

Milwaukee 54-06-2800, 58-01-1805 User Manual
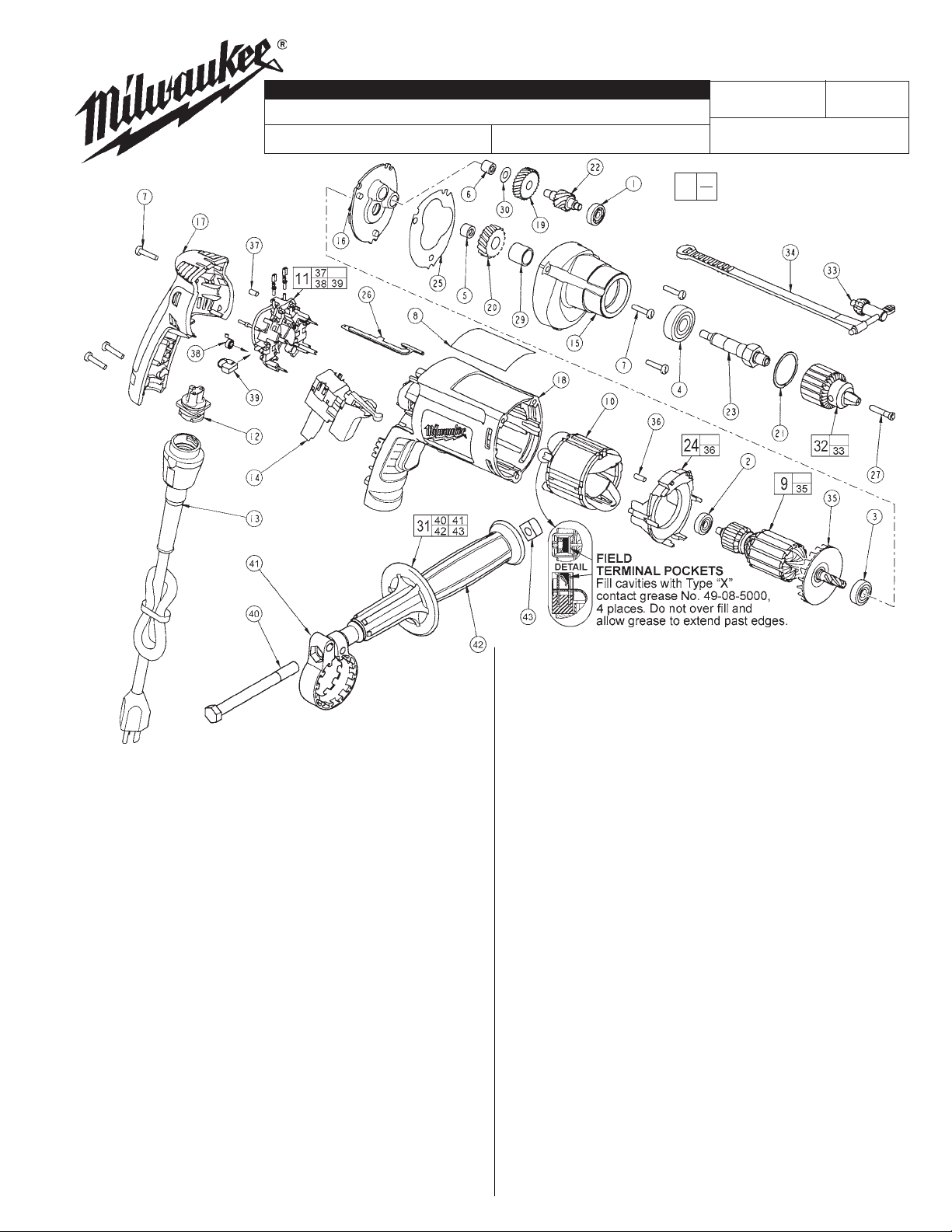
SERVICE PARTS LIST
SPECIFY CATALOG NO. AND SERIAL NO. WHEN ORDERING PARTS
1/4 INCH DRILL
CATALOG NO.
0100-20
STARTING
SERIAL NO.
058A
BULLETIN NO.
54-06-2800
REVISED BULLETIN DATE
WIRING INSTRUCTION
58-01-1805
EXAMPLE:
00
Component Parts (Small #)
0
Are Included When Ordering
The Assembly (Large #).
Jan. 2003
Cat. No.
31-53-0205
Lock Button Plug
FIG. PART NO. DESCRIPTION OF PART NO. REQ.
1 02-04-0640 Ball Bearing (1)
2 02-04-0645 Ball Bearing (1)
3 02-04-0852 Ball Bearing (1)
4 02-04-1229 Ball Bearing (1)
5 02-50-1611 Needle Bearing (1)
6 02-50-2400 Needle Bearing (1)
7 06-82-7275 7-18 x 3/4 Slotted Plastite T-20 (6)
8 12-99-2565 Service Nameplate (1)
9 16-10-2215 Armature (1)
10 18-07-2200 Field (1 )
11 22-18-1210 Brush Card Assembly (1)
12 22-56-1010 Pin Housing Assembly (1)
13 48-76-4008 Quik-Lok Cord Set (1)
14 23-66-2585 Switch (1)
15 28-14-2390 Gearcase (1)
16 28-28-2320 Diaphragm (1)
17 31-15-2030 Handle Halve (1)
18 31-50-2040 Motor Housing (1)
19 32-40-0100 Intermediate Gear (1)
20 32-75-0115 Spindle Gear (1)
21 34-80-2300 Retaining Ring (1 )
22 36-66-0125 Intermediate Shaft (1)
23 38-50-5750 Spindle (1)
24 42-14-0460 Baffle Assembly (1)
25 43-44-0985 Gasket (1)
26 44-60-1700 Ground Pin (1)
27 45-04-0750 Chuck Screw (1)
29 45-36-1095 Spindle Spacer (1)
30 45-88-7990 Thrust Washer (1)
FIG. PART NO. DESCRIPTION OF PART NO. REQ.
31 49-15-0265 Side Handle Assembly (1)
32 48-66-0070 1/4 Chuck (1)
33 48-66-3200 Chuck Key (1)
34 48-66-4080 Chuck Key Holder (1)
35 22-84-0845 Fan (1)
36 45-30-0030 Slug ( 2)
37 45-30-0035 Slug ( 1)
38 23-52-1610 Brush Spring (2)
39 22-18-1310 Brush Assembly (2)
40 06-75-2850 3/8-16 x 5-1/2 Hex Cap screw (1)
41 42-68-0800 Side Handle Clamp (1)
42 43-62-0845 Side Handle ( 1)
43 06-54-0325 3/8-16 Square Nut (1)
LUBRICATION (Type "Y" Grease, No. 49-08-5270)
• Place 5 gm. (.02 oz.) of grease on top of the inserted intermediate
ball bearing (1) and on the intermediate pinion (22).
• After inserting all gearing, place 13 gm. (.46 oz.) of grease at the
armature pinion location in the gearcase (15) and fill to the top of
the intermediate gear (19). Grease must contact at least 25% of
the intermediate gear teeth.
Before assembly, lightly coat all press fit areas with
lightweight spindle oil.
FIG. NOTES:
4,20 Support the output ball bearing inside the gearcase before
pressing off the spindle gear.
5,6 Needle bearings to be pressed flush to .010 under flush
from the end which has the vendors identification.
MILWAUKEE ELECTRIC TOOL CORPORATION
13135 W. LISBON RD., BROOKFIELD, WI 53005
Drwg. 3
 Loading...
Loading...