

MillPlus V520-00e, V521-00f, V522-00c, V530-00f Technical data

用户手册
从 V520 开始做出的更改和
增添的内容
MillPlus IT
V530
有效至
V520/00e
V521/00f
V522/00c
V530/00f
简体中文 (ZH)
2008 年 04 月

MillPlus V600
579 536-Z0

1 概述 ..... 11
1.1 概述 ..... 12
V520 ..... 12
V521 ..... 12
V522 ..... 13
V530 ..... 14
2 一般信息 ..... 15
2.1 小的改动 ..... 16
U 型头模式中的定位逻辑 ..... 16
转向时的定位逻辑 ..... 16
零点台中的轴分布 ..... 16
G17 / G18 转向的加工层 ..... 16
刀具表中的车刀 ..... 17
相关的刀具 ..... 17
货盘管理 ..... 17
管理 ..... 18
块搜寻 ..... 18
有象形图的机床状态 ..... 18
手动轴对话操作 ..... 19
简便操作 ..... 19
测量循环中的块搜寻 19
2.2 块搜寻后的移动释放 ..... 20
应用 ..... 20
顺序 ..... 20
2.3 转向的 ICP 轮廓编程 ..... 21
操作 ..... 21
2.4 U 型头 ..... 22
应用 ..... 22
编程 ..... 23
2.5 测量循环介绍 ..... 26
零点 ..... 26
地址说明 ..... 26
2.6 工作台探针测量系统 (TT) 的刀具测量循环 ..... 28
3 G 功能 ..... 29
3.1 G23 主要程序调用 ..... 30
3.2 G28 定位功能 ..... 31
地址描述 ..... 31
默认 ..... 31
应用 ..... 31
3.3 G39 激活刀具容差 ..... 32
刀具半径容差 ..... 32
HEIDENHAIN MillPlus V53x 3

3.4 G52 激活货盘零点 ..... 33
格式 ..... 33
地址描述 ..... 33
3.5 G77 / G79 螺栓孔圆和激活循环 ..... 35
3.6 G84 攻丝循环 ..... 36
地址描述 ..... 36
默认 ..... 36
应用 ..... 36
3.7 G126 干预时提升刀具 ..... 37
3.8 G141 3D 刀具校正 ..... 38
地址描述 ..... 38
格式 ..... 38
默认 ..... 39
应用 ..... 39
实例 ..... 42
3.9 G151 取消 G152 ..... 44
格式 ..... 44
地址描述 ..... 44
应用 ..... 44
3.10 G152 横向限制范围 ..... 45
格式 ..... 45
地址描述 ..... 45
应用 ..... 45
实例 ..... 45
3.11 有开始块和结束块的 G195 图形窗口定义 ..... 46
格式 ..... 46
地址描述 ..... 46
应用 ..... 46
实例 ..... 47
3.12 G303 有可编程方向的 M19 ..... 48
3.13 G321 读取刀具数据 ..... 49
地址描述 ..... 49
读取备用刀具 ..... 49
3.14 G325 读取模态 M 功能 ..... 50
3.15 G331 写入刀具数据 ..... 51
地址描述 ..... 51
刀具寿命 ..... 51
3.16 G350 写入窗口中 ..... 52
3.17 G606 TT:校准 ..... 53
地址描述 ..... 53
..... 53
应用
3.18 G611 TT:测量车刀 ..... 54
地址描述 ..... 54
默认 ..... 54
应用 ..... 54
4

3.19 G615 测量车刀的激光测量 ..... 56
地址描述 ..... 56
默认 ..... 56
应用 ..... 56
3.20 G621 位置测量 ..... 58
3.21 G622 转角外侧测量 ..... 59
3.22 G623 转角内侧测量 ..... 60
3.23 G626 矩形外侧数据 ..... 61
地址描述 ..... 61
默认 ..... 61
应用 ..... 61
顺序 ..... 61
例如:将矩形的中心点保存在零点容差中 ..... 62
3.24 G627 矩形内侧数据 ..... 63
地址描述 ..... 63
默认 ..... 63
应用 ..... 63
顺序 ..... 63
例如:将矩形的中心点保存在零点容差中 ..... 64
3.25 G628 外圆测量 ..... 65
地址描述 ..... 65
默认 ..... 65
应用 ..... 65
顺序 ..... 66
实例 ..... 66
3.26 G629 内圆测量 ..... 67
地址描述 ..... 67
默认 ..... 67
应用 ..... 67
顺序 ..... 68
实例 ..... 68
3.27 G636 内圆测量 (CP) ..... 69
地址描述 ..... 69
默认 ..... 69
应用 ..... 69
顺序 ..... 70
例如:将圆的中心点和直径保存在 E 参数中 ..... 70
3.28 G638 用小球校准接触探针 ..... 71
地址描述 ..... 71
默认 ..... 71
应用 ..... 71
校准探针长度的顺序 (I1=1) ..... 71
探针半径 / 探针半径
实例 ..... 72
+ 长度 (I1=2, I1=3) 的校准顺序 ..... 72
HEIDENHAIN MillPlus V53x 5

3.29 G639 接触探针的校准 ..... 73
地址描述 ..... 73
默认 ..... 73
应用 ..... 73
校准探针长度的顺序 (I1=1) ..... 73
校准探针半径的顺序 (I1=2) ..... 74
实例 ..... 74
3.30 G645 确定工作台高度 ..... 75
地址描述 ..... 75
默认 ..... 75
应用 ..... 75
转台 C 和固定台的顺序 ..... 76
转台 B 的顺序 (卧式机床)..... 76
实例 ..... 76
3.31 G646 确定转台的中心和高度 ..... 78
地址描述 ..... 78
默认 ..... 78
应用 ..... 78
转台 C 的顺序 ..... 80
转台 B 的顺序 (卧式机床)..... 80
实例 ..... 81
3.32 G647 确定旋转头中心 ..... 82
地址描述 ..... 82
默认 ..... 82
应用 ..... 82
顺序 ..... 83
实例 ..... 83
3.33 G648 确定转台中心 ..... 85
地址描述 ..... 85
默认 ..... 85
应用 ..... 85
倾斜台 A 或 B (立式机床) 3 个测量位置的顺序 ..... 87
转台 B 的顺序, 2 个测量位置 ..... 87
倾斜台 A (卧式机床) 3 个测量位置的顺序 ..... 88
实例 ..... 89
3.34 G691 测量不平衡性
3.35 G710 U 型头轴向切削 ..... 91
3.36 G711 U 型头径向切削 ..... 92
3.37 G714 U 型头轴向切削精加工 ..... 93
3.38 G715 U 型头径向切削精加工 ..... 94
3.39 G740 内螺纹打磨 ..... 95
地址描述 ..... 95
默认值 ..... 95
注意事项和使用 ..... 95
..... 90
6

3.40 G741 外螺纹打磨 ..... 98
地址描述 ..... 98
默认值 ..... 98
3.41 G771 在线操作 ..... 99
地址描述 ..... 99
默认 ..... 99
应用 ..... 99
顺序 ..... 99
实例 ..... 99
3.42 G772 四边形上的操作 ..... 100
地址描述 ..... 100
默认 ..... 100
应用 ..... 100
顺序 ..... 100
实例 ..... 101
3.43 G773 格网上的操作 ..... 102
地址描述 ..... 102
默认 ..... 102
应用 ..... 102
顺序 ..... 102
实例 ..... 102
3.44 G777 圆上的操作 ..... 103
地址描述 ..... 103
默认 ..... 103
应用 ..... 103
顺序 ..... 103
实例 ..... 104
3.45 G880 轴向轮廓切削 ..... 105
地址描述 ..... 105
默认 ..... 105
应用 ..... 105
顺序 ..... 107
3.46 G881 径向轮廓切削 ..... 111
地址描述 ..... 111
默认 ..... 111
应用 ..... 111
3.47 G884 轴向轮廓切削精加工 ..... 112
地址描述 ..... 112
默认 ..... 112
应用 ..... 112
3.48 G885 径向轮廓切削精加工 ..... 113
地址描述 ..... 113
默认 ..... 113
应用 ..... 113
HEIDENHAIN MillPlus V53x 7

8

© Heidenhain Numeric B.V.Eindhoven,荷兰 2008
根据这些说明中的内容,出版者不会就各规格承担任何责任。有关此
数控的规格,只参考订单数据和相应的规格描述。
版权所有。只有得到版权所有者的书面许可后,才可复制全部或部分
内容。
保留更改和错误。
信息、插图和描述不产生任何要求。
HEIDENHAIN Millplus V53x 9

10
概述
HEIDENHAIN MillPlus V53x 11

1.1 概述
列出 MillPlus IT 软件 V520/00 后来版本中出现的更改
和添加。
1.1 概述
从下列软件版本开始就有这些添加:
V520/00e
V521/00f
V522/00
V530/00f
因此,本手册是 V520 用户手册的补充。
请向机床厂商咨询每个软件版本的功能内容。
V520
描述
G17 / G18
G23
G77 / G79
G126
G141
G303
G325
G350
G691
G321
G331
G801
G802
V521
描述
G52
G615
基于块搜寻、离开和返回的逻辑定位 (U 型头)
块搜寻后转向同时的返回移动
零点台中的轴分布 (叉型头)
转向时的加工层
刀具表中的车刀数据
相关的刀具
调用主程序
螺栓孔循环和激活循环
中断过程中清除刀具
动态 TCPM 的 3D 刀具校正
有可编程方向的 M19 (已停用)
查询模态 M 功能
在窗口中书写
测量不平衡性
查询刀具数据
写下刀具数据
转向
打磨
调色板管理
管理
块搜寻
有象形图的机床状态
手动轴对话操作
激活调色板零容差
G615 激光系统:车刀的左 / 右测量 (凿子宽度测量 C6)
开始有效的版本: 更改:
V520/00
V520/00
V520/00
V520/00a
V520/00
V520/00
V520/00
V520/00
V520/00
V520/00d
V520/00
V520/00e
V520/00a
V520/00
V520/00a
V520/00
V520/00
V520/00
开始有效的版本: 更改:
V521/00
V521/00
V521/00
V521/00
V521/00
V521/00
V521/00c
功能
文本
文本
文本
文本
文本
文本
文本
文本
功能
文本
功能
文本
文本
功能
功能
文本
文本
功能
功能
文本
功能
功能
功能
功能
12 1 概述

描述
G740
G741
G880
G880
G881
G881
G884
G884
G885
G885
V522
内螺纹打磨
外螺纹打磨
纵向加工轮廓
纵向加工轮廓 (切削宽度校正 C6)
平面加工轮廓
平面加工轮廓 (切削宽度校正 C6)
纵向加工轮廓 (精加工)
纵向加工轮廓 (精加工)(切削宽度校正 C6 和间隙角 A1)
平面加工轮廓 (精加工)
平面加工轮廓 (精加工)(切削宽度校正 C6 和间隙角度 A1)
用于转向的 ICP 轮廓编程
U 型头
开始有效的版本: 更改:
V521/00
V521/00
V521/00
V521/00c
V521/00
V521/00c
V521/00
V521/00c
V521/00
V521/00c
V521/00
V521/00
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
1.1 概述
描述
G28
G39
G84
G141
G151
G152
G195
G626
G627
G628
G628
G629
G636
G636
G646
G647
G648
G771
G772
G773
G777
G880
G881
G884
G885
测量循环介绍 当 G7 处于活动状态时不能通过测量循环 G620 和 G633 来设置零点
测量循环介绍 例如:在倾斜表面的 90° 转角中设置零点
G28 定位功能, I2= 路径抖动减少
G39 激活刀具容差
小螺纹快速加速 / 减速 G84 I2=1
有动态 TCPM 的 G141 3D 刀具校正
取消 G152
横向限制范围
有开始块和结束块的图形窗口定义
G626 通过 B3= 和 B4= 来扩展
G627 通过 B3= 和 B4= 来扩展
G628 通过 D3= 来扩展
G628 通过 R1=、 R2= 和 O7= 来扩展
G629 通过 R1=、 R2= 和 O7= 来扩展
G636 测量内圆 (CP)
G636 通过 R1=、 R2= 和 O7= 来扩展
G646 确定转台的中心和高度
G647 确定旋转头中心
G648 确定转台中心
在直线上加工
在矩形上加工
在格网上加工
在圆上加工
纵向加工轮廓 (相反轮廓方向)
平面加工轮廓 (相反轮廓方向)
纵向加工轮廓 (精加工)(相反轮廓方向)
平面加工轮廓 (精加工)(相反轮廓方向)
块搜寻后的移动释放
开始有效的版本: 更改:
V522/00
V522/00
V522/00
V522/00
V522/00c
V522/00c
V522/00
V522/00
V522/00
V522/00b
V522/00b
V522/00
V522/00b
V522/00c
V522/00c
V522/00c
V522/00
V522/00
V522/00
V522/00
V522/00
V522/00
V522/00
V522/00
V522/00
V522/00b
V522/00b
功能
文本
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
功能
文本
HEIDENHAIN MillPlus V53x 13

V530
描述:
G606
G611
1.1 概述
G621-G636
G638
G639
G645
G646, G647,
G648
G710, G711,
G714, G715
G645, G646,
G648
工作台探针 (TT) 的校准或激光和工作台探针 (TT) 的结合
用激光或工作台探针测量车刀
探针定位
G638 用小球校准接触探针
G639 接触探针的校准
确定工作台的高度
3D QuickSet:取代主运动部件中的值
U 型头切削循环
用 3D-QuickSet 测量 B-A 机床
开始有效的版本: 更改:
V530/00a
V530/00a
V530/00f
V530/00f
V530/00f
V530/00a
V530/00a
V530/00a
V530/00c
功能
功能
功能
功能
功能
功能
功能
功能
功能
14 1 概述
一般信息
HEIDENHAIN MillPlus V53x 15

1.1 小的改动
U 型头模式中的定位逻辑
如果在 U 型头模式中激活旋转层 (如 G17 U1=1 Z1=2 或 G18 U1=2
Y1=1),则定位逻辑处于不活动状态。
1.1 小的改动
例如在 U 型头模式中预选块之后,所有轴同时运行。
备注:
如果在 U 型头模式 G 180 U1 Y1 Z1 过程中旋转层没有处于活动状态,
则轴按定位逻辑移动。
转向时的定位逻辑
只要特殊层 (如 G17 Y1=1 Z1=2)处于活动状态,转向时就没有定位
逻辑。
例如在转向时预选块之后,所有轴同时移动。
零点台中的轴分布
如果机床配备了叉型头,则叉型头激活时,零点台 (ZO、 ZE 和 PO)
中的 C 地址替换成 C2。
G17 / G18 转向的加工层
转向时,在坐标系中定义 (正)角的方向和 Y 轴到 Z 轴的循环 (CCW)
(G17= Y1=1 Z1=2 和 G18=Y1=1 Z1=2)( 见 32.4 章节)。
注意以前软件版本创建的程序:
在转向模式 (G36) 下,G17 Y1=1 Z1=2 和 G18 Y1=1 Z1=2 层中 B1 和
B2 角度的定义不正确。B1 和 B2 在几何图形 (G64) 中使用,并用于极
坐标。应将编程的 B1 和 B2 值减去 90 度以校正现有程序。
例如:程序行
软件 V511: N... G1 B1=120
软件 V520: N... G1 B1=30 (120-90 度)。
16 1 一般信息

刀具表中的车刀
刀具表中的 Q3= 功能只有在机床厂商准备了它时才可以使用
(见 32.8 章节)。
相关的刀具
刀具表中包含有备用刀具 T1.01 和 T1.02 的刀具 T1。
自动更换刀具 (M6) 过程中换入 T1 (T1 M6)。
此时备用刀具日志处于活动状态。如果 T1 被阻挡,自动换入备用刀具
(T1.01)。
自动更换刀具 (M6) 过程中换入 T1 (T1.01 M6)。
备用刀具日志没有激活。如果 T1.01 被阻挡,则不会换入备用刀具。
故障 P118 产生。
备注:
如果刀具测量过程中最后测量刀具 T1.01,则操作员不需要换出此刀
具,除非他 / 她希望继续用 T1 工作。如果 T1.01 在主轴中,则不把 T1
刀具换成 T1 M6。
1.1 小的改动
货盘管理
货盘管理系统是依赖于机床的功能。 MillPlus 提供支持此功能的操作。
有关功能的完整概述,请参阅机床厂商提供的机床文档。
零点
1 软键
2 编辑货盘零点 G52 Ixx 时,活动货盘零点 G52 调整到 I0。
HEIDENHAIN MillPlus V53x 17
(F2) “清除表格”添加到了货盘零点台中。此按键可完全清
除表格。
管理
用 S5 扩展工件状态窗口中的概述,如下 :
S0
S1
S2
S3
1.1 小的改动
S4
S5
空
空白
切削
准备完毕
拒绝
锁定
块搜寻
您可以用块搜寻功能在加工程序中搜寻块,用 “开始”按钮执行此块
的程序。
确保 “块搜寻”后,只在自动模式下立即使用 “开始”
按钮,以开始块的搜寻。
有象形图的机床状态
用不同象形图扩展了机床状态显示
1 转台
如果 G36 处于活动状态,则此象形图出现。
2 加工层
如果 G36 和加工层处于活动状态,则此象形图出现,如:
- G17 Y1= 1 Z1=2 或 G18 Y1= 1 Z1=2
- G17 U1=1 Z1=2 或 G18 U1=2 Y1=1)
18 1 一般信息
手动轴对话操作
导言
旋转轴除了用作简单 CNC 机床的主要轴,还常常用作可手动调节的手
动轴。为此,在程序中编程手动旋转轴,这些轴必须手动带入就位。
顺序
如果必须通过程序来定位手动旋转轴,则在屏幕上通知操作员。程序
顺序停止,屏幕上显示以下消息:
INT:停止填充。可以手动停止主轴。
状态行显示 “定位手动轴”的消息。
受影响轴要移动的距离用黄色突出显示。
操作员转动手动轴,直到剩余距离设置为 0。剩余距离在公差窗口内
时,背景颜色变为绿色,程序可以继续启动。如果启动过程中手动轴
仍没在公差窗口中,则出现 “手动轴未就位”错误消息。
如果手动轴的横向移动小于公差窗口,则仍执行停止,
剩余距离显示为绿色。
如果目标位置和实际位置之间的偏差小于编程格式
(0.001 或 0.0001 度),则不视为横向移动并且不会造
成程序停止。
不允许插入 NC 轴和手动轴。否则会出现 “不允许轴和
手动轴”错误消息。
1.1 小的改动
简便操作
在简便操作模式下,数据输入过程中 “Ink <>abs”软键被删除。
测量循环中的块搜寻
当执行测量循环中的块搜寻时:
设置 G90、 G40、 G72 和 G39 R0 LO 模态功能。
不校正零点偏移。
E 参数中的测量结果 (O1=, O2=, ...) 重置为零。
在搜寻模式下,必须在零件程序中跳过 E 参数中测量结果的处理。
这可以通过检查 E 参数值是否等于零或用 G148 检查 CNC 是否处于
搜寻模式来完成。
HEIDENHAIN MillPlus V53x 19
1.2 块搜寻后的移动释放
用 “单次移动”软键进行块搜寻后,操作员自己决定移动释放。
注意:必须检查计算的轴移动的每次开始。碰撞危险。
应用
用 MC701 单次移动激活 “块搜寻后的移动释放”功能
(0:关闭, 1:打开, 2:自动)。
0
1
1.2 块搜寻后的移动释放
2
顺序
1 控制器在被搜寻的块上 (默认:“单次移动”处于活动状态)。
2 MillPlus 启动后在第一次移动时停止。机床显示字段中用黄色突出
显示轴的剩余距离。填充和快速移动设置为零。
3 再次启动使轴进行下一步移动。遵循定位逻辑。
4 停用 “单次移动”软键并启动后,程序继续运行。
选项未处于活动状态:“单次移动”软键不可用。
选项处于活动状态:“单次移动”软键可用。
除了块搜寻后自动选择 “单次移动”软键外,与 1 相同。
20 1 一般信息
1.3 转向的 ICP 轮廓编程
可以用 ICP 编程的 MillPlus 建立 NC 程序,如轮廓外形。在几何功能
G63/G64 之间编程此 NC 程序,该程序可以写成主程序 (*.PM) 也可以
写成宏程序 (*.MM)。
对于轮廓加工循环 G880 至 G885,ICP 程序必须写成宏程序 (*.MM)。
操作
ICP 打磨
在最近编程的打磨层上建立 ICP 程序。
ICP 转向
在旋转层上建立程序; G17 Y1=1 Z1=2 或 G18 Y1=1 Z1=2
(见图片)。
几何图形程序的编程与坐标 Y 和 Z 一起出现。
在程序编辑器中可以用 “ICP” 软键,然后用 “打磨 ICP”或 “转向
ICP”软键启动 ICP 编程。
例如:N880.mm (ICP 轮廓宏程序)
N1 G1 Y0 Z0
N2 G64
N3 G1 Y=200:2
N4 G1 I2
N5 G1 Z-50
N6 G1 B1=255
N7 G1 Y=184:2 Z-10 B1=270
N8 G3 R5
N9 G1 Y250:2
N10 G1 I2
N11 G1 Z-120
N12 G63
1.3 转向的 ICP 轮廓编程
HEIDENHAIN MillPlus V53x 21

1.4 U 型头
U 轴中的拉杆刀 (端面车削六角刀架,径向端面车削滑块)用于转向
或孔加工 (见图片)。
1.4 U 型头
应用
激活 U 轴刀具更换
用常用的 Txx M6 或 M66 命令换入和换出拉杆刀。
- 换入刀具,用 M6 自动参考 U 轴。
手动更换结束后,用 M66 自动参考 U 轴。
- M67 功能对 U 轴不起作用。
操作
只有当 U 轴刀具在主轴中时才可以使用 U 轴。如果在没有 U 轴刀具的情
况下使用 U 轴,则会发生故障。可以为手动操作 (前进)选择 U 轴。
U 轴坐标系
U 轴始终在显示屏中,只有当刀具在主轴中时才可以对其进行编程。
定义 U 轴:G180 U1 Y1 Z1 (U = 主要轴 1, Y = 主要轴 2, Z = 刀具
轴)。用 G17 U1=1 Z1=2 或 G18 U1=2 Y1=1 定义刀尖半径补偿的加
工层。
U 轴的零点
U 轴的位置必须是到主轴中心的真实距离。零点位移 U 对于形状位
移、粗加工和精加工等是有用的。
刀具表
刀具被指为 Q3=9997 刀具类型的特殊 U 轴刀具。由刀具定位 O 和刀
具半径 R (+R4) 定义刀具尖端的径向补偿。这些地址的书写与用转向
G36 一样。有关转向的不同之处是,在固定放置 U 轴的情况下测量 U
轴刀具的半径。这是 U=R 或 R=0 位置。将切削半径与 C 地址一起输
入。长度 L、半径 R 和圆弧半径 C 对于
刀尖半径补偿
用 G41 和 G42 编程刀尖半径补偿。建立半径补偿之前,必须编程 F17
U1 Z1=2 层。必须用 G302 O 编程刀具定位。在 U 轴方向移动刀具。
因此,半径 R 定义为位置 U=0 的半径。有效半径是 R+U。
22 1 一般信息
CNC 是必要的。

恒定切削速度
用 G96 S 功能编程恒定切削速度。根据实际的 U 轴位置计算半径的主
轴速度。
测量刀具
可以用 BLUM 激光系统测量刀具。 G615 激光:车刀测量。
编程
坐标系
为了定义坐标系,必须使用 G180 功能。
坐标系实例:UYZ, G180 U1 Y1 Z1 (见图片)。
加工层
由于有其它车刀,因此由两个主要轴定义加工层。这两个轴的定义必
须由 G17 或 G18 功能和它们相应的自变量来编程。如果 U 轴刀具用于
车削,则主要轴必须定义为 U 轴。其它主要轴必须垂直于 U 轴并平行
于刀具轴。
例如:G17 和 G18 配置
UZ 层 (G17 U1=1 Z1=2), U 轴作为第一个主要轴,
Z 轴作为第二个主要轴 (或 G18 U1=2 Y1=1)(见图片)
旋转加工层
U 轴不是旋转加工层 (G7) 的一部分。因此,激活 G7 对 U 轴中的位置
没有影响。
1.4 U 型头
零容差
零容差 G54、 G54 I1 = 和 G93 U
绝对坐标和增量坐标
可以用 G90 对 U 轴中的移动进行绝对编程,用 G91 进行增量编程。
刀具半径补偿
车刀的刀尖有一个半径 (C)。在圆锥、相位和半径的加工过程中会出现
不精确的问题,这可以通过刀尖半径补偿来校正。编程的移动路径基
于刀具切削点 S。刀尖半径补偿计算新的移动路径 (等距的)以补偿
此错误。
HEIDENHAIN MillPlus V53x 23

建立和取消刀具半径补偿
用下列 G 功能建立和撤销刀尖半径补偿:
- G40:取消刀具半径补偿
- G41:刀具位于轮廓侧左边
- G42:刀具位于轮廓侧右边
1.4 U 型头
在建立和取消刀具半径补偿的过程中,刀具必须有充分的导切和尾
切,以完全切削轮廓侧。
编程单位
U 轴的编程单位可以是英寸 (G70) 或米 (G71)。
绝对位置
G74 绝对位置功能不允许与 U 轴刀具结合!
轮廓检查
如果编程的形状不能制造出来,则在生产过程中轮廓检查 (G241) 会
产生错误。
校正刀具
不要将 G8 与 U 轴一起使用
移动参考点
不必手动移动参考点。换入过程中自动移动 U 轴。如果刀具在主轴
中,则可以使用 M141 激活并使用 M142 停用。
注意
确保始终参考 U 轴的位置。
例如,更改 MC、启动 CNC 或编程 G180 后, U 轴的位置未知。
必须使用 M141 重新参考拉杆刀。
恒定切削速度
用 G96 S 激活恒定切削速度。 G96 功能用编程的填充速度 [mm/rev]、
[inch/rev] 和活动主轴速度计算填充速度 [mm/min (inch/min)]。
退刀移动
退刀移动必须始终朝刀具轴方向进行。为此要使用 G174。
如果正在编程 G126,则会发生故障。
24 1 一般信息

中断
U 轴中的移动会中断。
块搜寻
包括 U 轴在内的所有活动轴都在块搜寻范围内。只有当 U 轴刀具在
主轴中时 U 轴方向的移动才有效。
块搜寻、离开和返回后的定位逻辑
返回轮廓的过程中,轴按定位逻辑移动:
1. 旋转轴、短轴和主要轴
2. U 轴
用活动 U 轴进行块搜寻后的返回移动
用活动 U 轴预选块后,直线轴朝返回位置移动,无定位逻辑。
注:
返回移动取决于当前加工层。转向时有特殊层如 G17 U1=1 Z1=2、
G18 U1=2 Y1=1 处于活动状态,特殊层不使用定位逻辑。
前进和手动轮
通过前进或用手动轮可手动移动 U 轴刀具。
仿真
在布线图中可以仿真。仿真图是不可能有的!
1.4 U 型头
HEIDENHAIN MillPlus V53x 25
1.5 测量循环介绍
零点
当 G7 处于活动状态时,不能用 G620 或 G633 I5=2 保存
零点中测得的角度。程序用 I5=0 O3=.. 循环 G620 和
G633,使用增量 G7 偏移中的 E 参数,如 G7 C6=E10
L1=1 。
1.5 测量循环介绍
地址说明
下一个地址用于大部分循环中。特定地址在循环中有描述。
8 B3= 到主要轴中转角的距离 主要轴中起始点和工件转角之间的距离。
8 B4= 到短轴中转角的距离 短轴中起始点和工件转角之间的距离。
8 O1= 直到 O7= 测量值的保存 测量值可以保存在 E 参数中。必须输入
E 参数的编号。如果没有输入编号,将不保存值。例如:编程
O1=10 意味着测量值保存在 E 参数 E10 中。
8 I2= 探针定位
I2=-1 根据探针类型自动选择定位方法 (默认)。
MC846=0,1:无定位的测量,对于 I2=0
MC846=2:有旋转的测量,对于 I2=1
MC846=3:有定位的测量,对于 I2=2
I2=0 无定位的测量
I2=1 有旋转的测量
I2=2 在测量方向上有定位的测量
如果编程 I2=2,则必须在刀具表中输入定位刀具半径
R1=。
26 1 一般信息
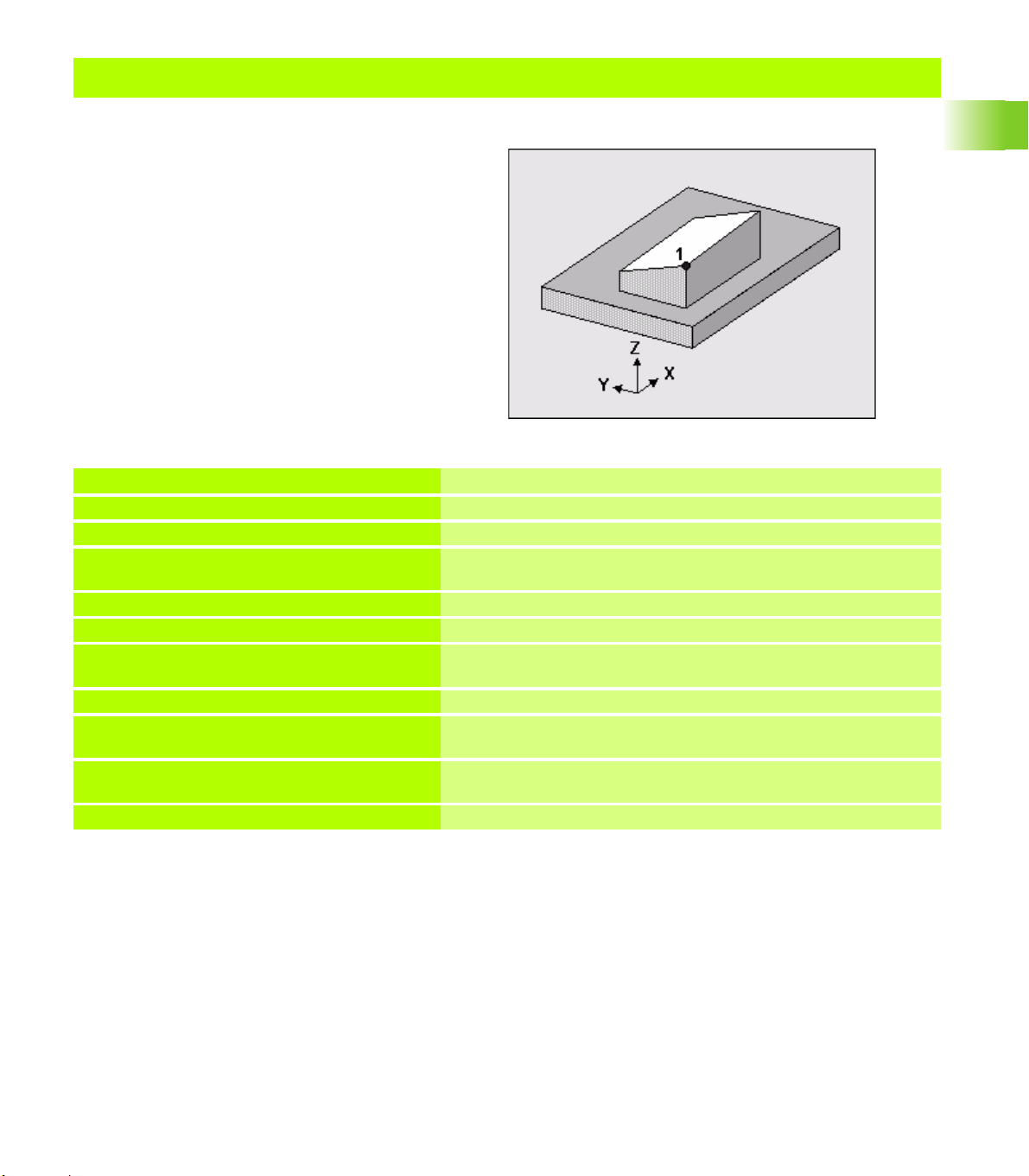
例如:在倾斜表面的 90° 转角中设置零点
在此例中,零点设置在倾斜表面的 90° 转角中。
必须考虑以下顺序:
必须通过下列方式倾斜表面,使其垂直于刀具轴:
用 3 点测量方法测量表面的空间角度 (G631)。
通过用测得的空间角度进行 G7 移动来定位垂
直于刀具轴的表面。
通过下列方式使表面平行于 X 轴:
测量表面和 X 轴之间的角度 (G620)。
通过用测得的角度进行 G7 旋转轴位移来旋转
表面到 X 轴。
测量转角的位置 (见图片中的 1),保存活动零
点偏移中测得的位置 (G622)。
测量工件的上侧,保存活动零点偏移中测得的
位置 (G621)。
1.5 测量循环介绍
G17
G54 I1 X0 Y0 Z0 B0 C0 B4=0
T1 M6
G631 I1=-3 X100 Y5 Z1 X1=165 Y1=5 Z1=15
X2=100 Y2=45 Z2=3 O1=10 O2=11 O3=12
G0 X100 Y5 Z100
G7 A5=E10 B5=E11 C5=E12 L1=1
G620 I1=2 X0 Y0 Z10 B1=20 B2=5 C1=10 L2=100
I5=0 O3=14 F2=150
G7 C6=E14 L1=1
G622 I4=1 X12 Y1 Z18 B3=20 C1=10 L2=100 I5=1
O1=16 O2=17 F2=150
G621 I1=-3 X10 Y10 Z22 C1=10 L2=100 I5=1
O1=18 F2=150
M30
G17 平面的激活
零点的重置和激活。
换刀。
测量斜度,保存绝对空间角度 A5=、 B5= 和 C5= 到 E10、 E11 和
E12 中。
快速定位。
定位垂直于刀具的表面
测量矩形长边和 X 轴之间的角度,保存此角度到 E14 中。
移动平行于矩形长边的 X 轴。
测量转角 1,保存此位置到零点以及 E16 和 E17 中。
测量工件的上侧,保存此位置到零点和 E18 中。
程序结束。
HEIDENHAIN MillPlus V53x 27
1.6 工作台探针测量系统 (TT) 的刀具
测量循环
TT 代表 “Tisch-Taster”,如 TT130 或类似设备。
有关测量系统 “工作台探针” (TT) 的注意事项
应用
机床厂商必须为测量设备准备机床和 CNC。如果机床没有提供所有描
述的 G 功能,请阅读机床手册。
编程
在其中一个 G 功能 G606-G611 可以执行前,必须编程 M24 (激活测
量探针),以便测量设备设置在正确位置中。循环后,必须编程 M28
(停用测量探针),以便再收回测量设备。
机床常量
由以下机床常量激活 G 功能和辅助机床常量:
MC261>0
MC254>0
MC840=1
MC854=2
MC350
1.6 工作台探针测量系统 (TT) 的刀具测量循环
MC352
MC354
MC356
MC357
MC358
MC359
MC360-MC369
MC391
MC392
MC393
MC394
MC395
MC396
MC397
MC398
MC399
MC400-409
测量循环功能
刀具测量
测量连接的探针
刀具测量设备 (0= 无, 1= 激光, 2= 探针)
第一轴探针位置 µm
第二轴探针位置 µm
第三轴探针位置 µm
TT 触针中心坐标基于机床零点 G51 和 G53。
校准后,精确位置保存在 MC350 至 MC355 中。
测量:径向轴 (1=X, 2=Y, 3=Z)
测量:刀具轴 (1=X, 2=Y, 3=Z)
测量:3: 轴 0= 否, 1= 是
径向接触侧:-1= 负, 0= 自动, 1= 正
另一个执行区域中的第二个测量设备或另一个主轴
使用的范围由 IPLC 定义。
径向校准:2 侧 0= 否, 1= 是
用旋转刀具测量刀具的最大测量误差 (2 - 1000 µm)
触针横向宽度 (µm)
非旋转刀具的接触填充。 (10 - 3000 mm/min)
触针高度的一半,用于刀具半径测量。
(1 - 100000 µm)
触针径向宽度 (1 - 100000 µm)
TT 探针周围的安全区域用于预定位。
(1 - 10000 µm)
TT
测量循环中的快速填充。 (10 - 10000 mm/min)
刀具尖端的最大表面速度。 (1 - 120 m/min)
为 TT 与激光的结合而定义。
28 1 一般信息
G 功能
HEIDENHAIN MillPlus V53x 31

1.1 G23 主要程序调用
在 G23 功能的描述中,有几个位置提到 “N** G23 N1007”。
此信息必须按 “N** G23 N=1007”来阅读。
1.1 G23 主要程序调用
32 1 G 功能
 Loading...
Loading...