

OM-217 455H
2007−05−21
Processes
Stick (SMAW) Welding
MIG (GMAW) Welding
Flux Cored (FCAW) Welding
Non-Critical TIG (GTAW)
Welding
Description
Engine Driven Welding Generator
™
Bobcat 250 Diesel
Visit our website at
www.MillerWelds.com
File: Engine Drive
From Miller to You
Thank you and congratulations on choosing Miller. Now you can get
the job done and get it done right. We know you don’t have time to do
it any other way.
That’s why when Niels Miller first started building arc welders in 1929,
he made sure his products offered long-lasting value and superior
quality. Like you, his customers couldn’t afford anything less. Miller
products had to be more than the best they could be. They had to be the
best you could buy.
Today, the people that build and sell Miller products continue the
tradition. They’re just as committed to providing equipment and service
that meets the high standards of quality and value established in 1929.
This Owner’s Manual is designed to help you get the most out of your
Miller products. Please take time to read the Safety precautions. They
will help you protect yourself against potential hazards on the worksite.
We’ve made installation and operation quick
and easy. With Miller you can count on years
of reliable service with proper maintenance.
And if for some reason the unit needs repair,
there’s a Troubleshooting section that will
help you figure out what the problem is. The
Miller is the first welding
equipment manufacturer in
the U.S.A. to be registered to
the ISO 9001:2000 Quality
System Standard.
parts list will then help you to decide the
exact part you may need to fix the problem.
Warranty and service information for your
particular model are also provided.
Working as hard as you do
− every power source from
Miller is backed by the most
hassle-free warranty in the
business.
Miller Electric manufactures a full line
of welders and welding related equipment.
For information on other quality Miller
products, contact your local Miller distributor to receive the latest full
line catalog or individual specification sheets. To locate your nearest
distributor or service agency call 1-800-4-A-Miller, or visit us at
www.MillerWelds.com on the web.
Mil_Thank 4/05
TABLE OF CONTENTS
SECTION 1 − SAFETY PRECAUTIONS − READ BEFORE USING 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-1. Symbol Usage 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Arc Welding Hazards 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Engine Hazards 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-4. Compressed Air Hazards 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Additional Symbols For Installation, Operation, And Maintenance 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. California Proposition 65 Warnings 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-7. Principal Safety Standards 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-8. EMF Information 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 2 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION 6 . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Signification des symboles 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Dangers relatifs au soudage à l’arc 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3. Dangers existant en relation avec le moteur 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-4. Dangers liés à l’air comprimé 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-5. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance 9 . . . . .
2-6. Proposition californienne 65 Avertissements 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-7. Principales normes de sécurité 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-8. Information EMF 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 3 − DEFINITIONS 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 4 − SPECIFICATIONS 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Weld, Power, and Engine Specifications 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Dimensions, Weights, and Operating Angles 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Dimensions For Units With Optional Running Gear 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 5 −
5-1. Installing Welding Generator 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Installing Exhaust Pipe 15 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Connecting the Battery 15 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Overview And Engine Prestart Checks 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-5. Connecting to Weld Output Terminals 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-6. Selecting Weld Cable Sizes* 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 6 − OPERATING THE WELDING GENERATOR 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-1. Engine Control Switches 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-2. Weld Output Controls 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-3. Typical Stick Welding Connections And Control Settings 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-4. Typical MIG Welding Connections And Settings 23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-5. Typical MIG Connections And Settings Using Weld Control And Spoolgun 24 . . . . . . . . . . . . . . . . . . . . .
SECTION 7 − OPERATING AUXILIARY EQUIPMENT 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-1. Generator Power Receptacles 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-2. Simultaneous Weld And Power 26 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-3. Wiring Instructions For Optional 240 Volt, Single-Phase Plug (NEMA 14-50P) 26 . . . . . . . . . . . . . . . . . .
SECTION 8 − OPERATING OPTIONAL BATTERY CHARGER 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-1. Battery Charge Controls 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-2. Determining Battery Charging Current 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-3. Battery Charge Cable Connections 28 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-4. Battery Charging Procedure 29 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 9 − MAINTENANCE AND TROUBLESHOOTING 31 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-1. Routine Maintenance 31 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-2. Maintenance Label And Engine Maintenance Activities 32 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-3. Servicing Air Cleaner 34 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-4. Adjusting Engine Speed 35 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-5. Overload Protection 38 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-6. Troubleshooting Tables 39 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
INSTALLATION 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TABLE OF CONTENTS
SECTION 10 − PARTS LIST 41 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-1. Recommended Spare Parts 41 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 11 − ELECTRICAL DIAGRAMS 42 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 12 − RUN-IN AND WETSTACKING 46 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-1. Run-In And Wetstacking 46 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 13 − PERFORMANCE DATA 47 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-1. Fuel Consumption Curves 47 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-2. Generator Power Curve 48 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-3. Duty Cycle 48 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-4. Stick Mode Volt-Ampere Curves 49 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-5. MIG Mode Volt-Ampere Curve 50 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 14 − GENERATOR POWER GUIDELINES 51 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 15 − STICK WELDING (SMAW) GUIDELINES 58 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
COMPLETE PARTS LIST - www.MillerWelds.com
OPTIONS AND ACCESSORIES
WARRANTY
SECTION 1 − SAFETY PRECAUTIONS − READ BEFORE USING
rom_2007−04
Protect yourself and others from injury — read and follow these precautions.
1-1. Symbol Usage
DANGER! − Indicates a hazardous situation which, if
not avoided, will result in death or serious injury. The
possible hazards are shown in the adjoining symbols
or explained in the text.
Indicates a hazardous situation which, if not avoided,
could result in death or serious injury. The possible
hazards are shown in the adjoining symbols or explained in the text.
NOTICE − Indicates statements not related to personal injury.
1-2. Arc Welding Hazards
The symbols shown below are used throughout this manual
to call attention to and identify possible hazards. When you
see the symbol, watch out, and follow the related instructions
to avoid the hazard. The safety information given below is
only a summary of the more complete safety information
found in the Safety Standards listed in Section 1-7. Read and
follow all Safety Standards.
Only qualified persons should install, operate, maintain, and
repair this unit.
During operation, keep everybody, especially children, away.
ELECTRIC SHOCK can kill.
Touching live electrical parts can cause fatal shocks or
severe burns. The electrode and work circuit is
electrically live whenever the output is on. The input
power circuit and machine internal circuits are also live when power is
on. In semiautomatic or automatic wire welding, the wire, wire reel,
drive roll housing, and all metal parts touching the welding wire are
electrically live. Incorrectly installed or improperly grounded equipment is a hazard.
D Do not touch live electrical parts.
D Wear dry, hole-free insulating gloves and body protection.
D Insulate yourself from work and ground using dry insulating mats
or covers big enough to prevent any physical contact with the work
or ground.
D Do not use AC output in damp areas, if movement is confined, or if
there is a danger of falling.
D Use AC output ONLY if required for the welding process.
D If AC output is required, use remote output control if present on
unit.
D Additional safety precautions are required when any of the follow-
ing electrically hazardous conditions are present: in damp
locations or while wearing wet clothing; on metal structures such
as floors, gratings, or scaffolds; when in cramped positions such
as sitting, kneeling, or lying; or when there is a high risk of unavoidable or accidental contact with the workpiece or ground. For these
conditions, use the following equipment in order presented: 1) a
semiautomatic DC constant voltage (wire) welder, 2) a DC manual
(stick) welder, or 3) an AC welder with reduced open-circuit voltage. In most situations, use of a DC, constant voltage wire welder
is recommended. And, do not work alone!
D Disconnect input power or stop engine before installing or
servicing this equipment. Lockout/tagout input power according to
OSHA 29 CFR 1910.147 (see Safety Standards).
D Properly install and ground this equipment according to its
Owner’s Manual and national, state, and local codes.
. Indicates special instructions.
This group of symbols means Warning! Watch Out! ELECTRIC
SHOCK, MOVING PARTS, and HOT PARTS hazards. Consult symbols and related instructions below for necessary actions to avoid the
hazards.
D Always verify the supply ground — check and be sure that input
power cord ground wire is properly connected to ground terminal in
disconnect box or that cord plug is connected to a properly
grounded receptacle outlet.
D When making input connections, attach proper grounding conduc-
tor first − double-check connections.
D Keep cords dry, free of oil and grease, and protected from hot metal
and sparks.
D Frequently inspect input power cord for damage or bare wiring —
replace cord immediately if damaged — bare wiring can kill.
D Turn off all equipment when not in use.
D Do not use worn, damaged, undersized, or poorly spliced cables.
D Do not drape cables over your body.
D If earth grounding of the workpiece is required, ground it directly
with a separate cable.
D Do not touch electrode if you are in contact with the work, ground,
or another electrode from a different machine.
D Use only well-maintained equipment. Repair or replace damaged
parts at once. Maintain unit according to manual.
D Do not touch electrode holders connected to two welding ma-
chines at the same time since double open-circuit voltage will be
present.
D Wear a safety harness if working above floor level.
D Keep all panels and covers securely in place.
D Clamp work cable with good metal-to-metal contact to workpiece
or worktable as near the weld as practical.
D Insulate work clamp when not connected to workpiece to prevent
contact with any metal object.
D Do not connect more than one electrode or work cable to any
single weld output terminal.
SIGNIFICANT DC VOLTAGE exists in inverters after stopping engine.
D Stop engine on inverter and discharge input capacitors according
to instructions in Maintenance Section before touching any parts.
HOT PARTS can cause severe burns.
D Do not touch hot parts bare handed.
D Allow cooling period before working on equip-
ment.
D To handle hot parts, use proper tools and/or wear heavy, insu-
lated welding gloves and clothing to prevent burns.
FLYING METAL or DIRT can injure eyes.
D Welding, chipping, wire brushing, and grinding
cause sparks and flying metal. As welds cool,
they can throw off slag.
D Wear approved safety glasses with side shields even under your
welding helmet.
OM-217 455 Page 1
FUMES AND GASES can be hazardous.
Welding produces fumes and gases. Breathing these
fumes and gases can be hazardous to your health.
D Keep your head out of the fumes. Do not breathe the fumes.
D If inside, ventilate the area and/or use local forced ventilation at the
arc to remove welding fumes and gases.
D If ventilation is poor, wear an approved air-supplied respirator.
D Read and understand the Material Safety Data Sheets (MSDSs)
and the manufacturer’s instructions for metals, consumables,
coatings, cleaners, and degreasers.
D Work in a confined space only if it is well ventilated, or while
wearing an air-supplied respirator. Always have a trained watchperson nearby. Welding fumes and gases can displace air and
lower the oxygen level causing injury or death. Be sure the breathing air is safe.
D Do not weld in locations near degreasing, cleaning, or spraying op-
erations. The heat and rays of the arc can react with vapors to form
highly toxic and irritating gases.
D Do not weld on coated metals, such as galvanized, lead, or
cadmium plated steel, unless the coating is removed from the weld
area, the area is well ventilated, and while wearing an air-supplied
respirator. The coatings and any metals containing these elements
can give off toxic fumes if welded.
D Do not weld on closed containers such as tanks, drums, or pipes,
unless they are properly prepared according to AWS F4.1 (see
Safety Standards).
D Do not weld where the atmosphere may contain flammable dust,
gas, or liquid vapors (such as gasoline).
D Connect work cable to the work as close to the welding area as
practical to prevent welding current from traveling long, possibly
unknown paths and causing electric shock, sparks, and fire hazards.
D Do not use welder to thaw frozen pipes.
D Remove stick electrode from holder or cut off welding wire at
contact tip when not in use.
D Wear oil-free protective garments such as leather gloves, heavy
shirt, cuffless trousers, high shoes, and a cap.
D Remove any combustibles, such as a butane lighter or matches,
from your person before doing any welding.
D After completion of work, inspect area to ensure it is free of sparks,
glowing embers, and flames.
D Use only correct fuses or circuit breakers. Do not oversize or by-
pass them.
D Follow requirements in OSHA 1910.252 (a) (2) (iv) and NFPA 51B
for hot work and have a fire watcher and extinguisher nearby.
NOISE can damage hearing.
BUILDUP OF GAS can injure or kill.
D Shut off shielding gas supply when not in use.
D Always ventilate confined spaces or use ap-
proved air-supplied respirator.
ARC RAYS can burn eyes and skin.
Arc rays from the welding process produce intense
visible and invisible (ultraviolet and infrared) rays that
can burn eyes and skin. Sparks fly off from the weld.
D Wear an approved welding helmet fitted with a proper shade of filter
lenses to protect your face and eyes from arc rays and sparks
when welding or watching (see ANSI Z49.1 and Z87.1 listed in
Safety Standards).
D Wear approved safety glasses with side shields under your
helmet.
D Use protective screens or barriers to protect others from flash,
glare, and sparks; warn others not to watch the arc.
D Wear protective clothing made from durable, flame-resistant mate-
rial (leather, heavy cotton, or wool) and foot protection.
WELDING can cause fire or explosion.
Welding on closed containers, such as tanks, drums,
or pipes, can cause them to blow up. Sparks can fly off
from the welding arc. The flying sparks, hot workpiece,
and hot equipment can cause fires and burns. Accidental contact of
electrode to metal objects can cause sparks, explosion, overheating,
or fire. Check and be sure the area is safe before doing any welding.
D Remove all flammables within 35 ft (10.7 m) of the welding arc. If
this is not possible, tightly cover them with approved covers.
D Do not weld where flying sparks can strike flammable material.
D Protect yourself and others from flying sparks and hot metal.
D Be alert that welding sparks and hot materials from welding can
easily go through small cracks and openings to adjacent areas.
D Watch for fire, and keep a fire extinguisher nearby.
D Be aware that welding on a ceiling, floor, bulkhead, or partition can
cause fire on the hidden side.
Noise from some processes or equipment can damage hearing.
D Wear approved ear protection if noise level is
high.
MAGNETIC FIELDS can affect Implanted
Medical Devices.
D Wearers of Pacemakers and other Implanted
Medical Devices should keep away.
D Implanted Medical Device wearers should consult their doctor
and the device manufacturer before going near arc welding, spot
welding, gouging, plasma arc cutting, or induction heating
operations.
CYLINDERS can explode if damaged.
Shielding gas cylinders contain gas under high pressure. If damaged, a cylinder can explode. Since gas
cylinders are normally part of the welding process, be
sure to treat them carefully.
D Protect compressed gas cylinders from excessive heat, mechani-
cal shocks, physical damage, slag, open flames, sparks, and arcs.
D Install cylinders in an upright position by securing to a stationary
support or cylinder rack to prevent falling or tipping.
D Keep cylinders away from any welding or other electrical circuits.
D Never drape a welding torch over a gas cylinder.
D Never allow a welding electrode to touch any cylinder.
D Never weld on a pressurized cylinder — explosion will result.
D Use only correct shielding gas cylinders, regulators, hoses, and fit-
tings designed for the specific application; maintain them and
associated parts in good condition.
D Turn face away from valve outlet when opening cylinder valve.
D Keep protective cap in place over valve except when cylinder is in
use or connected for use.
D Use the right equipment, correct procedures, and sufficient num-
ber of persons to lift and move cylinders.
D Read and follow instructions on compressed gas cylinders,
associated equipment, and Compressed Gas Association (CGA)
publication P-1 listed in Safety Standards.
OM-217 455 Page 2
1-3. Engine Hazards
BATTERY EXPLOSION can BLIND.
D Always wear a face shield, rubber gloves, and
protective clothing when working on a battery.
D Stop engine before disconnecting or connect-
ing battery cables or servicing battery.
D Do not allow tools to cause sparks when working on a battery.
D Do not use welder to charge batteries or jump start vehicles.
D Observe correct polarity (+ and −) on batteries.
D Disconnect negative (−) cable first and connect it last.
FUEL can cause fire or explosion.
D Stop engine and let it cool off before checking or
adding fuel.
D Do not add fuel while smoking or if unit is near
any sparks or open flames.
D Do not overfill tank — allow room for fuel to expand.
D Do not spill fuel. If fuel is spilled, clean up before starting engine.
D Dispose of rags in a fireproof container.
D Always keep nozzle in contact with tank when fueling.
MOVING PARTS can cause injury.
D Keep away from fans, belts, and rotors.
D Keep all doors, panels, covers, and guards
closed and securely in place.
D Stop engine before installing or connecting unit.
D Have only qualified people remove doors, panels, covers, or
guards for maintenance and troubleshooting as necessary.
D To prevent accidental starting during servicing, disconnect
negative (−) battery cable from battery.
D Keep hands, hair, loose clothing, and tools away from moving
parts.
D Reinstall doors, panels, covers, or guards when servicing is
finished and before starting engine.
D Before working on generator, remove spark plugs or injectors to
keep engine from kicking back or starting.
D Block flywheel so that it will not turn while working on generator
components.
STEAM AND HOT COOLANT can burn.
D If possible, check coolant level when engine is
cold to avoid scalding.
D Always check coolant level at overflow tank, if
present on unit, instead of radiator (unless told
otherwise in maintenance section or engine
manual).
D If the engine is warm, checking is needed, and there is no over-
flow tank, follow the next two statements.
D Wear safety glasses and gloves and put a rag over radiator cap.
D Turn cap slightly and let pressure escape slowly before
completely removing cap.
Using a generator indoors CAN KILL
YOU IN MINUTES.
D Generator exhaust contains carbon monoxide.
This is a poison you cannot see or smell.
D NEVER use inside a home or garage, EVEN IF
doors and windows are open.
D Only use OUTSIDE and far away from windows, doors, and
vents.
BATTERY ACID can BURN SKIN and EYES.
D Do not tip battery.
D Replace damaged battery.
D Flush eyes and skin immediately with water.
ENGINE HEAT can cause fire.
D Do not locate unit on, over, or near combustible
surfaces or flammables.
D Keep exhaust and exhaust pipes way from
flammables.
HOT PARTS can cause severe burns.
D Do not touch hot parts bare handed.
D Allow cooling period before working on equip-
ment.
D To handle hot parts, use proper tools and/or
wear heavy, insulated welding gloves and
clothing to prevent burns.
1-4. Compressed Air Hazards
BREATHING COMPRESSED AIR can
cause serious injury or death.
D Do not use compressed air for breathing.
D Use only for cutting, gouging, and tools.
COMPRESSED AIR can cause injury.
D Wear approved safety goggles.
D Do not direct air stream toward self or others.
EXHAUST SPARKS can cause fire.
D Do not let engine exhaust sparks cause fire.
D Use approved engine exhaust spark arrestor in
required areas — see applicable codes.
TRAPPED AIR PRESSURE AND WHIPPING
HOSES can cause injury.
D Release air pressure from tools and system be-
fore servicing, adding or changing attachments, or opening compressor oil drain or oil fill
cap.
OM-217 455 Page 3
HOT METAL from air arc cutting and
READ INSTRUCTIONS.
gouging can cause fire or explosion.
D Do not cut or gouge near flammables.
D Watch for fire; keep extinguisher nearby.
HOT PARTS can cause burns and injury.
D Do not touch hot compressor or air system
parts.
D Let system cool down before touching or ser-
vicing.
D Read Owner’s Manual before using or servic-
ing unit.
D Stop engine and release air pressure before
servicing.
D Use only genuine replacement parts from the
manufacturer.
1-5. Additional Symbols For Installation, Operation, And Maintenance
FIRE OR EXPLOSION hazard.
D Do not install or place unit on, over, or near
combustible surfaces.
D Do not install unit near flammables.
D Do not overload building wiring − be sure power supply system is
properly sized, rated, and protected to handle this unit.
FALLING UNIT can cause injury.
D Use lifting eye to lift unit and properly installed
accessories only, NOT gas cylinders. Do not
exceed maximum lift eye weight rating (see
Specifications).
D Lift and support unit only with proper equipment
and correct procedures.
D If using lift forks to move unit, be sure forks are long enough to
extend beyond opposite side of unit.
OVERHEATING can damage motors.
D Turn off or unplug equipment before starting or
stopping engine.
D Do not let low voltage and frequency caused by
low engine speed damage electric motors.
D Do not connect 50 or 60 Hertz motors to the 100 Hertz receptacle
where applicable.
FLYING SPARKS can cause injury.
WELDING WIRE can cause injury.
D Do not press gun trigger until instructed to do
so.
D Do not point gun toward any part of the body,
other people, or any metal when threading
welding wire.
OVERUSE can cause OVERHEATING.
D Allow cooling period; follow rated duty cycle.
D Reduce current or reduce duty cycle before
starting to weld again.
D Do not block or filter airflow to unit.
STATIC (ESD) can damage PC boards.
D Put on grounded wrist strap BEFORE handling
boards or parts.
D Use proper static-proof bags and boxes to
store, move, or ship PC boards.
TILTING OF TRAILER can cause injury.
D Use tongue jack or blocks to support weight.
D Properly install welding generator onto trailer
according to instructions supplied with trailer.
D Wear a face shield to protect eyes and face.
D Shape tungsten electrode only on grinder with
proper guards in a safe location wearing proper
face, hand, and body protection.
D Sparks can cause fires — keep flammables away.
MOVING PARTS can cause injury.
D Keep away from moving parts.
D Keep away from pinch points such as drive
rolls.
OM-217 455 Page 4
READ INSTRUCTIONS.
D Read Owner’s Manual before using or servic-
ing unit.
D Use only genuine replacement parts from the
manufacturer.
D Perform engine and air compressor mainte-
nance and service according to this manual
and the engine/air compressor (if applicable)
manuals.
H.F. RADIATION can cause interference.
ARC WELDING can cause interference.
D High-frequency (H.F.) can interfere with radio
navigation, safety services, computers, and
communications equipment.
D Have only qualified persons familiar with
electronic equipment perform this installation.
D The user is responsible for having a qualified electrician
promptly correct any interference problem resulting from the
installation.
D If notified by the FCC about interference, stop using the
equipment at once.
D Have the installation regularly checked and maintained.
D Keep high-frequency source doors and panels tightly shut, keep
spark gaps at correct setting, and use grounding and shielding to
minimize the possibility of interference.
1-6. California Proposition 65 Warnings
Welding or cutting equipment produces fumes or gases
which contain chemicals known to the State of California to
cause birth defects and, in some cases, cancer. (California
Health & Safety Code Section 25249.5 et seq.)
Battery posts, terminals and related accessories contain lead
and lead compounds, chemicals known to the State of
California to cause cancer and birth defects or other
reproductive harm. Wash hands after handling.
D Electromagnetic energy can interfere with
sensitive electronic equipment such as microprocessors, computers, and computer-driven
equipment such as robots.
D Be sure all equipment in the welding area is
electromagnetically compatible.
D To reduce possible interference, keep weld cables as short as
possible, close together, and down low, such as on the floor.
D Locate welding operation 100 meters from any sensitive elec-
tronic equipment.
D Be sure this welding machine is installed and grounded
according to this manual.
D If interference still occurs, the user must take extra measures
such as moving the welding machine, using shielded cables,
using line filters, or shielding the work area.
For Gasoline Engines:
Engine exhaust contains chemicals known to the State of
California to cause cancer, birth defects, or other reproductive harm.
For Diesel Engines:
Diesel engine exhaust and some of its constituents are
known to the State of California to cause cancer, birth
defects, and other reproductive harm.
1-7. Principal Safety Standards
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
from Global Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping, American Welding Society Standard
AWS F4.1, from Global Engineering Documents (phone:
1-877-413-5184, website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protection Association, P.O. Box 9101, Quincy, MA 02269-9101 (phone:
617-770-3000, website: www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 4221 Walney Road, 5th Floor,
Chantilly, VA 20151 (phone: 703-788-2700, website:www.cganet.com).
Code for Safety in Welding and Cutting, CSA Standard W117.2, from
Canadian Standards Association, Standards Sales, 5060 Mississauga,
1-8. EMF Information
Considerations About Welding And The Effects Of Low Frequency
Electric And Magnetic Fields
Welding current, as it flows through welding cables, will cause electromagnetic fields. There has been and still is some concern about such
fields. However, after examining more than 500 studies spanning 17
years of research, a special blue ribbon committee of the National
Research Council concluded that: “The body of evidence, in the
committee’s judgment, has not demonstrated that exposure to powerfrequency electric and magnetic fields is a human-health hazard.”
However, studies are still going forth and evidence continues to be
examined. Until the final conclusions of the research are reached, you
may wish to minimize your exposure to electromagnetic fields when
welding or cutting.
To reduce magnetic fields in the workplace, use the following
procedures:
Ontario, Canada L4W 5NS (phone: 800-463-6727 or in Toronto
416-747-4044, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protection, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036–8002 (phone:
212-642-4900, website: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
P.O. Box 9101, Quincy, MA 02269-9101 (phone: 617-770-3000, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Industry, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Superintendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 Regional Offices—phone for
Region 5, Chicago, is 312-353-2220, website: www.osha.gov).
1. Keep cables close together by twisting or taping them, or using a
cable cover.
2. Arrange cables to one side and away from the operator.
3. Do not coil or drape cables around your body.
4. Keep welding power source and cables as far away from
operator as practical.
5. Connect work clamp to workpiece as close to the weld as
possible.
About Implanted Medical Devices:
Implanted Medical Device wearers should consult their doctor and the
device manufacturer before performing or going near arc welding, spot
welding, gouging, plasma arc cutting, or induction heating operations.
If cleared by your doctor, then following the above procedures is recommended.
OM-217 455 Page 5
SECTION 2 − CONSIGNES DE SÉCURITÉ − LIRE AVANT
UTILISATION
rom_2007−04fre
Se protéger, ainsi que toute autre personne travaillant sur les lieux, contre les étincelles et le métal chaud.
2-1. Signification des symboles
DANGER! − Indique une situation dangereuse qui si on
l’évite pas peut donner la mort ou des blessures graves.
Les dangers possibles sont montrés par les symboles
joints ou sont expliqués dans le texte.
Indique une situation dangereuse qui si on l’évite pas
peut donner la mort ou des blessures graves. Les dangers possibles sont montrés par les symboles joints ou
sont expliqués dans le texte.
NOTE − Indique des déclarations pas en relation avec des blessures
personnelles.
2-2. Dangers relatifs au soudage à l’arc
Les symboles présentés ci-après sont utilisés tout au long du
présent manuel pour attirer votre attention et identifier les risques de danger. Lorsque vous voyez un symbole, soyez
vigilant et suivez les directives mentionnées afin d’éviter tout
danger. Les consignes de sécurité présentées ci-après ne
font que résumer l’information contenue dans les normes de
sécurité énumérées à la section 2-7. Veuillez lire et respecter
toutes ces normes de sécurité.
L’installation, l’utilisation, l’entretien et les réparations ne
doivent être confiés qu’à des personnes qualifiées.
Au cours de l’utilisation, tenir toute personne à l’écart et plus
particulièrement les enfants.
UN CHOC ÉLECTRIQUE peut tuer.
Un simple contact avec des pièces électriques peut
provoquer une électrocution ou des blessures graves.
L’électrode et le circuit de soudage sont sous tension
dès que l’appareil est sur ON. Le circuit d’entrée et les circuits
internes de l’appareil sont également sous tension à ce moment-là.
En soudage semi-automatique ou automatique, le fil, le dévidoir, le
logement des galets d’entraînement et les pièces métalliques en
contact avec le fil de soudage sont sous tension. Des matériels mal
installés ou mal mis à la terre présentent un danger.
D Ne jamais toucher les pièces électriques sous tension.
D Porter des gants et des vêtements de protection secs ne compor-
tant pas de trous.
D S’isoler de la pièce et de la terre au moyen de tapis ou d’autres
moyens isolants suffisamment grands pour empêcher le contact
physique éventuel avec la pièce ou la terre.
D Ne pas se servir de source électrique à courant électrique dans les
zones humides, dans les endroits confinés ou là où on risque de
tomber.
D Se servir d’une source électrique à courant électrique UNIQUE-
MENT si le procédé de soudage le demande.
D Si l’utilisation d’une source électrique à courant électrique s’avère
nécessaire, se servir de la fonction de télécommande si l’appareil
en est équipé.
D Des précautions de sécurité supplémentaires sont requises dans
des environnements à risque comme: les endroits humides ou
lorsque l’on porte des vêtements mouillés; sur des structures métalliques au sol, grillages et échafaudages; dans des positions
assises, à genoux et allongées; ou quand il y a un risque important
de contact accidentel avec la pièce ou le sol. Dans ces cas utiliser
les appareils suivants dans l’ordre de préférence: 1) un poste à
OM-217 455 Page 6
. Indique des instructions spécifiques.
Ce groupe de symboles veut dire Avertissement! Attention! DANGER
DE CHOC ELECTRIQUE, PIECES EN MOUVEMENT, et PIECES
CHAUDES. Consulter les symboles et les instructions ci-dessous y
afférant pour les actions nécessaires afin d’éviter le danger.
souder DC semi−automatique de type CV (MIG/MAG), 2) un poste
à souder manuel (électrode enrobée) DC, 3) un poste à souder
manuel AC avec tension à vide réduite. Dans la plupart des cas, un
poste courant continu de type CV est recommandé. Et, ne pas travailler seul!
D Couper l’alimentation ou arrêter le moteur avant de procéder à
l’installation, à la réparation ou à l’entretien de l’appareil.
Déverrouiller l’alimentation selon la norme OSHA 29 CFR
1910.147 (voir normes de sécurité).
D Installer et mettre à la terre correctement cet appareil conformé-
ment à son manuel d’utilisation et aux codes nationaux,
provinciaux et municipaux.
D Toujours vérifier la terre du cordon d’alimentation − Vérifier et
s’assurer que le fil de terre du cordon d’alimentation est bien
raccordé à la borne de terre du sectionneur ou que la fiche du
cordon est raccordée à une prise correctement mise à la terre.
D En effectuant les raccordements d’entrée fixer d’abord le conduc-
teur de mise à la terre approprié et contre-vérifier les connexions.
D Les câbles doivent être exempts d’humidité, d’huile et de graisse;
protégez−les contre les étincelles et les pièces métalliques chaudes.
D Vérifier fréquemment le cordon d’alimentation pour voir s’il n’est
pas endommagé ou dénudé − remplacer le cordon immédiatement
s’il est endommagé − un câble dénudé peut provoquer une électrocution.
D Mettre l’appareil hors tension quand on ne l’utilise pas.
D Ne pas utiliser des câbles usés, endommagés, de grosseur insuffi-
sante ou mal épissés.
D Ne pas enrouler les câbles autour du corps.
D Si la pièce soudée doit être mise à la terre, le faire directement
avec un câble distinct − ne pas utiliser le connecteur de pièce ou le
câble de retour.
D Ne pas toucher l’électrode quand on est en contact avec la pièce,
la terre ou une électrode provenant d’une autre machine.
D Ne pas toucher des porte électrodes connectés à deux machines
en même temps à cause de la présence d’une tension à vide doublée.
D N’utiliser qu’un matériel en bon état. Réparer ou remplacer
sur-le-champ les pièces endommagées. Entretenir l’appareil
conformément à ce manuel.
D Porter un harnais de sécurité quand on travaille en hauteur.
D Maintenir solidement en place tous les panneaux et capots.
D Fixer le câble de retour de façon à obtenir un bon contact métal-
métal avec la pièce à souder ou la table de travail, le plus près
possible de la soudure.
D Isoler la pince de masse quand pas mis à la pièce pour éviter le
contact avec tout objet métallique.
Une tension DC importante subsiste à l’intérieur
-
e
r
e
s
u
e
n
o
e
e
e
u
n
e
f
e
des onduleurs après avoir coupé l’alimentation.
D Couper l’alimentation du poste et décharger les condensateurs
d’entrée comme indiqué dans la Section Maintenance avant de
toucher des composants.
DES PIÈCES CHAUDES peuvent
provoquer des brûlures graves.
D Ne pas toucher à mains nues les parties chau
des.
D Prévoir une période de refroidissement avant d
travailler à l’équipement.
D Ne pas toucher aux pièces chaudes, utiliser les outils recomman
dés et porter des gants de soudage et des vêtements épais pou
éviter les brûlures.
DES PIECES DE METAL ou DES SALETES peuvent provoquer des blessures dans les yeux.
D Le soudage, l’écaillement, le passage de la pièce à la brosse en
fil de fer, et le meulage génèrent des étincelles et des particules
métalliques volantes. Pendant la période de refroidissement des
soudures, elles risquent de projeter du laitier.
D Porter des lunettes de sécurité avec écrans latéraux ou un écran
facial.
LES FUMÉES ET LES GAZ peuvent êtr
dangereux.
Le soudage génère des fumées et des gaz. Leur
inhalation peut être dangereux pour votre santé.
D Eloigner votre tête des fumées. Ne pas respirer les fumées.
D À l’intérieur, ventiler la zone et/ou utiliser une ventilation forcée au
niveau de l’arc pour l’évacuation des fumées et des gaz de soudage.
D Si la ventilation est médiocre, porter un respirateur anti-vapeurs
approuvé.
D Lire et comprendre les spécifications de sécurité des matériaux
(MSDS) et les instructions du fabricant concernant les métaux, les
consommables, les revêtements, les nettoyants et les dégraisseurs.
D Travailler dans un espace fermé seulement s’il est bien ventilé ou
en portant un respirateur à alimentation d’air. Demander toujours à
un surveillant dûment formé de se tenir à proximité. Des fumées et
des gaz de soudage peuvent déplacer l’air et abaisser le niveau
d’oxygène provoquant des blessures ou des accidents mortels.
S’assurer que l’air de respiration ne présente aucun danger.
D Ne pas souder dans des endroits situés à proximité d’opérations
de dégraissage, de nettoyage ou de pulvérisation. La chaleur et
les rayons de l’arc peuvent réagir en présence de vapeurs et former des gaz hautement toxiques et irritants.
D Ne pas souder des métaux munis d’un revêtement, tels que l’acier
galvanisé, plaqué en plomb ou au cadmium à moins que le revêtement n’ait été enlevé dans la zone de soudure, que l’endroit soit
bien ventilé, et en portant un respirateur à alimentation d’air. Les
revêtements et tous les métaux renfermant ces éléments peuvent
dégager des fumées toxiques en cas de soudage.
LES ACCUMULATIONS DE GAZ ri
quent de provoquer des blessures o
même la mort.
D Fermer l’alimentation du gaz protecteur en cas d
non utilisation.
D Veiller toujours à bien aérer les espaces confinés ou se servir d’u
respirateur d’adduction d’air homologué.
LES RAYONS DE L’ARC peuvent pr
voquer des brûlures dans les yeux
sur la peau.
Le rayonnement de l’arc du procédé de soudag
génère des rayons visibles et invisibles intense
(ultraviolets et infrarouges) susceptibles de provoquer des brûlure
dans les yeux et sur la peau. Des étincelles sont projetées pendant l
soudage.
D Porter un casque de soudage approuvé muni de verres filtrants
approprié pour protéger visage et yeux pendant le soudage
(voir ANSI Z49.1 et Z87.1 énuméré dans les normes de sécurité).
D Porter des lunettes de sécurité avec écrans latéraux même sous
votre casque.
D Avoir recours à des écrans protecteurs ou à des rideaux pour
protéger les autres contre les rayonnements les éblouissements
et les étincelles ; prévenir toute personne sur les lieux de ne pas
regarder l’arc.
D Porter des vêtements confectionnés avec des matières résistan-
tes et ignifuges (cuir, coton lourd ou laine) et des bottes de
protection.
LE SOUDAGE peut provoquer un in
cendie ou une explosion.
Le soudage effectué sur des conteneurs fermés tel
que des réservoirs, tambours ou des conduites pe
provoquer leur éclatement. Des étincelles peuve
être projetées de l’arc de soudure. La projection d’étincelles, des pièce
chaudes et des équipements chauds peut provoquer des incendies
des brûlures. Le contact accidentel de l’électrode avec des objet
métalliques peut provoquer des étincelles, une explosion, un surchau
fement ou un incendie. Avant de commencer le soudage, vérifier
s’assurer que l’endroit ne présente pas de danger.
D Déplacer toutes les substances inflammables à une distance de
10,7 m de l’arc de soudage. En cas d’impossibilité les recouvrir
soigneusement avec des protections homologués.
D Ne pas souder dans un endroit là où des étincelles peuvent tomber
sur des substances inflammables.
D Se protéger et d’autres personnes de la projection d’étincelles et
de métal chaud.
D Des étincelles et des matériaux chauds du soudage peuvent
facilement passer dans d’autres zones en traversant de petites
fissures et des ouvertures.
D Surveiller tout déclenchement d’incendie et tenir un extincteur à
proximité.
D Le soudage effectué sur un plafond, plancher, paroi ou séparation
peut déclencher un incendie de l’autre côté.
D Ne pas effectuer le soudage sur des conteneurs fermés tels que
des réservoirs, tambours, ou conduites, à moins qu’ils n’aient été
préparés correctement conformément à AWS F4.1 (voir les normes de sécurité).
D Ne soudez pas si l’air ambiant est chargé de particules, gaz, ou va-
peurs inflammables (vapeur d’essence, par exemple).
D Brancher le câble de masse sur la pièce le plus près possible de la
zone de soudage pour éviter le transport du courant sur une
longue distance par des chemins inconnus éventuels en provoquant des risques d’électrocution, d’étincelles et d’incendie.
D Ne pas utiliser le poste de soudage pour dégeler des conduites ge-
lées.
D En cas de non utilisation, enlever la baguette d’électrode du porte-
électrode ou couper le fil à la pointe de contact.
D Porter des vêtements de protection dépourvus d’huile tels que des
gants en cuir, une chemise en matériau lourd, des pantalons sans
revers, des chaussures hautes et un couvre chef.
D Avant de souder, retirer toute substance combustible de vos po-
ches telles qu’un allumeur au butane ou des allumettes.
D Une fois le travail achevé, assurez−vous qu’il ne reste aucune tra-
ce d’étincelles incandescentes ni de flammes.
D Utiliser exclusivement des fusibles ou coupe−circuits appropriés.
Ne pas augmenter leur puissance; ne pas les ponter.
OM-217 455 Page 7
D Suivre les recommandations dans OSHA 1910.252(a)(2)(iv) et
c
e
a
a
a
n
e
s
s
o
e
s
e
t
o
,
-
e
r
NFPA 51B pour les travaux à chaud et avoir de la surveillance et un
extincteur à proximité.
LE BRUIT peut affecter l’ouïe.
Le bruit des processus et des équipements peut affe
l’ouïe.
D Porter des protections approuvés pour les or
les si le niveau sonore est trop élevé.
LES CHAMPS MAGNETIQUES peuvent affecter des implants médicaux.
D Porteur de simulateur cardiaque ou autre im-
plants médicaux, rester à distance.
D Les porteurs d’implants doivent d’abord consulter leur médecin
avant de s’approcher des opérations de soudage à l’arc, de soudage par points, de gougeage, du coupage plasma ou de chauffage par induction.
Si des BOUTEILLES sont endomm
gées, elles pourront exploser.
Des bouteilles de gaz protecteur contiennent du g
sous haute pression. Si une bouteille est endomm
gée, elle peut exploser. Du fait que les bouteilles de gaz fo
normalement partie du procédé de soudage, les manipuler av
précaution.
D Protéger les bouteilles de gaz comprimé d’une chaleur excessive,
des chocs mécaniques, des dommages physiques, du laitier, des
flammes ouvertes, des étincelles et des arcs.
D Placer les bouteilles debout en les fixant dans un support station-
naire ou dans un porte-bouteilles pour les empêcher de tomber ou
de se renverser.
D Tenir les bouteilles éloignées des circuits de soudage ou autres
circuits électriques.
D Ne jamais placer une torche de soudage sur une bouteille à gaz.
D Une électrode de soudage ne doit jamais entrer en contact avec
une bouteille.
D Ne jamais souder une bouteille pressurisée − risque d’explosion.
D Utiliser seulement des bouteilles de gaz protecteur, régulateurs,
tuyaux et raccords convenables pour cette application spécifique;
les maintenir ainsi que les éléments associés en bon état.
D Ne pas tenir la tête en face de la sortie en ouvrant la soupape de la
bouteille.
D Maintenir le chapeau de protection sur la soupape, sauf en cas
d’utilisation ou de branchement de la bouteille.
D Utiliser les équipements corrects, les bonnes procédures et suffi-
samment de personnes pour soulever et déplacer les bouteilles.
D Lire et suivre les instructions sur les bouteilles de gaz comprimé,
l’équipement connexe et le dépliant P-1 de la CGA (Compressed Gas
Association) mentionné dans les principales normes de sécurité.
2-3. Dangers existant en relation avec le moteur
L’EXPLOSION DE LA BATTERIE peu
RENDRE AVEUGLE.
D Toujours porter une protection faciale, des gant
en caoutchouc et vêtements de protection lor
d’une intervention sur la batterie.
D Arrêter le moteur avant de débrancher ou de brancher les câbles
de batterie.
D Eviter de provoquer des étincelles avec les outils en travaillant sur
la batterie.
D Ne pas utiliser le poste de soudage pour charger les batteries ou
des véhicules de démarrage rapide.
D Observer la polarité correcte (+ et −) sur les batteries.
D Débrancher le câble négatif (–) en premier lieu. Le rebrancher en
dernier lieu.
LE CARBURANT MOTEUR peut prov
quer un incendie ou une explosion.
D Arrêter le moteur avant de vérifier le niveau d
carburant ou de faire le plein.
D Ne pas faire le plein en fumant ou proche d’une source d’étincelle
ou d’une flamme nue.
D Ne pas faire le plein de carburant à ras bord; prévoir de l’espac
pour son expansion.
D Faire attention de ne pas renverser de carburant. Nettoyer tou
carburant renversé avant de faire démarrer le moteur.
D Jeter les chiffons dans un récipient ignifuge.
D Toujours garder le pistolet en contact avec le réservoir lors du
remplissage.
DES ORGANES MOBILES peuvent pr
voquer des blessures.
D Ne pas approcher les mains des ventilateurs
courroies et autres pièces en mouvement.
D Maintenir fermés et fixement en place les portes, panneaux, re-
couvrements et dispositifs de protection.
D Arrêter le moteur avant d’installer ou brancher l’appareil.
OM-217 455 Page 8
D Seules des personnes qualifiées sont autorisées à enlever les por-
tes, panneaux, recouvrements ou dispositifs de protection pour
effectuer, s’il y a lieu, des travaux d’entretien et de dépannage.
D Pour empêcher tout démarrage accidentel pendant les travaux
d’entretien, débrancher le câble négatif (−) de batterie de la borne.
D Ne pas approcher les mains, cheveux, vêtements lâches et outils
des organes mobiles.
D Remettre en place les panneaux ou les dispositifs de protection et
fermer les portes à la fin des travaux d’entretien et avant de faire
démarrer le moteur.
D Avant d’intervenir, déposer les bougies ou injecteurs pour éviter la
mise en route accidentelle du moteur.
D Bloquer le volant moteur pour éviter sa rotation lors d’une interven-
tion sur le générateur.
DES PIÈCES CHAUDES peuvent
provoquer des brûlures graves.
D Ne pas toucher à mains nues les parties chau
des.
D Prévoir une période de refroidissement avant d
travailler à l’équipement.
D Ne pas toucher aux pièces chaudes, utiliser les outils recomman
dés et porter des gants de soudage et des vêtements épais pou
éviter les brûlures.
LA VAPEUR ET LE LIQUIDE DE
REFROIDISSEMENT CHAUD peuvent
provoquer des brûlures.
D Il est préférable de vérifier le liquide de refroi-
dissement une fois le moteur refroidi pour éviter
de se brûler.
D Toujours vérifier le niveau de liquide de refroidissement dans le
vase d’expansion (si présent), et non dans le radiateur (sauf si précisé autrement dans la section maintenance du manuel du
moteur).
D Si le moteur est chaud et que le liquide doit être vérifié, opérer com-
me suivant.
D Mettre des lunettes de sécurité et des gants, placer un torchon sur
le bouchon du radiateur.
D Dévisser le bouchon légèrement et laisser la vapeur s’échapper
t
,
e
-
e
s
r
u
avant d’enlever le bouchon.
L’utilisation d’un groupe autonome
à l’intérieur PEUT VOUS TUER EN
QUELQUES MINUTES.
D Les fumées d’un groupe autonome contient du
monoxyde de carbone. C’est un poison invisible et inodore.
D JAMAIS utiliser dans une maison ou garage,
même avec les portes et fenêtres ouvertes.
D Uniquement utiliser à l’EXTERIEUR, loin des portes, fenêtres et
bouches aération.
L’ACIDE DE LA BATTERIE peut provoquer des brûlures dans les YEUX et
sur la PEAU.
D Ne pas renverser la batterie.
D Remplacer une batterie endommagée.
D Rincer immédiatement les yeux et la peau à l’eau.
2-4. Dangers liés à l’air comprimé
LA CHALEUR DU MOTEUR peut provoquer un incendie.
D Ne pas placer l’appareil sur, au-dessus ou à
proximité de surfaces inflammables.
D Tenir à distance les produits inflammables de l’échappement.
LES ÉTINCELLES À L’ÉCHAPPEMENT
peuvent provoquer un incendie.
D Empêcher les étincelles d’échappement du
moteur de provoquer un incendie.
D Utiliser uniquement un pare-étincelles
approuvé − voir codes en vigueur.
RESPIRER L’AIR COMPRIMÉ peut provoquer des blessures graves ou causer
la mort.
D Ne pas utiliser l’air comprimé pour respirer.
D Utiliser l’air comprimé seulement pour le cou-
page, gougeage et les outils pneumatiques.
L’AIR COMPRIMÉ peut provoquer
des blessures.
D Porter des lunettes de sécurité approuvées.
D Ne pas diriger le jet d’air vers d’autres ou
soi-même.
L’AIR COMPRIME EMMAGASINE ET DES
TUYAUX SOUS PRESSION peuvent provoquer des blessures.
D Relâcher la pression d’air de l’outillage ou du
système avant d’effectuer la maintenance,
avant de changer ou de rajouter des éléments
ou avant d’ouvrir la purge ou le bouchon de
remplissage d’huile.
D Laisser l’ensemble se refroidir avant de toucher ou d’effectuer la
maintenance.
D N’utiliser que les pièces de rechange recommandées par le
constructeur.
Le METAL CHAUD lors du coupage et
gougeage plasma peut provoquer un incendie ou une explosion.
D Ne pas couper ou gouger à proximité de pro-
duits inflammables.
D Surveillez et garder un extincteur à proximité.
DES PIECES CHAUDES peuvent provoquer des brûlures et blessures.
D Ne pas toucher le compresseur ou d’autres
éléments du circuit air comprimé chauds.
LIRE LES INSTRUCTIONS.
D Lisez le manuel d’instructions avant l’utilisation
ou la maintenance de l’appareil.
D Arrêter le moteur et relâcher la pression avant
d’effectuer la maintenance.
2-5. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance
Risque D’INCENDIE OU D’EXPLOSION.
D Ne pas placer l’appareil sur, au-dessus ou
à proximité de surfaces inflammables.
D Ne pas installer l’appareil à proximité de pro-
duits inflammables.
D Ne pas surcharger l’installation électrique − s’assurer que l’ali-
mentation est correctement dimensionnée et protégée avant de
mettre l’appareil en service.
D En utilisant des fourches de levage pour déplacer l’unité, s’assure
que les fourches sont suffisamment longues pour dépasser d
côté opposé de l’appareil.
LA CHUTE DE L’APPAREIL peut blesser.
D Utiliser l’anneau de levage pour lever l’appareil e
les accessoires correctement installées seuls
PAS les bouteilles de gaz. Ne pas dépasser l
poids nominal maximal de l’œilleton (voir les spé
cifications).
D Ne lever et ne soutenir l’appareil qu’avec d
l’équipement approprié et en suivant le
procédures adéquates.
OM-217 455 Page 9
LE SURCHAUFFEMENT peut endom-
e
-
-
,
t
a
-
n
u
-
mager le moteur électrique.
D Arrêter ou déconnecter l’équipement avant d
démarrer ou d’arrêter le moteur.
D Ne pas laisser tourner le moteur trop lentement sous risque d’en
dommager le moteur électrique à cause d’une tension et d’une fré
quence trop faibles.
D Ne pas brancher de moteur de 50 ou de 60 Hz à la prise de 100 Hz
s’il y a lieu.
LES ÉTINCELLES VOLANTES risquent de provoquer des blessures.
D Porter un écran facial pour protéger le visage e
les yeux.
D Affûter l’électrode au tungstène uniquement à l
meuleuse dotée de protecteurs. Cette manœuv
re est à exécuter dans un endroit sûr lorsque l’o
porte l’équipement homologué de protection d
visage, des mains et du corps.
D Les étincelles risquent de causer un incendie − éloigner toute sub
stance inflammable.
DES ORGANES MOBILES peuvent
provoquer des blessures.
D Ne pas s’approcher des organes mobiles.
D Ne pas s’approcher des points de coincement
tels que des rouleaux de commande.
LES FILS DE SOUDAGE peuvent
provoquer des blessures.
D Ne pas appuyer sur la gâchette avant d’en
avoir reçu l’instruction.
D Ne pas diriger le pistolet vers soi, d’autres per-
sonnes ou toute pièce mécanique en engageant le fil de soudage.
L’EMPLOI EXCESSIF peut
SURCHAUFFER L’ÉQUIPEMENT.
D Laisser l’équipement refroidir ; respecter le fac-
teur de marche nominal.
D Réduire le courant ou le facteur de marche
avant de poursuivre le soudage.
D Ne pas obstruer les passages d’air du poste.
LES CHARGES ÉLECTROSTATIQUES peuvent endommager les
circuits imprimés.
D Établir la connexion avec la barrette de terre
avant de manipuler des cartes ou des pièces.
D Utiliser des pochettes et des boîtes antistatiques pour stocker,
déplacer ou expédier des cartes de circuits imprimes.
UNE REMORQUE QUI BASCULE peut
entraîner des blessures.
D Utiliser les supports de la remorque ou des
blocs pour soutenir le poids.
D Installer convenablement le poste sur la remor-
que comme indiqué dans le manuel s’y rapportant.
LIRE LES INSTRUCTIONS.
D Lisez le manuel d’instructions avant l’utilisation
ou la maintenance de l’appareil.
D N’utiliser que les pièces de rechange recom-
mandées par le constructeur.
D Effectuer la maintenance et le service du moteur et du compres-
seur d’air suivant les instructions dans ce manuel ou le manuel
du moteur/compresseur (si applicable).
LE RAYONNEMENT HAUTE FRÉQUENCE (H.F.) risque de provoquer
des interférences.
D Le rayonnement haute fréquence (H.F.) peut
provoquer des interférences avec les équipements de radio−navigation et de communication, les services de sécurité et les ordinateurs.
D Demander seulement à des personnes qualifiées familiarisées
avec des équipements électroniques de faire fonctionner l’installation.
D L’utilisateur est tenu de faire corriger rapidement par un électri-
cien qualifié les interférences résultant de l’installation.
D Si le FCC signale des interférences, arrêter immédiatement l’ap-
pareil.
D Effectuer régulièrement le contrôle et l’entretien de l’installation.
D Maintenir soigneusement fermés les portes et les panneaux des
sources de haute fréquence, maintenir les éclateurs à une distance correcte et utiliser une terre et un blindage pour réduire les
interférences éventuelles.
LE SOUDAGE À L’ARC risque de
provoquer des interférences.
D L’énergie électromagnétique risque de provo-
quer des interférences pour l’équipement électronique sensible tel que les ordinateurs et
l’équipement commandé par ordinateur tel que
les robots.
D Veiller à ce que tout l’équipement de la zone de soudage soit
compatible électromagnétiquement.
D Pour réduire la possibilité d’interférence, maintenir les câbles de
soudage aussi courts que possible, les grouper, et les poser
aussi bas que possible (ex. par terre).
D Veiller à souder à une distance de 100 mètres de tout équipe-
ment électronique sensible.
D Veiller à ce que ce poste de soudage soit posé et mis à la terre
conformément à ce mode d’emploi.
D En cas d’interférences après avoir pris les mesures précéden-
tes, il incombe à l’utilisateur de prendre des mesures supplémentaires telles que le déplacement du poste, l’utilisation de câbles blindés, l’utilisation de filtres de ligne ou la pose de protecteurs dans la zone de travail.
OM-217 455 Page 10
2-6. Proposition californienne 65 Avertissements
Les équipements de soudage et de coupage produisent des
fumées et des gaz qui contiennent des produits chimiques
dont l’État de Californie reconnaît qu’ils provoquent des malformations congénitales et, dans certains cas, des cancers.
(Code de santé et de sécurité de Californie, chapitre 25249.5
et suivants)
Les batteries, les bornes et autres accessoires contiennent
du plomb et des composés à base de plomb, produits chimiques dont l’État de Californie reconnaît qu’ils provoquent des
cancers et des malformations congénitales ou autres
problèmes de procréation. Se laver les mains après manipulation.
2-7. Principales normes de sécurité
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
de Global Engineering Documents (téléphone : 1-877-413-5184, site
Internet : www.global.ihs.com).
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping, American Welding Society Standard
AWS F4.1 de Global Engineering Documents (téléphone :
1-877-413-5184, site Internet : www.global.ihs.com).
National Electrical Code, NFPA Standard 70, de National Fire Protection Association, P.O. Box 9101, Quincy, MA 02269-9101 (téléphone :
617-770-3000, site Internet : www.nfpa.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
de Compressed Gas Association, 4221 Walney Road, 5th Floor, Chantilly, VA 20151 (téléphone : 703-788-2700, site Internet :
www.cganet.com).
Code for Safety in Welding and Cutting, CSA Standard W117.2, de
Canadian Standards Association, 5060 Mississauga, Ontario, Canada
Pour les moteurs à essence :
Les gaz d’échappement des moteurs contiennent des produits chimiques dont l’État de Californie reconnaît qu’ils
provoquent des cancers et des malformations congénitales
ou autres problèmes de procréation.
Pour les moteurs diesel :
Les gaz d’échappement des moteurs diesel et certains de
leurs composants sont reconnus par l’État de Californie comme provoquant des cancers et des malformations
congénitales ou autres problèmes de procréation.
L4W 5NS (téléphone : 800-463-6727 ou à Toronto 416-747-4044, site
Internet : www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protection, ANSI Standard Z87.1, de American National Standards Institute,
11 West 43rd Street, New York, NY 10036-8002 (téléphone :
212-642-4900, site Internet : www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, de National Fire Protection Association,
P.O. Box 9101, Quincy, MA 02269-9101 (téléphone : 617-770-3000,
site Internet : www.nfpa.org).
OSHA, Occupational Safety and Health Standards for General Industry, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, de U.S. Government Printing Office, Superintendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(téléphone : 1-866-512-1800) (il y a 10 bureaux régionaux−−le télépho-
ne de la région 5, Chicago, est 312-353-2220, site Internet :
www.osha.gov).
2-8. Information EMF
Considérations sur le soudage et les effets de basse fréquence et des
champs magnétiques et électriques.
Le courant de soudage, pendant son passage dans les câbles de soudage, causera des champs électromagnétiques. Il y a eu et il y a encore
un certain souci à propos de tels champs. Cependant, après avoir examiné plus de 500 études qui ont été faites pendant une période de
recherche de 17 ans, un comité spécial ruban bleu du National
Research Council a conclu : « L’accumulation de preuves, suivant le
jugement du comité, n’a pas démontré que l’exposition aux champs
magnétiques et champs électriques à haute fréquence représente un
risque à la santé humaine ». Toutefois, des études sont toujours en
cours et les preuves continuent à être examinées. En attendant que les
conclusions finales de la recherche soient établies, il vous serait
souhaitable de réduire votre exposition aux champs électromagnétiques pendant le soudage ou le coupage.
Pour réduire les champs magnétiques sur le poste de travail, appliquer
les procédures suivantes :
1. Garder les câbles ensemble, les torsader, les scotcher, ou les
recouvrir d’une housse.
2. Disposer les câbles d’un côté et à distance de l’opérateur.
3. Ne pas courber pas et ne pas entourer pas les câbles autour de
votre corps.
4. Garder le poste de soudage et les câbles le plus loin possible de
vous.
5. Connecter la pince sur la pièce aussi près que possible de la
soudure.
En ce qui concerne les implants médicaux :
Les porteurs d’implants doivent d’abord consulter leur médecin avant
de s’approcher des opérations de soudage à l’arc, de soudage par
points, de gougeage, du coupage plasma ou de chauffage par induction. Si le médecin approuve, il est recommandé de suivre les
procédures précédentes.
OM-217 455 Page 11
. A complete Parts List is available at www.MillerWelds.com
g
SECTION 3 − DEFINITIONS
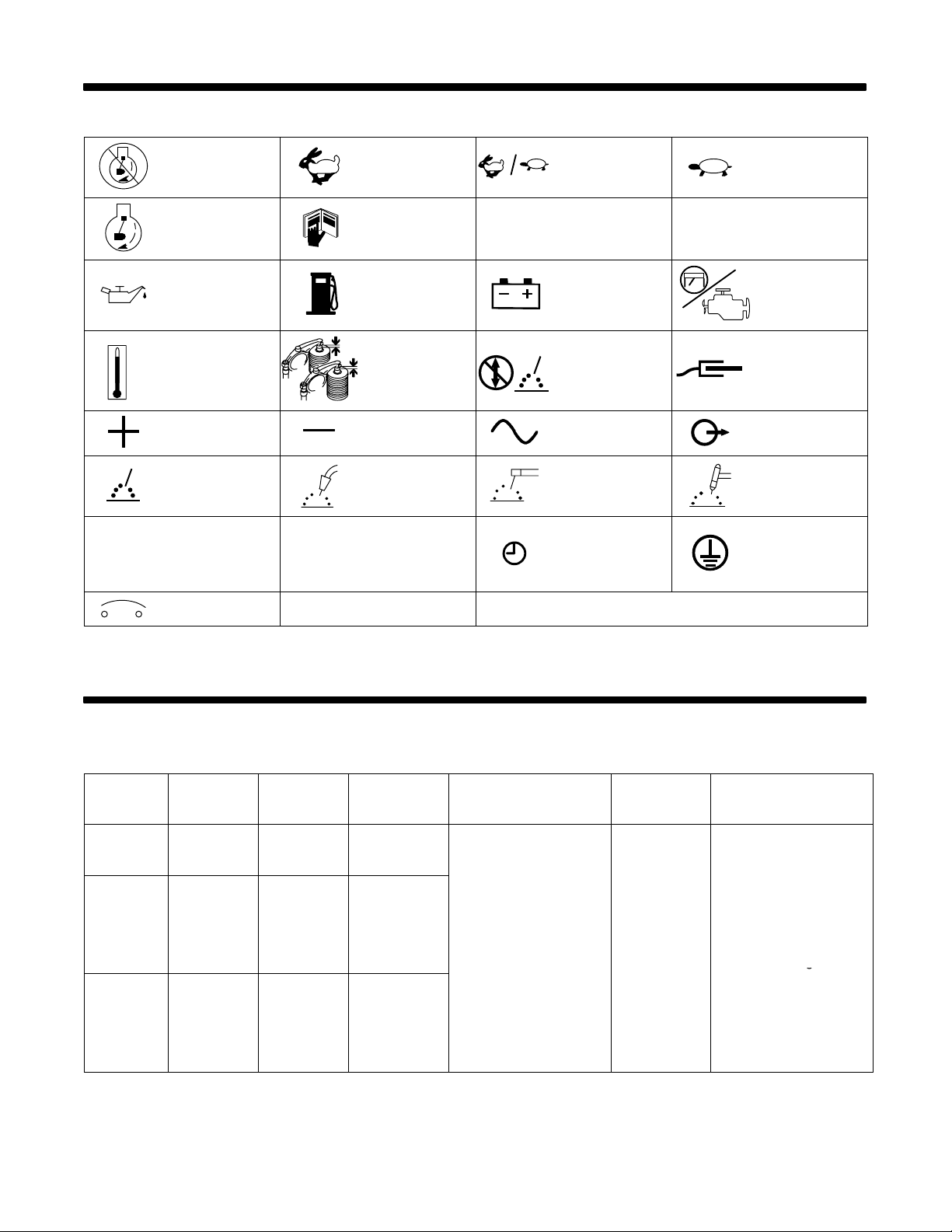
3-1. Symbol Definitions
h
Stop Engine
Start Engine
Engine Oil Fuel Battery (Engine) Engine
Temperature
Positive Negative
Welding Arc
(Electrode)
Hours
Fast
(Run, Weld/Power)
Read Operator’s
Manual A
Check Valve
Clearance
MIG (GMAW),
Wire
Seconds Time
Fast/Slow
(Run/Idle)
Amperes
Do not switch while
welding
Alternating Current
(AC)
Stick (SMAW) TIG (GTAW)
V
Slow (Idle)
Work Connection
Protective Earth
(Ground)
s
Circuit Protector
Volts
Output
SECTION 4 − SPECIFICATIONS
4-1. Weld, Power, and Engine Specifications
. Also see Performance Data in Section 13.
Welding
Mode
CC/AC 40 − 250 A
CC/DC 40 − 250 A
CV/DC 17 − 28 V
Weld Output
Range
Rated
Welding
Output
250 A, 25 V,
100% Duty
Cycle
250 A, 25 V,
100% Duty
Cycle
275 A, 25 V,
60% Duty
Cycle
250 A, 28 V,
100% Duty
Cycle
Maximum
Open Circuit
Voltage
80
72
41
Generator Power Rating
Continuous: 9.5 kVA/kW,
84/42 A, 120/240 V AC,
Peak: 10.5 kVA/kW
Single-Phase,
60 Hz
(while not welding)
Fuel
Capacity
12 gal
(45 L) Tank
Engine
Kubota D722
Water-Cooled,
Three-Cylinder
Four-Cycle
18.8 HP
Diesel Engine
OM-217 455 Page 12
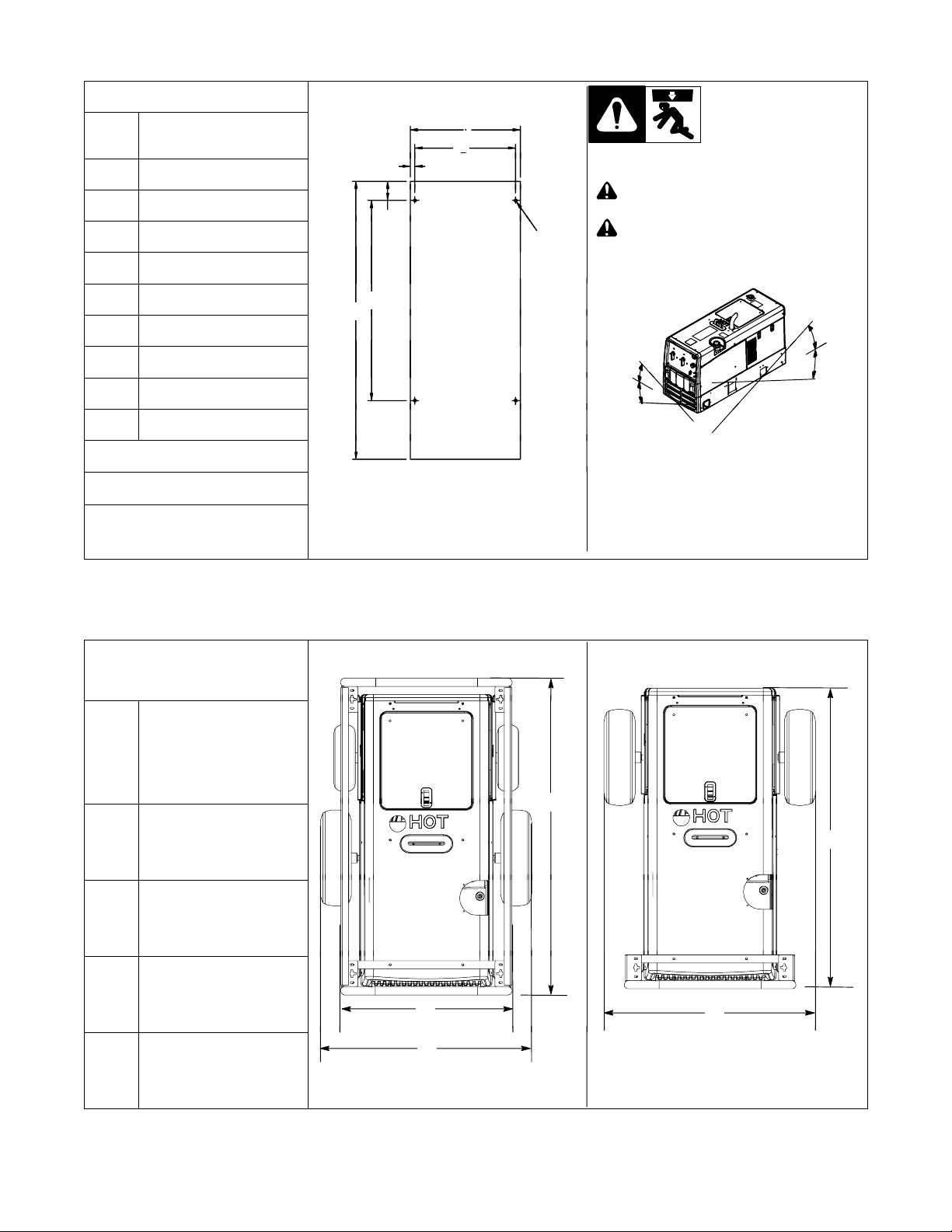
4-2. Dimensions, Weights, and Operating Angles
B
D
could tip
F
20
Engine End
00 lb (318 kg)
C
Dimensions
. A complete Parts List is available at www.MillerWelds.com
Height
Width 20 in (508 mm)
Depth 53 in (1346 mm)
A 20 in (508 mm)
B 16-1/2 in (419 mm)
C 1-3/4 in (44 mm)
D 6-1/16 in (154 mm)
E 32-3/4 in (832 mm)
F 51-3/8 in (1305 mm)
G 13/32 in (10 mm) Dia.
Lifting Eye Weight Rating
35-1/2 in (902 mm)
(To Top Of Exhaust)
Weight
7
1280 lbs (580 kg)
A
B
C
! Do not exceed tilt angles or engine could
be damaged or unit could tip.
G
4 Holes
E
800 426
! Do not move or operate unit where it
could tip.
20°
20°
.
20°
20°
804 249-A
4-3. Dimensions For Units With Optional Running Gear
Dimensions
All Running Gear Options:
Height
A
B
C
D
42-1/2 in (1079 mm)
(To Top Of Handle
Assembly)
Protective Cage Width:
26 in (660 mm)
Running Gear Width:
32 in (813 mm)
Protective Cage Length:
48 in (1219 mm)
Running Gear Length:
45−1/2 in (1156 mm)
A
B
D
B
OM-217 455 Page 13
. A complete Parts List is available at www.MillerWelds.com
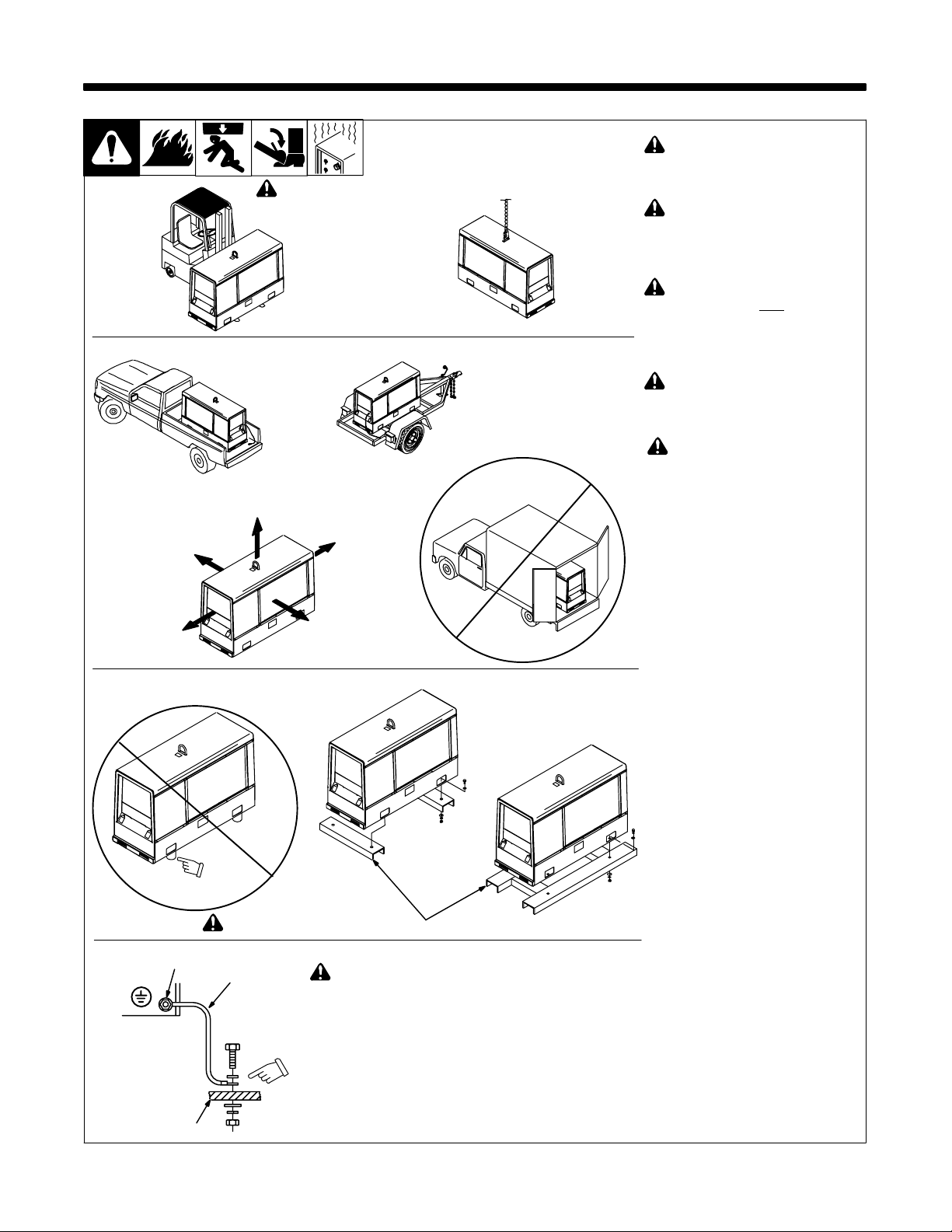
SECTION 5 − INSTALLATION
5-1. Installing Welding Generator
Movement
Location / Airflow Clearance
18 in
(460 mm)
18 in
(460 mm)
Mounting
! Do not lift unit from end.
OR
OR
18 in
(460 mm)
18 in
(460 mm)
18 in
(460 mm)
! Do not weld on base. Welding
on base can cause fuel tank fire
or explosion. Bolt unit down
using holes provided in base.
! Always securely fasten weld-
ing generator onto transport
vehicle or trailer and comply
with all DOT and other applicable codes.
! Do not mount unit by support-
ing the base only at the four
mounting holes. Use crosssupports to adequately support unit and prevent damage
to base.
! Always ground generator
frame to vehicle frame to prevent electric shock and static
electricity hazards.
! If unit does not have GFCI re-
ceptacles, use GFCI-protected
extension cord.
NOTICE − Do not install unit where air
flow is restricted or engine may overheat.
Mounting:
1 Cross-Supports
Mount unit on flat surface or use
cross-supports to support base.
Grounding:
2 Equipment Grounding Terminal
(On Front Panel)
3 Grounding Cable (Not Supplied)
4 Metal Vehicle Frame
Connect cable from equipment
ground terminal to metal vehicle
frame. Use #10 AWG or larger insulated copper wire.
Inadequate support.
Grounding
OM-217 455 Page 14
2
GND/PE
! Do not use flexible mounts.
3
4
! Bed liners, shipping skids, and some running
Electrically bond generator frame to
vehicle frame by metal-to-metal contact.
OR
1
gears insulate the welding generator from the
vehicle frame. Always connect a ground wire
from the generator equipment grounding terminal to bare metal on the vehicle frame as shown.
install2 12/06 − Ref. 800 652 / Ref. 800 477-A / 803 274 / 804 712
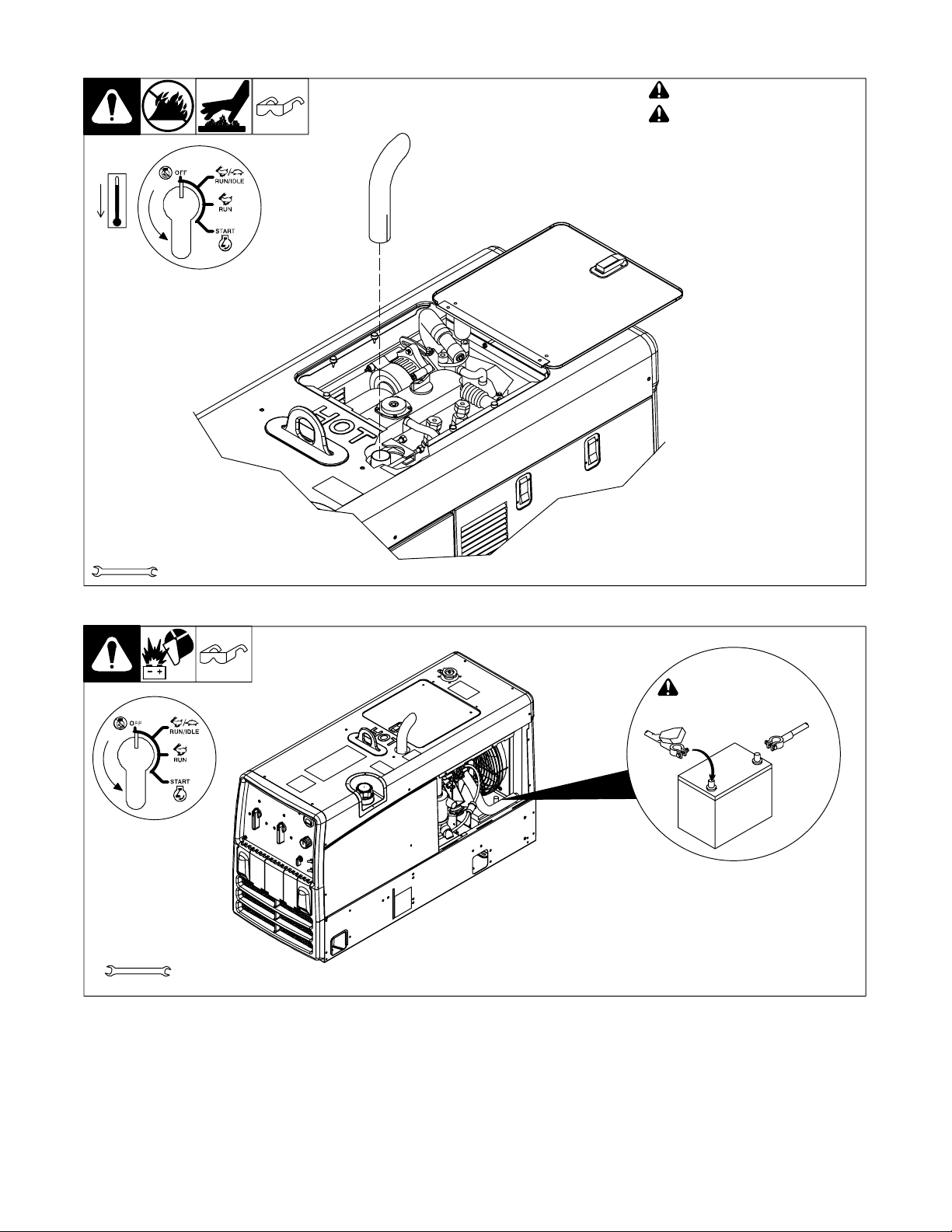
5-2. Installing Exhaust Pipe
. A complete Parts List is available at www.MillerWelds.com
! Stop engine and let cool.
! Do not blow exhaust toward
right side of unit where air inlet
is or air cleaner may require
frequent service. Point exhaust pipe in desired direction
but always away from front
panel and direction of travel.
Tools Needed:
1/2 in
5-3. Connecting the Battery
Tools Needed:
1/2 in
804 196-A / Ref. 228 647-A
! Connect negative (−)
cable last.
+
804 250-A / Ref 228 647 / Ref. S-0756-D
−
OM-217 455 Page 15
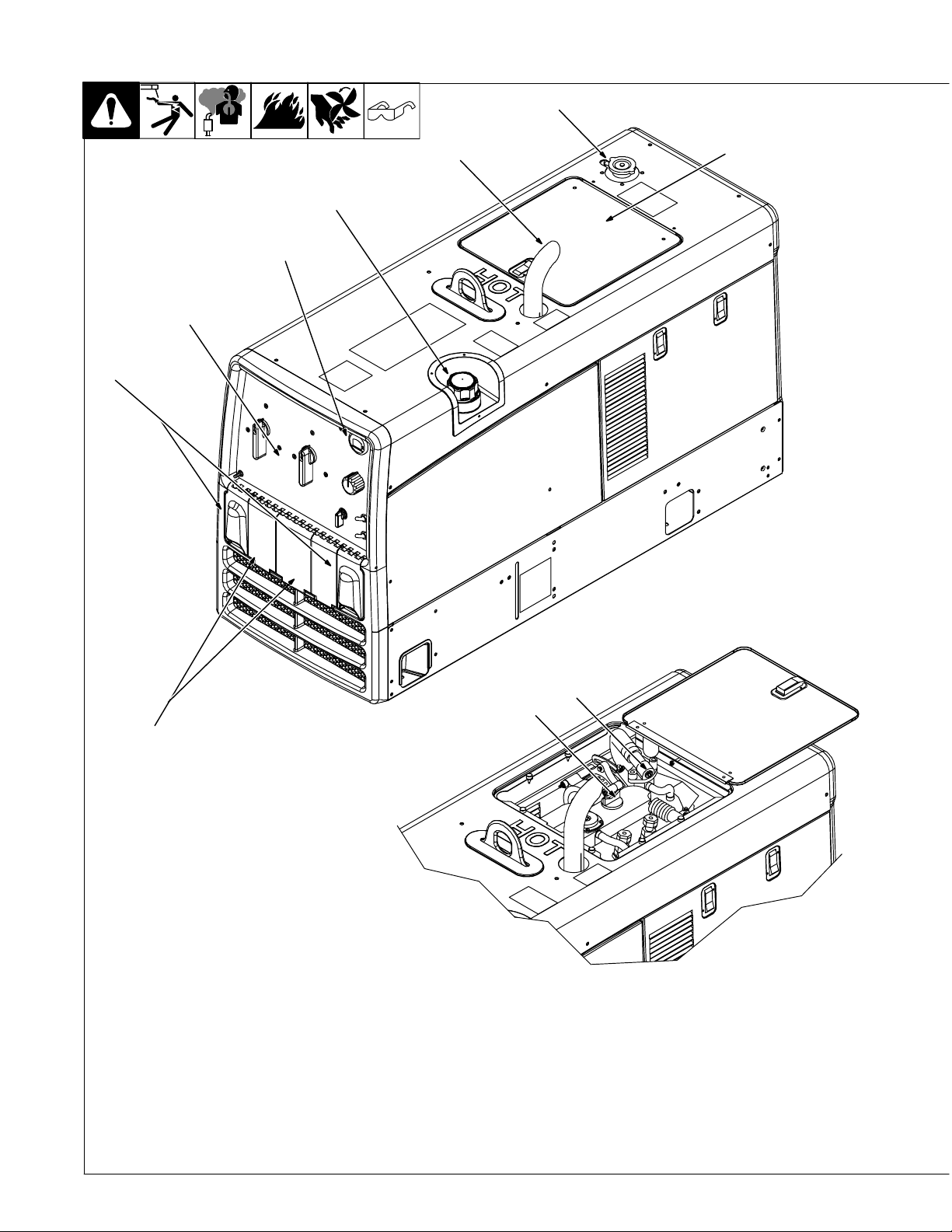
. A complete Parts List is available at www.MillerWelds.com
5-4. Overview And Engine Prestart Checks
7
6
5
4
3
2
8
1
1 Generator Power Receptacles (see
Section 7)
2 Weld Output Terminals (see Section 5-5)
3 Operator Controls (see Section 6)
4 Fuel Gauge/Maintenance Display
5 Fuel Filler Cap
6 Exhaust Pipe
10
9
7 Radiator Cap
8 Engine Maintenance Label (Inside Door)
9 Oil Fill Cap
10 Thermostat Housing Plug
11 Oil Filter
12 Coolant Overflow Bottle
13 Oil Drain
14 Oil Dipstick
15 Inline Fuel Strainer
16 Air Cleaner
17 Fuel Filter
18 Fuel Shut Off Valve
OM-217 455 Page 16
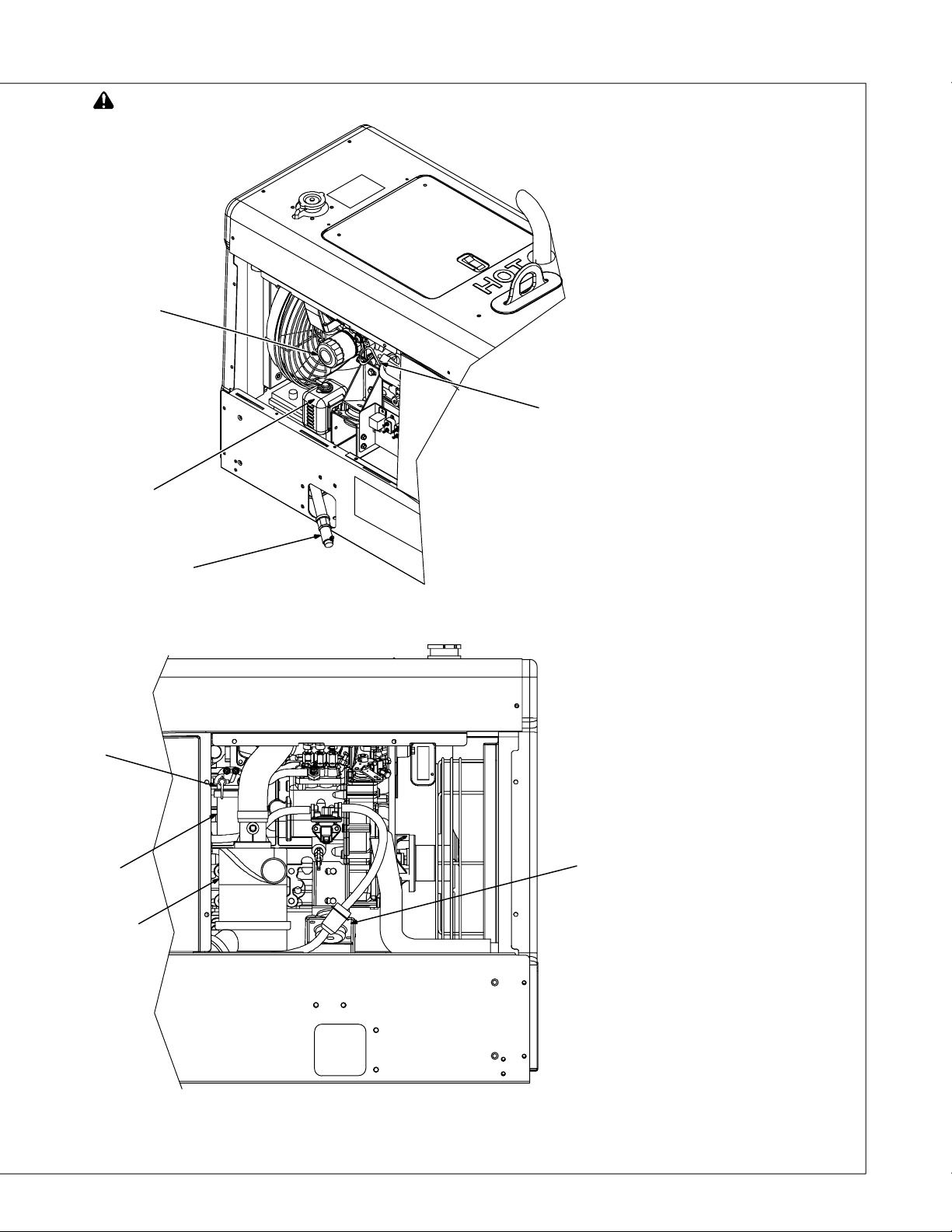
. A complete Parts List is available at www.MillerWelds.com
! Engine shown with
doors removed. Doors
must be in place when
engine is running.
11
12
13
18
17
16
Engine Left Side
14
15
Engine must be cold and on a level surface. See maintenance label (Section 9-2)
for fluid specifications.
Starting engine for the first time:
Add fresh fuel to bottom of filler neck.
Open fuel shut-off valve.
If coolant level is below bottom of radiator
filler neck, add coolant to overflow bottle.
Run-in period (first 100 hours):
Engine may use oil and wetstacking may
occur during run-in (see Section 12).
Check oil several times daily during run-in.
Daily pre-start checks:
Add fresh fuel to bottom of filler neck.
Check oil. If oil is not up to full mark on dip-
stick, add oil. Unit is shipped with 10W30
engine oil.
Check coolant level in overflow bottle. If
coolant is below Low level, add coolant until level in tank is between Low and Full levels. If overflow bottle coolant level was low,
check coolant level in radiator (see Section 9-2).
Engine damage can result from:
S Low oil level
S High engine temperature
S Incorrect coolant mixture
S Running out of fuel (air in fuel lines)
S Using gasoline
S Using ether to start engine
S Wetstacking
Engine stops if oil pressure is low, engine
coolant temperature is high, or fuel level is
low. Some conditions may cause engine
damage before the engine shuts down.
Oil: Check oil level often and do not use
the oil pressure shutdown system to monitor oil level.
Engine Temperature: Incorrect engine
temperature can damage engine. Do not
run engine without a properly working thermostat and radiator cap.
Keep radiator and air intake clean.
Coolant: A solution of 50% ethylene gly-
col base antifreeze and 50% water must
be used in this engine. Do not use 100%
antifreeze or severe damage will occur.
Fuel: Engine will shut down if fuel level is
low. Air in the fuel system causes starting
problems.
Do not use gasoline. Using ether voids
warranty.
Wetstacking: If unburned fuel and oil collect in exhaust pipe during run-in, see Section 12.
. To improve cold weather starting:
Engine Right Side
Keep battery in good condition. Store
battery in warm area.
Use fuel formulated for cold weather
(diesel fuel can gel in cold weather).
Contact local fuel supplier for fuel
information.
Use correct grade oil for cold weather.
804 249-A / 804 250-A
OM-217 455 Page 17
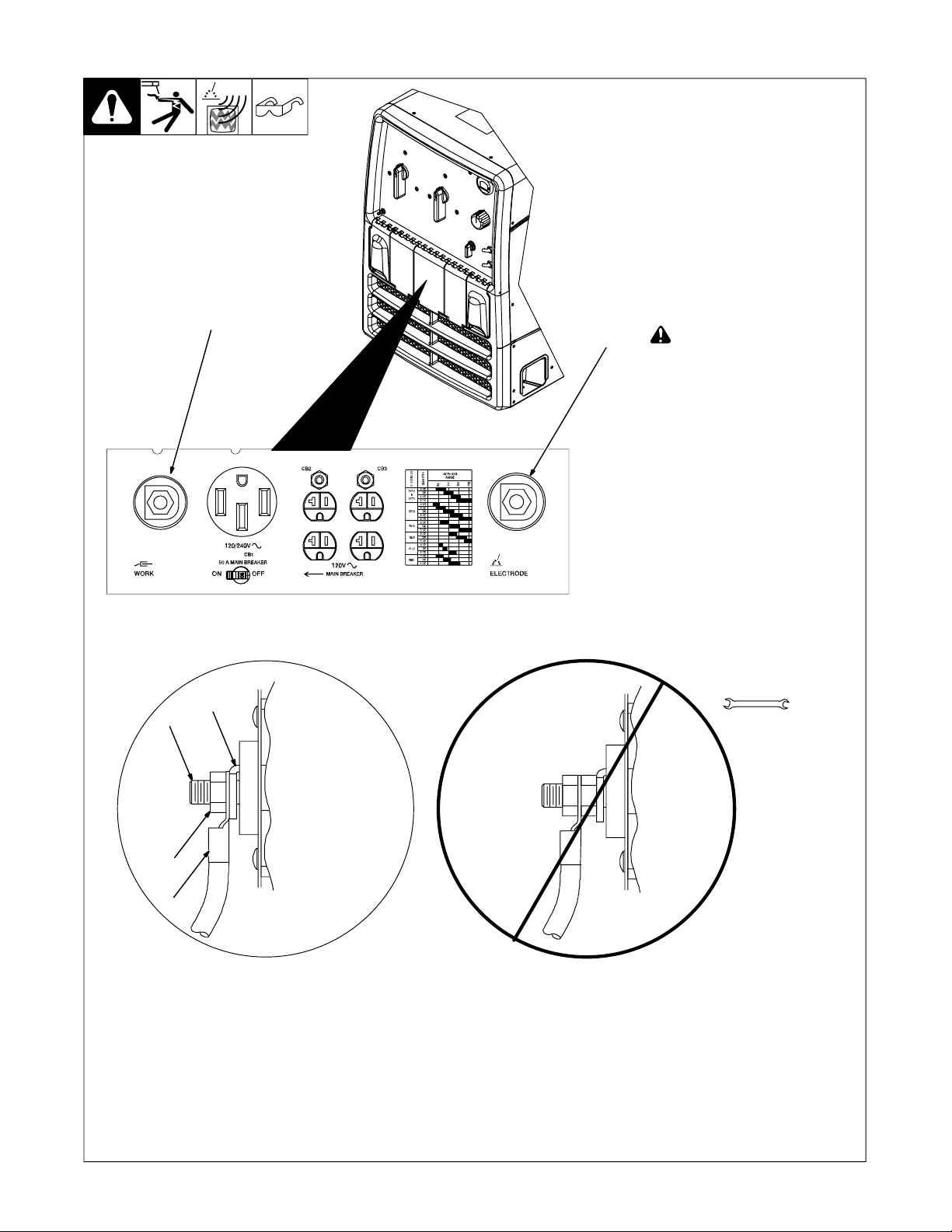
. A complete Parts List is available at www.MillerWelds.com
5-5. Connecting to Weld Output Terminals
1
1 Work Weld Output Terminal
2 Electrode Weld Output Terminal
Connect work cable to Work terminal.
Connect electrode holder cable or
electrode weld cable to Electrode terminal for Stick and MIG welding.
Connect torch cable to Electrode terminal for TIG welding.
Use Process Selector switch to
select type of weld output (see
Section 6-2).
. See Sections 6-3 thru 6-5 for typi-
cal process connections and
control settings.
2
! Failure to properly connect
weld cables may cause excessive heat and start a fire, or
damage your machine.
3 Weld Output Terminal
4 Supplied Weld Output Terminal
Nut
5 Weld Cable Terminal
6 Copper Bar
Remove supplied nut from weld out-
put terminal. Slide weld cable terminal
onto weld output terminal and secure
with nut so that weld cable terminal is
tight against copper bar. Do not
place anything between weld cable
terminal and copper bar. Make
sure that the surfaces of the weld
cable terminal and copper bar are
clean.
6
3
4
5
Correct Installation
Do not place
anything between
weld cable terminal
and copper bar.
Tools Needed:
3/4 in
Incorrect Installation
OM-217 455 Page 18
Ref. 804 249-A / 228 647-A / 803 778-A

5-6. Selecting Weld Cable Sizes*
Weld Output
Terminals
! Turn off power before
connecting to weld
output terminals.
! Do not use worn,
damaged, undersized, or poorly
spliced cables.
Welding
Amperes
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
100 ft (30 m) or Less
10 − 60%
Duty
Cycle
. A complete Parts List is available at www.MillerWelds.com
Weld Cable Size** and Total Cable (Copper) Length in Weld Circuit
Not Exceeding***
150 ft
(45 m)
60 − 100%
Duty
Cycle
200 ft
(60 m)
250 ft
(70 m)
10 − 100% Duty Cycle
300 ft
(90 m)
350 ft
(105 m)
400 ft
(120 m)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
500 2/0 (70) 3/0 (95) 4/0 (120)
* This chart is a general guideline and may not suit all applications. If cables overheat, use next size larger cable.
**Weld cable size (AWG) is based on either a 4 volts or less drop or a current density of at least 300 circular mils per ampere.
( ) = mm2 for metric use S-0007-F
***For distances longer than those shown in this guide, call a factory applications representative at 920-735-4505.
2 ea. 2/0
(2x70)
2 ea. 2/0
(2x70)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
Notes
. A complete Parts List is available
on-line at www.MillerWelds.com
OM-217 455 Page 19

. A complete Parts List is available at www.MillerWelds.com
SECTION 6 − OPERATING THE WELDING GENERATOR
6-1. Engine Control Switches
4
1
NOTICE − Disconnect equipment from auxil-
iary power receptacles during start−up and
shutdown. Some equipment can be damaged
by changes in frequency as engine rpms
change during start-up and shutdown.
1 Engine Control Switch
Use switch to start engine, select speed, and
stop engine. In Run/Idle position, engine runs
at idle speed at no load, and weld/power speed
under load. In Run position, engine runs at
weld/power speed.
. Place switch in Run position to operate
most MIG equipment.
2 Glow Plug Switch
Glow Plug Time
3
2
If necessary, push switch down before startup. See glow plug table for operating information.
3 Idle Lock Switch
Use switch to lock engine in idle speed during
start-up. In Start position and Engine Control
switch in Run or Run/Idle, engine is locked in
idle speed. In Run/Idle position and Engine
Control switch in Run/Idle, engine runs at idle
speed at no load and weld/power speed under
load.
In Run/Idle position and Engine Control switch
in Run, engine runs at weld/power speed.
70°F (21°C)
32°F (0°C)
−4°F (−20°C)
Do not use glow plugs longer than
20 seconds.
Do not use ether to start engine.
Using ether voids warranty.
t
0 seconds
10 seconds
20 seconds
Ref. 228 647-A
To Start: Use glow plug switch if necessary.
Turn Engine Control switch to Start position.
Release switch when engine starts.
. If the engine does not start, let engine
come to a complete stop before attempting restart.
To Stop: Turn Engine Control switch to Off
position.
. Close fuel valve to stop engine if Engine
Control switch does not work (see Section
5-4).
4 Fuel Gauge/Maintenance Display
See insert from maintenance label.
OM-217 455 Page 20

6-2. Weld Output Controls
. A complete Parts List is available at www.MillerWelds.com
13
2
1 Weld Process Selector Switch
NOTICE − Do not switch while welding.
Use switch to select type of weld output.
Wire (GMAW) Welding: Use a positive (+)
position for Direct Current Electrode Positive
(DCEP) and a negative (−) position for Direct
Current Electrode Negative.
Stick (SMAW) and TIG (GTAW Welding): Use
a positive (+) position for Direct Current Electrode Positive (DCEP) and a negative (−) posi-
tion for Direct Current Electrode Negative.
Use AC position for alternating current.
2 Coarse Range Switch
NOTICE − Do not switch while welding.
Use switch to select weld amperage range
when Weld Process Selector switch is in Stick/
Tig position, or voltage range when switch is in
Wire position.
. For best arc starts and when using weld
and generator power together, use a low
Coarse Range setting with the Fine control set at 7 or higher.
Ref. 228 647-A
3 Fine Control
Use control to select weld amperage (Stick/
Tig) or voltage (Wire) within the range selected
by the Coarse Range switch. Control may be
adjusted while welding.
Set control at 10 for maximum generator
power.
Weld output would be about 124 A DC based
on control settings shown (80% of 60 to 140
A). Settings shown are typical for welding with
a 7018 (1/8) electrode.
. See Sections 6-3 thru 6-5 for typical pro-
cess connections and control settings.
OM-217 455 Page 21

. A complete Parts List is available at www.MillerWelds.com
6-3. Typical Stick Welding Connections And Control Settings
1
! Stop engine.
. This section provides general
guidelines and may not suit all
applications.
Typical Settings For 7018 (1/8 in)
Electrode:
> Set Weld Process Selector
switch to + Stick position.
> Set Coarse Range switch to
60-140 (1/8”) position.
> Set Fine control at 7 or higher
for best results.
. Consult the amperage selection
tables below if welding with other
electrodes.
1 Work Clamp
2 Electrode Holder
Connect Work cable to Work terminal
and Electrode holder cable to Electrode terminal on welding generator.
2
OM-217 455 Page 22
Tools Needed:
3/4 in
Ref. 804 249-A / Ref 228 647-A

. A complete Parts List is available at www.MillerWelds.com
6-4. Typical MIG Welding Connections And Settings
6
7
2
3
! Stop engine.
. This section provides general guide-
lines and may not suit all applications.
Typical Control Settings For Short
Circuit Transfer Using .035 (ER70S-3)
Solid Wire And 75/25 Argon/CO2 Gas:
> Set Weld Process Selector switch
to Wire + (DCEP) position.
> Set Coarse Range switch to Wire/
Low Range (17-22 volts) position.
> Set Fine Control to obtain minimum
spatter.
> Set wire feed speed between
100-300 ipm.
Typical Control Settings For Spray
Transfer Using .035 (ER70S-3) Solid
Wire And 80% Or Higher Argon/CO
Gas:
> Set Weld Process Selector switch
to Wire + position.
> Set Coarse Range switch to Wire/
High Range (20-28 volts) position.
> Set wire feed speed between
320-500 ipm.
> Set Fine control to 3 and increase
for longer arc length.
Typical Control Settings Using .045
(E71T-11) Self-Shielded Flux Core
Wire:
> Set Weld Process Selector switch
to Wire − position (DCEN).
> Set Coarse Range switch to Wire/
Low Range (17-22 volts) position.
> Set Fine Control near minimum set-
ting.
> Set wire feed speed between
125-200 ipm.
> Do a test weld. To increase arc
length, increase Fine Control setting. To shorten arc length, reduce
fine control setting or increase wire
feed speed.
1 Work Clamp
2 Wire Feeder
3 MIG Gun
4 Gun Trigger Plug
5 Voltage Sensing Clamp
6 Gas Cylinder:
2
Tools Needed:
3/4 in
5
1
4
Work
75/25 Argon/CO2 Gas for Short
Circuit Transfer
80% Argon (Or Higher)/CO2 For
Spray Transfer
7 Gas Hose
Connect work cable to welding generator
Work terminal. Connect cable from wire
feeder to cable from welding generator
Electrode terminal.
Ref. 804 249-A / Ref 228 647-A / Ref. 802 766-C
OM-217 455 Page 23

. A complete Parts List is available at www.MillerWelds.com
6-5. Typical MIG Connections And Settings Using Weld Control And Spoolgun
Tools Needed:
3/4 in
10
9
8
Work
6
2
! Stop engine.
. This section provides general guide-
lines and may not suit all applications.
Typical Settings For 4043 (.035)
Aluminum On 1/8 in Material:
> Set Weld Process Selector switch to
Wire + (DCEP) position.
> Set Coarse Range switch to Wire/Low
(17-22 volts) position.
> Set Fine Control to desired voltage
(arc length). Start with a low voltage
setting (about 4) to prevent burnback.
Left Side View
1
11
4 5 7
> Set wire feed speed between 240-270
ipm. For 1/4 in. (6 mm) and thicker
materials, set Coarse Range switch to
Wire/High and Fine Control to 6. Increase/decrease Fine Control setting
to increase/decrease arc length.
1 Weld Control
2 Spoolgun
3 Optional Contactor (Recommended)
4 Reed Switch
5 Weld Cable (Customer-Supplied)
6 Weld Control Weld Terminal
12
Not Used
To Work
3
6
Ref. 804 249-A / Ref. 228 647-A / Ref. 802 750-A
7 Weld Power Cable From Spoolgun
8 Work Clamp
9 Gas Hose
10 100% Argon Cylinder
11 Trigger Control Cord
12 Input Power Cord
Route weld cable from welding generator
Electrode terminal through reed switch to
unused contactor terminal. Connect weld
cable from spoolgun to weld control weld
terminal (item 6).
Connect work cable to welding generator
Work terminal.
5
OM-217 455 Page 24

SECTION 7 − OPERATING AUXILIARY EQUIPMENT
7-1. Generator Power Receptacles
2
56
1
4
803 750-B / Ref. 211 362-A
. A complete Parts List is available at www.MillerWelds.com
! If unit does not have GFCI recep-
tacles, use GFCI-protected extension
cord.
NOTICE − Disconnect equipment from auxil-
iary power receptacles during start−up and
shutdown. Some equipment can be damaged by changes in frequency as engine
rpms change during start-up and shutdown.
. Generator power decreases as weld
current increases.
Set Fine Control R1 at 10 for full generator power.
1 240 V 50 A AC Receptacle RC1
RC1 supplies 60 Hz single-phase power at
weld/power speed. Maximum output is 10
kVA/kW. See section 7-3 for information on
wiring optional 240 V single-phase plug.
2 120 V 20 A Duplex Receptacle RC2
3 120 V 20 A Duplex Receptacle RC3
RC2 and RC3 supply 60 Hz single-phase
power at weld/power speed. Maximum output from RC2 or RC3 is 2.4 kVA/kW.
3
4 Supplementary Protector CB1
CB1 protects receptacles RC1, RC2, and
RC3 from overload. If CB1 opens, the receptacles do not work. Place switch in On position to reset.
5 Supplementary Protector CB2
6 Supplementary Protector CB3
CB2 protects RC2 and CB3 protects RC3
from overload. If a supplementary protector
opens, the receptacle does not work.
. Press button to reset. If supplementary
protector continues to open, contact
Factory Authorized Service Agent.
! Power is still present at the 240 volt
receptacle if CB2 and/or CB3 trips.
Unplug power cord before attempting
to service accessories or tools.
7 Optional 120 V 20 A AC GFCI Recep-
tacles GFCI-2 and GFCI-3
GFCI2 and GFCI3 supply 60 Hz singlephase power at weld/power speed. Maximum output from GFCI-2 or GFCI-3 is 2.4
kVA/kW. Circuit protection is the same as
standard receptacles.
7
If a ground fault is detected, the GFCI Reset
button pops out and the circuit opens to disconnect the faulty equipment. Check for
damaged tools, cords, plugs, etc. connected
to the receptacle. Press button to reset receptacle and resume operation.
. At least once a month, run engine at
weld/power speed and press Test button
to verify GFCI is working properly.
Combined output of all receptacles limited to
10 kVA/kW rating of the generator.
EXAMPLE: If 20 A is drawn from each 120
V duplex receptacle, only 21 A is available at
the 240V receptacle:
2 x (120 V x 20 A) + (240 V x 21 A) = 10 kVA/
kW
OM-217 455 Page 25

. A complete Parts List is available at www.MillerWelds.com
7-2. Simultaneous Weld And Power
Weld Current in Amperes Total Power in Watts 120 V Full kVA Receptacle
Amperes
250 2200 18 9
180 3500 29 14
125 5200 43 21
90 8000 66 33
0 10,500 (Peak) 88 44
240 V Full kVA Receptacle
Amperes
7-3. Wiring Instructions For Optional 240 Volt, Single-Phase Plug (NEMA 14-50P)
The plug can be wired for a 240 V,
2-wire load or a 120/240V, 3-wire
load. See circuit diagram.
1 Plug Wired for 120/240 V,
3-Wire Load
When wired for 120 V loads, each
duplex receptacle shares a load
with one half of 240 V receptacle.
2 Plug Wired for 240 V, 2-Wire
Load
3 Neutral (Silver) Terminal
4 Load 1 (Brass)Terminal
5
5 Load 2 (Brass) Terminal
6 Ground (Green) Terminal
7 Amperes Available using
120/240 V Plug
Current Available in Amperes
240 V
Receptacle*
42
37
32
27
22
*One 240 V load or two 120 V loads.
Each 120 V Duplex
Receptacle
0
5
10
15
20
V x A = Watts
7
1
3
4
120V
120V
240V
6
2
3
4
240V
240 V AC
120 V AC 120 V AC
Tools Needed:
56
OM-217 455 Page 26
plug1 11/03 − 120 813-D

. A complete Parts List is available at www.MillerWelds.com
SECTION 8 − OPERATING OPTIONAL BATTERY CHARGER
8-1. Battery Charge Controls
! Have only qualified persons charge
batteries.
! Do not use battery charger for jump
2
1
3
4
5
starting.
NOTICE − D o not use generator power ac re-
ceptacles while using optional battery charger.
Low voltage at receptacles may damage tools
and other equipment.
1 Charge Voltage Switch
Place switch in position matching voltage of
battery being charged.
. Before connecting charging cables, place
Charge Voltage switch in position matching voltage of battery being charged.
2 Battery Charging Switch
Place switch in On position to turn on charging
current. Place switch in Off position to turn off
charging current.
3 Weld Process Switch
! Place switch in Charge position before
connecting charging cables and starting engine.
Use switch to select weld or battery charge
output (see table in Section 8-2).
4 Coarse Range Switch
5 Fine Control
Use Coarse Range switch and Fine Control to
set charge current.
! Do not change Coarse Range or Weld
Process switch position while welding
or battery charging.
. Charging current automatically stops
when terminal voltage is 15 to 25 percent
above required battery voltage.
228 649-A
8-2. Determining Battery Charging Current
400
350
300
250
200
150
100
50
BATTERY CHARGING CURRENT (AMPS)
0
0
BATTERY COLD CRANK AMP RATING (CCA)
500 1000 1500 2000
1
1 Battery Charging Current Chart
Find battery cold crank amp (CCA) rating on
battery. Use CCA rating on chart to find charge
current setting for battery.
EXAMPLE: If battery CCA rating is 500, charging current from chart is 100 amperes.
Do not exceed charging current found on
chart. For longer battery life, use lowest
charge rate possible.
OM-217 455 Page 27
142 975-B

. A complete Parts List is available at www.MillerWelds.com
8-3. Battery Charge Cable Connections
5
4
1
! Stop engine.
! Do not charge a battery which has
loose terminals or one showing
damage such as a cracked case or
cover.
! Have only qualified persons do bat-
tery charging work.
! Keep cables away from moving
parts.
! Do not use damaged cables.
! Be sure charger output voltage
matches battery voltage.
3
−
+
! Read BCI Battery Service Manual
before charging.
. Before connecting to battery, place
Charge Voltage switch in position
matching voltage of battery being
charged.
1 Battery
2 Battery Charging Cables
Use less than 20 feet (6.1 m) of AWG #1 or
larger cable.
3 Terminal Lug
Use lugs of proper amperage capacity and
hole size for connecting to charge output
terminals.
3
2
Ref. 228 649-A / Ref. 804 397-A / S-0714
Install suitable connectors on remaining
ends of battery cables.
4 Battery Charge Positive (+) Output
Terminal
5 Battery Charge Negative (−) Output
Terminal
. Connect charging cables to battery
charge output terminals before connecting to battery terminals.
Connect Battery Charge Positive (+) cable
to battery positive (+) terminal, and battery
Charge Negative (−) cable to battery negative (−) terminal.
OM-217 455 Page 28

8-4. Battery Charging Procedure
. A complete Parts List is available at www.MillerWelds.com
In Example:
Battery Voltage = 12 Volts
Battery CCA Rating = 500
Charge Current = 100 A (See Section 8-2)
Coarse Range Setting = 60 to 140 A
V/A Control Setting = 50%
Stop Engine.
Determine Charge Current From
Battery CCA Rating And Chart
(See Section 8-2).
Turn Off Battery Charging
Switch.
Set Charge Voltage Switch To
Voltage Of Battery Being
Charged (12, 24, Or 36 Volt).
NOTICE − Do not switch under load.
Set Coarse Range Switch And
Fine Control To Obtain Correct
Charging Current.
NOTICE − Do not switch under load.
Set Weld Process Switch To
Charge Position.
−
+
Connect Cables (Observe
Correct Polarity).
Start Engine.
Turn On Battery
Charging Switch.
Charge 10
Minutes
Stop Engine.
Charge 10 minutes.
Check Battery Voltage.
Continue Charging If
Necessary.
OM-217 455 Page 29

. A complete Parts List is available at www.MillerWelds.com
Notes
Start Your Professional
Welding Career Now!
OM-217 455 Page 30
400 Trade Square East, Troy, Ohio 45373
1-800-332-9448 www.welding.org
Over 80,000 trained
since 1930!

. A complete Parts List is available at www.MillerWelds.com
SECTION 9 − MAINTENANCE AND TROUBLESHOOTING
9-1. Routine Maintenance
! Stop engine before maintaining.
Recycle engine
fluids.
. See Engine Manual and Maintenance Label
for important start-up, service, and storage
information. Service engine more often if
used in severe conditions.
Every
8
Hours
Every
50
Hours
Every
100
Hours
Every
200
Hours
n = Check Z = Change ~ = Clean l = Replace
n Coolant Level n Fuel Level n Oil Level ~ Oil, Fuel Spills
n Fuel Connections n Fuel Connections ~ Weld Terminals
~ Air Cleaner Element n Air Cleaner Hoses n Belt Tension ~ Battery Terminals
Z Oil
* To be done by Factory Authorized Service Agent. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5/16 in.
(8 mm)
Reference
Section 5-4
Section 9-2,
9-3, Engine
Manual
Engine
Manual,
Section 9-2
Every
500
Hours
Every
800
Hours
Every
2000
Hours
Z Oil Filter n Radiator Hoses l Unreadable Labels Z Fuel Filters
Engine
Manual,
Section 9-4
n Fan Belt ~ Flush Radiator nl Weld Cables n Slip Rings*
n Brushes* l 1500 Hours*
n Engine Speed
Section 9-2
n Valve Clearance*
Engine
Manual,
Section 9-2
nl Fuel Hoses nl Fuel Hoses nl Coolant & Hoses
OM-217 455 Page 31

. A complete Parts List is available at www.MillerWelds.com
9-2. Maintenance Label And Engine Maintenance Activities
6
5
7
7
8
3
2
4
3
! Stop engine and let cool.
Oil And Fuel
1 Oil Drain Valve
2 Oil Filter
Change engine oil and filter according to en-
gine manual.
NOTICE − Close valve and valve cap before
adding oil and running engine.
Fill crankcase with new oil to full mark on dipstick (see Section 5-4).
3 Fuel Lines
Replace fuel lines if cracked or worn.
4 Inline Fuel Strainer
Install new filter as shown.
5 Fuel Filter
Replace filter according to engine manual.
Wipe up any spilled fuel.
Start engine, and check for fuel leaks.
! Stop engine, tighten connections as
necessary, and wipe up fuel.
Coolant
6 Radiator Cap
7 Radiator Drain Cocks (One located on
bottom of radiator)
Drain engine coolant according to procedure in engine manual.
1
Add engine coolant as follows:
8 Thermostat Housing Plug
Remove thermostat housing plug. Add cool-
ant to radiator until coolant is at bottom of filler neck and coolant trickles out of thermostat housing plug hole. This ensures all air is
purged from the system.
Reinstall plug and radiator cap. Check coolant level in overflow bottle.
Engine coolant is a mixture of water and
ethylene glycol base antifreeze. A solution
of 50% antifreeze and 50% water must be
used in this engine. Do not use 100% antifreeze or severe damage will occur.
OM-217 455 Page 32

. A complete Parts List is available at www.MillerWelds.com
804 197-A / Ref 803 111-A / 227 727
OM-217 455 Page 33

. A complete Parts List is available at www.MillerWelds.com
9-3. Servicing Air Cleaner
4
1
2
! Stop engine.
NOTICE − Do not run engine without air
cleaner or with dirty element. Engine
damage caused by using a damaged element is not covered by the warranty.
. The air cleaner primary element can
be cleaned but the dirt holding capacity of the filter is reduced with each
cleaning. The chance of dirt reaching
the clean side of the filter while cleaning and the possibility of filter damage
makes cleaning a risk. Consider the
risk of unwarrantable equipment
damage when determining whether
to clean or replace the primary element.
Keep nozzle
2 in (51 mm)
from element.
6
Optional
Blow Inspect
3
85 7
9
If you decide to clean the primary element, we strongly recommend installing an optional safety element to provide additional engine protection.
Never clean a safety element. Replace the safety element after servicing the primary element three times.
1 Intake Manifold
2 Service Indicator (Optional)
3 Window
4 Reset Button
Service air cleaner element if red band
appears in window. A green band means
air cleaner is okay. Press button to reset
indicator.
Clean or replace primary element if dirty
(see note above before cleaning). Re-
place primary element if damaged. Replace primary element yearly or after six
cleanings.
5 Housing
6 Safety Element (Optional)
7 Primary Element
8 Cover
9 Dust Ejector
To clean air filter:
Wipe off cover and housing. Remove
cover and dump out dust. Remove element(s). Wipe dust from inside cover and
housing with damp cloth. Reinstall safety
element (if present). Reinstall cover.
NOTICE − Do not clean housing with air
hose.
Clean primary element with compressed
air only.
Air pressure must not exceed 100 psi
(690 kPa). Use 1/8 in (3 mm) nozzle and
keep nozzle at least 2 in (51 mm) from
inside of element. Replace primary element if it has holes or damaged gaskets.
Reinstall primary element and cover
(dust ejector down).
OM-217 455 Page 34
aircleaner1 9/02− ST-153 929-B / ST-153 585 / Ref. S-0698-B

. A complete Parts List is available at www.MillerWelds.com
9-4. Adjusting Engine Speed
. If the engine does not start and stop properly, verify the fuel solenoid is installed properly before adjusting engine speed (see Section A following).
If the engine does not stay at idle speed, verify the throttle solenoid is installed and adjusted properly before adjusting engine speed (see Section
B following).
If the engine runs properly but the speeds are incorrect, do not adjust the solenoids. Adjust the engine speed according to the instructions in
Section C.
A. Checking Fuel Solenoid
Tools Needed:
7/16 in
10, 14 mm
3
Verify mounting
bracket is recessed
from edge of engine.
1
Tighten mounting screws when
solenoid is in correct position.
2
If the engine does not start and stop when
using the Engine Control switch, check
the position of the fuel solenoid.
Adjusting Fuel Solenoid Position
1 Fuel Solenoid
2 Stop Screw
3 Fuel Solenoid Mounting Screws
. Stop screw is factory-set and should
not be adjusted.
When properly adjusted, the solenoid
bracket is slightly recessed from the edge
of the engine block and the solenoid linkage easily travels between the stop screw
and the fuel solenoid internal stop.
If adjustment is necessary, loosen the solenoid mounting screws and push the solenoid bracket back toward engine as far
as possible.
Continue pushing on solenoid bracket in
a clockwise direction while tightening
mounting screws.
4 Shutdown Lever
5 Stop screw
6 Stop Screw Jam Nut
7 Fuel Solenoid Jam Nut
8 Plunger
. Stop screw is factory-set and should
not be adjusted.
Hold throttle solenoid in idle (energized)
position. If shutdown lever is touching or
within 1/16 in of stop screw, fuel solenoid
is properly adjusted.
If lever is more than 1/16 in. from stop
screw, check for clearance between jam
! Stop engine.
8
65
7
4
nut and fuel solenoid. If there is clearance
between jam nut and solenoid, loosen nut
and turn plunger clockwise until lever
touches stop screw. Retighten nut.
If there is no clearance between jam nut
and solenoid, loosen the solenoid mounting screws and reposition the solenoid as
described at the beginning of this section.
Ref. 804 250-A / 802 649
OM-217 455 Page 35

. A complete Parts List is available at www.MillerWelds.com
B. Checking Throttle Solenoid
1 2 3
5
5/8 in
(16 mm)
! Stop engine.
If the engine does not stay at idle
speed, verify the the throttle solenoid
and linkage is installed properly.
Adjusting Throttle Solenoid
1 Throttle Solenoid
2 Jam Nut
3 Solenoid Link
4 Shoulder Bolt
5 Throttle Lever
6 Solenoid Rod
7 Throttle Solenoid Mounting
Screw
Loosen jam nut, remove shoulder
bolt, and remove link from throttle lever. Install link 5/8 in (16 mm) on solenoid rod. Reconnect link to shoulder bolt and throttle lever.
4
6
Push solenoid rod into idle (energized) position and check for nonbinding lateral movement of throttle
link at throttle lever. If link binds, loosen solenoid mounting screws. Move
the solenoid slightly until the link
moves freely with solenoid in re-
laxed and energized positions.
Tighten screws.
Tighten jam nut.
Go to Step C.
Tools Needed:
7
Check for non-binding
movement of link with solenoid in energized position.
Check for non-binding
movement of link with
solenoid in relaxed
position.
3/8, 7/16 in
5/32 in
Ref. 804 250-A / 802 649
OM-217 455 Page 36

C. Making Engine Speed Adjustments
Be sure throttle link
is parallel with
throttle lever.
2
1
3
Do not twist
solenoid boot
while adjusting
engine speed.
Idle
Weld/Power
67
45
. A complete Parts List is available at www.MillerWelds.com
. Before adjusting engine speed, verify
throttle solenoid is installed properly
2375−2450 rpm
39.6−40.8 Hz
3675−3750 rpm
61.3−62.5 Hz
(see Section B on previous page).
Check engine speeds with a tachometer
(see table). If necessary, adjust speeds as
follows:
Start engine and run until warm. Turn V/A
control to max.
Adjusting Idle Speed
Turn Engine Control switch to Run/Idle
position.
1 Throttle Solenoid
2 Idle Speed Jam Nut
3 Plunger
4 Throttle Link
5 Throttle Lever
Loosen jam nut. While holding throttle link
with a 3/8 in wrench, turn plunger clockwise to increase idle speed or counterclockwise to decrease idle speed.
. After adjusting idle speed, verify the
throttle link is parallel with the throttle
lever. If necessary, loosen the idle
speed jam nut and reposition the
throttle link.
. Do not twist solenoid boot while ad-
justing engine speed.
Tighten jam nut.
Adjusting Weld/Power Speed
Start engine and run until warm. Turn V/A
control to max.
6 Weld Speed Jam Nut
7 Adjustment Screw
Turn Engine Control switch to Run posi-
tion. Loosen nut and turn screw counterclockwise to increase speed. Turn screw
clockwise to decrease speed. Tighten nut.
Tools Needed:
3/8, 7/16 in
10, 14 mm
Ref. 804 250-A / 801 963
OM-217 455 Page 37

. A complete Parts List is available at www.MillerWelds.com
9-5. Overload Protection
Tools Needed:
3/8 in
Component Panel
1
2
. When a circuit breaker or fuse
opens, it usually indicates a
more serious problem exists.
Contact a Factory Authorized
Service Agent.
1 Fuse F1
F1 protects the weld excitation
winding from overload. If F3 opens,
weld output stops or is low.
2 Fuse F2
F2 protects the generator power
excitation winding from overload. If
F4 opens, generator power output
stops or is low.
3 Circuit Breaker CB7
CB7 protects the engine glow plug
circuit. If CB7 opens, the glow plug
will not heat. CB7 automatically resets when the fault is corrected.
4 Supplementary Protector CB8
CB8 protects the engine battery cir-
cuit. If CB8 opens, the engine will
not crank. CB8 automatically resets when the fault is corrected.
Replace any open fuses. Close
door and/or reinstall cover before
operating unit.
! Stop engine.
OM-217 455 Page 38
4
3
804 253-A / Ref 804 250-A

9-6. Troubleshooting Tables
A. Welding
Trouble Remedy
Low or no weld output; generator power output okay at ac receptacles.
No weld output or generator power output at ac receptacles.
Low weld output. Check control settings.
High weld output. Check control settings.
Erratic weld output. Check control settings.
Check control settings.
Check weld connections.
Check fuse F1, and replace if open (see Section 9-5).
Have Factory Authorized Service Agent check brushes, slip rings, integrated rectifiers SR2 and SR3,
and main rectifier SR1.
Be sure all equipment is disconnected from receptacles when starting unit.
Check fuses F1 and F2, and replace if open (see Section 9-5).
Check plug PLG6 connection.
Have Factory Authorized Service Agent check brushes, slip rings, and integrated rectifiers SR2, SR3.
Check fuse F1, and replace if open (see Section 9-5).
Check engine speed, and adjust if necessary (see Section 9-4).
Service air cleaner (see Section 8-2)
Have Factory Authorized Service Agent check brushes, slip rings, and integrated rectifiers SR2, SR3.
Check engine speed, and adjust if necessary (see Section 9-4).
Tighten and clean connections to electrode and workpiece.
Use dry, properly-stored electrodes for Stick and TIG welding.
Remove excessive coils from weld cables.
Clean and tighten connections both inside and outside welding generator.
Check engine speed, and adjust if necessary (see Section 9-4).
Have Factory Authorized Service Agent check brushes, slip rings, and integrated rectifiers SR2, SR3.
. A complete Parts List is available at www.MillerWelds.com
B. Generator Power
Trouble Remedy
No or low generator power output at ac
receptacles; weld output okay.
No generator power or weld output. Be sure all equipment is disconnected from receptacles when starting unit.
Reset supplementary protectors (see Section 7-1).
Press optional GFCI receptacle Reset button (see Section 7-1).
Check fuse F2, and replace if open (see Section 9-5).
Check engine ignition wiring connections.
Have Factory Authorized Service Agent check brushes, slip rings, and integrated rectifier SR3.
Check fuses F1 and F2, and replace if open (see Section 9-5).
Check engine ignition wiring connections.
Have Factory Authorized Service Agent check brushes, slip rings, and integrated rectifiers SR2 and
SR3.
OM-217 455 Page 39

. A complete Parts List is available at www.MillerWelds.com
Trouble Remedy
Low power output at ac receptacles. Increase Fine control R1 setting to max.
Check fuse F2, and replace if open (see Section 9-5).
High power output at ac receptacles. Check engine speed, and adjust if necessary (see Section 9-4).
Erratic power output at ac receptacles. Check fuel level.
Check engine speed, and adjust if necessary (see Section 9-4).
Check receptacle wiring and connections.
Have Factory Authorized Service Agent check brushes and slip rings.
C. Engine
Maintenance Display Action
noFUEL Place Engine Control switch in the Off position, refuel, and start engine.
HI H2O Coolant temperature is too high. Allow engine to cool and check coolant level (see Section 9-2).
LO OIL Oil pressure is too low. Allow engine to cool and check oil level (see Section 9-2).
Trouble Remedy
Engine does not crank. Supplementary protector CB8 may be open (see Section 9-5). Wait and retry.
Check battery voltage.
Check battery connections and tighten if necessary.
Check plug Engine Control switch and engine wiring harness connections.
Have Factory Authorized Service Agent check Engine Control switch S2 or circuit breaker CB8.
Engine cranks but does not start. Check fuel level and fault indicators on fuel gauge (see Section 6-1).
Open fuel valve (see Section 5-6).
Glow plug circuit breaker CB7 may be open (see Section 9-5). Wait and retry.
Service inline fuel strainer and fuel filter (see Section 8-2).
Check battery and replace if necessary.
Check engine charging system according to engine manual.
Check fuel solenoid according to engine manual.
Have Factory Authorized Service Agent check glow Plug switch S6, glow plug, and control relay CR3.
Engine starts but stops when Engine
Control switch S2 returns to Run/Idle
position.
Check oil level (see Section 5-6) and fault indicators on fuel gauge (see Section 6-1). Engine will not
start if oil pressure is too low.
Check coolant level and fan belt (see Section 5-6 and engine manual), and check fault indicators on
fuel gauge (see Section 6-1). Engine will not start if engine temperature is too high.
Have Factory Authorized Service Agent check low oil pressure shutdown switch S5 and engine temperature switch S4.
Engine does not stop. Stop engine by closing fuel valve (see Section 5-6). Adjust shutdown solenoid (see Section 9-4).
Engine stopped during normal
operation.
OM-217 455 Page 40
Check fuel level and fault indicators on fuel gauge (see Section 6-1).
Open fuel valve (see Section 5-6).
Check oil level (see Section 5-6) and fault indicators on fuel gauge (see Section 6-1). Engine will not
start if oil pressure is too low.
Check coolant level and fan belt (see Section 5-6 and engine manual), and check fault indicators on
fuel gauge (see Section 6-1). Engine stops if engine temperature is too high.
Have Factory Authorized Service Agent check low oil pressure shutdown switch S5 and engine temperature switch S4.

. A complete Parts List is available at www.MillerWelds.com
Trouble Remedy
Battery discharges between uses. Clean top of battery with baking soda and water solution; rinse with clear water.
Periodically recharge battery (approximately every 3 months).
Replace battery.
Check voltage regulator according to engine manual.
Engine does not return to idle speed
when load is removed with Engine
Control switch in Run/Idle position.
Remove all weld and generator power loads.
Check for obstructed movement of solenoid linkage (see Section 9-4).
Have Factory Authorized Service Agent check idle module PC1, current transformer CT1, idle lock
switch S7, throttle solenoid TS1, and Engine Control switch S2.
Engine does not remain at weld/power
speed when power or weld load is
applied with Engine Control switch in
Run/Idle position.
Engine does not remain at idle speed
with Engine Control switch in Speed
Lock position and Idle Lock switch in
Idle position.
Engine uses oil during run-in period;
wetstacking occurs.
Check for obstructed movement of solenoid linkage (see Section 9-4).
Have Factory Authorized Service Agent check idle module PC1, control relay CR2, control relay CR4,
current transformer CT1, and throttle solenoid TS1.
Check for obstructed movement of solenoid linkage (see Section 9-4).
Have Factory Authorized Service Agent check control relay CR2, control relay CR4, Idle Lock switch
S7, and throttle solenoid TS1.
Dry engine (see Section 12 and engine manual).
SECTION 10 − PARTS LIST
10-1. Recommended Spare Parts
Dia.
Mkgs.
Part
No.
Recommended Spare Parts
Description
Quantity
187441 Element, Air Cleaner 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
♦202102 Element, Air Cleaner Safety 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
213858 Filter, Fuel In−line 5/16x5/16 Mic 125 −175 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
187442 Element, Fuel Filter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
187443 Oil Filter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
187459 Belt, Fan 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GLOW PLUG 187820 Glow Plug 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
187819 Injector Assy, 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
206421 Filter Kit, Kubota 722 (Includes air cleaner element, fuel, oil filters) 1. . . . . . . . . . . . . . . . . . . . . . . . . . .
F1, F2 169296 Fuse, Mintr Gl 25. Amp 125 Volt 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
♦Optional
. A complete Parts List is available on-line at www.MillerWelds.com
OM-217 455 Page 41

SECTION 11 − ELECTRICAL DIAGRAMS
OM-217 455 Page 42
Figure 11-1. Circuit Diagram For Welding Generator

228 719-B
OM-217 455 Page 43

Figure 11-2. Circuit Diagram For Welding Generator With Battery Charging Option
OM-217 455 Page 44

231 607-B
OM-217 455 Page 45

SECTION 12 − RUN-IN AND WETSTACKING
12-1. Run-In And Wetstacking
run_in_D722 9/05
2
1
1 Welding Generator
Run-in procedures for this engine
should not be required. Put unit into
regular service.
2 Engine Exhaust Pipe
Wetstacking is unburned fuel and
oil in the exhaust pipe and occurs if
the engine is run too long at light
load or idle rpm.
If exhaust pipe is coated with a wet,
black, tar-like substance, contact
factory service for procedures to
properly dry engine and seat piston
rings.
OM-217 455 Page 46

SECTION 13 − PERFORMANCE DATA
13-1. Fuel Consumption Curves
On a typical job using 1/8 in 7018
electrodes (125 amps, 20% duty
cycle), expect about 24 hours of operation.
Welding at 150 amps at 40% duty
cycle uses approximately 1/2 gallon per hour, or about 20 hours of
operation.
2.00
1.75
1.50
1.25
1.00
US Gal./Hr.
0.75
0.50
0.25
0.00
2.00
1.75
Weld Fuel Consumption
IDLE
0
50 100
150 200 250 300 350 400
DC WELD AMPERES AT 100% DUTY CYCLE
Auxiliary Power Fuel Consumption
1.50
1.25
1.00
US Gal./Hr.
0.75
0.50
0.25
0.00
IDLE
012345678910
AUXILARY POWER KW AT 100% DUTY CYCLE
226795-A / 226 796-A
OM-217 455 Page 47
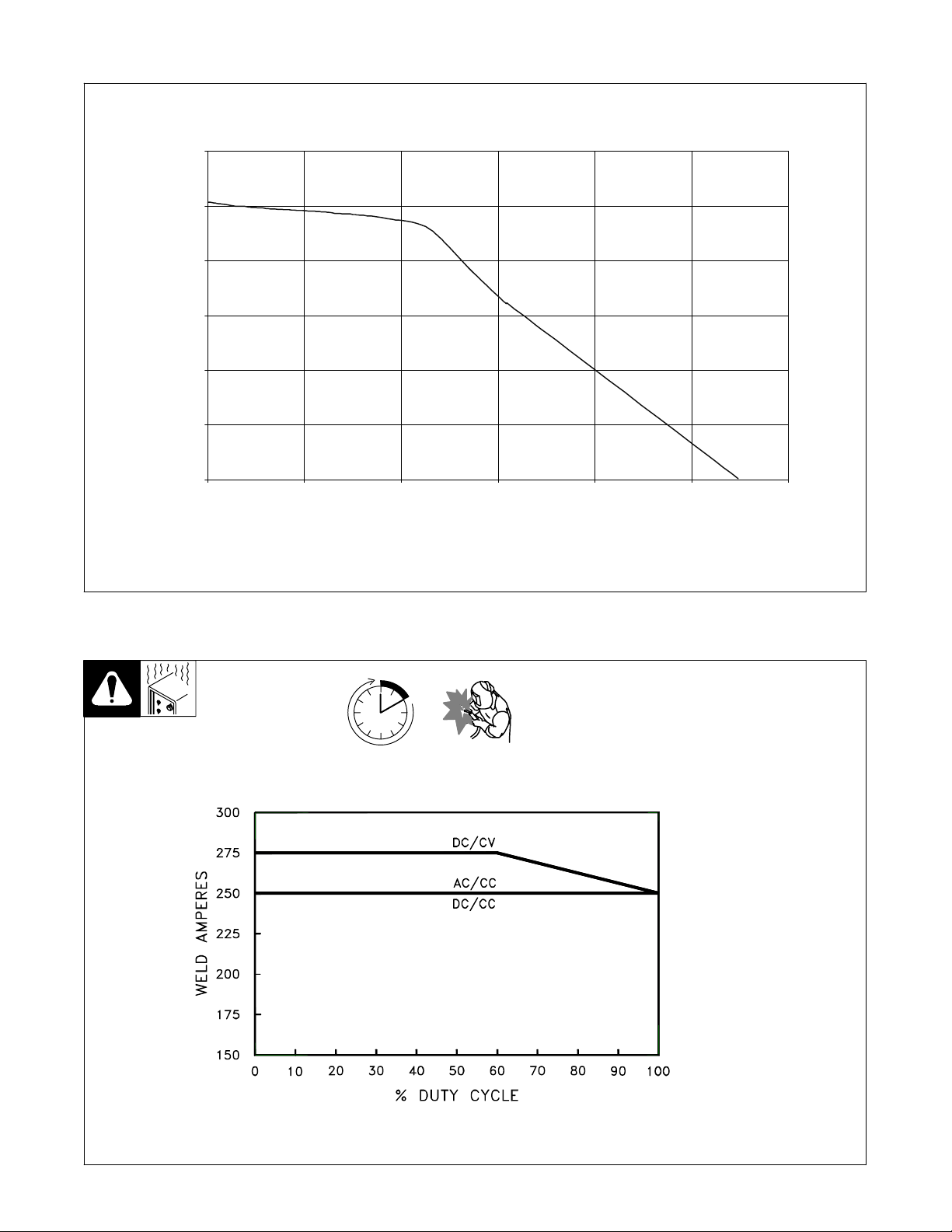
13-2. Generator Power Curve
150
300
125
250
100
200
The ac generator power curve
shows the generator power available in amperes at the receptacles.
150
75
AC Volts
50
50
25
0
0
100
0 40 80 120 160 200 240
0
13-3. Duty Cycle
AC Amperes At 120 Volts
20 40 60 80 100 120
AC Amperes At 240 Volts
226 791-A
Duty cycle is the percentage of 10
minutes that unit can weld at rated
load without overheating.
NOTICE − Exceeding duty cycle
can damage unit and void warranty.
Continuous Welding
100% Duty Cycle at 250 Amperes
OM-217 455 Page 48
200 293

13-4. Stick Mode Volt-Ampere Curves
A. CC/DC Stick Mode
90
80
70
60
50
40
DC Volts
30
20
10
The volt-ampere curves show the
minimum and maximum voltage
and amperage output capabilities of
the welding generator. Curves of
other settings fall between the
curves shown.
0
0
B. CC/AC STICK Mode
50 100 150 200 250 300 350 400
90
80
70
60
50
40
AC Volts
30
20
DC Amps
10
0
0
50 100 150 200 250 300
AC Amps
226 792-A / 226 793-A
OM-217 455 Page 49

13-5. MIG Mode Volt-Ampere Curve
45
40
35
30
25
20
DC Volts
15
10
5
0
0 100 200 300 400 500 600 700 800
The volt-ampere curves show the
minimum and maximum voltage
and amperage output capabilities of
the welding generator. Curves of
other settings fall between the
curves shown.
DC Amps
226 794-A
OM-217 455 Page 50

SECTION 14 − GENERATOR POWER GUIDELINES
. The views in this section are intended to be representative of all engine-driven welding generators. Your unit may differ from those shown.
14-1. Selecting Equipment
1 Generator Power Receptacles
− Neutral Bonded To Frame
2 3-Prong Plug From Case
Grounded Equipment
3 2-Prong Plug From Double
Insulated Equipment
. Be sure equipment has double
1
2
3
OR
insulated symbol and/or wording on it.
! Do not use 2-prong plug un-
less equipment is double insulated.
gen_pwr 2007−04 − Ref. ST-159 730 / ST-800 577
14-2. Grounding Generator To Truck Or Trailer Frame
1
GND/PE
2
3
! Always ground generator
frame to vehicle frame to prevent electric shock and static
electricity hazards.
! Also see AWS Safety &
Health Fact Sheet No. 29,
Grounding of Portable And
Vehicle Mounted Welding
Generators.
1 Equipment Grounding
Terminal (On Front Panel)
2 Grounding Cable (Not
Supplied)
3 Metal Vehicle Frame
Connect cable from equipment
ground terminal to metal vehicle
frame. Use #10 AWG or larger
insulated copper wire.
. Electrically bond generator
frame to vehicle frame by met-
al-to-metal contact.
! Bed liners, shipping skids,
and some running gear insu-
late the welding generator
from the vehicle frame. Al-
ways connect a ground wire
from the generator equip-
ment grounding terminal to
bare metal on the vehicle
frame as shown.
! If unit does not have GFCI re-
ceptacles, use GFCI-pro-
tected extension cord.
S-0854
OM-217 455 Page 51

14-3. Grounding When Supplying Building Systems
1 2
GND/PE
2
3
1 Equipment Grounding
Terminal
2 Grounding Cable
Use #10 AWG or larger insulated
copper wire.
3 Ground Device
. Use ground device as stated in
electrical codes.
! Ground generator to system
earth ground if supplying
power to a premises (home,
shop, farm) wiring system.
! Also see AWS Safety &
Health Fact Sheet No. 29,
Grounding of Portable And
Vehicle Mounted Welding
Generators.
14-4. How Much Power Does Equipment Require?
3
2
1
3
VOLTS 115
AMPS
Hz
4.5
60
ST-800 576-B
1 Resistive Load
A light bulb is a resistive load and
requires a constant amount of power.
2 Non-Resistive Load
Equipment with a motor is a non-re-
sistive load and requires approximately six times more power while
starting the motor than when running
(see Section 14-8).
3 Rating Data
Rating shows volts and amperes, or
watts required to run equipment.
Amperes x Volts = Watts
Example 1: If a drill uses 4.5 am-
peres at 115 volts, calculate its running power requirement in watts.
4.5 A x 115 V = 520 W
The load applied by the drill is 520
watts.
Example 2: If three 200 watt flood
lamps are used with the drill from Example 1, add the individual loads to
calculate total load.
(3 x 200W) + 520 W = 1120 W
The total load applied by the three
flood lamps and drill is 1120 watts.
OM-217 455 Page 52
S-0623

14-5. Approximate Power Requirements For Industrial Motors
Industrial Motors Rating Starting Watts Running Watts
Split Phase 1/8 HP 800 300
1/6 HP 1225 500
1/4 HP 1600 600
1/3 HP 2100 700
1/2 HP 3175 875
Capacitor Start-Induction Run 1/3 HP 2020 720
1/2 HP 3075 975
3/4 HP 4500 1400
1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
Capacitor Start-Capacitor Run 1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
Fan Duty 1/8 HP 1000 400
1/6 HP 1400 550
1/4 HP 1850 650
1/3 HP 2400 800
1/2 HP 3500 1100
14-6. Approximate Power Requirements For Farm/Home Equipment
Farm/Home Equipment Rating Starting Watts Running Watts
Stock Tank De-Icer 1000 1000
Grain Cleaner 1/4 HP 1650 650
Portable Conveyor 1/2 HP 3400 1000
Grain Elevator 3/4 HP 4400 1400
Milk Cooler 2900 1100
Milker (Vacuum Pump) 2 HP 10500 2800
FARM DUTY MOTORS 1/3 HP 1720 720
Std. (e.g. Conveyors, 1/2 HP 2575 975
Feed Augers, Air 3/4 HP 4500 1400
Compressors) 1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
High Torque (e.g. Barn 1-1/2 HP 8100 2000
Cleaners, Silo Unloaders, 5 HP 23300 6000
Silo Hoists, Bunk Feeders) 7-1/2 HP 35000 8000
10 HP 46700 10700
3-1/2 cu. ft. Mixer 1/2 HP 3300 1000
High Pressure 1.8 Gal/Min 500 PSI 3150 950
Washer 2 gal/min 550 PSI 4500 1400
2 gal/min 700 PSI 6100 1600
Refrigerator or Freezer 3100 800
Shallow Well Pump 1/3 HP 2150 750
1/2 HP 3100 1000
Sump Pump 1/3 HP 2100 800
1/2 HP 3200 1050
OM-217 455 Page 53

14-7. Approximate Power Requirements For Contractor Equipment
Contractor Rating Starting Watts Running Watts
Hand Drill 1/4 in 350 350
3/8 in 400 400
1/2 in 600 600
Circular Saw 6-1/2 in 500 500
7-1/4 in 900 900
8-1/4 in 1400 1400
Table Saw 9 in 4500 1500
10 in 6300 1800
Band Saw 14 in 2500 1100
Bench Grinder 6 in 1720 720
8 in 3900 1400
10 in 5200 1600
Air Compressor 1/2 HP 3000 1000
1 HP 6000 1500
1-1/2 HP 8200 2200
2 HP 10500 2800
Electric Chain Saw 1-1/2 HP, 12 in 1100 1100
2 HP, 14 in 1100 1100
Electric Trimmer Standard 9 in 350 350
Heavy Duty 12 in 500 500
Electric Cultivator 1/3 HP 2100 700
Elec. Hedge Trimmer 18 in 400 400
Flood Lights HID 125 100
Metal Halide 313 250
Mercury 1000
Sodium 1400
Vapor 1250 1000
Submersible Pump 400 gph 600 200
Centrifugal Pump 900 gph 900 500
Floor Polisher 3/4 HP, 16 in 4500 1400
1 HP, 20 in 6100 1600
High Pressure Washer 1/2 HP 3150 950
3/4 HP 4500 1400
1 HP 6100 1600
55 gal Drum Mixer 1/4 HP 1900 700
Wet & Dry Vac 1.7 HP 900 900
2-1/2 HP 1300 1300
OM-217 455 Page 54

14-8. Power Required To Start Motor
Single-Phase Induction Motor Starting Requirements
Motor Start
Code
KVA/HP 6.3 7.1 8.0 9.0 10.0 11.2 12.5 14.0
G H J K L M N P
1 Motor Start Code
2 Running Amperage
4
1
VOLTS AMPS
3
CODE 60
HP
AC MOTOR
230 2.5
M
1/4
Hz
PHASE
1
2
3 Motor HP
4 Motor Voltage
To find starting amperage:
Step 1: Find code and use table to
find kVA/HP. If code is not listed,
multiply running amperage by six to
find starting amperage.
Step 2: Find Motor HP and Volts.
Step 3: Determine starting amper-
age (see example).
Welding generator amperage out-
put must be at least twice the
motor’s running amperage.
(kVA/HP x HP x 1000) / Volts =
Starting Amperage
Example: Calculate starting amperage required for a 230 V, 1/4 HP motor with a motor start code of M.
Volts = 230, HP = 1/4, kVA/HP =
11.2
(11.2 x 1/4 x 1000) / 230 = 12.2A
Starting the motor requires 12.2
amperes.
S-0624
14-9. How Much Power Can Generator Supply?
1
2
1 Limit Load To 90% Of
Generator Output
Always start non-resistive (motor)
loads in order from largest to smallest, and add resistive loads last.
2 5 Second Rule
If motor does not start within 5
seconds, turn off power to prevent
motor damage. Motor requires
more power than generator can
supply.
Ref. ST-800 396-A / S-0625
OM-217 455 Page 55

14-10. Typical Connections To Supply Standby Power
123
Utility
Electrical
Service
Transfer Switch
5
Essential
Loads
Fused
Disconnect
Switch
(If Required)
4
Welding
Generator
Output
! Have only qualified persons
perform these connections
according to all applicable
codes and safety practices.
! Properly install and ground
this equipment according to
its Owner’s Manual and national, state, and local codes.
. Customer-supplied equipment
is required if generator will supply standby power during
emergencies or power outages.
1 Utility Electrical Service
2 Transfer Switch (Double-Throw)
Switch transfers the electrical load
from electric utility service to the
generator. Transfer load back to
electric utility when service is restored.
Install correct switch (customersupplied). Switch rating must be
same as or greater than the branch
overcurrent protection.
3 Fused Disconnect Switch
Install correct switch (customer-
supplied) if required by electrical
code.
4 Welding Generator Output
Generator output voltage and wir-
ing must be consistent with regular
(utility) system voltage and wiring.
Connect generator with temporary
or permanent wiring suitable for the
installation.
Turn off or unplug all equipment
connected to generator before
starting or stopping engine. When
starting or stopping, the engine has
low speed which causes low voltage and frequency.
5 Essential Loads
Generator output may not meet the
electrical requirements of the premises. If generator does not produce
enough output to meet all requirements, connect only essential
loads (pumps, freezers, heaters,
etc. − See Section 14-4).
OM-217 455 Page 56

14-11. Selecting Extension Cord (Use Shortest Cord Possible)
Cord Lengths for 120 Volt Loads
If unit does not have GFCI receptacles, use GFCI-protected extension cord.
Maximum Allowable Cord Length in ft (m) for Conductor Size (AWG)*
Current
(Amperes)
5 600 350 (106) 225 (68) 137 (42) 100 (30)
7 840 400 (122) 250 (76) 150 (46) 100 (30) 62 (19)
10 1200 400 (122) 275 (84) 175 (53) 112 (34) 62 (19) 50 (15)
15 1800 300 (91) 175 (53) 112 (34) 75 (23) 37 (11) 30 (9)
20 2400 225 (68) 137 (42) 87 (26) 50 (15) 30 (9)
25 3000 175 (53) 112 (34) 62 (19) 37 (11)
30 3600 150 (46) 87 (26) 50 (15) 37 (11)
35 4200 125 (38) 75 (23) 50 (15)
40 4800 112 (34) 62 (19) 37 (11)
45 5400 100 (30) 62 (19)
50 6000 87 (26) 50 (15)
*Conductor size is based on maximum 2% voltage drop
Cord Lengths for 240 Volt Loads
Load (Watts) 4 6 8 10 12 14
If unit does not have GFCI receptacles, use GFCI-protected extension cord.
Maximum Allowable Cord Length in ft (m) for Conductor Size (AWG)*
Current
(Amperes)
5 1200 700 (213) 450 (137) 225 (84) 200 (61)
7 1680 800 (244) 500 (152) 300 (91) 200 (61) 125 (38)
10 2400 800 (244) 550 (168) 350 (107) 225 (69) 125 (38) 100 (31)
15 3600 600 (183) 350 (107) 225 (69) 150 (46) 75 (23) 60 (18)
20 4800 450 (137) 275 (84) 175 (53) 100 (31) 60 (18)
25 6000 350 (107) 225 (69) 125 (38) 75 (23)
30 7000 300 (91) 175 (53) 100 (31) 75 (23)
35 8400 250 (76) 150 (46) 100 (31)
40 9600 225 (69) 125 (38) 75 (23)
45 10,800 200 (61) 125 (38)
50 12,000 175 (53) 100 (31)
*Conductor size is based on maximum 2% voltage drop
Load (Watts) 4 6 8 10 12 14
OM-217 455 Page 57

SECTION 15 − STICK WELDING (SMAW) GUIDELINES
15-1. Stick Welding Procedure
! Weld current starts when
electrode touches workpiece.
! Weld current can damage
electronic parts in vehicles.
Disconnect both battery
cables before welding on a
vehicle. Place work clamp as
close to the weld as possible.
1 Workpiece
5
4
2
3
6
1
7
Make sure workpiece is clean before welding.
2 Work Clamp
3 Electrode
A small diameter electrode requires
less current than a large one. Follow electrode manufacturer’s
instructions when setting weld amperage (see Section 15-2).
4 Insulated Electrode Holder
5 Electrode Holder Position
6 Arc Length
Arc length is the distance from the
electrode to the workpiece. A short
arc with correct amperage will give
a sharp, crackling sound.
7 Slag
Use a chipping hammer and wire
brush to remove slag. Remove slag
and check weld bead before making another weld pass.
Tools Needed:
OM-217 455 Page 58
stick 2007−04 − ST-151 593

15-2. Electrode and Amperage Selection Chart
RANGE
AMPERAGE
ELECTRODE
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
DIAMETER
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
50
100
150
200
250
300
350
400
450
AC
DC*
ELECTRODE
EP
6010
EP
6011
EP,EN
6013
EP,EN
7014
EP
7018
EP,EN
7024
EP
NI-CL
EP
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
POSITION
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
PENETRATION
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
LOW
USAGE
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
Ref. S-087 985-A
15-3. Striking an Arc − Scratch Start Technique
1
3
15-4. Striking an Arc − Tapping Technique
1
3
1 Electrode
2 Workpiece
3 Arc
Drag electrode across workpiece
2
like striking a match; lift electrode
slightly after touching work. If arc
goes out electrode was lifted to
high. If electrode sticks to workpiece, use a quick twist to free it.
S-0049
1 Electrode
2 Workpiece
3 Arc
Bring electrode straight down to
workpiece; then lift slightly to start
2
arc. If arc goes out, electrode was
lifted too high. If electrode sticks to
workpiece, use a quick twist to free it.
S-0050
OM-217 455 Page 59

15-5. Positioning Electrode Holder
90° 90°
End View of Work Angle Side View of Electrode Angle
10°-30°
GROOVE WELDS
45°
45°
End View of Work Angle Side View of Electrode Angle
15-6. Poor Weld Bead Characteristics
FILLET WELDS
2
3
10°-30°
S-0060
1 Large Spatter Deposits
2 Rough, Uneven Bead
3 Slight Crater During Welding
4 Bad Overlap
5 Poor Penetration
1
4
15-7. Good Weld Bead Characteristics
OM-217 455 Page 60
5
1 Fine Spatter
2 Uniform Bead
3 Moderate Crater During
Welding
Weld a new bead or layer for each
1/8 in. (3.2 mm) thickness in metals
being welded.
1
5234
4 No Overlap
5 Good Penetration into Base
Metal
S-0053-A
S-0052-B

15-8. Conditions That Affect Weld Bead Shape
. Weld bead shape is affected by electrode angle, arc length, travel speed, and thickness of base metal.
Angle Too Small
Too Short
Slow
Correct Angle
10° - 30°
Drag
ELECTRODE ANGLE
Normal Too Long
ARC LENGTH
Normal Fast
TRAVEL SPEED
Angle Too Large
Spatter
S-0061
15-9. Electrode Movement During Welding
. Normally, a single stringer bead is satisfactory for most narrow groove weld joints; however, for wide groove weld joints or bridging across gaps,
a weave bead or multiple stringer beads work better.
1 Stringer Bead − Steady
Movement Along Seam
1
3
2
2 Weave Bead − Side to Side
Movement Along Seam
3 Weave Patterns
Use weave patterns to cover a wide
area in one pass of the electrode.
Do not let weave width exceed
2-1/2 times diameter of electrode.
S-0054-A
OM-217 455 Page 61

15-10. Butt Joints
1
15-11. Lap Joint
2
Single-Layer Fillet Weld
1 Tack Welds
2
30°
1/16 in
(1.6 mm)
3
30°
Or Less
11
3
Multi-Layer Fillet Weld
4
30°
Or Less
Prevent edges of joint from drawing
together ahead of electrode by tack
welding the materials in position before final weld.
2 Square Groove Weld
Good for materials up to 3/16 in (5
mm) thick.
3 Single V-Groove Weld
Good for materials 3/16 − 3/4 in
(5-19 mm) thick. Cut bevel with oxyacetylene or plasma cutting equipment. Remove scale from material
after cutting. A grinder can also be
used to prepare bevels.
Create 30 degree angle of bevel on
materials in V-groove welding.
4 Double V-Groove Weld
Good for materials thicker than 3/16
in (5 mm).
S-0662
1 Electrode
2 Single-Layer Fillet Weld
Move electrode in circular motion.
3 Multi-Layer Fillet Weld
Weld a second layer when a heavi-
er fillet is needed. Remove slag before making another weld pass.
Weld both sides of joint for maximum strength.
S-0063 / S-0064
15-12. Tee Joint
OM-217 455 Page 62
2
1
45°
Or Less
1 Electrode
2 Fillet Weld
Keep arc short and move at definite
rate of speed. Hold electrode as
shown to provide fusion into the
corner. Square edge of the weld
surface.
For maximum strength weld both
2
1
3
sides of upright section.
3 Multi-Layer Deposits
Weld a second layer when a heavi-
er fillet is needed. Use any of the
weaving patterns shown in Section
15-9. Remove slag before making
another weld pass.
S-0060 / S-0058-A / S-0061

15-13. Weld Test
3
2 To 3 in
(51-76 mm)
2 To 3 in
(51-76 mm)
1/4 in
(6.4 mm)
2
1
2
15-14. Troubleshooting − Porosity
Porosity − small cavities or holes resulting from gas
pockets in weld metal.
Possible Causes Corrective Actions
Arc length too long. Reduce arc length.
1 Vise
2 Weld Joint
3 Hammer
3
1
Strike weld joint in direction shown.
A good weld bends over but does
not break.
S-0057-B
Damp electrode. Use dry electrode.
Workpiece dirty. Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before
welding.
15-15. Troubleshooting − Excessive Spatter
Excessive Spatter − scattering of molten metal particles
that cool to solid form near weld bead.
Possible Causes Corrective Actions
Amperage too high for electrode. Decrease amperage or select larger electrode.
Arc length too long or voltage too high. Reduce arc length or voltage.
OM-217 455 Page 63

15-16. Troubleshooting − Incomplete Fusion
Incomplete Fusion − failure of weld metal to fuse completely with
base metal or a preceeding weld bead.
Possible Causes Corrective Actions
Insufficient heat input. Increase amperage. Select larger electrode and increase amperage.
Improper welding technique. Place stringer bead in proper location(s) at joint during welding.
Adjust work angle or widen groove to access bottom during welding.
Momentarily hold arc on groove side walls when using weaving technique.
Keep arc on leading edge of weld puddle.
Workpiece dirty. Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before
welding.
15-17. Troubleshooting − Lack Of Penetration
Lack Of Penetration − shallow fusion between weld metal and
base metal.
Lack of Penetration Good Penetration
Possible Causes Corrective Actions
Improper joint preparation. Material too thick. Joint preparation and design must provide access to bottom of groove.
Improper weld technique. Keep arc on leading edge of weld puddle.
Insufficient heat input. Increase amperage. Select larger electrode and increase amperage.
Reduce travel speed.
15-18. Troubleshooting − Excessive Penetration
Excessive Penetration − weld metal melting through base metal and
hanging underneath weld.
Excessive Penetration
Possible Causes Corrective Actions
Excessive heat input. Select lower amperage. Use smaller electrode.
OM-217 455 Page 64
Good Penetration
Increase and/or maintain steady travel speed.

15-19. Troubleshooting − Burn-Through
Burn-Through − weld metal melting completely through base metal resulting
in holes where no metal remains.
Possible Causes Corrective Actions
Excessive heat input. Select lower amperage. Use smaller electrode.
Increase and/or maintain steady travel speed.
15-20. Troubleshooting − Waviness Of Bead
Waviness Of Bead − weld metal that is not parallel and does not cover
joint formed by base metal.
Possible Causes Corrective Actions
Unsteady hand. Use two hands. Practice technique.
15-21. Troubleshooting − Distortion
Distortion − contraction of weld metal during welding that forces base
metal to move.
Base metal moves
in the direction of
the weld bead.
Possible Causes Corrective Actions
Excessive heat input. Use restraint (clamp) to hold base metal in position.
Make tack welds along joint before starting welding operation.
Select lower amperage for electrode.
Increase travel speed.
Weld in small segments and allow cooling between welds.
OM-217 455 Page 65

Notes
Work like a Pro!
Pros weld and cut
safely. Read the
safety rules at
the beginning
of this manual.

Warranty Questions?
Call
1-800-4-A-MILLER
for your local
Miller distributor.
Your distributor also gives
you ...
Service
You always get the fast,
reliable response you
need. Most replacement
parts can be in your
hands in 24 hours.
Support
Need fast answers to the
tough welding questions?
Contact your distributor.
The expertise of the
distributor and Miller is
there to help you, every
step of the way.
Effective January 1, 2007
(Equipment with a serial number preface of “LH” or newer)
This limited warranty supersedes all previous Miller warranties and is exclusive with no other
LIMITED WARRANTY − Subject to the terms and conditions
below, Miller Electric Mfg. Co., Appleton, Wisconsin, warrants to
its original retail purchaser that new Miller equipment sold after
the effective date of this limited warranty is free of defects in
material and workmanship at the time it is shipped by Miller. THIS
WARRANTY IS EXPRESSLY IN LIEU OF ALL OTHER
WARRANTIES, EXPRESS OR IMPLIED, INCLUDING THE
WARRANTIES OF MERCHANTABILITY AND FITNESS.
Within the warranty periods listed below, Miller will repair or
replace any warranted parts or components that fail due to such
defects in material or workmanship. Miller must be notified in
writing within thirty (30) days of such defect or failure, at which
time Miller will provide instructions on the warranty claim
procedures to be followed.
Miller shall honor warranty claims on warranted equipment listed
below in the event of such a failure within the warranty time
periods. All warranty time periods start on the delivery date of the
equipment to the original end-user purchaser, and not to exceed
one year after the equipment is shipped to a North American
distributor or eighteen months after the equipment is shipped to
an International distributor.
1. 5 Years Parts — 3 Years Labor
* Original main power rectifiers
2. 3 Years — Parts and Labor
* Transformer/Rectifier Power Sources
* Plasma Arc Cutting Power Sources
* Process Controllers
* Semi-Automatic and Automatic Wire Feeders
* Inverter Power Sources (Unless Otherwise Stated)
* Water Coolant Systems (Integrated)
* Intellitig
* Engine Driven Welding Generators
(NOTE: Engines are warranted separately by the
engine manufacturer.)
3. 1 Year — Parts and Labor Unless Specified
* Motor Driven Guns (w/exception of Spoolmate
Spoolguns)
* Positioners and Controllers
* Automatic Motion Devices
* RFCS Foot Controls
* Induction Heating Power Sources, Coolers, and
Electronic
Controls/Recorders
* Water Coolant Systems (Non-Integrated)
* Flowgauge and Flowmeter Regulators (No Labor)
* HF Units
* Grids
* Spot Welders
* Load Banks
* Arc Stud Power Sources & Arc Stud Guns
* Racks
* Running Gear/Trailers
* Plasma Cutting Torches (except APT & SAF
Models)
* Field Options
(NOTE: Field options are covered under True Blue®
for the remaining warranty period of the product they
are installed in, or for a minimum of one year —
whichever is greater.)
* Bernard-Branded Mig Guns (No Labor)
* Weldcraft-Branded TIG Torches (No Labor)
* Subarc Wire Drive Assemblies
4. 6 Months — Batteries
5. 90 Days — Parts
* MIG Guns/TIG Torches and Subarc (SAW) Guns
guarantees or warranties expressed or implied.
* Induction Heating Coils and Blankets, Cables, and
Non-Electronic Controls
* APT & SAF Model Plasma Cutting Torches
* Remote Controls
* Accessory (Kits)
* Replacement Parts (No labor)
* Spoolmate Spoolguns
* Canvas Covers
Miller’s True Blue® Limited Warranty shall not apply to:
1. Consumable components; such as contact tips,
cutting nozzles, contactors, brushes, slip rings, relays
or parts that fail due to normal wear. (Exception:
brushes, slip rings, and relays are covered on Bobcat,
Trailblazer, and Legend models.)
2. Items furnished by Miller, but manufactured by others, such
as engines or trade accessories. These items are covered
by the manufacturer’s warranty, if any.
3. Equipment that has been modified by any party other than
Miller, or equipment that has been improperly installed,
improperly operated or misused based upon industry
standards, or equipment which has not had reasonable and
necessary maintenance, or equipment which has been
used for operation outside of the specifications for the
equipment.
MILLER PRODUCTS ARE INTENDED FOR PURCHASE AND
USE BY COMMERCIAL/INDUSTRIAL USERS AND PERSONS
TRAINED AND EXPERIENCED IN THE USE AND
MAINTENANCE OF WELDING EQUIPMENT.
In the event of a warranty claim covered by this warranty, the
exclusive remedies shall be, at Miller’s option: (1) repair; or (2)
replacement; or, where authorized in writing by Miller in
appropriate cases, (3) the reasonable cost of repair or
replacement at an authorized Miller service station; or (4)
payment of or credit for the purchase price (less reasonable
depreciation based upon actual use) upon return of the goods at
customer’s risk and expense. Miller’s option of repair or
replacement will be F.O.B., Factory at Appleton, Wisconsin, or
F.O.B. at a Miller authorized service facility as determined by
Miller. Therefore no compensation or reimbursement for
transportation costs of any kind will be allowed.
TO THE EXTENT PERMITTED BY LAW, THE REMEDIES
PROVIDED HEREIN ARE THE SOLE AND EXCLUSIVE
REMEDIES. IN NO EVENT SHALL MILLER BE LIABLE FOR
DIRECT, INDIRECT, SPECIAL, INCIDENTAL OR
CONSEQUENTIAL DAMAGES (INCLUDING LOSS OF
PROFIT), WHETHER BASED ON CONTRACT, TORT OR ANY
OTHER LEGAL THEORY.
ANY EXPRESS WARRANTY NOT PROVIDED HEREIN AND
ANY IMPLIED WARRANTY, GUARANTY OR
REPRESENTATION AS TO PERFORMANCE, AND ANY
REMEDY FOR BREACH OF CONTRACT TORT OR ANY
OTHER LEGAL THEORY WHICH, BUT FOR THIS
PROVISION, MIGHT ARISE BY IMPLICATION, OPERATION
OF LAW, CUSTOM OF TRADE OR COURSE OF DEALING,
INCLUDING ANY IMPLIED WARRANTY OF
MERCHANTABILITY OR FITNESS FOR PARTICULAR
PURPOSE, WITH RESPECT TO ANY AND ALL EQUIPMENT
FURNISHED BY MILLER IS EXCLUDED AND DISCLAIMED
BY MILLER.
Some states in the U.S.A. do not allow limitations of how long an
implied warranty lasts, or the exclusion of incidental, indirect,
special or consequential damages, so the above limitation or
exclusion may not apply to you. This warranty provides specific
legal rights, and other rights may be available, but may vary from
state to state.
In Canada, legislation in some provinces provides for certain
additional warranties or remedies other than as stated herein,
and to the extent that they may not be waived, the limitations and
exclusions set out above may not apply. This Limited Warranty
provides specific legal rights, and other rights may be available,
but may vary from province to province.
miller_warr 2007−01

Owner’s Record
Please complete and retain with your personal records.
Model Name Serial/Style Number
Purchase Date (Date which equipment was delivered to original customer.)
Distributor
Address
City
State Zip
For Service
Contact a DISTRIBUTOR or SERVICE AGENCY near you.
Always provide Model Name and Serial/Style Number.
Contact your Distributor for:
Welding Supplies and Consumables
Options and Accessories
Personal Safety Equipment
Service and Repair
Replacement Parts
Training (Schools, Videos, Books)
Technical Manuals (Servicing Information
and Parts)
Circuit Diagrams
Welding Process Handbooks
To locate a Distributor or Service Agency visit
www.millerwelds.com or call 1-800-4-A-Miller
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-Attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
European Headquarters −
United Kingdom
Phone: 44 (0) 1204-593493
FAX: 44 (0) 1204-598066
www.MillerWelds.com
Contact the Delivering Carrier to:
File a claim for loss or damage during
shipment.
For assistance in filing or settling claims, contact
your distributor and/or equipment manufacturer’s
Transportation Department.
PRINTED IN USA © 2007 Miller Electric Mfg. Co.2007−01
 Loading...
Loading...