

Page 1

OM-183 231/ita agosto 1997
Valido dal Numero di matricola
KG195531
Processi
Taglio e Scriccatura all’arco
Plasma
Descrizione
Taglio al plasma con aria
R
Spectrum 650
Visitateci su Internet
www.MillerWelds.com
MANUALE DI ISTRUZIONI
Page 2

Miller, il vostro partner per
la saldatura!
Congratulazioni e Grazie per aver scelto Miller. Da
adesso potrete realmente lavorare in modo ottimale. Noi
sappiamo che oggi non si può fare altrimenti.
Per questo motivo Niels Miller, quando ha iniziato a
fabbricare saldatrici ad arco nel 1929, si assicurò di
fornire prodotti di qualità superiore, destinati ad offrire
prestazioni ottimali per lunghissimo tempo.
Come Voi, i suoi Clienti esigevano i prodotti migliori
disponibili sul mercato.
Oggi, la tradizione continua, grazie agli uomini che fabbricano e vendono
i materiali Miller, con l’intento di fornire apparecchi e servizi, che
rispondano agli stessi criteri rigorosi di qualità e valore, stabiliti nel 1929.
Questo Manuale di Istruzioni è studiato per aiutarvi ad approfondire e
sfruttare al meglio i vostri prodotti Miller. Leggete con attenzione le
prescrizioni relative alla sicurezza; vi aiuteranno a proteggervi da
eventuali pericoli, nel luogo di lavoro. Miller vi permetterà
un’installazione rapida e un utilizzo semplice.
Mantenuto correttamente il materiale Miller vi
assicurerà performance immutate ed affidabili per
lunghissimo tempo, e se per qualche ragione,
l’apparecchiatura necessitasse di intervento,
Miller è stato il primo produtĆ
tore de apparecchi per salĆ
datura, negli Stati Uniti, a
essere certificato secondo le
norme de assicurazione e
controlle della qualità ISO
9001
trovate una guida alla soluzione dei problemi più
comuni. La lista delle parti di ricambio vi aiuterà a
decidere il particolare giusto da sostituire per
risolvere i problemi. Trovate infine informazioni
dettagliate riguardanti Garanzia e Assistenza del
vostro apparecchio.
Tutti i generatori i Miller sono
coperti dalla Garanzia True
Blue, che vi silleverà da ogni
preoccupazione e problema.
Miller Electric produce una linea completa di
saldatrici ed apparecchi legati alla saldatura.
Per informazioni sugli altri prodotti Miller di
qualità contattare il distributore Miller per
ricevere il catalogo aggiornato completo o i
singoli fogli del catalogo.
Page 3

Il distributore vi dà...
Servizio
Avrete sempre la
risposta più rapida e
affidabile ai vostri
bisogni. Potrete avere
quasi tutte le parti di
ricambio nel giro di
24 ore.
Supporto
Avete bisogno di
risposte rapide a
problemi difficili che
riguardano la
saldatura? Contattate il
vostro distributore.
L’esperienza del
distributore e della
Miller sono a vostra
disposizione per
aiutarvi fino alla
soluzione positiva del
problema.
INDICE
SEZIONE 1 – PRECAUZIONI DI SICUREZZA 1. . . . . . . . . . . . . . . . . . . . . . . . . .
1-1. Uso Simboli 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Rischi Taglio ad Arco Plasma 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Rischi Riguardanti Installazione, Funzionamento e Manutenzione 2. . . .
1-4. Norme di sicurezza principali 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Informazione EMF 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 2 – DEFINIZIONI 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Significato delle Etichette di Avvertimento 5. . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Targhetta dei Dati di Funzionamento per Prodotti CEE 7. . . . . . . . . . . . . .
2-3. Simboli e definizioni 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 3 – INSTALLAZIONE 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Dati Tecnici 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Ciclo di Lavoro e Surriscaldamento 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Velocità di Taglio 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Ubicazione 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5. Collegamento del Morsetto di Massa e dell’Alimentazione Gas/Aria 11. . .
3-6. Guida per i componenti elettrici del circuito di alimentazione. 11. . . . . . . . .
3-7. Collegamento alla Linea di Alimentazione 12. . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 4 – FUNZIONAMENTO 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Comandi 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Sequenza Operazioni 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 5 – MANUTENZIONE E INDIVIDUAZIONE GUASTI 15. . . . . . . . . . . .
5-1. Manutenzione ordinaria 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Spie Segnalazione Anomalie 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Controllo del Sistema di Arresto del Cappuccio Protettivo 16. . . . . . . . . . . .
5-4. Individuazione guasti 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 6 – SCHEMA ELETTRICO 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 7 – ELENCO PARTI 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GARANZIA
OM183 231/ita
Page 4

Declaration of Conformity
“CE” Dichiarazione di Conformità
Manufactruer’s Name:
Nome del Costruttore:
Manufacturer’s Address:
Indirizzo Costruttore:
Declares that this product:
Dichiara che il Prodotto:
Conforms to the following Directives and Standards:
È Conforme alle seguenti Direttive e Norme.
And their amendments 91/368/EEC, 93/C 133/04, 93/68/EEC
Aggiornate dalle direttive 91/368/CEE, 93/C 133/04, 93/68/CEE
Electromagnetic Compatibility Directives: 89/336/EEC, 92/31/EEC
Compatibilità Elettromagnetica: (EMC) 89/336/CEE, 92/31/CEE
Safety Requirements for Arc Welding Equipment part 1: EN 60974-1, 1989
Prescrizioni di sicurezza per apparecchi di saldatura ad arco, Sezione 1: EN 60974-1, 1989
Miller Electric Mfg. Co.
1635 Spencer Street
Appleton, WI 54914 USA
Spectrum 650
Low Voltage: 73/23/EEC
Direttiva bassa tensione: 73/23/CEE
Machinery Directives: 89/392/EEC
Direttiva Macchine: 89/392/CEE
Directives
Standards
Electromagnetic compatibility (EMC) Product standard for arc welding equipment: EN50199: August 1995
Norma sulla compatibilità elettromagnetica (EMC) dei prodotti per apparecchi di saldatura ad arco:
EN50199, agosto 1995
Arc Welding Equipment Part 1: Welding Power Sources: IEC 974-1 (April 1995 - Draft revision)
Apparecchi di saldatura ad arco, Sezione 1: Aliment atori per saldatura: IEC 974-1
(Aprile 1995 - Revisione preliminare)
Degrees of Protection provided by Enclosures (IP code): IEC 529: 1989
Grado di protezione fornito dagli involucri (codice IP): IEC 529: 1989
European Contact: Mr. Luigi Vacchini, Managing Director
In Europa Contattare: MILLER Europe S.P.A.
Via Privata Iseo, 6/E
20098 San Giuliano
Milanese, Italy
Telefono: 39(0)2-98290-1
Fax: 39(0)2-98281-552
dec_con_ita 5/97
Page 5
SEZIONE 1 – PRECAUZIONI DI SICUREZZA – LEGGERE
PRIMA DELL’USO
pom _nd_5/97
1-1. Uso Simboli
Significa Attenzione! Questa operazione comporta possibili rischi! Tali rischi vengono illustrati dai simboli adiacenti.
Y Denota un messaggio speciale di sicurezza.
. Significa NOTARE: non è relativo alla sicurezza.
1-2. Rischi Taglio ad Arco Plasma
Questo gruppo di simboli significa Attenzione! possibili rischi SCARICHE ELETTRICHE, PARTI IN MOVIMENTO e PARTI CALDE. Consultare i simboli e le relative istruzioni seguenti per le procedure necessarie ai fini di evitare tali rischi.
Y I simboli seguenti vengono usati in tutto il presente manuale
ai fini di richiamare l’attenzione su e per identificare i possibili
rischi. Quando si vede uno di questi simboli, fare attenzione
e seguire le istruzioni relative ai fini di evitare possibili rischi.
L’informazione data in seguito è solo un riassunto di quella più
completa che si può trovare nelle Norme di Sicurezza elencate
nella Sezione NO TAG. Leggere e seguire tutte le Norme di Sicurezza.
Y L’installazione, operazione, manutenzione e riparazione della
presente macchina devono essere effettuate esclusivamente
da personale qualificato.
Y Durante il funzionamento tenere lontani gli altri e in particolar
modo i bambini.
LE OPERAZIONI DI TAGLIO possono
causare incendi o esplosioni.
L’arco di taglio produce pezzi di metallo caldo e
scintille. Le scintille e il metallo caldo, il pezzo in
lavorazione e l’attrezzatura riscaldati possono causare
incendi e ustioni. Assicurarsi che l’area sia sicura
prima di effettuare qualsiasi operazione di taglio.
D Proteggere sè stessi e gli altri da scintille e metallo caldo.
D Non ef fettuare operazioni di taglio nel caso in cui ci sia la possibilità che
le scintille colpiscano materiale infiammabile.
D Rimuovere tutti i materiali infiammabili in un area di 10,7 m intorno all’ar-
co di taglio. Qualora ciò non sia possibile coprire accuratamente tutto
con le coperture di modello approvato.
D Fare attenzione, in quanto le scintille e i materiali caldi derivanti dal pro-
cesso di taglio possono facilmente inserirsi attraverso piccole crepe e
aperture e passare ad aree adiacenti.
D Attenzione a possibili incendi; tenere sempre un estintore nelle vicinan-
ze.
D Fare attenzione, in quanto operazioni di taglio effettuate su sof fitti, pavi-
menti, muri di sostegno o divisori possono causare incendi dalla parte
opposta.
D Non effettuare o p e r a z i o n i d i t a g l i o s u c o n t e n i t o r i c h i u s i q u a l i s e r b a t o i e
bidoni.
D Collegare il cavo di lavoro al pezzo da lavorare il più vicino possibile
all’area di taglio ai fini di evitare che la corrente di taglio deva percorrere
lunghi tratti anche fuori di vista, in quanto questo può causare scosse
elettriche e rischi di incendio.
D Non tagliare mai contenitori che contengano materiali potenzialmente
infiammabili – tali contenitori devono essere svuotati e accuratamente
puliti prima di effettuare qualsiasi operazione di taglio.
D Non effettuare operazioni di taglio in atmosfera contenente polvere o
vapori esplosivi.
D Non tagliare bombole, tubature o contenitori sotto pressione.
D Non tagliare contenitori che hanno contenuto materiali combustibili.
D Indossare indumenti protettivi non oleosi quali guanti in pelle, camicia
pesante, pantaloni senza risvolti, calzature alte e un copricapo.
D Non collocare la macchina su superfici combustibili.
D Rimuovere tutti i combustibili, quali accendini al butano o fiammiferi, da
se stessi prima di iniziare qualsiasi operazione di taglio.
Le SCOSSE ELETTRICHE possono
uccidere.
Toccare parti sotto tensione può causare scosse
mortali o gravi ustioni. La torcia e il circuito operativo
sono sotto tensione ogni volta che il generatore é
attivato. Anche il circuito di erogazione e i circuiti interni
é attivata. Il taglio ad arco plasma richiede una tensione superiore
rispetto a quella per la saldatura ai fini di attivare e mantenere l’arco
(solitamente da 200 a 400 volt di corrente continua), ma utilizza anche
torce disegnate con sistemi interdipendenti di sicurezza che spengono la
macchina se il cappuccio di protezione si allenta o se la punta viene a
contatto con l’elettrodo all’interno dell’ugello. L’installazione o la messa a
terra incorrette della macchina costituiscono un rischio.
D Non toccare parti elettriche sotto tensione.
D Indossare guanti isolanti asciutti e privi di fori e protezione per il corpo.
D Isolarsi dal piano di lavoro e da terra usando tappetini isolanti asciutti o
coperture di dimensioni sufficienti a evitare qualsiasi contatto fisico co n
il piano di lavoro o con il pavimento.
D Non toccare le parti della torcia se in contatto con il pezzo da lavorare o
con la terra.
D Disinserire la corrente prima di controllare, pulire o cambiare qualsiasi
parte della torcia.
D Disinserire l a corrente prima di installare o effettuare operazioni di ripa-
razione sull’attrezzatura. Assicurarsi che il dispositivo di arresto
automatico della corrente sia installato in conformità all’ OSHA CFR
1910.147 (vedi Norme di Sicurezza).
D Installare e mettere a terra l’attrezzatura rispettando quando contenuto
nel Manuale del Proprietario e secondo codici nazionali, statali e locali.
D Assicurarsi sempre che il filo di messa a terra del cavo di rete sia colle-
gato in modo appropriato con il terminale di terra nella cassetta di
derivazione o che la spina sia collegata ad una presa messa a terra in
modo appropriato – controllare sempre la messa a terra della rete.
D Nel fare qualsiasi collegamento di rete attaccare per primo il conduttore
di messa a terra.
D Controllare frequentemente il cavo della corrente per individuare even-
tuali danni o cavi scoperti – sostituire immediatamente qualsiasi cavo
danneggiato – i cavi scoperti possono uccidere.
D Spegnere tutte le attrezzature quando non in uso.
D Controllare ed eventualmente sostituire qualsiasi cavo della torcia che
risulti logorato o danneggiato.
D Non avvolgere i cavi della torcia intorno al proprio corpo.
D Mettere a terrra il pezzo da lavorare in modo adeguato qualora richiesto
dai regolamenti.
D Usare solo attrezzature in buone condizioni. Riparare o sostituire im-
mediatamente parti danneggiate.
D Indossare un’imbragatura di sicurezza nel caso si lavori sospesi da
terra.
D Tenere tutti i pannelli e i coperchi al loro posto.
D Non ignorare o cercare di evitare i sistemi interdipendenti di sicurezza.
D Usare esclusivamente torce approvate dal Manuale di Istruzioni.
D Tenersi lontani dalla punta della torcia e dall’arco quando il pulsante é
premuto.
D Fissare il cavo di lavoro al pezzo da lavorare (non alla parte che si stac-
cherà) con un buon contatto metallo-su-metallo o alla superficie di
lavoro il più vicino possibile al punto di taglio.
della macchina sono sotto tensione quando la corrente
Anche con l’interruttore di linea aperto all’interno degli
“inverter” rimane una tensione residua pericolosa
D Spegnere il generatore, aprire l’interruttore di linea e scaricare i
condensatori seguendo le istruzioni riportate nella Sezione Manutenzione prima di toccare qualsiasi parte.
.
OM-183 231 Pagina 1
Page 6

LE SCINTILLE E LE SCORIE possono
causare danni.
L’arco di taglio produce scintille e scorie metalliche
calde. Le operazioni di scriccatura e di molatura
producono scorie metalliche.
D Indossare visiera di modello approvato o occhiali di sicurezza con
schermi laterali.
D Indossare indumenti di protezione adeguati per proteggere la pelle.
D Indossare tappi per le orecchie o paraorecchie non infiammabili per
evitare che le scintille penetrino nelle orecchie.
I RAGGI DELL’ARCO possono ustionare gli occhi e la pelle.
I raggi dell’arco derivanti dal processo di taglio
producono raggi intensi visibili e invisibili (ultravioletti e
infrarossi) che possono ustionare sia occhi che pelle.
D Indossare protezione per il viso (casco o visiera) dotata di filtro con livel-
lo di protezione appropriata ai fini di proteggere la faccia e gli occhi
durante il taglio o l’osservazione. L’ANSI Z49.1 (vedi Norme di Sicurez-
za) suggerisce un filtro con livello di protezione No. 9 (minimo No. 8) per
qualsiasi corrente di taglio inferiore ai 300 ampere. Il Z49.1 aggiunge
che é possibile usare filtri con livelli di protezione inferiori nel caso in cui
l’arco sia nascosto dal pezzo in lavorazione. Dato che questo é di norma quando si taglia a bassa corrente, i livelli di protezione suggeriti
nella Tabella 1 sono esclusivamente indicativi.
D Indossare occhiali di sicurezza di modello approvato e con schermi la-
terali.
D Usare schermi protettivi o barriere ai fini di proteggere gli altri da baglio-
ri; assicurarsi che gli altri non fissino l’arco.
D Indossare indumenti protettivi fatti di materiale duraturo e non infiam-
mabile (lana e pelle) e protezione per i piedi.
Tabella 1. Protezione Occhi Per Taglio Ad Arco Plasma
Livello Corrente in Ampere Numero di Protezione Minimo
Inferiore a 20
20 – 40
40 – 60
60 – 80
#4
#5
#6
#8
IL RUMORE può danneggiare l’udito.
L’esposizione prolungata al rumore derivante da certe
operazioni di taglio può danneggiare l’udito qualora i
livelli eccedano i limiti previsti dall’ OSHA (vedi Norme
di Sicurezza).
D Usare tappi per le orecchie o paraorecchie di modello approvato qualo-
ra il livello di rumore sia alto.
D Avvertire gli altri riguardo i rischi per l’udito.
I FUMI E I GAS possono essere pericolosi per la salute.
L’operazione di taglio produce fumi e gas. Respirare tali fumi e gas può essere pericoloso per la
salute.
D Tenere la testa fuori dai fumi. Non respirare i fumi.
D Nel caso si lavori in ambiente chiuso, areare l’ambiente e/o usare uno
scarico in corrispondenza dell’arco ai fini di rimuovere i fumi e i gas
prodotti dal taglio.
D Nel caso ci sia poca ventilazione, usare un respiratore ad aria di model-
lo approvato.
D Leggere i Fogli c o n Dati sulla Sicurezza dei Materiali (MSDS) e le istru-
zioni del fabbricante riguardo i metalli da tagliare, i rivestimenti, e i
preparati per pulitura.
D Lavorare i n ambiente chiuso solo se ben ventilato, oppure se si indossa
un respiratore ad aria. I fumi derivanti dal taglio e l’impoverimento di ossigeno possono alterare la qualità dell’aria causando problemi o morte.
Assicurarsi sempre che la qualità dell’aria rientri nei livelli di sicurezza.
D Non tagliare in prossimità di operazioni di sgrassatura, pulizia o spruz-
zatura.Il calore e i raggi prodotti dall’arco possono reagire con i vapori e
formare gas altamente tossici e irritanti.
D Non ef fettuare operazioni di taglio su metalli rivestiti, quali il piombo zin-
cato, o l’acciaio cadmiato, a meno che il rivestimento non venga
rimosso dall’area di taglio, l’area non sia ben ventilata e, se necessario,
non si indossi un respiratore ad aria. I rivestimenti e qualsiasi metallo
contenente tali elementi possono emettere fumi tossici qualora tagliati.
D Non tagliare recipienti contenenti sostanze tossiche o reattive o reci-
pienti che hanno contenuto tali sostanze – tali recipienti devono essere
svuotati e accuratamente puliti prima di qualsiasi operazione di taglio.
L’ARCO PLASMA può essere pericoloso.
Il calore emanato dall’arco plasma può causare severe
ustioni. La forza dell’arco aumenta notevolmente il ris-
chio di ustione. Il calore e l’intensità dell’arco possono
passare rapidamente attraverso guanti e pelle.
D Non afferrare il materiale vicino al percorso di taglio.
D L’arco pilota può causare ustioni – tenere lontano dalla punta della tor-
cia quando il pulsante é premuto.
D Indossare indumenti protettivi fatti di materiale non infiammabile co-
prendo tutte le parti esposte del corpo.
D Puntare l a torcia lontano dal corpo e verso il pezzo da lavorare quando
si preme il pulsante – l’arco pilota si attiva immediatamente.
D Spegnere il generatore e disinserire la linea di alimentazione prima di
smontare la torcia o prima di cambiarne delle parti.
D Usare esclusivamente torce approvate nel Manuale di Istruzioni.
LE BOMBOLE, se danneggiate, possono esplodere.
Le bombole di gas contengono gas sotto alta pressione. Se danneggiata, una bombola può esplodere.
Le bombole di gas fanno parte del processo di saldatura e come tali devono essere maneggiate con cautela.
D Proteggere le bombole di gas compresso da calore eccessivo, colpi,
scorie, fiamma viva, scintille e archi.
D Installare le bombole in posizione verticale fissandole ad un supporto
fisso o agli appositi contenitori ai fini di evitare che si rovescino o che
cadano.
D Tenere le bombole lontano dalle operazioni di taglio o da altri circuiti
elettrici.
D Non mettere mai a contatto l’arco plasma con una bombola.
D Non effettuare mai operazioni di taglio su una bombola sotto pres-
sione in quanto questo causerà un’esplosione.
D Usare solo le bombole di gas, i regolatori, e i tubi corretti e gli accessori
adatti all’applicazione specifica; mantenere il tutto in buone condizio-
ni.
D Tenere la faccia lontana dall’ugello di uscita nell’aprire la valvola della
bombola.
D Tenere il coperchio protettivo sulla valvola eccetto quando la bombola
è in uso.
D Leggere e seguire le istruzioni riguardanti le bombole di gas compres-
so e relativi accessori, così come la pubblicazione P-1 CGA elencata
nelle Norme di Sicurezza.
1-3. Rischi Riguardanti Installazione, Funzionamento e Manutenzione
LE PARTI CALDE possono causare
gravi ustioni.
D Non toccare le parti calde a mani nude.
D Lasciare raffreddare prima di effettuare qual-
siasi operazione sulla torcia.
OM-183 231 Pagina 2
LE PARTI IN MOVIMENTO possono
essere pericolose.
D Tenersi lontani da parti in movimento quali i
volani.
D Tenere tutti i portelli, i pannelli, i coperchi e le
protezioni chiusi e al loro posto.
Page 7

PEZZI DI METALLO VOLANTI
possono ledere gli occhi.
L’ELETTRICITA’ STATICA può dan-
neggiare le parti sul circuito.
D Indossare occhiali di sicurezza con schermi la-
terali o visiera.
I CAMPI MAGNETICI possono generare interferenza negli elettrostimolatori cardiaci (“pacemaker”).
D I portatori di “pacemaker” devono tenersi
lontani.
D I portatori di “pacemaker” devono consultare il medico prima di
avvicinarsi a zone di operazioni di saldatura, scanalatura o saldatura a punti.
L’USO ECCESSIVO può causare
SURRISCALDAMENTO DELL’APPA-
RECCHIATURA.
D Permettere che l’apparecchiatura si raffreddi; se-
guire il ciclo operativo nominale.
D Ridurre la corrente (spessore) oppure ridurre il ciclo di lavoro pri-
ma di ricominciare a tagliare.
PERICOLO di ESPLOSIONE causato
da IDROGENO
D Quando si taglia alluminio sott’acqua o con ac-
qua che lambisce il pezzo di alluminio, si può
generare idrogeno che potrebbe accumularsi
sotto il pezzo.
D Interpellare l ’esperto di taglio e seguire scrupolosamente le istru-
zioni.
SE LA MACCHINA CADE può causare
infortuni.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, carrelli, ni otros acesorios.
D Usare un’apparecchiatura adeguata per solle-
vare la macchina.
D Se si usano elevatori a forca per spostare la macchina, accertar-
si che la forca sia di lunghezza sufficiente a sporgere oltre il lato
esterno della macchina.
RISCHIO DI INCENDIO OD
ESPLOSIONE.
D Indossare fascetta di messa a terra sul polso
PRIMA di maneggiare circuiti o parti.
D Usare sacchi o scatole antistatica per imma-
gazzinare, muovere o trasportare cartelle di
circuito stampato.
LE RADIAZIONI EMESSE DALL’ALTA
FREQUENZA possono causare delle
interferenze.
D Le radiazioni ad alta frequenza possono inter-
ferire con la radionavigazione, i servizi di sicu-
rezza, i computer e gli strumenti di comunicazione.
D Questa installazione deve essere effettuata esclusivamente da
persone qualificate e specializzate nell’uso di attrezzature elettroniche.
D É responsabilità dell’utente fare correggere immediatamente
qualsiasi problema di interferenza che si presenti in seguito
all’installazione da un elettricista qualificato.
D Qualora avvisati dall’FCC (Uf ficio Controllo Frequenze) riguardo
interferenze, smettere immediatamente di usare l’attrezzatura.
D Assicurarsi che l’apparecchiatura sia regolarmente controllata e
mantenuta in ef ficienza.
D Tenere i portelli e i pannelli della fonte di alta frequenza ben chiu-
si, assicurarsi che la distanza tra le puntine sia quella regolare e
utilizzare messe a terra e protezioni ai fini di minimizzare la possibilità di interferenza.
Il taglio al plama può causare
interference
D L’energia elettromagnetica può causare inter-
ferenza con il funzionamento degli apparecchi
elettronici sensibili, quali computer e macchine
regolate da computer, come i robot.
D Accertarsi che tutti gli apparecchi che si trovano nell’area di
saldatura soddisfino i requisiti sulla compatibilità elettromagnetica.
D Per ridurre la possibilità d’interferenza, utilizzare cavi quanto più
corti possibile, vicini tra di loro e tenerli bassi, per esempio sul pavimento.
D Assicurarsi che questo generatore per il taglio sia installato e mes-
so a terra come indicato in questo manuale.
D Se si verifica interferenza, adottare misure ulteriori quali lo sposta-
mento della saldatrice, l’utilizzo di cavi schermati, di filtri in linea o la
schermatura dell’area di lavoro.
D Non posizionarle la macchina, sopra o vicino a
superfici combustibili.
D No instale la unidad cerca a objetos flamables.
D Non sovraccaricare il circuito di alimentazione. Prima de allac-
ciare il generatore accertarsi che il circuito de alimentazione sia
di sezione adeguato al carico che deve alimentare.
1-4. Norme di sicurezza principali
La Sicurezza nella Saldatura e nel Taglio, ANSI Standard Z49.1, da
“American Welding Society”, 550 N.W. LeJeune Rd, Miami FL 33126
Norme di Sicurezza e Sanità, OSHA 29 CFR 1910, da “Superintendent
of Documents”, U.S. Government Printing Office, Washington, D.C.
20402.
Procedure d i Sicurezza Consigliate per la Saldatura e il Taglio di Recipienti Che Hanno Contenuto Sostanze Pericolose, “American Welding
Society Standard” AWS F4.1, da “American Welding Society”, 550 N.W.
LeJeune R d , M i a m i , F L 3 3 1 2 6
Codice Elettrico Nazionale, “NFPA Standard 70”, da “National Fire
Protection Association”, Batterymarch Park, Quincy, MA 02269.
Impiego Sicuro di Gas Compressi in Bombole, “CGA Pamphlet P-1”, da
“Compressed Gas Association”, 1235 Jefferson Davis Highway, Suite
501, Arlington, VA 22202.
Codice per la Sicurezza nella Saldatura e nel Taglio, “CSA Standard
W117.2”, da “Canadian Standards Association”, Standards Sales, 178
Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3.
Procedure di Sicurezza sul Lavoro e Educazione alla Protezione di
Occhi e Faccia, “ANSI Standard Z87.1”, da “American National
Standards Institute ”, 1430 Broadway, New York, NY 10018.
Processi di Taglio E Saldatura, “NFPA Standard 51B”, da “National Fire
Protection Association”, Batterymarch Park, Quincy, MA 02269.
OM-183 231 Pagina 3
Page 8

1-5. Informazione EMF
Disposizioni per la saldatura o il taglio e gli ef fetti dell’elettricità a bassa
frequenza e dei campi magnetici
La corrente che percorre i cavi di saldatura puó causare dei campi magnetici. Sono stati compiute molte ricerche in proposito onde Verificare
gli eventuali effetti negativi di tali campi magnetici sugli animali e sull’uo-
mo. I dati attualmente acquisiti non permettono ancora di interpretare
i risultati in modo coerente.
Ai fini di ridurre i rischi di campi magnetici sul posto di lavoro, seguire
le seguenti istruzioni:
1 Tenere i cavi uniti attorcigliandoli o avvolgendoli con nastro.
2 Sistemare i cavi possibilmente, lontano dall’operatore.
3 Non avvolgere i cavi intorno al corpo.
4 Tenere il generatore e i cavi il più lontano possibile.
5 Fissare il morsetto di massa al pezzo da lavorare il più vicino
possibile al punto di saldatura.
Riguardo “Pacemakers”:
Le procedure sopraindicate si riferiscono anche ai portatori di “Pacemaker”. Per sicurezza e ulteriori informazione consultare il proprio medico.
OM-183 231 Pagina 4
Page 9

SEZIONE 2 – DEFINIZIONI
2-1. Significato delle Etichette di Avvertimento
1 1.1 1.2 1.3
2
3 3.1 3.2 3.3
4 4.1
5
6 7
2.1
5.1
2.2
4.2 4.3
+
+
2.3
+
+
S-179 219
Avvertenza! Fare attenzione! Sono presenti vari pericoli, indicati dai simboli
che seguono.
1 Le scintille generate dal taglio
possono causare esplosioni o
incendi.
1.1 Tenere qualsiasi sostanza infiammabile lontano dall’area di taglio.
Non effettuare operazioni di taglio
nelle vicinanze di sostanze infiammabili.
1.2 Le scintille generate dal taglio possono causare incendi. Tenere un
estintore a portata di mano, con un
osservatore pronto ad usarlo.
1.3 Non effettuare operazioni di taglio
su fusti né su qualsiasi altro
contenitore chiuso.
2L’arco plasma può causare lesioni
e ustioni.
2.1 Disinserire la corrente prima di
smontare la torcia.
2.2 Non afferrare il materiale vicino al
percorso di taglio.
2.3 Indossare protezione completa
per il corpo.
3 Le scariche elettriche provenienti
dalla torcia o dai cavi possono
uccidere.
3.1 Indossare guanti isolanti asciutti.
Non indossare guanti bagnati o
danneggiati.
3.2 Proteggersi dal pericolo di
folgorazione tramite isolamento
della propria persona dall’area di
lavoro e dalla terra.
3.3 Prima di intervenire sulla
macchina, scollegare la spina o
l’impianto di alimentazione.
4L’inalazione dei fumi di taglio è
nociva alla salute.
4.1 Tenere la testa fuori dei fumi.
4.2 Usare un sistema di ventilazione
forzata o un aspiratore per
eliminare i fumi.
4.3 Usare un ventilatore per eliminare
i fumi.
5 I raggi dell’arco possono ustionare
gli occhi e causare lesioni
cutanee.
5.1 Indossare elmetto e occhiali di sicurezza. Usare protezioni acustiche e indossare una camicia a
colletto chiuso. Usare un elmetto
da saldatura con schermo adeguato. Indossare un equipaggiamento di protezione personale
completo.
6 Prima di intervenire sulla macchi-
na o di effettuare operazioni di taglio, ricevere l’addestramento
adeguato e leggere le istruzioni.
7 Non rimuovere le targhette né
verniciarle (coprirle).
1/96
OM-183 231 Pagina 5
Page 10

1 Avvertenza! Fare attenzione!
2 Scariche elettriche generate
1234 5 6
3 Prima di intervenire sulla
4 Anche con l’interruttore di
V
V
> 60 s
V
S-179 190-A
5 Dopo avere disinserito la
6 Prima di toccare qualsiasi
1 Avvertenza! Fare attenzione!
2 Quando la corrente é inserita,
1 23 4 5
3 Pezzi che dovessero
S-179 304-A
4 Indossare sempre indumenti
5 Una volta prese le dovute
Sono presenti vari pericoli,
indicati dai simboli che
seguono.
da conduttori possono
causare la morte.
macchina, scollegare la spina
o l’impianto di alimentazione.
linea aperto, nei condensatori
rimane una tensione residua
pericolosa. Non toccare i
condensatori.
corrente, attendere sempre 60
secondi prima di effettuare
qualsiasi operazione sulla
macchina.
parte, controllare la tensione
del condensatore assicurandosi che sia vicino allo 0.
4/96
Sono presenti vari pericoli,
indicati dai simboli che
seguono.
le parti difettose possono esplodere o causare l’esplosione di altre parti.
staccarsi possono essere
pericolosi. Indossare sempre
una visiera protettiva
nell’effettuare operazioni di
manutenzioni sulla macchina.
con maniche lunghe e abbottonati fino al colletto nell’effet-
tuare operazioni di manutenzione sulla macchina.
precauzioni, come da
indicazioni, collegare la
macchina alla corrente.
4/96
OM-183 231 Pagina 6
Page 11

2-2. Targhetta dei Dati di Funzionamento per Prodotti CEE
(1) 3
U
= 340V I
0
U
= 100V
r
50 Hz
3 U1=400V
1 50 Hz
U
1
=400V
EN 60974-1
prEN 50192
20A/88V 50A/100V
X 60% 100%
50A 35A
2
U
IP 23
100V 94V
2
I
=14A I
1max
=28A I
I
1max
1eff
1eff
=10.8A
=21.7A
2-3. Simboli e definizioni
A
V
U
I
1eff
IP
0
Ampere
Volts Aumenta No – Non Fare Temperatura
Messa a terra
Acceso Spento Percento Corrente continua
Tensione nominale
a vuoto
(valore medio)
Corrente primaria
assorbita
Grado di
protezione
U
S-183 369-A
Taglio ad Arco
Plasma (PAC)
Alimentazione
Monofase
Tensione primaria
1
Corrente nominale
I
2
di saldatura X
Cappuccio
Protettivo Allentato
U
2
Regolazione
Pressione
Aria/Gas
Trifase Ingresso Tensione
Tensione di carico
convenzionale
Ciclo di lavoro
Corrente Costante
U
R
Hz
Spia Bassa
Pressione Aria
Collegamento
alla linea di
alimentazione
Tensione a Vuoto
Ridotta
Hertz (Frequenza)
Trasformatore
Trifase –
raddrizzatore
I
1max
Massima corrente
primaria assorbita
OM-183 231 Pagina 7
Page 12

SEZIONE 3 – INSTALLAZIONE
3-1. Dati Tecnici
Corrente
Tensione
di
Alimenta-
Prestazioni
zione
Alimentazio-
ne Monofa-
se
Alimenta-
zione
Trifase
*A vuoto
50 A @ 100
Volt CC, Ciclo
di Lavoro al
50%
50 A @ 100
Volt CC,
Ciclo di
Lavoro al 60%
3-2. Ciclo di Lavoro e Surriscaldamento
Assorbita
dalla Linea di
Alimentazion
e al Carico
Nominale
400 V kVA kW
28
(0,2*)
14
(0,2*)
Tensione di Alimentazione Monofase 400 VAC.:
50% Ciclo di Lavoro a 50 Ampere.
5 Minuti di Taglio 5 Minuti di Riposo
Tensione di Alimentazione Trifase 400 VAC:
60% Ciclo di Lavoro a 50 Ampere
11,2
(0,2*)
9,1
(0,2*)
7,0
(0,1*)
6,8
(0,1*)
Grado
di Pro-
tezione
IP
23
Tipo di
Eroga-
zione
Corrente
Continua,
Polarità
Diretta
(DCEN)
Gas
Plasma
Solo Aria
Solo Aria
o Azoto
Flusso/
Pressio-
ne Gas
Plasma
152 L/min A
70 PSI (482
kPa)
Il Ciclo di Lavoro corrisponde alla
percentuale di 10 minuti durante la
quale l a macchina è in grado di taglia-
re a carico nominale senza surriscaldarsi.
Se la macchina si surriscalda, il
termostato/i si apre, l’erogazione si
interrompe, la spia di segnalazione
anomalia della Temperatura si
accende e il ventilatore di raffreddamento gira. Aspettare quindici minuti
affinché la macchina si raffreddi o la
spia della temperatura si spenga.
Ridurre la corrente o il ciclo di lavoro
prima di ricominciare a tagliare.
Y Superare il ciclo di lavoro può
danneggiare la macchina e
invalidare la garanzia.
Capacità
di Taglio
Nominale
16 mm a
16 mm a
0,25m/min.
Massima
Tensione
in CC a
vuoto
340V
Surriscaldamento
OM-183 231 Pagina 8
6 Minuti di Taglio 4 Minuti di Riposo
0
15
Minuti
A
OPPURE
Ridurre il Ciclo di Lavoro
duty1 5/95
Page 13

3-3. Velocità di Taglio
VELOCITÀ DI TAGLIO RACCOMANDATA RISPETTO
4,5
4,0
3,5
3,0
2,5
2,0
1,5
1,0
VELOCITÁ DI TAGLIO (M/MIN.)
0,5
0
0 3,2 6,4 9,5 12,7 15,9 19,1 22,3
La velocità di taglio corrisponde approssimativamente
a 0,25 metri al minuto su acciaio dolce di spessore
16 mm alla massima potenza.
ALLO SPESSORE DEL MATERIALE
MATERIALE ACCIAIO
DOLCE
SPESSORE MATERIALE (MM)
Le curve della velocità di taglio
rappresentano la velocità massima
di taglio del generatore e della torcia
per acciaio dolce di diversi spessori.
Tagliare a velocità inferiore rispetto
alle curve illustrate ai fini di evitare
che la qualità di taglio ne risenta e
che la torcia si consumi.
ST-180 909
OM-183 231 Pagina 9
Page 14
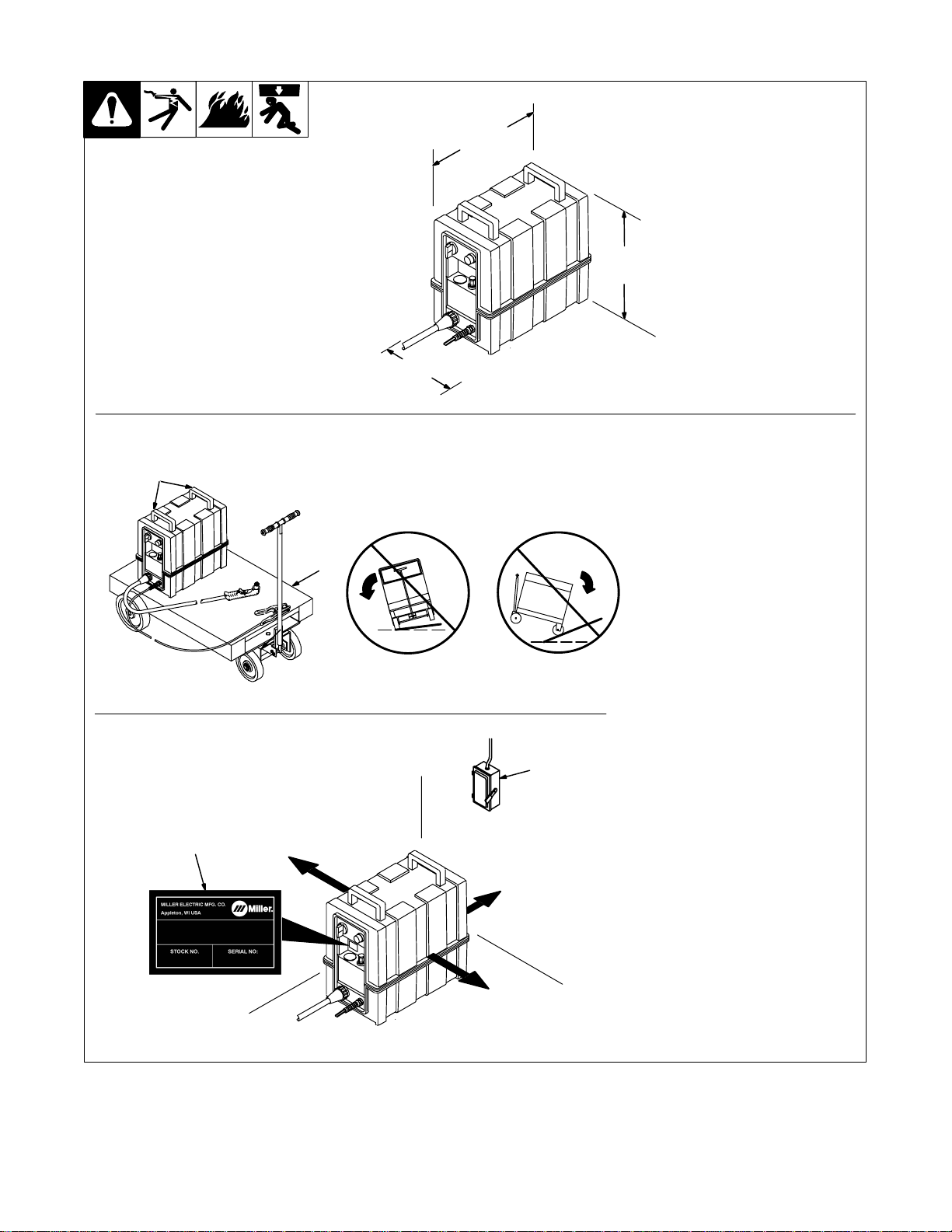
3-4. Ubicazione
Dimensioni e Peso
31,3 kg
483 mm
432 mm
254 mm
Movimentazione
1
Collocazione e Flusso D’Aria
3
4
250 mm
Y Non spostare o mettere in funzione
la macchina qualora questa si trovi
in posizione precaria.
2
1 Maniglie di Sollevamento
Usare le maniglie per sollevare la
macchina.
2 Carrello a Mano
Usare un carrello o mezzo simile
per spostare la macchina.
3 Targhetta dei Dati Tecnici
Controllare la targhetta per determi-
nare la corretta tensione di alimentazione.
4 Interruttore di Linea
Collocare la macchina vicino alla
presa di alimentazione.
Y In presenza di carburante o li-
quidi volatili, potrebbe essere necessaria un’installazio-
ne speciale .
4
250 mm
OM-183 231 Pagina 10
250 mm
Ref. ST-801 390 / ST-801 393
Page 15

3-5. Collegamento del Morsetto di Massa e dell’Alimentazione Gas/Aria
1 Morsetto di Massa
2 Pezzo da Saldare
Collegare il morsetto di massa ad
1
2
Usare solo aria pulita e asciutta con pressione tra 70 e 150 psi
(tra 483 e 1034 kPa).
3
una parte pulita e senza vernice del
pezzo da lavorare, il più vicino possi-
bile all ’area di taglio.
3 Raccordo Gas della Macchina
(Femmina 1/4 NPT)
4 Raccordo Gas a Collegamento
Rapido
5 Raccordo Gas Standard
Procurarsi ed installare il raccordo
desiderato.
6 Tubo
Procurarsi un tubo adatto al raccor-
do installato e collegarlo ad esso.
Collegare il tubo all’alimentazione-
gas/aria.
Regolare la pressione di gas/aria
come specificato nella Sezione 4-1.
Y Un gas plasma incorretto può
causare danni alla torcia e al
generatore. Per il gas plasma
usare solo aria o azoto.
4
5
6
Dall’Alimentazione Gas/Aria
3-6. Guida per i componenti elettrici del circuito di alimentazione.
Alimentazione
T ensione di Alimentazione (Volt)
Corrente Assorbita alla Potenza Nominale (Ampere)
Portata Massima Consigliata Fusibile Standard o Interruttore di Linea
(Ampere)
Ref. ST-801 390 / ST-801 391
Monofase
400 400
28 14
45 35
Alimentazione
Trifase
OM-183 231 Pagina 11
Page 16

3-7. Collegamento alla Linea di Alimentazione
3
2
1
Controllare la tensione di alimentazione disponibile.
1 Conduttori della Linea di
Alimentazione e della Messa
a Terra
2 Interruttore di Linea
Vedi Sezione 3-6.
Per funzionamento monofase:
3 Conduttori di Linea Nero e
Marrone
4 Conduttore di Linea Blu
5 Fascetta di Isolamento
6 Nastro Isolante
Isolare il conduttore blu come
indicato nella figura.
2
1
Y Collegare sempre per primo
il conduttore della Messa a Terra
= GND/PE
L1
L2
L3
L1
L2
1
1
1
6
3
4
5
OM-183 231 Pagina 12
Strumenti Necessari:
5/32”
input_2 – 3/96 / Ref. ST-144 221 / Ref. ST-070 399-C / Ref. ST-801 390
Page 17

4-1. Comandi
SEZIONE 4 – FUNZIONAMENTO
Come Regolare la Pressione Gas/Aria
5
6
1
123
7
Regolare Su
70 PSI (482 kPa)
4
5
Richiede Alimentazione di
70–150 PSI (482–1034 kPa)
Predisporre
i Comandi
1 Interruttore Principale (I/O)
2 Spia Generatore
La Spia Generatore si accende quando
l’Interruttore Principale é in posizione “I”.
Quando la macchina é accesa, la spia del
generatore lampeggia brevemente per
indicare un ritardo durante il quale i circuiti
vengono attivati.
La spia del generatore lampeggia anche per
indicare la necessità di un ripristino manuale
della corrente. Questo si verifica quando
componenti della torcia vengono smontati
mentre la macchina é accesa.
3 Spia Macchina Pronta.
Controllare la spia per verificare se la
Aprire
l’Alimentazione
Gas/Aria
Regolare la
Pressione
macchina é pronta all’uso.
La Spia Macchina Pronta si accende quando
l’Interruttore Principale é in posizione “I”, il
che indica che tutti i sistemi di arresto di sicurezza sono attivati.
Se la Spia di Macchina Pronta non dovesse
accendersi, controllare le Spie di Segnalazione Anomalie.
4 Spie di Segnalazione Anomalie
(vedi Sezione 5-2)
5 Regolazione Corrente di Taglio
Ruotare l a manopola per selezionare la cor-
rente di taglio.
Il gas o l’aria vengono erogati automatica-
mente alla pressione stabilita.
Selezionare la Corren-
te Desiderata per Ini-
ziare a Tagliare
ST-801 394
Come Regolare la Pressione di Gas/Aria
Disporre i comandi come indicato in figura.
Quando l ’interruttore Principale é in posizio-
ne “I” e la manopola regolazione corrente é
in posizione Selezione Gas/Aria, viene attivato solo il circuito del gas/aria.
6 Spia Pressione
7 Pomello per la Regolazione della Pres-
sione
Sollevare i l pomello e ruotarlo per regolare la
pressione. Abbassare il pomello per bloccare la regolazione sul valore prescelto.
Disporre la manopola di regolazione sul
valore della corrente di taglio desiderata.
OM-183 231 Pagina 13
Page 18

4-2. Sequenza Operazioni
Installare e
Collegare
l’impianto
Iniziare
a Tagliare
Indossare
Indumenti
di Sicurezza
ESEMPIO di Operazione di Taglio
Non pulire la torcia battendola su una
superficie dura, in quanto questo può
danneggiare i componenti della torcia
stessa e impedirne quindi il funzionamento regolare.
Controllare la Punta,
l’Elettrodo e il
Cappuccio Protettivo
della Torcia.
Controllare la
Pressione del
Gas/Aria
L’arco pilota si attiva immediatamente dopo che il pulsante della torcia viene
premuto. S e i l taglio non inizia entro 5 secondi da quando il pulsante é stato
premuto, l’arco pilota si disattiva, sarà quindi necesario rilasciare il pulsante
per poi premerlo nuovamente.
Esaminare il grado di usura del cappuccio
protettivo, l a punta e l’elettrodo oppure ogni
volta che la velocità di taglio é stata ridotta in
modo sig n i f i c a t i v o ( v e d i Manuale di Istruzioni della torcia). Non fare funzionare una torcia che non abbia la punta o l’elettrodo installati.
Regolare
i Comandi
Accendere
il Generatore
Appoggiare la protezione sul bordo del
metallo oppure tenere la distanza
corretta - circa 1/8 pollice (3 mm). Per
scriccatura usare da 1/8 a 1/4 pollice
(3–6 mm). Tenere la punta ad un angolo
di circa 45°. Utilizzare solo materiali di
consumo per scriccatura.
Regolare la velocità della torcia
in modo che le scintille passino
attraverso il metallo ed escano
dalla parte inferiore del taglio.
Se l’arco si disattiva durante l’operazione di taglio, il circuito di rilevazione di
interruzione riattiverà l’arco automaticamente. Non é necessario compiere tale
operazione manualmente. Questo si rivela utile durante il taglio di metallo
perforato.
Premere i l pulsante.
L’arco pilota si avvia.
Fare una breve pausa alla fine
del taglio prima di rilasciare il pulsante.
Dopo l’avvio dell’arco di taglio,
iniziare a spostare lentamente la
torcia sul metallo.
Il “postflow” continua per circa 20 o
30 secondi dopo il rilascio del pulsante;
l’arco di taglio può essere immediatamen-
te riattivato durante il periodo di “post-
flow” premendo il pulsante.
OM-183 231 Pagina 14
ST-801 400-A
Page 19

SEZIONE 5 – MANUTENZIONE E INDIVIDUAZIONE GUASTI
5-1. Manutenzione ordinaria
Controllare la Punta
della Torcia, l’Elettrodo
e il Cappuccio
Protettivo
Sostituire Etichette
Danneggiate o
Illeggibili
Sostituire Parti
Danneggiate
Y Aprire tutti gli interruttori
prima di effettuare
qualsiasi operazione
di manutenzione.
Ad Ogni Uso
Ogni Settimana
Controllare il Sistema di
Arresto del generatore
comandato dal
Cappuccio Protettivo
Ogni 3 Mesi
. Sottoporre a manutenzione
più frequente durante
periodi di uso intenso.
Controllare la
Pressione del
Gas/Aria
Controllare il Filtro
del Regolatore
Gas/Aria
Riparare la
Copertura Esterna o
Sostituire il Cavo
Controllare il
Tubo Gas/Aria
Controllare il
Corpo Principale
della Torcia
Ogni 6 Mesi
Soffiare o
Aspirare la
Polvere.
OM-183 231 Pagina 15
Page 20

5-2. Spie Segnalazione Anomalie
1
2
3
1 Spia della Pressione
Si accende se la pressione del gas/
aria scende al di sotto di 40 PSI
(276 kPa).
Disinserire la corrente e controllare
il valore della pressione del gas/aria
(vedi Sezione 3-5).
2 Spia del Cappuccio
Si accende quando il cappuccio pro-
tettivo é allentato.
Disinserire la corrente e controllare
il collegamento del cappuccio protettivo (vedi Manuale di Istruzioni). La
corrente deve essere ripristinata
ogni volta che il sistema di arresto
del cappuccio si attiva.
Controllare il sistema di arresto del
cappuccio protettivo ogni settimana
(Vedi Sezione 5-3).
3 Spia Temperatura
Si accende quando il generatore si
surriscalda (Vedi Sezione 3-2).
5-3. Controllo del Sistema di Arresto del Cappuccio Protettivo
La corrente deve essere ripristinata ogni volta che il
sistema di arresto si attiva. Disinserire sempre la
corrente quando si cambiano o controllano parti di
consumo.
1
1 Cappuccio Protettivo Torcia
Accendere i l generatore e allentare il
cappuccio di protezione. Se il
sistema di arresto funziona in modo
corretto, l a spia di macchina Pronta si
spegne e la spia del Cappuccio si accende. In caso contrario, spegnere
immediatamente il generatore e contattare il Servizio Assistenza del Distributore Autorizzato.
Se il sistema funziona regolarmente,
stringere d i nuovo il cappuccio e ripristinare la corrente.
Ref. ST-801 397-A
OM-183 231 Pagina 16
Page 21

5-4. Individuazione guasti
Problema Soluzione
L’arco pilota non si attiva; difficoltà Pulire o sostituire le parti di consumo rovinate (vedi Manuale di Istruzioni della torcia).
nell’innescodi un arco.
Nessuna erogazione di corrente di ta- Spostare l’Interruttore Principale in posizione “I”.
glio; la spia del Generatore é spenta, le
spie di Segnalazione Anomalie sono
spente, la spia di Macchina Pronta é
spenta, i l motore del ventilatore non funziona.
Controllare che la torcia o il cavo della torcia non siano danneggiati (vedi Manuale di Istruzioni della torcia).
Disporre l’interruttore di linea nella posizione “On” (vedi Sezione 3-7).
Controllare il fusibile(i) di linea e sostituirli se necessario oppure ripristinare gli interruttori
(vedi Sezioni 3-6 e 3-7).
Nessuna erogazione di corrente di taglio;
la spia del Generatore é accesa; la spia d i
Macch ina Pronta é accesa; l e spie di Segnalazione Anomalie sono spente; il motore del ventilatore funziona.
La spia del generatore lampeggia. É necessario ripristinare la corrente manualmente. Spostare l’interruttore Principale in posizione “Off”,
Nessun controllo sull’erogazione. Fare controllare dal Servizio di Assistenza la scheda PC1 e la scheda LED/pot PC2.
Nessun flusso di gas/aria; la spia del ge-
neratore é accesa; la spia di Macchina
Pronta é accesa; le spie di Segnalazione
Anomalie sono spente; il motore del ventilatore funziona.
La spia di Segnalazione Anomalie della Controllare la regolazione della pressione di gas/aria (vedi Sezione 4-1).
Pressione é accesa; la spia di Macchina
Pronta é spenta.
La spia di Segnalazione Anomalie del Controllare il cappuccio protettivo della torcia (vedi sezione 5-3).
Cappuccio é accesa; la spia di Macchina
Pronta é spenta.
La spia di segnalazione Anomalie della
Temperatura é accesa; la spia di
Macchina Pronta é spenta.
Il motore del ventilatore non funziona;
sia la spia del Generatore che la spia di
Macchina Pronta sono accese.
Assicurarsi che il morsetto di massa sia collegato.
Pulire o sostituire le parti di consumo rovinate (vedi Manuale di Istruzioni della torcia).
quindi nuovamente in posizione “I”.
Fare controllare dal Servizio di Assistenza i collegamenti del cavo della torcia e controllare la scheda
PC1. Controllare il funzionamento della elettro valvola del gas e che non vi siano perdite nel circuito del
gas/aria.
Controllare che la pressione di gas/aria sia sufficiente (vedi Sezione 3-5).
Controllare che il filtro/regolatore di aria sia pulito e pulire qualora necessario
(vedi istruzioni del fabbricante).
Fare controllare dal Servizio di Assistenza i collegamenti del cavo della torcia e la scheda LED/pot PC2.
Il trasformatore principale o l’induttauza sono surriscaldati. Lasciar girare il ventilatore; la Spia di segnala-
zione anomalie si spegnerà una volta che la macchina si sarà ra ffreddata.
Fare controllare dal Servizio di Assistenza i collegamenti del motore del ventilatore.
Le spie di Segnalazione Anomalie non
funzionano.
Le scintille fuoriescono dalla parte superiore del taglio, oppure il taglio non é pulito.
L’arco si interrompe durante il taglio. Assicurarsi che la protezione sia a contatto con il metallo o che venga mantenuta la corretta distanza nel
L’arco si innesca e si interrompe durante
il taglio.
Fare controllare dal Servizio di Assistenza la scheda LED/pot PC2.
La velocità di spostamento della torcia é troppo elevata; ridurre la velocità della torcia
(vedi Sezioni 3-3 e 4-2).
Pulire o sostituire le parti di consumo rovinate (vedi Manuale di Istruzioni).
Lo spessore del metallo é troppo elevato; aumentare la corrente di taglio (vedi Sezione 4-1).
Assicurarsi che il morsetto di massa sia fissato in modo corretto (vedi Sezione 3-5).
caso in cui non si usi una protezione (vedi Sezione 4-2).
Assicurarsi che il morsetto di massa sia fissato in modo corretto (vedi Sezione 3-5).
Pulire o sostituire le parti di consumo rovinate (vedi Manuale di Istruzioni).
La velocità di spostamento della torcia é troppo bassa; aumentare la velocità di torcia
(vedi Sezioni 3-3 e 4-2).
Pulire o sostituire le parti di consumo rovinate (vedi Manuale di Istruzioni).
OM-183 231 Pagina 17
Page 22

SEZIONE 6 – SCHEMA ELETTRICO
OM-183 231 Pagina 18
SC-183 368
Figura 6-1. Schema elettrico
Page 23

Annotazioni
OM-183 231 Pagina 19
Page 24

SEZIONE 7 – ELENCO PARTI
46
2
4
3
1
6
. Le parti meccaniche (viti, dadi, ecc..) sono di tipo comune e
se non sono elencate non vengono fornite.
5
11
10
89
7
12
1314
15
40
41
42
37
45
43 44
39
38
36
35
34
33
32
28
31
22
23
30
24
27
29
25
26
16 17
18
19
23
21
20
OM-183 231 Pagina 20
ST-801 674
Figura 7-1. Complessivo Completo
Page 25

No.
Dia.Item
Part
No.
Description
QuantityMkgs.
Figura 7-1. Complessivo Completo
1 126 026 LABEL, warning electric shock 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 171 321 KIT, replacement handle black 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 136 156 LABEL, warning precautionary plasma 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 180 856 LABEL, operation guide 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 171 320 CASE, top replacement kit 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 PC4 183 395 CAP PWB, assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 C1,2 181 387 INPUT CAP, 800uf 400V 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 181 376 SHIELD, PWB 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 PC1 187 764 CONT PWB, assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 181 395 STRAIN RELIEF, 21 w/nut 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 181 388 CABLE, power 14ft 6 in assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 181 393 PANEL, rear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 181 394 CONNECTOR, air input 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 181 396 FITTING, 90 deg 1/4 ODTB x 1/4 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 171 298 ASSEMBLY, capacitor brackets 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 181 378 SCR, heat sink assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17 FM 183 397 FAN MOTOR, transformer assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18 181 380 FAN, blade 6 in 1/4 ID 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19 181 379 DIODE, heat sink assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20 L3 181 373 OUTPUT IDCTR, assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 T1 183 396 MAIN TRANSFORMER, 400V 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22 171 323 CASE, bottom MILLER Blue 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23 173 248 FITTING, 90 deg 1/4 ODTB x 1/8NPT 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24 181 451 FITTING, str male conn 1/4 OD x 1/8thd 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 S1 181 449 SWITCH, pressure air 40psi 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26 GS1 181 448 VALVE, solenoid 3 way 24VDC 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27 181 450 BRACKET, solenoid mtg 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28 PC2 181 397 LED/POT PWD ASSEMBLY 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29 181 452 FITTING, close nipple 1/8NPT x 3/4 L 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30 181 453 FITTING, tee female 1/8NPT 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31 181 455 FITTING, street tee 1/8NPT 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32 171 335 KNOB, round w/indicator dot 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33 171 475 STRAIN RELIEF, 16 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34 181 381 CABLE, work assembly (consisting of) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35 181 382 CABLE, work 18ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36 171 144 WORK CLAMP, /vinyl grips 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37 REGULATOR/GAUGE ASSEMBLY, (consisting of) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
181 435 PANEL, regulator 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
181 436 BRACKET, regulator 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
181 437 REGULATOR/FILTER, 5–100psi 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
181 438 GAUGE, pressure 0–100psi 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
181 439 FITTING, 90 deg 1/4 ODTB x 1/4NPT 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
181 440 CONNECTOR, female 1/4NPT 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
181 442 O-RING, .625 OD x .094W bun 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
181 443 FITTING, ctsk nex plg 1/8NPT 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
181 444 NUT, panel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
183 611 NAMEPLATE, 650 cut force 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
173 243 TUBING, pneumatic .375 OD 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
38 181 399 PANEL, front 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
39 178 262 CONNECTOR, torch quick 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
40 181 400 KNOB, black w/white pntr 6mm 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
41 183 399 OVERLAY, front panel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
42 181 401 INSULATOR, circuit breaker 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
43 CB1 181 398 CIRCUIT BREAKER, assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
44 R2 181 392 RESISTOR, 1.50 ohm 140W 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
45 R1 181 391 RESISTOR, .3 ohm 140W 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46 PC5 181 389 CF PWB, assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-183 231 Pagina 21
Page 26

Annotazioni
Page 27

Valida Dal 1 gennaio, 1999
(Attrezzatura con numero di serie preceduto da KK" o più recente)
La garanzia limitata MILLER sostituisce qualsiasi altra garanzia MILLER precedente ed esclude qualsiasi altra
GARANZIA LIMITATA – In conformità con i termini e le
condizioni seguenti, la MILLER Electric Mfg. Co., Appleton,
Wisconsin, garantisce all’acquirente originale che le nuove
attrezzature MILLER vendute dopo la data di validità della
presente garanzia limitata sono prive di difetti per quanto
riguarda materiale e fabbricazione al momento in cui
vengono spedite dalla MILLER stessa. LA PRESENTE
GARANZIA SOSTITUISCE ESPRESSAMENTE
QUALSIASI A LTRA GARANZIA, ESPRESSA O IMPLICITA,
COMPRESE LE GARANZIE DI COMMERCIABILITA’ E
IDONEITA’.
Entro i periodi di garanzia elencati di seguito, la MILLER si
impegna a riparare o sostituire qualsiasi parte o componente
in garanzia che presentino difetti di materiale o
fabbricazione. La MILLER deve essere informata per scritto
entro trenta (30) giorni dall’accertamento di tale difetto, così
che la MILLER stessa potrà fornire indicazioni sulle
procedure di reclamo in garanzia da seguirsi.
La MILLER si impegna a rispettare tutti i reclami in garanzia
rispetto alle attrezzature in garanzia elencate di seguito nel
caso in cui presentino tali difetti durante il periodo di garanzia.
Tutti i periodi di garanzia incominciano a partire dlla data in
cui l’attrezzatura è stata consegnata all’acquirente originale,
oppure un anno dopo che l’attrezzatura è stata spedita in
Nordamerica, oppure diciotto mesi dopo che l’attrezzatura è
stata spedita ad un distributore internazionale.
1. Parti 5 Anni – Manodopera 3 Anni
* Raddrizzatori originali di corrente principale.
* Invertitori (solo raddrizzatori corrente immessa e corrente
erogata)
2. Parti e Manodopera — 3 Anni
* Trasformatore/Raddrizzatore Fonti Alimentazione
* Fonti Alimentazione Taglio Arco Plasma
* Alimentatori Filo Semiautomatici e Automatici
* Invertitore Alimentazione
* Intellitig
* Generatori Saldatura a Motore
(NOTARE: La garanzia dei motori èseparata da quella
del costruttore)
3. Parti e Manodopera — 1 Anno
* Torce Alimentate dal Motore (con la esclusione della
Spoolmate 185)
* Registratori Processo
* Posizionatori e relativi comandi
* Dispositivi di movimentazione automatica
* Parti robotizzate
* Comandi a pedale RFCS
* IHPS (Potenza Indicata) Alimentazione
* Sistemi Raffreddamento ad Acqua
* Unità ad Alta Frequenza
* Reti
* Maxstar 140
* Saldatrici a Punti
* Banchi di Carico
* Trasformatori SDX
* Apparecchio Miller Cyclomatic
* Dispositivo Marcia/Motrici
* Torce Taglio Plasma (escluso i Modelli APT, ZIPCUT E
PLAZCUT )
* Opzioni di Campo
(NOTARE: Le opzioni di campo vengono coperte dalla
garanzia True Blue per il periodo rimanente di garanzia
da quando queste vengono installate o per un minimo di un
anno — a secondo di quale periodo sia maggiore).
4. Batterie — 6 Mesi
5. Parti e Manodopera — 90 Giorni
* Torce MIG/ Torce TIG
* Torce Taglio Plasma Modello APT, ZIPCUT E PLAZCUT
* Controlli a Distanza
* Attrezzi di Corredo
* Parti di Ricambio (manodopera esclusa)
* Spoolmate 185
garanzia espressa o implicita.
La Garanzia Limitata MILLER True Blue non verrà
applicata a:
1. Articoli forniti dalla MILLER, ma fabbricati da altri, quali motori o
accessori di commercio. Tali articoli saranno coperti da
eventuale garanzia del fabbricante.
2. Particolari di consumo, quali beccucci passafilo,ugelli di taglio,
contattori, relè, spazzole di carbone anelli, quelle parti quinali,
soggette a normale usura.
3. Attrezzature che sono state modificate da terzi e non dalla
MILLER, oppure attrezzature che sono state installate o operate
in modo scorretto oppure utilizzate in modo scorretto e non in
conformità agli standard di industria, oppure attrezzature che
non sono state sottoposte a manutenzione ragionevole e
necessaria, oppure attrezzature che sono state usate per
operazioni non previste dai dati tecnici delle attrezzature
stesse.
I PRODOTTI MILLER SONO INTESI PER VENDITA ED
USO DA PARTE DI UTENTI COMMERCIALI/INDUSTRIALI
E PERSONE QUALIFICATE ED ESPERTE NELL’USO E LA
MANUTENZIONE DI ATTREZZATURE DA SALDATURA.
Nel caso in cui si sporga reclamo per parti coperte dalla
presente garanzia, le soluzioni saranno scelte
esclusivamente dalla MILLER tra le seguenti: (1)
riparazione; oppure (2) sostituzione; oppure, qualora
autorizzato dal l a M I L L E R p e r scritto e in casi appropriati, (3) il
costo ragionevole di riparazione o sostituzione presso un
servizio assistenza autorizzato della MILLER; oppure (4)
accredito del prezzo di acquisto (meno ragionevole
deprezzamento corrispondente all’uso) su restituzione della
merce a carico e rischio del cliente. L’opzione MILLER di
riparazione o sostituzione sarà Franco Fabbrica di Appleton,
Wisconsin, oppure Franco Fabbrica presso un servizio
assistenza autorizzato MILLER determinato dalla MILLER
stessa. Non si effettuerà quindi alcun rimborso per costi di
trasporto o di qualsiasi altro tipo.
NEI LIMITI CONSENTITI DALLA LEGGE, LE SOLUZIONI
PREVISTE DAL PRESENTE SONO UNICHE ED
ESCLUSIVE. LA MILLER NON SARA’ RESPONSABILE IN
NESSUN CASO PER DANNI DIRETTI, INDIRETTI,
SPECIALI O INCIDENTALI (COMPRESA LA PERDITA DI
PROFITTO), SIA BASATI SU CONTRATTO CHE ATTO
ILLECITO O QUALSIASI ALTRO PRINCIPIO LEGALE.
QUALSIASI GARANZIA ESPRESSA NON PREVISTA DA L
PRESENTE, E QUALSIASI GARANZIA IMPLICITA,
GARANZIA O DICHIARAZIONE RIGUARDO LE
PRESTAZIONI E QUALSIASI ALTRA SOLUZIONE PER
INADEMPIMENTO DI CONTRATTO, ATTO ILLECITO O
QUALSIASI ALTRO PRINCIPIO LEGALE CHE, ECCETTO
LA PRESENTE CLAUSOLA, POSSA SORGERE
IMPLICITAMENTE, PER LEGGE, PER MODO DI
COMMERCIO O D I T R ATTATIV A, COMPRESA QUALSIASI
GARANZIA IMPLICITA DI COMMERCIABILITA’ O
IDONEITA’ AD UN PARTICOLARE SCOPO, RISPETTO A
TUTTE LE APPARECCHIATURE FORNITE DALLA
MILLER, VENGONO ESCLUSE E NEGATE DALLA MILLER
STESSA.
Alcuni Stati americani non permettono limitazioni di garanzia
implicita, oppure l’esclusione di danni incidentali, indiretti,
speciali o indiretti; le limitazioni o esclusioni di cui sopra
possono quindi non essere valide per voi. La garanzia
prevede diritti legali speciali; altri diritti possono esistere ma
possono variare di stato in stato.
In Canada, la legislazione in alcune province prevede alcune
garanzie o soluzioni addizionali oltre a quelli previsti dal
presente e, sebbene questi non possano essere ignorati, le
limitazioni ed esclusioni di cui sopra possono non essere
valide. La presente Garanzia Limitata prevede diritti legali
specifici; altri diritti possono esistere ma possono variare di
provincia in provincia.
miller_warr_ita 7/99
Page 28
Scheda d’identità della macchina
Completare e conservare le seguenti informazioni.
Nome del modello Numero di serie/stile
Data d’acquisto (Data in cui la macchina è stata consegnata al cliente)
Distributore
Indirizzo
Risorse disponibili
Fornire sempre il nome del modello e il numero di serie/stile.
Contattare il distributore per: Materiale per saldatura e prodotti di consumo
Prodotti opzionali ed accessori
Attrezzature per la sicurezza personale
Manutenzione e riparazioni
Parti di ricambio
Addestramento (Corsi di istruzione, videocas-
sette, libri)
Manuali d’istruzioni
Manuali tecnici (informazioni riguardanti la
manutenzione e le parti di ricambio)
Schemi elettrici dei circuiti
Manuali sui processi di saldatura
Contattare il corriere incaricato della
consegna per:
Per assistenza nella compilazione o nella composizione di reclami, contattare il proprio distributore e/o
il Reparto T rasporti del produttore dell’apparecchio.
Presentare un reclamo per perdite o danni
subiti durante la spedizione.
Miller Electric Mfg. Co.
An Ill inoi s Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters–USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
European Headquarters –
United Kingdom
Phone: 44 (0) 1204 593493
FAX: 44 (0) 1204 598066
STAMPATO IN USA 1999 Miller Electric Mfg. Co. 7/99
 Loading...
Loading...