

Miller Electric Shopmate User Manual

Shopmate 300 Processes
MIG (GMAW)
Flux Cored (FCAW)
Shopmate 300 DX Processes
MIG (GMAW)
Flux Cored (FCAW)
Stick (SMAW)
DC Lift-Arc
™
TIG (GTAW)
Light Industrial Applications
Recreational Vehicle
Trailer Manufacturing
MRO — Maintenance/Repair
Education
Farm/Home
Quick
Specs
Shopmate™Series
MIG/Multiprocess Welding
Power Sources
Issued August 2007 • Index No. DC/12.7
Built-in 10-pin
connector for
direct hookup of
Spoolmatic
®
15A
or 30A spool guns.
Large, dual digital
meters enable the
operator to preset
weld voltage in CV
mode and amperage
in the CC mode (DX
model only) before
striking an arc.
Arc control adjusts
inductance to optimize
MIG arc performance.
Line voltage
compen sation keeps
output power constant
even if input power
varies ±10%.
Built-in 14-pin
connector provides
quick, direct con nection for 14-pin
24 VAC Miller wire
feeders and
accessories.
Fan-On-Demand
™
operates only when
needed reducing
noise, power con sumption, and the
amount of airborne
contaminants
pulled through the
machine.
The Power of Blue®.
Power source is warranted for 3 years, parts and labor.
Original main power rectified parts are warranted for 5 years.
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
Web Site
www.MillerWelds.com
International Headquarters
Phone: 920-735-4505
USA FAX: 920-735-4134
Canadian FAX: 920-735-4169
International FAX: 920-735-4125
Input Power 1-Phase Power
(primary power cord not included)
Rated Output 250 A at 30 VDC, 60% Duty Cycle
300 A at 32 VDC, 40% Duty Cycle
Amperage Range in CC Mode 5 –400 A
Max. Open-Circuit Voltage 80 VDC
Voltage Range in CV Mode 10–35 VDC
Weight 300: 177 lb (80.3 kg) 300 DX: 177 lb (80.3 kg)
Shopmate 300
Single-phase MIG power source that
provides versatility and outstanding
arc performance in CV mode (MIG).
Shopmate 300
Shopmate 300 DX
Shopmate 300 DX
Single-phase MIG or
DC multi process
capability for versatility
with outstanding arc
performance in CV
mode (MIG) and CC
mode (Stick and TIG).
Shopmate 300 DX includes:
Process Selector Switch “operator-friendly”
single process switch eliminates confusion
caused by several switch combinations.
Lift-Arc TIG
™
allows DC/TIG starting without
the use of high-frequency. Starts the arc
without contaminating the weld with tungsten.
Shopmate 300 DX
MIG Packages
(see page 4)

VOLTA GE
VOLTAGE
PANE L
VOLTAGE CONTROL
AMPERAGE
ARC CONTROLPOWER
OFF
REMOTE 10
REMOTE 14
REMOTE 14
CBI
REMOTE
ON
S
T
L
M
I
G
S
S
M
I
G
A
L
M
I
G
1
2
3
4
5
6
7
8
9
WELDING AMPS
% DUTY CYCLE
DUTY CYCLE CHART
500
450
400
350
300
250
200
150
50
10 20
30
908070605040
100
100
Performance Data
2
Control Panel
Arc Control
Shopmate™300 Specifications (Subject to change without notice.)
Rated Output
250 A at 30 VDC,
60% Duty Cycle
Amperage
Range
5–400 A
Voltage
Range
10–35 V
Max. OpenCircuit Voltage
80 VDC
Dimensions
H: 24-1/2 in (622 mm)
including lift eye
W: 19 in (483 mm)
D: 25-1/2 in (648 mm)
Net
Weight
177 lb
(80.3 kg)
Example: Preset for MIG welding with steel wire
Control adjusts inductance for MIG welding. Set Arc
Control to desired wire type. Inductance determines the
“wetness” of the weld puddle. As setting is increased
(rotating Arc Control clockwise), wetness (puddle fluidity)
increases. For best results, preset Arc Control to the wire
type. Then either increase or decrease setting within wire
type scale to make fine adjustment to the welding arc.
1. Ammeter
2. Voltmeter
3. Power Switch
4. Arc Control
5. Voltage Adjustment Control
6. Remote 10 Receptacle
7. Supplementary Protector CBI
8. Remote 14 Receptacle
9. Voltage Control Switch
S
T
L
M
I
G
S
S
M
I
G
A
L
M
I
G
Amps Input at Rated Output, 60 Hz
208 V 230 V 460 V 575 V KVA KW
66 57 29 23 13 11.2
Certified to both the Canadian and U.S. Standards for welding equipment.
Note: For input conductor and fuse size information consult the Owner’s Manual.
Arc Control
(Counter Clockwise)
Low Inductance
Weld Bead
Arc Control
(Clockwise)
High Inductance
Weld Bead
Arc Control – Inductance/MIG
Arc Control – DIG/Stick
3
Shopmate™300 DX Specifications (Subject to change without notice.)
Rated Output
250 A at 30 VDC,
60% Duty Cycle
Amperage
Range
5–400 A
Voltage
Range
10–35 V
Max. OpenCircuit Voltage
80 VDC
Amps Input at Rated Output, 60 Hz
208 V 230 V 460 V 575 V KVA KW
66 57 29 23 13 11.2
Dimensions
H: 24-1/2 in (622 mm)
including lift eye
W: 19 in (483 mm)
D: 25-1/2 in (648 mm)
Net
Weight
177 lb
(80.3 kg)
S
T
L
M
I
G
S
S
M
I
G
6
0
1
0
S
T
I
C
K
7
0
1
8
S
T
I
C
K
A
L
M
I
G
TIG
MIG
STICK
LIFT-ARC
TIG™
VOLTA GE
VOLTAGE
AMPERAGE
PANE L
OUTPUT CONTROL
AMPERAGE
ARC CONTROLPOWER
OFF
REMOTE 10
REMOTE 14
REMOTE 14
CBI
REMOTE
ON
1
2
3
4
5
6
7
8
9
10
ELECTRODE HOT
WELDING AMPS
% DUTY CYCLE
DUTY CYCLE CHART
500
450
400
350
300
250
200
150
50
10 20
30
908070605040
100
100
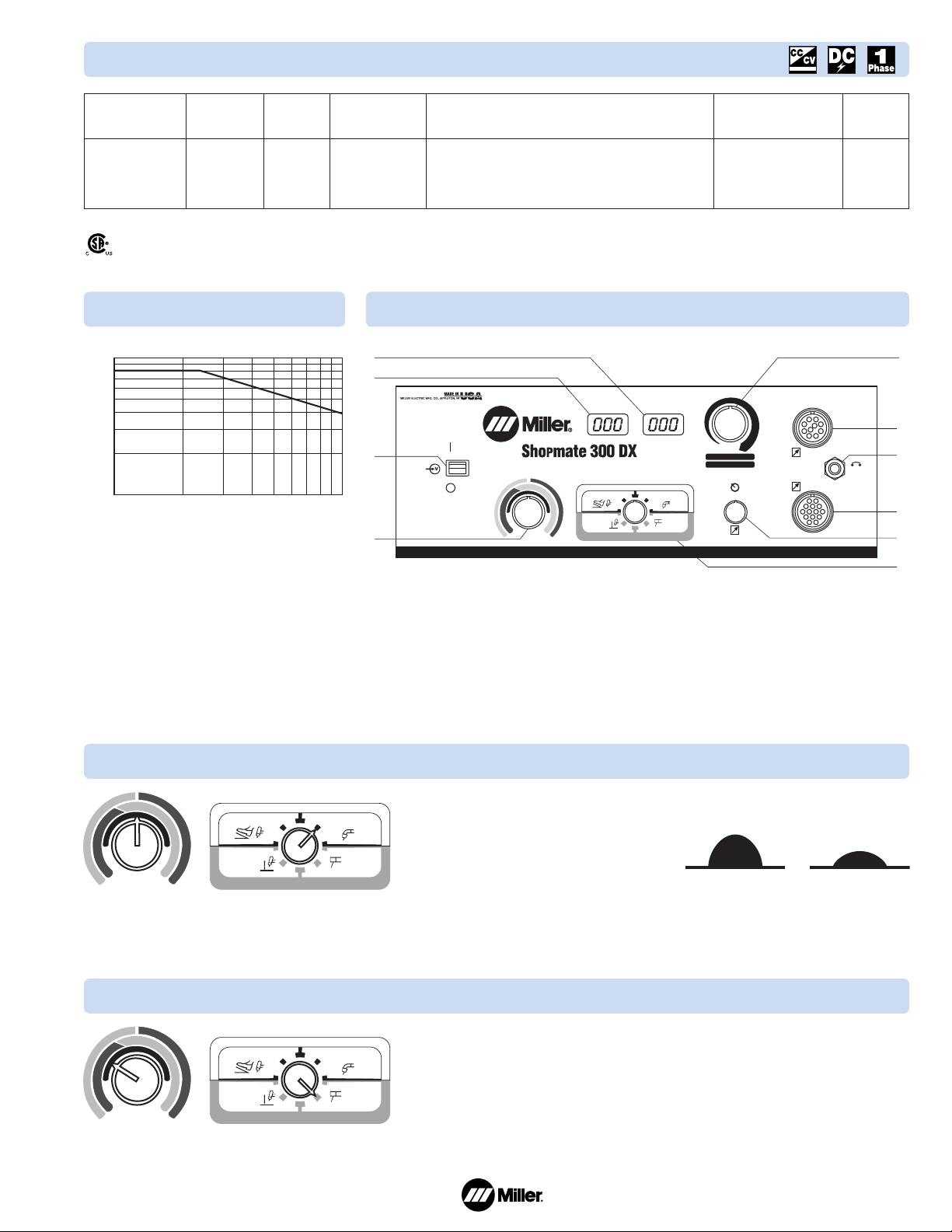
Performance Data
Control Panel
1. Ammeter
2. Voltmeter
3. Power Switch
4. Arc Control
5. Voltage/Amperage Adjustment Control
6. Remote 10 Receptacle
7. Supplementary Protector CBI
8. Remote 14 Receptacle
9. Voltage/Amperage Control Switch
Control allows selection of either
panel or remote 14 for amperage or
voltage control.
10. Mode Switch
Switch determines both the process
and output On/Off control. Electrode
hot areas in gray are “contactor on”
positions.
Example: Preset for MIG process and steel wire
Control adjusts inductance for MIG welding.
Set Arc Control to desired wire type. Inductance
determines the “wetness” of the weld puddle.
As setting is increased (rotating Arc Control
clockwise), wetness (puddle fluidity) increases.
For best results, preset Arc Control to the wire
type. Then either increase or decrease setting
within wire type scale to make fine adjustment
to the welding arc.
Example: Stick Mode, 7018 Electrode
Control adjusts Dig when Stick mode is selected
on mode switch. Set Arc Control to desired
electrode type. For best results, preset Arc
Control in middle of the scale for appropriate
electrode type. Then either increase or decrease
setting within electrode type scale to make fine
adjustment to the welding arc.
ARC CONTROL
TIG
MIG
STICK
LIFT-ARC
TIG™
ELECTRODE HOT
S
T
L
M
I
G
S
S
M
I
G
6
0
1
0
S
T
I
C
K
7
0
1
8
S
T
I
C
K
A
L
M
I
G
ARC CONTROL
TIG
MIG
STICK
LIFT-ARC
TIG™
S
T
L
M
I
G
S
S
M
I
G
6
0
1
0
S
T
I
C
K
7
0
1
8
S
T
I
C
K
A
L
M
I
G
ELECTRODE HOT
Certified to both the Canadian and U.S. Standards for welding equipment.
Note: For input conductor and fuse size information consult the Owner’s Manual.
Arc Control
(Counter Clockwise)
Low Inductance
Weld Bead
Arc Control
(Clockwise)
High Inductance
Weld Bead
 Loading...
Loading...