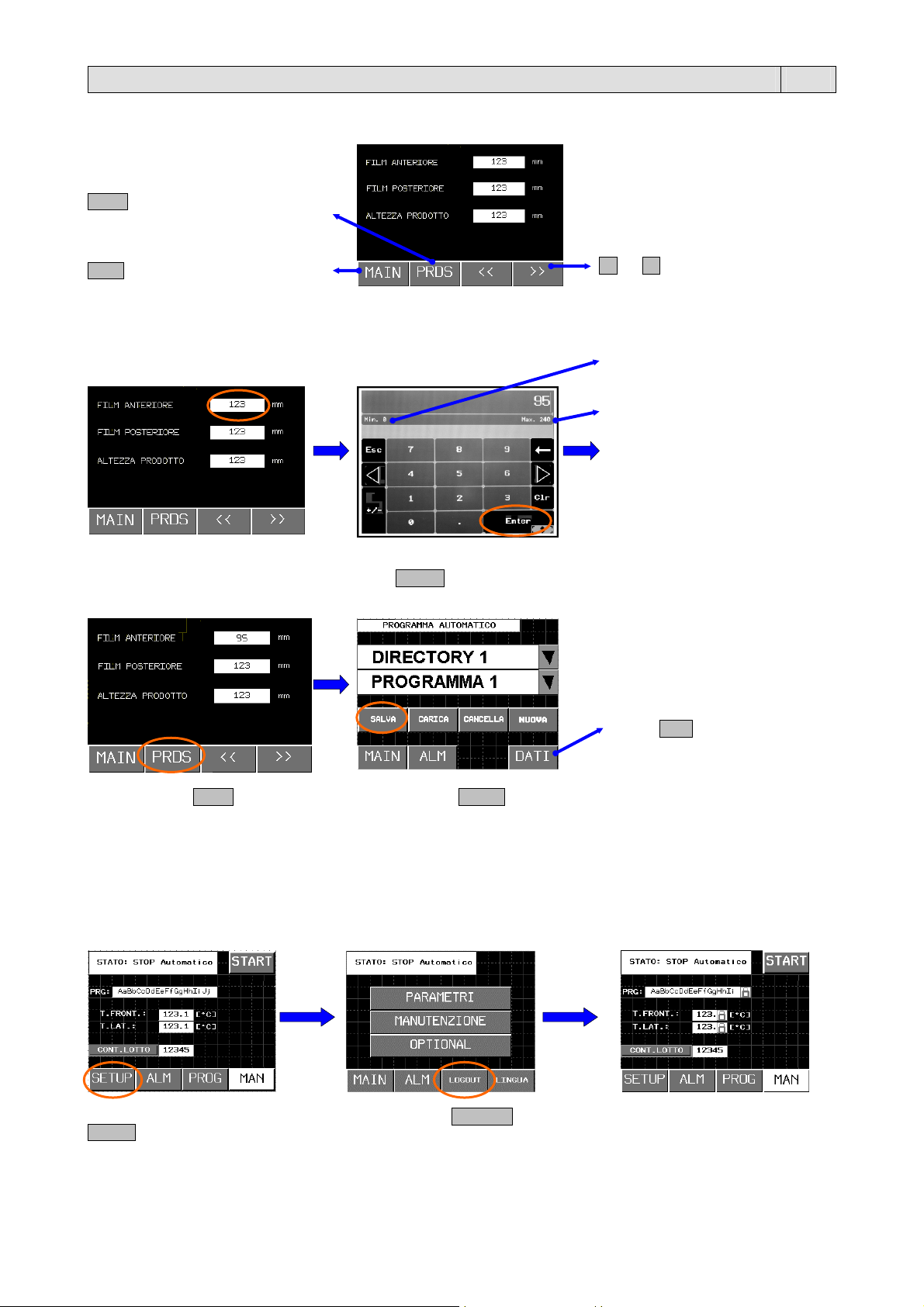
6.2.3.2. Impostazione variabile del programma
PRDS : torna alla videata
DIRECTORY/PROGRAMMI.
MAIN : torna alla videata principale.
Per modificare i valori impostati nel programma AUTOMATICO seguire la procedura sotto descritta.
Premere sul valore numerico (es. 123) Inserire il nuovo valore e premere il
Premere il tasto PRDS .
Nota: nel programma MANUALE la modifica dei valori impostati è attiva senza la procedura di salvataggio.
Nota: Per ripristinare la protezione dei programmi tramite password seguire la procedura sotto descritta.
tasto ENTER .
Premere il tasto SALVA per
memorizzare le modifiche.
<< e >> : si scorrono le variabili del
programma.
Indica il valore minimo di
impostazione della variabile.
Indica il valore massimo di
impostazione della variabile.
Il tasto DATI consente di
visualizzare tutte le videate relative
ai parametri del programma.
Dalla videata iniziale premere il tasto
SETUP .
Premere il tasto LOGOUT .
14
È ricomparso il simbolo del
“lucchetto” che indica la
protezione tramite password.
5
Capitolo 6. Regolazione ed approntamento macchina IT
6.2.4. Creazione di un nuovo programma
Il pannello di controllo consente di memorizzare diversi tipi di programma automatici a seconda delle esigenze
dell’utilizzatore.
Per creare un nuovo programma seguire la procedura sotto descritta.
Premere il tasto PROG .
Premere il tasto SALVA . A questo punto scorrere le variabili del nuovo programma e impostare i valori desiderati.
Per confermarli premere nuovamente il tasto SALVA .
Premere il tasto
PROGRAMMA AUTOMATICO .
Per rinominare il nuovo programma appena salvato, premere sul testo
(PROGRAMMA 2) e digitare il nuovo nome.
Premere il tasto Enter e poi il tasto SALVA .
Selezionare e caricare il programma
da utilizzare per copiare i dati nel
nuovo programma.
Premere il tasto NUOVA .
6.2.5. Cancellazione di un programma
Per cancellare un programma precedentemente memorizzato è sufficiente caricare il programma (es. PROGRAMMA 2) e
seguire la procedura sotto descritta.
Premere il tasto CANCELLA .
Premere il tasto „Si“. A questo punto il programma è stato cancellato.
1
6
Capitolo 6. Regolazione ed approntamento macchina IT
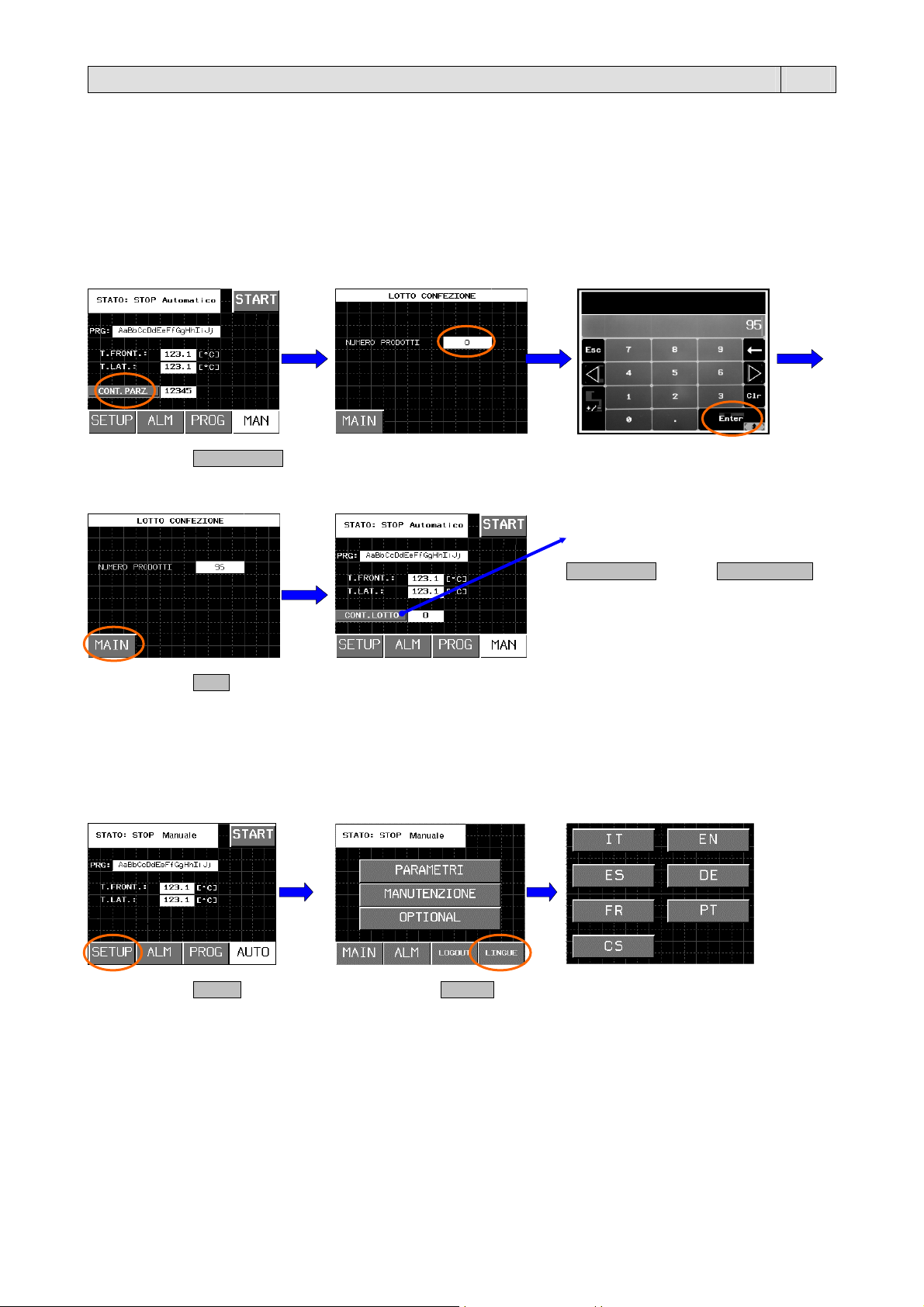
6.2.6. Contatore parziale e contatore lotto
Le funzioni CONTATORE PARZIALE e CONTATORE LOTTO sono attive solamente in STATO Automatico.
CONTATORE PARZIALE: il numero sul touch screen indica quanti prodotti sono stati confezionati da quando la
macchina è stata accesa.
CONTATORE LOTTO: Questa funzione consente di impostare il numero di prodotti da confezionare. Raggiunto il
numero, la macchina si ferma.
Il numero sul touch screen indica quanti prodotti la macchina ha confezionato dal momento
in cui si è impostato il lotto da confezionare.
Per impostare il lotto da confezionare seguire la procedura sotto descritta.
Premere il tasto CONT. PARZ. .
Premere il tasto MAIN .
Una volta confezionati il numero di pezzi impostati la macchina va in allarme „A025: NUMERO LOTTO RAGGIUNTO”.
Per il ripristino dell’allarme vedi paragrafo 6.3.
Premere sul testo.
Inserire il numero di prodotti da
confezionare (lotto).
Premere il tasto “Enter”.
Nota: quando è attiva la funzione del
numero di prodotti da confezionare
CONT. PARZ. diventa CONT. LOTTO .
il tasto
6.2.7. Scelta della lingua
Per scegliere la lingua di visualizzazione del display seguire la procedura sotto descritta.
Premere il tasto SETUP .
Premere il tasto LINGUE .
1
Premere il tasto corrispondente
alla lingua desiderata.
7
Capitolo 6. Regolazione ed approntamento macchina IT
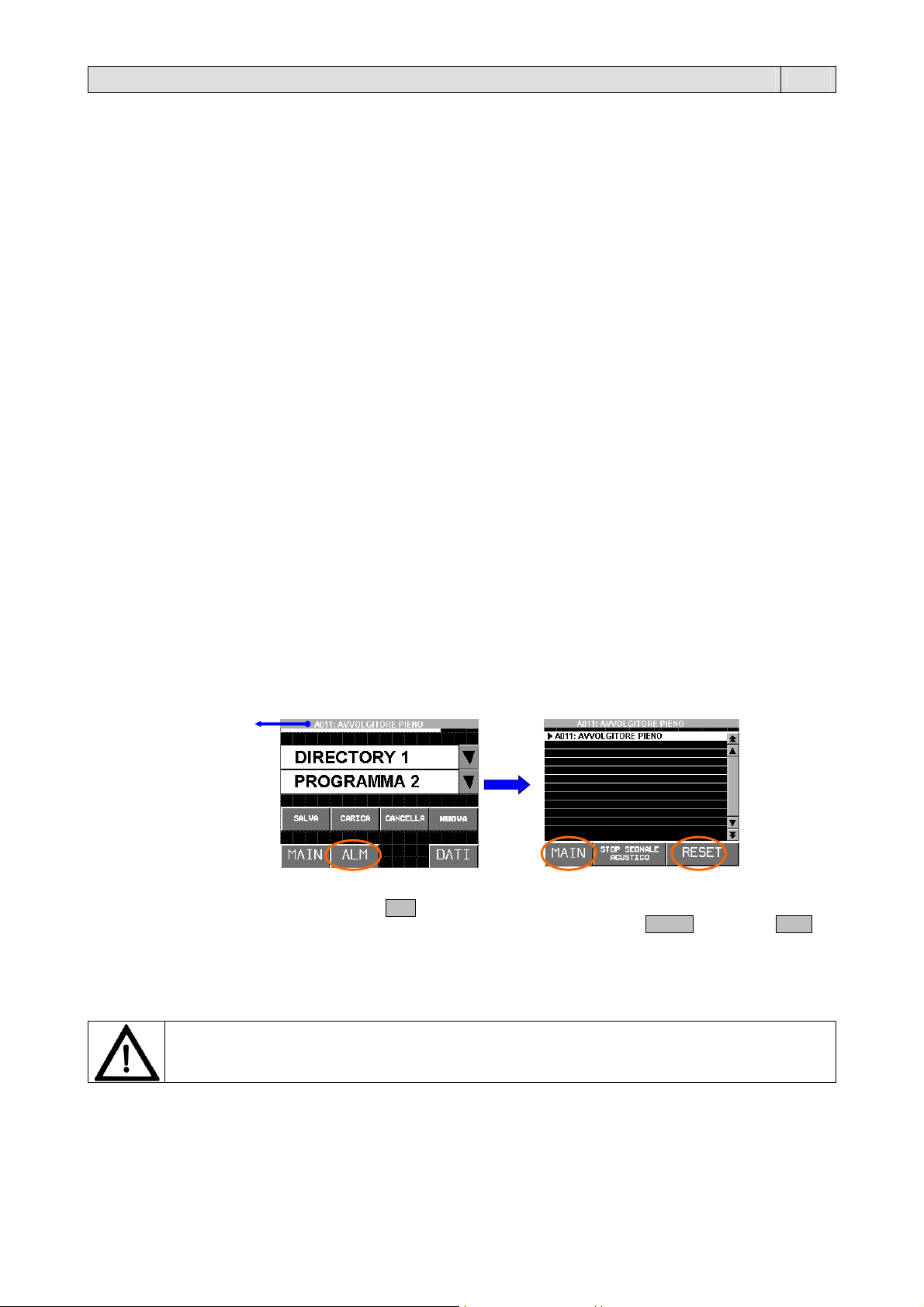
6.3. Allarmi
La macchina prevede una serie di ALLARMI necessari a monitorare le situazioni di pericolo e di malfunzionamento.
Ogni volta che si verifica un ALLARME la macchina si ferma e sul display vedrete scorrere la descrizione dell’allarme.
L’elenco degli allarmi è il seguente:
A001: EMERGENZA ATTIVA
A002: RIPARI APERTI
A003: BYPASS SICUREZZA RIPARI
A004: TERMICI NASTRI
A005: PRESSOSTATO ARIA
A006: BARRA SALDANTE: PRESENZA OSTACOLO
A007: BARRA SALDANTE: TIMEOUT MOVIMENTO
A010: NASTRI NON DISTANZIATI
A011: AVVOLGITORE PIENO
A012: SVOLGITORE: BOBINA IN ESAURIMENTO
A013: SVOLGITORE: FILM ESAURITO
A014: AVVOLGITORE: ROTTURA FILM
A015: NASTRO OUT: MANCA CONSENSO DA LINEA
A016: NASTRO IN: MANCA CONSENSO A LINEA
A017: SBOBINATORE: TIME OUT
A020: ERRORE INVERTER
A021: HOMING TIME OUT
A022: MANUTENZIONE IN CORSO
A023: NASTRO CARICO VUOTO
A024: MACCHINA IN RISCALDAMENTO (si ripristina con il raggiungimento della temperatura impostata)
A025: NUMERO LOTTO RAGGIUNTO
A027: FOTOCELLULE: TIME OUT
A030: NASTRO IN: ERRORE POSIZIONAMENTO
A031: NASTRO OUT: ERRORE POSIZIONAMENTO
A032: TRAINO FILM: ERRORE POSIZIONAMENTO
A033: CENTER S: FINECORSA ALTO ALTEZZA PRODOTTO TROPPO ALTO
A034: SBOBINATORE FUORI POSIZIONE
A035: HOMING NON POSSIBILE: MACCHINA IN STOP MANUALE
A036: MANUTENZIONE: AZIONARE CONTROBARRA ALTA
La procedura per il ripristino degli allarmi è la seguente:
Visualizzazione allarme
Rimuovere la causa dell’allarme.
Premere il tasto ALM .
Compare la videata con indicato l’allarme
intervenuto.
Premere il tasto RESET e poi il tasto MAIN .
Nota: solo nel caso dell’allarme “A002: RIPARI APERTI” vedrete lampeggiare il pulsante RESET (S1).
La procedura per il ripristino di questo allarme è la seguente:
Chiudere il riparo.
Premere il pulsante RESET (S1).
La macchina è dotata di un “PULSANTE DI EMERGENZA” (S0) che premuto la blocca istantaneamente,
fermando il ciclo di lavoro.
La procedura per il ripristino di questo allarme è la seguente:
Rimuovere la causa dell’allarme.
Sbloccare il “PULSANTE DI EMERGENZA” (S0) ruotandolo verso destra.
Premere il pulsante di RESET (S1).
1
8
Capitolo 6. Regolazione ed approntamento macchina IT
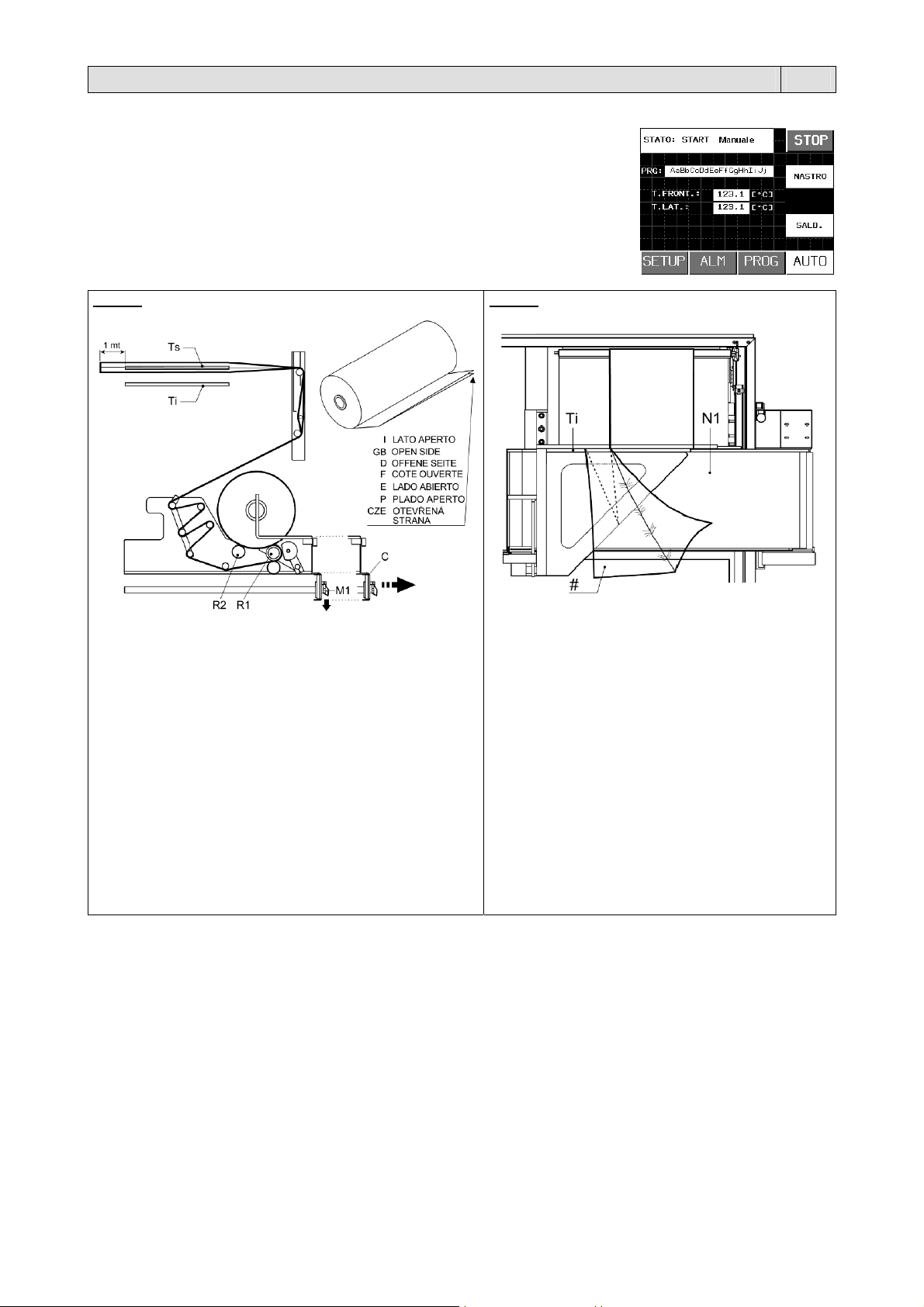
6.4. Inserimento del film
Per inserire il film è necessario mettere la macchina in modalità “START Manuale”.
Ruotare l’interruttore “ESCLUSIONE SICUREZZA” (S2) su ON e aprire i ripari
anteriore e posteriore.
FASE 1
FASE 2
Per facilitare il posizionamento della bobina di film estrarre il
carrello (C) di supporto della bobina (per far ciò abbassare la
maniglia M1 e tirare il carrello).
Posizionare la bobina di film sui rulli (R1) e (R2).
Il lato aperto della pellicola dovrà trovarsi sempre dove
indicato dalla freccia.
(Nota: il senso di svolgimento delle bobine va specificato in
fase di ordine del film).
Introdurre il film seguendo lo schema rappresentato in figura.
Per facilitare l’introduzione del film premere il pulsante che
trovate alla destra della bobina.
Tenendo premuto il pulsante si aziona il rullo motorizzato su
cui appoggia la bobina rilasciando la quantità di film
necessaria.
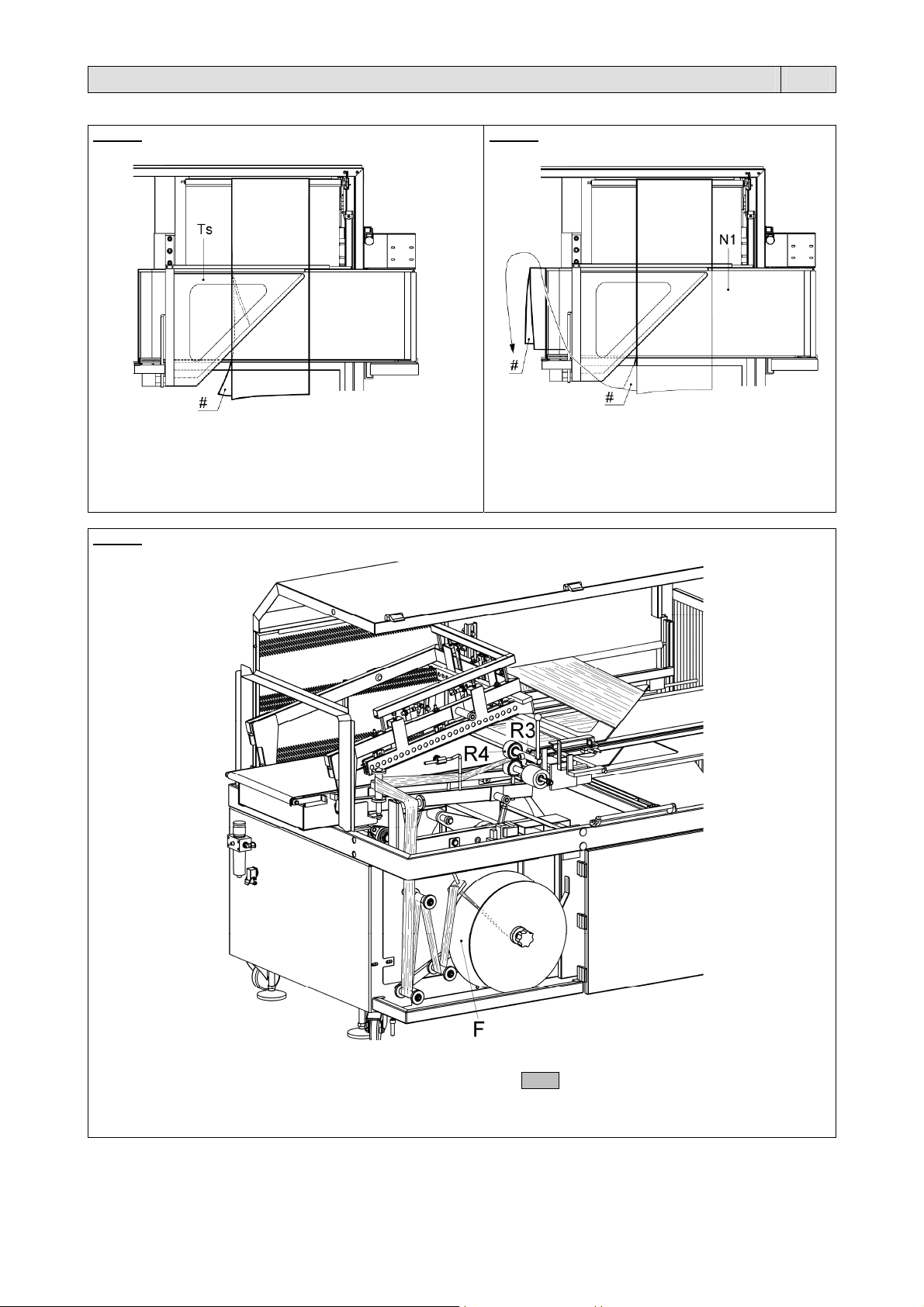
Inserire i due lembi del film uno sopra e uno sotto il triangolo
di guida superiore (Ts).
Afferrare le due estremità del film e svolgere per circa 1
metro.
Prendere il lato inferiore del film in corrispondenza del
lato posteriore del triangolo di inversione e farlo
passare sotto al triangolo inferiore (Ti) dall’esterno
verso l’interno e sopra il nastro di alimentazione (N1).
1
Capitolo 6. Regolazione ed approntamento macchina IT
FASE 3
FASE 4
Quindi far passare il lato superiore del film sopra il triangolo
superiore (Ts).
FASE 5
Spostare la parte finale del film (#) che andrà
all’interno dei triangoli verso sinistra parallelamente al
nastro di alimentazione (N1) e far passare il film sotto
e sopra il nastro di alimentazione allineandone i bordi
subito dopo il nastro stesso.
Far passare il film tra i due rullini (R3) e tra le due ruote (R4) del trascinatore.
Effettuare a questo punto alcuni cicli di saldatura premendo il tasto SALD , in modo da realizzare una striscia di film
sufficiente a completare l’inserimento secondo lo schema rappresentato. Per poter saldare è necessario chiudere i
ripari anteriore (C1) e posteriore (C2).
Infine annodare il film sul perno presente sulla flangia posteriore (F).
19
0
Capitolo 6. Regolazione ed approntamento macchina IT
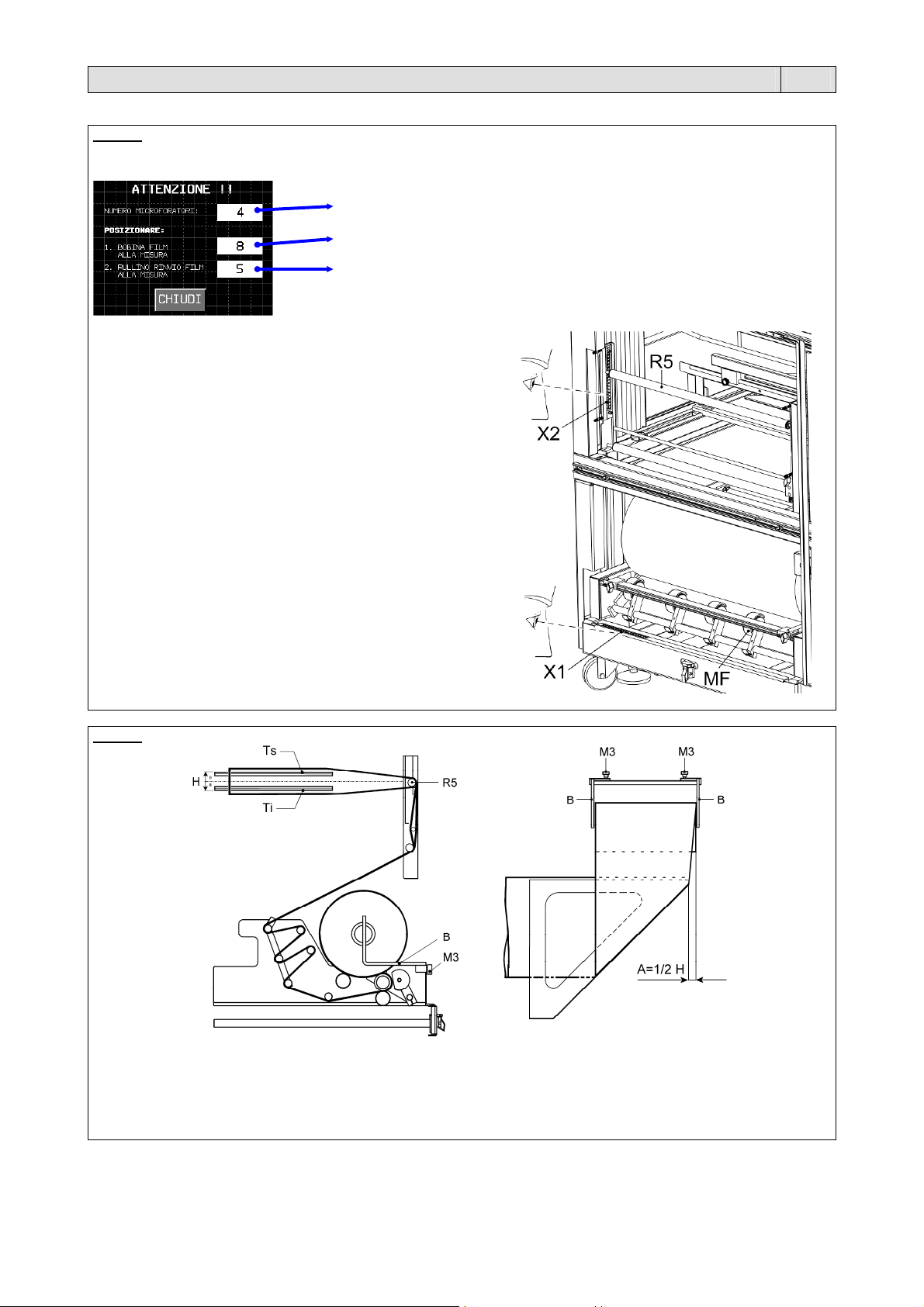
FASE 6
Per eseguire questa fase occorre attenersi ai parametri indicati nella videata di programmazione sotto indicata.
Indica il numero di microforatori (MF) da posizionare sulla macchina.
Indica la posizione della bobina di film (X1).
Indica la posizione del rullino di rinvio (R5).
In base a quando indicato nella videata, occorre:
Posizionare il numero di microforatori (MF).
Posizionare la bobina di film. Vedi scala millimetrata (X1).
Posizionare il rullino di rinvio (R5). Vedi scala millimetrata (X2).
Nota: per ogni programma salvato, si consiglia di inserire i 3
parametri sopra indicati, in modo da averli sempre
disponibili quando si carica un qualunque programma.
In questo modo per ogni programma, potrete posizionare i
microforatori, la bobina di film e il rullino di rinvio in base a
quanto indicato nella videata.
FASE 7
Regolare quindi le aste di posizionamento (B) agendo sulle manopole (M3) in modo da bloccare la bobina, lasciando 5
mm di spazio tra le aste e la bobina.
Nota: Il corretto posizionamento della bobina si ha quando (stando dietro alla macchina) il lato sinistro del film si
trova ad una distanza A pari alla metà della distanza H (apertura dei triangoli).
2
Capitolo 6. Regolazione ed approntamento macchina IT
6.5. Regolazioni
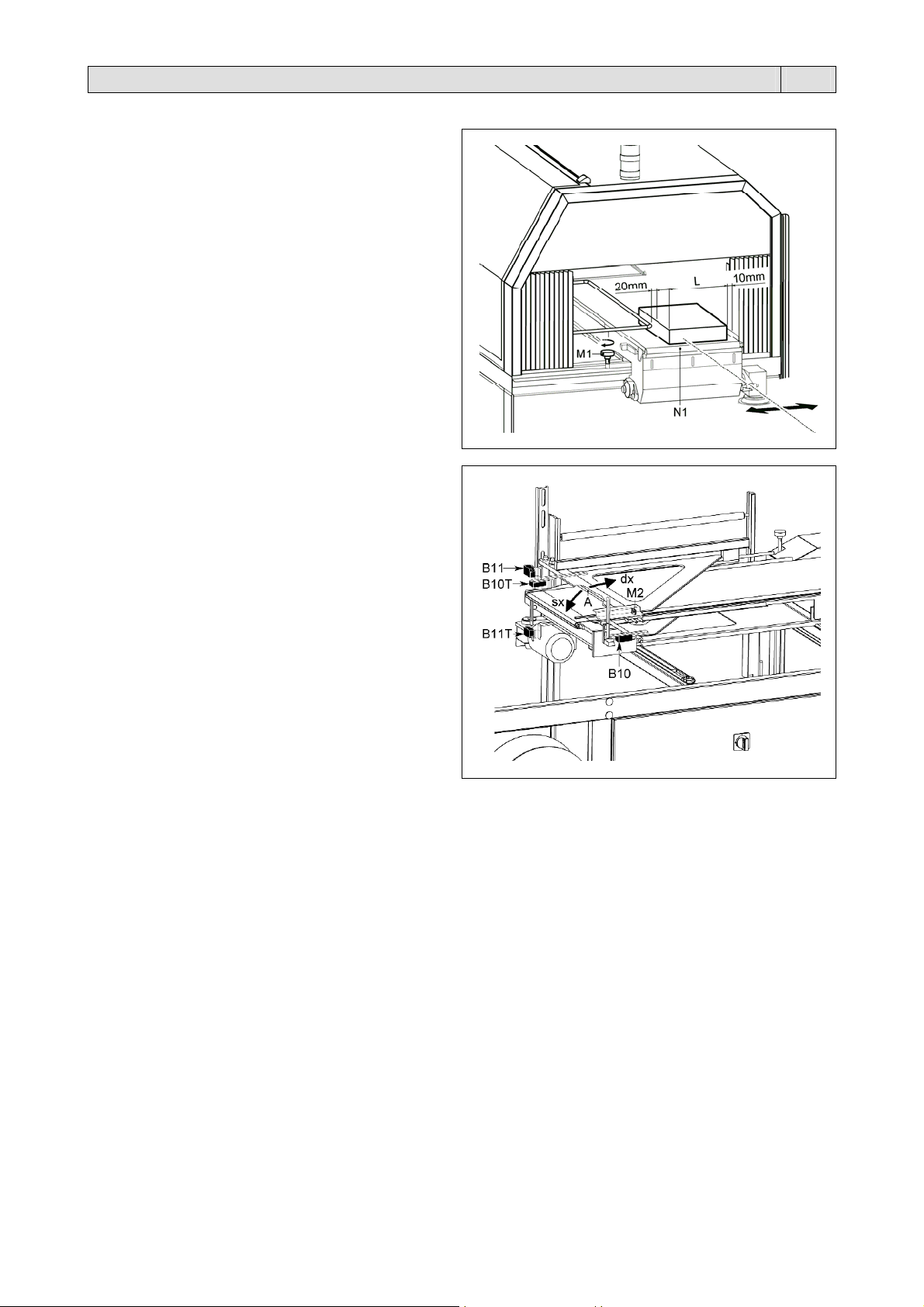
6.5.1. Regolazione del nastro di ingresso
In funzione della larghezza (L) del prodotto da
confezionare regolare la posizione del nastro di ingresso
(N1).
Allentare la manopola (M1) e regolare la posizione del
nastro in modo che il prodotto abbia un minimo di gioco
tra l’asta di guida (circa 20mm) e la spalla posteriore del
nastro (circa 10mm).
6.5.2. Regolazione delle fotocellule
La macchina è predisposta per il posizionamento della
fotocellula a lettura verticale (B11) indicata per i prodotti
particolarmente bassi e della fotocellula orizzontale (B10)
indicata per i prodotti particolarmente stretti.
E’ possibile inoltre regolare la distanza della fotocellula
dalla barra saldante in modo da ottimizzare l’inserimento
dei prodotti.
6.5.3. Regolazione astina di sollevamento film
L’astina (A) serve per tenere sollevato correttamente il
film durante l’inserimento del prodotto.
Allentare la manopola (M2) e posizionare l’astina verso sx
per confezionare prodotti bassi.
Posizionare l’astina verso dx per confezionare prodotti
alti.
21
Capitolo 6. Regolazione ed approntamento macchina IT
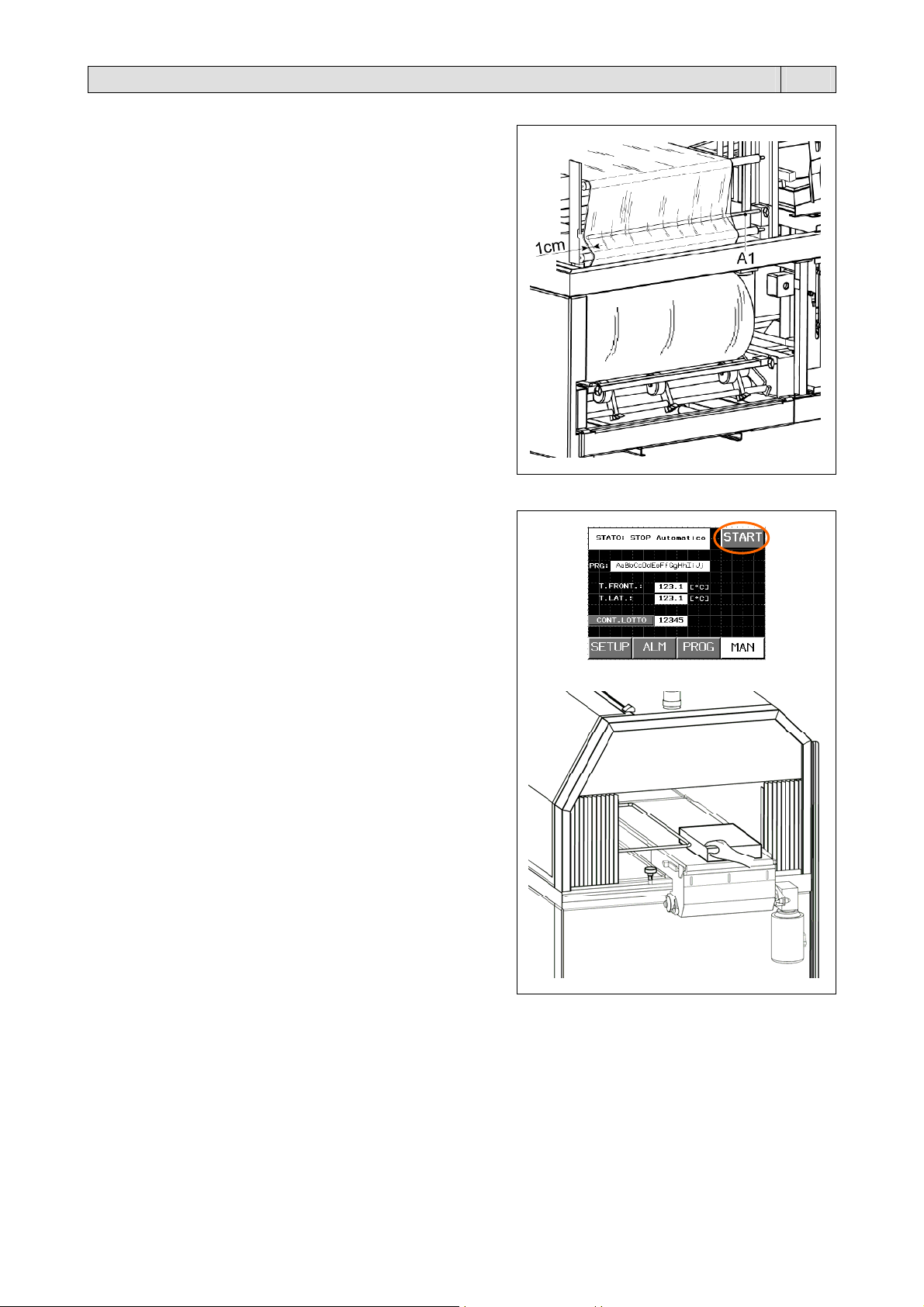
6.5.4. Regolazione astina di apertura film
L’astina (A1) consente di separare i 2 lembi della bobina di film.
Posizionare l’astina all’interno dei 2 lembi del film in modo che la
sua estremità sia 1cm più indietro rispetto alla piega del film.
Nota: vedi capitolo 6.4: FASE 1
6.6. Confezionamento
Eseguite tutte le regolazioni la macchina é pronta per procedere al
confezionamento.
Con la macchina in stato “STOP Automatico” premere il pulsante
START.
I nastri entreranno in funzione ed è possibile posizionare i prodotti
sul nastro di ingresso.
Con il passaggio del prodotto sul nastro di uscita, il telaio saldante
si abbassa per realizzare la saldatura del film.
Il prodotto confezionato avanza verso la rulliera o all’interno del
tunnel per la retrazione del film.
22
Capitolo 7. Manutenzione ordinaria IT
7.1. Precauzioni e messa in stato di manutenzione
ATTENZIONE!
La manutenzione deve essere affidata esclusivamente a personale esperto conoscitore della
macchina.
È vietato fare interventi di manutenzione, lubrificazione, riparazione quando la macchina è in moto e/o
sotto tensione.
È vietato effettuare interventi su organi in movimento.
Dopo ogni intervento rimontare i ripari eventualmente rimossi, riportando la macchina allo stato iniziale.
Tenere sempre presente tutte le norme di sicurezza elencate nel seguente manuale e quelle stabilite
dalle normative vigenti nel paese di installazione.
PROCEDURA DI MESSA IN STATO DI MANUTENZIONE
La procedura deve essere fatta prima di ogni operazione di manutenzione ordinaria, pulizia e manutenzione straordinaria;
prevede l’isolamento della macchina da tutte le fonti di energia e consiste nel:
premere il tasto STOP (14) (se la macchina è in movimento)
spegnere la macchina ruotando l’interruttore generale (Q1) in posizione “0” (OFF)
togliere la spina dalla presa di rete.
7.2. Tabella di manutenzione
7.2.1. Piano di manutenzione ordinaria
La tipologia della macchina richiede interventi manutentivi ridotti, tuttavia attenersi al Piano di manutenzione.
FREQUENZA COMPONENTE TIPO DI OPERAZIONE
Ogni
giorno
Ogni
giorno
Ogni
12 mesi
Ogni
12 mesi
Ogni
3 mesi
AVVERTENZA!
I riduttori sono lubrificati con olio sintetico denominato “lunga vita”, di conseguenza non necessitano di
lubrificazione.
7.2.2. Piano di manutenzione dei dispositivi di sicurezza
È richiesto il controllo periodico dei “DISPOSITIVI DI SICUREZZA” elencati in tabella.
FREQUENZA COMPONENTE TIPO DI OPERAZIONE
Ogni
mese
Ogni
mese
Ogni
mese
Registrazione del controllo
Ogni controllo dei dispositivi di sicurezza deve essere registrato, indicando i dati e l’esito del controllo eseguito:
data della verifica, collaudatore, esito.
Segnalazione di guasto
In caso di rilevazione di guasto, contattare il Servizio Assistenza del Fornitore per l’intervento di ripristino.
Macchina Rimuovere eventuali residui lasciati dai prodotti in lavorazione e
che potrebbero pregiudicare il corretto funzionamento della
macchina.
Lame Pulire la superfice che entra in contatto col film utilizzando stracci o
Non utilizzare oggetti che possano danneggiarne la superficie.
carta.
Supporti Effettuare la lubrificazione con grasso tipo NLGI 2.
Accoppiamenti
Controllare la presenza di grasso lubrificante.
tra ingranaggi
Lame e
barre di contrasto
Ripari anteriore e
posteriore
Controllare lo stato di usura del teflon adesivo e della piattina in
silicone.
Apertura del riparo anteriore e posteriore (in stato di
funzionamento sia manuale che automatico)
Verifica conseguenze:
allarme luminoso e acustico, blocco della macchina.
Protezioni
della barra saldante
Spostamento delle protezioni poste attorno alla barra saldante
in corrispondenza dei quattro sensori (in stato di
funzionamento manuale)
Verifica conseguenze:
allarme luminoso e acustico, blocco della macchina.
Pulsante di emergenza Azionamento del pulsante di emergenza (in stato di
funzionamento sia manuale che automatico)
Verifica conseguenze:
allarme luminoso e acustico, blocco della macchina.
23
Capitolo 7. Manutenzione ordinaria IT
7.3. Sostituzione del cavo di alimentazione
ATTENZIONE!
Se il cavo di alimentazione è danneggiato, esso deve essere sostituito dal costruttore o dal suo servizio
assistenza tecnica, o comunque da una persona con qualifica similare, in modo da prevenire ogni rischio.
7.4. Smontaggio, demolizione e smaltimento residui
Procedere nel seguente modo:
1. scollegare la macchina dalla rete di alimentazione elettrica
2. smontare i componenti
Ciascun rifiuto deve essere trattato, smaltito o riciclato in base alla classificazione ed alle procedure previste
dalla legislazione vigente nel paese di installazione.
ATTENZIONE!
Le operazioni di smontaggio e demolizione devono essere affidate a personale specializzato a tali attività
e dotato delle competenze meccaniche ed elettriche necessarie a lavorare in condizioni di sicurezza.
Il simbolo indica che questo prodotto non deve essere trattato come rifiuto domestico.
Assicurando che il prodotto venga correttamente eliminato, si faciliterà la prevenzione di potenziali
conseguenze negative per l’ambiente e la salute dell’uomo, che potrebbero altrimenti essere causate da
un inappropriato trattamento del rifiuto di questo prodotto.
Per informazioni più dettagliate riguardo il riciclaggio di questo prodotto, contattare il venditore del
prodotto, o in alternativa il servizio di post vendita o l’appropriato servizio di trattamento dei rifiuti
.
Capitolo 8. Garanzia IT
8.1. Certificato di garanzia
La Garanzia ha validità 12 mesi dalla data di installazione alle condizioni riportate sul libretto d’istruzioni. Compilare il
retro della cartolina in ogni sua parte, strappare lungo la linea e spedire.
8.2. Condizioni di garanzia
La garanzia è valida 12 mesi e decorre dalla data di installazione della macchina. La garanzia consiste nella sostituzione
o riparazione gratuita di tutte quelle parti riscontrate da noi difettose per anomalie di materiali. Le riparazioni o sostituzioni
avvengono normalmente presso la casa costruttrice con l’addebito all’acquirente delle spese di trasporto o manodopera.
Qualora le riparazioni o sostituzioni vengano eseguite presso la sede dell’acquirente, quest’ultimo sarà tenuto a pagare le
spese di viaggio, trasferta e manodopera. Le prestazioni di garanzia vengono eseguite esclusivamente a cura della casa
costruttrice o dal rivenditore autorizzato. Per avere diritto a prestazioni di garanzia inviare alla casa costruttrice od al
rivenditore autorizzato il pezzo difettoso, perché sia effettuata la riparazione o sostituzione. La riconsegna di tale pezzo
riparato o sostituito, rientrerà nell’adempimento delle operazioni di garanzia. La garanzia viene annullata:
1. per il mancato immediato invio postale del CERTIFICATO DI GARANZIA al momento dell’acquisto, debitamente
compilato e firmato entro 20 giorni.
2. per la errata installazione, la inadeguata alimentazione, negligenza d’uso e manomissione da parte di persone non
autorizzate.
3. per modifiche effettuate sulla macchina senza il consenso scritto della casa.
4. qualora la macchina non sia più proprietà del primo acquirente.
La casa costruttrice declina a termine di legge ogni responsabilità per danni a persone o cose qualora venga
effettuata un’errata installazione o collegamento alla rete di alimentazione elettrica o esclusione della messa a
terra od in caso di manomissioni della macchina stessa. La casa costruttrice si riserva di approntare modifiche
e cambiamenti secondo esigenze tecniche e di funzionamento.
PER QUALUNQUE CONTROVERSIA LEGALE
IL FORO COMPETENTE È QUELLO DI BERGAMO (ITALIA).
24
TRADUCCIÓN DE LAS
INSTRUCCIONES ORIGINALES
Indice ES
Capítulo 1. Descripción Página
1.1. Prólogo 26
1.2. Prestaciones de la máquina 26
1.3. Datos técnicos de la máquina 27
Capítulo 2. Características del film
2.1. Films para emplear 28
2.2. Cálculo banda A 28
Capítulo 3 Condiciones de uso de la máquina
3.1. Dimensiones máx. de la confección 28
3.2. Productos que pueden ser envasados 28
3.3. Qué no se tiene que confeccionar 28
Capítulo 4. Normas de seguridad
4.1. Advertencias 29
4.2. Dispositivos de protección individual 29
4.3. Protecciones 29
4.4. Riesgos residuales 30
Capítulo 5. Installación de la máquina
5.1. Transporte y colocación 30
5.2. Condiciones ambientales 31
5.3. Colocación con túnel (donde está previsto) 31
5.4. Colocación sin túnel 31
5.5. Conexión eléctrica 31
5.6. Conexión neumatica 32
Capítulo 6. Regulación y preparación de la máquina
6.1. Panel de comando 32
6.2. Puesta en marcha 33
6.2.1. Selección del programa 33
6.2.2. Modo de funcionamiento de la máquina: AUTOMÁTICO y MANUAL 34
6.2.2.1. Modo AUTOMÁTICO 34
6.2.2.2. Modo MANUAL 34
6.2.3. Lista y descripción de variables programables (programa AUTOMÁTICO) 35
6.2.3.1. Esquema de variables configurables (programa AUTOMÁTICO y MANUAL) 37
6.2.3.2. Configuración de variables del programa 38
6.2.4. Creación de un nuevo programa 39
6.2.5. Eliminación de un programa 39
6.2.6. Contador parcial y contador de lotes 40
6.2.7. Elección del idioma 40
6.3. Alarmas 41
6.4. Introducción del film 42
6.5. Regulaciones 45
6.5.1. Regulación de la cinta de entrada 45
6.5.2. Regulación de las células fotoeléctricas 45
6.5.3. Regulación de la varilla de elevación del film 45
6.5.4. Regulación de la varilla de apertura del film 46
6.6. Envasado 46
Capítulo 7. Manutención ordinaria
7.1. Precauciones y puesta en estado de mantenimiento 47
7.2. Tabla de mantenimiento 47
7.2.1. Plan de mantenimiento ordinario 47
7.2.2. Plan de mantenimiento de los dispositivos de seguridad 47
7.3. Sustitución del cable de alimentación 48
7.4. Desmontaje, demolición y eliminación de los residuos 48
Capítulo 8. Garantía
8.1. Certificación de garantia 48
8.2. Condiciones de garantia 48
DECLARACIÓN CE DE CONFORMIDAD
Esquema eléctrico (ver adjunto)
Esquema neumatico (ver adjunto) 90
97
25

Capítulo 1. Descripción ES
1.1. Prólogo
Este manual ha sido redactado respetando la norma UNI 10893, versión del mes de Julio del 2000. Está dirigido a todos
los usuarios con la finalidad de permitir un uso correcto de la máquina. Debe conservarse en un lugar fácilmente
accesible, cerca de la máquina y conocido por todos los usuarios. Este manual forma parte de la máquina y se refiere a
la seguridad. Para mejorar la comprensión a continuación aclaramos la simbología utilizada.
ATENCIÓN:
Normas de prevención de accidentes para el operador. Dicha advertencia indica la presencia de
peligros que pueden causar lesiones a quien está trabajando sobre la máquina.
ATENCIÓN:
Partes calientes: Indica el peligro de quemaduras con riesgo de accidente, incluso graves, para la
persona expuesta.
ADVERTENCIA:
Indica la posibilidad de provocar daños a la máquina y/o a sus componentes.
Es muy importante leer atentamente cada uno de los apartados que componen este capítulo puesto que contienen
información sobre los riesgos para el operador en caso de uso incorrecto de la máquina. Estas reglas básicas, se han de
sumar a las normas ya existentes en los países donde se instala la máquina.
No utilizar la máquina con fines distintos de los indicados en el contrato de venta.
No permitir que personas no autorizadas efectúen reparaciones ni manipulen la máquina.
El operador debe conocer las advertencias que le competen y haber sido informado por el responsable del
Abrochar correctamente los puños de la ropa de trabajo para fijarlos a la muñeca.
Utilizar los dispositivos de protección individual, por ejemplo, guantes, calzado de seguridad, etc. previstos por las
Mantener en orden la zona de trabajo y paso alrededor de la máquina; comprobar que esté libre de obstáculos,
Eliminar cualquier condición que ponga en peligro la seguridad antes de utilizar la máquina y advertir al responsable
No utilizar la máquina si está averiada.
Se prohíbe manipular los dispositivos y los circuitos de seguridad.
Se prohíbe trabajar con los dispositivos de seguridad desactivados o las protecciones fijas no instaladas.
Se prohíbe abandonar la máquina con las protecciones desmontadas o montadas de modo incorrecto.
Se prohíbe modificar la máquina sin autorización del fabricante.
El cuadro eléctrico debe estar siempre cerrado durante el funcionamiento.
La llave para abrir el cuadro eléctrico debe ser conservada por una operador cualificado y autorizado.
El fabricante declina cualquier tipo de responsabilidad por daños a personas o cosas causados por el
1.2. Prestaciones de la máquina
La envasadora “Pratika 56 / Pratika 56CS” ha sido diseñada para envasar productos individualmente o en grupos
(alimentarios, para el hogar, juguetes, etc.) con film termorretráctil en monopliegue.
La máquina puede trabajar con alimentación manual o en serie con otras máquinas.
El operador encargado de la alimentación manual (conductor) deberá estar habilitado para realizar todas las operaciones
relativas al proceso de producción y poseer los conocimientos necesarios para comunicar al encargado del
mantenimiento o al técnico del servicio de asistencia externo eventuales averías o anomalías.
La máquina trabaja en “AUTOMÁTICO”.
Está gestionada por una lógica de control instalada en el PLC de mando.
Gracias a su versatilidad es posible trabajar con una amplia gama de productos diferentes por forma y dimensiones.
Asimismo, es posible ejecutar en secuencia operaciones utilizando los mandos del modo “MANUAL” para comprobar si
los datos configurados son correctos y controlar el funcionamiento (ajustes, configuraciones, etc.).
Los paquetes son transportados por las cintas transportadoras alojadas dentro del bastidor.
La máquina incorpora un dispositivo de recuperación del film de descarte que impide la dispersión de residuos dentro de
la zona de acción del operador y mantiene libre el espacio de trabajo.
departamento sobre los riesgos que se derivan de su trabajo.
normas de prevención contra accidentes.
limpia y bien iluminada.
del departamento sobre cualquier tipo de irregularidad en el funcionamiento.
incumplimiento de las normas de seguridad.
¡ATENCIÓN!
La máquina NO incorpora equipamiento antideflagrante, ha sido realizada con equipamiento estándar; se
prohíbe su instalación y utilización en entornos en los que exista riesgo de deflagración (explosión).
26
7
Capítulo 1. Descripción ES
1.3. Datos técnicos de la máquina
Dimensiones del embalaje
2940 x 1440 x 1870mm
Peso del embalaje
774Kg (Pratika 56)
774Kg (Pratika 56CS)
Peso de la máquina
724Kg (Pratika 56)
724Kg (Pratika 56CS)
Alimentación neumática
120 l/min
Producción máxima
2400 envases/hora
I = Conexión eléctrica
P = Conexión neumática
C = Toma de conexión “auxiliar”
2
Capítulo 2. Características del film ES
2.1. Films para emplear
La máquina puede trabajar con todas las películas termorretráctiles y no, con
espesores entre 15 y 50 micrones , tanto de tipo técnico como de tipo alimentario.
Para garantizar los mejores resultados, se aconseja utilizar las películas
comercializadas por nosotros.
Las características especiales de nuestros film dan garantías de seguridad tanto
porque se encuentran dentro de las normas impuestas por las leyes vigentes,
como por lo que respecta a la seguridad de un óptimo funcionamiento de nuestras
máquinas.
Se aconseja consultar las fichas técnicas y de seguridad de las
películas utilizadas y atenerse a las prescripciones descritas!
A = mm700 MAX
D = mm300 MAX
2.2. Cálculo banda A
Banda A = b + c + 100mm
Por banba “A” entendemos la anchura que tiene que tener el film para empaquetar
el producto.
Capítulo 3. Condiciones de uso de la máquina ES
3.1. Dimensiones máx. de la confección
a = 600mm b = 400mm c = 240mm
N.B.: las medidas indicadas en la tabla se refieren a la medida màx. de cada una
de las dimensiones.
Para la medida màx. del paquete (b x c); hay que referirse al capítulo 2.2. donde
se ve que, la suma de (b + c) es de todos modos igual al ancho de la bobina del
film menos 100mm.
3.2. Productos que pueden ser envasados
Estas máquinas pueden embalar una amplia gama de productos completamente diferentes entre sí, de hecho, se utilizan
de forma exitosa en los siguientes sectores: alimenticio, comercial, gráfico y envío postal, gran distribución, industria,
textil.
3.3. Qué no se tiene que confeccionar
Para evitar dañar en manera permanente la máquina y evitar riesgos de accidentes al operador, esta prohibido embalar
los siguientes productos:
productos mojados e inestables
líquidos de cualquier tipo y densidad colocados en contenedores frágiles
materiales inflamables y explosivos
contenedores con gas a presión de cualquier tipo
materiales en polvo sueltos o volátiles
posibles materiales y productos no previstos que de algún modo puedan ser peligrosos para el
operador y la máquina.
28
Capítulo 4. Normas de seguridad ES
4.1. Advertencias
¡NO PERMITIR EL USO DE LA MÁQUINA A EMPLEADOS NO ENTRENADOS
ATENCIÓN!
¡Se prohíbe fumar durante el funcionamiento de la máquina!
SE PROHÍBE realizar cualquier tipo de operación de mantenimiento y/o regulación cuando la máquina está
funcionando. Las protecciones sólo deben ser desmontadas por los encargados del mantenimiento que
poseen la formación necesaria.
SE PROHÍBE poner en funcionamiento la máquina sin haber restablecido las protecciones.
Antes de encender la máquina, comprobar si las protecciones están colocadas correctamente.
SE PROHÍBE trabajar sin haber interrumpido el suministro de corriente.
Antes de trabajar dentro del cuadro eléctrico es necesario interrumpir el suministro de corriente desde el
interruptor que alimenta el cuadro.
Caso que el operador se aleje de la máquina hay que apagar la máquina poniendo el interruptor
general en posición “0” (OFF).
4.2. Dispositivos de protección individual
Utilizar calzado con puntera de protección contra los golpes, el aplastamiento y la compresión del pie
durante el transporte y el desplazamiento de la máquina.
Utilizar guantes de protección contra el riesgo de aplastamiento y contra los peligros mecánicos durante el
transporte y el desplazamiento de la máquina.
Utilizar guantes de protección contra el riesgo de corte durante el cambio de las cuchillas de sellado.
Utilizar guantes de protección contra los riesgos asociados a los materiales que se han de envasar
(mecánicos, químicos, etc.), resistentes a las temperaturas de contacto con la banda de sellado y/o la
lamina de sellado (máximo 200 °C).
4.3. Protecciones
Utilizar guantes de protección aptos para el contacto con alimentos en caso de envasado de
productos alimenticios.
La máquina está dotada de una protección anterior (C1) y de una protección posterior (C2) que en caso de apertura
paran la máquina.
Para restablecer el funcinamiento de la máquina respete las instrucciones incluidas en el párrafo 6.3 (véase nota para
alarma “A002: PROTECCIONES ABIERTAS”).
29

0
Capítulo 4. Normas de seguridad ES
4.4. Riesgos residuales
Aunque los riesgos presentes en la máquina no revisten peligro grave, es necesario respetar las prohibiciones y
advertencias siguientes.
¡Peligro de arrastre!
Peligro generado por elementos móviles (cintas transportadoras, rodillos motorizados) con los que se
puede entrar en contacto durante las fases de trabajo
¡Peligro de abrasión!
Riesgo generado por el calentamiento de las cuchillas de sellado del film.
Antes de efectuar cualquier tipo de operación en las zonas implicadas habilitar la “puesta en estado de
mantenimiento“ y esperar a que las barras de sellado se enfríen. Durante el trabajo utilizar siempre los
dispositivos de protección individual, por ejemplo, guantes y ropa de seguridad.
¡Peligro de electrocución!
Riesgo generado por la energía eléctrica presente en el cuadro eléctrico (en el tablero de bornes del interruptor general
y en los bornes en entrada del interruptor de bloqueo de puerta).
Las ruedas se deben utilizar exclusivamente para el transporte del equipo en caso de desplazamientos
“cortos” sobre pavimentos lisos y horizontales.
Capítulo 5. Installación de la máquina ES
5.1. Transporte y colocación
Preste especial atención durante el transporte y la colocación de la máquina!
¡Antes de cualquier movilización, asegúrese que el medio de elevación sea capaz de levantar la
carga que se quiere mover!
Cortar la cinta con unas tijeras, protegerse los ojos con gaffas protectoras, y quitar la caja de carton. Quitar los tornillos
y las eventuales placas que fijan la máquina al pallet.
Izar la máquina del palet con una carretilla elevadora y depositarla sobre el pavimento.
Para izar la máquina, insertar las horquillas de la carretilla en el punto indicado por el adhesivo
aplicado en la máquina.
Desembalar la sirena (AS) y acoplarla en el soporte (S).
3

Capítulo 5. Installación de la máquina ES
5.2. Condiciones ambientales
Posicionar la máquina, asegurándose de que esté nivelada, en un ambiente adecuado y sin humedad, materiales
inflamables, gas, explosivos. La máquina se debe instalar exclusivamente sobre superficies lisas, horizontales y no
inflamables.
Dejar un espacio mínimo de 1m alrededor de la máquina
Bloquear la máquina, una vez obtenida la posición correcta, accionando el freno de las ruedas. Si es necesario,
utilizar los 4 pies incluidos de serie para bloquear la máquina.
Condiciones permitidas en los ambientes en los que está colocada la máquina:
Temperatura de + 5°C a + 40°C
Humedad relativa de 30% a 90% sin condensación.
La iluminación del local donde se utiliza la máquina debe estar de acuerdo a las leyes vigentes en el país en el cual se
encuentra instalada la máquina y de todos modos debe ser uniforme y garantizar una buena visibilidad, para
salvaguardar la seguridad y la salud del operador.
GRADO DE PROTECCIÓN DE LA MÁQUINA = IP20
EL RUIDO AÉREO PRODUCIDO POR LA MÁQUINA ES INFERIOR À 70 dB(A)
5.3. Colocación con túnel (donde está previsto)
Después de haber colocado la “Pratika 56”, acerque el túnel de retracción para que la cinta del túnel quede lo más cerca
posible al de la “Pratika 56”.
La cinta del túnel debe quedar 1 mm más alto respecto a la de la “Pratika 56” para evitar la caída de los productos
embalados.
Para regular la altura de la “Pratika 56”, accione los 4 pies de apoyo.
Coloque el túnel para que el producto en la salida de la “Pratika 56” se coloquen en el centro de la cinta del túnel.
5.4. Colocación sin túnel
Si la “Pratika 56” no se combina con el “túnel de retracción”
coloque el transportador de rodillos enganchándolo en la
cinta transportadora de salida.
¡Si la “Pratika 56” no está combinada con el
túnel de retracción, la colocación del
transportador de rodillos es obligatoria!
5.5. Conexión eléctrica
Tensión (V): véanse los datos en la tarjeta
Frecuencia (Hz): véanse los datos en la tarjeta
Potencia máxima absorbida (W): véanse los datos en la tarjeta
Corriente máxima absorbida (A) : véanse los datos en la tarjeta
NOTA: para cualquier comunicación con el constructor, citar siempre el modelo de la
máquina y el número de matricula indicados en la tarjeta situada en la parte posterior de la
máquina.
¡RESPETAR LAS NORMAS DE SEGURIDAD EN EL TRABAJO!
Si la máquina no consta de enchufe de alimentación, utilizar un enchufe adecuado para
los valores de tensión y amperaje descriptos en la tarjeta de datos y de cualquier modo
que cumpla con las normas vigentes en el país de instalación.
¡ES OBLIGATORIO LA CONEXIÓN A TIERRA!
Antes de efectuar la conexión eléctrica, asegurarse de que la tensión de la red
corresponda al voltaje indicado en la tarjeta situada en la parte trasera de la máquina y
que la conexión a tierra sea conforme a las normas de seguridad vigentes.
dudas sobre la tensión de la red, contactar la sociedad local distribuidora de la energía eléctrica.
Conectar el enchufe del cable proveniente del cuadro eléctrico de la máquina a una toma
de corriente del red de alimentación general, a la que el operador pueda acceder con
facilidad.
En caso de
31

Capítulo 5. Installación de la máquina ES
5.6. Conexión neumatica
Para realizar la conexión neumática, introducir el tubo
(
8x10) proveniente de la instalación de aire comprimido, en
el racor del grupo filtro.
Abrir la llave del regulador de presión, hasta obtener una
presión de 5 bar.
Capitulo 6. Regulación y preparación de la máquina ES
6.1. Panel de comando
La máquina incorpora un panel de mando para configurar todas las funciones de programación y funcionamiento que
está alojado en un soporte específico.
Q1 Interruptor general.
D Display. Muestra las funciones seleccionadas y los valores de configuración.
S0 Pulsador de “EMERGENCIA”. Detiene inmediatamente la máquina en caso de peligro inmediato o para la
“activación de la modalidad de mantenimiento”. Para desbloquearlo, hay que girarlo hacia la derecha.
S1 Pulsador de “RESET”.
Se ha de pulsar al encender la máquina.
Restablece la máquina después de haber presionado el pulsador de “EMERGENCIA” y haberse activado la
alarma A001.
S2 Selector de “DESACTIVACIÓN SEGURIDAD”.
En la posición OFF sólo permite utilizar la máquina con las protecciones cerradas (programa AUTOMÁTICO).
En la posición ON permite utilizar la máquina con las protecciones abiertas. Esta modalidad de funcionamiento
“sólo” se puede activar durante las fases de puesta a punto e introducción y cambio de la bobina de film (sólo
con programa MANUAL).
E1 Indicador luminoso color VERDE.
Intermitente (luz verde intermitente) para indicar que la máquina está preparada para ser utilizada.
Se enciende (luz verde fija) durante el funcionamiento de la máquina.
E2 Indicador luminoso color ROJO.
Se enciende siempre que se activa una alarma; al mismo tiempo, suena la señal acústica.
32

Capitulo 6. Regulación y preparación de la máquina ES
6.2. Puesta en marcha
Girar el interruptor general hacia la posición 1 y, cuando parpadee, presionar el pulsador “RESET” (S1).
El display se enciende y aparece la página con el logo de “minipack-torre”. Pulsar el logo.
A continuación, aparece la página principal:
Al encender la máquina los números que indican la temperatura de la barra de sellado
frontal y lateral parpadean.
Al alcanzarse la temperatura configurada en el programa cargado, los números dejan
de parpadear
No es posible iniciar el ciclo de trabajo en modo AUTOMÁTICO hasta que no se
alcanza la temperatura programada. Sólo es posible iniciar el ciclo en modo MANUAL.
Nota: durante la fase de calentamiento, los indicadores luminosos verde (E1) y rojo
(E2) parpadean. Cuando la máquina alcanza la temperatura programada, parpadea
sólo el indicador verde.
6.2.1. Selección del programa
La máquina permite seleccionar dos programas distintos:
PROGRAMA AUTOMÁTICO (es posible memorizar un número infinito de programas)
PROGRAMA MANUAL (disponible un solo programa).
Para seleccionar un PROGRAMA AUTOMÁTICO es necesario entrar en “ESTADO: STOP Automático” y realizar la
secuencia arriba descrita. La secuencia de carga de un programa en el ciclo automático es la siguiente:
.
Pulsar la tecla AUTO para pasar al
“ESTADO: STOP Automático”
Pulsar la tecla PROG.
Aparece la siguiente página:
Pulsar el campo DIRECTORY 1 para ver la lista de los 3 directorios
disponibles (no se pueden modificar).
Nota: se recomienda guardar los programas en estos 3 directorios según el
tipo de productos que se han de envasar.
Pulsar esta flecha para ver la lista de programas guardados dentro del
directorio seleccionado.
Una vez seleccionado el programa, pulsar la tecla CARGAR.
El grupo triángulo y el grupo ruedas se desplazan a la
posición configurada en el programa cargado.
Al cargar un nuevo programa en la pantalla aparece la
página que muestra el número de micro-taladradores que
se han de utilizar en este programa, la posición de la
bobina de film y la posición del rodillo de reenvío (ver el
capítulo 6.4. FASE 6).
Pulsar la tecla CERRAR .
Pulsar la tecla INICIO .
Pulsar la tecla PROGRAMA AUTOMÁTICO.
Ahora, pulsar la tecla
START para iniciar el ciclo
AUTOMÁTICO.
33

Capitulo 6. Regulación y preparación de la máquina ES
6.2.2. Modo de funcionamiento de la máquina: AUTOMÁTICO y MANUAL
La máquina dispone de dos modos distintos de trabajo: AUTOMÁTICO y MANUAL
6.2.2.1. Modo AUTOMÁTICO
En esta modalidad de funcionamiento la máquina trabaja completamente en automático.
La página anterior se visualiza cuando la máquina está funcionando en estado de STOP Automático.
Nota: En este estado es posible cargar nuevos programas del ciclo automático y modificar sus variables.
Pulsar la tecla START para iniciar el ciclo automático.
AUTO / MAN: Pulsar esta tecla para activar el programa MANUAL o
AUTOMÁTICO alternativamente.
Pulsar la tecla STOP para detener el ciclo automático.
La página anterior se visualiza cuando la máquina está funcionando en estado de START Automático.
6.2.2.2. Modo MANUAL
Es la modalidad de funcionamiento de la máquina que se ha de habilitar durante las fases de puesta a punto e
introducción y cambio de la bobina de film.
En esta fase es posible abrir las puertas accionando el selector de llave “DESACTIVACIÓN DISPOSITIVOS DE
SEGURIDAD” (pos. ON).
Esta condición está señalizada por la alarma “A002: PROTECCIONES ABIERTAS”.
La página anterior se visualiza cuando la máquina está funcionando en estado de STOP Manual.
Pulsar la tecla START para pasar al “ESTADO: START Manual” y habilitar el
funcionamiento de la cinta, la expulsión del último producto y el sellado.
AUTO / MAN : Pulsar esta tecla para activar el programa MANUAL o
AUTOMÁTICO alternativamente.
Pulsar la tecla STOP para pasar al “ESTADO: STOP Manual”.
Mantener pulsada la tecla para mover la cinta de entrada, la cinta de salida, el
arrastre del film, el desbobinador de film y el bobinador de film.
Pulsar la tecla SELL. para ejecutar un ciclo completo de sellado.
La página anterior se visualiza cuando la máquina está funcionando en estado de START Manual.
34

5
Capitulo 6. Regulación y preparación de la máquina ES
6.2.3. Lista y descripción de variables programables (programa AUTOMÁTICO)
Para ver las variables que se pueden configurar en el programa seguir la secuencia abajo descrito.
Nota: El símbolo del “candado” indica que el programa está protegido con
contraseña.
El procedimiento a continuación descrito permite introducir la contraseña y
acceder a la visualización de las variables.
La contraseña se solicita solo la primera vez.
Apretar la tecla con el nombre
del programa indicado.
Pulsar la tecla Nombre.
Insertar la “Contraseña” del mismo modo.
Si el “Nombre” está compuesto sólo por
letras, teclearlo y pulsar Enter.
Si el “Nombre” está compuesto por
letras y números (o sólo por números),
pulsar la tecla 123.
Teclear los números que
componen el nombre y pulsar
Enter.
Una vez insertados el “Nombre” y la
“Contraseña” pulsar en secuencia las
dos teclas de acceso a la visualización
de las páginas.
Apretar de nuevo la tecla con el
nombre del programa indicado.
Nota: Ya no está el símbolo del
candado.
Ahora, aparece la primera página de parámetros del programa; pulsar la tecla >> para recorrer las páginas siguientes
(ver la lista de la página siguiente).
FILM ANTERIOR [mm]: Regula la cantidad de film que se desea dejar por delante del
paquete. Valores: 0 - 300.
FILM POSTERIOR [mm]: Regula la cantidad de film que se desea dejar por detrás del
paquete. Valores: 0 - 900.
ALTURA PRODUCTO [mm]: Regula la apertura del triángulo.
Valores: 0 - 240.
3

6
Capitulo 6. Regulación y preparación de la máquina ES
VELOCIDAD CINTAS [%]: Regula la velocidad de las cintas transportadoras de 6
m/min. a 30 m/min. Valores: 20 - 100.
TIEMPO SELLADO [s]: Regula el tiempo de sellado de la barra lateral y frontal.
Valores: 0 - 3.
TEMPERAT. LAT. [C]: Regula la temperatura de la barra de sellado lateral (larga).
Valores: 0 - 240.
TEMPERAT. FRONT. [C]: Regula la temperatura de la barra de sellado frontal (corta).
Valores: 0 - 240.
LONGITUD FIJA: Si se configura en OFF la soldadura del film se realiza en el momento en el cual
la fotocélula lee el final del producto. Se aconseja para productos con forma regular. Si se
configura en ON la función desactiva la lectura de final del producto mediante fotocélula. En este
caso la soldadura se realiza configurando la variable “LONGITUD PRODUCTO”. Valores: ON /
OFF.
LONGITUD PRODUCTO [mm]: Se configura solo si la función “LONGITUD FIJA” es ON. La
función permite programar la longitud del producto y el consiguiente sellado del film. Valores: 1 -
600.
INVERSIÓN CINTA [ms]: Se configura solo si la función “LONGITUD FIJA” es ON. Regula la
distancia entre los productos. Tras el deslizamiento de las cintas, la cinta de entrada invierte el
sentido de marcha y hace retroceder el producto a la distancia programada. Valores: 0 - 500.
DESTENSIÓN FILM [mm]: Regula los mm que el film y el producto deben retroceder antes de
ejecutar el sellado (se recomienda utilizarla con productos de más de 200 mm). Valores: 0 - 250.
SELECCIÓN CÉLULA FOTOELÉCTRICA: Esta función permite seleccionar la célula
fotoeléctrica de lectura del paquete. Valores: HORIZ / VERT.
RETARDO DESBOBINADOR [s]: Esta función permite destensar el film en el
triángulo, retrasando el arranque del desbobinador (se recomienda activarla con
productos de hasta 100 mm de altura). Valores: 0 - 1.
RETARDO BOBINADOR [s]: Esta función permite destensar el film en los rodillos del
bobinador, retrasando la parada del bobinador. Valores: 0 - 1.
FILTRO CÉLULA FOTOELÉCTRICA [s]: Regula el tiempo que la célula fotoeléctrica
debe ignorar una falta de señal (se recomienda utilizarla con productos que poseen una
forma irregular). Valores: 0 - 1.
ALTURA SELLADO [mm]: Regula la posición de sellado respecto de la cinta. Para
envasar productos estándar es necesario configurar el sellado a mitad de la altura del
producto. Valores: 0 - 120.
Nota: esta variable se configura solo en el modelo “Pratika 56CS”.
STOP CINTA SELLADO: Esta función permite mantener parada la cinta de carga
durante el sellado para facilitar la composición del envase.
Valores: ON / OFF.
APROXIMACIÓN CINTAS: Esta función activa el sistema de aproximación de las
cintas en la zona de sellado para el paso de piezas pequeñas. Valores: ON / OFF.
CÉLULA FOTOELÉCTRICA CINTA CARGA: cuando está en ON, la máquina inhabilita
la cinta de entrada en ciclo automático START y habilita su funcionamiento cuando la
célula fotoeléctrica de la cinta de carga se activa (OPCIONAL).
TALADRADOR: La función activa el taladrador neumático. Valores: ON / OFF.
(OPCIONAL).
Nota: estas 2 vari\ables sólo pueden estar en ON si han sido habilitadas en
OPCIONAL.
LECTURA MARCAS: La función habilita la lectura de una célula fotoeléctrica
(OPCIONAL) que controla las marcas del film opaco o en color.
PEDAL: Esta función sirve para poner en marcha la cinta de carga desde el pedal y
detenerla una vez descargada la pieza para facilitar la composición del envase con
varias piezas. Valores: ON / OFF. (OPCIONAL).
Nota: estas 2 variables sólo pueden estar en ON si han sido habilitadas en OPCIONAL.
Nota: para más información sobre las variables configurables del programa MANUAL, consultar las variables del
programa AUTOMÁTICO.
3

7
Capitulo 6. Regulación y preparación de la máquina ES
6.2.3.1. Esquema de variables configurables (programa AUTOMÁTICO y MANUAL)
Esta variable se
configura solo en el
modelo “Pratika 56CS”.
3

8
Capitulo 6. Regulación y preparación de la máquina ES
6.2.3.2. Configuración de variables del programa
PRDS : Regresa a la página
DIRECTORIOS/PROGRAMAS.
INICIO : Regresa a la página principal.
Para modificar los valores configurados en el programa AUTOMÁTICO, realizar la secuencia descrita a continuación.
Pulsar el valor numérico (p. ej. 123)
Pulsar la tecla PRDS .
Nota: en el programa MANUAL, no es necesario efectuar la secuencia de memorización para modificar los valores.
Nota: Para restablecer la protección de los programas mediante contraseña siga el procedimiento que se describe a
continuación.
Insertar un nuevo valor y pulsar la
tecla ENTER .
Pulsar la tecla GUARDAR para
memorizar los cambios.
<< y >> : para recorrer las variables
del programa.
Indica el valor mínimo de
configuración de la variable.
Indica el valor máximo de
configuración de la variable.
La tecla DATOS permite ver todas
las pantallas relativas a los
parámetros de programa.
Desde la pantalla inicial pulse la
tecla SETUP .
Pulsar la tecla LOGOUT .
3
Aparece nuevamente el
símbolo del “candado” que
indica la protección mediante
contraseña.

Capitulo 6. Regulación y preparación de la máquina ES
6.2.4. Creación de un nuevo programa
Desde el panel de control el usuario puede guardar varios tipos de programas automáticos en función de sus
necesidades.
Para crear un programa nuevo, realizar la secuencia descrita a continuación.
Pulsar la tecla PROG .
Pulsar la tecla GUARDAR. A continuación, recorrer las variables del nuevo programa y configurar los valores deseados.
Para confirmarlos, pulsar nuevamente la tecla GUARDAR.
Pulsar la tecla
PROGRAMA AUTOMÁTICO .
Para cambiar el nombre del nuevo programa guardado, pulsar el campo
(PROGRAMA 2) y escribir el nombre nuevo.
Pulsar la tecla Enter y, a continuación, GUARDAR.
Seleccionar y cargar el programa
que se ha de utilizar para copiar los
datos en el nuevo programa.
Pulsar la tecla NUEVA .
6.2.5. Eliminación de un programa
Para borrar un programa ya guardado solo hay que cargar el programa (p. ej. PROGRAMA 2) y seguir la secuencia
descrita a continuación.
Pulsar la tecla BORRAR.
Presionar la tecla “Sí“. El programa será eliminado.
39

0
Capitulo 6. Regulación y preparación de la máquina ES
6.2.6. Contador parcial y contador de lotes
Las funciones CONTADOR PARCIAL y CONTADOR DE LOTES están activas solo en ESTADO: Automático.
CONTADOR PARCIAL: El número en la pantalla táctil indica cuántos productos se han envasado desde que la
máquina está encendida.
CONTADOR DE LOTES: Esta función permite configurar el número de productos que se deben envasar. Una vez
alcanzado este número, se para la máquina.
El número en la pantalla táctil indica cuántos productos ha envasado la máquina desde el
momento en que se ha configurado el lote que se debe envasar.
Para configurar el lote que se debe envasar siga el procedimiento a continuación descrito.
Pulsar la tecla CONT. PARC. .
Pulsar la tecla INICIO.
Una vez envasado el número de piezas configurado se activa la alarma “A025: NÚMERO LOTE ALCANZADO” de la
máquina.
Para restablecer la alarma, consultar el apartado 6.3.
Pulsar el campo.
Introducir el número de productos (lote)
que se han de envasar.
Pulsar la tecla “Enter”.
Nota: cuando está activada la función
del número de productos que se han de
envasar la tecla CONT. PARC. conmuta
a CONT. LOTE.
6.2.7. Elección del idioma
Para elegir el idioma de visualización del display siga el procedimiento que se describe a continuación.
Pulsar la tecla SETUP .
Pulsar la tecla IDIOMAS .
4
Pulse la tecla correspondiente al idioma
deseado.

Capitulo 6. Regulación y preparación de la máquina ES
6.3. Alarmas
La máquina incorpora una serie de ALARMAS que son necesarias para controlar las situaciones de peligro y anomalía.
Siempre que se activa una ALARMA, la máquina se detiene y el display muestra su descripción.
Lista de alarmas:
A001: EMERGENCIA ACTIVADA
A002: PROTECCIONES ABIERTAS
A003: BYPASS SEGURIDAD PROTECCIONES
A004: TÉRMICOS CINTAS
A005: PRESOSTATO AIRE
A006: BARRA DE SELLADO: PRESENCIA OBSTÁCULO
A007: BARRA DE SELLADO: TIEMPO MÁXIMO MOVIMIENTO
A010: CINTAS NO SEPARADAS
A011: BOBINADOR LLENO
A012: DESBOBINADOR: BOBINA AGOTÁNDOSE
A013: DESBOBINADOR: FILM AGOTADO
A014: BOBINADOR: ROTURA FILM
A015: CINTA OUT: FALTA AUTORIZACIÓN DE LÍNEA
A016: CINTA IN: FALTA AUTORIZACIÓN DE LÍNEA
A017: DESBOBINADOR: TIME OUT
A020: ERROR INVERSOR
A021: HOMING TIEMPO MÁXIMO
A022: MANTENIMIENTO EN CURSO
A023: CINTA DESCARGA CARGA VACÍO
A024: MÁQUINA EN CALENTAMIENTO (se restablece al alcanzarse la temperatura programada)
A025: NÚMERO LOTE ALCANZADO
A027: CÉLULAS FOTOELÉCTRICAS: TIME OUT
A030: CINTA EN: ERROR POSICIONAMIENTO
A031: CINTA OUT: ERROR POSICIONAMIENTO
A032: ARRASTRE FILM: ERROR POSICIONAMIENTO
A033: CENTER S: FINAL DE CARRERA SUPERIOR ALTURA PRODUCTO DEMASIADO ALTO
A034: DESBOBINADOR FUERA POSICIÓN
A035: HOMING IMPOSIBLE: MÁQUINA EN STOP MANUAL
A036: MANTENIMIENTO: ACCIONAR BARRA SECUNDARIA ALTA
Secuencia de restablecimiento de las alarmas:
Visualización de alarmas
Eliminar la causa de alarma.
Pulsar la tecla ALM .
Aparece la página asociada a la alarma que
se ha activado.
Pulsar las teclas RESET e INICIO.
Nota: El pulsador RESET (S1) sólo parpadea cuando se activa la alarma “A002: PROTECCIONES ABIERTAS”.
La secuencia de restablecimiento de esta alarma es la siguiente:
Cerrar la protección.
Pulsar RESET (S1).
La máquina posee un “PULSADOR DE EMERGENCIA” (S0) que al presionarlo la bloquea
inmediatamente e interrumpe el ciclo de trabajo.
Secuencia de restablecimiento de esta alarma:
Eliminar la causa de alarma.
Desbloquear el “PULSADOR DE EMERGENCIA” (S0) girándolo hacia la derecha.
Presionar el pulsador de RESET (S1).
41

Capitulo 6. Regulación y preparación de la máquina ES
6.4. Introducción del film
Para introducir el film es necesario habilitar la modalidad START Manual.
Girar el selector “DESACTIVACIÓN SEGURIDAD” (S2) hacia ON y abrir las
protecciones anterior y posterior.
FASE 1
FASE 2
Para montar la bobina de film con mayor facilidad, extraer
el carro (C) de soporte de la bobina bajando la manilla M1
y tirando del carro. Colocar la bobina de film en los rodillos
(R1) y (R2). El lado abierto de la película se ha de orientar
siempre como muestra la flecha.
(Nota: el sentido de desbobinado se debe especificar al
realizar el pedido de film).
Introducir el film como muestra el esquema de la figura.
Para introducir fácilmente el film, presionar el pulsador
situado a la derecha de la bobina.
Sin soltar el pulsador, accionar el rodillo motorizado sobre
el que se apoya la bobina y liberar la cantidad de film
necesaria.
Introducir las dos pestañas de film por encima y por debajo
del triángulo de guía superior (Ts).
Sujetar los dos extremos del film y desenvolver un metro
aproximadamente.
Agarrar el lado inferior del film que coincide con el lado
posterior del triángulo de inversión y pasarlo por debajo
del triángulo inferior (Ti) desde el exterior hacia el
interior y por encima de la cinta de alimentación (N1).
42

Capítulo 6. Regulación y preparación de la máquina ES
FASE 3
FASE 4
Pasar el lado superior del film sobre el triángulo superior
(Ts).
FASE 5
Desplazar la parte final del film (#) que entra en los
triángulos hacia la izquierda en paralelo con la cinta de
alimentación (N1) y pasar el film por debajo y por encima
de la cinta de alimentación alineando los bordes nada
más superar la cinta.
Pasar el film entre los dos rodillos (R3) y entre las dos ruedas (R4) del arrastrador.
A continuación realice algunos ciclos de soldadura pulsando la tecla SELL. , de manera de realizar una tira de film
suficiente para completar la inserción según el esquema representado. Para poder soldar es necesario cerrar las
protecciones anteriores (C1) y posteriores (C2).
Finalmente anude el film en el perno presente en la brida posterior (F).
43

Capítulo 6. Regulación y preparación de la máquina ES
FASE 6
Para realizar esta fase es necesario conocer los parámetros indicados en la página de programación siguiente.
Indica el número de micro-taladradores (MF) que se han de colocar en la
máquina.
Indica la posición de la bobina de film (X1)
Indica la posición del rodillo de reenvío (R5).
En función de los datos visualizados en la página, es necesario:
Montar el número de micro-taladradores (MF).
Montar la bobina de film. Ver la escala milimetrada (X1).
Montar el rodillo de reenvío (R5). Ver la escala milimetrada (X2).
Nota: Para cada programa guardado, se aconseja introducir los
3 parámetros antes indicados, de manera que estén
siempre disponibles cuando se cargue cualquier
programa.
De esta manera, para cada programa se podrán colocar
los microperforados, la bobina de film y el rodillo de
transmisión según cuanto indicado en pantalla.
FASE 7
Regular las varillas de posicionamiento (B) con los mandos (M3) para bloquear la bobina, dejando una separación de
5 mm entre las varillas y la bobina.
Nota: La bobina está montada correctamente cuando (observando la máquina por detrás) el lado izquierdo del film
se encuentra a una distancia A equivalente a la mitad de la distancia H (apertura de los triángulos).
44

Capitulo 6. Regulación y preparación de la máquina ES
6.5. Regulaciones
6.5.1. Regulación de la cinta de entrada
En función del ancho (L) del producto que se ha de
envasar, regular la posición de la cinta de entrada (N1).
Afloje la manija (M1) y regule la posición de la cinta de
manera que el producto tenga un mínimo de juego entre
la varilla de guía (aprox. 20mm) y la parte trasera
posterior de la cinta (aprox. 10mm).
6.5.2. Regulación de las células fotoeléctricas
La máquina está predispuesta para la colocación de la
fotocélula con lectura vertical (B11) indicada para los
productos particularmente bajos y de la fotocélula
horizontal (B10) indicada para los productos
especialmente estrechos.
También es posible regular la distancia entre la célula
fotoeléctrica y la barra selladora para optimizar la
introducción de los productos.
6.5.3. Regulación de la varilla de elevación
del film
La varilla (A) sirve para mantener levantado
correctamente el film durante la introducción del
producto.
Aflojar el mando (M2) y colocar la varilla a la izquierda
para envasar productos bajos.
Colocar la varilla a la derecha para envasar productos
altos.
45

6
Capitulo 6. Regulación y preparación de la máquina ES
6.5.4. Regulación de la varilla de apertura del film
La varilla (A1) permite separar los 2 bordes de la bobina de film.
Coloque la varilla dentro de los dos bordes de film para que su
extremo sea de 1 cm más hacia atrás respecto al pliegue del film.
Nota: vea el capítulo 6.4: FASE 1)
6.6. Envasado
Una vez completadas las regulaciones, la máquina está preparada
para iniciar el ciclo de envasado.
Con la máquina en estado “STOP Automático” apriete el pulsador
START.
Las cintas entrarán en funcionamiento y se podrán colocar los
productos en la cinta de entrada.
Con el paso del producto en la cinta de salida, el bastidor soldante
se baja para realizar la soldadura del film.
El producto envasado avanza hacia el transportador de rodillos o
al interior del túnel para la retracción del film.
4

7
Capítulo 7. Manutención ordinaria ES
7.1. Precauciones y puesta en estado de mantenimiento
¡ATENCIÓN!
El mantenimiento sólo debe ser efectuado por personal experto que conozca la máquina.
Se prohíbe realizar operaciones de mantenimiento, lubricación y reparación cuando la máquina está
en movimiento y/o bajo tensión.
Se prohíbe realizar operaciones en los órganos en movimiento.
Luego de cada intervención, volver a instalar las protecciones que se hayan podido quitar,
devolviendo la máquina al estado inicial.Respetar todas las normas de seguridad enunciadas en este
manual y previstas por las normas vigentes en el país de instalación.
SECUENCIA DE PUESTA EN ESTADO DE MANTENIMIENTO
La secuencia debe ser efectuada antes de iniciar cualquier tipo de operación de limpieza y mantenimiento ordinario o
extraordinario y prevé el aislamiento de la máquina de todas las fuentes de energía:
Pulsar la tecla STOP (14) (si la máquina está en movimiento)
Girar el interruptor general (Q1) hacia “0” (OFF) para apagar la máquina.
Desconectar el enchufe de la toma de corriente.
7.2. Tabla de mantenimiento
7.2.1. Plan de mantenimiento ordinario
Aunque este tipo de máquina requiere un mantenimiento mínimo, es necesario respetar el siguiente Plan de
mantenimiento.
FRECUENCIA COMPONENTE TIPO DE OPERACIÓN
Todos los días Máquina Eliminar los residuos de producto que se acumulan durante la
producción e impiden el funcionamiento correcto de la máquina.
Todos los días Lamina soldadora Limpiar la superficie que entra en contacto con el film utilizando un
paño o papel.
No utilizar objetos que puedan dañar la superficie.
Cada
12 meses
Cada
12 meses
Cada
3 meses
¡ADVERTENCIA!
Los reductores no requieren lubricación porque han sido engrasados con aceite sintético de “larga duración”.
7.2.2. Plan de mantenimiento de los dispositivos de seguridad
Se requiere controlar periódicamente los “DISPOSITIVOS DE SEGURIDAD” que figuran en la tabla.
FRECUENCIA COMPONENTE TIPO DE OPERACIÓN
Cada
mes
Cada
mes
Cada
mes
Registro del control
Cada control de los dispositivos de seguridad se debe registrar indicando los datos y el resultado del control
realizado:
fecha de la verificación, probador, resultado.
Indicación de la avería
Si se detecta una avería, contáctese con el servicio de asistencia del proveedor para realizar la intervención de
reinicio.
Soportes Lubricar con grasa de tipo NLGI 2.
Acoplamientos
Comprobar que estén lubricados.
entre engranajes
Lamina y
barras de soldadora
Protecciones anterior y
posterior
Comprobar el desgaste del teflón adhesivo y de la placa de
silicona.
Apertura de la protección anterior y posterior (en estado de
funcionamiento manual o automático)
Verificación de las consecuencias:
alarma luminosa y acústica, bloqueo de la máquina.
Protecciones
de la barra soldante
Desplazamiento de las protecciones colocadas alrededor de la
barra soldante en correspondencia con los cuatro sensores
(en estado de funcionamiento manual).
Verificación de las consecuencias:
alarma luminosa y acústica, bloqueo de la máquina.
Pulsador de
“EMERGENCIA”.
Accionamiento del botón de emergencia (en estado de
funcionamiento manual o automático).
Verificación de las consecuencias:
alarma luminosa y acústica, bloqueo de la máquina.
4

Capítulo 7. Manutención ordinaria ES
7.3. Sustitución del cable de alimentación
¡ATENCIÓN!
Si el cable de alimentación está dañado, debe ser sustituido por el constructor o por su servicio de
asistencia técnica, o en cualquier caso por una persona con cualificación similar, con el fin de prevenir
cualquier riesgo.
7.4. Desmontaje, demolición y eliminación de los residuos
¡ATENCIÓN!
Las tareas de desmontaje y demolición se deben encargar a personal especializado en dichas actividades
y equipado con los equipos mecánicos y eléctricos necesarios para trabajar en condiciones de seguridad.
Proceder de la siguiente manera:
1. desconectar la máquina de la red de alimentación eléctrica
2. desmontar los componentes
Cada uno de los residuos se debe tratar, eliminar o reciclar en función de la clasificación y de los
procedimientos previstos por la legislación vigente en el país de la instalación.
El símbolo indica que este producto no se debe tratar como residuo doméstico.
Asegurando que el producto se elimine correctamente, se facilitará la prevención de potenciales
consecuencias negativas para el ambiente y para la salud de las personas, que de otra manera podrían
ser causadas por un inadecuado tratamiento de los residuos de este producto.
Para informaciones más detalladas con respecto al reciclado de este producto, contactar el vendedor del
producto, o como alternativa el servicio de post venta o el correspondiente servicio de tratamiento de
residuos.
Capítulo 8. Garantía ES
8.1. Certificación de garantía
El período de garantía es de 12 meses a partir de la fecha de instalación a las condiciones descritas en el manual de
instrucciones. Completar la parte posterior de la tarjeta postal en todas sus partes, cortar a lo largo de la línea de puntos
y enviar.
8.2. Condiciones de garantía
El período de garantía es de 12 meses a partir de la fecha de instalación de la máquina. La misma consiste en la
reparación o sustitución gratis de todas aquellas partes que nosotros consideramos defectuosas por anomalías en los
materiales. La reparación o sustitución se realizan en la sede de nuestra sociedad adeudando al comprador los gastos
de trasporte o mano de obra. Cuando la reparación o sustitución sean efectuadas en el domicilio del comprador, éste
deberá pagar los gastos de viaje, traslados y mano de obra. La asistencia en garantía es realizada exclusivamente por la
casa madre o el vendedor autorizado. Para adquirir el derecho a la asistencia de garantía se ruega enviar a la casa
madre o al vendedor autorizado la pieza defectuosa, para que sea reparada o sustituida.
La entrega de dicha pieza reparada o sustituida entra en las obligaciones de la garantía.
La garantía viene anulada por:
1. no enviar a través de correo el CERTIFICADO DE GARANTIA, que acompaña la máquina al momento de la
compra, completo en todas sus partes y firmado, dentro de los 20 días sucesivos a dicha compra.
2. por una instalación errónea, tensión de alimentación equivocada, negligencia en el uso o mantenimiento realizado
por personas no autorizadas.
3. por modificaciones efectuadas en la máquina sin el permiso escrito de la casa madre.
4. cuando la máquina ya no es propiedad del primer comprador.
La casa constructora declina a norma de ley cualquier responsabilidad por daños a personas o cosas caso que
se realice una instalación errónea o una conexión a la red de alimentación errónea, o se excluya la puesta a
tierra o en caso de manumisiones sobre la máquina.
La casa constructora se reserva el derecho de realizar modificaciones y cambios según las exigencias técnicas
y de funcionamiento.
EN CASO DE CONTROVERSIA SE RECONOCE
COMO FORO COMPETENTE EL DE BERGAMO (ITALIA).
48

TRADUÇÃO DAS
INSTRUÇÕES ORIGINAIS
Indice PT
Capítulo 1. Descrição Página
1.1. Prefácio 50
1.2. Utilização da máquina embaladora 50
1.3. Dados técnicos da máquina 51
Capítulo 2. Características do filme
2.1. Filmes que podem ser usados 52
2.2. Cálculo da faixa A 52
Capítulo 3. Condições de uso da máquina
3.1. Dimensões máx. da confecção 52
3.2. O que se pode confeccionar 52
3.3. O que não deve ser confeccionado 52
Capítulo 4. Normas de segurança
4.1. Segurança para o uso e a manutenção 53
4.2. Dispositivos de procteção individual 53
4.3. Abrigos 53
4.4. Riscos residuais 54
Capítulo 5. Instalação da máquina
5.1. Transporte e posicionamento 54
5.2. Condições ambientais 55
5.3. Posicionamento com túnel (quando previsto) 55
5.4. Posicionamento sem túnel 55
5.5. Conexão eléctrica 55
5.6. Conexão pneumática 56
Capítulo 6. Regulação e preparação da máquina
6.1. Painel de comando 56
6.2. Arranque 57
6.2.1. Escolha do programa 57
6.2.2. Modalidades de utilização da máquina: AUTOMATICO e MANUAL 58
6.2.2.1. Modalidade AUTOMATICO 58
6.2.2.2. Modalidade MANUAL 58
6.2.3. Lista e explicação das variáveis configuradas (programa AUTOMATICO) 59
6.2.3.1. Esquema resumido das variáveis
6.2.3.2. Definição variável do programa 62
6.2.4. Criação de um novo programa 63
6.2.5. Eliminação de um programa 63
6.2.6. Contador parcial e contador lote 64
6.2.7. Escolha do idioma 64
6.3. Alarmes 65
6.4. Inserção do filme 66
6.5. Regulações 69
6.5.1. Regulações do tapete de entrada 69
6.5.2. Regulações das fotocélulas 69
6.5.3. Regulações da haste de levantamento do filme 69
6.5.4. Regulação da pequena haste de abertura do filme 70
6.6. Embalagem 70
Capítulo 7. Manutenção ordinária
7.1. Precauções e colocar em ESTADO de manutenção 71
7.2. Tabela de manutenção ordinária 71
7.2.1. Plano de manutenção ordinária 71
7.2.2. Plano de manutenção dos dispositivos de segurança 71
7.3. Substituição do cabo de alimentação 72
7.4. Desmontagem, demolição e sucateamento resíduos 72
Capítulo 8. Garantia
8.1. Certificado de garantia 72
8.2. Condições de garantia 72
DECLARAÇÃO CE DE CONFORMIDADE
Diagrama eléctrico (veja anexo)
Diagrama pneumático (veja anexo)
configuráveis (programa AUTOMATICO e MANUAL) 61
97
49

0
Capítulo 1. Descrição PT
1.1. Prefácio
O presente manual foi redigido respeitando-se a norma UNI 10893 de Julho 2000. Dirige-se a todos os usuários de
modo a consentir um correcto uso da máquina. Conservá-lo em local facilmente acessível próximo à máquina e
conhecido por todos os usuários. Para efeito da segurança o presente manual é parte integrante da máquina. Para
melhorar a compreensão esclarecemos, a seguir, os símbolos utilizados.
ATENÇÃO:
Normas de prevenção de acidentes para o operador. Tal advertência indica a presença de perigos
que podem causar lesões em quem está operando a máquina.
É extremamente importante que se leia atentamente cada parte deste capítulo, que contém informações sobre os riscos
aos quais o operador pode ser expor no caso de uso inadequado da máquina. Estas normas fundamentais devem ser
somadas àquelas específicas dos países onde ocorre a instalação da máquina.
Não usar a máquina para fins diversos dos indicados pelo contrato de venda.
Não permitir a realização de reparações ou qualquer outro tipo de intervenção na máquina por pessoal não
O operador tomar conhecimento das advertências que lhe competem, e deve ser sempre informado pelo
Prender bem as mangas do uniforme de trabalho em torno dos pulsos, abotoando-as de maneira segura.
Utilizar os dispositivos de protecção individual tais como luvas, calçados resistentes, etc., como previsto pelas
Cuidar para que o espaço de operação e as passagens em torno da máquina estejam livres de obstáculos, limpos e
Eliminar todas as condições que colocam em risco a segurança antes de utilizar a máquina e informar sempre o
Não utilizar a máquina se esta estiver com alguma avaria.
É proibido modificar os dispositivos e os circuitos de segurança.
É proibido operar com os dispositivos de segurança desactivado ou os protectores fixos desentalados.
É proibido abandonar a máquina com os protectores desmontados ou montados incorrectamente.
É proibido realizar modificações na máquina sem a autorização do fabricante.
O quadro eléctrico deve permanecer sempre fechado durante o funcionamento.
A chave para abrir o quadro eléctrico deve ser confiada a uma pessoa especializada e autorizada.
O fabricante declina de qualquer responsabilidade por danos a pessoas ou coisas em consequência do não
1.2. Utilização da máquina embaladora
A embaladora “Pratika 56 / Pratika 56CS” foi projectada para embalar peças avulsas ou conjuntos de produtos
(alimentares, domésticos, brinquedos, etc.) utilizando um filme termoretraível monodobra.
A máquina pode ser alimentada manualmente ou trabalhar em série com outras máquinas.
Se a alimentação for confiada a um operador de serviço (condutor), este deverá estar habilitado a executar todas as
operações inerentes ao processo operacional, e também deve poder informar o pessoal de serviço (técnicos de
manutenção ou de assistência externa)sobre eventuais avarias ou anomalias.
A máquina trabalha na modalidade “AUTOMATICO”.
Essa é gerida por um controlo lógico presente no PLC de comando.
Graças à própria versatilidade é possível trabalhar uma vasta gama de produtos de diversas formas e dimensões.
Além disso, é possível executar uma sequência de operações utilizando os comandos do modo “MANUALE” para
controlar a configuração correcta dos dados o para efectuar verificações de funcionalidade (configurações, calibrações
etc.).
A movimentação dos pacotes é confiada aos tapetes transportadores colocados dentro da estrutura.
A máquina é dotada de um dispositivo para a recuperação do filme descartado, de modo a não dissipar os seus
resíduos na zona de acção do operador.
ATENÇÃO:
Órgãos quentes. Indica o perigo de queimaduras com risco de infortúnio, até mesmo grave, para a
pessoa exposta.
ADVERTÊNCIA:
Indica a possibilidade de trazer danos à máquina e/ou aos seus componentes.
autorizado.
responsável do departamento acerca dos riscos relativos ao seu trabalho.
normas de protecção contra acidentes.
adequadamente iluminados.
responsável de departamento sobre cada eventual irregularidade de funcionamento.
cumprimento das normas de segurança.
ATENÇÃO!
A máquina NÃO foi fabricada com uma montagem anti-deflagação, a montagem é de tipo padrão. É
proibido, portanto, instalar e trabalhar com a máquina em locais com riscos deflagração (explosão).
5

Capítulo 1. Descrição PT
1.3. Dados técnicos da máquina
Dimensões da embalagem
2940 x 1440 x 1870mm
Peso da embalagem
774Kg (Pratika 56)
774Kg (Pratika 56CS)
Peso da máquina
724Kg (Pratika 56)
724Kg (Pratika 56CS)
Alimentação pneumática
120 l/min
Produção máxima
2400 embalagens/hora
I = Ligação eléctrica
P = Conexão pneumática
C = Tomada“ suplementar“
51

Capítulo 2. Características do filme PT
A
p
2.1. Filmes que podem ser usados
máquina pode trabalhar com todos os filmes, termo-retrácteis ou não, com
espessuras de 15 a 50 mícron seja de tipo técnico que alimentar. Para garantir os
melhores resultados aconselha-se utilizar os filmes comercializados pela nossa
empresa. As características especiais de nossos filmes (também disponíveis com
desenhos e escritas personalizadas do cliente) dão garantias de fiabilidade tanto
elo lado do atendimento às normas legais quanto pelo lado da segurança de um
óptimo funcionamento de nossas máquinas.
Recomenda-se consultar as fichas técnicas e de segurança dos
filmes utilizados e de ater-se às prescrições descritas!
2.2. Cálculo da faixa A
Faixa A = b + c + 100 mm
Por faixa “A” entende-se a largura que deve ter a bobina de filme para poder
confeccionar o produto.
A = 700mm MAX
D = 300mm MAX
Capítulo 3. Condições de uso da máquina PT
3.1. Dimensões máx. da confecção
a = 600mm b = 400mm c = 240mm
Nota: as medidas indicadas na tabela se referem à medida máx. de cada dimensão.
Todavia, para a medida máx da confecção (b x c) é necessário consultar o capítulo
2.2., onde é possível ver que a soma de (b + c) é igual à largura da bobina do filme
menos 100 mm.
3.2. O que se pode confeccionar
Estas máquinas são capazes de embalar uma ampla gama de produtos; são de fato utilizadas com sucesso nos
seguintes sectores: alimentar, varejo, gráfico, expedição, grande distribuição, industrial e têxtil.
3.3. O que não deve ser confeccionado
É absolutamente proibido confeccionar os seguintes tipos de produto para evitar danos permanentes na máquina, além
de provocar riscos de acidentes ao operador encarregado:
Produtos molhados e produtos instáveis
Líquidos de qualquer tipo e densidade em recipientes frágeis
Materiais inflamáveis e explosivos
Bujões de gás sob pressão ou de qualquer tipo
Pós soltos e voláteis
Eventuais materiais e produtos não previstos que possam ser, em qualquer modo, perigosos para o
usuário e provocar danos à própria máquina.
52

Capitolo 4. Normas de segurança PT
4.1. Segurança para o uso e a manutenção
NÃO PERMITIR QUE PESSOAL NÃO TREINADO USE A MÁQUINA!
ATTENÇÃO!
É proibido fumar durante o funcionamento da máquina!
É PROIBIDO executar qualquer operação de manutenção e/ou regulação durante o funcionamento da
máquina. O desmontagem das protecções deve ser confiada só aos técnicos de manutenção em serviço,
instruídos para isso.
É PROIBIDO fazer com que a máquina funcione sem antes desmontar as protecções.
Antes de recolocar a máquina em funcionamento, verifique se as protecções removidas anteriormente
estão nas posições certas.
É PROIBIDO realizar a operação sem antes desligar a energia.
Antes de realizar operações no quadro eléctrico é necessário desligar o interruptor que alimenta o quadro.
ATTENÇÃO!
Se o operador se afastar da máquina, desligar a máquina colocando o interruptor geral na posição
“0” (OFF)!
4.2. Dispositivos de procteção individual
Utilizar calçados de protecção resistentes a choques, a esmagamento e à compressão do pé durante o
transporte e o deslocamento da máquina.
Utilizar luvas de protecção conyta o perigo de esmagamento e contra perigos mecânicos durante o
transporte e o deslocamento da máquina.
Utilizar luvas de protecção contra o risco de corte durante as operações de troca da lâmina soldadora.
Utilizar luvas de protecção com base nos riscos dos materiais a serem confeccionados (mecânicos,
químicos,…) que resistam às temperaturas de contacto com soldadura e/ou lâmina soldadora (máximo
200°C).
4.3. Abrigos
Utilizar luvas de protecção para o contacto com alimentos durante o uso em caso de
confeccionamento de alimentos.
A máquina é provida de um abrigo anterior (C1) e de um abrigo posterior (C2) que quando abertos param a máquina.
Para repristinar o funcionamento da máquina observar as instruções indicadas no parágrafo 6.3 (ver nota de alarme
“A002: ABRIGOS ABERTOS”).
53

Capítulo 4. Normas de segurança PT
4.4. Riscos residuais
A máquina não apresenta riscos de elevado grau de perigo, ainda assim, é necessário se ater às proibições e
advertências indicadas a seguir.
Perigo de arrastamento!
Perigo gerado por elementos móveis (tapetes transportadores, rolos motorizados) com os quais se pode ter
contacto durante as fases de trabalho
Perigo de queimaduras!
Risco devido ao aquecimento das lâminas para a soldadura do filme.
Antes de efectuar quaisquer operações nas zonas em questão, predispor a máquina em “preparar para a
manutenção“, e esperar o resfriamento das barras soldantes. Não efectuar nenhuma operação se não
estiver com os devidos indumentos de protecção tais como luvas e capas.
Perigo de choque eléctrico!
Risco devido à energia eléctrica do quadro eléctrico (Na placa de bornes do interruptor geral e nos bornes
de entrada do interruptor de bloqueio da porta)..
Atenção!
As rodas devem ser utilizadas exclusivamente para deslocamentos “breves” em pavimentos lisos e
horizontais.
Capítulo 5. Instalação da máquina PT
5.1. Transporte e posicionamento
Cortar a fita com a tesoura, tomando o cuidado de proteger os olhos com um par de óculos e tirar o papelão. Cortar a
cinta que fixa a máquina na palete.
Tirar a máquina do palete utilizando uma empilhadeira para levantá-la e colocá-la no chão.
Para o levantamento da máquina, posicionar as hastes da empilhadeira em posição
correspondente ao ponto indicado pelo adesivo colado à máquina.
Para o transporte e o posicionamento da máquina recomenda-se manobrar com muita cautela!
Antes de cada movimentação, verificar que o meio de elevação seja apropriado para elevar a carga a ser
movimentada!
Desembalar a sirene (AS) e encaixá-la no suporte (S).
54

5
Capítulo 5. Instalação da máquina PT
A
5.2. Condições ambientais
Levantar a máquina e posicioná-la no plano de trabalho assegurando-se que esteja em um ambiente apropriado,
sem humidade sem materiais inflamáveis, gases, explosivos. A máquina deve ser instalada somente em
superfícies lisas, horizontais e não inflamáveis.
Deixar um espaço mínimo de 1m em torno da máquina.
Uma vez obtido o correcto posicionamento, bloquear a máquina agindo no travão das rodas. Se for necessário,
usar os 4 pezinhos fornecidos com a máquina para uma fixação mais eficaz.
Condições permitidas nos ambientes nos quais a máquina é colocada:
Temperatura de + 5°C a + 40°C
Humidade relativa de 30% a 90% sem condensação.
A iluminação do local de utilização deve estar em conformidade com as leis vigentes no país no qual a máquina está
instalada e, todavia, deve ser uniforme e garantir uma boa visibilidade para salvaguardar a segurança e a saúde do
operador.
GRAU DE PROTECÇÃO DA MÁQUINA = IP20
O RUÍDO AÉREO PRODUZIDO PELA MÁQUINA É INFERIOR A 70 dB(A)
5.3. Posicionamento com túnel (quando previsto)
Após ter posicionado a “Pratika 56”, aproximar o “túnel de retração” de modo tal que o tapete do túnel fique o mais
possível próximo ao da “Pratika 56”.
O tapete do túnel deve resultar 1mm mais alto em relação àquele da “Pratika 56”, para evitar a queda dos produtos
confeccionados.
Para ajustar a altura da “Pratika 56” atuar nos 4 pés de apoio.
Posicionar o túnel de modo que o produto em saída da “Pratika 56” seja posicionado no centro do tapete do túnel.
5.4. Posicionamento sem túnel
Se a “Pratika 56” não for associada ao “túnel de retração”,
posicionar a esteira de rolos engatando-a ao tapete
transportador de saída.
Se a “Pratika 56” não for associada ao túnel de
retração, o posicionamento da esteira de rolos
é obrigatório!
5.5. Conexão eléctrica
Tensão (V): ver os dados da etiqueta
Frequência (Hz): ver os dados da etiqueta
Potência máxima absorvida (W): ver os dados da etiqueta
Corrente máxima absorvida (A): ver os dados da etiqueta
Nota: Para qualquer comunicação com o fabricante citar sempre o modelo da máquina e o
número de série indicados na placa aplicada na parte traseira da máquina.
RESPEITAR AS NORMAS PARA A SEGURANÇA NO TRABALHO!
Se a máquina não for dotada de tomada de alimentação utilizar uma tomada adequada aos
valores de tensão e amperagem descritos na placa de dados e, todavia, em conformidade com
as normas vigentes no país de instalação.
O ATERRAMENTO É OBRIGATÓRIO
ntes de efectuar a conexão eléctrica certificar-se que a tensão de rede corresponda à
voltagem indicada na placa aplicada na parte traseira da máquina e que o contacto de terra
esteja em conformidade com as normas vigentes de segurança. Em caso de dúvidas sobre a
tensão de rede contactar a empresa distribuidora de energia eléctrica local.
Ligar a ficha do cabo provindo do quadro eléctrico da máquina a uma tomada de corrente do
circuito geral que seja facilmente alcançável pelo operador.
5

Capítulo 5. Instalação da máquina PT
5.6. Conexão pneumática
Efectuar a conexão pneumática inserindo o tubo (8x10)
proveniente da instalação de ar comprimido, na união
presente no conjunto filtro.
Abrir a torneira do regulador de pressão, até atingir a
pressão de 5 bar.
Capítulo 6. Regulação e preparação da máquina PT
6.1. Painel de comando
A máquina está equipada com um painel de comando, colocado no seu respectivo suporte, a partir do qual é possível
configurar todas as funções de programação e funcionamento.
Q1 Interruptor geral.
D Visor. Visualizam-se as funções seleccionadas e seus respectivos dados de configuração.
S0 Botão “EMERGENZA”. Desliga imediatamente a máquina em caso de perigo imediato ou para a “preparação
para a manutenção“. Para desbloquear o botão á preciso rodá-lo no sentido horário.
S1 Botão “RESET”.
A ser pressionado durante a activação da máquina.
Restaura a máquina depois de ter sido utilizado o botão “EMEGÊNCIA” e do alarme A001.
S2 Selector “ESCLUSIONE SICUREZZA ”.
Se estiver em OFF permite o uso da máquina só com os abrigos fechados (programa AUTOMATICO).
Se estiver em ON permite o uso da máquina com os abrigos abertos. É a condição necessária “só” para as
fases de ajuste, colocação e troca da bobina do filme (só com o programa MANUALE).
E1 Luz piloto VERDE.
Lampeja (luz verde intermitente) para indicar que a máquina está pronta para o uso.
Fica acesa (luz verde constante) durante o funcionamento da máquina.
E2 Luz piloto VERMELHA.
Acende-se sempre que há um alarme, simultaneamente à activação de sinal acústico.
56

7
Capítulo 6. Regulação e preparação da máquina PT
6.2. Arranque
Colocar o interruptor geral na posição 1 e, quando este lampejar, pressionar o botão “RESET” (S1).
O visor se acende e aparece a página com a logomarca “minipack-torre”. Pressionar a logomarca.
Em seguida aparece a página principal:
Ao ligar a máquina os números que indicam a temperatura da barra soldadora frontal
e lateral começam a lampejar.
Quando a temperatura configurada no programa carregado é atingida, os números
param de lampejar.
Até que se atinja tal temperatura, não é possível iniciar o ciclo de trabalho na
modalidade AUTOMATICO, só na modalidade MANUALE.
Nota: durante a fase de aquecimento, as luzes piloto verde (E1) e vermelho (E2)
lampejam. Quando a temperatura configurada for atingida, só a luz verde lampejará.
6.2.1. Escolha do programa
A máquina permite escolher entre:
PROGRAMA AUTOMÁTICO (é possível memorizar um número infinito de programas)
PROGRAMA MANUAL (há apenas um programa disponível).
Para escolher o PROGRAMA AUTOMÁTICO é necessário estar em “STATO: STOP AUTOMATICO” e seguir o
procedimento descrito abaixo. O processo para carregar um programa no ciclo automático é o seguinte:
Pressionar a tecla AUTO para
Pressionar a tecla PROG .
passar ao “STATO: STOP
AUTOMATICO”
A esta altura aparece a seguinte página de vídeo:
Pressionando DIRECTORY 1 visualiza-se a lista dos 3 directórios disponíveis
(não modificáveis).
Nota: sendo 3 directórios, é aconselhável arquivar os programas que se
quer memorizar em função do tipo de produtos a serem embalados.
Pressionando esta seta se visualiza a lista dos programas salvos no directório
seleccionado.
Após ter sido escolhido o programa, pressionar a tecla CARREGA (carregar).
O grupo triângulo e o grupo rodas se colocam na
Pressionar a tecla PRINC. .
posição conforme configurado no programa
carregado.
Assim que se carrega um novo programa, aparece
no vídeo a página relativa ao número de
microfuradores a ser utilizado com este programa,
ao posicionamento da bobina de filme e ao
posicionamento do rolo de reenvio (ver capítulo
6.4. FASE 6).
Pressionar a tecla FECHA .
Pressionar a tecla PROGRAMA
AUTOMATICO .
A esta altura pressionar a
tecla START para iniciar o
ciclo AUTOMÁTICO.
5

8
Capítulo 6. Regulação e preparação da máquina PT
6.2.2. Modalidades de utilização da máquina: AUTOMATICO e MANUAL
A máquina pode trabalhar em duas modalidades: AUTOMATICO e MANUAL
6.2.2.1. Modalidade AUTOMATICO
É a condição de utilização na qual o funcionamento da máquina é totalmente automático.
A página acima mostra o estado de funcionamento na modalidade STOP AUTOMATICO.
Nota: Neste estado é possível carregar novos programas do ciclo automático e modificar as variáveis contidas nos
mesmos.
Pressionando a tecla START começa o ciclo automático.
AUTO / MAN : Pressionando uma destas tecla se activa ou o programa
MANUAL ou o AUTOMATICO.
Pressionando a tecla STOP se interrompe o ciclo automático.
A página acima mostra o ESTADO de funcionamento na modalidade de START AUTOMATICO.
6.2.2.2. Modalidade MANUAL
É a condição de utilização da máquina necessária para as fases de ajuste, colocação e troca da bobina do filme. Nesta
fase é possível abrir as portas mediante a chave selectora “ESCLUSIONE SICUREZZE” (pos. ON).
De qualquer modo, tal condição é acompanhada pelo alarme “A002: PROTEÇÕES ABERTAS”.
A página acima mostra o estado de funcionamento na modalidade STOP MANUAL.
Pressionando a tecla START se passa ao “STATO: START Manual” e se
habilita o funcionamento do tapete, a expulsão do ultimo produto e o
funcionamento da soldadura.
AUTO / MAN : Pressionando nesta tecla se atida o programa MANUAL ou o
AUTOMATICO.
Pressionando a tecla STOP passa-se ao “STATO: STOP MANUAL”.
Quando pressionado move durante todo o tempo da pressão da tecla o tapete
de entrada, tapete de saída, arrastamento filme, desenrolador do filme,
enrolador do filme.
Pressionando a tecla SOLD. executa-se um ciclo completo de soldadura.
A página acima mostra o ESTADO de funcionamento na modalidade de START MANUAL.
5

Capítulo 6. Regulação e preparação da máquina PT
6.2.3. Lista e explicação das variáveis configuradas (programa AUTOMATICO)
Para visualizar as variáveis no programa, seguir o procedimento descrito abaixo.
Nota: O símbolo do “cadeado” indica que o programa é protegido por uma senha.
O procedimento abaixo descrito permite digitar a senha e aceder à visualização
das variáveis.
A senha è exigida só a primeira vez.
Pressionar a tecla com o nome
do programa indicado.
Pressionar a tecla Name .
Se o “Nome” for composto de letras,
inserir as letras e pressionar a tecla
Enter.
Se o “Nome” for composto de letras e números
(o só de números), pressionar a tecla 123.
Inserir do mesmo modo a “Password” (senha).
Inserir os números que
compõem o nome e pressionar
a tecla Enter.
Quando forem inseridos o “Nome” e a
“Password” pressionar uma após a
outra as 2 teclas que permitem o
acesso à visualização das páginas de
vídeo
Pressionar novamente a tecla
com indicado o nome do
programa.
Nota: o símbolo do cadeado
desaparece.
Nesta altura aparece a primeira página relativa aos parâmetros do programa e pressionando a tecla >> enumeram-se
todas as páginas de vídeo (ver lista na próxima página).
FILME DIANT. [m]: Regula a quantidade de filme que se quer deixar na frente do
pacote. Valores: 0 ÷ 300.
FILME POSTERIOR [m]: Regula a quantidade de filme que se quer deixar atrás do
pacote. Valores: 0 ÷ 900.
ALTURA PRODUTO [m]: Regula a abertura do triângulo. Valores: 0 ÷ 240.
59

0
Capítulo 6. Regulação e preparação da máquina PT
VELOCIDADE TAPETES [%]: Regula a velocidade dos tapetes transportadores de
6m/min. a 30m/min. Valores: 20 ÷ 100.
TEMPO SOLDADURA [s]: Regula o tempo de soldadura da barra lateral e frontal.
Valores: 0 ÷ 3.
TEMPERATURA LATERAL [C]: Regula a temperatura da barra soldadora lateral
(longa). Valores: 0 ÷ 240.
TEMPERATURA FRONTAL [C]: Regula a temperatura da barra soldadora frontal
(curta). Valores: 0 ÷ 240.
COMPRIMENTO FIXO: Quando definida em OFF a soldadura do filme ocorre no momento em que
a fotocélula detecta o fim do produto. Aconselhada para produtos com forma regular. Se definida
em ON a função desativa a leitura do fim do produto mediante fotocélula. Nesse caso, a soldadura
ocorre definindo a variável “COMPRIMENTO PRODUTO”. Valores: ON / OF.
COMPRIMENTO PRODUTO [mm]: Pode ser definida somente se a a função “COMPRIMENTO
FIXO” estiver em ON. A função permite definir o comprimento do produto e a consequente
soldadura do filme. Valores: 1 ÷ 600.
INVERSÃO TAPETE [ms]: Pode ser definida somente se a a função “COMPRIMENTO FIXO”
estiver em ON.. Regula a distância entre os produtos. Depois da passagem dos tapetes, O tapete
de entrada inverte a marcha e retorna com o produto percorrendo a distância configurada.
Valores: 0 ÷ 500.
DISTENSÃO FILME [mm]: Regula de quantos metros retroceder o filme e o produto antes de
efectuar a soldadura (aconselhável para produtos com altura maior de 200mm). Valores: 0 ÷ 250.
ESCOLHA FOTOCÉLULA: a função permite a escolha da fotocélula de leitura do
pacote. Valores: ORIZ / VERT.
ATRASO DESBOBINADOR [s]: a função permite diminuir a tensão do filme sobre os
triângulos, retardando a partida do desbobinador (aconselhável no caso de produtos de
até 100mm. de altura). Valores: 0 ÷ 1.
ATRASO ENROLADOR [s]: a função permite diminuir a tensão do filme sobre os
rolinhos desenrolador, retardando a parada do enrolador. Valores: 0 ÷ 1.
FILTRO FOTOCÉLULA [s]: Regula por quanto tempo a fotocélula deve ignorar uma
falta de sinal (aconselhável com produtos de forma irregular). Valores: 0 ÷ 1.
ALTURA SOLDADURA [m]: Regula a posição de soldadura em relação ao tapete.
Para embalar produtos padrão, configurar a soldadura na metade da altura do produto.
Valores: 0 ÷ 120.
Nota: esta variável pode ser definida somente no modelo “Pratika 56CS”.
STOP TAPETE SOLDADURA: a função permite manter o tapete de carregamento
parado durante a soldadura para facilitar a composição da embalagem.
Valores: ON / OF.
APROXIMAÇÃO TAPETES: a função activa o sistema de aproximação dos tapetes na
zona de soldadura para a passagem de peças pequenas. Valores: ON / OF.
FOTOCÉLULA TAPETE CARREGAMENTO: quando está em ON, a máquina no ciclo
automático START não coloca em funcionamento o tapete de entrada, e o activa só
quando a Fotocélula do tapete de carregamento se activa. (OPCIONAL).
PERFURADOR: a função activa o perfurador pneumático. Valores: ON / OF.
(OPCIONAL).
Nota: estas 2 variáveis só podem estar em ON se forem habilitadas no OPCIONAL.
LEITURA MARCAS: a função habilita a leitura da uma fotocélula própria (OPCIONAL)
para a leitura de marcas nos filmes opaco ou colorido.
PEDAL: a função permite o funcionamento do tapete de carregamento com comando
por pedal, e a parada desse após descarregar o produto, para favorecer a composição
da embalagem de peças múltiplas. Valores: ON / OF. (OPCIONAL).
Nota: estas 2 variáveis só podem estar em ON se forem habilitadas no OPCIONAL.
Nota: para as explicações das variáveis configuráveis no programa MANUALE, se referencie nas mesmas do programa
AUTOMATICO.
6

Capítulo 6. Regulação e preparação da máquina PT
6.2.3.1. Esquema resumido das variáveis configuráveis (programa AUTOMATICO e MANUAL)
Esta variável pode ser
definida somente no
modelo “Pratika 56CS”.
61

Capítulo 6. Regulação e preparação da máquina PT
6.2.3.2. Definição variável do programa
PRDS : volta à página
DIRECTORY/PROGRAMAS.
PRINC. : volta à página principal.
Para modificar os valores definidos no programa AUTOMATICO siga o procedimento descrito abaixo.
<< e >> : relacionam as variáveis
do programa.
Indica o valor mínimo de definição da
variável.
Indica o valor máximo de definição
da variável.
Pressionar o valor numérico
(es. 123).
Inserir o novo valor e pressionar a
tecla ENTER .
A tecla DADOS permite visualizar
todas as telas relativas aos
Pressionar a tecla PRDS .
Nota: no programa MANUAL a modificação dos valores definidos se activa sem o procedimento de salvamento.
Nota: Para restabelecer a proteção dos programas através da senha, seguir o procedimento apresentado abaixo.
Pressionar a tecla SALVA para
memorizar as modificações.
parâmetros do programa.
A partir da página inicial, pressionar
a tecla SETUP .
Pressionar a tecla LOGOUT .
62
Exibe-se novamente o símbolo
do “cadeado” que indica a
proteção através de senha.

Capítulo 6. Regulação e preparação da máquina PT
6.2.4. Criação de um novo programa
O painel de controlo permite a memorização de diversos tipos de programa automáticos de acordo com as exigências do
usuário.
Para criar um novo programa, executar o procedimento descrito abaixo.
Pressionar a tecla PROG .
Pressionar a tecla SALVA . A esta altura, enumerar as variáveis do novo programa e configurar os valores desejados.
Para confirmá-los pressionar novamente a tecla SALVA .
Pressionar a tecla
PROGRAMA AUTOMATICO .
Para renomear o novo programa recém salvo, pressionar o texto (PROGRAMA
2) e digite o novo nome.
Pressionar a tecla Enter e depois a tecla SALVA .
Seleccione e carregue o programa a
ser utilizado para copiar os dados no
novo programa.
Pressionar a tecla NOVA .
6.2.5. Eliminação de um programa
Para eliminar um programa já memorizado basta carregar o programa (es. PROGRAMA 2) e executar o procedimento
descrito abaixo.
Pressionar a tecla APAGA .
Pressionar a tecla „SIM“. O programa foi eliminado.
63

Capítulo 6. Regulação e preparação da máquina PT
6.2.6. Contador parcial e contador lote
As funções CONTADOR PARCIAL e CONTADOR LOTE são activas somente em ESTADO: Automático.
CONTADOR PARCIAL: o número no touch screen indica quantos produtos foram confeccionados desde o
acendimento da máquina.
CONTADOR LOTE: Esta função permite definir o número de produtos a serem confeccionados. Uma vez atingido
o número, a máquina para.
O número no touch screen indica quantos produtos a máquina confeccionou desde que foi
definido o lote a ser confeccionado.
Para definir o lote a ser confeccionado, observar o procedimento abaixo descrito.
Pressionar a tecla CONT. LOTE .
Pressionar a tecla PRINC. .
Uma vez embalados o número de peças configurado, a máquina activa o alarme “A025: NUMERO LOTE ALCANÇADO”.
Para normalizar o alarme ver o item 6.3.
Pressionar o texto.
Inserir o número de produtos (lote) a
serem embalados.
Pressionar a tecla “Enter”.
Nota: quando a função do número de
produtos a embalar está activa,
a tecla CONT. PARC. muda para
CONT. LOTE .
6.2.7. Escolha do idioma
Para escolher o idioma de visualização do ecrã, seguir o procedimento descrito abaixo.
Pressionar a tecla SETUP .
Pressionar a tecla LINGUAS .
64
Pressionar a tecla correspondente
Ao idioma desejado.

5
Capítulo 6. Regulação e preparação da máquina PT
6.3. Alarmes
A máquina prevê uma série de ALARMES necessários para monitorar as situações de perigo e de mau funcionamento.
Toda vez que verifica um ALARME, a máquina pára e aparece a descrição do alarme no visor.
A lista dos Alarmes é a seguinte:
A001: EMEGÊNCIA ATIVA
A002: ABRIGOS ABERTOS
A003: BYPASS SEGURANÇA ABRIGOS
A004: TÉRMICOS TAPETES
A005: PRESSÓSTATO AR
A006: BARRA DE SOLDADURA: PRESENÇA OBSTÁCULO
A007: BARRA DE SOLDADURA: TIMEOUT MOVIMENTO
A010: TAPETES NÃO DISTANCIADOS
A011: ENROLADOR CHEIO
A012: DESENROLADOR: BOBINA EM ESGOTAMENTO
A013: DESENROLADOR: FILMEE ESGOTADO
A014: ENROLADOR: ROMPIMENTO FILMEE
A015: TAPETES FORA: FALTA AUTORIZAÇÃO DA LINHA
A016: TAPETES DENTRO: FALTA AUTORIZAÇÃO A LINHA
A017: DESENROLADOR: TIME OUT
A020: ERRO INVERTER
A021: HOMING TIME OUT
A022: MANUTENÇÃO EM CURSO
A023: TAPETE CARGA VAZIO
A024: MÁQUINA EM AQUECIMENTO (se desactiva quando a máquina atinge a temperatura configurada)
A025: NUMERO LOTE ALCANÇADO
A027: FOTOCÉLULAS: TIME OUT
A030: TAPETE DENTRO: ERRO POSICIONAMENTO
A031: TAPETE FORA: ERRO POSICIONAMENTO
A032: ARRASTAMENTO FILME: ERRO POSICIONAMENTO
A033: CENTER S: LIMITADOR DE CURSO ALTO ALTURA PRODUTO MUITO ALTO
A034: DESBOBINADOR FORA DE POSIÇÃO
A035: HOMING NÃO POSSÍVEL: PARAGEM MANUAL MÁQUINA
A036: MANUTENÇÃO: ACCIONAR A CONTRABARRA ALTA
O procedimento para a normalização dos Alarmes é o seguinte:
Visualização do alarme
Remover a causa do alarme.
Pressionar a tecla ALM .
Aparece a página com o alarme em questão.
Pressionar a tecla RESET e depois a tecla
PRINC. .
Nota: só no caso do alarme “A002: ABRIGOS ABERTOS” vê-se o botão RESET (S1) lampejar.
O procedimento para a normalização deste alarme é o seguinte:
Fechar o abrigo.
Pressionar o botão RESET (S1).
A máquina é dotada de um “BOTÃO DE EMERGÊNCIA” (S0), que se for pressionado interrompe o
ciclo de trabalho instantaneamente.
O procedimento para a normalização deste alarme é o seguinte:
Remover a causa do alarme.
Destravar o “BOTÃO DE EMEGÊNCIA” (S0) rodando-o para a direita.
Pressionar o botão RESET (S1).
6

6
Capítulo 6. Regulação e preparação da máquina PT
6.4. Inserção do filme
Para inserir o filme é necessário colocar a máquina na modalidade “START Manual”.
Colocar o interruptor “EXCLUSÃO SEGURANÇA” (S2) em ON e abrir os abrigos
anterior e posterior.
FASE 1
FASE 2
Para facilitar o posicionamento da bobina de filme extrair o
carrinho (C) de suporte da bobina (para fazer isto abaixar a
manípulo M1 e puxar o carrinho).
Posicionar a bobina do filme nos rolos (R1) e (R2).
O lado aberto da película deve encontrar-se sempre no local
indicado pela seta.
(Nota: o sentido de desenrolamento das bobinas deve ser
especificado ao fazer o pedido do filme).
Inserir o filme seguindo o esquema apresentado pela figura.
Para facilitar a inserção do filme, pressionar o botão que se
encontra à direita da bobina.
Mantendo pressionado o botão, se acciona o rolo motorizado
no qual se apoia a bobina, liberando a quantidade de filme
necessária.
Inserir as duas abas do filme uma sobre e a outra sob o
triângulo guia superior (Ts).
Segurar as duas extremidades do filme e desenrolar cerca de
1 metro.
Segurar o lado inferior do filme correspondente ao
lado posterior do triângulo de inversão e fazer com
que ele passe por baixo ao triângulo inferior (Ti) de
fora para dentro e acima do tapete de alimentação
(N1).
6

7
Capítulo 6. Regulação e preparação da máquina PT
FASE 3
FASE 4
Fazer com que o lado superior do filme passe por cima
do triângulo superior (Ts).
FASE 5
Deslocar a parte final do filme (#) que entrará nos
triângulos para a esquerda, paralelamente ao tapete de
alimentação (N1) fazer com que o filme passe sob e
acima do tapete de alimentação, alinhando as suas
bordas imediatamente após o próprio tapete.
Fazer com que o filme passe entre os dois rolos (R3) e entre as duas rodas (R4) do arrastador.
Efetuar, nesse ponto, alguns ciclos de soldadura pressionando a tecla SOLD. , a fim de realizar uma tira de filme
suficiente para completar a inserção segundo o diagrama representado . Para poder soldar é necessário fechar os
anteparos dianteiro (C1) e traseiro (C2).
Para concluir, prender o filme no perno presente na flange traseira (F).
6

8
Capítulo 6. Regulação e preparação da máquina PT
FASE 6
Para executar esta fase é importante ater-se aos parâmetros indicados na página de programação indicada abaixo.
Indica o número de microfuradores (MF) a se posicionar sobre a máquina.
Indica a posição da bobina do filme (X1).
Indica a posição do rolo de reenvio (R5).
Com base no que está indicado na página:
Inserir o Número de microfuradores (MF).
Posicionar a bobina do filme. Ver a escala milimetrada (X1).
Posicionar o rolo de reenvio(R5). Ver a escala milimetrada (X2).
Nota: aconselha-se digitar, para cada programa salvado, os 3
parâmetros acima indicados, para tê-los sempre à
disposição ao carregar qualquer programa.
Deste modo, para cada programa será possível posicionar
os microfuradores, a bobina do filme e o rolo de reenvio
na tela.
FASE 7
Regular então as hastes de posicionamento (B) a partir das manípulos (M3) de maneira a travar a bobina, deixando 5
m de espaço entre as hastes e a bobina.
Nota: O posicionamento da bobina está correcto quando (estando atrás da máquina) o lado esquerdo do filme se
encontra a uma distância A igual à metade da distância H (abertura dos triângulos).
6

Capítulo 6. Regulação e preparação da máquina PT
6.5. Regulações
6.5.1. Regulações do tapete de entrada
Em função da largura (L) do produto a ser embalado,
regular a posição do tapete de entrada (N1) a partir do
seu manípulo (M1).
Soltar o manípulo (M1) e ajustar a posição do tapete, de
modo que o produto tenha um mínimo de folga entre a
haste de guia (cerca de 20mm) e o ombro posterior do
tapete (cerca de 10mm).
6.5.2. Regulações das fotocélulas
A máquina é predisposta para o posicionamento da
fotocélula para leitura vertical (B11) indicada para os
produtos particularmente baixos, e da fotocélula
horizontal (B10), indicada para os produtos
particularmente estreitos.
É possível, além disso, regular a distância da fotocélula
da barra soldadora no intuito de optimizar a entrada dos
produtos.
6.5.3. Regulações da haste de levantamento
do filme
A haste (A) serve para manter correctamente suspenso o
filme, durante o a entrada do produto.
Afrouxar o manípulo (M2) e deslocar a haste para a
esquerda (sx) para embalar produtos pequenos.
Deslocar a haste para a direita (dx) para embalar
produtos grandes.
69

0
Capítulo 6. Regulação e preparação da máquina PT
6.5.4. Regulação da pequena haste de abertura do filme
A pequena haste (A1) permite separar as 2 abas da bobina do
filme.
Posicionar a pequena haste dentro das 2 abas do filme, de modo
que a sua extremidade fique 1cm mais atrás em relação à dobra
do filme.
Nota: ver capítulo 6.4: FASE 1
6.6. Embalagem
Depois da terem sido feitas todas as regulações, a máquina está
pronta para fazer embalagens.
Com a máquina em estado de “STOP Automático”, pressionar o
botão START.
Os tapetes começarão a funcionar, e será possível posicionar os
produtos no tapete de entrada.
Com a passagem do produto no tapete de saída, o chassi
soldador desce para realizar a soldagem do filme.
O produto confeccionado avança rumo à esteira de rolos ou
dentro do túnel para a retração do filme.
7

Capitolo 7. Manutenção ordinária PT
7.1. Precauções e colocar em ESTADO de manutenção
ATENÇÃO!
A manutenção deve ser confiada exclusivamente ao pessoal especializado e que conhece a
máquina.
É proibido fazer intervenções de manutenção, lubrificação ou reparo quando a máquina estiver em
movimento e/ou sob tensão.
É proibido efectuar intervenções em órgãos em movimento.
Após cada intervenção remontar os abrigos removidos, repristinando assim o estado inicial da
máquina.
Estar cientes de todas as normas de segurança relacionadas neste manual e daquelas estabelecidas
pelas leis vigentes do país onde ocorre a instalação.
PREPARAÇÃO da MANUTENÇÃO
O procedimento deve ser feito antes de cada operação de manutenção ordinária, limpeza e manutenção extraordinária;
prevê o isolamento da máquina de todas as fontes de energia e se desenvolve desta maneira:
pressionar a tecla STOP (14) (se a máquina está em movimento)
desligar a máquina colocando o interruptor geral (Q1) na posição “0” (OF)
desligar a tomada.
7.2. Tabela de manutenção ordinária
7.2.1. Plano de manutenção ordinária
Este tipo de máquina requer intervenções de manutenção reduzidas, todavia deve-se ater ao Plano de
Manutenção.
FREQUÊNCIA COMPONENTE TIPO de OPERAÇÃO
Todos os dias Máquina Remover eventuais resíduos deixados por produtos processados
que poderiam prejudicar o funcionamento correcto da máquina.
Todos os dias Lâmina Limpar a superfície que entra em contacto com o filme utilizando
pedaços de pano ou papel.
Não utilizar objectos que possam danificar a superfície.
A cada 12
meses
A cada 12
meses
A cada 3
meses
ADVERTÊNCIA!!
Os redutores são lubrificados com um óleo sintético denominado “longa vida”, por isso não necessitam de
lubrificação.
7.2.2. Plano de manutenção dos dispositivos de segurança
Exige-se o controlo periódico dos “DISPOSITIVOS DE SEGURANÇA” referidos na tabela.
FREQUÊNCIA COMPONENTE TIPO de OPERAÇÃO
Cada
mês
Cada
Mês
Cada
mês
Registo do controlo
Cada controlo do dispositivos de segurança deve ser registado, indicando os dados do controlo efectuado:
data da verificação, testador, êxito.
Sinalização de avaria
No caso de ser detectada alguma avaria, contatar o Serviço Assistência do Fornecedor para a intervenção de
repristinação.
Suportes Efectue a lubrificação com gordura tipo NLGI 2.
Acoplamentos entre
Controle a presença de gordura lubrificante.
engrenagens
Lâmina e barras de
contraste
Abrigos
anterior e posterior
Controlar o estado de desgaste do teflon adesivo e do disco de
silicone.
Abertura do abrigo anterior e posterior, tanto em estado de
funcionamento manual quanto automático)
Verificar as consequências:
alarme luminoso e acústico, bloqueio da máquina.
Protecções
da barra soldadora
Deslocação das protecções colocadas em volta da barra
soldadora em correspondência dos quatro sensores (em
estado de funcionamento manual)
Verificar as consequências:
alarme luminoso e acústico, bloqueio da máquina.
Botão
de emergência
Accionamento do botão de emergência (tanto em estado de
funcionamento manual quanto automático)
Verificar as consequências:
alarme luminoso e acústico, bloqueio da máquina.
71

Capitolo 7. Manutenção ordinária PT
7.3. Substituição do cabo de alimentação
ATENÇÃO!
Se o cabo de alimentação for danificado, este deve ser substituído pelo fabricante ou pelo serviço de
assistência técnica, ou de qualquer forma por uma pessoa com qualificação similar, de modo a prevenir
qualquer risco.
7.4. Desmontagem, demolição e sucateamento resíduos
ATENÇÃO!
As operações de desmontagem e demolição sempre devem ser confiadas a pessoal especializado em
tais actividades e dotado das competências mecânicas e eléctricas necessárias para trabalhar em
Proceder no seguinte modo:
Desligar a máquina da rede de alimentação eléctrica
Desmontar os componentes.
Cada parte deve ser tratada, despejada ou reciclada com base na classificação e nos procedimentos previstos
pela legislação vigente no país de instalação.
condições de segurança.
O símbolo indica que este produto não deve ser tratado como refugo doméstico.
Certificando-se que o produto seja correctamente eliminado, facilitar-se-á a prevenção de potenciais
consequências negativas para o ambiente e a saúde do ser humano que, de outro modo, poderiam ser
causadas por um tratamento inadequado do despejo deste produto. Para maiores informações a respeito
da reciclagem deste produto, contactar o vendedor do produto ou, em alternativa, o serviço de pós-venda
ou o serviço de tratamento de lixo local.
Capítulo 8. Garantia PT
8.1. Certificado de garantia
A Garantia tem validade de 12 meses a partir da data de instalação nas condições indicadas no livrete de instruções.
Preencher todos os espaços no verso do postal, cortar ao longo da linha e enviar pelo correio.
8.2. Condições de garantia
A garantia é válida por 12 meses e decorre da data de instalação da máquina. A garantia consiste na substituição ou
reparação gratuita de todas as partes por nós detectadas como defeituosas por anomalias de materiais. As reparações
ou substituições ocorrem normalmente junto à casa fabricante debitando-se ao comprador das despesas de transporte e
mão-de-obra. Caso as reparações ou substituições sejam executadas junto à sede do comparador este deverá pagar as
despesas de viagem, estadia e mão-de-obra. Os serviços de garantia são executados exclusivamente a cargo da casa
fabricante ou pelo revendedor autorizado. Para ter direito a serviços de garantia enviar a peça defeituosa para a casa
fabricante ou revendedor autorizado, para que seja efectuada a reparação ou substituição. A devolução de tal peça
reparada ou substituída está incluída no adimplemento das operações de garantia. A garantia é anulada:
Quando o CERTIFICADO DE GARANTIA não for enviado devidamente preenchido e assinado até 20 dias da
compra por meio postal
Pela errada instalação, inadequada alimentação, negligência de uso e violação por parte de pessoas não
autorizadas
Por modificações efectuadas na máquina sem o consenso por escrito do fabricante
Caso a máquina não seja mais de propriedade do primeiro comprador.
A casa fabricante declina, de acordo com a lei, qualquer responsabilidade por danos a pessoas ou coisas caso
seja efectuada uma errada instalação ou conexão à rede de alimentação eléctrica ou exclusão do aterramento
ou em caso de violações da própria máquina. A casa fabricante se reserva o direito de efectuar modificações de
acordo com necessidades técnicas e de funcionamento.
PARA QUALQUER CONTROVÉRSIA LEGAL
ELEGE-SE O FORO DE BERGAMO (ITÁLIA).
72

PŘEKLAD
ORIGINÁLNÍCH POKYNŮ
Obsah CS
Kapitola 1. Úvod Pagina
1.1. Úvodní slovo 74
1.2. Činnost balicího stroje 74
1.3. Technické údaje stroje 75
Kapitola 2. Charakteristiky fólie
2.1. Použitelná fólie 76
2.2. Výpočet šíře A 76
Kapitola 3. Omezení a podmínky použití stroje
3.1. Maximální rozměry konfekce 76
3.2. Co je možné balit 76
3.3. Co se nesmí balit 76
Kapitola 4. Bezpečnostní normy
4.1. Bezpečnost při použití a údržbě 77
4.2. Osobní ochranné prostředky 77
4.3. Ochranné kryty 77
4.4. Zbytková rizika 78
Kapitola 5. Instalace stroje
5.1. Doprava a umístění 78
5.2. Podmínky prostředí 79
5.3. Umístění s tunelem (kde se předpokládá) 79
5.4. Umístění bez tunelu 79
5.5. Elektrické připojení 79
5.6. Pneumatické připojení 80
Kapitola 6. Regulace a příprava stroje
6.1. Řídící panel 80
6.2. Spuštění 81
6.2.1. Volba programu 81
6.2.2. Modalita použití stroje: AUTOMATICKÁ a MANUÁLNÍ 82
6.2.2.1. AUTOMATICKÁ modalita 82
6.2.2.2. MANUÁLNÍ modalita 82
6.2.3. Seznam a vysvětlení nastavitelných proměnných (AUTOMATICKÝ program ) 83
6.2.3.1. Souhrnné schéma nastavitelných proměnných (AUT. a MAN.programu) 85
6.2.3.2. Nastavení proměnné v programu 86
6.2.4. Vytvoření nového programu 87
6.2.5. Vymazání programu 87
6.2.6. Počítadlo parciálního množství a počítadlo partie 88
6.2.7. Volba jazyka 88
6.3. Alarmy
6.4. Vložení fólie 90
6.5. Regulace 93
6.5.1. Regulace vstupního pásu 93
6.5.2. Regulace fotobuněk 93
6.5.3. Regulace nadzdvihovací tyčky fólie 93
6.5.4. Regulace tyčky pro otevření fólie 94
6.6. Balení 94
Kapitola 7. Řádná údržba
7.1. Opatření a nastavení stroje do stavu údržby 95
7.2. Tabulka řádné údržby 95
7.2.1. Plán běžné údržby 95
7.2.2. Plán údržby bezpečnostních zařízení 95
7.3. Výměna napájecího kabelu 96
7.4. Demontáž, demolice a likvidace odpadu 96
Kapitola 8. Záruka
8.1. Certifikát záruky 96
8.2. Podmínky záruky 96
ES PROHLÁŠENÍ O SHODĚ
Elektrické schéma (viz.příloha)
Pneumatické schéma (viz.příloha)
89
97
73

Kapitola 1. Úvod CS
1.1. Úvodní slovo
Tento manuál je vyhotovený ve shodě s normou UNI 10893 z července 2000. Manuál je určený všem uživatelům a slouží
pro účely správného použití stroje. Manuál musí být uložený na snadno dosažitelném místě, v blízkosti stroje a všichni
uživatelé musí místo jeho uložení dobře znát. Tento manuál tvoří neoddělitelnou součát stroje ve smyslu bezpečnosti.
Pro lepší pochopení jsou níže vysvětlené použité symboly.
POZOR:
Protiúrazové normy pro operátora. Tento symbol upozorňuje o přítomnosti nebezpečí, která
mohou způsobit poranění osob pracujících na stroji.
Je velmi důležité, aby byly pozorně přečtené všechny části této kapitoly, protože obsahují důležité informace o rizikách,
kterým se operátor vystavuje v případě chybného použití stroje. Tyto základní normy musí být doplněné specifickými
normami platnými v zemi nainstalování stroje.
Nepoužívat stroj pro jiné účely než ty indikované v kupní smlouvě.
Nedovolit neautorizovanému personálu opravovat stroj či provádět jakýkoliv zásah na něm.
Každý operátor musí dobře znát upozornění, které se ho týkají a musí být vždy informován o rizikách spojených s
Rukávy pracovního oděvu musí být těsně uchycené u zápěstí a bezpečně zapnuté knoflíky.
Používat prostředky osobní ochrany jako jsou rukavice, pevná obuv atd., tak jak je předepsáno v protiúrazových
Udržovat pracovní prostory a okolí stroje tak, aby nebyly přítomné překážky. Pracovní místo musí být čisté a dobře
Eliminovat jakékoliv nebezpečné stavy před vlastním použitím stroje a vždy upozornit zodpovědný personál oddělení
Nepoužívat stroj pokud má poruchu.
Je zakázáno svévolně zasahovat a upravovat bezpečnostní zařízení a okruhy.
Je zakázáno pracovat s vypnutými bezpečnostními pojistkami či s odmontovanými pevnými ochrannými kryty.
Je zakázáno nechat bez dozoru stroj s odmontovanými nebo nesprávně namontovanými pevnými ochrannými kryty.
Je zakázáno vykonávat změny na stroji bez povolení výrobce.
Elektrická skříň musí být během činnosti stroje vždy zavřená.
Klíč k otevření elektrické skříně musí být svěřený odbornému a autorizovanému personálu.
Výrobce se zříká jakékoliv zodpovědnosti za škody na osobách a věcech způsobených nedodržením bezpečnostních
1.2. Činnost balicího stroje
Balicí stroj “Pratika 56” je vyprojektovaný pro balení volných kusů nebo skupinek výrobků (potraviny, domácí potřeby,
hračky atd.) za použití teplem smrštitelné jednoúčelové fólie.
Stroj může být plněný ručně nebo může pracovat v lince s jinými stroji.
Pokud je plnění stroje svěřeno pověřenému operátorovi (obsluha), musí být tento oprávněn pro vykonávání daných
operací spojených s pracovním procesem a kromě toho je povinen oznamovat zodpovědnému personálu (technikúdržbář nebo technik pro externí údržbu) zjištění případné anomálie.
Stroj pracuje v “AUTOMATICKÉM” režimu.
Stroj je řízený kontrolní logickou jednotkou přítomnou na řídícím PLC.
Díky vysoké adaptabilitě je možné zpracovávat širokou škálu výrobků rozličného tvaru i rozměrů.
Kromě toho je možné vykonnávat řadu operací s použitím tlačítek pro “MANUÁLNÍ” režim, určený pro kontrolu správného
nastavení údajů a k provádění zkoušek funkčnosti (nastavení, tárování atd.).
Pohyb balíků probíhá prostřednictvím dopravních pásů nacházejících se uvnitř rámu stroje.
Stroj je vybavený zařízením, které rekuperuje zbylou fólii tak, aby se do pracovního místa operátora neodhazovaly zbytky
fólie, které by mohly zapříčinit situaci nebezpečí.
POZOR:
Horké části stroje. Indikuje nebezpečí popálenin s rizikem úrazu, i závažného, pro vystavenou
osobu.
UPOZORNĚNÍ:
Indikuje možnost způsobení škody na stroji a/nebo na jeho komponentech.
prací, kterou vykonává.
normách.
osvětlené.
na jakoukoliv závadu v činnosti stroje.
norem.
POZOR!
Stroj NENÍ realizovaný s protivýbušným vybavením, nýbrž je realizovaný ve standardním vybavení, je tedy
přísně zakázáno ho instalovat a používat k provozu v prostorech s nebezpečím deflagrace (výbuchu).
74

5
Kapitola 1. Úvod CS
1.3. Technické údaje stroje
Rozměry obalu stroje
2940 x 1440 x 1870m
Hmotnost obalu stroje
774Kg (Pratika 56)
774Kg (Pratika 56CS)
Hmotnost stroje
724Kg (Pratika 56)
724Kg (Pratika 56CS)
Pneumatické napájení
120 l/min
Maximální produkce
2400 konfekcí/hod
I = Elektrické připojení
P = Pneumatické připojení
C = „Náhradní“ spoj pro připojení
7

Kapitola 2. Charakteristiky fólie CS
2.1. Použitelná fólie
Stroj může pracovat se všemi typy tepelně smrštitelných i ostatních fólií, s tloušťkou
od 15 do 50 mikronů, technického i potravinářského typu. Pro dosažení co
nejlepších výsledků je doporučeno použití fólií, které jsou v prodeji u nás.
Speciální charakteristiky našich fólií (i s personalizovanými obrázky a nápisy, které si
může zákazník objednat) dávají záruku spolehlivosti z hlediska dodržení platných
norem a zaručují vynikající fungování našich strojů.
Je dopuručeno konzultovat technické listy a bezpečnostní listy
používaných fólií a dodržovat požadované předpisy!
A = mm700 MAX
D = mm300 MAX
2.2. Výpočet šíře A
Šíře A = b + c + 100mm
Šíře “A” je šířka, kterou musí mít cívka s fólií, aby se mohl balit výrobek.
Kapitola 3. Omezení a podmínky použití stroje CS
3.1. Maximální rozměry konfekce
a = 600mm b = 400mm c = 240mm
Poznámka: rozměry uvedené v tabulce představují max.hodnotu jednoho
samostatného rozměru.
Pro maximální rozměr jedné konfekce (b x c) je nutné konzultovat kapitolu 2.2., kde
je vidět, že součet (b + c) odpovídá šířce cívky s fólií mínus 100 mm.
3.2. Co je možné balit
Tyto stroje jsou schopny balit širokou škálu různých výrobků; s úspěchem jsou používány v následujících odvětvích:
potravinářství,obchod, grafika a mailing, velkoobchodní zásobování, textilní průmysl.
3.3. Co se nesmí balit
Je přísně zakázáno balit následující typy výrobků, aby se zabránilo nenapravitelnému poškození stroje a aby nedošlo k
riziku pracovního úrazu oprerátora:
Mokré a nestabilní výrobky
Kapaliny jakéhokoliv typu a koncentrace v křehkých nádobách
Zápalné a výbušné materiály
Veškeré nádoby pod tlakem
Rozpuštěné a těkavé prášky
Případně ty nepředpokládané materiály a výrobky, které by mohly být nebezpečné pro uživatele a které
by mohly způsobit škody na stroji.
76

7
Kapitola 4. Bezpečnostní normy CS
4.1. Bezpečnost při použití a údržbě
NEDOVOLIT POUŽITÍ STROJE NEZKUŠENÝM PERSONÁLEM!
POZOR!
Při činnosti stroje je zakázáno kouřit!
JE ZAKÁZÁNO vykonávat jakékoliv operace údržby a/nebo regulace během činnosti stroje. Demontáž
ochranných krytů musí být svěřená výhradně technikům údržby stroje, kteří byli za tímto účelem pověřeni a
zaškoleni.
JE ZAKÁZÁNO uvést stroj do provozu bez toho, že byly předtím obnovené ochrany.
Před uvedením do provozu zkontrolovat správnou polohu ochranných krytů, které byly předtím sejmuté.
JE ZAKÁZÁNO pracovat pokud nebylo přerušeno napětí proudu.
Před pracemi uvnitř elektrické skříně je nutné odebrat napětí z vypínače, který napájí skříň.
V případě, že se operátor vzdálí od stroje, vypnout stroj a nastavit generální vypínač do polohy “0”
(OFF)!
4.2. Osobní ochranné prostředky
Používejte bezpečnostní obuv odolnou proti nárazu, drcení a kompresi nohy během přepravy a manipulace
se strojem.
Používejte rukavice pro ochranu před nebezpečím rozdrcení a mechanickými riziky při dopravě a
manipulaci se strojem.
Používejte rukavice na ochranu proti riziku během operací výměny svářecích čepelí.
Používejte ochranné rukavice v závislosti od typu rizika obalových materiálů (mechanické, chemické, ...),
které snesou teploty kontaktu při svařování a / nebo se svařovací čepelí (až do 200 ° C).
Používejte ochranné rukavice pro styk s potravinami v případě balení potravin.
4.3. Ochranné kryty
Stroj je vybaven předním ochranným krytem (C1) a zadním ochranným krytem (C2); v případě jejich otevření dojde k
zastavení stroje.
Pro obnovení provozu stroje postupujte podle pokynů uvedených v odstavci 6.3 (viz poznámka pro alarm“A002:
OTEVŘENÉ OCHRANNÉ KRYTY”).
7

8
Kapitola 4. Bezpečnostní normy CS
4.4. Zbytková rizika
Stroj není zdrojem příliš vysokého rizikového nebezpečí, ale přesto je nutné dodržovat následující zákazy a upozornění.
Nebezpečí zachycení a vlečení!
Nebezpečí způsobené prvky v pohybu (dopravní pásy, motorizované válce), se kterými je možné přijít do
styku během fáze výroby.
Nebezpečí popálenin!
Riziko způsobené zahřátím nožů při svařování fólie. Před vykonáním jakékoliv operace v rizikových místech
je nutné nastavit stroj do “stavu vykonání údržby” a počkat až se ochladí svařovací tyče.
Nevykonávat žádnou operaci bez ochranných rukavic a ochranného pláště.
Nebezpečí zasažení elektrickým proudem!
Riziko způsobené přítomností elektrické energie uvnitř elektrické skříně (na svorkovnici hlavního vypínače a
na svorkách na vstupu vypínače pro zablokování dveří).
Pozor!
Kola by měly být používány pouze pro "krátké" přemísťování na hladké a vodorovné podlaze.
Kapitola 5. Instalace stroje CS
5.1. Doprava a umístění
Během dopravy a při umisťování stroje je třeba postupovat s maximální opatrností!
Před každým přemísťováním se ujistěte, že zvedací zařízení je vhodné zvednout náklad, určen k
přemístění!
Nůžkami přestříhnout pásku a odejmout karton, přičemž je nutné chránit oči ochrannými brýlemi. Vyjmout šrouby a
případně i podložky, kterými byl stroj připevněný k paletě.
Zvednout stroj z palety pomocí zvedacího vozíku s vidlicemi a položit jej na podlahu.
Pro zvedání stroje napolohovat vidlice zvedacího vozíku v blízkosti bodu označeného specifickou
nálepkou nacházející se na stroji.
Vybalit sirénu (AS) a přichytit jí na držák (S).
7

Kapitola 5. Instalace stroje CS
p
5.2. Podmínky prostředí
Umístit stroj a zkontrolovat, jestli je ve vodorovné poloze vzhledem k podlaze a jestli se nachází ve vhodném,
suchém prostředí bez přítomnosti vznětlivých materiálů, plynu či výbušnin. Stroj může být nainstalován pouze na
hladkém, rovném a nehořlavém povrchu.
Ponechat volný prostor kolem stroje alespoň 1metr.
Jakmile dojde k dosažení správné polohy, zablokovat stroj pomocí brzy kol. V případě nutnosti účinnějšího
zablokování použít 4 nohy dodané se strojem.
Povolené podmínky prostředí, ve kterém může být umístěný stroj:
Teplota od+ 5°C do + 40°C
Relativní vlhkost od 30% do 90% bez kondenzace.
Osvětlení pracovního prostoru stroje musí odpovídat platným normám země nainstalování stroje; musí být každopádně
rovnoměrné a poskytovat dobrou viditelnost, potřebnou pro zachování bezpečnosti a zdraví operátora.
STUPEŇ OCHRANY STROJE = IP20
HLUK VYVOZENÝ STROJEM PROUDĚNÍM VZDUCHU JE NIŽŠÍ NEŽ 70 dB(A)
5.3. Umístění s tunelem (kde se předpokládá)
Po umístění “Pratika 56”, přibližte “retrakční tunel” tak, aby pás tunelu byl co nejblíže k pásu “Pratika 56”.
Pás tunelu musí být 1 mm vyšší než pás “Pratika 56”, aby se zabránilo pádu balených výrobků.
Chcete-li nastavit výšku "Pratika 56, působte na 4 podpěrné nožky.
Nastavte tunel tak, aby se výrobek na výstupu z “Pratika 56”umístil do středu pásu tunelu
5.4. Umístění bez tunelu
Pokud stroj “Pratika 56” není přiřazen k “retrakčnímu tunelu”,
připojte válečkovou dráhu k přepravnímu pásu na výstupu.
Pokud stroj “Pratika 56” není přiřazen k
retrakčnímu tunelu, připojení válečkové dráhy
je povinné!
5.5. Elektrické připojení
Napětí (V): viz.údaje uvedené na štítku
Frekvence (Hz): viz.údaje uvedené na štítku
Maximální příkon (W): viz.údaje uvedené na štítku
Maximální spotřeba proudu (A): viz.údaje uvedené na štítku
POZNÁMKA: při kontaktování výrobce vždy uvádět model stroje a výrobní číslo stroje
uvedené na štítku, který se nachází v zadní části stroje.
Pokud stroj není vybavený napájecí zástrčkou, použít vhodnou zástrčku, odpovídající
hodnotám napětí a ampérů uvedeným na štítku stroje a v každém případě vyhovující
latným normám země nainstalování stroje.
UZEMNĚNÍ JE POVINNÉ!
Před vykonáním elektrického připojení se ujistěte, že napětí v síti odpovídá voltům
uvedeným na štítku nacházejícím se v zadní části stroje a že uzemnění vyhovuje platným
bezpečnostním normám. V případě pochyb ohledně napětí kontaktujte místní autoritu pro
distribuci elektrické energie.
Vykonat elektrické připojení zasunutím zástrčky na kabelu přicházejícího z elektrické
skříně stroje do elektrické zásuvky hlavního elektrické okruhu.
DODRŽOVAT NORMY PRO BEZPEČNOST PRÁCE!
79

0
Kapitola 5. Instalace stroje CS
5.6. Pneumatické připojení
Proveďte pneumatické připojení vložením potrubí (8x10)
pocházejícího ze zařízení stlačeného vzduchu na spoj,
přítomný na filtrační jednotce.
Otevřte ventil regulátoru tlaku, abyste dosáhli tlak 5 bar.
Kapitola 6. Regulace a příprava stroje CS
6.1. Řídící panel
Stroj je vybavený řídícím panelem, nacházejícím se na konzoli. Na panelu je možné nastavovat všechny funkce
programování a činnosti stroje.
Q1 Generální vypínač.
D Displej. Vizualizuje zvolené funkce a odpovídající údaje nastavení.
S0 Tlačítko “NOUZOVÝ STAV”. Zastaví okamžitě stroj v případě nebezpečí nebo v případě “nastavení stroje pro údržbu”. Pro
odblokování je nutné ho otočit po směru hodinových ručiček.
S1 Tlačíko“RESET”.
Je nutné stisknout při zapnutí stroje.
Obnoví funkci stroje po zásahu tlačítka “NOUZOVÝ STAV” a alarmu A001.
S2 Volič “VYLOUČENÍ BEZPEČNOSTI”.
Je-li umístěn na OFF, povoluje použití stroje pouze se zavřenými ochrannými kryty (AUTOMATICKÝ PROGRAM).
Je-li umístěn na ON, povoluje použití stroje pouze s otevřenými ochrannými kryty. Jde o stav, který je nutný “výhradně” pro
fázi nastavení stroje a fázi vložení a výměny cívky s fólií (pouze s MANUÁLNÍM programem).
E1 Světelná kontrolka ZELENÉ barvy.
Bliká ( (přerušované zelené světlo), když indikuje, že je stroj připravený k použití.
Svítí (nepřerušované zelené světlo) během činnosti stroje.
E2 Světelná kontrolka ČERVENÉ barvy.
Rozsvítí se pokaždé, když zasáhne alarm, současně s akustickým signálem.
8

Kapitola 6. Regulace a příprava stroje CS
6.2. Spuštění
Otočit generální vypínač do polohy 1, a když bliká stisknout tlačítko “RESET” (S1).
Rozsvítí se displej a objeví se obraz s logem “minipack-torre”. Stisknout logo.
Následovně se objeví hlavní okno:
6.2.1. Volba programu
Stroj umožňuje volbu mezi:
AUTOMATICKÝM PROGRAMEM (je možné vložit do paměti nekonečné množství programů)
MANUÁLNÍM PROGRAMEM (je přítomný pouze jeden program).
Pro volbu AUTOMATICKÉHO PROGRAMU musí být stroj ve “STAVU: STOP Automatický ” a vykonat proceduru
popsanou níže. Sekvence nahrání programu v automatickém cyklu je následující:
Při zapnutí stroje uvidíte blikat čísla, které indikují teplotu čelní a boční svařovací
tyče.
Po dosažení teploty nastavené v programu čísla přestanou blikat
.
Dokud se nedosáhne tato teplota, není možné začít pracovní cyklus v
AUTOMATICKÉM režimu. Je možné pracovat pouze v MANUÁLNÍM režimu.
Poznámka: během fáze zahřívání světelné kontrolky: zelená (E1) a červená (E2)
blikají. Po dosažení nastavené teploty bude blikat pouze zelená kontrolka.
Stisknout tlačítko AUTO pro přechod do
“STAVU: STOP Automatický”
Stisknout tlačítko PROG .
V tomto bodě se objeví následující okno:
Stisknutím tlačítka DIRECTORY 1 se zobrazí seznam 3 directory, které jsou k
dispozici (nelze je modifikovat).
Poznámka: vzhledem k tomu, že jsou přítomné 3 directory, je
doporučeno uložit programy do archívu podle typologie produktů,
které se budou obalovat.
Stisknutím této šipky se zobrazí seznam programů uložených uvnitř zvolené
directory.
Zvolit program a stisknout tlačítko NAHRÁT .
Jednotka trojúhelníku a jednotka koleček se napolohují do
pozice dané v nastavení toho programu, který byl
nahraný.
Jakmile se nahraje nový program, objeví se na videu
stránka týkající se počtu mikroděrovačů, které se budou
používat s tímto programem, dále pak napolohování cívky
s fólií a válečku předlohy (viz.kapitola 6.4. FÁZE 6).
Stisknout tlačítko ZAVŘÍT .
Stisknout tlačítko AUTOMATICKÝ ROGRAM .
Stisknout tlačítko MAIN .
Nyní stisknout tlačítko
START pro
AUTOMATICKÝ cyklus.
81

Kapitola 6. Regulace a příprava stroje CS
6.2.2. Modalita použití stroje: AUTOMATICKÁ a MANUÁLNÍ
Stroj může pracovat ve 2 modalitách: AUTOMATICKÉ a MANUÁLNÍ
6.2.2.1. AUTOMATICKÁ modalita
Tento stav použití stroje se vyznačuje provozem stroje kompletně automatickým.
Vyše uvedené okno představuje stav činnosti stroje v modalitě: STOP Automatický.
Poznámka: V tomto stavu je možné nahrát nové programy automatického cyklu a modifikovat proměnné, které tyto
programy obsahují.
Stisknutím tlačítka START se spustí automatický cyklus.
AUTO / MAN : Stisknutím tohoto tlačítka se aktivuje buď MANUÁLNÍ nebo
AUTOMATICKÝ program.
Stisknutím tlačítka STOP se zastaví automatický cyklus.
Výše uvedené okno představuje stav činnosti stroje v modalitě: START Automatický.
6.2.2.2. MANUÁLNÍ modalita
Tento stav použití stroje je nutný pro fázi seřízení stroje a při vkládání a výměně cívky s fólií.
V této fázi je možné otevřít dvířka stroje působením na klíčový volič “VYLOUČENÍ BEZPEČNOSTNÍCH PRVKŮ” (pol.
ON).
Tento stav je vždy signalizuje alarm “A002: OTEVŘENÉ OCHRANNÉ KRYTY”.
Výše uvedené okno představuje stav činnosti stroje v modalitě: STOP Manuální.
Stisknutím tlačítka START se přejde na “STAV: START Manuální” , oprávní
se činnost dopravního pásu, vyhození posledního výrobku a funkce svařování.
AUTO / MAN : Stisknutím tohoto tlačítka se aktivuje buď program
MANUÁLNÍ nebo AUTOMATICKÝ.
Stisknutím tlačítka STOP se přejde na “STAV: STOP Manuální”.
Toto tlačítko, po celou dobu jeho stisknutí, drží v pohybu vstupní dopravní pás,
výstupní pás a vlečení,odvíjení a navíjení fólie.
Stisknutím tlačítka SVAŘ se vykoná kompletní cyklus svařování.
Výše uvedené zobrazení představuje stav činnosti stroje v modalitě: START Manuální.
82

Kapitola 6. Regulace a příprava stroje CS
6.2.3. Seznam a vysvětlení nastavitelných proměnných (AUTOMATICKÝ PROGRAM)
Pro zobrazení proměnných nastavených v programu vykonat níže popsanou proceduru.
Poznámka: Symbol “visacího zámku” označuje, že program je chráněný heslem.
Níže popsaná procedura povoluje vložení hesla a vstup k zobrazení variabilních
hodnot.
Heslo je požadováno pouze při prvním vstupu.
Stisknout tlačítko se jménem
programu.
Stisknout tlačítko Name .
Stejným způsobem vložit “Heslo”.
Pokud je “Jméno” složené pouze z písmen,
vložit písmena a stisknout tlačítko Enter.
Pokud je “Jméno” složené kromě písmen
také z číslic (nebo pouze z číslic), stisknout
tlačítko 123.
Vložit čísla, která tvoří jméno a
stisknout tlačítko Enter.
Po vložení “Jména” a “Hesla” stisknout
v postupně 2 tlačítka, která umožňují
přístup k vizualizaci oken.
Stisknout opětovně tlačítko se
jménem programu.
Poznámka: symbol visacího
zámku zmizí.
Nyní se objeví okno týkající se parametrů programu a stisknout tlačítko >> pro prohlédnutí všech následujících oken
(viz. Seznam na následující stránce).
PŘEDNÍ FÓLIE [mm]: Reguluje délku fólie, která se chce nechat před balíkem.
Hodnoty: 0 ÷ 300.
ZAD. FÓLIE [mm]: Reguluje délku fólie, která se chce nechat za balíkem.
Hodnoty: 0 ÷ 900.
VÝŠKA VÝROBKU [mm]: Reguluje rozevření trojúhelníku.
Hodnoty: 0 ÷ 240.
83

Kapitola 6. Regulace a příprava stroje CS
RYCHLOST PÁSŮ [%]: Reguluje rychlost dopravních pásů od 6m/min. do 30m/min.
Hodnoty: 20 ÷ 100.
DOBA SVAŘOVÁNÍ [s]: Reguluje dobu svařování boční a přední svařovací tyče.
Hodnoty: 0 ÷ 3.
BOCNI TEPLOTA [C]: Reguluje teplotu boční svařovací tyče (dlouhé).
Hodnoty: 0 ÷ 240.
ČELNÍ TEPLOTA [C]: Reguluje teplotu čelní svařovací tyče (krátké).
Hodnoty: 0 ÷ 240.
Poznámka: pro vysvětlení nastavitelných proměnných v MANUÁLNÍM programu se odkazuje na stejná vysvětlení jako
pro AUTOMATICKÝ program..
PEVNÁ DÉLKA: Pokud je nastaveno na OFF svařování filmu nastane, když fotobuňka čte konec
produktu. Doporučuje se pro výrobky s pravidelným tvarem. Pokud je nastaveno na ON, funkce
dezaktivuje čtení konce produktu prostřednictvím fotobuňky. V tomto případě se svařování
provádí nastavením proměnné “DÉLKA VÝROBKU”. Hodnoty: ON / OFF.
DÉLKA VÝROBKU [mm]: Je nastavitelná pouze je-li funkce “PEVNÁ DÉLKA” na ON. Tato
funkce umožňuje nastavit délku výrobku a následné svařování filmu. Hodnoty: 1 ÷ 600.
INVERZE PÁSU [ms]: Je nastavitelná pouze je-li funkce “PEVNÁ DÉLKA” na ON. Reguluje
vzdálenost mezi výrobky. Po posuvu pásů, vstupní pás obrátí směr a dopraví výrobek zpátky
přesně podle nastavené vzdálenosti. Hodnoty: 0 ÷ 500.
UVOLNĚNÍ FÓLIE [mm]: Reguluje o kolik mm se musí posunout zpět fólie a výrobek před
vykonáním svařování (doporučeno s výrobky o výšce nad 200 mm).
Hodnoty: 0 ÷ 250.
VOLBA FOTOBUŇKY: Funkce umožňuje volbu fotobuňky, která načítá balík. Hodnoty:
HORIZ. / VERT.
ZPOŽDĚNÍ ODVÍJEČE [s]: tato funkce umožní uvolnit sílu napnutí fólie na
trojúhelníkách tak, že se zpozdí start odvíječe (doporučeno pro výrobky s výškou do
100mm.). Hodnoty: 0 ÷ 1.
ZPOŽDĚNÍ NAVÍJEČE [s]: tato funkce umožňuje uvolnit sílu napnutí fólie na
válečkách navíječe tak, že se zpozdí zastavení navíječe. Hodnoty: 0 ÷ 1.
FILTR FOTOBUŇKY [s]: Reguluje dobu, po kterou fotobuňka musí ignorovat chybějící
signál (doporučeno pro výrobky, které nemají pravidelný tvar).
Hodnoty: 0 ÷ 1.
VÝŠKA SVAŘOVÁNÍ [mm]: Reguluje polohu svařování vzhledem k dopravnímu pásu.
Pro balení standardních výrobků nastavit svařování do poloviny výšky výrobku.
Hodnoty: 0 ÷ 120.
Poznámka: tato proměnná je nastavitelná jenom na modelu “Pratika 56CS”.
STOP PÁSU SVAŘOVÁNÍ: Funkce umožňuje zastavit nakládací pás během svařování
za účelem usnadnění vytvoření konfekce.
Hodnoty: ON / OFF.
PŘIBLÍŽENÍ PÁSŮ: Funkce aktivuje systém přiblížení pásů v zóně svařování, když
procházejí malé kusy. Hodnoty: ON / OFF.
FOTOB. PAS PLNENI: když je ON, stroj v automatickém cyklu START nenechá
fungovat vstupní pás a aktivuje ho, když se aktivuje fotobuňka nakládacího pásu.
(OPTIONAL).
PERFORÁTOR: Funkce aktivuje pneumatický perforátor.
Hodnoty: ON / OFF. (OPTIONAL).
Poznámka: tyto 2 proměnné mohou být ON pouze pokud jsou oprávněné v
OPTIONAL.
ČTENÍ ZÁŘEZŮ: Funkce opravňuje prostřednictvím patřičné fotobuňky (OPTIONAL)
čtení zářezů vyznačených na matné nebo barevné fólii.
PEDÁL: Funkce umožňuje spustit pás vkládání pomocí pedálu a zastavit ho po
vyložení kusu za účelem usnadnění operace balení konfekcí s více kusy.
Hodnoty: ON / OFF. (OPTIONAL).
Poznámka: tyto 2 proměnné mohou být ON pouze pokud jsou oprávněné v
OPTIONAL.
84

Kapitola 6. Regulace a příprava stroje CS
6.2.3.1. Souhrné schéma nastavitelných proměnných (AUTOMATICKÉHO a MANUÁLNÍHO
programu)
Tato proměnná je
nastavitelná jenom na
modelu “Pratika 56CS”.
85

6
Kapitola 6. Regulace a příprava stroje CS
6.2.3.2. Nastavení proměnné v programu
PRDS : návrat do okna
DIRECTORY/PROGRAMY.
MAIN : návrat do hlavního okna.
Pro změnu hodnot nastavených v AUTOMATICKÉM programu vykonat proceduru popsanou níže.
<< a >> : prohlíží proměnné
programu.
Indikuje minimálnílní hodnotu
nastavení proměnné.
Indikuje maximální hodnotu
nastavení proměnné.
Stisknout numerickou hodnotu
(např. 123).
Vložit novou hodnotu a stisknout
tlačítko ENTER .
Tlačítko DATA umožňuje
znázornění všech videových
zobrazení týkajících se parametrů
Stisknout tlačítko PRDS .
Poznámka: v MANUÁLNÍM programu je změna nastavených hodnot aktivní bez procedury uložení.
Poznámka: Pro obnovení ochrany programů heslem postupujte podle níže popsané procedury.
Stisknout tlačítko ULOŽIT pro
uložení změn do paměti.
programu.
Na počáteční obrazovce stisknout
tlačítko SETUP .
Stisknout tlačítko LOGOUT .
8
Objeví se symbol "visacího
zámku", což znamená ochranu
heslem.

7
Kapitola 6. Regulace a příprava stroje CS
6.2.4. Vytvoření nového programu
Kontrolní panel umožňuje ukládat do paměti různé typy automatických programů v závislosti na potřebách uživatele.
Pro vytvoření nového programu vykonat proceduru uvedenou níže.
Stisknout tlačítko PROG .
Stisknout tlačítko ULOŽIT . Nyní začít s vyhledáváním proměnné nového programu a nastavit jejich požadovanou
hodnotu.
Pro potvrzení těchto hodnot stisknout opět tlačítko ULOŽIT .
Stisknout tlačítko
AUTOMATICKÝ PROGRAM .
Pro pojmenování nového právě uloženého programu stisknout tlačítko
(PROGRAM 2) a vepsat nové jméno.
Stisknout tlačítko Enter a následovně tlačítko ULOŽIT .
Zvolit a nahrát program, z něhož se
budou kopírovat údaje do nového
programu.
Stisknout tlačítko NOVÝ .
6.2.5. Vymazání programu
Pro zrušení programu, který byl předtím uložen do paměti, stačí program nahrát (např.. PROGRAM 2) a vykonat
následující proceduru.
Stisknout tlačítko VYMAZAT .
Stisknout tlačítko „Ano“. Nyní je program vymazán.
8

Kapitola 6. Regulace a příprava stroje CS
6.2.6. Počítadlo parciálního množství a počítadlo partie
Funkce POČÍTADLO PARCIÁLNÍHO a POČÍTADLO PARTIE jsou aktivní pouze veSTAVU: Automatický.
POČÍTADLO PARCIÁLNÍHO: číslo na touch screen označuje, kolik produktů bylo zabaleno od zapnutí stroje.
POČÍTADLO PARTIE: Tato funkce umožňuje nastavit počet produktů, určených k zabalení. Po dosažení tohoto
počtu se stroj zastaví.
Číslo na touch screen označuje, kolik produktů bylo zabalených od momentu nastavení
celkového množství, určeného k zabalení.
Pro nastavení celkového množství k zabalení postupujte podle následující procedury.
Stisknout tlačítko PARC.POČ. .
Stisknout tlačítko MAIN .
Když se dosáhne zabalení nastaveného množství kusů, stroj přejde do alarmu „A025: POČET PARTIE DOSAŽEN”.
Pro obnovení alarmu viz.odstavec 3.3. na straně 80.
Stisknout na text.
Vložit počet výrobků (partie), které se
musí balit.
Stisknout tlačítko “Enter”.
POznámka: když je aktivovaná funkce
výrobků, které je třeba obalit, tlačítko
PARC.POČ. se stane POČ.PARTIE .
6.2.7. Volba jazyka
Pro volbu jazyka displeje postupujte podle níže popsané procedury.
Stisknout tlačítko SETUP .
Stisknout tlačítko JAZYKY .
88
Stisknout tlačítko odpovídající
požadovanému jazyku.

Kapitola 6. Regulace a příprava stroje CS
6.3. Alarmy
Stroj předpokládá řadu ALARMŮ, nutných k monitorování nebezpečných situací a poruch.
Pokaždé, když dojde k ALARMU, stroj se zastaví a na displeji bude probíhat text, který popisuje typ alarmu.
Seznam alarmů je následující:
A001: NOUZOVÝ STAV AKTIVNÍ
A002: OTEVŘENÉ OCHRANNÉ KRYTY
A003: BEZPEČNOSTNÍ SPÍNAČ BYPASS OCHR. KRYTŮ
A004: TEPELNÉ PÁSY
A005: PRESOSTAT VZDUCHU
A006: SVAŘOVACÍ TYČ: PŘÍTOMNOST PŘEKÁŽKY
A007: SVAŘOVACÍ TYČ: TIMEOUT POHYBU
A010: PÁSY NEJSOU V ODPOVÍDAJÍCÍ VZDÁLENOSTI
A011: PLNÝ NAVÍJEČ
A012:ODVÍJEČ: CÍVKA U KONCE
A013: ODVÍJEČ: FÓLIE VYPOTŘEBOVÁNA
A014: NAVÍJEČ: PŘETRŽENÁ FÓLIE
A015: PÁS OUT: CHYBÍ SOUHLAS OD LINKY
A016: PÁS IN: CHYBÍ SOUHLAS K LINCE
A017: ODVÍJEČ CÍVKY: TIME OUT
A020: CHYBA INVERTERU
A021: HOMING TIME OUT
A022: PROBÍHÁ ÚDRŽBA
A023: PRÁZDNÝ ZÁSOBOVACÍ PÁS
A024: STROJ SE ZAHŘÍVÁ (obnoví se při dosažení nastavených hodnot)
A025: POČET V PARTII DOSAŽEN
A027: FOTOBUNĚK: TIME OUT
A030: PÁS IN: CHYBA POLOHOVÁNÍ
A031: PÁS OUT: CHYBA POLOHOVÁNÍ
A032: VLEK FÓLIE: CHYBA POLOHOVÁNÍ
A033: CENTER S: HORNÍ KONC.SPÍNAČ VÝŠKY VÝROBKU PŘÍLIŠ NAHOŘE
A034: ODVÍJEČ MIMO POLOHU
A035: HOMING NENÍ MOŽNÝ: STROJ VE STAVU: STOP MANUÁLNÍ PROGRAM
A036: ÚDRŽBA: AKTIVACE HORNÍ KONTRASTNÍ TYČE
Procedura pro obnovení základního stavu alarmů je následující:
Vizualizace alarmu
Odstranit příčinu alarmu.
Stisknout tlačítko ALARM .
Objeví se okno s idikací alarmu, který zasáhl.
Stisknout tlačítko RESET a pak tlačítko MAIN
.
Poznámka: pouze v případě alarmu “A002: OCHRANNÉ KRYTY OTEVŘENÉ” bude blikat tlačítko RESET (S1).
Procedura pro obnovení základního stavu tohoto alarmu je následující:
Zavřít ochranný kryt.
Stisknout tlačítko RESET (S1).
Stroj je vybavený “TLAČÍTKEM NOUZOVÉHO STAVU” (S0), které se při stisknutí okamžitě zablokuje a
zároveň zastaví celý výrobní cyklus.
Procedura pro obnovení základního stavu tohoto alarmu je následující:
Odstranit příčinu alarmu.
Odblokovat “TLAČÍTKO NOUZOVÉHO STAVU” (S0) tak, že se otočí směrem doprava.
Stisknout tlačítko RESET (S1).
89

0
Kapitola 6. Regulace a příprava stroje CS
6.4. Vložení fólie
Pro vložení fólie je nutné nastavit stroj do modality START Manuální.
Otočit vypínač “VYLOUČENÍ BEZPEČNOSTI” (S2) na ON a otevřít přední a zadní
ochranné kryty.
FÁZE 1
FÁZE 2
Pro usnadnění umístění cívky s fólií vyjmout pohyblivý držák
(C) cívky (je třeba stisknout směrem dolů kličku M1 a tahem
vyjmout držák).
Umístit cívku s fólií na válce (R1) a (R2).
Otevřená strana fólie musí být v místě označeném šipkou.
(Poznámka: směr odvíjení cívek musí být být specifikovaný ve
fázi objednávky fólie).
Vložit fólii způsobem zobrazeným na obrázku.
Pro usnadnění vložení fólie stisknout tlačítko, které naleznete
na pravé straně cívky.
Držet stisknuté tlačítko, takto se uvede do pohybu
motorizovaný válec, na který se položí cívka, která uvolní
potřebné množství fólie.
Vložit okraje fólie, jeden nad a jeden pod, horní vodicí
trojúhelník (Ts).
Uchopit oba konce fólie a odvinout zhruba 1 metr.
Uchopit dolní okraj fólie u zadní strany inverzního
trojůhelníku a nechat ho protáhnout pod dolním
trojúhelníkem (Ti), z vnějšku směrem do vnitřku a
nad plnicím pásem (N1).
9

Kapitola 6. Regulace a příprava stroje CS
FÁZE 3
FÁZE 4
Nyní protáhnout horní okraj fólie nad horním
trojúhelníkem (Ts).
FÁZE 5
Posunout konec fólie (#), který půjde do vnitřku
trojúhelníků, směrem vlevo, rovnoběžně s plnicím pásem
(N1), provléknout fólii pod a nad plnicím pásem a
vyrovnat okraje ihned za pásem.
Protáhnout fólii mezi dvěmi válečky (R3) a mezi dvěmi kotouči (R4) unašeče.
Nyní provést několik cyklů stisknutím tlačítka SVAŘ , s cílem vytvořit filmový pás postačující k dokončení založení
podle uvedeného nákresu. Pro svařování je nezbytné zavřít přední (C1) a zadní (C2) ochranné kryty.
Nakonec zavázat film na čep, nacházející se na zadní přírubě (F).
91

Kapitola 6. Regulace a příprava stroje CS
FÁZE 6
Pro vykonání této fáze je nutné dodržet parametery indikované v okně programování, které je uvedeno níže.
Indikuje počet mikroděrovačů (MF), které se musí umístit na stroji.
Indikuje polohu cívky s fólií (X1).
Indikuje polohu válečku předlohy (R5).
Na základě údajů uvedených v okně je nutné:
Umístit daný počet mikroděrovačů (MF).
Umístit cívku s fólií. Viz.milimetrové měřítko (X1).
Umístit váleček předlohy (R5). Viz.milimetrové měřítko (X2).
Poznámka: pro každý program, uložený do paměti, se
doporučuje vložit 3 výše jmenované parametry tak,
aby byly vždycky k dispozici, když se ukládá
jakýkoli program.
Tímto způsobem můžete pro každý program umistit
mikroděrovače, civku s fólií a váleček předlohy na
základě pokynů na videovém zobrazení.
FÁZE 7
Nyní vyregulovat polohovací tyče (B) působením na kličky (M3) tak, aby se zablokovala cívka a zůstal prostor mezi
tyčemi a cívkou 5 mm.
Poznámka: Správného napolohování cívky se dosáhne, když (při pohledu ze zadní části stroje) se levý okraj fólie
nachází ve vzdálenosti A odpovídající poloviční vzdálenosti H (rozevření trojúhelníků).
92

Kapitola 6. Regulace a příprava stroje CS
6.5. Regulace
6.5.1. Regulace vstupního pásu
V závislosti na šířce (L) baleného výrobku
vyregulovat polohu vstupního pásu (N1).
Uvolněte knoflík (M1) a upravte polohu pásu tak,
aby měl výrobek minimální vzdálenost mezi vodící
tyčí (asi 20 mm) a zadním ramenem pásu (asi 10
mm).
6.5.2. Regulace fotobuněk
Stroj je určen pro umístění fotobuňky sloužící pro
vertikální čtení (B11); tato je vhodná pro výrobky,
které jsou velmi nízké a pro umístění horizontální
fotobuňky (B10), vhodné pro obzvláště úzké
výrobky.
Je možné také nastavit vzdálenost fotobuňky od
svařovací tyče s cílem optimalizovat vkládání
výrobků.
6.5.3. Regulace nadzdvihovací tyčky
fólie
Tyčka (A) slouží pro nadzdvižení fólie během
vkládání výrobku.
Uvolnit páčku (M2) a nastavit tyčku směrem
doleva, když se balí nízké výrobky.
93

Kapitola 6. Regulace a příprava stroje CS
6.5.4. Regulace tyčky pro otevření fólie
Tyčka (A1) povoluje oddělit 2 okraje cívky s fólií.
Umístit tyčku dovnitř 2 okrajů fólie tak, aby její konec přečníval o
1cm dozadu vzhledem k záhybu fólie.
Poznámka: viz kapitola 6.4: FÁZE 1
6.6. Balení
Po řádném vykonání všech regulací je stroj připravený pro balení.
Se strojem ve stavu "Automatický Stop" stisknout tlačítko START.
Pásy se uvedou do provozu a je možné umístit výrobky na vstupní
pás.
Při přechodu výrobku na výstupní pás dojde ke snížení těsnícího
rámu, aby bylo umožněno svařování filmu.
Zabalený výrobek se pohybuje směrem k válečkové dráze anebo
dovnitř tunelu pro smršťování fólie.
94

5
Kapitola 7. Řádná údržba CS
7.1. Opatření a nastavení stroje do stavu údržby
POZOR!
Údržba musí být vykonaná výhradně zkušeným personálem, který zná stroj.
Je zakázáno vykonávat zásahy údržby, mazání a oprav, když je stroj v pohybu a/nebo pod napětím.
Je zakázáno vykonávat zásahy na orgánech v pohybu.
Po každém zásahu opětovně namontujte ochranné kryty, které byly eventuálně odstraněny a uveďte
stroj do výchozího stavu.
Je třeba mít neustále na paměti všechny bezpečnostní normy jmenované v tomto manuálu a normy
stanovené v platných normativách země nainstalování stroje.
PROCEDURA NASTAVENÍ STROJE DO STAVU ÚDRŽBY
Procedura musí být vykonaná před každou operací řádné údržby, čištění a mimořádné údržby a předpokládá izolování
stroje od všech zdrojů energie a spočívá v provedení tohoto postupu:
stisknutí tlačítka STOP (pokud je stroj v pohybu)
vypnutí stroje otočením generálního vypínače (Q1) do polohy “0” (OFF)
vytažení elektrické zástrčky ze sítě.
7.2. Tabulka řádné údržby
7.2.1. Plán běžné údržby
Typologie stroje vyžaduje minimální údržbářské zásahy, ale v každém případěje třeba dodržovat Plán údržby.
FREKVENCE KOMPONENT TYP OPERACE
Každý den Stroj Odstranit případné zbytky z balených výrobků, které by mohly
způsobit nesprávné fungování stroje.
Každý den Nože Čistit povrch, který přichází do styku s fólií, pomocí hadrů nebo
papíru.
Nepoužívat předměty, které by mohly poškodit povrch.
Každé 2 týdny Pneumatické zařízení Ujistit se, že na spojích nedochází k úniku.
Eliminovat případný kondenzát usazený na filtrovací jednotce.
Každých 12
měsíců
Každých 12
měsíců
Každé 3
měsíce
UPOZORNĚNÍ!
Převody jsou mazané syntetickým olejem nazývaným “celoživotní olej” a tudíž nevyžadují mazání.
7.2.2. Plán údržby bezpečnostních zařízení
Je nezbytná pravidelná kontrola “BEZPEČNOSTNÍCH ZAŘÍZENÍ” uvedených v tabulce.
FREKVENCE KOMPONENT TYP OPERACE
Každý
měsíc
Každý
měsíc
Každý
měsíc
Zápis kontrol
Každá prověrka bezpečnostních zařízení musí být zapsána, s uvedením údajů a výsledku kontroly:
datum prověrky, kolaudátor, výsledek.
Signalizace závad
V případě zjištění závady kontaktovat Servisní službu dodavatele pro její odstranění.
Suporty Vykonat mazání mazivem typu NLGI 2.
Třecí plochy v ozubení Kontrolovat přítomnost maziva.
Nože a kontrastní tyče Kontrolovat stav opotřebení adhezivního teflonu a silikonové
podložky.
Přední a zadní ochranné
kryty
Otevření předního a zadního ochranného krytu (jak v
manuálním režimu fungování stroje, tak i v režimu
automatickém)
Kontrola následků:
světelný a zvukový alarm, zablokování stroje.
Ochrany
svařovací tyče
Posunutí ochran umístěných kolem svařovací tyče v
odpovědnosti čtyř senzorů (v manuálním režimu fungování
stroje)
Kontrola následků:
světelný a zvukový alarm, zablokování stroje.
Nouzové tlačítko Aktivace nouzového tlačítka (jak v manuálním režimu
fungování stroje, tak i v režimu automatickém)
Kontrola následků:
světelný a zvukový alarm, zablokování stroje.
9

Kapitola 7. Řádná údržba CS
7.3. Výměna napájecího kabelu
POZOR!
Pokud je napájecí kabel poškozený, musí jej nahradit samotný výrobce nebo jím autorizovaným technický
servis nebo nicméně kvalifikovaná osoba z důvodu, aby se předcházelo jakémukoliv riziku.
7.4. Demontáž, demolice a likvidace odpadu
POZOR!
Operace demontáže a demolice musí být svěřené personálu s odpovídající odborností a se znalostí
mechaniky a elektriky, aby bylo zaručené provedení v bezpečných podmínkách.
Postupovat následujícím způsobem:
1. odpojit stroj od elektrické sítě
2. demontovat komponenty
Jakýkoliv odpad musí být ošetřený a zlikvidovaný nebo recyklovaný podle klasifikace odpadu a podle procedur
předpokládaných zákony platnými v zemi instalace stroje.
Tento symbol indikuje, že produkt nesmí být likvidovaný jako běžný domácí odpad.
Zabezpečení likvidace produktu správným způsobem napomáhá prevenci negativních dopadů na životní
prostředí a na zdraví člověka, které by mohlo nesprávné ošetření odpadu z tohoto výrobku způsobit.
Pro detailní informace ohledně recyklování tohoto výrobku kontaktovat prodejce výrobku nebo také
asistenční službu nebo servis pro ošetření odpadu.
Kapitola 8. Záruka CS
8.1. Certifikát záruční
Záruka má platnost 12 měsíců od data instalace za podmínek uvedených v Návodu.Vyplnit zadní stranu kuponu, ve
všech jeho částech, odtrhnout podél vyznačeného zářezu a odeslat.
8.2. Podmínky záruky
Záruka má platnost 12 měsíců ode dne nainstalování stroje. Záruka spočívá ve výměně nebo opravě zdarma všech
částí, které výrobce uzná za vadné pro anomálie materiálu. Opravy a výměny se běžně provádějí přímo u výrobce s tím,
že náklady na dopravu a prácovní úkony musí uhradit zákazník. Pokud budou opravy nebo výměny vykonané přímo u
zákazníka, musí on sám hradit náklady na cestu, pobyt a prácovní úkony. Úkony v záruce musí být vykonané výhradně
výrobcem nebo autorizovaným prodejcem. K získání nároku na úkon v záruce, je nutné zaslat vadný kus výrobci nebo
autorizovanému prodejci pro vykonání opravy nebo výměny. Vrácení tohoto kusu, opraveného nebo vyměněného, zpět
zákazníkovi proběhne podle podmínek plnění úkonů záruky. Záruka se ruší v případech:
1. že nebyl okamžitě odeslaný poštou CERTIFIKÁT ZÁRUKY, správně vyplněný a podepsaný, do 20 dnů ode dne
nákupu.
2. že byla vykonaná chybná instalace, neodpovídající napájení, nedbalé použití a vykonání zásahů na stroji ze
strany neautorizovaného personálu.
3. že byly vykonané změny na stroji bez předchozího písemného souhlasu ze strany výrobce.
4. že stroj není ve vlastnictví prvního kupce.
Výrobce se zříká, ve smyslu zákona, jakékoliv zodpovědnosti za škody na osobách a věcech, pokud byla
vykonáná chybná instalace, chybné připojení do elektrické sítě, přerušení uzemnění a v případě nepovolených
ů na stroji. Výrobce si vyhražuje právo provádět modifikace a změny v závislosti na technických a
zásah
funkčních požadavcích.
PRO JAKÝKOLIV PRÁVNÍ SPOR
JE ODPOVĚDNÝM ORGÁNEM SOUD V BERGAMO (ITÁLIE).
96

IT DICHIARAZIONE CE DI CONFORMITA’
EN CE DECLARATION OF CONFORMITY
DE KONFORMITÄTSERKLÄRUNG
FR DECLARATION CE DE CONFORMITE’
ES DECLARACIÓN CE DE CONFORMIDAD
SV ÖVERENSTÄMMELSEFÖRKLARING EC
PT DECLARAÇÃO CE DE CONFORMIDADE
EL ∆ΗΛΩΣΗ ΠΙΣΤΟΠΟΙΗΣΗΣ CE
IT Noi:
EN We:
DE Wir:
CS ES PROHLÁŠENÍ O SHODĚ
FR Nous:
ES Nosotros:
SV Vi:
PT Nós:
EL Εμείς:
CS My:
MINIPACK-TORRE S.p.A.
Via Provinciale, 54 - 24044 - DALMINE (BG)
IT dichiariamo sotto la nostra esclusiva responsabilità che il prodotto
EN declare under our responsibility that the product
DE erklären unter unserer ausschließlichen Verantwortung, dass das in dieser Erklärung genannte Produkt
FR déclarons sous notre exclusive responsabilité que le produit
ES declaramos bajo nuestra exclusiva responsabilidad que el producto
SV förklarar under eget ansvar, att produkten
PT declaramos sob a nossa exclusiva responsabilidade que o produto
EL δηλώνουμε υπεύθυνα ότι το προϊόν
CS prohlašujeme výhradně na vlastní zodpovědnost, že produkt
IT MACCHINA CONFEZIONATRICE TIPO:
EN PACKAGING MACHINE MODEL:
DE VERPACKUNGSMASCHINE TYP:
FR MACHINE D’EMBALLAGE MODELE:
ES MÁQUINA CONFECCIONADORA TIPO:
SV PACKNINGSMASKIN TYP:
PT MÁQUINA CONFECCIONADORA TIPO:
EL ΜΗΧΑΝΗ ΣΥΣΚΕΥΑΣΙΑΣ ΤΥΠΟΥ:
CS BALICI SROJ MODEL:
Pratika 56 n° /
Pratika 56 CS n° /
IT è conforme ai requisiti essenziali di sicurezza e a tutte le disposizioni pertinenti delle direttive applicabili
EN conforms to the essential safety requirements and all the provisions of the applicable directives
DE entspricht den grundlegenden Sicherheitsanforderungen und allen betreffenden Bestimmungen der einschlägigen Richtlinien
FR est conforme aux exigences essentielles de sécurité et à toutes les dispositions pertinentes des directives applicables
ES cumple los requisitos fundamentales de seguridad y todas las normas pertinentes de las directivas aplicables
SV uppfyller de väsentliga säkerhetskraven och relevanta bestämmelser i gällande direktiv
PT é conforme os requisitos essenciais de segurana e a todas as disposições pertinentes das directrizes aplicáveis
EL συμμορφώνεται με τις βασικές απαιτήσεις ασφαλείας και όλες τις συναφείς διατάξεις των εφαρμόσιμων οδηγιών
CS splňuje základní požadavky na bezpečnost a všechna příslušná ustanovení platných směrnic
2006/42/CE, 2004/108/CE, 2006/95/CE
IT E inoltre dichiariamo che sono state applicate le seguenti norme armonizzate:
EN And furthermore we declare that the following rules have been applied:
DE außerdem bestätigen wir, dass folgende harmonisierte Richtlinien angewendet wurden:
FR Nous déclarons également que les normes harmonisées suivantes ont été appliquées:
ES Además declaranos que han sido aplicadas las siguientes normas armonizadas:
SV Dessutom förklarar vi, att följande harmoniserade normer har använts:
PT E, além disso, declaramos que foram aplicadas as seguintes normas harmonizadas:
EL Επίσης δηλώνουμε ότι εφαρμόσθηκαν οι εξής εναρμονισμένες προδιαγραφές:
CS A kromě toho prohlašujeme, že byly aplikované následující harmonizované normy:
EN 12100-1, EN 12100-2, EN 61000-6-3:2007, EN 61000-6-1:2007, EN 60204-1
IT Persona autorizzata a costituire il Fascicolo Tecnico: Responsabile Ufficio Tecnico
EN Person authorised to compile the Technical File: Technical Office Manager
DE Zur Erstellung des Technischen Merkhefts befugte Person: Verantwortlicher der Technischen Abteilung
FR Personne autorisée à constituer le Fascicule Technique : Responsable Bureau Technique
ES Persona autorizada a elaborar el Fascículo Técnico: Responsable del Departamento Técnico
SV Person med behörighet att skapa den Tekniska Dokumentationen: Tekniskt ansvarig
PT Pessoa autorizada a compilar o Processo Técnico: Responsável pelo Gabinete Técnico
EL Άτομο εξουσιοδοτημένο να καταρτίσει το Τεχνικό Τεύχος: Υπεύθυνος Τεχνικού Γραφείου
CS Osoba autorizovaná k vystavení Technické dokumentace: Vedoucí technického oddělení
Dalmine,
IT Consigliere Delegato
EN Managing Director
DE Geschäftsführer
FR Directeur Général
SV Verkställande Direktör
PT Conselheiro Delegado
EL Ο ∆ιευθύνων Σύμβουλος
CS Generální ředitel
ES Consejero Delegado
97

(IT) Tipo CERTIFICATO DI GARANZIA
(EN) Type CERTIFICATE OF GUARANTEE
(DE) Typ GARANTIESCHEIN
(FR) Type BULLETIN DE GARANTIE
(ES) Tipo CERTIFICADO DE GARANTIA
(PT) Tipo CERTIFICADO DE GARANTIA
(EL) Τύπος ΠΙΣΤΟΠΟΙΗΤΙΚΟ ΕΓΓΥΗΣΗΣ
(CS) Typ CERTIFIKÁT ZÁRUKY
(IT) Matricola n° Data e timbro rivenditore
(EN) Serial n° Date and dealer’s stamp
(DE) Kennummer Datum und stempel des verkaufers
(FR) No. de série Date et timbre du revendeur
(ES) No. de matrícula Fecha y timbre del revendedor
(PT) Número de série Data e carimbo revendedor
(EL) Κωδικός Ημερομηνία και σφραγίδα εξουσιοδοτημένου πωλητή
(CS) Výrobní číslo Datum a razítko prodejce
(IT) Collaudo
(EN) Test n°
(DE) Abnahmeprüfung
(FR) Essai
(ES) Ensayo
(PT) Teste
(EL) ∆όκιμη
(CS) Kolaudace
(IT) Indirizzo acquirente
(EN) Customer address
(DE) Adresse des Abnehmers
(FR) Adresse de l’acheteur
(ES) Dirección del comprador
(PT) Endereço comprador
(EL) ∆ιεύθυνση αγοραστή
(CS) Adresa zákazníka
(IT) Data di acquisto
(EN) Purchase date
(DE) Einkaufdatum
(FR) Date d’achat
(ES) Fecha de compra
(PT) Data de compra
(EL) Ημερομηνία αγοράς
(CS) Datum zakoupení

IT Queste istruzioni sono disponibili anche nelle lingue inglese, tedesco, francese.
In caso di necessità contattare la Minipack-torre S.p.A.
ES Estas instrucciones están disponibles también en idioma inglés, alemán, francés.
In caso de necesidad contacte con la Minipack-torre S.p.A.
PT Estas instruções estão disponíveis também nos idiomas: inglês, alemão, francês.
Em caso de necessidade, entrar em contacto com a Minipack-torre S.p.A.
CS Tyto pokyny jsou také k dispozici v angličtině, němčině, francouzštině.
V případě potřeby kontaktujte Minipack-Torre S.p.A.
Spett.le
minipack-torre S.p.A.
Via Provinciale, 54
24044 DALMINE (BG)
ITALY
MADE IN ITALY
 Loading...
Loading...