

Page 1

OM−264267D/spa 2018−03
Procesos
Corte y ranurado
por plasma de aire
Descripción
Cortadora por plasma/aire
R
Spectrum 625 X-TREME
y antorcha XT40
www.MillerWelds.com
MANUAL DEL OPERADOR
Archivo: Cortadoras de plasma
Page 2

De Miller para usted
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
y el servicio técnico correspondiente a su modelo.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Page 3

INDICE
SECCIÓN 1 - PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1.........................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros en soldadura de arco 1..........................................................
1-3. Símbolos adicionales para instalación, operación y mantenimiento 3...........................
1-4. CALIFORNIA Proposición 65 Advertencia 5................................................
1-5. Estándares principales de seguridad 5....................................................
1-6. Información sobre los campos electromagnéticos (EMF) 5....................................
SECCIÓN 2 − DEFINICIONES 6................................................................
2-1. Símbolos y definiciones adicionales de seguridad 6..........................................
2-2. Símbolos generales y definiciones 6......................................................
SECCIÓN 3 − ESPECIFICACIONES 7...........................................................
3-1. Ubicación de la etiqueta con el número de serie y con los valores nominales 7...................
3-2. Especificaciones de la unidad 7..........................................................
3-3. Dimensiones del soplete 9...............................................................
3-4. Dimensiones y peso de la fuente de alimentación 9..........................................
3-5. Especificaciones ambientales 10..........................................................
3-6. Ciclo de trabajo y sobrecalentamiento 10...................................................
SECCIÓN 4 − INSTALACIÓN 11.................................................................
4-1. Selección de una ubicación 11............................................................
4-2. Conexión del suministro de gas o aire 11...................................................
4-3. Conexión y desconexión del soplete 12.....................................................
4-4. Conexión y desconexión del cable de masa 12..............................................
4-5. Conexión de la pinza de masa 13..........................................................
4-6. Guía de servicio eléctrico 13..............................................................
4-7. Datos del cordón de extensión 13..........................................................
4-8. Conexión del adaptador de enchufe multivoltaje (MVP) 14.....................................
4-9. Conexión a una potencia de alimentación de 120 voltios 15....................................
4-10. Conexión de la potencia de alimentación monofásica para 240 VCA 16..........................
SECCIÓN 5 − OPERACIÓN 18..................................................................
5-1. Controles 18...........................................................................
5-2. Velocidad de corte 20....................................................................
5-3. Traba de seguridad del gatillo 21..........................................................
5-4. Prácticas recomendadas para el corte por plasma 21.........................................
5-5. Secuencia de la operación de corte 22.....................................................
5-6. Secuencia de la operación de ranurado 23..................................................
5-7. Secuencia de la operación de perforado 24..................................................
SECCIÓN 6 − USO DE LA UNIDAD CON SOPLETE MECANIZADO 25...............................
6-1. Posición de montaje XT40M 25............................................................
6-2. Receptáculo del control remoto 25.........................................................
6-3. Funciones del cable de control remoto 25...................................................
6-4. Conexión del cable del control remoto 26...................................................
Page 4

INDICE
SECCIÓN 7 − MANTENIMIENTO Y RESOLUCIÓN DE PROBLEMAS 27..............................
7-1. Mantenimiento de rutina 27...............................................................
7-2. Remoción de la cubierta envolvente 27.....................................................
7-3. Revisión o reemplazo de elemento filtrante 28...............................................
7-4. Verificación del sistema de apagado de la boquilla de protección 28.............................
7-5. Revisión o reemplazo de la boquilla de retención, punta y electrodo 29..........................
7-6. Indicadores luminosos de estado o avería 30................................................
7-7. Búsqueda y solución de problemas de la fuente de alimentación 31.............................
7-8. Búsqueda y solución de problemas del soplete 31............................................
SECCIÓN 8 − DIAGRAMAS ELÉCTRICOS 32.....................................................
SECCIÓN 9 − LISTA DE PIEZAS 36..............................................................
GARANTÍA
Page 5

SECCIÓN 1 - PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
pom_2018−01_spa
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad e
instrucciones de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los
peligros posibles se muestran en los símbolos
adjuntos o se explican en el texto.
Indica una situación peligrosa que, si no se la evita,
podría resultar en muerte o lesión grave. Los peligros
posibles se muestran en los símbolos adjuntos, o se
explican en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
1-2. Peligros en soldadura de arco
Se usan los símbolos mostrados abajo por todo éste manual
para llamar la atención e identificar a peligros posibles.
Cuando usted vea este símbolo, tenga cuidado, y siga a las
instrucciones relacionadas para evitar el peligro. La
información de seguridad dada abajo es solamente un
resumen de la información más completa de seguridad que
se encuentra en los estándares de seguridad de sección 1-5.
Lea y siga todas los estándares de seguridad.
Solamente personal cualificado debe instalar, utilizar,
mantener y reparar este equipo. La definición de personal
cualificado es cualquier persona que, debido a que posee un
título, un certificado o una posición profesional reconocida,
o gracias a su gran conocimiento, capacitación y
experiencia, haya demostrado con éxito su capacidad para
solucionar o resolver problemas relacionados con el trabajo,
el proyecto o el tema en cuestión, además de haber asistido
a una capacitación en seguridad para reconocer y evitar los
peligros que implica el proceso.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
EL CORTAR puede causar fuego o
explosión.
El arco de corte causa que trozos de metal y chispas
salten. Estas chispas y metal caliente, la pieza de
trabajo caliente y el equipo caliente pueden causar
fuegos y quemaduras. Chequee y asegúrese que el
área donde esté trabajando esté segura antes de comenzar a cortar.
D Quite todos los materiales inflamables de un radio de 10,7 m. del
arco de cortar. Si ésto no se puede, protéjalos con cuberturas
apropiadas.
D No corte cuando estas chispas calientes puedan caer en material
inflamable.
D Protéjase usted mismo y otros de las chispas y metal caliente que
puedan volar.
D Esté conciente de que las chispas y materiales calientes del corte
pueden traspasar por rajas o aberturas pequeñas a áreas
adyacentes.
D Mire que no haya fuego, y mantenga un extinguidor de fuego cerca
de usted.
D Esté conciente que en el cortar en un cielo razo, piso o pared
puede causar un fuego al otro lado.
D No corte ni suelde sobre llantas para neumáticos o ruedas. Si se
calientan, los neumáticos pueden explotar. Las llantas y las
ruedas reparadas pueden fallar. Consulte la norma OSHA 29 CFR
1910.177, que se menciona en Estándares de seguridad.
. Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones
relacionadas abajo para la acción necesaria para evitar los peligros.
D No corte en recipientes que han contenido combustibles, ni en
recipientes cerrados como tanques, tambores o tuberías, a
menos que estén preparados correctamente de acuerdo con la
norma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
D Conecte el cable de trabajo al trabajo tan cerca como pueda al
lugar donde vaya a cortar, para evitar que la corriente de cortadura
pase por un largo trecho posiblemente incrementando la
posibilidad de golpes eléctricos y peligros de fuego.
D No use una soldadora para descongelar tubos helados.
D Nunca corte recipientes que tengan material inflamable adentro −
tiene que primero vaciarlos y limpiarlos completamente.
D No corte en lugares donde la atmósfera podría contener polvos,
gases o vapores inflamables (por ejemplo gasolina).
D No corte cilindros, tubos o recipientes presurizados.
D Use ropa de protección adecuada para el cuerpo, de material
durable y resistente a la llama (cuero, algodón grueso o lana). La
ropa de protección para el cuerpo incluye guantes de cuero,
camisa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe contener
compuestos derivados del petróleo.
D No ponga la unidad donde haya superficies combustibles.
D Quite de usted mismo todo artículo combustible como
encendedores de butano o fósforos, antes de comenzar a cortar.
D Después de completar el trabajo, inspeccione el área para
asegurarse de que esté sin chispas, rescoldo, y llamas.
D Use sólo los fusibles o disyuntores correctos. No los ponga de
tamaño más grande o los pase por un lado.
D Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA 51B
para trabajo caliente y tenga una persona para cuidar fuegos y un
extinguidor cerca.
UNA DESCARGA ELECTRICA puede
matarlo.
No toque piezas con electricidad, pueden causarle
una descarga o quemaduras graves. El circuito de la
antorcha y la masa está eléctricamente activo
cuando la salida de la máquina está encendida. El
máquina también están eléctricamente activos cuando la máquina
está encendida. El corte por arco de plasma requiere voltajes más
altos que la soldadura para iniciar y mantener el arco (normalmente
entre 200 y 400 voltios de CC), pero también se pueden utilizar
antorchas diseñadas con enclavamientos de seguridad que apagan
la máquina si se afloja la copa de protección o si la punta toca el
electrodo dentro de la boquilla. Un equipo instalado incorrectamente
o sin conexión a tierra es peligroso.
D No toque partes eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
circuito de entrada y los circuitos internos de la
OM-264267 Página 1
Page 6

D No toque las partes de la antorcha si usted está en contacto con el
trabajo o la tierra.
D Apague la potencia de entrada antes de chequear, limpiar o
cambiar las partes del antorcha.
D Desconecte la potencia de entrada antes de instalar o dar servicio
a este equipo. Apague con candado o usando etiqueta inviolable
(“lockout/tagout”) la entrada de potencia de acuerdo a OSHA 29
CFR 1910.147 (vea Estándares de Seguridad).
D nstale, conecte a tierra y utilice correctamente este equipo de
acuerdo a las instrucciones de su Manual del usuario y a lo
establecido en los reglamentos nacionales, estatales y locales.
D Chequee y asegúrese que la potencia de entrada y el alambre de
tierra estén conectados al terminal de tierra en la caja de
desconexión y que el enchufe del cordón de entrada esté
conectados a tierra apropiadamente y conectado a un receptáculo
que también esté conectado a tierra. Siempre verifique que haya
tierra en su conexión inicial.
D Cuando haga conexiones de entrada, conecte el conductor de
tierra primero.
D Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
D Inspeccione con frecuencia el cable de alimentación y el cable de
tierra de los equipos. Si observa daños o conductores a la vista −
reemplace inmediatamente el cable completo − pues un alambre
desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No utilice cables con signos de desgaste, dañados, de sección
pequeña o reparados.
D No envuelva el cable del antorcha alrededor de su cuerpo.
D Conecte la pieza de trabajo a una buena tierra eléctrica si ésto lo
requiere el código.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente.
D Use tirantes de seguridad para prevenir que se caiga si está
trabajando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D No pase por un lado o trate de romper cualquier sistema
interconectante de seguridad.
D Use solamente antorchas que han sido especificadas en el
Manual del Operador.
D Manténgase lejos de la punta del antorcha y arco piloto cuando se
presiona el gatillo.
D Ponga la grampa del cable de trabajo con un buen contacto de
metal a metal al trabajo o mesa de trabajo lo más cerca de la
suelda que sea práctico.
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal.
UNA DESCARGA ELÉCTRICA le
puede matar.
Aun DESPUÉS de haber desconectado
la alimentación, puede quedar un
VOLTAJE IMPORTANTE DE CC en las
fuentes de poder para soldadura con
convertidor CA/CC.
D Antes de tocar ninguna pieza, apague la unidad, desconecte la
potencia de alimentación y descargue los capacitores de
entrada, según las instrucciones del manual.
OM-264267 Página 2
PIEZAS QUE ESTALLEN pueden
lesionarle
D En las fuentes inversoras de poder, las piezas
que han fallado pueden estallar, o causar que
otras piezas estallen cuando se las conecta a
la potencia eléctrica. Siempre use una
máscara o protección para la cara, y mangas
largas cuando esté dando servicio a máquinas
inversoras.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
El arco de cortadura dispara chispas y metal
caliente. El picar o esmerilar puede causar que el
metal vuele.
D Use resguardo para la cara y anteojos de seguridad con
resguardos laterales.
D Use la protección del cuerpo necesaria para proteger su piel.
D Use tapones para los oídos y orejas que sean resistentes a las
llamas para evitar que chispas entren en sus oídos.
LOS RAYOS DEL ARCO pueden
quemar sus ojos y piel.
Los rayos del arco del proceso de cortadura
producen rayos intensos visibles e invisibles
(ultravioleta y ultrarojos) que pueden quemar los
ojos y la piel.
D Use una careta para soldar (tipo casco o máscara) equipada con
un filtro de protección apropiado para proteger su cara y ojos de los
rayos del arco y de las chispas mientras esté cortando o mirando.
La norma ANSI Z49.1 (vea las normas de seguridad) sugiere el uso
de una lente con sombra n.º 9 (número 8 como mínimo) para todas
las corrientes de corte menores de 300 A. Esta norma agrega que
se pueden utilizar sombras más claras cuando el arco está oculto
por la pieza. Dado que este es el caso que normalmente se presenta cuando se trabaja con una corriente de corte baja, la Tabla 1
sugiere otros tonos que podrían resultar más cómodos para el operador.
D Use anteojos de seguridad con protección lateral debajo de su
careta o yelmo.
D Use pantallas de protección o barreras para proteger a otros del
destello del arco y reflejos de luz; siempre alerte a otros que no
miren el arco.
D Use ropa de protección adecuada para el cuerpo, de material
durable y resistente a la llama (cuero, algodón grueso o lana). La
ropa de protección para el cuerpo incluye guantes de cuero,
camisa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe contener
compuestos derivados del petróleo.
Tabla 1. Protección para los Ojos para el Arco de Plasma
Nivel de la Corriente en Amperios
Menos de 20
20 − 40
40 − 60
60 − 100
Número de Filtro Mínimo
#4
#5
#6
#8
EL RUIDO puede dañar su oído.
El ruido prolongado de algunas aplicaciones en
cortadura puede dañar el oido si los niveles exceden
los límites especificados por OSHA (véase los
Estándares de Seguridad).
D Use protección para el oído o ensordecedores, si el nivel de ruido
es muy alto.
D Advierta a otras personas acerca de el peligro del ruido.
Page 7

HUMO y GASES pueden ser
peligrosos
El cortar produce humos y gases. Respirando
estos humos y gases pueden ser peligrosos a
su salud.
D Mantenga su cabeza fuera del humo. No respire el humo.
D Ventile el área de trabajo o use ventilación local forzada ante el
arco para quitar el humo y los gases de soldadura. El método
recomendado para determinar la ventilación adecuada es tomar
muestras de la composición y la cantidad de humos y gases a los
que está expuesto el personal.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea y entienda las Hojas de datos del material (SDS) y las
instrucciones del fabricante relacionadas con los adhesivos,
metales, consumibles, recubrimientos, limpiadores, refrigerantes,
desengrasadores, fundentes y metales.
D Trabaje en un lugar estrecho y cerrado solamente si estuviese
bien ventilado, o mientras esté usando un respirador de aire. Los
humos y vapores pueden desplazar el oxígeno y alterar la calidad
del aire lo cual puede causar lesiones o muerte. Asegúrese que el
aire de respirar esté seguro.
D No corte en lugares cerca a operaciones de quitar grasa, limpieza,
o de rocío. El calor y rayos del arco pueden reaccionar con estos
humos y causar gases altamente tóxicos e irritantes.
D No corte en materiales con recubrimiento como acero
galvanizado, plomo o acero plateado con cádmio a no ser que se
haya quitado el recubrimiento del área de cortar, el área esté bien
ventilada y si fuera necesario, mientras esté usando un respirador
para aire. Los recubrimientos de cualquier metal que contiene
estos elementos pueden emitir humos tóxicos cuando se los
corta.
D No corte recipientes que tengan materiales tóxicos o reactivos
adentro, o recipientes que hayan tenido materiales tóxicos o
reactivos. Hay que vaciarlos y limpiarlos apropiadamente primero.
El ARCO DE PLASMA puede causar
lesiones.
El calor del arco de plasma puede causar
quemaduras graves. La fuerza del arco añade
enormemente al riesgo de la quemadura. El arco,
intensamente caliente y poderoso, puede
rápidamente cortar a través de los guantes y tejido
corporal.
D Mantenga sus manos lejos de la punta del antorcha.
D No agarre ningún objeto cerca del camino de cortar.
D El arco piloto puede causar quemaduras − manténgase lejos de la
punta del antorcha cuando haya presionado el gatillo.
D Use ropa de protección adecuada para el cuerpo, de material
durable y resistente a la llama (cuero, algodón grueso o lana). La
ropa de protección para el cuerpo incluye guantes de cuero,
camisa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe contener
compuestos derivados del petróleo.
D Apunte la antorcha lejos de su cuerpo y hacia la pieza del trabajo
cuando presione el gatillo − el arco piloto se prende inmediatamente.
D Apague la fuente de poder y desconecte la potencia de entrada an-
tes de desarmar o cambiar la antorcha o sus partes.
D Use solamente antorchas especificadas en el Manual del Opera-
dor.
LOS CILINDROS pueden estallar si
están dañados.
Los cilindros de gas comprimido contienen gas a
alta presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte
del proceso de soldadura, siempre trátelos con
cuidado.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical encadenán-
dolos a algún sostén estacionario o un sostén−cilindros para
evitar que se caigan o se volteen.
D Tenga los cilindros lejos del área donde esté cortando o donde ha-
ya circuitos eléctricos.
D Nunca permita que haya contacto eléctrico entre la antorcha de
plasma y el cilindro.
D Nunca corte en un cilindro presionado − puede estallar.
D Use los cilindros de gas comprimido, reguladores, mangueras y
acoples correctos, diseñados para una aplicación específica;
mantenga estos cilindros y sus partes en buena condición.
D Aparte su cara de la salida de la válvula mientras abre la válvula
del cilindro. No se pare frente o detrás del regulador al abrir la
válvula del cilindro.
D Siempre mantenga su cara lejos de la salída de una válvula cuan-
do esté operando la válvula de cilindro.
D Siga los procedimientos y use los equipos correctos, y solicite la
asistencia de una cantidad suficiente de personas para levantar y
mover los cilindros.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación CGA P−1 que aparece en los estándares de seguridad.
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
D No toque a partes calientes sin guantes.
D Deje que el equipo se enfríe antes de comen-
zar a trabajar en él.
D Para manejar partes calientes, use herramien-
tas apropiadas y/o póngase guantes pesados,
con aislamiento para soldar y ropa para prevenir quemaduras.
D Verifique que sólo el personal cualificado retire puertas, paneles,
tapas o protecciones para realizar tareas de mantenimiento, o
resolver problemas, según sea necesario.
D Reinstale puertas, tapas, o resguardos cuando se acabe de dar
mantenimiento y antes de reconectar la potencia de entrada.
Las PIEZAS MÓVILES pueden
provocar lesiones.
D Mantengase lejos de todas partes que se mue-
ve como ventiladores.
D Mantenga todas las puertas, paneles, cubier-
tas y guardas cerradas y en su lugar.
OM-264267 Página 3
Page 8

LEER INSTRUCCIONES.
D Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
D Utilice únicamente piezas de reemplazo legítimas del fabricante.
D Los trabajos de instalación y mantenimiento deben ser ejecuta-
dos de acuerdo con las instrucciones del manual del usuario, las
normas del sector y los códigos nacionales, estatales y locales.
METAL QUE VUELA o TIERRA puede
lesionar los ojos.
D Use anteojos de seguridad aprobados con
resguardos laterales hasta debajo de su
careta.
Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS (EMF) pueden afectar el funcionamiento de los dispositivos médicos implantados.
D Las personas que utilicen marcapasos u
otros dispositivos médicos implantados
deben mantenerse apartadas de la zona de
trabajo.
D Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes de
efectuar trabajos, o estar cerca de donde se realizan, de
soldadura por arco, soldadura por puntos, ranurado, corte por
arco de plasma u operaciones de calentamiento por inducción.
D Si use un carro montecargas para mover la unidad, asegure que los
dedos son bastante largas para extender más allá al lado opuesto
de la unidad.
D Cuando trabaje desde una ubicación elevada, mantenga el equipo
(cables y cordones) alejado de los vehículos en movimiento.
D Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
Peligro de FUEGO O EXPLOSION
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos flamables.
D No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
ESTÁTICA (ESD) puede dañar las tarjetas de circuito.
D Ponga los tirantes aterrizados de muñeca
ANTES de tocar los tableros o partes.
D Use bolsas y cajas adecuadas anti-estáticas para almacenar,
mover o enviar tarjetas impresas de circuito.
RADIACION de ALTA FRECUENCIA
puede causar interferencia.
SOBREUSO puede causar SOBRECALENTAMIENTO DEL EQUIPO
D Permite un periodo de enfriamiento; siga el
ciclo de trabajo nominal.
D Reduzca el amperaje (el grosor) o reduzca el
ciclo de trabajo antes de comenzar a cortar otra
vez.
Peligro de HIDROGENO QUE
ESTALLA.
D El corte de aluminio bajo el agua o con el agua to-
cando la parte inferior de la pieza de aluminio,
puede producir la acumulación de hidrógeno libre
bajo la pieza.
D Vea a su ingeniero de cortadura y las instrucciones sobre la mesa
de agua para mayor ayuda.
La EXPLOSIÓN DE LA BATERÍA puede
producir lesiones.
D No utilice la cortadora por plasma para cargar
baterías ni para hacer arrancar vehículos a
menos que tenga incorporado un cargador de
baterías diseñado para ello.
Un EQUIPO AL CAER puede producir
lesiones.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros acesorios.
D Siga los procedimientos adecuados y use
equipos con suficiente capacidad para
levantar y sostener la unidad.
OM-264267 Página 4
D Radiacion de alta frecuencia puede interferir
con navegación de radio, servicios de
seguridad, computadores, y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas con
equipos electrónicas instala el equipo.
D El usuario es responsable por tener un electricista calificada
corregir cualquiera interferencia causada resultando de la
instalación.
D Si la FCC (Comision Federal de Comunicación) le notifique que
hay interferencia, deja de usar el equipo al inmediato.
D Asegure que la instalación recibe chequeo y mantención regular.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y use el aterrizar o el blindar
contra corriente para minimizar la posibilidad de interferencia.
CORTADURA por medio de ARCO
puede causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como
computadoras, o equipos impulsados por
computadoras, como robotes.
D Para reducir posible interferencia, mantenga los cables de
soldadura lo más cortos posible, lo más juntos posible o en el
suelo, si fuerá posible.
D Ubique la operación de cortar por lo menos a 100 metros de
distancia de cualquier equipo electrónico sensible.
D Asegúrese que esta fuente de poder de cortadura se ha instalado
y aterrizado de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar
medidas extras como el de mover la máquina de soldar, usar
cables blindados, usar filtros de línea o blindar de una manera u
otra la área de trabajo.
Page 9

1-4. CALIFORNIA Proposición 65 Advertencia
ADVERTENCIA: Este producto puede exponerlo a químicos,
incluso plomo, que el estado de California conoce como
causantes de cáncer, defectos de nacimiento u otros daños
reproductivos.
Para obtener más información, acceda a www.P65Warnings.ca.gov.
1-5. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Recommended Practices for Plasma Arc Cutting and Gouging,
American Welding Society Standard AWS C5.2, from Global
Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from
Global Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held
Combustibles, American Welding Society Standard AWS A6.0, from
Global Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire
Protection Association, Quincy, MA 02169 (phone: 1-800-344-3555,
website: www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:
www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Mississauga, Ontario, Canada L4W 5NS
(phone: 800-463-6727, website: www.csagroup.org).
Safe Practice For Occupational And Educational Eye And Face
Protection, ANSI Standard Z87.1, from American National Standards
Institute, 25 West 43rd Street, New York, NY 10036 (phone:
212-642-4900, website: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02169 (phone: 1-800-344-3555, website: www.nfpa.org).
OSHA, Occupational Safety and Health Standards for General
Industry, Title 29, Code of Federal Regulations (CFR), Part 1910.177
Subpart N, Part 1910 Subpart Q, and Part 1926, Subpart J, from U.S.
Government Printing Office, Superintendent of Documents, P.O. Box
371954, Pittsburgh, PA 15250-7954 (phone: 1-866-512-1800) (there
are 10 OSHA Regional Offices—phone for Region 5, Chicago, is
312-353-2220, website: www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The
National Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30329-4027 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-6. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos eléctricos y magnéticos (EMF) localizados. La corriente del arco de soldadura (y otras
técnicas afines como la soldadura por puntos, el ranurado, el corte por plasma y el calentamiento por inducción) genera un campo EMF alrededor
del circuito de soldadura. Los campos EMF pueden interferir con algunos dispositivos médicos implantados como, por ejemplo, los marcapasos. Por
lo tanto, se deben tomar medidas de protección para las personas que utilizan estos implantes médicos. Por ejemplo, aplique restricciones al acceso
de personas que pasan por las cercanías o realice evaluaciones de riesgo individuales para los soldadores. Todos los soldadores deben seguir los
procedimientos que se indican a continuación con el objeto de minimizar la exposición a los campos EMF generados por el circuito de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o
acercarse a soldadura de arco, soldadura de punto, ranurar, hacer
corte por plasma, u operaciones de calentamiento por inducción. Si su
doctor lo permite, entonces siga los procedimientos de arriba.
OM-264267 Página 5
Page 10

SECCIÓN 2 − DEFINICIONES
2-1. Símbolos y definiciones adicionales de seguridad
. Algunos símbolos se encuentran únicamente en los productos con la marca CE.
¡Advertencia! ¡Cuidado! Existen peligros potenciales indicados por los símbolos.
Las piezas dañadas pueden explotar al encender la alimentación o causar la explosión de otras piezas de otras
piezas.
2-2. Símbolos generales y definiciones
. Algunos símbolos se encuentran únicamente en los productos con la marca CE.
Safe1 2012−05
Safe26 2012−05
A
V
U
I
1max
IP
I
1eff
Amperaje
Voltaje
Conexión a tierra
protegida
Encendido
Voltaje nominal
0
sin carga (OCV)
Corriente nominal
máxima de
suministro
Grado de
protección
Máxima corriente
efectiva de
entrada
Corte por arco de
plasma
Aumentar
Monofásica
U
I
pf
U
X
1
2
2
Voltaje primario
Corriente de
soldadura nominal
Resguardo flojo
de la
copa/boquilla
Factor de
potencia
Ajuste de presión
de gas/aire
No – No haga
esto
Corriente
constante
Por ciento
Voltaje de carga
convencional
Ciclo de trabajo
S
Hz
S
1
Apto para algunas
ubicaciones
peligrosas
Luz indicadora de
baja presión de
aire
Temperatura
Voltaje de
entrada
Corriente Directa
(CD)
Conexión de
Línea
Convertidor de
Frecuencia
Estática
Monofásica-
Transformador-
Rectificador
Hertz
Tasa de potencia,
producto de
voltaje y corriente
(KVA)
OM-264267 Página 6
Apagado
Entrada
Page 11

. Hay una lista de piezas completa en www.MillerWelds.com
SECCIÓN 3 − ESPECIFICACIONES
3-1. Ubicación de la etiqueta con el número de serie y con los valores nominales
El número de serie y los valores nominales de este producto están ubicados en su parte inferior. Use la etiqueta con los valores nominales para
determinar los requisitos de potencia de alimentación y/o salida nominal. Para referencia futura, anote el número de serie en el espacio provisto en
la contratapa de este manual.
3-2. Especificaciones de la unidad
Este equipo proporciona una salida nominal a temperatura ambiente de hasta 1045F (405C).
.
. No use la información en la tabla de especificaciones de la unidad para determinar los requisitos del servicio eléctrico. Consulte las secciones
4-6, 4-9 y 4-10 para obtener información sobre la conexión de la potencia de alimentación.
A. Fuente de alimentación
Entrada
Valores nominales de fases de CA y
frecuencia de línea (Hz)
Voltaje de entrada nominal(U1) y corriente de
entrada nominal (I1) y corriente I1 efectiva a
salida nominal. La corriente I1 efectiva se usa
para determinar la calificación nominal del
cordón de alimentación
Factor de energía/kVA/kW a salida nominal
Energía pico en kW durante el estiramiento
del arco
Vca RMS − (U1) A RMS − (I1) Corriente I1 efectiva
120 VCA, monofásica (20 A) 25,1 11,2
120 VCA, monofásica (15 A) 18,1 10,7
240 VCA, monofásica 26,7 18,9
Vca RMS − (U1) Factor de energía kVA/kW
120 VCA, monofásica (20 A) 0,969 3,02/2,93
120 VCA, monofásica (15 A) 0,970 2,17/2,11
240 VCA, monofásica 0,995 6,41/6,30
Monofásica, 60 Hz
10,1 kW
Salida
Tipo de voltaje de circuito abierto nominal (U0) 400 Vcc/electrodo negativo
Característica de la salida Corriente constante
Vca RMS - (U1) A CC - (I2) Vcc - (U2)
Corriente y voltaje de salida nominales (I2, U2)
al voltaje de entrada nominal (U1)
Rango de la corriente de salida 15 − 40 A
Ciclo de trabajo a 104F (405C) y condiciones
nominales (U1, I1, U2, I2) en base a un periodo
de 10 minutos
120 VCA, monofásica (20 A) 27 A 91 V
120 VCA, monofásica (15 A) 20 A 88 V
240 VCA, monofásica 40 A 140 V
Vca RMS - (U1) A CC − (I2) % de ciclo de trabajo
120 VCA, monofásica (20 A) 27 A 20 %
120 VCA, monofásica (15 A) 20 A 35 %
240 VCA, monofásica 40 A 50 %
Generalidades
Bamboleo e inclinación Hasta 15 de inclinación
Peso de la máquina 21 lb (9,5 kg) incluido soplete de 12 pies (3,7 m)
23 lb (10,4 kg) incluido soplete de 20 pies (6,1 m)
OM-264267 Página 7
Page 12

. Hay una lista de piezas completa en www.MillerWelds.com
B. Soplete
El soplete XT40 está diseñado solo para su uso manual. El soplete cumple IEC 60974-7 cuando se usa con Spectrum 625 X-TREME.
No use este soplete en combinación con ninguna otra máquina.
Tipo de gas Aire
Calidad del gas Limpio, libre de humedad, libre de aceite
6,0 SCFM (170 L/min)
Presión y flujo de la entrada de gas
Filtrado del gas Partículas de hasta 5 micrones
Capacidades para acero dulce (consulte en la sección 5-2 las velocidades de corte en función del tipo de material y del espesor)
Método de enfriamiento Aire
Ciclo de trabajo del soplete 100 % a 40 A
Calificación nominal de los controles eléctricos (gatillo) 30 Vcc a 0,1 A
Valores nominales del control eléctrico (boquilla) 30 Vcc a 1 A
Sistemas aprobados Spectrum 625 X-TREME con soplete XT40
Protección del gatillo Protección de seguridad para el gatillo
Dispositivos de seguridad Dispositivos de interbloqueo de seguridad para apagar la fuente de
Capacidad nominal (inicio en el borde) 5/8 pulg. a 13 ipm (330 mm/min)*
Capacidad de corte del borde (inicio en el borde) 7/8 pulg. a 4 ipm (102 mm/min)*
Capacidad de perforación 5/16 pulg.
Capacidad en modo ranurado**
* Las velocidades de avance son aproximadamente el 80 % de la máxima.
** La presión del aire de trabajo debe ser igual o superior a 90 PSI (621 kPa).
Requisitos para la conexión del soplete
S Use solo aire comprimido libre de suciedad, aceite y agua.
S Verifique que las conexiones sean las correctas y que estén bien apretadas.
S Para el reemplazo del soplete, consulte el manual del soplete de Miller, n.º de pieza OM-254449.
S Compruebe que los valores de la presión de aire (presión del flujo) y el flujo de aire (volumen) estén correctamente ajustados. Un flujo de
aire insuficiente puede ocasionar el sobrecalentamiento del soplete.
90 PSI (621 kPa) mín.
120 PSI (827 kPa) máx.
alimentación
240 V de entrada
15 A mín.
40 A máx.
120 V (20 A) de entrada
15 A mín.
27 A máx.
120 V (15 A) de entrada
15 A mín.
25 A máx.
OM-264267 Página 8
Page 13

. Hay una lista de piezas completa en www.MillerWelds.com
3-3. Dimensiones del soplete
Soplete manual
Soplete de
máquina
de cuerpo largo
1−1/16 pulg.
(27 mm)
Soplete de máquina
de cuerpo corto
1-3/16 pulg.
(30 mm)
2-9/64 pulg. (54 mm)
Cremallera paso 32
1/8 pulg. (3,2 mm) de
ancho 1/8 pulg. (3,2 mm)
de altura
8-3/4 pulg.
(222 mm)
1-1/2 pulg.
(38 mm)
Cuerpo largo de 15−19/32 pulg.
(396 mm)
8 pulg. (202 mm)
. Cremallera no incluida con el soplete de cuerpo corto.
8-3/8 pulg.
(213 mm)
6-1/4 pulg.
(159 mm)
Ref. 253 554-A
1-3/8 pulg. (35 mm)
Ref. 265 001-B
3-4. Dimensiones y peso de la fuente de alimentación
Dimensiones y peso
21 lb (9,5 kg)
incluido soplete de 12 pies (3,7 m)
13-1/8 pulg.
(333 mm)
5-1/2 pulg.
(140 mm)
Ref. 265 001-B
9 pulg.
(229 mm)
loc_2 3/96 - Ref. 264 954-B
OM-264267 Página 9
Page 14
. Hay una lista de piezas completa en www.MillerWelds.com
3-5. Especificaciones ambientales
A. Clase de protección (IP)
Clase de protección (IP)
IP23CS
Este equipo está diseñado para uso en exteriores. Se puede almacenar, pero no está diseñado para cortar bajo la lluvia a menos que se lo proteja.
IP23CS 2014−09
B. Especificaciones de temperatura
Rango de temperatura de operación* Rango de temperatura de transporte/almacenamiento
5 a 104 F (−15 a 40C)
* La salida sale de los valores nominales a temperaturas por encima
de 104F (40C).
−4 a 131F (−20 a 55C)
Temp_2016-07
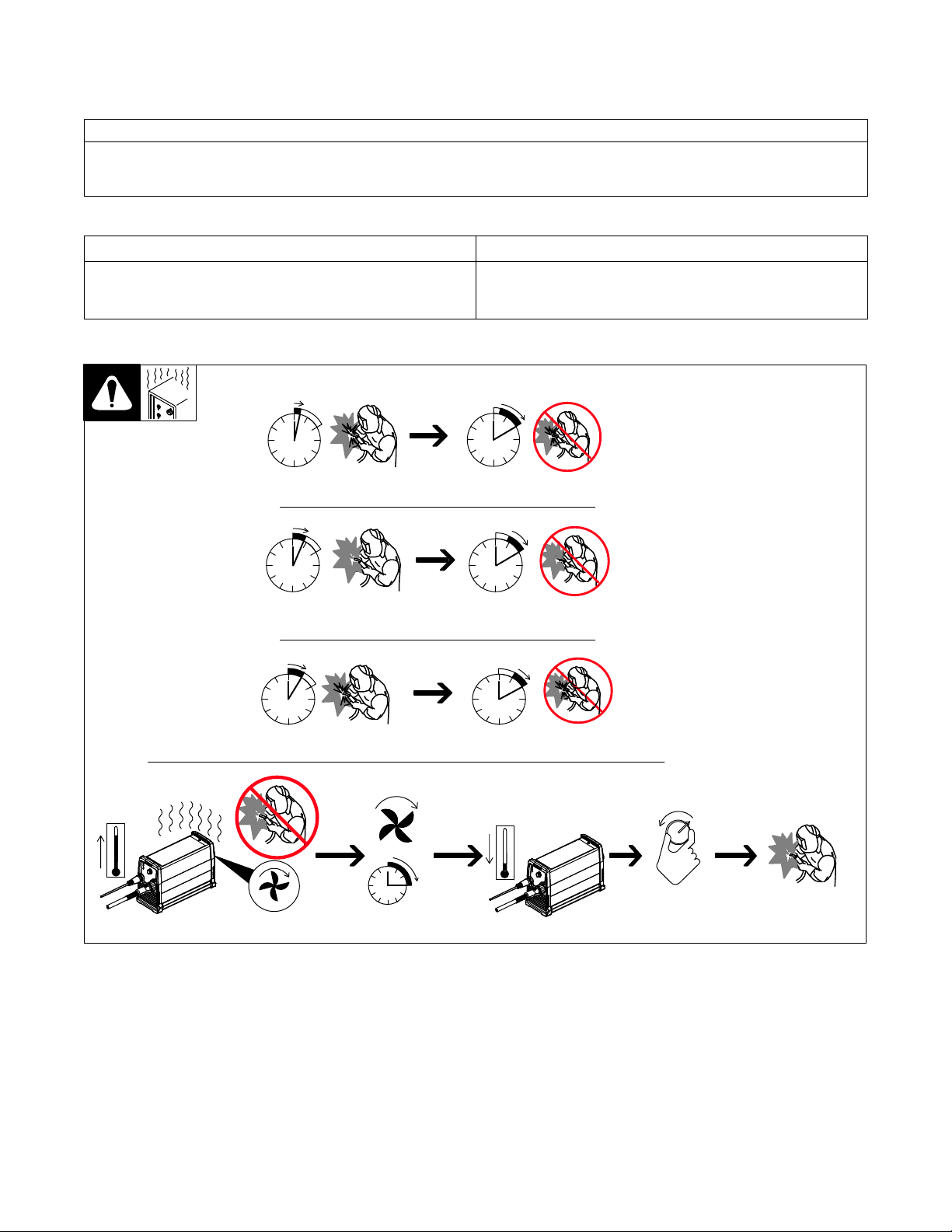
3-6. Ciclo de trabajo y sobrecalentamiento
Sobrecalentamiento
20 % de ciclo de trabajo
2 minutos de corte 8 minutos de descanso
35 % de ciclo de trabajo
3-1/2 minutos de corte 6-1/2 minutos de descanso
50 % de ciclo de trabajo
5 minutos de corte 5 minutos de descanso
El ciclo de trabajo es un porcentaje
de un período de tiempo de 10
minutos en el que la unidad puede
cortar a la carga nominal sin
recalentarse.
Si la unidad se recalienta, los
termostatos se abren, la salida se
detiene, el indicador luminoso de
problema de temperatura se
enciende y el ventilador de
enfriamiento funciona. Espere
quince minutos para que la unidad
se enfríe o hasta que el indicador de
temperatura se apague. Reduzca
el amperaje o el ciclo de trabajo
antes de volver a cortar o ranurar.
AVISO − Superar el ciclo de trabajo
puede dañar la unidad e invalidar la
garantía.
A
OM-264267 Página 10
0
Minutos
15
O Reduzca el ciclo
de trabajo
sduty1 5/95 / Ref. 264 954-B
Page 15

. Hay una lista de piezas completa en www.MillerWelds.com
SECCIÓN 4 − INSTALACIÓN
4-1. Selección de una ubicación
! No mueva ni opere la unidad
donde pudiera volcarse.
1
Ubicación
18 pulg.
(460 mm)
4-2. Conexión del suministro de gas o aire
1
2
18 pulg.
(460 mm)
! Si en el lugar hay gasolina o
líquidos volátiles, es posible
que necesite una instalación
especial. Consulte NEC
artículo 511 o CEC sección
20.
1 Correa para el hombro
Use la correa para levantar la
unidad.
2 Seccionador de línea
Ubique la unidad cerca de una
fuente de potencia de alimentación
correcta.
Coloque la unidad a una distancia
de 18 pulg. (460 mm) o más de
muros o elementos similares para
permitir la circulación de un flujo de
aire adecuado para enfriamiento.
loc_small 2015-04 - Ref. ST-151 556 / Ref. 804 503-A
. Use solo aire seco y limpio con
90 a 120 psi (621 a 827 kPa) de
presión.
1 Abertura de entrada de
gas/aire
2 Manguera
3 Cinta de teflón
Utilice una manguera con
acoplamiento de rosca de 1/4 NPT
derecha. Envuelva las roscas con
cinta de teflón (opcional) o aplique
sellador de tubo, e instale el acople
2
en la abertura. Tienda la manguera
al suministro de gas/aire.
Herramientas necesarias:
9/16 pulg.
3
Desde el suministro
de gas o aire
Ref. 805 326-A
OM-264267 Página 11
Page 16

. Hay una lista de piezas completa en www.MillerWelds.com
4-3. Conexión y desconexión del soplete
3
1
2
! Apague la fuente de
alimentación y desconecte la
potencia de alimentación.
1 Conector del soplete
2 Collar del conector de acople
rápido
3 Tomacorriente
Para conectar el soplete, proceda
como se indica a continuación:
Alinee la guía del conector del
soplete con la ranura del
receptáculo e insértelo en el
receptáculo. Haga girar el collar
hasta que quede firmemente
trabado en la posición de bloqueo.
Para desconectar el soplete,
proceda como se indica a
continuación:
Gire el collar hasta destrabar el
conector del receptáculo y tire del
conector del soplete hacia afuera
de la unidad.
4-4. Conexión y desconexión del cable de masa
2
1
Ref. 264 954-B
! Apague la fuente de
alimentación y desconecte la
potencia de alimentación.
1 Enchufe del cable de masa
2 Receptáculo del cable de
masa
Para conectar el enchufe, alinee la
guía con la ranura del receptáculo y
empuje el enchufe hacia adentro del
receptáculo. Haga girar el enchufe
1/4 de vuelta en el sentido de las
agujas del reloj (solo a mano) para
asegurarlo al receptáculo.
Para desconectar el enchufe,
hágalo girar en sentido contrario al
de las agujas del reloj hasta que la
guía quede alineada con la ranura y
tire del enchufe para retirarlo del
receptáculo.
OM-264267 Página 12
Ref. 264 954-B / Ref. 803 475-G
Page 17

. Hay una lista de piezas completa en www.MillerWelds.com
4-5. Conexión de la pinza de masa
1
1 Pinza de masa
2 Pieza
Conecte la pinza de masa a una
parte de la pieza que esté limpia y
sin pintura, lo más cerca posible al
lugar del corte.
2
4-6. Guía de servicio eléctrico
Si no se siguen las recomendaciones de esta guía de servicio eléctrico, se pueden crear peligros de descarga eléctrica e incendio.
Estas recomendaciones son para un circuito dedicado del tamaño para la salida nominal y el ciclo de trabajo de la fuente de
alimentación para soldadura.
En instalaciones de circuito dedicado, el Código Eléctrico Nacional (NEC) permite que los valores nominales del receptáculo o del
conductor sean inferiores a los valores nominales del dispositivo de protección del circuito. Todos los componentes del circuito
deberán ser físicamente compatibles. Consulte los artículos 210.21, 630.11 y 630.12 del NEC.
AVISO − El voltaje de entrada real no debe ser un 10 % inferior al voltaje de entrada mínimo y/o un 10 % superior al máximo, según se indican en
la tabla. Si el voltaje de entrada real está fuera de este rango, puede que la salida no esté disponible.
Monofásico 60 Hz
Voltaje de entrada (V) 120 240
Corriente de suministro máxima nominal I
Corriente de suministro efectiva máxima I
Clasificación nominal del fusible estándar recomendada máxima en amperios
Medida del conductor de entrada mínima en AWG (mm2)
Largo máximo recomendado del conductor de entrada en pies (metros) 130 (40)
Medida del conductor de conexión a tierra mínima en AWG (mm2)
(A)
1max
(A) 27
1eff
1
Fusibles con demora
Fusibles de operación normal
4
4
2
3
Se requiere un
circuito de
alimentación
exclusivo de 15 o
20 amperios
protegido por
fusibles con
demora o por un
disyuntor.
Consulte la
sección 3-2
Ref. 803 640-A
Elec Serv 2017−01
27
35
45
10 (6)
10 (6)
Referencia: Código Nacional Eléctrico (NEC) del año 2017 (incluido el artículo 630)
1 Si se utiliza un disyuntor en vez de un fusible, seleccione un disyuntor cuyas curvas tiempo−corriente sean comparables con las del fusible
recomendado.
2 Los fusibles con “demora temporal” son clase UL “RK5” . Consulte UL 248.
3 Los fusibles de “operación normal” (de uso general, sin demora intencional) son de la clase “K5” de UL (hasta 60 amperios inclusive) y de la clase “H”
(65 amperios y más).
4 Los datos de los conductores en esta sección especifican la medida del conductor (sin incluir el cordón flexible o cable) entre la placa del panel y el
equipo, según la tabla 310.15(B)(16) del NEC, y se basan en las ampacidades permitidas de conductores de cables de cobre aislados con un valor
nominal de temperatura de 167F (75C) y hasta tres conductores individuales que transportan corriente en un conducto eléctrico. Si se usa un
cordón flexible o un cable, la medida del conductor mínima puede aumentar. Consulte la tabla 400.5(A) del NEC para obtener los requisitos de
cordón flexible y cable.
4-7. Datos del cordón de extensión
. Cuando calcule la longitud máxima del cordón, recuerde de incluir la longitud del conductor desde el seccionador de línea hasta el receptáculo
de potencia de alimentación.
Medida del conductor − AWG (mm2)*
CA monofásica
Voltaje de entrada
120 182 (55) 114 (35) 72 (22) 45 (14) 29 (9)
240 340 (104) 210 (64) 130 (40) − − − −
* La medida del conductor está basada en una caída de voltaje del 3 %
6 (13,3) 8 (8,4) 10 (5,3) 12 (3,3) 14 (2,1)
Longitud máxima permitida del cordón en pies (m)
OM-264267 Página 13
Page 18

. Hay una lista de piezas completa en www.MillerWelds.com
4-8. Conexión del adaptador de enchufe multivoltaje (MVP)
Selección del adaptador para enchufe
2
3
4
5
6
7
1
1
! No corte el conector del
cordón de alimentación ni
rehaga las conexiones. El
conector del cordón de
alimentación y los
adaptadores para enchufe se
conectan a receptáculos
estándar según norma NEMA.
La modificación del cordón
de alimentación, del conector
y del adaptador para enchufe
anulará la garantía.
8
Selección del adaptador para enchufe
1 Conector del cordón de alimentación
desde la fuente de alimentación para
soldadura − NEMA tipo L6−30P
Seleccione el enchufe de alimentación
apropiado para el receptáculo del
suministro de energía disponible en el
lugar. No todos los adaptadores para
enchufe que se muestran se suministran
con la unidad.
2 Adaptador para enchufe − NEMA
tipo 5−15P
Conexión del adaptador para enchufe al cordón de alimentación
3 Receptáculo − NEMA tipo 5−15R
(proporcionado por el cliente)
4 Adaptador para enchufe − NEMA
tipo 5−20P (opcional)
5 Receptáculo − NEMA tipo 5−20R
(proporcionado por el cliente)
6 Adaptador para enchufe − NEMA
tipo 6−50P
7 Receptáculo − NEMA tipo 6−50R
(proporcionado por el cliente)
8 Receptáculo − NEMA tipo L6−30R
(proporcionado por el cliente)
! Siga la guía de servicio eléctrico
para 240 VCA en la sección 4-6. No
utilice la capacidad nominal del
enchufe para la protección de
circuito de alimentación.
Conexión del adaptador para enchufe
al cordón de alimentación
Alinee los contactos del adaptador para
enchufe con los del cordón de
alimentación. Empuje uno contra otro.
Gire el adaptador para enchufe en el
sentido de las agujas del reloj hasta que
esté bien ajustado.
Conecte el enchufe al receptáculo.
OM-264267 Página 14
MVP Plug2 2011−09 / Ref. 254 665-A
Page 19

. Hay una lista de piezas completa en www.MillerWelds.com
4-9. Conexión a una potencia de alimentación de 120 voltios
! La instalación debe cumplir todos los
códigos nacionales y locales. Solo
personas calificadas deben encargarse
de esta instalación.
! Si en el lugar hay gasolina o líquidos
volátiles, es posible que necesite una
instalación especial. Consulte NEC
artículo 511 o CEC sección 20.
Consulte la etiqueta con los valores nominales
en la unidad y compruebe el voltaje de entrada
disponible en el sitio.
. Los circuitos Auto−Line de esta unidad
vinculan automáticamente la fuente de
alimentación al voltaje primario aplicado, ya
sea de 120 o 240 VCA.
Si la potencia de alimentación es de 120 Vca, se
requiere un circuito de alimentación de 15 o 20
amperios exclusivo, protegido por fusibles con
demora o un disyuntor.
1 Conector para adaptador para enchufe
multivoltaje y cordón de alimentación (se
muestra un enchufe NEMA tipo 5–15P)
Para conectar el adaptador para enchufe a otros
voltajes, vea la sección 4-8.
2 Receptáculo − NEMA tipo 5−15R
(proporcionado por el cliente)
1
2
Input6 2011−03 Ref. 253 558-A / Ref. 254 665-A
OM-264267 Página 15
Page 20

. Hay una lista de piezas completa en www.MillerWelds.com
4-10. Conexión de la potencia de alimentación monofásica para 240 VCA
1
L2
3
L1
6
1
8
L1
=GND/PE conexión a tierra
7
2
4
5
L2
Herramientas necesarias:
240 VCA, 1
9
Input10 2015−04 − 803 766-C / Ref. 254 665-A / Ref. 251 808-A
OM-264267 Página 16
Page 21

. Hay una lista de piezas completa en www.MillerWelds.com
4-10. Conexión de la potencia de alimentación monofásica para 240 VCA (continuación)
! La instalación debe cumplir todos los
códigos nacionales y locales. Solo
personas calificadas deben
encargarse de esta instalación.
! desconecte y bloquee/etiquete la
potencia de alimentación antes de
conectar los conductores de entrada
de la unidad. Siga los procedimientos
establecidos para la instalación y
extracción de los dispositivos de
bloqueo/etiquetado.
! Siempre conecte primero el
conductor verde/amarillo al borne de
puesta a tierra del suministro; nunca
conecte este cable a un borne de línea.
AVISO − Los circuitos Auto−Line de esta
unidad adaptan automáticamente la fuente
de alimentación al voltaje primario aplicado,
ya sea de 120 o 240 VCA.
Consulte la etiqueta con los valores
nominales en la unidad y compruebe el
voltaje de entrada disponible en el sitio.
1 Cordón de alimentación de entrada
2 Seccionador (interruptor mostrado en la
posición de apagado)
3 Borne de conexión a tierra del
seccionador
4 Bornes de línea del seccionador
5 Conductor de entrada negro y blanco
(L1 y L2)
6 Conductor de conexión a tierra verde o
verde/amarillo
Conecte el conductor de conexión a tierra
verde o verde/amarillo al borne de conexión
a tierra del seccionador, primero.
Conecte los conductores de entrada L1 y L2
para desconectar los bornes de línea del
seccionador.
7 Protección contra sobrecorriente
Seleccione el tipo y tamaño de protección de
sobrecorriente según la sección 4-6 (se
muestra un interruptor de desconexión con
fusible).
8 Receptáculo (NEMA 6-50R)
proporcionado por el cliente
9 Conector para enchufe y cordón de
alimentación multivoltaje (la figura
muestra un enchufe NEMA tipo 6–50P)
Para conectar el enchufe a otros voltajes,
consulte la sección 4-8.
Cierre y sujete la puerta en el seccionador.
Siga los procedimientos establecidos de
bloqueo/etiquetado para poner la unidad en
servicio.
Input10 2014−09
Notas
¡Trabaje como
un profesional!
Los profesionales
sueldan y cortan
de manera
segura. Lea
las reglas de
seguridad al
inicio de este
manual.
OM-264267 Página 17
Page 22

. Hay una lista de piezas completa en www.MillerWelds.com
SECCIÓN 5 − OPERACIÓN
5-1. Controles
A. Controles del panel delantero estándar
2
V
ENERGÍA
PRESIÓN
3
BOQUILLA
TEMP
20
1
25
15 40
A
30
35
30 A
TIP
40 A
TIP
120 V
15 A
120 V
20 A
50 A
240 V
30 A
1 Control de la salida
Use el control para ajustar la salida para
corte.
OM-264267 Página 18
4
2 Indicador de energía
3 Indicadores luminosos de problemas
(vea la sección 7-6)
Ref. 253 015-A / Ref. 264 954-B / Ref. 805 326-A
4 Interruptor de potencia
Utilice este interruptor para encender y
apagar la unidad.
Page 23

. Hay una lista de piezas completa en www.MillerWelds.com
B. Controles del panel delantero en máquinas para automatización
2
V
ENERGÍA
PRESIÓN
20
3
BOQUILLA
TEMP
1
25
15 40
A
30
35
30 A
TIP
40 A
TIP
120 V
15 A
120 V
20 A
50 A
240 V
30 A
1 Control de la salida
Use el control para ajustar la salida para
corte.
2 Indicador de energía
4
5
3 Indicadores luminosos de problemas
(vea la sección 7-6)
4 Receptáculo para automatización
Ref. 253 015-A / Ref. 264 954-B / Ref. 805 326-A
5 Interruptor de potencia
Utilice este interruptor para encender y
apagar la unidad.
OM-264267 Página 19
Page 24

5-2. Velocidad de corte
Acero dulce
. Hay una lista de piezas completa en www.MillerWelds.com
Corriente del arco
30
40
Acero inoxidable
Corriente del arco
30
40
Espesor del material Velocidades de corte recomendadas
Pulgadas mm IPM mm/min.
Calibre 22 (0,03) 0,79 461 11704
Calibre 18 (0,05) 1,22 303 7701
Calibre 16 (0,06) 1,52 279 7092
Calibre 14 (0,08) 2,01 201 5100
Calibre 22 (0,03) 0,79 822 20889
Calibre 18 (0,05) 1,22 466 11847
Calibre 16 (0,06) 1,52 441 11196
Calibre 14 (0,08) 2,01 358 9103
1/8 pulg. (0,13) 3,18 218 5547
1/4 (0,25) 6,35 64 1626
3/8 (0,38) 9,53 36 914
1/2 (0,50) 12,70 22 559
5/8 (0,63) 15,88 13 330
Espesor del material Velocidades de corte recomendadas
Pulgadas mm IPM mm/min.
Calibre 16 (0,06) 1,52 174 4419
Calibre 12 (0,11) 2,67 86 2184
Calibre 12 (0,11) 2,67 154 3911
1/8 (0,13) 3,18 137 3480
1/4 (0,25) 6,35 52 1321
3/8 (0,38) 9,53 26 660
1/2 (0,50) 12,70 18 457
Aluminio
Corriente del arco
30
40
Calibre 16 (0,06) 1,52 329 8357
Calibre 12 (0,11) 2,67 198 5029
Espesor del material Velocidades de corte recomendadas
Pulgadas mm IPM mm/min.
3/32 (0,09) 2,36 281 7137
1/8 (0,13) 3,18 241 6121
1/4 (0,25) 6,35 78 1981
3/8 (0,38) 9,53 34 864
. La velocidad de corte recomendada es aproximadamente el 80 % del máximo.
. Para cortar aluminio y acero inoxidable de estos espesores, las velocidades de corte podrían ser reducidas hasta en un 20 %.
OM-264267 Página 20
Page 25

. Hay una lista de piezas completa en www.MillerWelds.com
5-3. Traba de seguridad del gatillo
1 Gatillo
Gatillo trabado
Gatillo destrabado
1
5-4. Prácticas recomendadas para el corte por plasma
Siempre conecte la pinza de masa a un
lugar limpio, sin pintura, en la pieza de
trabajo, lo más cerca posible al lugar del
corte.
NO inicie el arco piloto sin cortar o
ranurar pues esto acorta la vida útil de
la boquilla y el electrodo.
Ref. 253 554-A
! El arco piloto comienza
inmediatamente después de
presionar el gatillo.
90
Para lograr los mejores resultados de corte,
mantenga un ángulo de aproximadamente 90
respecto de la superficie de la pieza.
1/16
pulg.
(1,6 mm)
Cuando realice cortes extendidos (sin
protección), mantenga una distancia
vertical de aproximadamente 1/16 pulg.
entre el electrodo y la superficie.
Durante el corte, las chispas deben pasar
a través de la pieza y salir por debajo.
Peso
Cuando realice cortes por arrastre, NO
presione la protección; deslice la
protección a lo largo de la superficie para
obtener resultados de corte adecuados.
Si las chispas rebotan en la superficie,
significa que la velocidad de avance es
demasiado rápida o que el ajuste del
amperaje es muy bajo.
Tirar del soplete, en lugar de empujar,
facilita el corte. Utilice una guía o una
plantilla adecuada para realizar cortes
precisos.
Ref. 254 087-A
OM-264267 Página 21
Page 26

. Hay una lista de piezas completa en www.MillerWelds.com
5-5. Secuencia de la operación de corte
90
Conecte la pinza de masa a una parte de la
pieza que esté limpia y sin pintura, lo más
cerca posible al lugar del corte.
! El arco piloto comienza
inmediatamente después de
presionar el gatillo.
Levante la traba y pulse el gatillo.
Se inicia el arco piloto.
Para corte estándar (protegido), ponga la protección de
arrastre en el borde del metal. Para cortes extendidos (sin
protección), use una distancia vertical de 1/8 pulg. (3,2 mm)
(el arrastre de la punta reducirá la vida útil de la punta).
Después de que se inicie el arco de corte, comience
lentamente a mover el soplete a lo largo del metal.
Ajuste la velocidad del soplete para que
las chispas atraviesen el metal y
vayan hacia afuera por debajo del corte.
OM-264267 Página 22
Pause momentáneamente al fin del
corte antes de soltar el gatillo.
El posflujo continúa durante unos 20
segundos después de soltar el gatillo; para
restablecer el arco de corte de forma
instantánea durante el posflujo, levante la
traba del gatillo y pulse el gatillo.
Ref. 254 087-A
Page 27

. Hay una lista de piezas completa en www.MillerWelds.com
5-6. Secuencia de la operación de ranurado
Conecte la pinza de masa a una parte de la
pieza que esté limpia y sin pintura, lo más
cerca posible al lugar del corte.
45
Sostenga el soplete a un
ángulo de aproximadamente
45 de la pieza.
Dispare una vez el arco piloto antes de comenzar
! El arco piloto comienza inmediatamente
después de presionar el gatillo.
Levante la traba y pulse el gatillo. Se inicia
el arco piloto. Mueva la punta hacia adentro
aproximadamente 3/16 pulg. (4,8 mm.).
Comience a ranurar a lo largo de la
superficie de la pieza. Mantenga un ángulo
de aproximadamente 45 a la superficie.
a ranurar.
Suelte el gatillo. El posflujo continúa durante
unos 20 segundos después de soltar el
gatillo; para restablecer el arco de forma
instantánea durante el posflujo, levante la
traba del gatillo y pulse el gatillo.
Ref. 254 087-A
Notas
¡Trabaje como
un profesional!
Los profesionales
sueldan y cortan
de manera
segura. Lea las
reglas de
seguridad al
inicio de este
manual.
OM-264267 Página 23
Page 28

. Hay una lista de piezas completa en www.MillerWelds.com
5-7. Secuencia de la operación de perforado
! El arco piloto comienza
inmediatamente después de
presionar el gatillo.
45
Conecte la pinza de masa a una parte de la
pieza que esté limpia y sin pintura, lo más
cerca posible al lugar del corte.
90
Haga girar el soplete a posición
vertical a aproximadamente 90 de
la superficie. Comience a cortar
después que el arco haya
perforado la pieza.
Sostenga el soplete a un ángulo
de aproximadamente 45 de la
pieza. Levante la traba y pulse el
gatillo. Se inicia el arco piloto.
90
Mantenga la posición del soplete de
aproximadamente 90 de la
superficie y continúe cortando.
Suelte el gatillo. El posflujo continúa durante
unos 20 segundos después de soltar el
gatillo; para restablecer el arco de forma
instantánea durante el posflujo, levante la
traba del gatillo y pulse el gatillo.
Ref. 254 087-A
Notas
OM-264267 Página 24
¡Trabaje como
un profesional!
Los profesionales
sueldan y cortan
de manera
segura. Lea las
reglas de
seguridad al
inicio de este
manual.
Page 29

. Hay una lista de piezas completa en www.MillerWelds.com
SECCIÓN 6 − USO DE LA UNIDAD CON SOPLETE
6-1. Posición de montaje XT40M
MECANIZADO
1 Soplete en máquina XT40M
2 Escuadra
Use una escuadra para alinear el
soplete perpendicular a la
superficie de la pieza.
1
90
6-2. Receptáculo del control remoto
1
2
. El gatillo remoto solo
funcionará con un soplete de
máquina instalado. El gatillo
remoto se desactiva si se
instala un soplete manual.
1 Receptáculo del control
remoto
Este receptáculo ofrece entradas
para iniciar el arco de manera
remota si se utiliza el soplete para
máquina XT40M. Conecte el cable
del control remoto suministrado en
el receptáculo del panel delantero.
Consulte la sección 6-3 para las
funciones de entrada y salida del
cable de control remoto.
Ref. 264 954-B
6-3. Funciones del cable de control remoto
Función
Arranque remoto
Habilitación para el
movimiento (Ok to
move)
Detección de voltaje Marrón/marrón−blanco El conector trenzado marrón/marrón−blanco genera una señal de salida con una relación 50:1
Juego de conectores
trenzados
Azul/azul−blanco El conector trenzado azul/blanco−azul se conecta a un juego de contactos remotos
Naranja/naranja−blanco El conector trenzado naranja/naranja−blanco se conecta a un dispositivo de
(suministrado por el cliente) que envía una señal de entrada desde el gatillo remoto para
la función de inicio remoto. La operación del gatillo remoto queda habilitada para el
soplete de mano si la unidad se enciende con el gatillo manual cerrado.
accionamiento suministrado por el cliente. Los contactos normalmente abiertos se cierran
después del inicio del arco y proporcionan la señal de salida que habilita el comienzo del
movimiento del soplete. Valores nominales de los contactos del relé: 3 A / 28 VCC o 3 A /
120 VCA.
del voltaje del arco que se emplea para el ajuste automático de la altura del soplete. El rango
de la salida de voltaje con la escala 50:1 equivale a un voltaje de 0 a 8 VCC. La corriente
máxima es de 1 mA. Polaridad de los cables: marrón= positivo; marrón/blanco= negativo.
Información sobre el cable
OM-264267 Página 25
Page 30

. Hay una lista de piezas completa en www.MillerWelds.com
6-4. Conexión del cable del control remoto
2
! Apague la fuente de
alimentación.
1 Enchufe del cable del control
remoto
2 Receptáculo del control
remoto
Conecte el enchufe al receptáculo
del panel delantero de la máquina.
1
Cable del control remoto
Azul
Azul/blanco
Naranja
Naranja/blanco
Marrón
Marrón/blanco
Arranque remoto*
Habilitación para el movimiento (Ok to move)
Contactos del reléé: 3 A / 28 VCC o
3 A / 120 VCA
Detección de voltaje (escala 50:1)
Rango de voltaje de salida a 50:1
0 −8 VCC, corriente máx. 1 mA
Marrón − positivo, marrón/blanco − negativo
*El gatillo remoto queda habilitado con
el soplete de mano si la unidad se
enciende con el gatillo manual cerrado.
OM-264267 Página 26
Ref. 264 954-B / 804 041-A
Page 31

. Hay una lista de piezas completa en www.MillerWelds.com
SECCIÓN 7 − MANTENIMIENTO Y RESOLUCIÓN DE
7-1. Mantenimiento de rutina
PROBLEMAS
Después
de cada
uso
Cada
semana
Cada
3
meses
! Desconecte la
alimentación
antes de realizar
el mantenimiento.
n = Verificar Z = Cambiar ~ = Limpiar l = Reemplazar
* Lo debe llevar a cabo un agente de servicio autorizado por la fábrica
n Presión de gas/aire n Punta del soplete, electrodo
y boquilla de protección
n Sistema de apagado de la
boquilla de protección
l Etiquetas dañadas o ilegibles ~ Regulador y filtro de aire l Piezas agrietadas n l Manguera de gas y
. Lleve a cabo el
mantenimiento con
mayor frecuencia durante
condiciones severas.
aire
Referencia
Sección
3-2, 7-5
Sección 7-4
Sección 7-3,
9
n l Cuerpo del soplete, cable
Cada
6
meses
~ Dentro de la unidad
O
7-2. Remoción de la cubierta envolvente
Herramientas necesarias:
Destornillador Torx 25
! Antes de trabajar en la unidad,
apáguela y desconecte el
enchufe de potencia de
alimentación del receptáculo.
2
1
Verifique que todos los LED de
diagnóstico hayan dejado de
parpadear antes de
desmontar la cubierta
envolvente de la unidad.
1 Cubierta envolvente
2 Tornillos Torx (rosca fina)
Quite los tornillos Torx y deslice la
cubierta para retirarla.
Ref. 805 326-A
OM-264267 Página 27
Page 32

. Hay una lista de piezas completa en www.MillerWelds.com
7-3. Revisión o reemplazo de elemento filtrante
Herramientas necesarias:
Destornillador Torx 25
1
2
3
Ref. 805 327-A / Ref. 264 954-B
! Apague la alimentación y
desconecte el enchufe de potencia
de alimentación del receptáculo.
Verifique que todos los LED de
diagnóstico hayan dejado de
parpadear antes de desmontar la
cubierta envolvente de la unidad.
Retire la cubierta envolvente de la unidad
(vea la sección 7-2).
1 Base del filtro
2 Filtro
3 Copa del filtro
Desenrosque la copa del filtro de la base.
Desmonte la copa.
Desenrosque el elemento filtrante de la
base.
Verifique que el elemento filtrante no
contenga suciedad o humedad,
reemplácelo si es necesario.
Verifique que todas las piezas estén
limpias y secas.
Reinstale el elemento filtrante y asegure la
copa del filtro.
Vuelva a instalar la cubierta.
7-4. Verificación del sistema de apagado de la boquilla de protección
. Se debe restablecer la energía
cuando el sistema de apagado
de la boquilla de protección se
haya activado. Siempre
apague la energía cuando
cambie o verifique los
consumibles. NO ajuste
excesivamente la boquilla de
protección del soplete.
Apriete suavemente con los
dedos la boquilla de
1
protección en el soplete.
1 Boquilla de protección del
soplete
Encienda la alimentación y afloje la
boquilla de protección. Si el
sistema de apagado funciona bien,
la luz de la boquilla de protección se
enciende. Si no enciende, apague
inmediatamente la alimentación y
haga que un agente de servicio
autorizado por la fábrica revise la
unidad.
Si el sistema funciona bien, vuelva
a ajustar la boquilla de protección y
restablezca la alimentación.
OM-264267 Página 28
Ref. 253 554-A
Page 33

. Hay una lista de piezas completa en www.MillerWelds.com
7-5. Revisión o reemplazo de la boquilla de retención, punta y electrodo
Asegúrese de que esta
área esté limpia, sin
residuos.
6
5
4
3
2
Nueva
Desgastada
! Apague la fuente de alimentación
antes de revisar las piezas del
soplete.
! Apretar demasiado dañará las
roscas. No apriete demasiado la
boquilla de retención. Al enroscar las
piezas, no cruce las roscas, pues se
dañarán. Arme cuidadosamente el
soplete y las piezas de reemplazo.
! Inspeccione la boquilla de
protección, la punta y el electrodo en
busca de signos de desgaste antes
de cortar y siempre que se haya
reducido notablemente la velocidad
de corte. No utilice el soplete sin la
punta o el electrodo en su lugar.
Siempre use piezas de repuesto
genuinas.
1
. Es una buena costumbre reemplazar
ambos, la punta y el electrodo, al mismo
tiempo.
1 Boquilla de protección
Desmonte la boquilla de protección.
Revísela para verificar la ausencia de
grietas y reemplácela si necesario.
2 Punta
3 Abertura
Desmonte la punta. Revísela y reemplácela
si la abertura está deformada o un 50 % más
grande. Si el interior de la punta no está
limpio y brillante, límpiela con lana de acero.
Asegúrese de eliminar los trozos de lana de
acero que pudiesen haber quedado.
4 Electrodo
Revise el electrodo. Si el centro tiene una
hendidura mayor de 1/16 pulg. (2 mm) de
Nueva
Desgastada
Ref. 253554-A
profundidad, desmonte el electrodo y
reemplácelo.
1/32 pulg. (1 mm) a 1/16 pulg. (2 mm) de
profundidad máxima de la hendidura, según
la calidad aceptable del corte
5 Difusor
Desmonte el difusor. Revíselo y
reemplácelo si los huecos laterales están
obstruidos.
. Asegúrese de que el difusor esté limpio
y que los agujeros no estén obstruidos.
6 Junta tórica
Revise la junta tórica; reemplácela si
presenta grietas o puntos de desgaste.
Vuelva a armar cuidadosamente las piezas
en orden inverso.
OM-264267 Página 29
Page 34

. Hay una lista de piezas completa en www.MillerWelds.com
7-6. Indicadores luminosos de estado o avería
. Si existen dificultades para establecer el arco piloto podría ser necesario limpiar o reemplazar los consumibles.
ENERGÍA
V
PRESIÓN
BOQUILLA
TEMP
Indicador
Condición Estado o causa posible
luminoso
Power (Alimentación) Encendido La potencia de alimentación está en buenas condiciones.
Pressure/Cup/Temp
(Presión/Boq.
Prot./Temp)
Power (Alimentación)
Power (Alimentación)
Pressure (Presión)
Pressure (Presión)
Pressure (Presión)
Cup (Boquilla de
protección)
Cup (Boquilla de
protección)
Cup (Boquilla de
protección)
Cup (Boquilla de
protección)
Temperature
(Temperatura)
Temperature
(Temperatura)
Temperature
(Temperatura)
Para la resolución de problemas del sistema, consulte la sección 7-7 y la sección 7-8.
Apagado Si el indicador Power está encendido y estas luces están
El parpadeo se detiene después de transcurridos 15
segundos o hasta que se pulse el gatillo del soplete, lo
que ocurra primero.
Ciclo de parpadeo repetitivo compuesto por 2 encendidos
rápidos y luego una pausa de 1 segundo.
Encendido No hay presión de entrada o su valor es bajo [inferior a 40
El parpadeo se detiene después de transcurridos 15
segundos o hasta que se pulse el gatillo del soplete, lo
que ocurra primero.
Ciclo de parpadeo repetitivo compuesto por 2 encendidos
rápidos y luego una pausa de 1 segundo durante 15
segundos.
Encendido La boquilla de protección del soplete está floja o no está
El parpadeo se detiene después de transcurridos 15
segundos o hasta que se pulse el gatillo del soplete, lo
que ocurra primero.
Ciclo de parpadeo repetitivo compuesto por 2 encendidos
rápidos y luego una pausa de 1 segundo, que se detiene
después de transcurridos 15 segundos o hasta que se
pulse el gatillo del soplete, lo que ocurra primero.
Ciclo de parpadeo repetitivo compuesto por 3 encendidos
rápidos y luego una pausa de 1 segundo, que se detiene
después de transcurridos 15 segundos o hasta que se
pulse el gatillo del soplete, lo que ocurra primero.
Encendido La fuente de alimentación se sobrecalentó (vea la sección
Encendido indefinidamente Los sensores de temperatura de la fuente de alimentación
El parpadeo es continuo (indefinidamente). Las lecturas del sensor de temperatura de la fuente de
apagadas, el sistema funciona normalmente.
La potencia de alimentación cayó por debajo de los 156
VCA (entrada de 240 VCA) o 88 VCA (entrada de 120
VCA), pero regresó a la normalidad.
La potencia de alimentación está debajo de los 156 VCA
(entrada de 240 VCA) o 88 VCA (entrada de 120 VCA).
psi (276 kPa)].
La presión regulada en la unidad es baja. Revise el
soplete para comprobar la ausencia de fugas. Verifique
que la presión de entrada de la unidad sea de entre 90 y
120 psi (621 a 827 kPa).
La presión regulada en la unidad es alta. Verifique que la
presión de entrada de la unidad sea de entre 90 y 120 psi
(621 a 827 kPa), en caso contrario significa que el
transductor de presión está averiado.
instalada. Después de ajustar la boquilla de protección,
apague y encienda la unidad.
El arco no se ha establecido. Revise los consumibles o el
soplete.
El arco piloto no se ha establecido, posiblemente debido a
una falta de corriente. Revise los consumibles.
Los consumibles del soplete no se pudieron separar
durante el inicio del arco piloto, posiblemente porque
están atorados. Revise los consumibles.
3-6). Detenga el corte y deje que la unidad se enfríe.
pueden haber fallado o la temperatura ambiente es menor
de -22F (-30C).
alimentación son incorrectas, pero luego vuelven a la
normalidad. Se debe apagar y encender nuevamente la
alimentación de la unidad.
OM-264267 Página 30
Page 35

. Hay una lista de piezas completa en www.MillerWelds.com
7-7. Búsqueda y solución de problemas de la fuente de alimentación
Problema Solución
No hay arco piloto; dificultad en establecer
un arco.
No hay salida de corte; el indicador POWER
está apagado, las luces de estado están
apagadas, el motor del ventilador FM no
funciona.
El arco piloto funciona; no hay salida de corte;
el indicador de la alimentación está encendido;
las luces de estado están apagadas; el motor
del ventilador funciona.
No hay flujo de gas o aire; el indicador de la
alimentación está encendido; las luces de
estado están apagadas; el motor del
ventilador funciona.
La luz de estado de presión está encendida. Verifique que haya suficiente presión de suministro de gas/aire (vea la sección 4-2).
La luz de estado CUP (boquilla de
protección) está encendida.
La luz de estado de temperatura estáá
encendida.
Las luces de estado no funcionan. Solicite que un agente de servicio autorizado por la fábrica revise la unidad.
El indicador de la alimentación parpadea, las
luces de estado están apagadas.
La luz de estado de presión parpadea. La unidad pierde presión (momentáneamente) mientras corta. Revise la tubería de aire para verificar la
La luz de estado CUP (boquilla de
protección) parpadea.
Reducida vida útil de la punta.
Limpie o reemplace los consumibles desgastados según sea necesario (vea el manual del soplete).
Verifique si el soplete o su cable están dañados (vea el manual del soplete).
Cambie el interruptor de potencia a la posición encendido (ON).
Cambie el seccionador de línea a la posición de encendido (ON) (vea la sección 4-10).
Revise los fusibles de la línea y reemplácelos si es necesario o rearme los disyuntores (vea la sección 4-10).
Verifique que la pinza de masa esté conectada.
Limpie o reemplace los consumibles desgastados según sea necesario (vea el manual del soplete).
Haga que un agente de servicio autorizado por la fábrica chequee que las conexiones del soplete estén
bien. Verifique la operación de la válvula de gas AS1 y compruebe la ausencia de fugas del sistema de
gas o aire. Revise el elemento filtrante (vea la sección 7-3).
Revise el filtro de aire para verificar que no esté sucio, si es necesario reemplácelo (vea las instrucciones
del fabricante).
Compruebe la ausencia de fugas de las tuberías de aire.
Solicite que un agente de servicio autorizado por la fábrica revise el presostato y la placa de control.
Revise la boquilla de protección del soplete (vea la sección 7-4). Rearme el interruptor de potencia.
Solicite que un agente de servicio autorizado por la fábrica revise el soplete.
La unidad se está sobrecalentando. Deje que el ventilador funcione; los indicadores de problema se
apagarán cuando la unidad se haya enfriado.
Solicite que un agente de servicio autorizado por la fábrica revise la placa de control.
Rearme el interruptor de potencia. Haga que un técnico capacitado revise la línea de alimentación.
ausencia de fugas.
La unidad pierde la salida cuando intenta cortar o encender el arco piloto. Revise el desgaste de los
consumibles y del soplete.
Revise y elimine las escorias, partículas o basura del casquillo de protección para corte por arrastre.
Revise la presión del aire de entrada.
7-8. Búsqueda y solución de problemas del soplete
Problema Solución
El arco se enciende y se apaga mientras corta. La velocidad de avance del soplete es demasiado lenta; aumente la velocidad de avance (vea las
El arco se apaga durante el corte. Asegúrese de que la pinza de masa esté sujetada a la pieza. Asegúrese de que la punta esté en o cerca
Salen chispas de la parte superior del corte
o el corte no está limpio.
Las luces indicadoras de falla están
encendidas; la unidad no tiene salida de corte.
secciones 5-4 y 5-5). Limpie o reemplace los consumibles del soplete según sea necesario (vea la
sección 7-5). Asegúrese de que la pinza de masa esté sujetada a la pieza.
de [1/16 pulg. (1,6 mm) a 1/8 pulg. (3,2 mm)] pieza (vea la sección 5-4). Limpie o reemplace los
consumibles del soplete según sea necesario (vea la sección 7-5).
La velocidad de avance del soplete es demasiado rápida; reduzca la velocidad de avance (vea las
secciones 5-4 y 5-5). Limpie o reemplace los consumibles del soplete según sea necesario (vea la
sección 7-5). Asegúrese de que la pinza de masa esté sujetada a la pieza. La unidad no puede cortar
metales de mayor espesor que la calificación nominal (vea la sección 5-2).
Revise los consumibles del soplete. Compruebe que haya flujo de gas/aire en el soplete. Revise la
conexión de suministro de gas y la presión en la unidad y en el soplete. Restablezca el interruptor de
potencia de la unidad. Solicite que un agente de servicio autorizado por la fábrica revise el soplete y las
conexiones internas de la unidad.
OM-264267 Página 31
Page 36

SECCIÓN 8 − DIAGRAMAS ELÉCTRICOS
OM-264267 Página 32
Figura 8-1. Circuit Diagram For Spectrum 625 X-TREME
Page 37

264 143-B
OM-264267 Página 33
Page 38

OM-264267 Página 34
Figura 8-2. Circuit Diagram For Spectrum 625 X-TREME CNC
Page 39

265 480-B
OM-264267 Página 35
Page 40

SECCIÓN 9 − LISTA DE PIEZAS
9-1. Piezas de repuesto recomendadas
Item
No.
2
1
Dia.
Mkgs.
Part
No.
Description
Piezas de repuesto recomendadas
269485 Cord Set, 250V 6-30P 10ga 3/C 12 ft St Jkt Locking 1................ .. .....................
254330 Adapter, 5-15PXL630R 1................ .. ..............................................
254328 Adapter, 6-50PXL630R 1................ .. ..............................................
238486 Element, Filter Air 1................ .. ...................................................
260633 XT40, 12 ft Hand Held Torch (Replacement) w/Quick Disconnect 1................ .. ..........
260635 XT40, 20 ft Hand Held Torch (Replacement) w/Quick Disconnect 1................ .. ..........
263799 Cable, Work 12 ft 12 ga w/200A Clamp & Plug 1................ .. ..........................
254655 Label, XT40 Consumables 1................ .. ...........................................
254331 Adapter, 5-20PXL630R 1................ .. ..............................................
5
6
4
7
9
10
11
12
Quantity
3
8
. For extended tip use, set Amperage control to 40.
. For 30A machine cutting, use 249930 or 249933.
Ref. 254 655-B
Figura 10-1. Piezas consumibles para XT40
Item
No.
Dia.
Mkgs.
Part
No.
Description
Quantity
Figura 10-1. Piezas consumibles para XT40
1 251960 40A Drag Shield... .......... .. .....................................................
2 249930 30A Drag Shield... .......... .. .....................................................
3 249936 40A Gouge Shield... .......... .. ...................................................
4 249333 30/40A Deflector... .......... .. .....................................................
5 249932 30/40A Retaining Cup... .......... .. ................................................
6 249928 40A Tip... .......... .. .............................................................
7 249927 30A Tip... .......... .. .............................................................
8 249934 40A Gouge Tip... .......... .. ......................................................
9 249931 30/40A Swirl Ring... .......... .. ....................................................
10 249926 30/40A Electrode... .......... .. ....................................................
11 249969 30/40A O-Ring... .......... .. ......................................................
12 249937 40A Machine Shield... .......... .. ..................................................
Para mantener el rendimiento original de fábrica de su equipo, utilice solo las piezas de repuesto sugeridas
por el fabricante. Cuando solicite piezas a su distribuidor local incluya el modelo de su equipo.
. Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
OM-264267 Página 36
Page 41

1
5
2
6
3
4
1
See Figura 10-1 for
additional consumable parts.
Figura 10-2. Antorcha, XT40 Quick Disconnect
Item
No.
Dia.
Mkgs.
Part
No.
Description
Quantity
Figura 10-2. Antorcha, XT40 Quick Disconnect
1 259870 Torch Handle Kit 1... .......... .. ....................................................
2 249971 Torch Trigger 1... .......... .. .......................................................
3 260637 Leads, XT40 12ft Hand Held Torch w/Disconnect 1... .......... .. ........................
3 260638 Leads, XT40 20ft Hand Held Torch w/Disconnect 1... .......... .. ........................
4 252938 Torch Body Kit 1... .......... .. ......................................................
5 249972 Torch Trigger Assembly w/Spring 1... .......... .. .....................................
6 249973 Cup Detect Switch w/Screws 30-60Amp 1... .......... .. ...............................
252951 Grease, Silicone 1................ .. ....................................................
260633 XT40, 12ft Hand Held Torch w/Disconnect Replacement 1................ .. .................
260635 XT40, 20ft Hand Held Torch w/Disconnect Replacement 1................ .. .................
. Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
Para mantener el rendimiento original de fábrica de su equipo, utilice solo las piezas de repuesto sugeridas
por el fabricante. Cuando solicite piezas a su distribuidor local incluya el modelo de su equipo.
OM-264267 Página 37
Page 42

6
8
7
4
1
2
5
9
3
Ref. 264 954-B
Figura 10-3. Antorcha, XT40M
Item
No.
Dia.
Mkgs.
Part
No.
Description
Quantity
Figura 10-3. Antorcha, XT40M
1 259363 Mounting Screw 3... .......... .. ....................................................
2 259361 Mounting Sleeve 1... .......... .. ....................................................
3 259333 Kit, Torch Body W/Switch (Includes) 1... .......... .. ...................................
4 259332 Kit, Torch Body Xt30−40amp Machine No Cup Switch 1... .......... .... .................
5 259334 Cup Detect Switch w/Screws 1... .......... .... .......................................
6 263389 Positioning Sleeve Short Body 1... .......... .. ........................................
7 259357 Positioning Sleeve Long Body 1... .......... .. ........................................
8 259359 Strain Relief 1... .......... .. ........................................................
9 259330 Torch Replacement Leads 25 ft 1... .......... .. .......................................
257462 XT40M, 25Ft Short Body Machine Torch w/Disconnect (Repl) 1................ .. .............
259305 XT40M, 25Ft Long Body Machine Torch w/Disconnect (Repl) 1................ .. .............
. Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
Para mantener el rendimiento original de fábrica de su equipo, utilice solo las piezas de repuesto sugeridas
por el fabricante. Cuando solicite piezas a su distribuidor local incluya el modelo de su equipo.
OM-264267 Página 38
Page 43

5
1
2
See Figura 10-1 for
additional consumable parts.
8
6
4
3
7
9
Ref. 264 954-A
Figura 10-4. Piezas consumibles para XT40M
Item
No.
Dia.
Mkgs.
Part
No.
Description
Quantity
Figura 10-4. Piezas consumibles para XT40M
1 249930 30 Amp Drag Shield 1... .......... .. .................................................
2 249937 40 Amp Machine Shield 1... .......... .. ..............................................
3 263310 XT-Mach Torch, Shield Sense Terminal w/Instruction 1... .......... .. .....................
4 249932 30/40 Amp Retaining Cup 1... .......... .. ............................................
5 249927 30 Amp Tip 1... .......... .. ........................................................
6 249928 40 Amp Tip 1... .......... .. ........................................................
7 249931 30/40 Amp Swirl Ring 1... .......... .. ...............................................
8 249926 30/40 Amp Electrode 1... .......... .. ................................................
9 249969 O-Ring 1... .......... .. ............................................................
. Una lista completa de piezas se encuentra electrónicamente en línea en www.MillerWelds.com
Para mantener el rendimiento original de fábrica de su equipo, utilice solo las piezas de repuesto sugeridas
por el fabricante. Cuando solicite piezas a su distribuidor local incluya el modelo de su equipo.
OM-264267 Página 39
Page 44

Notas
Page 45

Notas
Page 46

Notas
Page 47

¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
(Equipo equipo con el número de serie que comienza con las letras “MJ” o más nuevo)
Efectivo 1 enero, 2018
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de abajo,
la compañía MILLER Mfg. LLC, Appleton, Wisconsin, garantiza al
primer comprador al por menor que el equipo de MILLER nuevo
vendido, después de la fecha efectiva de esta garantía está libre de
defectos en material y mano de obra al momento que fue embarcado
desde MILLER. ESTA GARANTÍA EXPRESAMENTE TOMA EL
LUGAR DE CUALQUIERA OTRA GARANTÍA EXPRESADA O
IMPLICADA, INCLUYENDO GARANTÍAS DE MERCANTABILIDAD,
Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o fallo aparezca, en ese momento MILLER dará
instrucciones sobre el procedimiento para hacer el reclamo de
garantía que se debe seguir. Si la notificación se envía como una
reclamación por garantía en línea, dicha reclamación debe incluir una
descripción detallada de la fallo y los pasos seguidos para identificar
los componentes defectuosos y la causa de su fallo.
MILLER aceptará los reclamos de garantía en equipo garantizado que
aparece abajo en el evento que tal fallo esté dentro del periodo de
garantía. El período de garantía comienza la fecha que el equipo ha
sido entregado al comprador al por menor, o no exceder doce meses
después de mandar el equipo a un distribuidor en América del Norte o
dieciocho meses después de mandar el equipo a un distribuidor
internacional.
1. 5 años para piezas — 3 años para mano de obra
* Los rectificadores de potencia principales originales solo
incluyen los SCR, diodos y los módulos rectificadores
discretos
2. 3 años — Piezas y mano de obra
* Lentes para caretas fotosensibles (excepto serie Classic) (no
cubre mano de obra)
* Grupos soldadora/generador impulsado por motor de
combustión interna
(NOTA: los motores son garantizados separadamente por
el fabricante del motor.)
* Máquinas de soldar con inversor
* Máquinas para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y semiautomáticos
* Máquinas de soldar con transformador/rectificador
3. 2 años — Piezas y mano de obra
* Lentes para caretas fotosensibles − Solo serie Classic (no
cubre mano de obra)
* Máscaras para soldar de oscurecimiento automático (no
cubre mano de obra
* Extractores de humo − Capture 5 Filtair 400 y extractores de
las series industriales
4. 1 año — Piezas y mano de obra excepto que se especifique
* Sistemas de soldadura AugmentedArc y LiveArc
* Dispositivos automáticos de movimiento
* Pistolas soldadoras MIG Bernard BTB de enfriamiento por
aire (sin mano de obra)
* Unidades sopladoras CoolBelt y CoolBand (no cubre mano
de obra)
* Sistema de secado de aire
* Equipos externos de monitorización y sensores
* Opciones de campo
(NOTA: las opciones de campo [para montaje in situ]
están cubiertas por el tiempo restante de la garantía del
producto en el que están instaladas o por un mínimo
de un año — el que sea mayor.)
* Pedales de control RFCS (excepto RFCS-RJ45)
* Extractores de humo − Filtair 130 y series MWX y SWX
* Unidades de alta frecuencia
* Antorchas para corte por plasma ICE/XT (no cubre mano de
obra)
* Máquinas para calentamiento por inducción, refrigeradores
(NOTA: los registradores digitales están garantizados
separadamente por el fabricante.)
* Bancos de carga
* Antorchas motorizadas (excepto las portacarrete Spoolmate)
* Unidad sopladora PAPR (no cubre mano de obra)
* Posicionadores y controladores
* Racks
* Tren rodante/remolques
* Soldaduras por puntos
)
* Conjuntos alimentadores de alambre para sistemas Subarc
* Antorchas Tregaskiss (no cubre mano de obra)
* Antorchas TIG (no cubre mano de obra)
* Sistemas de enfriamiento por agua
* Controles remotos inalámbricos de mano/pie y receptores
* Estaciones de trabajo/Mesas de soldadura (no cubre mano
de obra)
5. Garantía de 6 meses para piezas
* Baterías
6. Garantía de 90 días para piezas
* Juegos de accesorios
* Cubiertas de lona
* Bobinas y mantas para calentamiento por inducción,
cables y controles no electrónicos
* Antorchas M
* Pistolas soldadoras MIG, sopletes de arco sumergido
(SAW) y cabezales externos para soldadura por
recubrimiento
* Controles remotos y control de pie RFCS−RJ45
* Piezas de repuesto (no cubre mano de obra)
* Antorchas portacarrete Spoolmate
La garantía limitada True Blue de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están cubiertos
por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no sea
MILLER o equipo que ha sido instalado inapropiadamente, mal
usado u operado inapropiadamente basado en los estándares
de la industria, o equipo que no ha tenido mantenimiento
razonable y necesario, o equipo que ha sido usado para una
operación fuera de las especificaciones del equipo.
LOS PRODUCTOS MILLER ESTÁN DISEÑADOS PARA USUARIOS
INDUSTRIALES Y COMERCIALES CAPACITADOS CON
EXPERIENCIA EN EL USO Y EL MANTENIMIENTO DE EQUIPOS DE
SOLDADURA.
Las medidas correctivas exclusivas para los reclamos de garantía son,
a elección de Miller, alguna de las siguientes: (1) reparación; o (2)
reemplazo; o bien con aprobación por escrito de Miller, (3) el costo
preaprobado de reparación o reemplazo en una estación de servicio
autorizada de Miller; o (4) el pago del precio de compra o el crédito
correspondiente (menos una desvalorización razonable por uso). No
se pueden devolver productos sin la aprobación por escrito de Miller.
El envío de devolución corre por cuenta y riesgo del cliente.
Las medidas correctivas anteriores son libres a bordo de Appleton, WI
o el establecimiento de servicio autorizado de Miller. El transporte y el
flete son responsabilidad del cliente. EN EL GRADO EN QUE LA LEY
LO PERMITA, LAS MEDIDAS CORRECTIVAS PROPORCIONADAS
AQUÍ SON LAS MEDIDAS ÚNICAS Y EXCLUSIVAS,
INDEPENDIENTEMENTE DE LA TEORÍA JURÍDICA. EN NINGÚN
CASO, MILLER SERÁ RESPONSABLE DE NINGÚN DAÑO
DIRECTO, INDIRECTO, ESPECIAL, INCIDENTAL O DERIVADO
(INCLUIDA LA PÉRDIDA DE BENEFICIOS),
INDEPENDIENTEMENTE DE LA TEORÍA JURÍDICA. MILLER
EXCLUYE Y RENUNCIA A TODA GARANTÍA QUE NO SE INCLUYA
AQUÍ Y A TODA GARANTÍA IMPLÍCITA, AVAL O
REPRESENTACIÓN, INCLUIDA TODA GARANTÍA IMPLÍCITA DE
COMERCIABILIDAD O ADECUACIÓN PARA UN FIN
DETERMINADO.
Algunos estados en Estados Unidos, no permiten imitaciones en cuan
largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que la
limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros derechos
pueden estar disponibles y estos pueden variar de provincia a
provincia.
El original de esta garantía fue redactado en términos legales
ingleses. Ante cualesquiera quejas o desacuerdos, prevalecerá el
significado de las palabras en inglés.
miller_warr_spa 2018−01
Page 48

Registro del Propietario
Por favor complete y conserve con sus archivos.
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo fue entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Para el servicio
Póngase en contacto con un Distribuidor o una Agencia del Servicio
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor para: Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Piezas de Repuesto
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes)
Diagramas de Circuito
Libros de Procesos de Soldar
Para localizar al Distribuidor más cercano llame a
1-800-4-A-MILLER (EE.UU. y Canada solamente)
o visite nuestro sitio web en internet
www.MillerWelds.com
Miller Electric Mfg. LLC
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Comuníquese con su transportista para:
Poner una queja por pérdida o daño
durante el embarque.
Para recibir ayuda sobre como rellenar o realizar una
reclamación, contacte con su distribuidor y/o el
departamento de transporte del fabricante del equipo.
TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. 2018 Miller Electric Mfg. LLC 2018−01
 Loading...
Loading...