

Page 1
Accumass BW100
33455310
Rev 1.5
Instruction Manual
PL-531
May 1997
Page 2
T
hank you for purchasing Milltronics’ products.
We are committed to satisfying our customers’ needs with innovative
equipment that is designed for reliability and ease of use.
Our products are distributed in 91 countries through a worldwide network of
offices, representatives and distributors. We continually refine our processes
to provide our customers with first rate sales information, engineering
assistance and after sales service and support.
In 1997, Milltronics established a new business division - Mass Dynamics dedicated to sales and development of continuous weighing, acoustic sensing
and motion sensing products. This division will provide specialized support
for these product lines.
For further details on Milltronics' products and service, please contact us at
one of the locations listed below for the office or representative nearest you.
1954 Technology Dr., P.O. Box 4225, Peterborough, Ontario, Canada K9J 7B1
Tel.: +1 705-745-2431 Fax: +1 705-741-0466
182 Normanby Rd., Box 339, South Melbourne, Australia
Tel.: +011-613-9695-2400 Fax: +011-613-9695-2450
August van de Wielelei 97, 2100 Deurne, Antwerp, Belgium
Tel.: +32(0)3326 45 54 Fax: +32(0)3326 05 25
Century House, Bridgwater Road, Worcester, England WR4 9ZQ
Tel.: +44 1905-450500 Fax: +44 1905-450501
Parc de la Sainte Victoire, Bât. 5, 13590 Meyreuil, France
Tel.: +33 4 42 65 69 00 Fax: +33 4 42 58 63 95
Werftstrasse 47, D-40549, Dusseldorf, Germany
Tel: +00 49 211 562 3925 Fax: +00 49 211 562 6030
1 Hoi Wan Street, Suite 602, Quarry Bay, Hong Kong
Tel.: +011 852-2856-3166 Fax: +011 852-2856-2962
Amores No. 1155, Col. Del Valle, 03100 Mexico D.F., Mexico
Tel.: +52 5 575-27-28 Fax: +52 5 575-26-86
Nikkelstraat 10, NL-4823 AB Breda, The Netherlands
Tel.: +31(0)76 542 7 542 Fax: +31(0)76 542 8 542
709 Stadium Drive, Arlington, Texas U.S.A. 76011
Tel.: +1 817-277-3543 Fax: +1 817-277-3894
A joint venture in Singapore, a sales offices in Brazil
and distributors in 56 countries.
Internet : http://www.milltronics.com
Printed in Canada
Page 3

TABLE OF CONTENTS
About This ...
About This Manual 5
About ACCUMASS BW100 6
Specifications 7
Installation
Dimesions 9
Interconnection System Diagram 10
Terminal Block Layout 11
Load Cell - Single 12
Load Cell - Dual 13
Speed Sensor 14
Auto Zero 15
Remote Totalizer 1 15
Analog Output 15
Remote Totalizer 2 16
Relay Output 16
Communication CVCC 17
BIC-2 17
Power Connections 18
Comverter 19
Units Sticker 19
Start Up
Orientation 21
Program Mode 22
Maneuvering 22
Master Reset 25
Balance 26
Quick Start 28
Start Up 29
PL-531 3
Zero Calibration 31
Span Calibration 32
Run Mode 33
Page 4
Recalibration
Belt Speed Compensation 35
Material Tests 36
Design Changes 37
Recalibration 38
Routine Zero 38
Initial Zero 39
Direct Zero 40
Routine Span 41
Initial Span 42
Direct Span 43
Factoring 44
Linearization 45
Operation
Load Sensing 49
Speed Sensing 49
Modes of Operation 49
Damping 50
Analog Output 50
Relay Output 51
Totalization 52
Auto Zero 53
Communication 53
Protocol 54
Parameter Description 57
Appendices
Alphabetical Parameter List 77
Troubleshooting 80
Maintenance 82
Software Updates 82
Program Record 83
PL-531 4
Page 5

ABOUT THIS ...
ABOUT THIS MANUAL
It is essential that this manual be referred to for proper installation and operation of
your BW100 belt scale integrator. As BW100 must be connected to a belt scale, and
optionally a speed sensor, refer to their manuals as well.
ABOUT THIS ....
Installation
gives you step by step direction for the installation and
Start Up
Recalibration
Operation
Parameters
Appendices
what manual would be complete without one! Ours has an
interconnection of your BW100.
instructs you how to operate the keypad, read the display, do a
Quick Program, and perform the calibration for a successful entry
into the run mode.
emphasizes how to optimize and maintain accurate operation of your
weighing system through material tests and routine recalibrations.
offers an overview of the BW100 features and functions that allow
you to take full advantage of your weighing system.
lists the parameters available to you, with a description of their
function and use. You are urged to read this section; to familiarize
yourself with the parameters available to you and get your BW100
working to its fullest.
alphabetical cross reference of the parameters to their numbers, a
diagnostic help with the list of error messages, a maintenance
reminder, and a record sheet for jotting down parameter values.
PL-531 5
Page 6
ABOUT THE ACCUMASS BW100
ABOUT THIS ...
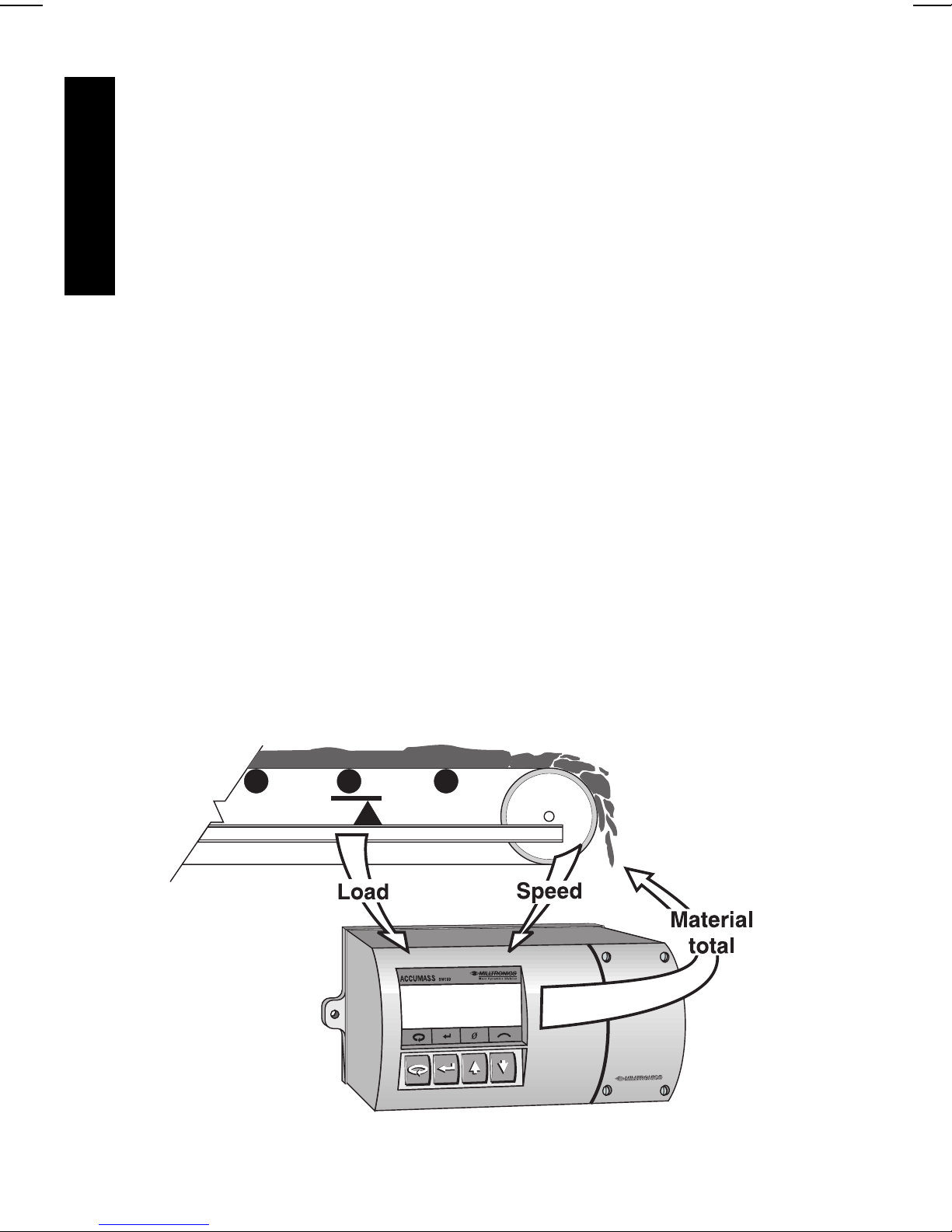
The ACCUMASS BW100 is a microprocessor based integrator designed for use
with Milltronics, or equivalent belt scales. The speed and load signals from the
conveyor and scale, respectively, are processed to derive rate of material flow and
totalization. The primary values of speed and load, and the derived values of rate and
total are available for display on the local LCD, or as output in the form of analog mA,
alarm relay and remote totalization.
BW100 supports Milltronics proprietary bipolar current loop for long distance
communication to PLC or computer via BIC-2, RS -232 or RS -422 converter. It is also
compatible with Milltronics Dolphin interface for remote display, programming and
software upgrading.
ACCUMASS BW100 features:
✓ multi-field LCD display
✓ two remote totalizer contacts
✓ current loop to RS-232 or RS-422
✓ Dolphin compatibility
✓ programmable relay
✓ isolated mA output
✓ rate linearization
✓ local keypad
✓ auto zero
The ACCUMASS BW100 is to be used only in
the manner outlined in this instruction manual.
PL-531 6
98/03/10
Page 7

SPECIFICATIONS
Power: » standard: » 100/115/200/230 V ac ±15%, 50/60 Hz, 15 VA
» optional: » 10 - 15 V dc, 15 W
» 18 - 30 V dc, 15 W
Application: » compatible with Mass Dynamics belt scales MSI, MSL,
MMW and MIC, or equivalent
Accuracy: » 0.1% of full scale
Resolution: » 0.02% of full scale
Environmental: » location: » indoor / outdoor
» altitude: » 2000 m max
» ambient temperature: » -20 to 50 °C (-5 to 122 °F)
» relative humidity: » suitable for outdoor (Type 4X /
NEMA 4X / IP 65 enclosure)
» installation category: » II
» pollution degree: » 4
Enclosure: » polypropylene alloy
» Type 4X / NEMA 4X / IP 65
» sealed electronics compartment
» integral junction box with termination block for 0.2 - 4 mm
» or 0.2 - 2.5 mm
2
stranded (12 - 24 AWG)
2
solid
Programming: » via local 4 member keypad with silicone boot and/or Dolphin interface
Display: » 38 x 100 mm (1.5 x 4") multi-field liquid crystal display
Memory: » program stored in non-volatile FLASH memory,
upgradable via Dolphin interface
SPECIFICATIONS
» parameters stored in non-volatile EEPROM
Inputs: » load cell: » 0 - 45 mV dc per load cell
» speed sensor: » pulse train: 0-5 V low, 0-15 V high, 1 to 2000 Hz,
» auto zero: » dry contact from external device
Outputs: » analog: » optically isolated 0/4 - 20 mA
» load cell: » 10 V dc compensated for strain gauge type,
» speed sensor: » 12 V dc, 50 mA max excitation
PL-531 7
or
» open collector switch,
or
» relay dry contact
» 750 Ω max loading
» resolution: 0.1% of 20 mA
2 cells max
97/07/07
Page 8
» remote totalizer 1:» contact closure 32 - 288 ms duration
» open collector switch rated 30 V dc,
100 mA max
» remote totalizer 2:» contact closure 32 - 288 ms duration
» open collector switch rated 240 V ac/dc,
100 mA max
» relay output: » programmable function
» 1 form ’C’ SPDT relay contact rated 5 A
at 250 V ac, non- inductive
SPECIFICATIONS
Communications: » proprietary bipolar current loop via BIC-2 or CVCC loop length
(refer to Options) » Dolphin compatible
Cable/Separation:» single load cell: » non-sensing:» Belden 8404, 4 wire shielded,
20 AWG or equivalent, 150 m
(500 ft) max
» sensing: » Belden 9260, 6 wire shielded,
20 AWG or equivalent, 300 m
(1000 ft) max
» dual load cell: » non-sensing:» Belden 9260, 6 wire shielded,
20 AWG or equivalent, 150 m
(500 ft) max
» sensing: » Belden 8418, 8 wire shielded,
20 AWG or equivalent, 300 m
(1000 ft) max
» speed sensor: » Belden 8770, 3 wire shielded, 18 AWG or
equivalent, 300 m (1000 ft)
» auto zero: » Belden 8760, 1 pair, twisted/shielded, 18 AWG,
300 m (1000 ft) max
» bipolar current: » Belden 9552, 2 pair, twisted/shielded, 18 AWG,
(comm. port) 3000 m (10,000 ft) max loop
» remote total » Belden 8760, 1 pair, twisted/shielded, 18 AWG,
t1 (dc) 300 m (1000 ft) max
Options: » Speed Sensor: » Mass Dynamics MD-36 or TASS, or equivalent
» Dolphin: » Milltronics Windows based software interface
» CVCC: » Milltronics bipolar loop to RS-232 or RS-422
» BIC-2: » Milltronics bipolar loop to RS-232 or RS-422
» Mass Dynamics Incline Compensator, for signal compensation
on variable incline conveyors
Approvals: » CE*, CSA
*EMC performance available upon request
PL-531 8
and infrared ComVerter link.
passive converter, communications interface
buffered converter, communications interface,
max 6 BW100 per BIC-2
NRTL/C
Page 9
INSTALLATION
Installation shall only be performed by qualified personnel
and in accordance with local governing regulations.
This product is susceptible to electrostatic shock.
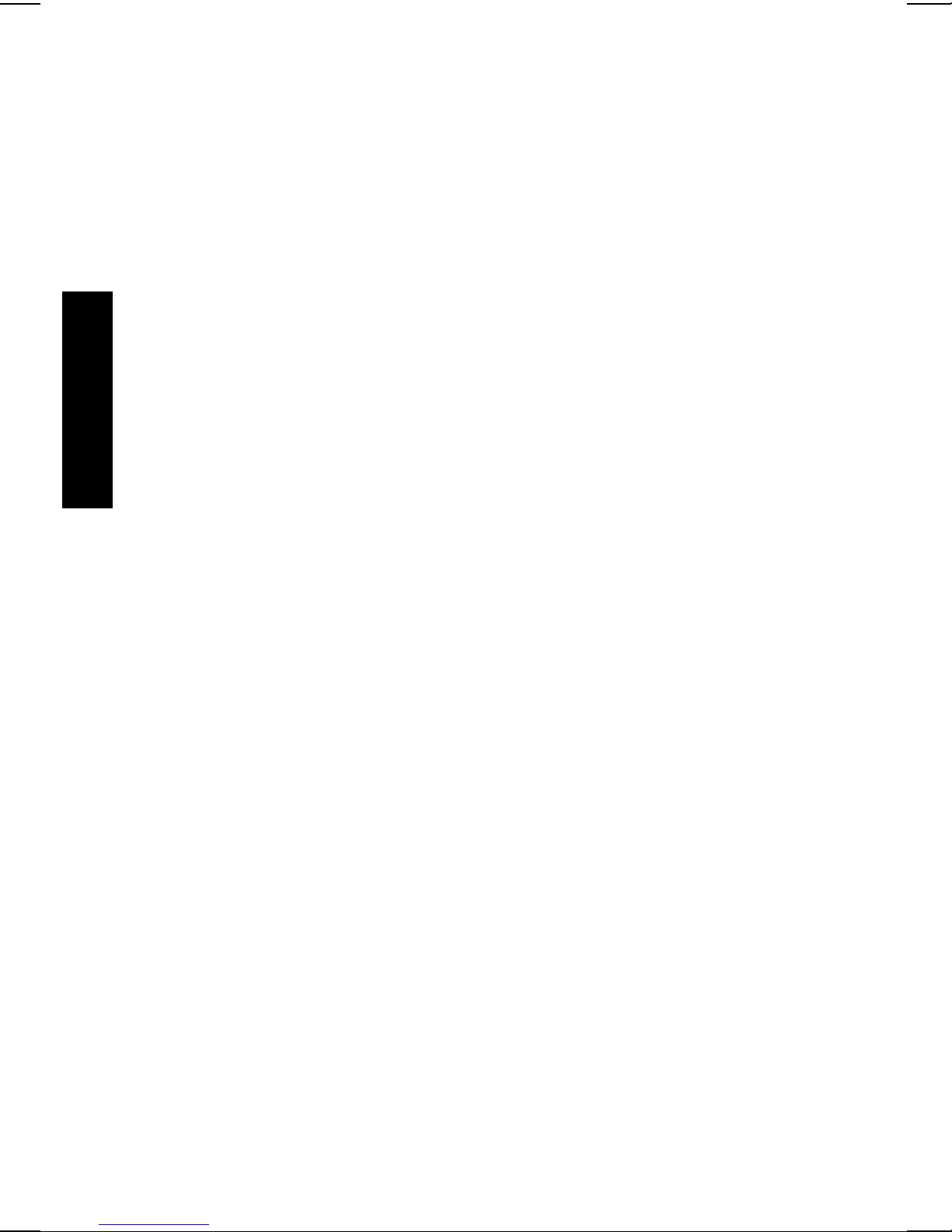
DIMENSIONS
Follow proper grounding procedures.
270 mm
(10.6")
254 mm
(10")
138 mm
(5.4")
sealed enclosure
integral junction box
(cover removed)
with terminal block and
voltage selection switch
Conduit entry area. Recommend drilling the enclosure with a hole saw and
the use of suitable cable glands to maintain ingress rating.
69 mm
(2.7")
INSTALLATION
74 mm
(2.9")
mounting hole
6.4 mm (1/4") Ø
Non metallic enclosure does not provide grounding between connections.
PL-531 9
5 mm
(0.2")
Use grounding type bushings and jumpers.
98\03\09
Page 10

INTERCONNECTION
Mass Dynamics
belt scale, see
Specifications
customer’s remote
totalizing device
Wiring may be run via common conduit. However these may not be run in the
same conduit as high voltage contact or power wiring.
SYSTEM DIAGRAM
ACCUMASS
BW100
speed sensor, optional,
see Specifications
INSTALLATION
mA output
relay output
remote totalizer
bipolar current loop
(Milltronics communications)
customer
device
customer alarm, or
control device
Milltronics BIC-2
Typical system capability. Not all components or their
maximum quantity may be required.
PL-531 10
Page 11
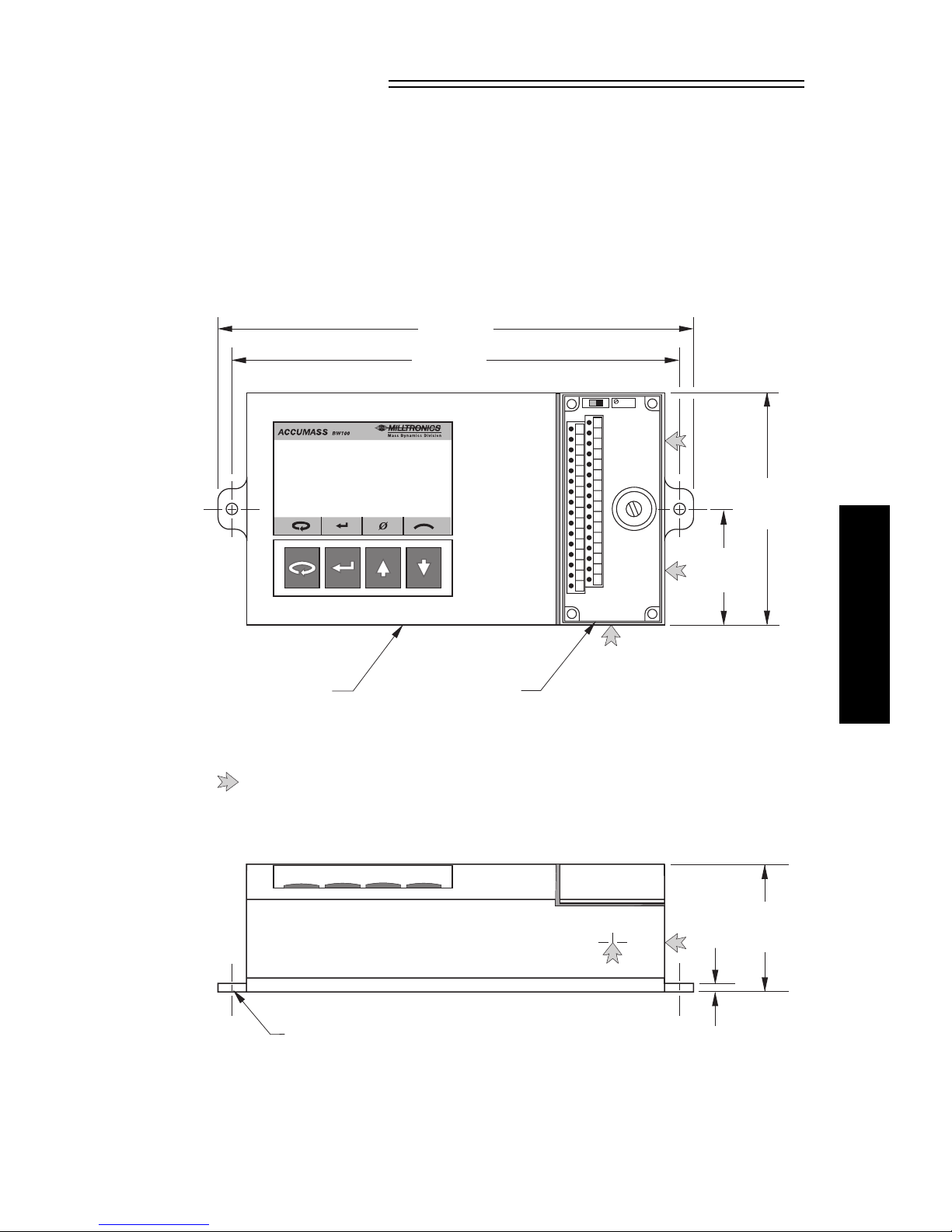
TERMINAL BLOCK LAYOUT
ac supply
dc supply
INSTALLATION
All field wiring must have insulation suitable for at least 250 V.
dc terminals shall be supplied from an SELV source in accordance
with IEC-1010-1 Annex H.
PL-531 11
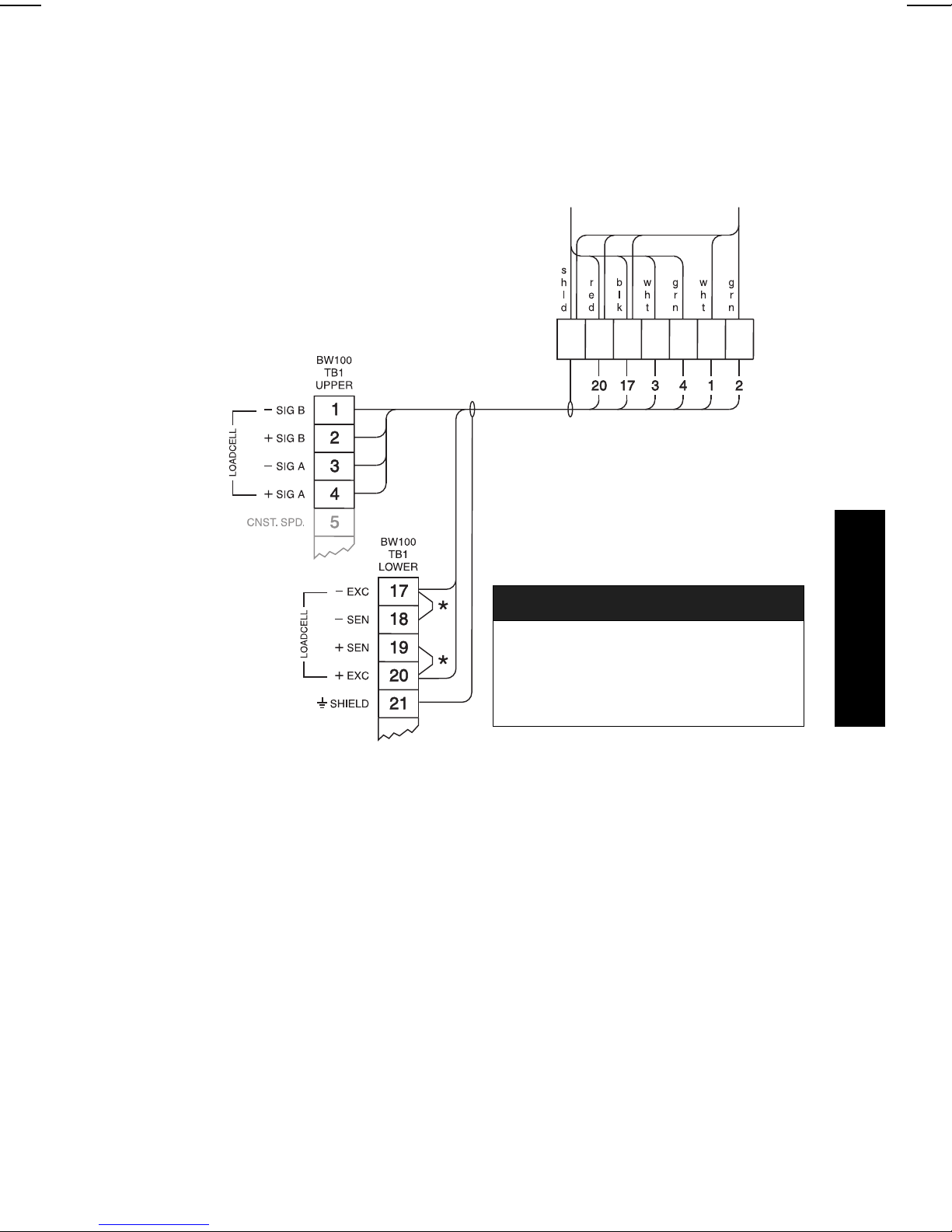
Page 12
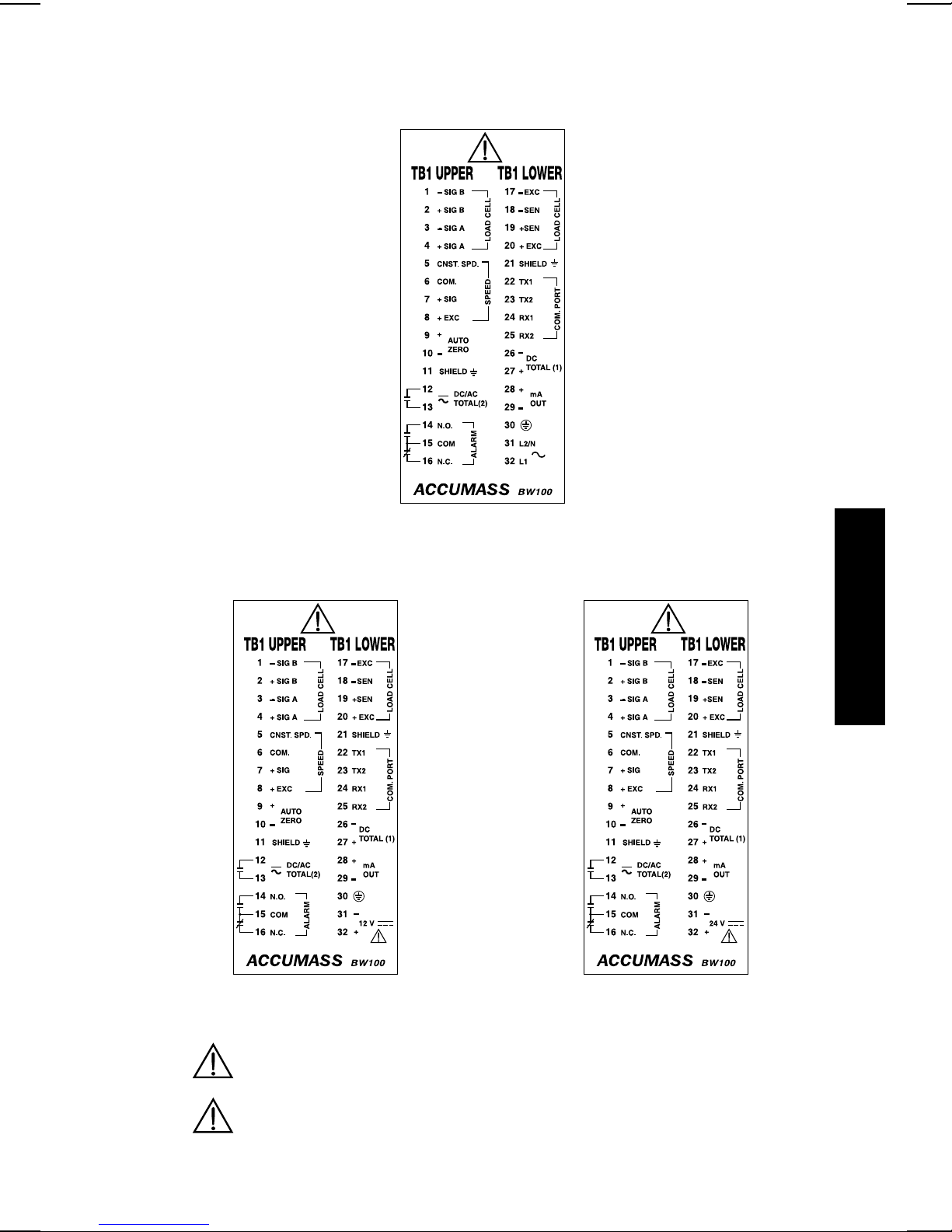
LOAD CELL - SINGLE
Belt Scale
customer
junction box
INSTALLATION
*
If load cells are supplied with sense wiring:
terminate brown with black = T17
and blue with red = T20
at junction box.
Where separation between the BW100 and belt scale exceeds 150 m (500 ft) :
» remove the jumpers BW100 TB1 – 17/18 and TB1 19/20
» run additional conductors from :
» BW100 TB1 – 18 to scale ‘– EXC’
» BW100 TB1 – 19 to scale ‘+ EXC’
:
PL-531 12
08/24/99
Page 13
LOAD CELL - DUAL
Belt Scale
‘A’ loadcells ‘B’
customer
junction box
If load cells are supplied with sense wiring:
terminate brown with black = T17
and blue with red = T20
at junction box.
*
Where separation between the BW100 and belt scale exceeds 150 m (500 ft) :
» remove the jumpers BW100 TB1 – 17/18 and TB1 19/20
» run additional conductors from :
» BW100 TB1 – 18 to scale ‘– EXC’
» BW100 TB1 – 19 to scale ‘+ EXC’
INSTALLATION
:
PL-531 13
08/24/99
Page 14
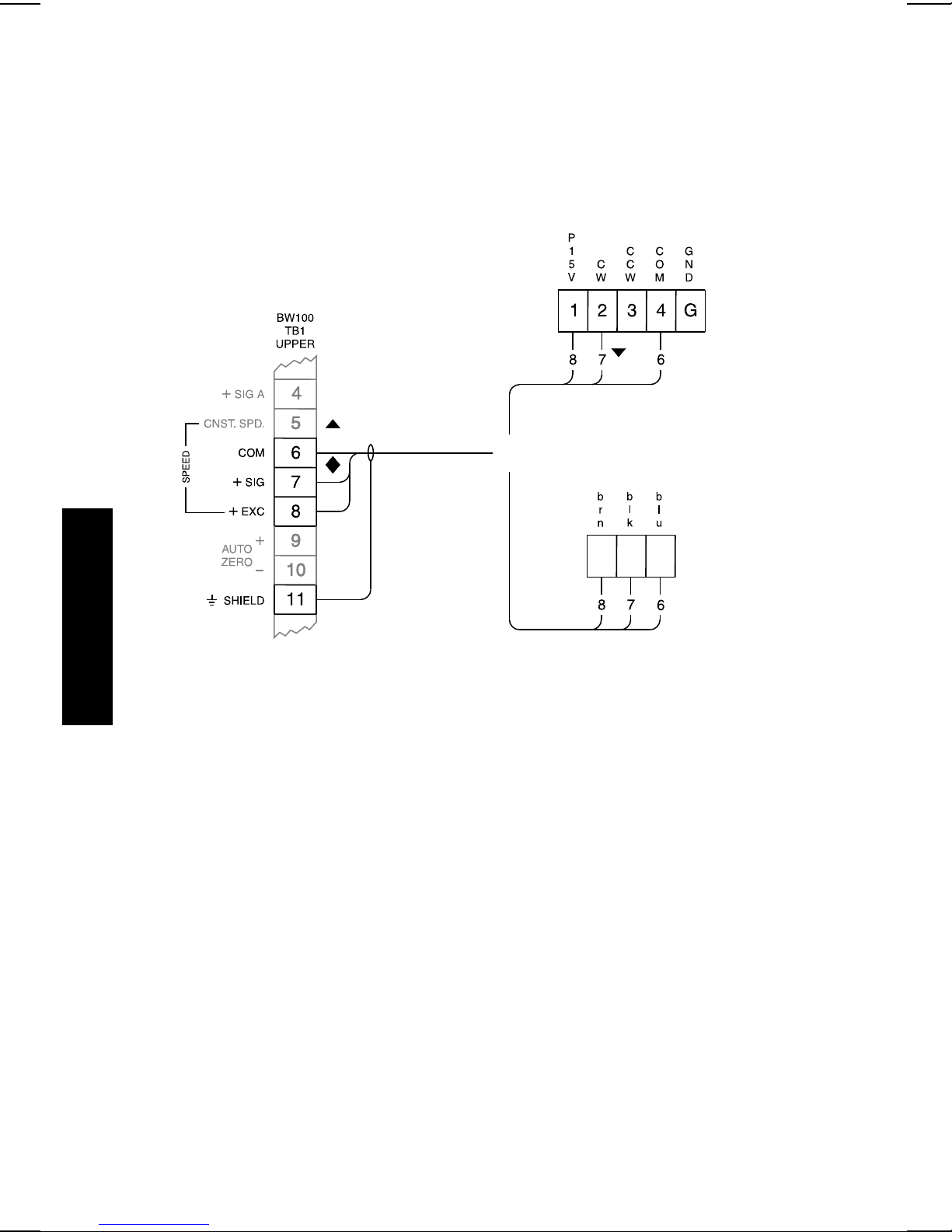
SPEED SENSOR
MD - 36A
speed sensor
INSTALLATION
▼ Connect the BW100 TB1 – 7 to the MD - 36A speed sensor terminal:
OR
‘2’ for clockwise speed sensor shaft rotation
‘3’ for counter-clockwise speed sensor shaft rotation.
MD - 36A shaft rotation is viewed from the front cover side
of the MD - 36A enclosure.
TASS
speed sensor
▲ If a speed sensor is not used, a jumper must be connected across the BW100
TB1 – 5 / 6. If a speed sensor is used, insure that the jumper is removed.
◆ Input device in the form of open collector transistor or dry contact across
TB1 – 6 / 7 will also serve as a suitable speed signal.
PL-531 14
Page 15
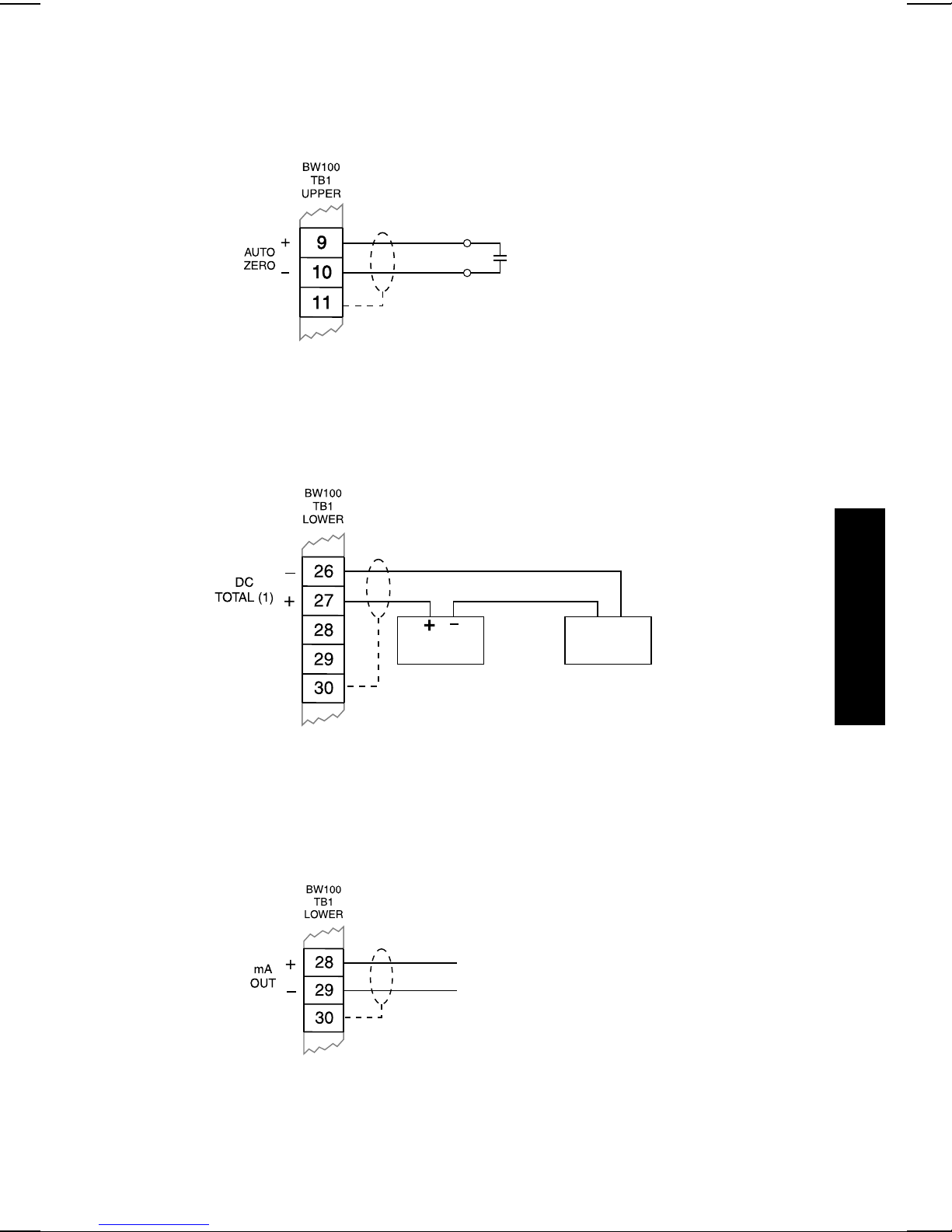
AUTO ZERO
REMOTE TOTALIZER 1
prefeed activated dry contact
ANALOG OUTPUT
supply
maximum 30
V dc, 100 mA
to customer instrumentation
INSTALLATION
remote
totalizer
PL-531 15
isolated mA output, 750 Ω maximum
load ac models only
mA output on dc models is not isolated
Page 16
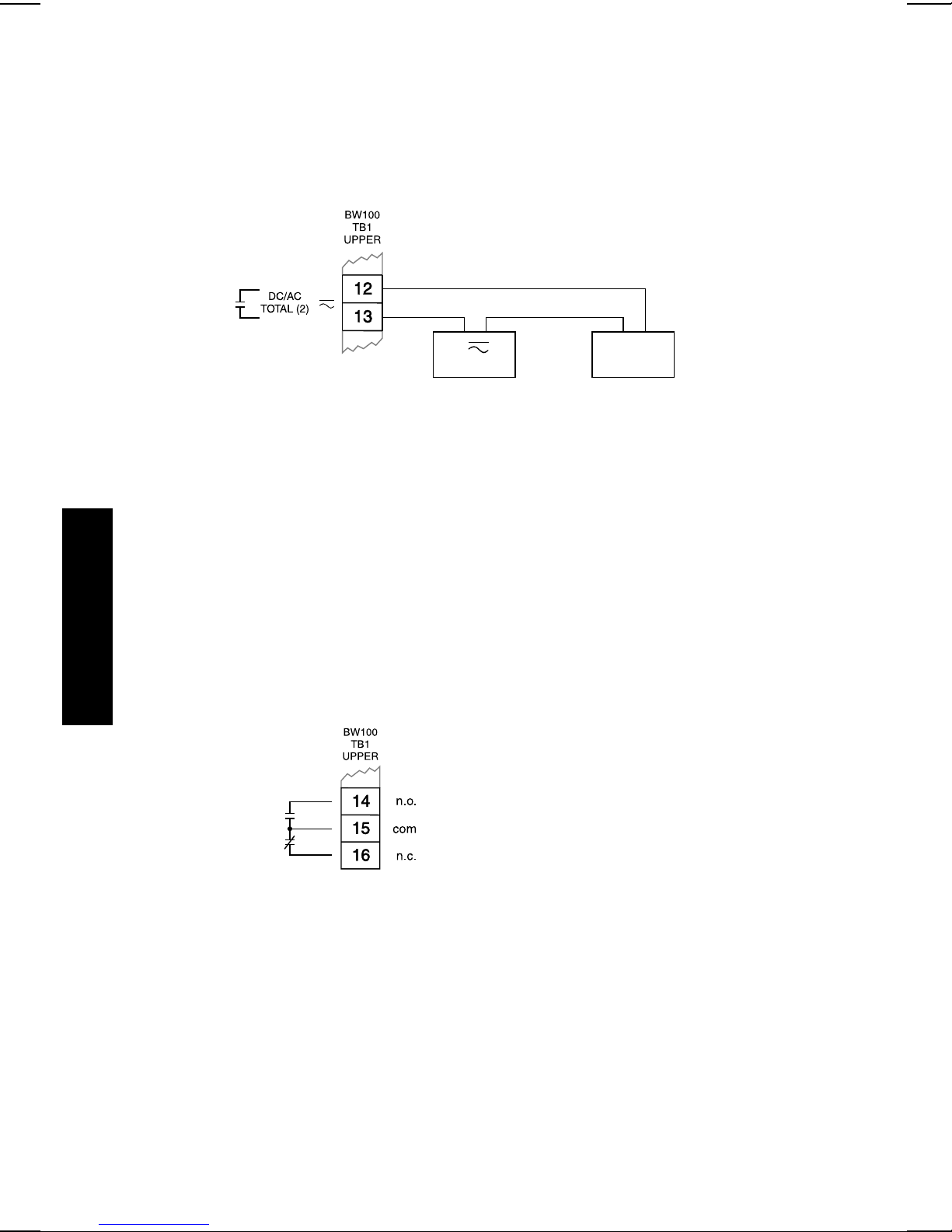
REMOTE TOTALIZER 2
INSTALLATION
RELAY OUTPUT
supply,
maximum 240 V
ac / dc
relay shown in
de-energized state,
contacts rated 5 A at
250 V non-inductive
remote
totalizer
PL-531 16
Page 17
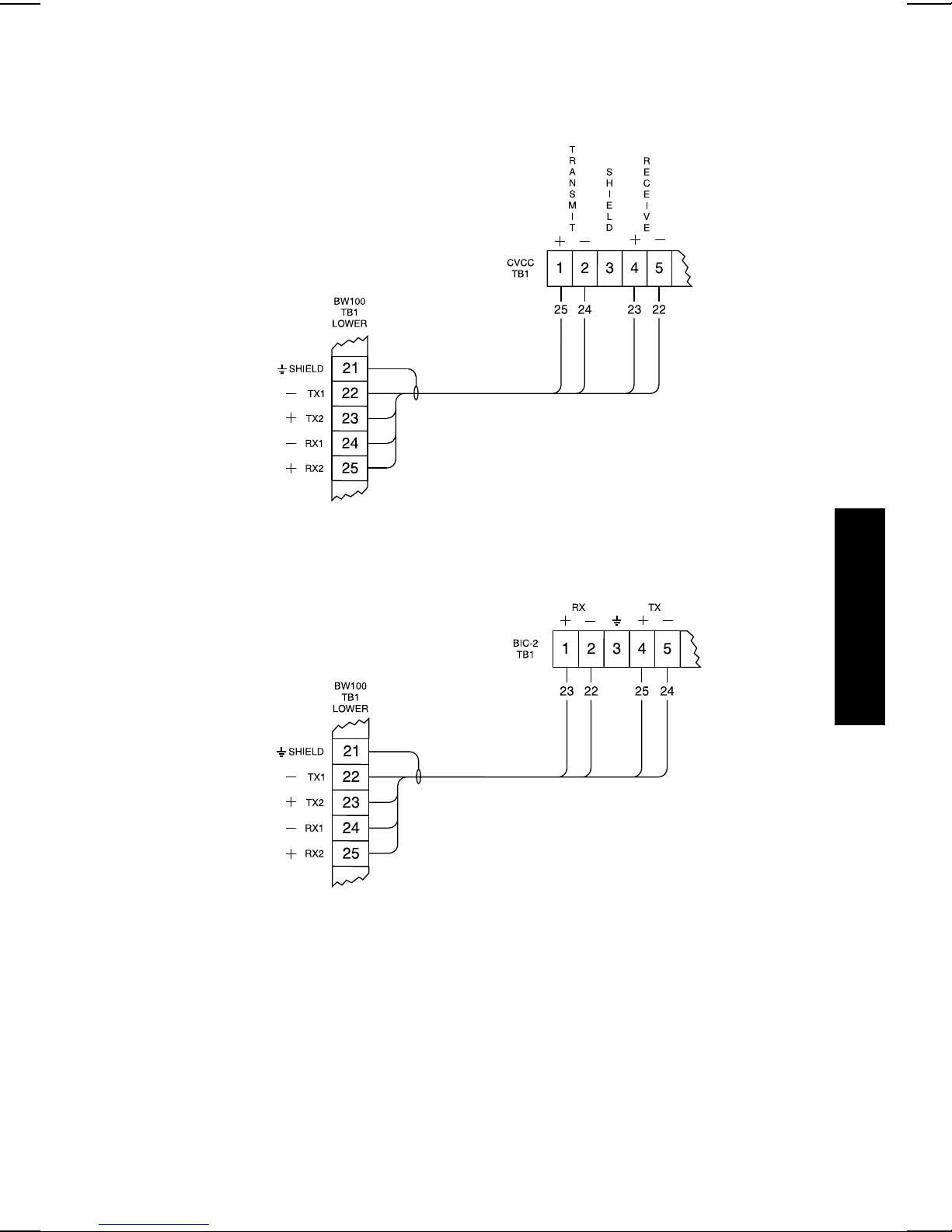
COMMUNICATION
CVCC
BIC-2
INSTALLATION
Connect shield at one device only, e.g. BW100 TB1 – 21.
Maximum loop length 3000 m (10,000 ft).
PL-531 17
Page 18
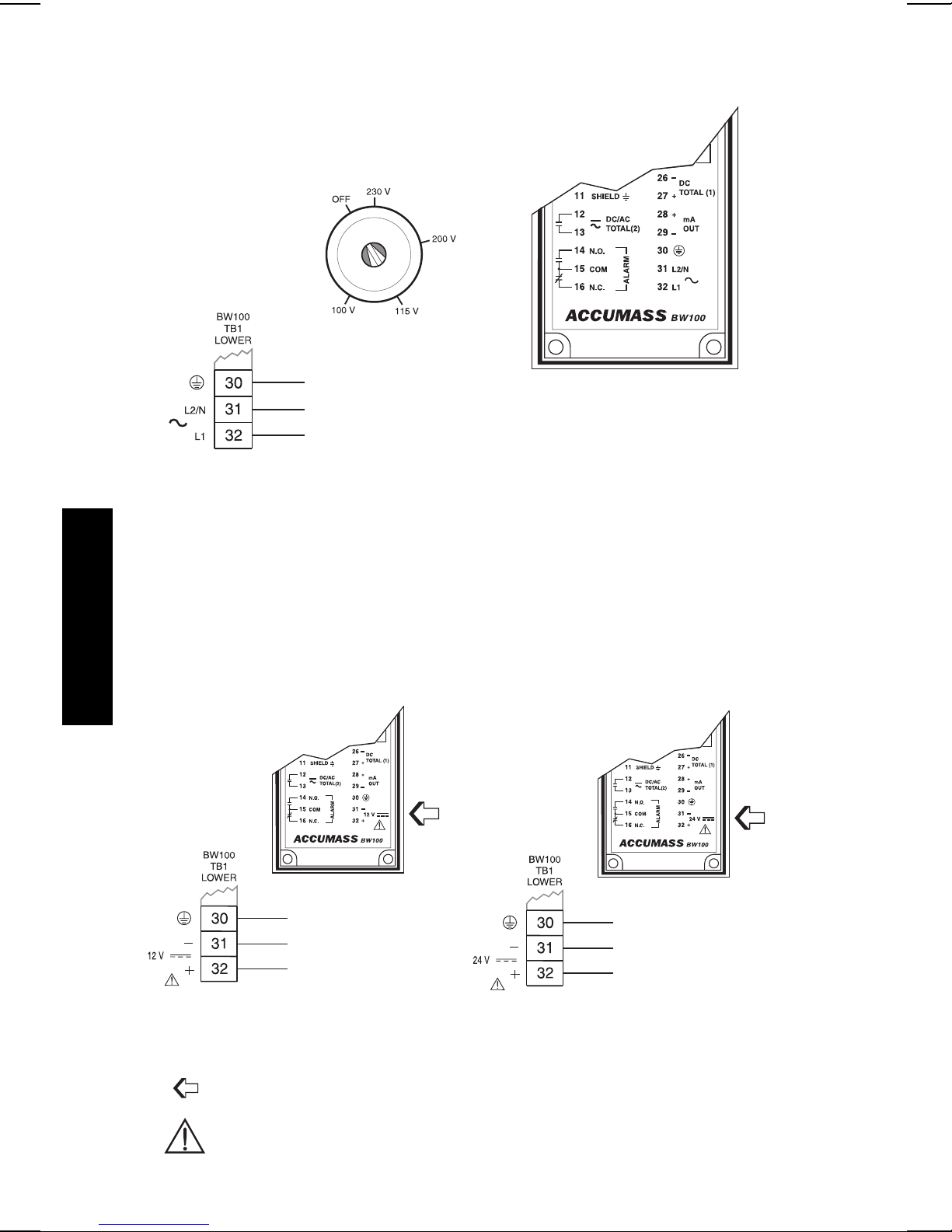
POWER CONNECTIONS
AC POWER
INSTALLATION
The equipment must be protected by a 15 A fuse or a circuit
breaker in the building installation.
A circuit breaker or switch in the building installation, marked
as the disconnect switch, shall be in close proximity to
the equipment and within easy reach of the operator.
DC POWER
12 V dc Model
10 - 15 V dc
24 V dc Model
18 - 30 V dc
dc model indicated on lid nameplate.
dc terminals shall be supplied from an SELV source in accordance
with IEC-1010-1 Annex H.
PL-531 18
97/07/07
Page 19
COMVERTER
Optional Dolphin Interface
ACCUMASS BW100
Refer to Dolphin instruction manual for interconnection details.
ComVerter
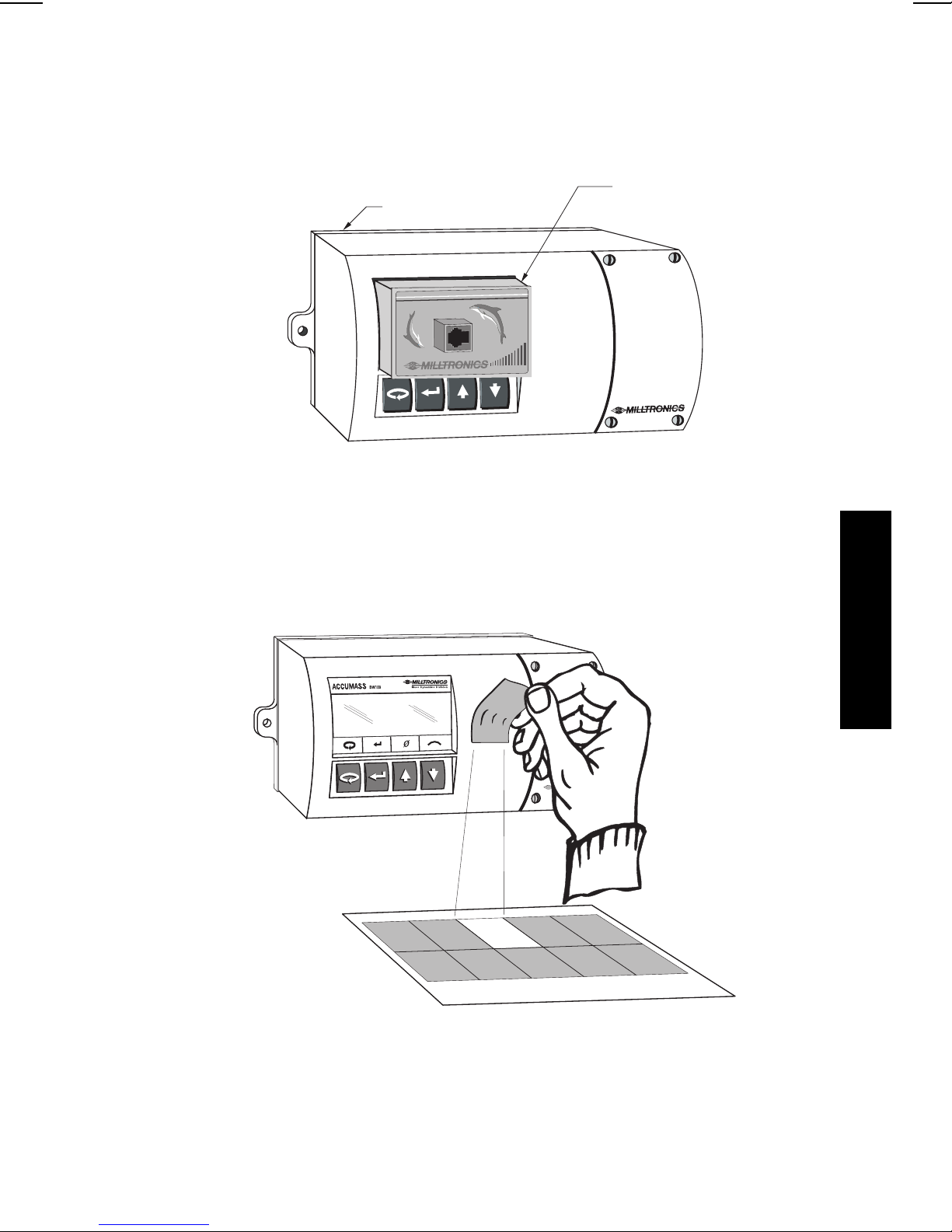
UNITS STICKER
INSTALLATION
Remove the appropriate ‘units’ sticker from the sheet supplied, and affix
to your BW100 as shown.
PL-531 19
98\03\09
Page 20

INSTALLATION
PL-531 20
Page 21

START UP
For successful start up, insure that all related system components such as belt
scale and speed sensor are properly installed and connected.
ORIENTATION
Display and Keypad
LCD
Keypad
The BW100 operates under two modes: ‘run’ and ‘program’. When the unit is initially
powered, it starts in the program mode.
balance switch ,SW2
balance potentiometer, P1
If the program mode is idle, it reverts to the run mode after 10 minutes.
PL-531 21
START UP
98\03\09
Page 22
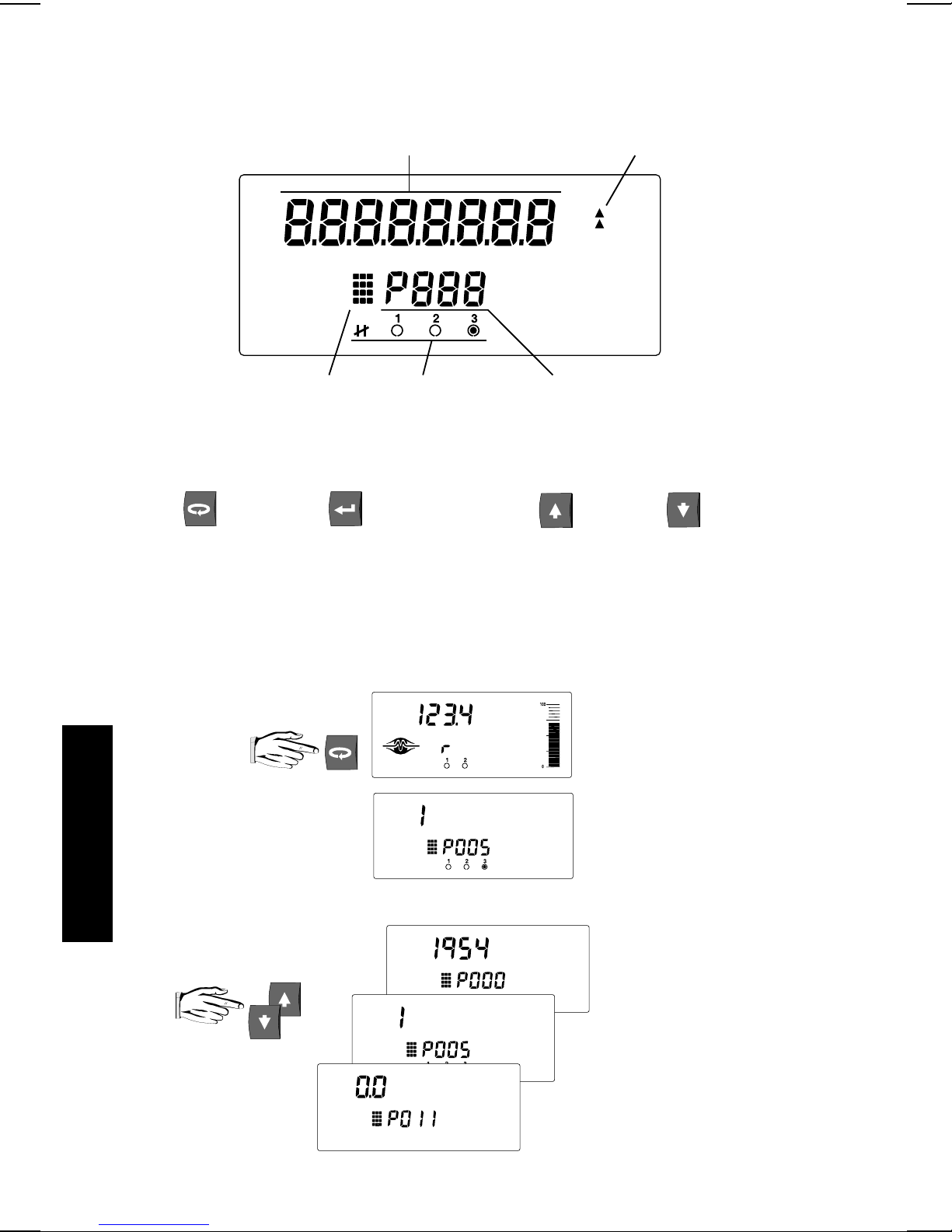
Program Mode
LCD
KeyPad
access
run
mode
program
mode
parameter value
status icon,
refer to
Run Mode
alternates program
mode between
‘select parameter’
and ‘change value’
functions
parameter
number
scroll
up
‘change value’
accessed
scroll
down
MANEUVERING
To Select a Parameter:
if not in the program mode
from the
run mode
START UP
if in the program mode
PL-531 22
Page 23
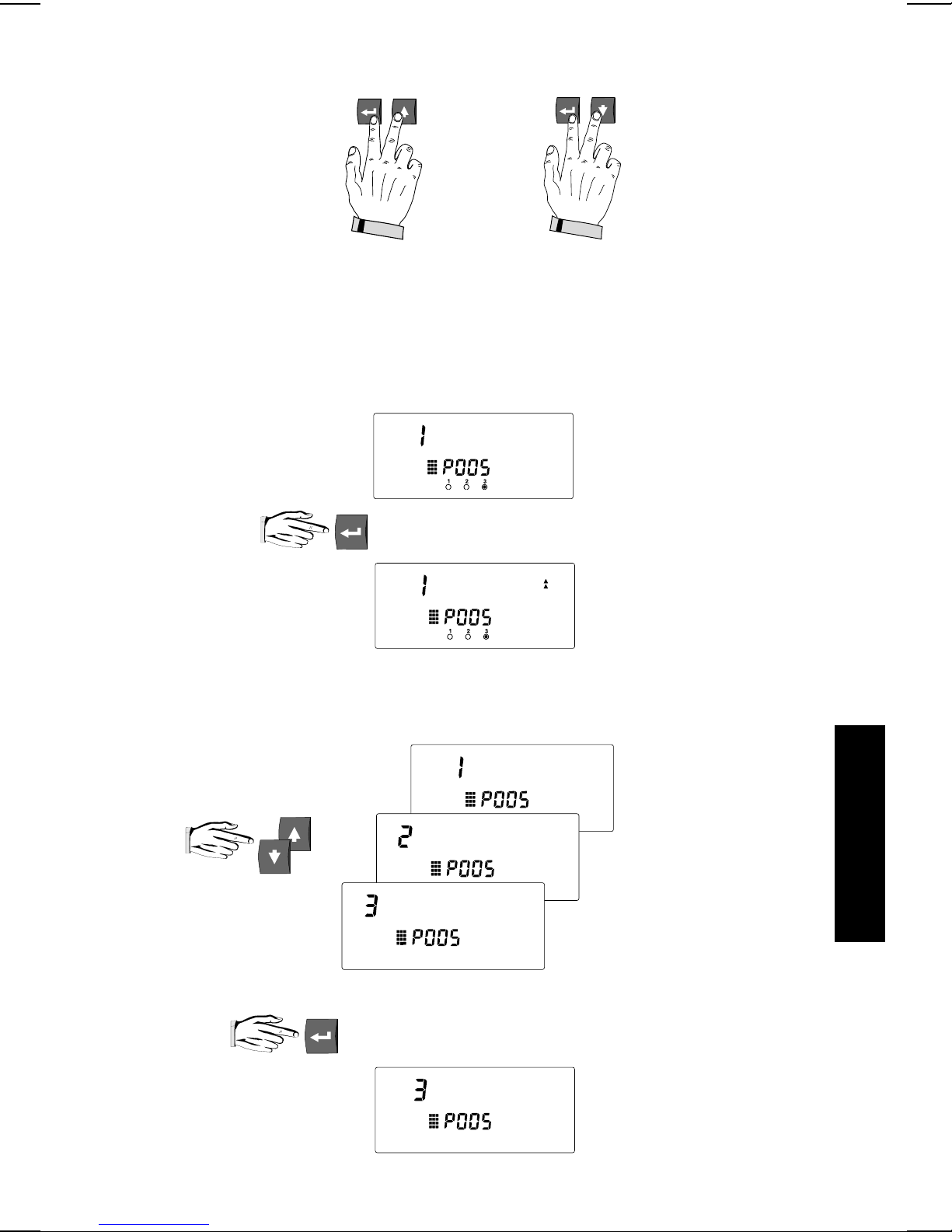
Speed Scroll
select parameter,
e.g. P005 = 1
OR
To speed scroll up or down press the up or down key and hold, then press the enter
key and hold. Release to stop.
To Change a Parameter Value :
initiate change function
Security Must Be Disabled
Must Be Pressed to
Save Change!
increase or decrease
to the desired value.
if no response,
security not disabled
save and return to select
parameter function,
e.g. P005 = 3
START UP
PL-531 23
Page 24

Express :
e.g. from the program
mode, P005
Parameter
to jump back to P005
or
Value
to jump to the factory setting
e.g. P999
jump back to P005
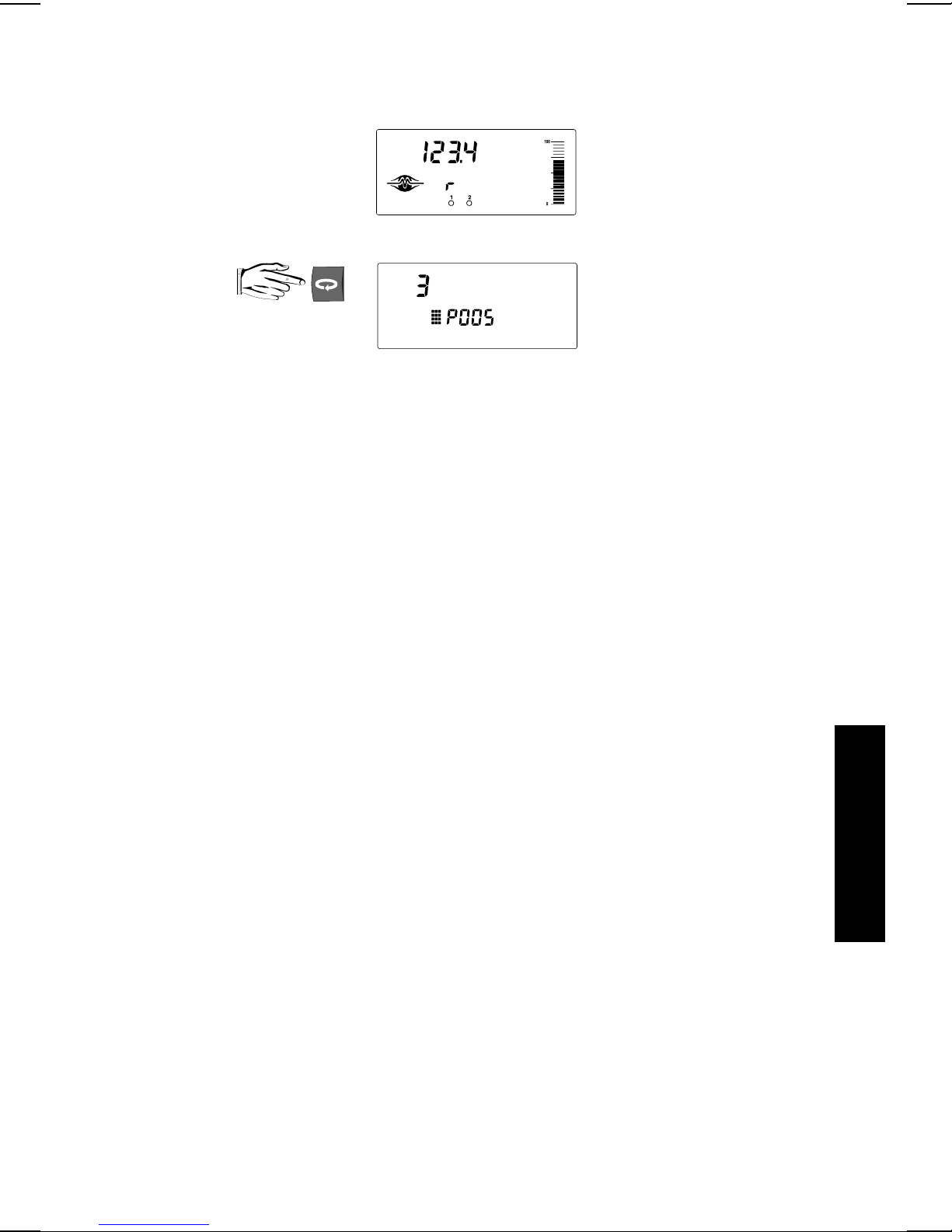
To Access Run Mode :
START UP
exit and return
to run mode
PL-531 24
Page 25
To Access the Program Mode :
last parameter from
previous program session
e.g. P005
from the run mode
e.g. rate display
MASTER RESET
Prior to programming, balancing and calibration, a master reset of the BW100 should
be done.
Refer to Parameters \ P999.
START UP
PL-531 25
Page 26
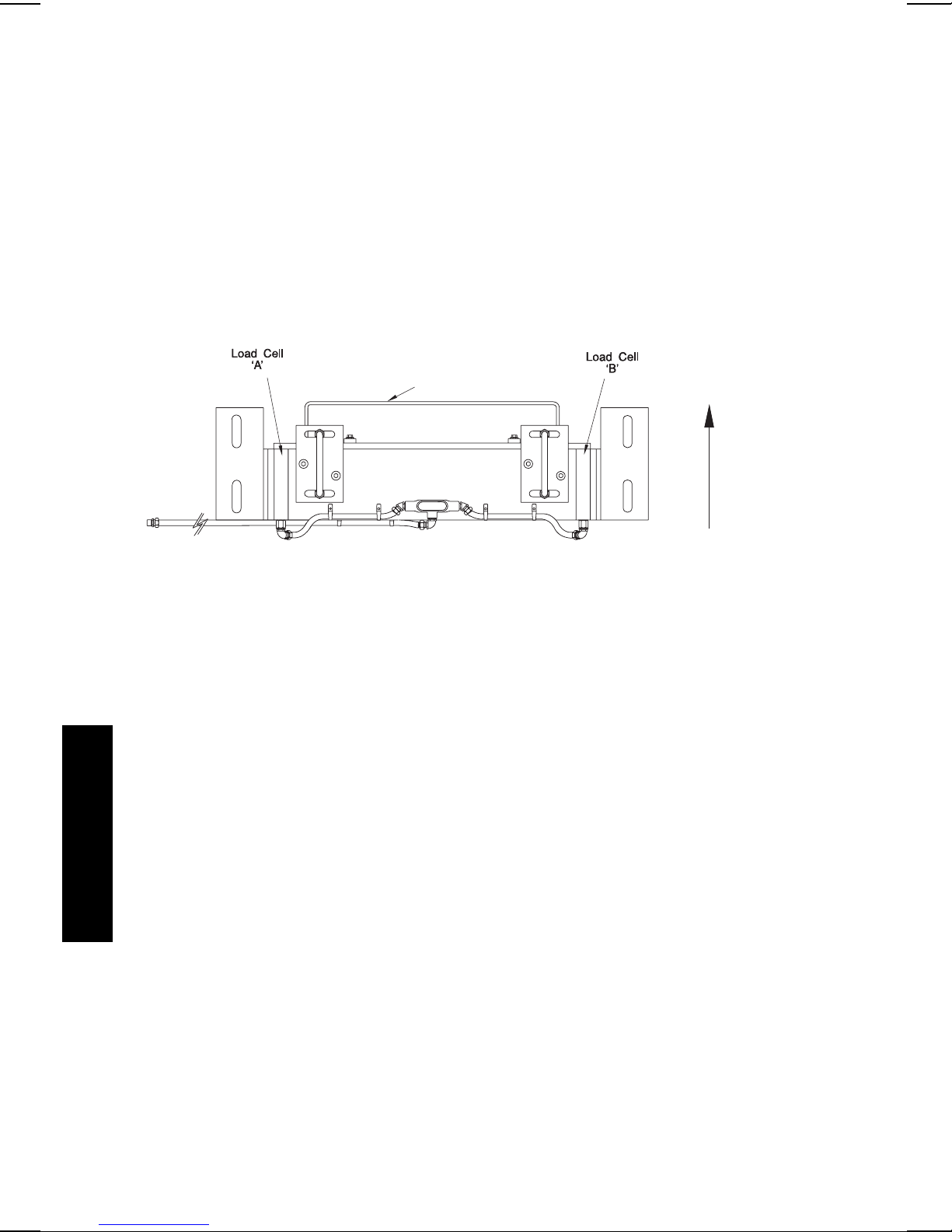
BALANCE
If you are operating a dual load cell belt scale, it is recommended that the load cells
be balanced electronically prior to initial programming and calibration, or after either or
both load cells have been reinstalled or replaced.
Unbalanced load cells adversely affect the performance
of your belt conveyor weighing system.
test weight bar
With the conveyor stopped and locked out, lift the belt off the weighing idlers.
START UP
Belt Travel
typical dual load cell scale
PL-531 26
96/07/07
Page 27

Place the BW100 into the program mode at P291.
‘close’
SW2
‘close’
SW2
‘open’
‘open’
‘B’
test weight
‘A’
enter and auto advance to P292,
test weight on
load cell ‘B’ side
select P291 ensure SW2
is closed
open SW2
SW2
SW2
‘B’
test weight
enter and auto advance to P293,
leave SW2 open
‘A’
test weight on
load cell ‘A’ side
enter and auto advance to P294,
close SW2
enter and auto advance to P295
adjust until
## = 0
± 5
START UP
P1
Remove the test weight, insure that the BW100 SW2 is in ‘close’ position and that P1
is left as set.
Performing a balance procedure requires a subsequent
PL-531 27
zero and span recalibration.
Page 28

QUICK START
Quick Start parameters (P005 to P017) must be programmed for all applications.
Have your design data sheet or program record handy!
units
design rate
design speed
speed constant
belt length
test load
Upon completion of Quick Start programming, a Zero and Span calibration are
required for successful entry into the run mode.
START UP
PL-531 28
Page 29

START UP
Program P005 - P017
refer to Maneuvering for
parameter selection
and changing values.
program mode P005, units
e.g. 1, t/h
from design data
*
sheet, if provided
▲
for constant speed
applications, TB1 - 5/6
jumpered, value is
locked at 100.
P011, design rate
*
e.g. 200 t/h
P014, design speed
*
e.g. 0.5 m/s
P015, speed constant *
e.g. 100.3 pulse / m
▲
Test load value should be less than design load (P952). If not, contact Milltronics or
their agent.
PL-531 29
P016, belt length
e.g. 65.72 m
P017, test load
*
e.g. 55.56 Kg / m
examples are typical
98/03/10
START UP
Page 30

Calibration Note
The duration of Zero and Span Calibration is dependent upon speed (P014), length
(P016) and revolutions (P360) of belt.
To cancel a Zero or Span calibration in progress,
and return to the run mode.
START UP
PL-531 30
Page 31

Zero Calibration
Run the conveyor for several minutes to warm up the belt and insure that
it is empty. Test weights are not used during a zero calibraion.
zero calibration required
initial zero count
Perform Span Calibration,
see next page
zero calculation,
frequency count displayed
zero deviation calculated,
initial deviation = 0
zero deviation accepted,
initial zero count = ###
Record this value for
future reference
START UP
PL-531 31
99/07/24
Page 32

Span Calibration
Run the conveyor until the belt is empty and stop it. Suspend the test weight from the
scale per its instruction manual. Run the conveyor belt empty.
initial span count
span calculation,
frequency count displayed
span deviation calculated
initial deviation = 0
START UP
Remove the test weight when the Span calibration is complete.
Run
span deviation accepted
initial span count = ####
Record this value for
future reference
successful entry into run,
display rate
PL-531 32
97/07/07
Page 33

Run Mode
initiate
span
display scroll
r = rate
t1 = totalizer 1
t2 = totalizer 2
L = load
S = speed
LCD
reading
mA
bar
graph
totalization
in process
Keypad
access
program
mode
= relay status,
appears on alarm
1,2=remote totalizer
flashes at rate
totaling
3=parameter alert,
zero and span
calibration required
scroll
display
START UP
initiate
zero
PL-531 33
Page 34

START UP
PL-531 34
Page 35

RECALIBRATION
BELT SPEED COMPENSATION
In order to achieve optimum accuracy in the rate computation, the belt speed
displayed must equal that of the actual belt speed. As the speeds are likely to differ, a
belt speed compensation should be performed.
Run the conveyor with the belt empty.
View the belt speed.
Stop the conveyor and measure a length of the belt; marking the forward end (start
time) and the back end (stop time). Use the belt scale as the stationary reference.
Run the belt and measure the time for the belt length to pass over the scale.
speed =
Refer to maneuvering for parameter selection and value change.
with conveyor
running empty
belt length m or ft
time s min
run mode \ speed display,
e.g. 0.750 m/s
program mode –
assumed speed
e.g. 0.75 m/s
If the BW100 constant speed input (TB1-5/6) is jumpered, the design speed (P014) is
automatically adjusted.
If the a speed sensor is connected, the speed constant (P015) is automatically
adjusted.
The display speed (used in the rate computation) now equals the actual speed.
Record the new value in Appendices\Program Record.
PL-531 35
enter calculated speed
e.g. 0.8 m/s
jumps to P014 or P015
showing new value
RECALIBRATION
97/07/07
Page 36

MATERIAL TESTS
Material tests are performed to verify the accuracy of the of the span calibration. If the
material tests indicate a repeatable deviation exists, a manual span adjust (P019) is
then performed. This procedure automatically alters the span calibration and adjusts
the test load (P17) value, yielding more accurate span recalibrations.
Test weights are NOT used during material tests.
» Run the belt empty.
» Perform a zero calibration.
» Put the BW100 into run mode
» Record the BW100 total as the start value _ _ _ _ _ _
» Run material at a minimum of 50% of design rate over the belt scale
for a minimum of 5 minutes.
» Stop the material feed and run the conveyor empty.
» Record the BW100 total as the stop value _ _ _ _ _ _
» Subtract the start value from the stop value to determine the BW100 total
» Weigh the material sample if not already known.
start total
✍
✍
scale
RECALIBRATION
BW100 total = _ _ _ _ _ _
» Calculate the span adjust value:
% span adjust =
PL-531 36
stop total
scale
✍ material sample weight = _ _ _ _ _ _ ✍
BW100 total - material sample weight x 100
material sample weight
Page 37

If the span adjust value is within the accuracy requirements of the weighing system,
the material test was successful and normal operation can be resumed.
If the span adjust value is not acceptable, repeat the material test to verify
repeatability. If the result of the second material test differs considerably, consult
Milltronics or their agent.
If the span adjust values are significant and repeatable, perform a manual span adjust:
refer to maneuvering for
parameter selection
and value change
program mode,
P019
if % span adjust is
negative, be sure
to enter as
enter % span adjust,
e.g. 0.05
negative value
jumps to P017 adjusted
test load,
e.g. 97.95
Verify the results of the span adjust by material test or return to normal operation.
DESIGN CHANGES
Where parameters have been changed with a resultant impact on the calibration or do
not take effect until a recalibration is done, the parameter warning icon is displayed. In
order to clear the icon, perform a zero and span recalibration after the reprogramming
session is complete.
RECALIBRATION
If significant changes have been made, an initial zero (P377) and/or initial span
(P388) may be required.
PL-531 37
98/03/10
Page 38

RECALIBRATION
In order to maintain the accuracy of the weighing system, periodic zero and span
recalibrations are required. Recalibration requirements are highly dependent upon the
severity of the application. Perform frequent checks initially, then as time and
experience dictate, the frequency of these checks may be reduced. Record deviations
for reference.
Routine Zero
Run the conveyor empty for several minutes to warm up the belt and insure that it is
empty. Test weights are not used during a zero calibration.
From the
run mode
initiate zero calibration
current zero count = ####
zero calculation,
load value displayed
zero deviation calculated
accept deviation
new zero count = ####
RECALIBRATION
E3 is an indication that the mechanical system is errant. The use of P377,
initial zero
The cause of the increased deviation must be found and rectified. A zero recalibration
as previously described can then be retried.
If the operator deems this deviation to be acceptable, set P377 to 1 to invoke an initial
zero calibration. Further deviation limits are now based on this new initial zero.
PL-531 38
, should be used judiciously and only after a thorough
mechanical investigation has been exercised.
return to run mode
97/07/07
Page 39

Initial Zero
An initial zero can be performed if deemed as a proper response to E3 message.
Refer to maneuvering for parameter selection and value change.
select P377
invoke initial zero,
enter ‘1’
current zero count
zero calculation
frequency count displayed
zero deviation
zero deviation accepted
initial zero count = ####
RECALIBRATION
PL-531 39
Perform Initial Span
99/08/24
Page 40

Direct Zero
enter previously recorded
zero count
Direct zero entry (P367) is intended for use when replacing software or
hardware, and it is not convenient to perform an initial zero at that time.
A record of the last zero count is required.
Refer to maneuvering for parameter selection and value change.
current zero count
RECALIBRATION
new zero count accepted
PL-531 40
Page 41

Routine Span
To perform a routine span recalibration, run the conveyor until the belt is empty and
stop it. Suspend the test weights from the belt scale per its instruction manual.
Run the conveyor empty at maximum operating speed .
From the
zero calibration
initiate span calibration
current span count = ####
span calculation,
load value displayed
span deviation = ##%
accept deviation
new span count = ####
return to run mode
E6 is a reminder that a zero calibration is strongly suggested before a span
calibration is initiated. Press enter to bypass this message.
E4 is an indication that the mechanical system is errant. The use of P388,
initial span
, should be used judiciously and only after a thorough
mechanical investigation has been exercised.
The cause of the increased deviation must be found and rectified. A span recalibration
as previously described can then be retried.
RECALIBRATION
If the operator deems this deviation to be acceptable, set P388 to 1 to invoke an initial
span calibration. Further deviations are now based on this new initial span.
Remove the test weight when the span calibration is complete.
PL-531 41
97/07/07
Page 42

Initial Span
invoke initial span
current span count = ####
span calculation,
frequency count displayed
return to run mode
select P388
An initial span can be perform if deemed as a
proper response to E4 message.
Refer to maneuvering for parameter selection and value change.
RECALIBRATION
PL-531 42
span deviation = ##
zero deviation accepted
initial zero count = ####
Page 43

Direct Span
Direct span entry (P368) is intended for use when replacing software
or hardware, and it is not convenient to perform
an initial span at that time.
A record of the last span count is required.
Refer to maneuvering for parameter selection and value change.
current span count
enter previously recorded
span count
new span count accepted
RECALIBRATION
PL-531 43
Page 44

Factoring
enter
initiated Factoring,
current test load value
e.g. 76.11 kg / m
dynamic test load value
e.g. 76.03 kg / m
P359 selected
In order to calculate the value of a new or unknown test weight to the current span,
the factoring procedure is used.
For optimum accuracy in the factoring results, a
routine zero calibration is recommended.
Refer to Maneuvering for parameter selection and value change.
With the conveyor stopped and the belt empty:
hang new test weight onto
belt scale, then run the
conveyor empty
RECALIBRATION
jumps to P017,
new test load value
e.g. 76.03 kg / m
return to run mode
PL-531 44
Page 45

Linearization
Conveyor applications where the belt scale is poorly located, or where there is a high
degree of variation in belt tension, typically cause the belt scale to report load
non-linearly. The BW100 provides a linearizing function (P390 - P396) in order to
correct for the deficiency in the weighing system and to provide an accurate report of
the actual process.
To verify that the cause of the non-linearity is not mechanical:
» run the conveyor belt empty and stop it.
» Suspend various test weights to the scale to verify mechanical linearity. If the
load reported by the BW100 at these tests is non-linear, a mechanical problem
is indicated. Refer to the belt scale manual in order to resolve the non-linearity
by improved installation or repair.
If it is determined that the non-linearity is due to the weighing application, and not the
actual belt scale, apply linearization by performing the following:
» zero calibration
» span calibration at 90 to 100% of design rate
» material tests at 90 to 100% of design rate
» manual span adjust if required
» material tests at 1 to 3 intermediary flow rates where compensation is required.
Compensation points must be at least 10% of the design load apart.
E8 message occurs if a point is less than 10% of
full scale or if points are less than 10% apart.
» calculate the percentage compensation for each flow rate tested.
% compensation =
where: actual weight = material test
totalized weight = BW100 total
actual weight - totalized weight x 100
totalized weight
RECALIBRATION
PL-531 45
97/07/07
Page 46

Example
:
A non-linearity with respect to the ideal response exists in a belt scale application
with design rate of 200 t/h. It is decided to do material tests at 25, 50 and 75% of the
design rate. After performing a zero and a span calibration at 100% of the design
rate, followed by material tests and manual span adjust, three material tests were
performed at 50, 100 and 150 t/h, as indicated by the BW100. The following data
was tabulated. (This example is exaggerated for emphasis).
The material tests should be run at same belt speed, representative of normal
operation; in this case 1.2 m/s. For each rate, record the corresponding load value by
scrolling to the BW100 load display during running conditions or by calculation.
load =
rate
speed
BW100 load material test BW100 total compensation*
kg/m tonnes tonnes %
11.6 4.2 4.9 -14.3
23.2 8.4 7.6 10.5
34.7 12.6 13.7 - 8.0
*calculation example: % compensation =
weight = tonnes
RECALIBRATION
4.2 - 4.9 x 100
4.9
= - 14.3
actual weight per material test
totalized weight b y BW 1 0 0
belt scale response
linearized BW100 re sp o n se
% compensation
span (100%)
PL-531 46
load - kg / m
97/07/07
Page 47

Program the BW100 as follows: P390 = 1
actual weight per material test
totalized weight by BW100
belt scale response
linearized BW100 response
% compensation
span (100%)
P391 = 11.6
P392 = - 14.3
P393 = 23.2
P394 = 10.5
P395 = 34.7
P396 = - 8
Often only one point of compensation is required, usually at a low load value. In the
prior example, if compensation was only required at 11.6 kg/m, the programming
could be as follows. Compensation is optimized by establishing the next load value
that agrees with the material test, hence where compensation is zero and entering it
as the next compensation point.
P390 = 1
P391 = 11.6
P392 = - 14.3
P393 = 23.2
P394 = 0
P395 = 34.7
P396 = 0
weight = tonnes
PL-531 47
RECALIBRATION
load - kg / m
Page 48

RECALIBRATION
PL-531 48
Page 49

OPERATION
LOAD SENSING
In order for the BW100 to calculate rate and hence totalize material flow along the belt
conveyor, a load signal representative of weight of material on the belt is required.
The load signal is provided by the belt scale. The BW100 is compatible with belt
scales fitted with one or two strain gauge type load cells.
Refer to Specifications and Installation\Load Cell for belt scale requirements
and connection.
SPEED SENSING
In order for the BW100 to calculate rate and hence totalize material flow along the
belt conveyor, a speed signal representative of belt speed is required. In constant
speed applications (no speed sensor), the BW100 can be programmed to provide
an internal speed signal. This is achieved by entering the design speed (P014) and
providing a jumper across speed input terminals (TB1-5/6). Speed constant (P015)
defaults to 100.
For optimum accuracy of the weighing system, both constant and variable speed
applications, a speed sensor is required. Again, the design speed and speed
constants need to be programmed, however the jumper across the speed input has to
be removed and the speed sensor connected.
OPERATION
Refer to Specifications and Installation\Speed Sensor for speed sensor requirements
and connection.
MODES OF OPERATION
Run is the normal or reference mode of operation. It continuously processes the load
signal from the belt scale to produce internal load and rate signals, which are in turn
used as the basis for totalization, mA output and relay control. The run display is
programmed (P081) to scroll through rate, totalization, load and speed; either
manually by pressing the enter key, or automatically. A bar graph is continuously
displayed. It is proportional to the analog output as programmed (see Analog Output).
From the run mode, access to the program mode, and zero and span calibration
is made.
The program mode allows viewing and, with security permission (P000), changing
parameter values. During program, run mode functions are still active, i.e.: rate,
relay, analog output and totalization. Error interrupts are suppressed and the bar
graph is disabled.
If the program mode is left idle for a period of ten minutes, it automatically reverts to
the run mode.
PL-531 49
97/07/07
Page 50

DAMPING
OPERATION
Damping (P080) provides control over the speed at which the displayed readings and
output functions respond to changes in their respective input function; load, speed
and the internal rate signals. Changes in the displayed rate of material flow, material
loading and belt speed are controlled by the damping. Relay alarm functions based on
input functions of flow, load and speed, respond to the damped value.
If the specific mA output damping parameter (P220) is enabled (value other than 0),
then the damping (P080)
output value and bar graph respond independently at the specified mA output
damping rate (P220).
ANALOG OUTPUT
The BW100 provides one isolated analog output. The output can be assigned (P201)
to represent rate, load or speed. The output range can be set to 0 - 20 mA or 4 - 20
mA (P200). The 0 or 4 mA value corresponds to empty or zero condition, whereas the
20 mA value corresponds to the associated design value: rate (P011), load (P952) or
speed (P014). The analog output can be limited for over range levels of 0 mA
minimum and 22 mA maximum (P212 and P213 respectively). The output 4 and 20
mA levels can also be trimmed (P214 and 215 respectively) to agree with a
milliammeter or other external mA input device.
The BW100 LCD provides a bar graph as a function of analog output. It displays the
mA value as percentage of the mA range.
as it pertains to the mA function
is overridden, and the
The mA output value can be tested using parameter P911. Refer to Parameter
Description\P911.
PL-531 50
97/07/07
Page 51

RELAY OUTPUT
The BW100 offers one single pole double throw (SPDT) relay that can be assigned
(P100) to one of the following alarm functions:
» rate: relay alarms on high and/or low material flow rate.
» auto zero: relay alarms when an attempted auto zero calibration
reports an out of range condition (E9).
» speed: relay alarms on high and/or low belt speed.
» load: relay alarms on high and or low belt load.
» error: relay alarms on any error condition as it is reported.
Refer to Appendices \ Troubleshooting.
Except for alarm on ‘auto zero’ and ‘error’, the high and low alarm setpoints (P101 and
P102 respectively) are required and must be entered in the appropriate units.
The on / off actuation at both setpoints is buffered by the damping (P080) and the
programmable dead band (P117), to prevent relay chatter due to fluctuations. The
relay is normally energized; i.e. the normally closed (n.c.) contact held open. Upon an
alarm condition, the relay is de-energized and the alarm icon on the BW100 display
appears. Once in alarm, the relay and icon remain in alarm status until the alarm
condition is removed.
OPERATION
Example:
P014 = 2m/s, design speed
P100 = 3, belt speed
P101 = 100% (2m/s)
high
100%
low
20%
actual ‘off ’
22%
actual ‘on’
20%
PL-531 51
alarm ‘on’ is with relay de-energized
97/07/07
Page 52

TOTALIZATION
OPERATION
The totalization function is based on the internal rate (mass per unit time) signal
proportional to belt speed and load on the associated belt scale. It is not affected
by the damping function (P080). The rate signal is sampled several times a second
to accurately count the mass of material conveyed. The count is held in the master
totalizer used to increment the internal totalizers and to produce a pulse signal for
the remote totalizers.
The BW100 provides four separate totalizer functions: internal totalizer 1, internal
totalizer 2, remote totalizer 1 and remote totalizer 2.
To avoid totalizing material at low flow rates, the totalizer drop out limit (P619) is set to
a percentage of the design rate. Below this limit, totalization stops. When material flow
returns to a rate above the drop out limit, totalization resumes.
Totalizer resolution or count value is set by the respective control parameters, P631 P639. If the resolution selected causes the totalizer to lag behind the count rate, an
E2 error is displayed after making the parameter entry. The error is rectified by
selecting a greater resolution value.
e.g.:
internal totalizer
given: P005 = 1 (t/h)
then: totalizer count increments by 10 for each 10 metric tonnes registered
1
P631 = 5
external totalizer
given: P005 = 1 (t/h)
then: contact closure occurs once for every 10 metric tonnes registered
For remote totalization, the contact closure duration is set by the respective control
parameters, P643 and P644. The value is automatically calculated upon entry of the
design rate (P011) and remote totalizer parameters (P638 and P639), so that the
duration of contact closure allows the relay response to track the total up to the design
rate. The value can be changed to suit specific contact closure requirements, such as
in the case of programmable logic controllers. If an E2 error is displayed, P638 or
P639 has to be increased.
The totalizers are reset through the master reset (P999), the totalizer reset (P648) or
through the keypad.
» master reset: the reset of all totalizer functions is included in the master reset.
» totalizer reset: totalizer reset can be used to resets internal totalizers
» keypad: pressing simultaneously while in the run mode
1
P638 = 5
1 and 2, or totalizer 2 independently.
resets internal totalizer 1, as well as the internal counts
for both remote totalizers.
Placing the internal totalizers on to the display scroll of the run mode is controlled by
the totalizer display parameter (P647); displaying either one or both totalizers.
PL-531 52
97/07/07
Page 53

AUTO ZERO
The Auto Zero function allows a zero calibration to be initiated automatically under the
following conditions.
- the auto zero input (TB1-9/10) is in a closed state; jumper or remote switch
- the load is less than 2% of the design load
If the resulting zero deviation is less than an accumulated 2% from the last operator
initiated zero, the auto zero is accepted.
If the deviation is greater than an accumulated 2%, an E9 error is displayed and the
relay, if so programmed, goes into alarm (refer to Operation\Relay Output). The E9
error is cleared after five seconds.
If material feed resumes during an auto zero function, the totalizing
function is maintained.
COMMUNICATION
The BW100 bipolar current loop provides long distance communication to an RS-232
or RS-422 device via a local Milltronics CVCC or BIC-2 interface.
OPERATION
host
device
* maximum 6 BW100 per BIC-2
BW100
BIC-2 *
or
CVCC
The BW100 communication port (TB1-21 to 25) is software set for baud (P751) and
mode enable (P760). Refer to Installation\Communication for wiring details.
If communicating via Milltronics Dolphin software,
PL-531 53
the baud rate must be set to ’4800’.
98\03\09
Page 54

PROTOCOL
OPERATION
Protocol refers to the format, sequence and value of the data fields used in
communication messages. Each data field of a BW100 message contains one or
more bytes of ASCII binary code.
Each byte contains:
DATA FIELD DESCRIPTIONS
The following data fields are used.
som
BW100 start of message, ASCII character = STX (Hex Value = 02).
DEVICE
Identifies the BW100 to which the message applies. The device is a 2 character
number that equals the Unit I.D. code, (P761). ASCII characters = 00 to 15.
» 8 data bits
» no parity bit
» 1 stop bit
MT
Identifies the 2 character message type transmitted, ASCII characters:
50 = material flow rate
51 = material load
52 = belt speed
53 = totalizer 1,
internal
54 = totalizer 2, internal
READING
Contains the measurement value in the engineering units of measure selected
during BW100 programming. The number of bytes in this data field varies dependent
upon the reading value. Up to 8 ASCII characters including the decimal point may
be transmitted.
UNITS
Three ASCII characters identify the totalizer engineering units (MT=53 and MT=54).
The first character is always a space. The remaining characters may be:
t = tonnes
T = tons
LT = long tons
kg = Kilograms
lb = pounds
eom
BW100 end of message, ASCII character = CR (Hex Value = 0D).
PL-531 54
Page 55

MESSAGE REQUESTS
Message requests must be transmitted from the host to the BW100 in the
following format.
som DEVICE MT eom
Example:
Data ASCII Example
Field Character Description
som STX start of message
DEVICE 01 for BW100 # 1
MT 50 material flow rate request
eom CR end of message
MESSAGE RESPONSES
The BW100 response to a flow rate (MT=50) load (MT=51) or speed (MT=52)
message request is in the following format.
som DEVICE MT READING eom
Example:
OPERATION
Data ASCII Example
Field Character Description
som STX start of message
DEVICE 00 from BW100 # 0
MT 50 material flow rate response
READING 392.5 is 392.5
eom CR end of message
The response to a material total (MT=53) message request is in the following format.
som DEVICE MT READING UNITS eom
Example:
Data ASCII Example
Field Character Description
som STX start of message
DEVICE 01 from BW100 # 1
MT 53 material total response
READING 129.2 is 129.2
UNITS t metric tonnes
eom CR end of message
PL-531 55
Page 56

OPERATION
PL-531 56
Page 57

PARAMETER DESCRIPTION
P000 lock
Locks out the programming ’change value’ function suc h t hat t he values of
P001 through P999 cannot be changed. This however does not prevent t he
’select’ function from use; i.e. for viewing values. Programming is locked out
if the value of P000 is other than 1954.
entry: 1954 = unloc ked
1954 = locked
Ouick Start, P005 to P017
’Ouick Start ’ is the minimum parameter programming required bef ore
attempting a calibration and successful ent ry into the run mode.
P005 units
Determines the units for programmi ng and meas urement .
entry: 1 = t/ h, t onnes per hour
2 = kg/h, kilograms per hour
3 = LT/h, long tons per hour
4 = T/h, short tons per hour
5 = lb/h, pounds per hour
PARAMETER DESC.
Changing this parameter does not affect t he rate (P011), belt speed (P014)
or belt length (P016) parameters. These parameters shoul d be re-ent ered f o r
conformity in units.
P011 design rate
Specifies the design rate of material f l ow f or t he bel t scal e.
enter the design rate from the supplied design data sheet
PL-531 57
t = 1000 kg
LT = 2240 lb.
T = 2000 lb.
Page 58

P014 design speed
Specifies the design speed for the conveyor bel t .
Speed units are: metre/s if P005 = 1 or 2
P015 speed constant
feet/min if P005 = 3, 4 or 5
PARAMETER DESC.
This value multiplied with t he speed sens or f requenc y, calculates the
actual belt speed.
* refer to speed sensor nameplate or consult Mas s Dynamics or their agent
P016 belt length
The length of the conveyor belt (one belt revolution).
Length units are: metre if P005 = 1 or 2
entry: I f speed i nput i s wi red for constant speed
(TB1 5/6 jumpered), value defaults to ’100’.
enter the speed constant = from the supplied design data sheet
or
=
speed sensor pulses per revolution*
pulley circumference (m or ft)/ revolution
ft if P005 = 3, 4 or 5
enter the belt length
P017 test load
The load to be referenced when performing a span.
Load units are: kg/m if P005 = 1 or 2
End of ’short program’ parameters. A calibration can now be perf ormed.
PL-531 58
lb/ft if P005 = 3, 4 or 5
Page 59

P018 speed constant adj us t
This parameter allows adjustment to t he speed cons t ant (P 015).
Initially, this parameter displays t he dynamic speed of the belt.
If the displayed speed is not equal to the ac t ual speed, enter
the actual belt speed.
For speed sensor applications, the value of P015 is
automatically adjusted.
For constant speed (TB1 5/6 jumper) the value of P014
is automatically adjusted.
P019 manual span adjust
This parameter allows adjustment to t he span cal ibration.
The adjustment value is generally determined by perf orming
material tests. Refer t o Rec alibration\Material Tests.
enter the calculated adjust ment
P022 minimum speed frequenc y
Sets the minimum frequency that the speed sens or can rel iably read.
Signals at low frequencies are erratic, adversel y affecting the performance
of the weighing system.
PARAMETER DESC.
entry: 1 = 1 Hz
PL-531 59
2 = 2 Hz
note:at 1 Hz, it takes 1 sec before defaulting t o 0 speed
at 2 Hz, it takes 0.5 sec before defaulting to 0 speed
Page 60

P080 damping
Sets the speed of response to which t he di spl ay ed readi ngs
(rate, load and speed), and outputs (alarm and mA) react t o change. .
The greater the damping value, the slower the response.
PARAMETER DESC.
P081 display mode
Sets the display mode. Normally, the di spl ay shows rate, or the
last manually selected function. I f set to alternating, the display
alternates between rate and totalizer (1 and/or 2, as programmed
by P647).
Effect of damping (P080) on mA output can be
overridden by mA output damping (P 220).
enter damping value, range 1 - 9999
entry: 0 = normal
1 = alternating
PL-531 60
Page 61

Relay/Alarm Function, P100 - P117
These parameter are specific to the use of the rel ay / alarm f unction.
Refer to Operation\Relay Output.
P100 relay set up
Sets the alarm mode for the relay.
entry: 0 = off
P101 high alarm
Sets the high alarm setpoint f or rel ay functions P100 = 1, 3 or 4.
enter the value in % of full scale
P102 low alarm
Sets the low alarm setpoint for relay f unctions P100 = 1, 3 or 4.
enter the value in % of full scale
1 = rate
PARAMETER DESC.
2 = auto zero
3 = belt speed
4 = belt load
5 = error
P117 alarm dead band
Sets the dead band to prevent relay chatter due t o f luctuations
at the high or low setpoint.
enter the value in % of full scale
PL-531 61
End of relay/alarm parameters.
Page 62

mA output parameters, P200 - P220
These parameters are specific to the use of t he mA out put .
Refer to Operation \ mA Output for detai ls.
P200 mA range
Sets the range for the mA output.
PARAMETER DESC.
P201 mA functi on
Assigns the mA output to track one of t he int egrat or f unc t i ons .
P212 mA min limit
Limits the lower mA range (0 or 4 mA) to a mi ni mum out put value.
entry: 1 = 0 - 20 mA
2 = 4 - 20 mA
entry: 1 = rate
2 = load
3 = speed
enter limit value, range 0 - 22
P213 mA max limit
Limits the upper mA range (20 mA) to a max imum out put value.
enter limit value, range 0 - 22
P214 4 mA trim
Adjusts the 4 mA output level to agree with a milliammeter or
other external mA input device.
enter trim value, range 0 - 9999
PL-531 62
Page 63

P215 20 mA trim
Adjusts the 20 mA output level to agree with a milliammeter or
other external mA input device.
enter trim value, range 0 - 9999
P220 mA output damping
Sets the speed at which the mA output react s t o change.
The greater the damping value, the slower the response.
If the value is 0, the mA output as sumes t he damping set in P080.
enter the damping value, range 0 - 9999
End of mA output parameters.
PARAMETER DESC.
PL-531 63
Page 64

Load Cell Balancing Parameters, P291 - P295
These parameters are used for verifying or balancing t he load cel ls (2)
on the associated conveyor belt scal e. Ref er t o St art Up\ Bal anc ing
P291 calculator input 1
This register displays the count assoc iated with the summation of
PARAMETER DESC.
load cell A and B signals, when balancing the A and B load cells
of the associated belt scal e.
P292 calculator input 2
This register displays the count assoc iated with the load B signal,
when balancing the A and B load cells of the associated belt scale.
for details and procedure for use of thes e parameters.
P293 calculator input 3
This register displays the count assoc iated with the load cell B signal,
when balancing the A and B load cells of the associated belt scale.
P294 calculator input 4
This register displays the count assoc iated with the summation
of load cell A and B signals, when balancing the A and B load
cells of the associated belt scale.
P295 load cell balance
Used in conjunction with balanc e cal c ul at or parameters (P291 - P 294),
this parameter displays the adjustment required to complete the load
cell balance procedure.
PL-531 64
End of balancing parameters
Page 65

P341 run time
The cumulative days that the application device has been in service. The
time is recorded once daily in a non-resetable counter. Peri ods of les s
than 24 hr. are not recorded, nor accumulated.
P350 calibration securit y
This parameter provides additional sec urity to the global lock (P000).
entry: 0 = view parameters , perf orm zero and span, no reset
of totalizer 1
1 = same as level 0, but cannot perform span
2 = same as level 0, but cannot perform zero and span
P359 factoring
Factoring is used as a method of calc ul ating the value of the test
load (P017) to a new physical test weight.
PARAMETER DESC.
entry: 0 = idle
1 = factor
Totalization is halted during the factoring procedure,
and resumed only upon return to the run mode.
P360 calibration duration
Sets the number of belt revolutions t o us e during a zero or span calibration.
enter number of belt revolutions, range 1 - 99
P367 direct zero
This parameter allows the zero reference count to be viewed
or entered directly.
Direct entry is intended for use when replac ing sof t ware or hardware
and it is not convenient to perform an initial zero at t hat time.
PL-531 65
Page 66

P368 direct span
97\10\29
This parameter allows the span reference count to be viewed or ent ered di rec t ly.
Direct entry is intended for use when replac ing sof t ware or hardware
and it is not convenient to perform an initial span at t hat time.
P370 zero limit
PARAMETER DESC.
Sets the zero calibration deviation limit f rom t he las t initial zero. If the
accumulated deviation exceeds the limi t , t he zero cal ibrat ion is aborted (E3).
P377 initial zero
The initial zero is the reference zero to which all subs equent operat or
initiated zero calibrations are compared in determini ng whet her t hey
have deviated beyond the zero limit (P370)
entry: 0 = ± 12. 5% of initial zero
1 = ± 2% of initial zero
entry: 0 = idle
1 = initial zero
Refer to Recalibration\Init ial Zero f or use of this function.
P388 initial span
The initial span is the reference to which all subs equent span cal i brat ions
are compared in determining whether they have deviated bey ond 12. 5%
of the initial span.
entry: 0 = idle
1 = initial span
Refer to Recalibration\Init ial Span f or use of this function.
PL-531 66
Page 67

Linearization Parameters, P390 - P396
These parameters are used to compensate for non-linear response of the weighing
system to the BW100. Refer to Recalibration\ Li neari zat i on f or det ai ls and ex ampl e on
the use of these parameters.
P390 linearization
Enables or disables the linearizat i on f unc t i on.
entry: 0 = off
1 = on
P391 linearizer, point 1
enter the load, in units of P017, for point 1
P392 compensation, point 1
PARAMETER DESC.
enter the calculated compensation, in perc ent , f or compens at ion poi nt 1
P393 linearizer, point 2
enter the load, in units of P017, for point 2
P394 compensation, point 2
enter the calculated compensation, in perc ent , f or compens at ion poi nt 2
P395 linearizer, point 3
enter the load, in units of P017, for point 3
P396 compensation, point 3
enter the calculated compensation, in perc ent , f or compens at ion poi nt 3
PL-531 67
End of Linearization Parameters.
Page 68

Totalization, P619 - P648
The following parameters are specific to the us e t o the BW100 t ot al izers .
If the resolution (P631 - P639) selected would cause the
totalizer to lag behind the count rate, a message E2
is displayed after making the entry.
Refer also to Operation\Totalization.
PARAMETER DESC.
Select a greater resolution value.
e.g. given: P005 = 1 (t/h)
then: totalizer count increments by 10 for each 10 metric
P619 totalizer drop out
This parameter sets the limit, in percent of design rate, below which
material rates are not total ized.
The value of ’0’ is reserved to allow both negative and pos it ive t ot al izat ion.
P631 totalizer 1 resolut ion, internal
P631 = 5
tonne registered
enter drop out value in % of design rate
This parameter sets the resolution of int ernal t ot alizer 1.
entry: 1 = 0.001 (one t hous andt h)
2 = 0.01 (one hundredth)
3 = 0.1 (one tenth)
4 = 1 (unit)
5 = 10 (x ten)
6 = 100 (x hundred)
7 = 1000 (x thousand)
PL-531 68
Page 69

P632 totalizer 2 resolut ion, internal
This parameter sets the resolution of int ernal t ot alizer 2.
entry: 1 = 0.001 (one t hous andt h)
2 = 0.01 (one hundredth)
3 = 0.1 (one tenth)
4 = 1 (unit)
5 = 10 (x ten)
6 = 100 (x hundred)
7 = 1000 (x thousand)
P638 totalizer 1 resol ution, external
This parameter sets the resolution of ex t ernal t ot alizer 1.
entry: 1 = 0.001 (one t hous andt h)
2 = 0.01 (one hundredth)
3 = 0.1 (one tenth)
4 = 1 (unit)
5 = 10 (x ten)
6 = 100 (x hundred)
7 = 1000 (x thousand)
PARAMETER DESC.
P639 totalizer 2 resol ution, external
This parameter sets the resolution of ex t ernal t ot alizer 2.
entry: 1 = 0.001 (one t hous andt h)
2 = 0.01 (one hundredth)
3 = 0.1 (one tenth)
4 = 1 (unit)
5 = 10 (x ten)
6 = 100 (x hundred)
7 = 1000 (x thousand)
PL-531 69
Page 70

P643 totalizer 1 contact clos ure, external
The value of this parameter represents a multiple of 32 ms of contact closure
for remote totalizer 1. The value is automatically cal c ul at ed upon ent ry of P1
(design rate) and P638 (totalizer 1 resolution, ex t ernal) so that the duration
of contact closure allows the trans ist or swi t ch res pons e t o t rac k t he t ot al ,
up to the design rate.
The value can be changed to suit specific contact clos ure requi rement s,
such as in the case of programmable logic controllers . I f a mes sage E2
is displayed, P638 has to be increased.
PARAMETER DESC.
P644 totalizer 2 contact clos ure, external
entry: 1 = 32 ms 6 = 192
2 = 64 7 = 224
3 = 96 8 = 256
4 = 128 9 = 288
5 = 160
The value of this parameter represents a multiple of 32 ms of contact closure
for remote totalizer 2. The value is automatically cal c ul at ed upon ent ry of P1
(design rate) and P639 (totalizer 2 resolution, ex t ernal) so that the duration
of contact closure allows the trans ist or swi t ch res pons e t o t rac k t he t ot al ,
up to the design rate.
The value can be changed to suit specific contact clos ure requi rement s,
such as in the case of programmable logic controllers . I f a mes sage E2
is displayed, P639 has to be increased.
entry: 1 = 32 ms 6 = 192
2 = 64 7 = 224
3 = 96 8 = 256
4 = 128 9 = 288
5 = 160
PL-531 70
Page 71

P647 totalizer display
Selects the totalizer combination to be displ ay ed, ei t her manual ly t hrough
the scroll display key or automatically by cont rol of the display mode (P081).
entry: 1 = tot alizer 1
2 = totalizer 2
3 = totalizers 1 and 2
P648 totalizer reset, int ernal
Resets the internal totalizers.
entry: 0 = idle
1 = reset totalizer 2
2 = reset totalizers 1 and 2
End of Totalization parameters.
PARAMETER DESC.
PL-531 71
Page 72

Communication, P751 - P761
These parameters are specific to the use of t he communi cat i on paramet ers .
P751 baud rate
Sets the baud rate for the proprietary bi-pol ar current loop. This baud
rate is not applicable to communication via Milltroni cs Comverter.
PARAMETER DESC.
P760 communication mode
Selects the communication mode.
Refer also to Appendices\Communication.
entry: 300, 1200, 2400, 4800 or 9600 baud
4800 baud is required for Dolphin communications ov er t he
bi-polar current loop.
» bi-polar current loop: interface with the host device (PLC or computer)
» infrared link: communication is made using the
» maintenance: communicat ion is made via t he bi -polar current
entry: 1 = bipol ar current loop
2 = infrared link
3 = maintenance
P761 identification number
Sets the identification number for the unit.
enter the desired identification number, range 0 - 15
is made through the Milltronics BIC-2 or CVCC.
Refer to Operation\Communication.
Milltronics ComVerter.
loop for run mode operations and infrared link
for program mode operations
PL-531 72
End of communication parameters.
Page 73

Test and Diagnostic, P900 - P951
These parameter are used for test and diagnostic purposes.
P900 software revision
Displays the EPROM (Flash ROM) software revision level.
P901 memory
Tests the memory. Test is initiated by scrolling to the parameter
or repeated by ’pressing enter’
display:PASS = normal
FAIL = consult Mass Dynamics
P907 programmer interface
Tests the infrared communications link. Test is initiated by scrolling
to the parameter or repeated by ’pressing enter’.
display: PASS = normal
FAIL = consult Milltronics
PARAMETER DESC.
infrared communication link
mirror
P911 mA output value
Displays the value from the previous measurement. A test value can be
entered and the displayed value is transmitted to the output. Upon returning
to the run mode, the parameter assumes the actual mA output level.
PL-531 73
BW100
98\03\09
Page 74

P940 load cell ’A’, mV
Displays the mV signal input from t he load cel l . Range 0. 00 - 60. 00 mV .
in
P941 load cell ’B’, mV
Displays the mV signal input from t he load cel l . Range 0. 00 - 60. 00 mV .
PARAMETER DESC.
P942 V/F converter, V
Displays the input voltage to t he vol t age t o f requenc y conv ert er.
Range 0 - 3.98 V
P943 V/F converter, f
Displays the output frequency of t he vol t age t o f requenc y converter.
Range 0 - 131,072
P944 power sensor
in
in
out
Displays a voltage supply reference f or di agnostic purposes.
P949 diagnostic errors
Enables or disables diagnost ic error chec king, E 101 - E 104
entry: 0 = disable
1 = enable
P950 zero register
Registers the number of zero calibrations t hat hav e been done sinc e
the last master reset.
Refer to Troubleshooting.
PL-531 74
97/07/07
Page 75

P951 span register
Registers the number of span calibrations that have been done since
the last master reset.
P952 design load
Displays the value of the design load, whi ch corres ponds t o t he f ul l scal e
value for alarm and mA output funct i ons . The design load is calculated,
based on the design rate and design speed.
P999 master reset
Resets parameters and totalizers to thei r f ac t ory setting.
PARAMETER DESC.
End of test and diagnostic parameters.
PL-531 75
Page 76

PARAMETER DESC.
PL-531 76
Page 77

APPENDICES
ALPHABETICAL PARAMETER LIST
parameter number
Alarm Dead Band P117
Baud Rate P751
Belt Length P016
Calculator Input 1 P291
Calculator Input 2 P292
Calculator Input 3 P293
Calculator Input 4 P294
Calibration Duration P360
Calibration Security P350
Communication Mode P760
Compensation Point 1 P392
Compensation Point 2 P394
Compensation Point 3 P396
Damping P080
Design Rate P011
Design Speed P014
Direct Span P368
Direct Zero P367
Display Mode P081
Factoring P359
APPENDICES
High Alarm P101
Identification Number P761
Initial Zero P377
PL-531 77
Page 78

Initial Span P388
Linearization P390
Linearizer Point 1 P391
Linearizer Point 2 P393
Linearizer Point 3 P395
Load Cell “A”, mV in P940
Load Cell “B”, mV in P941
Load Cell Balance P295
Lock P000
Low Alarm P102
mA Function P201
mA Output Damping P220
mA Output Value P911
APPENDICES
mA Maximum Limit P213
mA Minimum Limit P212
mA Range P200
mA Trim, 20 P215
mA Trim, 4 P214
Manual Span Adjust P019
Master Reset P999
Memory P901
Minimum Speed Frequency P022
Power Sensor P944
Programmer Interface P907
Relay Set Up P100
Run Time P341
Software Revision Number P900
Span Register P951
Speed Constant P015
PL-531 78
Page 79

Speed Constant Adjust P018
Test Load P017
Totalizer 1 Closure, External P643
Totalizer 2 Closure, External P644
Totalizer 1 Resolution, External P638
Totalizer 2 Resolution, External P639
Totalizer 1 Resolution, Internal P631
Totalizer 2 Resolution, Internal P632
Totalizer Display P647
Totalizer Drop out P619
Totalizer Reset, Internal P648
Units P005
V/F Converter, V in P942
V/F Converter, f out P943
APPENDICES
Zero Register P950
Zero Limit P370
PL-531 79
Page 80

TROUBLESHOOTING
message diagnosis action
E1 (program) security code required enter access code into P000
E2 (run) totalizer resolution too low increase value (P631 - P639)
E3 (run) zero out of range consider an initial zero P377,
refer to Recalibration\Initial Zero
E4 (run) span out of range consider an initial span P388,
refer to Recalibration\Initial Span
E5 (run) parameter not entered check parameters P005 - P017
for entry
E6 (run) zero calibration required do a zero calibration
E7 (run) span calibration required do a span calibration
E8 (program) parameter value error check that value is valid
APPENDICES
E9(run) auto zero out of range auto zero has accumulated
E10 (run) rate or span out of range loading on belt is 300% of
E11 (run) speed greater than twice check design belt speed against
E12 (factoring) span out of range test load is either too low or
E101 (run) load cell ’A’ check wiring
deviation beyond 2% from
last operator initial zero. If
error is not caused by material
on belt, then do an operator
initiated zero.
rated load or greater.
Investigate and if no mechanical
cause, check to see if re-rating
the design rate is required.
the design speed actual belt speed,check speed
constant, perform speed constant
adjust (P018) if necessary.
beyond 100% of design load
(P952). Replace test weight with
a heavier or lighter weight and try
factoring again.
E102 (run) load cell ’B’ check wiring
PL-531 80
Page 81

E103 (run) load cell check wiring
E104 (run) memory checksum contact Mass Dynamics or
their distributor
OF no speed signal check speed circuit or
run conveyor
» Error messages are cleared when the condition is remedied.
» Run mode errors are suppressed during program mode,
zero or span calibration.
» Zero and span errors are cleared when zero or span is initiated. Errors
that happen during the calibration require re-starting the procedure.
» Program errors are cleared when any key is pressed.
» The messages E101 through E104 can be turned off (P949).
» The load cell errors are detected by certain conditions where it is apparent
that the load cell is not functioning or incorrectly wired. It is not a conclusive
test, since even with incorrect wiring, the resulting input from the load cell
may be within a valid range.
APPENDICES
PL-531 81
Page 82

MAINTENANCE
The BW100 requires no maintenance.
The external surface of the enclosure may be cleaned using a vacuum cleaner
and a clean dry paint brush. The display window should be cleaned with a moist
non-abrasive cloth.
It is a good idea to check the associated load sensing device, according to its
instruction manual.
SOFTWARE UPDATES
The software can be updated from a floppy disk by use of a PC (IBM Compatible) with
Milltronics Dolphin software. It is recommended that a reset (P999) is done after the
software update followed by zero and span calibrations.
Direct zero entry (P367) and direct span entry (P368) will suffice in lieu of dynamic
zero and span calibrations. Therefore, zero and span counts should be recorded prior
to doing the software update.
APPENDICES
PL-531 82
Page 83

Program Record
Parameter Value
P005 Units
P011 Design Rate
P014 Design Speed
P015 Speed Constant
P016 Belt Length
P017 Test Load
P018 Speed Constant Adjust
P019 Manual Span Adjust
P022 Minimum speed Frequency
P080 Damping
P081 Display Mode
P100 Relay Set Up
P101 High Alarm
P102 Low Alarm
P117 Alarm Dead Band
P200 mA Range
P201 mA Function
P212 mA Min Limit
P213 mA Max Limit
P220 mA Output Damping
P341 Run Time
P350 Calibration Security
P360 Calibration Duration
P367 Direct Zero
P368 Direct Span
P370 Zero Limit
P390 Linearization
P391 Linearizer, Point 1
P392 Compensation, Point 1
P393 Linearizer, Point 2
P394 Compensation, Point 2
P395 Linearizer, Point 3
APPENDICES
P396 Compensation, Point 3
P619 Totalizer Dropout
P631 Total 1 Resolution, Int
P632 Total 2 Resolution, Int
P638 Total 1 Resolution, Ext
PL-531 83
Page 84

Program Record
Parameter Value
P639 Total 2 Resolution, Ext
P643 Total 1 Closure, Ext
P644 Total 2 Closure, Ext
P647 Totalizer Display
P648 Totalizer Reset, Int
P751 Baud Rate
P760 Communication Mode
P761 Identification Number
P900 Software Rev.#
P949 Diagnostic Errors
P950 Zero Register
P951 Span Register
P952 Design Load
APPENDICES
PL-531 84
■
97/07/07
 Loading...
Loading...