

Page 1

OM-251958F/ger 2018−02
Verfahren
Flux Cored (FCAW) Welding
Fülldraht−Schweißen (FCAW)
Beschreibung
Stromquellenart
Drahtvorschubgerät
R
MigMatic 300/380 und DX
CE
www.MillerWelds.com
BETRIEBSANLEITUNG
File: MIG (GMAW)
Page 2

Von Miller für Sie
Wir danken und gratulieren zur Wahl von Miller. Jetzt sind Sie in der
Lage, Ihre Arbeit zu erledigen, und zwar richtig. Wir wissen, daß Sie
keine Zeit dazu haben, es anders zu machen.
Aus dem gleichen Grund sorgte Niels Miller dafür, daß seine Produkte
wertbeständig und von überragender Qualität waren, als er 1929 mit der
Herstellung von Lichtbogen−Schweißgeräten begann. Ebenso wie Sie
konnten sich seine Kunden nichts Geringeres leisten. Die Miller Produkte
mußten nicht nur so gut wie möglich sein, sie mußten die Besten auf dem
Markt sein.
Heute wird diese Tradition von den Leuten fortgesetzt, die Miller
Produkte herstellen und verkaufen. Sie sind ganz genauso darauf
verpflichtet, Produkte und Dienstleistungen mit den hohen, 1929
aufgestellten Qualitäts− und Wertmaßstäben zu liefern.
Diese Betriebsanleitung soll Ihnen dabei helfen, den größtmöglichen
Nutzen aus den Miller Produkten zu ziehen. Nehmen Sie sich bitte auch
Zeit zum Lesen der Sicherheitsmaßnahmen. Sie dienen Ihrem Schutz am
Arbeitsplatz. Wir haben die Aufstellung und Bedienung leicht und einfach
gemacht. Mit Miller können Sie sich bei sachgemäßer Wartung auf Jahre
zuverlässigen Einsatzes verlassen. Und für den Fall, daß Ihr Gerät aus
irgendeinem Grund repariert werden muß, finden Sie im Abschnitt
Fehlersuche Hilfe bei der Bestimmung des Problems. Mit Hilfe der
Stückliste können Sie dann das Teil genau bestimmen, das zur
Beseitigung des Problems benötigt wird. Außerdem finden Sie Garantie−
und Wartungsangaben für Ihr spezielles Modell.
Jede Miller Stromquelle
arbeitet so hart wie Sie und
besitzt die müheloseste
Garantie in der Branche.
Miller Electric stellt eine komplette
Reihe von Schweißgeräten und
Schweißausrüstungen her. Fragen Sie bei Ihrer Miller Vertretung nach dem
neuesten Katalog mit dem kompletten Angebot oder nach den getrennten
Katalogblättern der weiteren Miller Qualitätsprodukte.
Page 3

Inhaltsverzeichnis
ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR GEBRAUCH LESEN 1......................
1-1. Symbole 1............................................................................
1-2. Gefahren beim Lichtbogenschweißen 1...................................................
1-3. Zusätzliche Gefahren bei Installation, Betrieb und Wartung 3..................................
1-4. Warnhinweise nach California Proposition 65 5.............................................
1-5. Prinzipielle Sicherheitsnormen 5.........................................................
1-6. EMF-Information 5.....................................................................
ABSCHNITT 2 − DEFINITIOEN 6...............................................................
2-1. Zusätzliche Sicherheitssymbole und Definitionen 6..........................................
2-2. Verschiedene Symbole und Definitionen 8.................................................
ABSCHNITT 3 − TECHNISCHE DATEN 9.......................................................
3-1. Wo befindet sich das Typenschild mit der Seriennummer und den Leistungsangaben? 9...........
3-2. Technische Daten 9....................................................................
3-3. Einschaltdauer und Überhitzung 9........................................................
3-4. Strom−/Spannungsdiagramm 10..........................................................
3-5. Umweltvorschriften 11...................................................................
ABSCHNITT 4 − INSTALLATION 12.............................................................
4-1. Gasanschluss 12.......................................................................
4-2. Drahtspule installieren und Drahtbremse einstellen 13........................................
4-3. Positionierung Klemmbrücken (230/400V 3-Phasen-Modelle) 14................................
4-4. Serviceführer „Elektrik“ 15...............................................................
4-5. Anschließen an dreiphasige Stromversorgung 16............................................
4-6. Vorschubrollen und Drahteinlaufdüse wechseln (MigMatic 380 Modelle) 18.......................
4-7. Vorschubrollen und Drahteinlaufdüse wechseln (MigMatic 300 Modelle) (Fortsetzung) 19...........
4-8. Ausrichtung der Vorschubrollen und der Drahtführung 20......................................
4-9. Einfädeln des Schweißdrahtes und Einstellen des Anpressdrucks der Andruckrolle 21.............
ABSCHNITT 5 − BETRIEB 22...................................................................
5-1. Regler für den MigMatic 300 22...........................................................
5-2. Regler für die MigMatic 380 23............................................................
5-3. Auswahlparameter (Modelle MigMatic 300 und 380) 24.......................................
5-4. Einstellungen Sequenzregelung (Modelle MigMatic 300 und 380) 25............................
5-5. Auswahl von Bedienmodus und Punktschweißzeit (Modelle MigMatic 300 und 380) 26.............
5-6. Einstellungen Schweißdrahteinfädeln (Modelle MigMatic 300 und 380) 27........................
5-7. Das Gerät auf die werksseitige Voreinstellung zurücksetzen (Modelle MigMatic 300 und 380) 28.....
5-8. Regler für MigMatic 300 DX 29............................................................
5-9. Regler für MigMatic 380 DX 30............................................................
5-10. Freibrennen und Run−In−Steuerelemente (nur DX−Modelle) 31................................
5-11. Einstellung der Spannungskorrektur für den Anschluss der Schweißstromquelle (nur DX−Modelle) 32....
5-12. Setup-Menü der Schweißstromquelle (nur DX-Modelle) 33....................................
5-13. Auswahl des Bedienmodus für den Schweißbrennerschalter (nur DX-Modelle) 34.................
5-14. Auswahl des Schweißdraht-Durchmessers für MSG-Schweißen im Synergie-Modus (nur DX-Modelle) 34.
5-15. Auswahl des Schweißdraht-Typs für MSG-Schweißen im Synergie-Modus (nur DX-Modelle) 35.....
5-16. Gasauswahl für MSG-Synergie-Schweißen (nur DX-Modelle) 35...............................
5-17. Auswahl manuelles MSG-Schweißen (nur DX-Modelle) 36....................................
5-18. Auswahl MSG-Synergie-Schweißen (nur DX-Modelle) 37.....................................
ABSCHNITT 6 − WARTUNG & FEHLERSUCHE 38................................................
6-1. Routinemäßige Wartung 38..............................................................
6-2. Schweißbrenner und Drahtvorschubgruppe 38..............................................
6-3. Überlast 38............................................................................
6-4. Fehlersuche 39.........................................................................
ABSCHNITT 7 − ELEKTRISCHE SCHALTPLÄNE 40...............................................
ABSCHNITT 8 − ERSATZTEILLISTE 48..........................................................
GARANTIE
Page 4

DECLARATION OF CONFORMITY
for European Community (CE marked) products.
ITW Welding Italy S.r.l Via Privata Iseo 6/E, 20098 San Giuliano M.se, (MI) Italy declares that the prod
uct(s) identified in this declaration conform to the essential requirements and provisions of the stat
ed Council Directive(s) and Standard(s).
Product/Apparatus Identification:
Product Stock Number
MIGMATIC 300, 400VAC 029015540
MIGMATIC 300 DX, 400VAC 029015541
MIGMATIC 300, 230/400VAC 029015545
MIGMATIC 300 DX, 230/400VAC 029015546
MIGMATIC 380, 400VAC 029015542
MIGMATIC 380 DX, 400VAC 029015543
MIGMATIC 380, 230/400VAC 029015547
MIGMATIC 380 DX, 230/400VAC 029015548
Council Directives:
·2006/95/EC Low Voltage
·2004/108/EC Electromagnetic Compatibility
·2011/65/EU Restriction of the use of certain hazardous substances in electrical and electronic equipment
Standards:
·IEC 60974-1:2012 Arc Welding Equipment – Part 1: Welding Power Sources
·IEC 60974-5:2007 Arc Welding Equipment – Part 5: Wire Feeders
·IEC 60974-10:2007 Arc Welding Equipment – Part 10: Electromagnetic Compatibility Requirements
EU Signatory:
July 1st, 2015
___________________________________________________________________________________
Massimigliano Lavarini Date of Declaration
ITW WELDING ITALY PRODUCTION MANAGER
956 172 215
Page 5

EMK-DATENBLATT FÜR LICHTBOGENSCHWEISSSTROMQUELLE
Bezeichnung des Produktes/Betriebsmittels
Produkt
MIGMATIC 380, 400VAC 029015542
MIGMATIC 380 DX, 400VAC 029015543
MIGMATIC 380, 230/400VAC 029015547
MIGMATIC 380 DX, 230/400VAC 029015548
Zusammenfassung der Konformitätsinformationen
Anwendbare Vorschrift Richtlinie 2014/35/EU
Referenzgrenzwerte Richtlinie 2013/35/EU, Empfehlung 1999/519/EG
Anwendbare Normen IEC 62822-1:2016, IEC 62822-2:2016
Bestimmungsgemäße Verwendung ☒ für die berufliche Verwendung ☐ für die Verwendung durch Laien
Bei der Arbeitsplatzbewertung sind nicht-thermische Wirkungen zu berücksichtigen ☒ JA ☐ NEIN
Bei der Arbeitsplatzbewertung sind thermische Wirkungen zu berücksichtigen ☐ JA ☒ NEIN
☒ Daten basieren auf der maximal möglichen Leistung der Quelle (gültig, solange die Firmware/Hardware nicht
geändert wurde)
☐ Daten basieren auf dem ungünstigsten Fall (nur gültig, solange keine Einstellungsoptionen/Schweißprogramme
geändert wurden)
☐ Daten basieren auf dem mehreren Einstellungen/Programmen (nur gültig, solange keine Einstellungsoptionen/
Schweißprogramme geändert wurden)
Lagernummer
Die berufsbedingte Exposition liegt bei den ☒ JA ☐ NEIN
Standardkonfigurationen unterhalb der Expositionsgrenzwerte (Wenn NEIN, sind bestimmte erforderliche
(EGW) für gesundheitliche Auswirkungen Mindestabstände einzuhalten)
Die berufsbedingte Exposition liegt bei den ☐ n. a. ☒ JA ☐ NEIN
unterhalb der Standardkonfigurationen (wenn anwendbar und NEIN, sind spezifische
Expositionsgrenzwerte (EGW) für sensorische Wirkung Maßnahmen erforderlich)
Die berufsbedingte Exposition liegt bei den ☐ n. a. ☐ JA ☒ NEIN
Standardkonfigurationen unterhalb (wenn anwendbar und NEIN, ist spezifische
der Maßnahmengrenzwerten Beschilderung erforderlich)
EMK-Daten für nicht-thermische Wirkungen:
Expositionsindizes (EIs) und Abstände zum Schweißkreis (für jede Betriebsart, wie anwendbar)
Kopf
Sensorische
Wirkungen
Standardisierter Abstand 10 cm 10 cm 10 cm 3 cm 3 cm
EGW EI bei standardisiertem Abstand 0,06 0,02 0,02 0,02 0,03
Erforderlicher Mindestabstand
Abstand, bei dem alle EGW-Expositionsindizes am Arbeitsplatz unter 0,20 (20%) liegen 1 cm
Abstand, bei dem alle EGW-Expositionsindizes für die allgemeine Öffentlichkeit unter 1,00 (100%) liegen 10 cm
1 cm 1 cm 1 cm 1 cm 1 cm
Gesundheitliche
Auswirkungen
Rumpf
Gliedmaßen
(Hand)
Gliedmaßen
(Schenkel)
Geprüft von:
956172333
Tony Samimi. Prüfdatum: 2017‐02‐20
Page 6

EMK-DATENBLATT FÜR
LICHTBOGEN-SCHWEISSSTROMQUELLE
Bezeichnung des Produktes/Betriebsmittels
Produkt
MIGMATIC 300, 400VAC 029015540
MIGMATIC 300 DX, 400VAC 029015541
MIGMATIC 300, 230/400VAC 029015545
MIGMATIC 300 DX, 230/400VAC 029015546
Zusammenfassung der Konformitätsinformationen
Anwendbare Vorschrift Richtlinie 2014/35/EU
Referenzgrenzwerte Richtlinie 2013/35/EU, Empfehlung 1999/519/EG
Anwendbare Normen IEC 62822-1:2016, IEC 62822-2:2016
Bestimmungsgemäße Verwendung ☒ für die berufliche Verwendung ☐ für die Verwendung durch Laien
Bei der Arbeitsplatzbewertung sind nicht-thermische Wirkungen zu berücksichtigen ☒ JA ☐ NEIN
Bei der Arbeitsplatzbewertung sind thermische Wirkungen zu berücksichtigen ☐ JA ☒ NEIN
☒ Daten basieren auf der maximal möglichen Leistung der Quelle (gültig, solange die Firmware/Hardware nicht
geändert wurde)
☐ Daten basieren auf dem ungünstigsten Fall (nur gültig, solange keine Einstellungsoptionen/Schweißprogramme
geändert wurden)
☐ Daten basieren auf dem mehreren Einstellungen/Programmen (nur gültig, solange keine Einstellungsoptionen/
Schweißprogramme geändert wurden)
Lagernummer
Die berufsbedingte Exposition liegt bei den ☒ JA ☐ NEIN
Standardkonfigurationen unterhalb der Expositionsgrenzwerte (Wenn NEIN, sind bestimmte erforderliche
(EGW) für gesundheitliche Auswirkungen Mindestabstände einzuhalten)
Die berufsbedingte Exposition liegt bei den ☐ n. a. ☒ JA ☐ NEIN
unterhalb der Standardkonfigurationen (wenn anwendbar und NEIN, sind spezifische
Expositionsgrenzwerte (EGW) für sensorische Wirkung Maßnahmen erforderlich)
Die berufsbedingte Exposition liegt bei den ☐ n. a. ☐ JA ☒ NEIN
Standardkonfigurationen unterhalb (wenn anwendbar und NEIN, ist spezifische
der Maßnahmengrenzwerten Beschilderung erforderlich)
EMK-Daten für nicht-thermische Wirkungen:
Expositionsindizes (EIs) und Abstände zum Schweißkreis (für jede Betriebsart, wie anwendbar)
Kopf
Sensorische
Wirkungen
Standardisierter Abstand 10 cm 10 cm 10 cm 3 cm 3 cm
EGW EI bei standardisiertem Abstand 0,06 0,02 0,02 0,02 0,03
Erforderlicher Mindestabstand
Abstand, bei dem alle EGW-Expositionsindizes am Arbeitsplatz unter 0,20 (20%) liegen 1 cm
Abstand, bei dem alle EGW-Expositionsindizes für die allgemeine Öffentlichkeit unter 1,00 (100%) liegen 16 cm
1 cm 1 cm 1 cm 1 cm 1 cm
Gesundheitliche
Auswirkungen
Rumpf
Gliedmaßen
(Hand)
Gliedmaßen
(Schenkel)
Geprüft von:
9561723332
Tony Samimi. Prüfdatum: 2018‐01‐24
Page 7

ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR
GEBRAUCH LESEN
7
Schützen Sie sich und andere vor Verletzungen — lesen und befolgen Sie diese wichtigen Sicherheitsmaßnahmen und Betriebshinweise und bewahren Sie sie gut auf.
1-1. Symbole
som_2018−01_ger
GEFAHR! − Signalisiert eine Gefahrensituation, die
zum Tod oder zu schweren Verletzungen führt, sofern
sie nicht vermieden wird. Die möglichen Gefahren sind
in den begleitenden Symbolen dargestellt oder im Text
erläutert.
Signalisiert eine Gefahrensituation, die zum Tod oder
zu schweren Verletzungen führen kann, sofern sie
nicht vermieden wird. Die möglichen Gefahren sind in
den begleitenden Symbolen dargestellt oder im Text erläutert.
HINWEIS − Signalisiert Inhalte, die sich nicht auf Personenschäden be-
ziehen.
1-2. Gefahren beim Lichtbogenschweißen
Die dargestellten Symbole werden in der gesamten Betriebsanleitung verwendet, um auf mögliche Gefahren
hinzuweisen. Wenn Sie dieses Symbol sehen, ist erhöhte
Achtsamkeit erforderlich. Zur Vermeidung der Gefahr sind
die entsprechenden Anleitungen zu befolgen. Die unten- stehenden Sicherheitshinweise sind nur eine Zusammenfassung der umfassenderen Sicherheitsnormen im Abschnitt 1-5. Lesen und beachten Sie alle Sicherheitsnormen.
Lassen Sie alle Arbeiten an diesem Gerät wie Installation, Betrieb, Wartung und Reparaturen nur von qualifiziertem
Personal ausführen. Als qualifiziertes Personal gilt eine Person, die anhand eines anerkannten
Ausbildungsabschlusses, Zertifikats, oder beruflichen
Standes oder durch umfassendes Wissen, Schulung und
Erfahrung seine Fähigkeit erfolgreichen nachweisen kann,
Probleme hinsichtlich des betreffenden Fachgebiets, der
Arbeit oder des Projekts lösen zu können sowie eine Sicherheitsschulung zur Erkennung und Vermeidung der
damit in Zusammenhang stehenden Gefahren erhalten hat.
Während des Betriebes andere Personen, besonders Kinder,
vom Gerät fernhalten.
ELEKTROSCHOCKS können tödlich
sein.
Das Berühren stromführender Teile kann tödliche
Schocks oder schwere Verbrennungen zur Folge
haben. Der Kreis zwischen Elektrode und Werkstück ist stromführend, sobald der Ausgangsstrom
eingeschaltet ist. Auch der Eingangsstromkreis und
die Stromkreise im Inneren sind stromführend, wenn
der Strom eingeschaltet ist. Beim halbautomatischen oder automatischen Schweißen sind der
Draht, die Drahtspule, das Antriebsrollengehäuse
und alle Metallteile, die mit dem Schweißdraht in
Berührung stehen, stromführend. Falsch installierte
oder unsachgemäß geerdete Geräte stellen eine
Gefahr dar.
D Stromführende Teile nicht berühren.
D Trockene Isolierhandschuhe ohne Löcher und Schutzkleidung
tragen.
D Der Schweißer muss sich selbst vom Werkstück und der Erde
durch trockene, isolierende Matten oder Abdeckungen isolieren,
die groß genug sind, um einen Kontakt zwischen ihm und dem
Werkstück oder der Erde zu verhindern.
D Den Wechselstromausgang nicht in einer feuchten, nassen oder
beengten Umgebung oder bei Sturzgefahr verwenden.
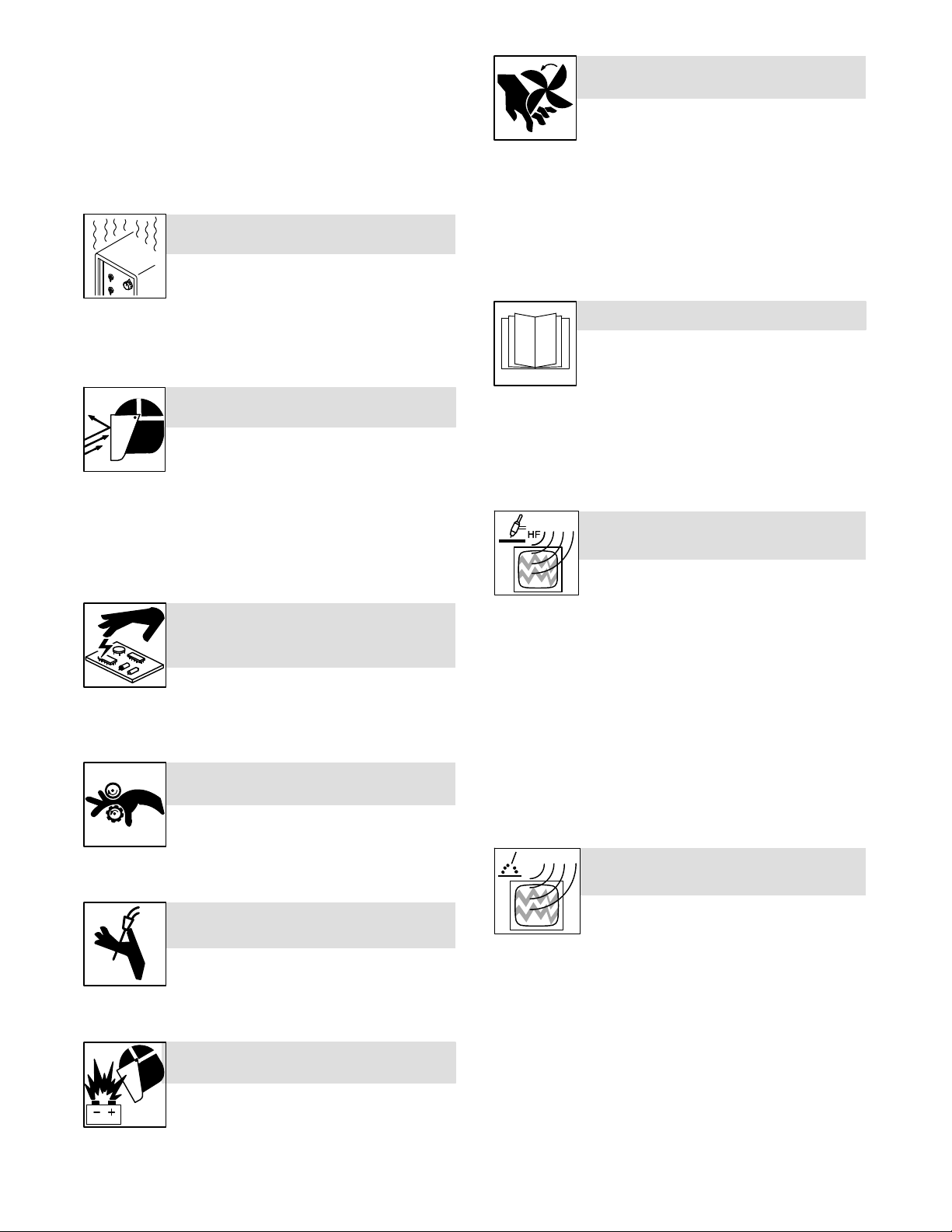
. Signalisiert besondere Hinweise.
Diese Gruppe von Symbolen bedeutet Achtung! Aufpassen! Gefährliche BERÜHRUNGSPANNUNG, Gefährdung durch BEWEGTE TEILE und HEISSE TEILE. Den Symbolen und darunter stehenden Hinweisen entnehmen, durch welche Maßnahmen die Gefahren vermieden werden können.
D Den Wechselstromausgang NUR dann verwenden, wenn er für
das Schweißverfahren benötigt wird.
D Falls vorhanden, sollte bei Verwendung des Wechselstromausgan-
ges die Ausgangsfernregelung benutzt werden.
D Zusätzliche Sicherheitsmaßnahmen sind erforderlich, wenn unter
erhöhter elektrischer Gefährdung gearbeitet wird: In feuchten Umgebungen oder beim Tragen von nasser Kleidung, auf
metallischen Oberflächen wie Böden, Gittern oder Gerüsten, sitzend, kniend oder liegend in beengten Verhältnissen oder wo ein
hohes Risiko besteht, dass der direkte Kontakt mit dem Werkstück
oder der Erde unvermeidbar ist bzw. aus Versehen erfolgt. Wenn
diese Bedingungen gegeben sind, folgenden Geräte mit “S“- Zeichen verwenden: 1) ein halbautomatisches
Gleichstrom-Schweißgerät (Drahtelektrodenschweißen) mit konstanter Spannung, 2) ein manuelles Gleichstrom-Schweißgerät
(Stabelektroden-schweißen) oder 3) ein Wechselstrom-Schweißgerät mit reduzierter Leerlaufspannung. In den meisten Fällen wird
die Verwendung eines Gleichstrom-Schweißgeräts mit Konstantspannung (Drahtelektrodenschweißen) empfohlen. Und nicht
alleine arbeiten!
D Vor dem Installieren oder Warten dieses Gerätes den Eingangs-
strom abschalten oder den Motor ausschalten. Eingangsstrom
gemäß OSHA 29 CFR 1910.147 ausschalten (siehe Sicherheitsnormen).
D Installieren, erden und bedienen Sie dieses Gerät sachgemäß und
entsprechend der Betriebsanleitung sowie den nationalen und lokalen Vorschriften.
D Stets den Schutzleiter überprüfen − kontrollieren und sicherstel-
len, dass der Schutzleiter des Stromkabels korrekt mit dem
Erdungsstift im Stecker verbunden ist. Das Primärkabel muss an
eine ordentlich geerdete Steckdose angeschlossen sein.
D Bei der Herstellung von Eingangsverbindungen ist zuerst der Er-
dungsleiter anzubringen − Verbindungen zweimal prüfen.
D Stromkabel und Erdungskabel häufig auf Beschädigungen oder
blanke Drähte untersuchen. Beschädigtes Kabel sofort
auswechseln. Berührung mit blanken Drähten kann tödlich sein.
D Stromkabel häufig auf Beschädigungen oder blanke Drähte unter-
suchen − beschädigtes Kabel sofort auswechseln − Berührung mit
blanken Drähten kann tödlich sein.
D Nicht in Verwendung stehende Geräte ausschalten.
D Keine verschlissenen, beschädigten, zu gering dimensionierten
oder schlecht gefertigte Kabel verwenden.
D Kabel nicht um den Körper schlingen.
D Falls das Werkstück geerdet werden muss, ist dazu ein separates
Kabel zu verwenden.
OM-251958 Seite 1
Page 8

D Die Elektrode nicht berühren, wenn Sie Kontakt zum Werkstück,
r
der Erde oder einer weiteren Elektrode eines anderen Gerätes haben.
D Nicht zur gleichen Zeit Elektrodenhalter berühren, die an zwei ver-
schiedenen Schweißmaschinen angeschlossen sind, da dann die
doppelte Leerlaufspannung vorhanden ist.
D Nur gut gewartete Geräte verwenden. Beschädigte Teile sofort re-
parieren oder auswechseln. Das Gerät gemäß der
Betriebsanleitung warten.
D Bei Arbeiten in größerer Höhe Sicherheitsgeschirr tragen.
D Alle Platten und Abdeckungen an ihrem Platz belassen.
D Das Massekabel mit gutem Metallkontakt zum Werkstück oder
zum Werktisch so nahe wie möglich bei der Schweißstelle anklemmen.
D Die Masseklemme isolieren, wenn diese nicht an das Werkstück
angeschlossen ist, um jeglichen Kontakt mit einem Metallobjekt zu
verhindern.
D Nicht mehr als eine Elektrode oder ein Masse-kabel an jedem Aus-
gangsanschluss anschließen. Klemmen Sie die Kabel für nicht
angewendete Verfahren ab.
D Benutzen Sie den FI-Schutz, wenn Sie in feuchter oder nasser
Umgebung elektrisches Zubehör verwenden.
ERHEBLICHE GLEICHSPANNUNG ist bei Inverter−
Schweißstromquellen vorhanden, auch NACHDEM
sie vom Netz genommen wurden.
D Vor dem Berühren von Teilen das Gerät ausschalten, den Ein-
gangsstrom abklemmen und die Eingangskondensatoren gemäß
den Anleitungen im Handbuch entladen.
reich gut belüftet ist und, falls notwendig, eine Atemmaske mit
Luftzufuhr getragen wird. Die Beschichtung sowie viele Metalle,
die diese Elemente enthalten, können beim Schweißen giftige
Dämpfe freisetzen.
LICHTBOGENSTRAHLEN können
Augen und Haut verbrennen
Beim Schweißen entstehende Lichtbogenstrahlen
verursachen sehr intensive sichtbare und unsicht-
und Haut verbrennen können. Der bei manchen Arbeiten entstehende Lärm kann das Gehör schädigen. Beim Schweißen
entsteht Spritzer- und Funkenflug.
D Beim Schweißen oder Zuschauen einen zugelassenen Schweiß-
helm mit geeignetem Augenschutzfilter tragen, um Gesicht und
Augen vor Lichtbogenstrahlen und Funken zu schützen (siehe
ANSI Z49.1 und Z87.1 in den Sicherheitsnormen).
D Zugelassene Schutzbrille mit Seitenschutz unter dem Helm tra-
gen.
D Schutzschirme oder ähnliches verwenden, um andere Personen
vor dem grellen Licht, den Strahlen und Funken zu schützen; andere davor warnen, in den Lichtbogen zu schauen.
D Körperschutz aus haltbarem, nicht brennbarem Material (Leder,
dicke Baumwolle und Wolle) tragen. Körperschutz beinhaltet ölresistente Kleidung wie Lederhandschuhe, dickes Hemd,
stulpenlose Hose, hohe Schuhe und eine Kappe.
bare (ultraviolette und infrarote) Strahlen, die Augen
SCHWEISSEN kann Brände oder
Explosionen verursachen.
HEISSE TEILE können zu
Verbrennungen führen.
D Heiße Teile nicht mit bloßer Hand berühren.
D Lassen Sie das Gerät ausreichend abkühlen,
bevor Sie daran arbeiten.
D Zur Verhütung von Verbrennungen beim Handhaben heißer
Teile geeignete Werkzeuge und /oder dicke, gefütterte Schweißer-schutzhandschuhe und −kleidung tragen.
DÄMPFE UND GASE können
gesundheitsgefährdend sein.
Beim Schweißen entstehen Dämpfe und Gase.
Das Einatmen dieser Dämpfe und Gase kann die
Gesundheit gefährden.
D Gesicht von den Dämpfen fernhalten. Dämpfe nicht einatmen.
D Am Arbeitsbereich für ausreichende Belüftung sorgen und/oder
Schweißdämpfe und Gase am Lichtbogen durch Lüfter absaugen.
Zur Bestimmung einer adäquaten Belüftung empfehlen wir, eine
Stichprobe der Zusammensetzung und Quantität der Dämpfe und
Gase zu machen, denen das Personal ausgesetzt ist.
D Bei schlechter Belüftung eine geprüfte Atemschutzmaske mit Luft-
zufuhr tragen.
D Sicherheitsdatenblätter (SDSs) und die Herstelleranweisungen
für Kleber, Beschichtungen, Reiniger, Schweißzusatzwerkstoffe,
Kühlmittel, Entfetter, Flussmittel und Metalle lesen und verstehen.
D In kleinen Räumen nur bei guter Belüftung arbeiten oder eine
Atemmaske mit Luftzufuhr verwenden. Es sollte stets eine erfahrene Aufsichtsperson in der Nähe sein. Schweißdämpfe und Gase
können die Luft verdrängen und den Sauerstoffpegel senken, was
zu schweren Verletzungen oder zum Tod führen kann. Sicherstellen, dass die eingeatmete Luft ungefährlich ist.
D Nicht in der Nähe von Entfettungs-, Reinigungs- oder Spritzarbei-
ten schweißen. Die Hitze und die Strahlen des Lichtbogens
können mit den Dämpfen reagieren und hochgiftige Reizgase bilden.
D Nicht auf beschichteten Metallen schweißen, wie z.B. auf verzink-
tem, blei- oder kadmiumplattiertem Stahl, wenn nicht zuvor die
Beschichtung vom Schweißbereich entfernt wurde, der Arbeitsbe-
OM-251958 Seite 2
Das Schweißen an geschlossenen Behältern wie
z.B. Tanks, Fässern oder Rohren kann zur Explosi-
pritzen. Diese Funken sowie heiße Werkstücke und heiße Geräte
können Brände und Verbrennungen verursachen. Versehentliche
Kontakt der Elektrode mit Metallobjekten kann Funken, Explosion,
Überhitzung oder einen Brand verursachen. Vor dem Schweißen
sicherstellen, dass im Arbeitsbereich gefahrlos gearbeitet werden
kann.
D Alle entflammbaren Materialien in einem Umkreis von mindestens
10,7 m um den Lichtbogen herum entfernen. Wenn dies nicht möglich ist, müssen sie mit einer geprüften Abdeckung abgedeckt
werden.
D Nicht dort schweißen, wo Funken auf entflammbares Material tref-
fen könnten.
D Schützen Sie sich selbst und andere vor herumfliegenden Funken
und heißem Metall.
D Achtung: beim Schweißen entstehende Funken und heiße Mate-
rialteile können sehr leicht durch kleine Ritzen und Öffnungen in
umliegende Bereiche gelangen.
D Vorsicht vor Bränden. Ein Feuerlöscher sollte stets in der Nähe
sein.
D Achtung: Bei Schweißarbeiten an der Decke, am Boden, an der
Spritz- oder Trennwand kann ein Brand auf der anderen, nicht
sichtbaren Seite entstehen.
D Felgen oder Räder nicht trennen oder schweißen. Reifen können
explodieren, wenn sie erhitzt werden. Instandgesetzte Felgen und
Räder können versagen. Siehe OSHA 29 CFR 1910.177 wie in
den Sicherheitsstandards aufgeführt.
D Nicht an Behältern die Brennstoffe enthalten oder an
geschlossenen Behältern wie z.B. Tanks, Fässern oder Rohren
schweißen, wenn diese nicht gemäß AWS F4.1 und AWS A6.0
vorbereitet wurden (siehe Sicherheitsnormen).
D Nicht in Bereichen schweißen, in denen die Atmosphäre brennba-
ren Staub, Gas oder flüssige Dämpfe (wie etwa Benzin) enthalten
kann.
D Das Massekabel so nahe wie möglich am Schweißbereich mit
dem Werkstück verbinden, damit der Schweißstrom eine nicht
übermäßig lange, möglicherweise nicht überall geerdete, Strecke
zurücklegen muss und um so die Gefahr von Elektroschocks,
Funken und Bränden zu verringern.
D Schweißgerät nicht zum Auftauen gefrorener Leitungen verwen-
den.
on führen. Funken können vom Lichtbogen wegs-
Page 9

D Stabelektrode vom Halter nehmen oder Schweißdraht an der
Spitze abschneiden, wenn nicht geschweißt wird.
D Körperschutz aus haltbarem, nicht brennbarem Material (Leder,
dicke Baumwolle und Wolle) tragen. Körperschutz beinhaltet ölresistente Kleidung wie Lederhandschuhe, dickes Hemd,
stulpenlose Hose, hohe Schuhe und eine Kappe.
D Vor Schweißarbeiten brennbare Dinge wie Feuerzeuge oder
Streichhölzer weglegen.
D Nach Beendigung der Schweißarbeiten den Arbeitsbereich auf
verbleibende Funken, glühende Teilchen und Flammen
kontrollieren.
D Nur zulässige Sicherungen bzw. Schutzschalter einsetzen. Diese
dürfen weder zu groß ausgelegt sein noch dürfen sie umgangen
werden.
D Die Anforderungen in OSHA 1910.252 (a) (2) (iv) und NFPA 51B
für Arbeiten mit offener Flamme beachten, ein Brandbeobachter
und Feuerlöscher sollten sich in der Nähe befinden.
D Sicherheitsdatenblätter (SDSs) und die Herstelleranweisungen
für Kleber, Beschichtungen, Reiniger, Schweißzusatzwerkstoffe,
Kühlmittel, Entfetter, Flussmittel und Metalle lesen und verstehen.
LÄRM kann das Gehör schädigen.
Der Lärm einiger Verfahren oder Geräte kann das
Gehör schädigen.
D Bei hohem Lärmpegel zugelassene Lärm-
schutzmittel tragen.
FLASCHEN können bei
Beschädigung explodieren.
Die Druckgasflasche enthält Gas unter hohem
Druck. Bei Beschädigung kann eine Flasche
Zubehör beim Schweißenmüssen aber trotzdem sehr vorsichtig
behandelt werden.
explodieren. Gasflaschen sind ein normales
HERUMFLIEGENDE
METALLSTÜCKE oder SCHMUTZ
können die Augen verletzen.
D Schweißen, Abkratzen, Verwenden einer
Drahtbürste und Schleifen erzeugen Funken
und fliegendes Metall. Beim Abkühlen einer
Schweißnaht kann Schlacke abspringen.
D Selbst unter dem Schweißhelm eine zugelassene Schutzbrille
mit Seitenschutz tragen.
GASANREICHERUNG kann
Verletzungen verursachen oder
töten.
D Druckgaszufuhr bei Nichtverwendung ab-
schalten.
D Geschlossene Räume immer belüften oder zugelassenes Beat-
mungsgerät verwenden.
ELEKTROMAGNETISCHE FELDER (EMF)
können implantierte medizinische Geräte
beeinflussen.
D Träger von Herzschrittmachern oder anderen
implantierten medizinischen Geräten sollten
sich fernhalten.
D Personen, die ein medizinisches Gerät implantiert tragen,
sollten Ihren Arzt und den Hersteller des Geräts befragen, bevor
sie sich in einen Bereich begeben, in dem Arbeiten wie
Lichtbogenschweißen, Punktschweißen, Fugenhobeln,
Plasmaschneiden oder induktives Erwärmen durchgeführt
werden.
D Druckgasflaschen vor zu großer Hitze, mechanischen Schlägen,
Beschädigung, Schlacke, offenen Flammen, Funken und Lichtbögen schützen.
D Die Flaschen senkrecht an einer stabilen, stationären Stütze oder
einem Flaschenwagen befestigen und vor dem Umfallen sichern.
D Flaschen von Schweiß- oder anderen elektrischen Schaltkreisen
fernhalten.
D Niemals einen Schweißbrenner auf eine Gasflasche hängen.
D Niemals eine Flasche mit einer Schweißelektrode berühren.
D Niemals an einer unter Druck stehenden Flasche schweißen − die
Flasche kann explodieren.
D Nur die für die jeweilige Anwendung geeigneten
Druckgasflaschen, Regler, Schläuche und Anschlüsse
verwenden; diese und dazugehörige Teile in gutem Zustand
halten.
D Gesicht vom Ventilauslass wegdrehen, wenn ein Flaschenventil
geöffnet wird. Beim Öffnen des Ventils nicht vor oder hinter dem
Druckmonderer stehen bleiben.
D Stets die Schutzkappe am Flaschenventil aufsetzen, außer wenn
die Flasche in Verwendung ist oder angeschlossen wird.
D Die richtigen Vorrichtungen verwenden, korrekte Vorgehensweise
und eine ausreichende Anzahl von Personen zum Heben, Bewegen und Transportieren der Flaschen sicherstellen.
D Die Anleitungen für Druckgasflaschen und Zubehörteile sowie die
in den Sicherheitsnormen aufgeführte Publikation P-1 der Compressed Gas Association (CGA − amerikanische
Druckgasvereinigung) sowie die entsprechenden nationalen Vorschriften lesen und beachten.
1-3. Zusätzliche Gefahren bei Installation, Betrieb und Wartung
FEUER- ODER
EXPLOSIONSGEFAHR.
D Gerät nicht auf oder in der Nähe von brennba-
ren Oberflächen installieren oder aufstellen.
D Gerät nicht in der Nähe von brennbaren Mate-
rialien installieren.
D Überlasten Sie nicht die Anschlussleitungen. Versichern Sie
sich, dass der Anschluss für den Betrieb dieses Gerätes geeignet ist.
HERUNTERFALLENDES GERÄT
kann zu Verletzungen führen.
D Kranöse nur zum Anheben der Stromquelle,
NICHT aber des Fahrwerks, der Gasflaschen
oder anderer Zubehörteile verwenden.
D Zum Heben und Abstützen der Einheit die kor-
rekten Verfahren und nur Geräte mit ausreichender Tragkraft verwenden.
OM-251958 Seite 3
Page 10
D Wenn die Einheit mit einem Stapler transportiert wird, müssen die
Staplergabeln soweit ausgezogen sein, dass sie bis über die andere Seite der Einheit hinausreichen.
D Bei Arbeiten in luftiger Höhe die Ausrüstung (Kabel und Leitungen)
von fahrenden Flurförderzeugen fernhalten.
D Halten Sie sich beim manuellen Heben von schweren Teilen oder
Geräten an die Leitlinien des Anwendungshandbuchs zur
überarbeiteten NIOSH Hebegleichung (”Applications Manual for
the Revised NIOSH Lifting Equation“ Schrift Nr. 94–110).
ÜBERHITZUNG kann durch ZU
LANGEN GEBRAUCH auftreten.
D Gerät abkühlen lassen, Nenn-Einschaltdauer
beachten.
D Vor Wiederaufnahme der Schweißarbeiten
Schweißstrom oder Einschaltdauer verringern.
D Den Luftstrom zur Stromquelle nicht blockieren oder filtern.
HERUMFLIEGENDE FUNKEN können
zu Verletzungen führen.
D Zum Schutz von Augen und Gesicht eine geei-
gnete Schutzmaske tragen.
D Wolframelektroden nur an einem Schleifgerät
mit geeigneten Schutzvorrichtungen und an einem sicheren Ort schleifen. Dabei eine geeignete Schutzausrüstung für Gesicht, Hände
und Körper tragen.
D Funken können Brände verursachen. Leicht entzündliche Stoffe
fernhalten.
ELEKTROSTATISCHE AUFLADUNG
(ESD) kann PC-Platinen
beschädigen.
D VOR Arbeiten an der PC-Platinen oder deren
Teilen Erdungsarmband anlegen.
D PC-Platinen nur in statiksicheren Taschen oder Schachteln la-
gern, transportieren oder versenden.
BEWEGLICHE TEILE können
Verletzungen verursachen.
D Abstand zu allen beweglichen Teilen halten.
D Abstand zu allen Geräteteilen halten, bei de-
nen die Gefahr von Einklemmungen besteht,
wie z.B. bei Antriebsrollen.
BEWEGLICHE TEILE können
Verletzungen verursachen.
D Abstand zu beweglichen Teilen, wie z.B. Lüf-
tern, halten.
D Alle Türen, Gehäuse, Abdeckungen und Schutzvorrichtungen
geschlossen halten und an ihrem Platz lassen.
D Das Abnehmen von Türen, Gehäusen, Abdeckungen oder
Schutzvorrichtungen für Wartungsarbeiten sollte nur von qualifiziertem Personal durchgeführt werden.
D Türen, Gehäuse, Abdeckungen oder Schutzvorrichtungen nach
Abschluss der Wartungsarbeiten und vor dem Anschließen an
die Stromquelle wieder anbringen.
ANLEITUNGEN LESEN UND BEACHTEN.
D Lesen und befolgen Sie alle Aufkleber sowie
die Bedienungsanleitung genau, bevor Sie das
Gerät installieren, betreiben oder warten.
Lesen Sie die am Anfang der Anleitung sowie
in den einzelnen Abschnitten angegebenen Informationen zur Sicherheit.
D Nur Orginalersatzteile vom Hersteller verwenden.
D Installations−, Wartungs− und Instandhaltungsarbeiten gemäß
Betriebsanleitungen und geltenden Industrienormen sowie regionalen, nationalen und örtlichen Vorschriften vornehmen.
HF−AUSSTRAHLUNG kann
Störungen verursachen.
D Hochfrequenz-Strahlung (H.F.) kann Störun-
gen bei der Funknavigation, bei Sicherheitseinrichtungen, Computern und Kommunikationsgeräten verursachen.
D Installation sollte nur von geschultem Personal durchgeführt wer-
den, das mit elektronischen Geräten vertraut ist.
D Der Anwender ist verpflichtet, dass durch die Installation eventuell
auftretenden Störungen sofort von einem geschulten Elektriker
beseitigt werden.
D Sollte von der Post oder Telekom über auftretende Störungen in-
formiert werden, ist der Gebrauch des Gerätes sofort einzustellen.
D Gesamte Installation regelmäßig warten und überprüfen.
D Türen und Abdeckungen von Hochfrequenzquellen geschlossen
halten; für korrekte Elektrodenabstände sorgen; durch Erdung
und Abschirmung die Möglichkeit von Störungen auf ein Minimum
reduzieren.
LICHTBOGENSCHWEISSEN kann
Störungen verursachen.
SCHWEISSDRAHT kann zu
Verletzungen führen.
Das EXPLODIEREN einer BATTERIE
kann zu Verletzungen führen.
OM-251958 Seite 4
D Brennerschalter erst betätigen, wenn dazu auf-
gefordert wird.
D Brenner niemals gegen einen Körperteil, ande-
re Personen oder Metall richten, wenn
Schweißdraht eingefädelt wird.
D Das Schweißgerät nicht zum Aufladen von
Batterien oder als Starthilfe für Autos
verwenden, es sei denn, es verfügt über eine
speziell dafür vorgesehene Batterieladefunktion.
D Elektromagnetische Energie kann empfindli-
che elektronische Geräte wie z.B. Rechner
oder rechnergesteuerte Geräte (Roboter) stören.
D Dafür sorgen, dass alle Geräte im Schweißbereich elektroma-
gnetisch verträglich sind.
D Zur Einschränkung möglicher Störungen die Schweißkabel
möglichst kurz, eng zusammen und niedrig, zum Beispiel auf
dem Boden, anordnen.
D Den Schweißbetrieb 100 Meter entfernt von empfindlichen elek-
tronischen Geräten anordnen.
D Dafür sorgen, dass die Schweißmaschine in Übereinstimmung
mit dieser Anleitung installiert und geerdet ist.
D Falls dennoch Störungen auftreten, muss der Benutzer beson-
dere Maßnahmen ergreifen, wie z.B. das Versetzen der
Schweißmaschine, die Verwendung abgeschirmter Kabel, Leitungsfilter oder die Abschirmung des Arbeitsbereiches.
Page 11

1-4. Warnhinweise nach California Proposition 65
WARNUNG: Dieses Produkt kann Sie Chemikalien aussetzen, einschließlich Blei, die im U.S.−Bundesstaat
Kalifornien als Ursache für Krebs, Geburtsfehler oder sonstige Einschränkungen der Fortpflanzungsfähigkeit
eingestuft werden.
Für weitere Informationen besuchen Sie www.P65Warnings.ca.gov.
1-5. Prinzipielle Sicherheitsnormen
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Combustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protection Association, Quincy, MA 02169 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
1-6. EMF-Information
Ein durch einen Leiter fließender elektrischer Strom erzeugt
stellenweise elektrische und magnetische Felder (EMF). Der Strom
vom Lichtbogenschweißen (und verwandter Prozesse wie z. B.
Punktschweißen, Fugenhobeln, Plasmaschneiden und induktives
Erwärmen) generiert ein elektromagnetisches Feld im Bereich des
Schweißstromkreises. Elektromagnetische Felder können bestimmte
medizinische Implantate wie Herzschrittmacher stören. Daher müssen
für Personen mit medizinischen Implantaten Schutzmaßnahmen
getroffen werden. Zum Beispiel, es muss der Zugang für
Vorbeigehende eingeschränkt oder eine individuelle Risikobewertung
für Schweißer durchgeführt werden. Alle Schweißer sollten die
folgenden Vorgehensweisen einhalten, um sich, den durch den
Schweißstromkreis verursachten elektro- magnetischen Feldern,
möglichst wenig auszusetzen:
1. Kabel so dicht wie möglich beieinander führen − Kabel verdrillen,
mit Klebeband fixieren oder eine Kabelumhüllung verwenden.
2. Stellen Sie sich nicht zwischen die Schweißkabel. Kabel auf
einer Seite und so weit vom Bedienpersonal entfernt wie möglich
verlegen.
Spectrum Way, Suite 100, Mississauga, Ontario, Canada L4W 5NS
(phone: 800-463-6727, website: www.csagroup.org).
Safe Practice For Occupational And Educational Eye And Face Protection, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, website: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02169 (phone: 1-800-344-3555, website: www.nfpa.org).
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910.177 Subpart
N, Part 1910 Subpart Q, and Part 1926, Subpart J, from U.S. Government Printing Office, Superintendent of Documents, P.O. Box 371954,
Pittsburgh, PA 15250-7954 (phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—phone for Region 5, Chicago, is 312-353-2220,
website: www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The National Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30329-4027 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
3. Kabel nicht um den Körper schlingen.
4. Kopf und Rumpf so weit wie möglich vom Gerät im
Schweißstromkreis entfernt halten.
5. Masseklemme so nahe wie möglich an der Schweißstelle am
Werkstück anbringen.
6. Nicht direkt neben der Schweißstromquelle arbeiten, sich
hinsetzen oder anlehnen.
7. Nicht schweißen, während Sie die Schweißstromquelle oder das
Drahtvorschubgerät tragen.
Zu implantierten medizinischen Geräten:
Personen, die ein medizinisches Gerät implantiert tragen, sollten Ihren
Arzt und den Hersteller des Geräts befragen, bevor sie sich in einen
Bereich begeben, in dem Arbeiten wie Lichtbogenschweißen,
Punktschweißen, Fugenhobeln, Plasmaschneiden oder induktives
Erwärmen durchgeführt werden oder bevor sie selber solche Arbeiten
durchführen. Wenn Ihr Arzt zugestimmt hat, empfehlen wir, die oben
beschriebenen Verfahrensanweisungen zu beachten.
OM-251958 Seite 5
Page 12

ABSCHNITT 2 − DEFINITIOEN
2-1. Zusätzliche Sicherheitssymbole und Definitionen
Einige Symbole betreffen nur CE−Produkte.
.
Achtung! Die Symbole weisen auf mögliche vorhandene Gefahren hin.
Das Produkt (sofern zutreffend) nicht mit dem normalen Hausmüll entsorgen.
Gebrauchte Elektro- und Elektronikgeräte (WEEE) zur Wiederverwertung bei einer benannten Sonder-Sammelstelle
abgeben.
Für weitere Informationen wenden Sie sich an ihre örtliche Recycling-Stelle oder an ihren zuständigen Fachhändler.
Trockene Isolierhandschuhe tragen. Elektrode nicht mit bloßer Hand berühren. Keine feuchten oder
beschädigten Handschuhe tragen.
Safe1 2012−05
Safe37 2017−04
Safe2 2017−04
Eigenen Körper zum Schutz vor Stromschlägen gegen Werkstück und Erde isolieren.
Vor Arbeiten an der Maschine den Netzstecker ziehen.
Kopf von den Dämpfen fernhalten.
Der Schweißrauch muss abgesaugt werden.
Die Dämpfe müssen mit einer Saugentlüftung beseitigt werden.
Safe3 2017−04
Safe5 2017−04
Safe6 2017−04
Safe8 2012−05
Safe10 2012−05
OM-251958 Seite 6
Entzündliches Material vom Schweißen fernhalten. Nicht in der Nähe von entzündlichem Material schweißen.
Safe12 2012−05
Page 13

Schweißfunken können Brände verursachen. Ein Feuerlöschgerät sowie eine einsatzbereite Aufsicht sollten
in der Nähe sein.
Safe14 2012−05
Nicht an Fässern oder anderen geschlossenen Behältern schweißen.
Safe16 2017−04
Warnschild nicht entfernen oder übermalen/überdecken.
Safe20 2017−04
Vor Arbeiten an der Maschine den Netzstecker ziehen.
Safe30 2012−05
Antriebsrollen können Finger verletzen.
Safe32 2012−05
Während des Betriebes stehen Schweißdraht und Antriebsteile unter Schweißspannung - Hände und Metallobjekte
fernhalten.
Safe33 2017−04
?
V
?
A
Der Strombedarf ist dem Leistungsschild zu entnehmen.
Safe34 2012−05
Lassen Sie sich vor dem Arbeiten am Gerät schulen und lesen Sie die Betriebsanleitung und Schilder.
Safe35 2012−05
Kopfschutz und Schutzbrillen tragen. Ohrenschutz tragen und
Hemdkragen zuknöpfen. Schweißhelm mit richtigem Filterschutz
tragen. Vollständige Schutzkleidung tragen.
Safe38 2012−05
Lassen Sie sich vor Arbeiten am Gerät oder vor dem Schweißen
ausbilden, und lesen Sie die Anleitung.
Safe40 2012−05
OM-251958 Seite 7
Page 14
31
<10
Ein umstürzendes Gerät kann Verletzungen verursachen. Gerät nicht dort bewegen oder betätigen,
wo es kippen könnte.
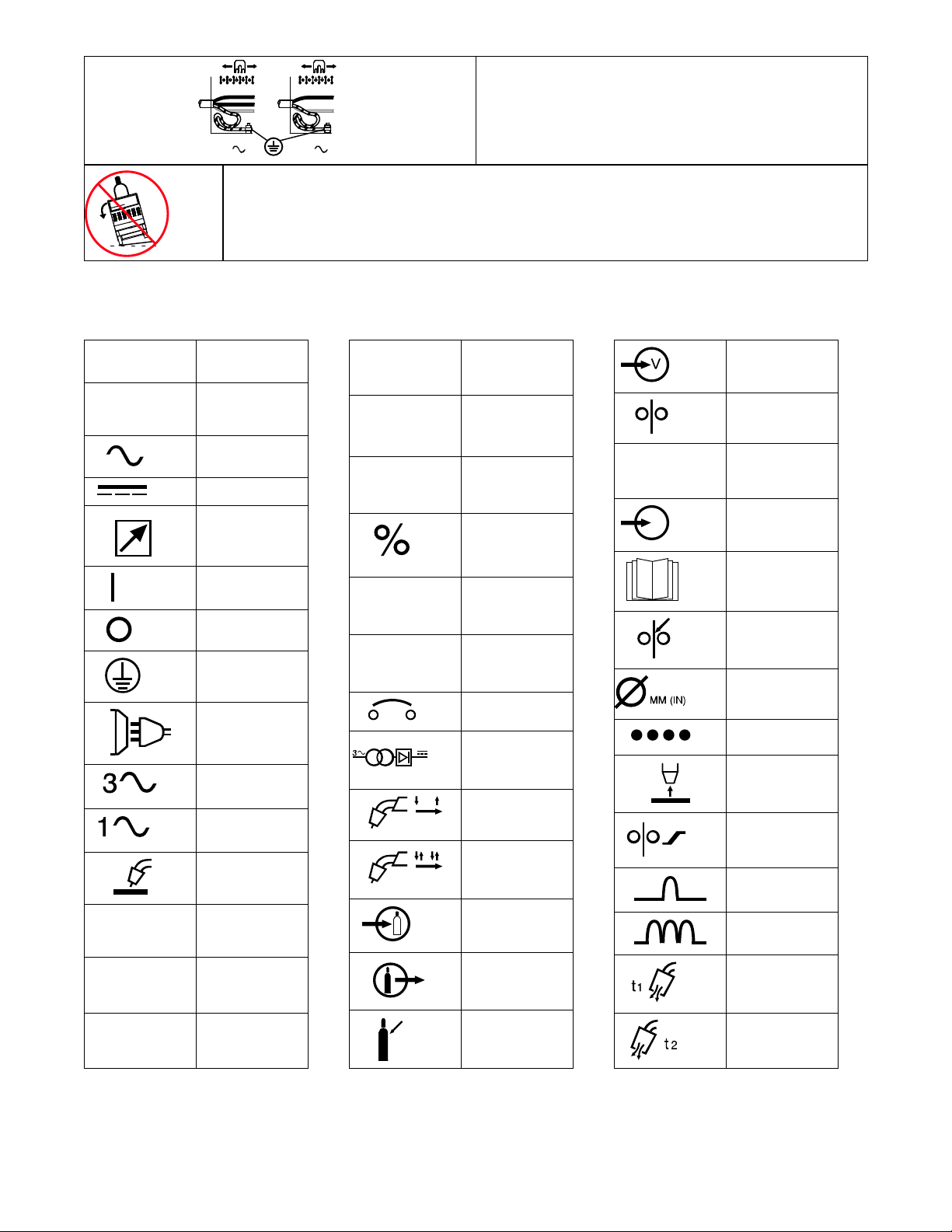
2-2. Verschiedene Symbole und Definitionen
Steckbrücken zur Anpassung an die Spannung an der Arbeitsstelle
gemäß Schild auf der Innenseite versetzen. Erdungskabel etwas
länger lassen und zuerst anschließen. Netzeingangsleitungen gemäß
Schild auf der Innenseite anschließen. Alle Anschlüsse,
Steckverbinder-Positionen und Eingangsspannung nochmals prüfen,
bevor der Strom eingeschaltet wird.
Safe49 2012−05
Safe53 2017−04
A
V
Stromstärke
Spannung
Wechselstrom
(Ws)
Gleichstrom (Gs)
Fernsteuerung
Einn
Aus
Schutzleiter
(Erde)
Anschluss
Drei-phasig
Einphasig
MSG-Schweißen
U
I
2
X
U
IP
Herkömmliche
2
0
Lastspannung
Nennschweiß-
strom
Einschaltdauer
Prozent
Nennspannung
ohne Last
(Durchschnitt)
Nennschweiß-
strom
Sicherung
Dreiphasen−
Transformator−
Gleichrichter
2-Takt-Schaltung
(WIG-Schweißen)
Viertakt−
Schalterfunktion
(WIG−Schweißen)
Hz
Spannungsein-
Drahtvorschub
anleitung lesen
Schweißdraht-Typ
Durchmesser
t
Punktschweißzeit
Drahtfreibrennzeit
Einlauf-Geschwin-
digkeitsregler
Niedrige Induktivi-
gang
Hertz
Eingang
Bedienungs-
Regelung für
tät
U
1
I1max
I1eff
OM-251958 Seite 8
Primärspannung
Maximal
möglicher Strom
bei Nennlast
Maximal
möglicher
Effektivstrom
Gaseinlass
Gasausgang
Gastyp
Hohe Induktivität
Hohe Induktivität
Nachströmzeit
Page 15

ABSCHNITT 3 − TECHNISCHE DATEN
3-1. Wo befindet sich das Typenschild mit der Seriennummer und den
Leistungsangaben?
Die Seriennummer und die Leistungsangaben zu diesem Produkt befinden sich hinten am Gerät. Dem Typenschild können Sie entnehmen, an welche
Stromversorgung das Gerät anzuschließen ist und/oder wie die abgegebene Nennleistung ist. Vermerken Sie die Seriennummer auf der Rückseite
dieses Handbuchs, damit Sie später darauf zurückgreifen können.
3-2. Technische Daten
. Die Angaben in der Tabelle mit den Gerätedaten nicht für die Bestimmung der Anforderungen an die Elektrik verwenden. Siehe Abschnitt 4-4 und
4-5 für Informationen zum Anschließen des Eingangsstroms.
. Dieses Gerät gibt die Nennleistung bei einer Umgebungstemperatur bis zu 405C (1045F) ab.
Nennlast
Modell
300
230/400 VAC
50/60 Hz
Drahtvorschubgeschwindigkeit zwischen 1,3 m/Min. und 26 m/Min.
Modell
380
230/400 VAC
50/60 Hz
Drahtvorschubgeschwindigkeit zwischen 1,3 m/Min. und 26 m/Min.
100% 60% 35%
180 A
23 V
100% 60% 35%
210 A
24.5 V
230 A
25.5 V
Nennlast
270 A
27.5 V
300 A
29.0 V
350 A
31.5 V
Maximale
Leerlauf-
spannung
43.5 30-300 A 471 x 825 x 1066 88 Net
Maximale
Leerlauf-
spannung
43.0 V 30-350 A 471 x 825 x 1066 102.6 Net
Ampere−
bereich Gs
Ampere−
bereich Gs
Abmessungen
(mm)
Abmessungen
(mm)
Gewicht
Gewicht
(kg)
(kg)
3-3. Einschaltdauer und Überhitzung
60% Einschaltdauer bei 270 Ampere
6 Minuten Schweißen 4 Minuten Pause
Überhitzung
Die Einschaltdauer ist der Prozentsatz von 10
Minuten, in denen ein Gerät ohne zu
überhitzen bei Nennlast schweißen kann.
Wenn das Gerät überhitzt, öffnet sich
der (die) Thermostat(e), der Ausgang wird
abgeschaltet, und der Lüfter läuft. Fünfzehn
Minuten warten, um das Gerät abkühlen zu
lassen. Vor dem Schweißen Stromstärke,
Spannung oder Einschaltdauer reduzieren.
MERKE − Das Überschreiten der
Einschaltdauer kann das Gerät zerstören und
die Garantieansprüche zunichte−machen.
100% Einschaltdauer bei 210 Ampere
Dauerschweißen
0
A oder V
Minuten
15
ODER Einschaltdauer
verringern
sduty1 5/95
OM-251958 Seite 9
Page 16

3-4. Strom−/Spannungsdiagramm
MigMatic 300
05
54
04
Das Volt/Ampere−Diagramm zeigt die
normalen Minimum− und Maximumwerte der Schweißstromquelle für
Spannung und Stromstärke. Die
Kennlinien anderer Einstellungen
liegen zwischen den dargestellten
Kennlinien.
53
03
52
02
Volt Gs
51
01
5
0
05
54
04
Max
Min
043023003082062042022002081061041021001080604020
Ampere Gs
MigMatic 380
53
03
52
02
Volt Gs
51
01
5
0
OM-251958 Seite 10
024004083063043023003082062042022002081061041021001080604020
Ampere Gs
Page 17

3-5. Umweltvorschriften
A. IP Schutzklasse
Schutzart
IP22S
Diese Ausrüstung wurde für die Benutzung im Innenbereich konstruiert und darf im Freien weder gelagert noch verwendet werden.
B. Temperaturspezifikationen
Betriebstemperaturbereich* Lager−/Transporttemperaturbereich
−10 bis 40C (14 bis 104F)
*Ausgangsleistung wird bei Temperaturen über 40C (104F) verringert.
−20 bis 55C (−4 bis 131F)
C. Informationen über die elektromagnetische Verträglichkeit (EMV)
! Diese Klasse A Ausrüstung ist nicht für die Anwendung in Wohngebieten gedacht, in denen die Stromversorgung über das
öffentliche Niederspannungssystem gewährleistet wird. Aufgrund leitungsgeführter sowie abgestrahlter Störgrößen können
Schwierigkeiten bei der Sicherung der elektromagnetischen Verträglichkeit an diesen Orten auftreten.
Die Ausrüstung entspricht der IEC61000−3−11 und IEC 61000−3−12 und lässt sich an öffentliche Niederspannungssysteme anschließen, unter
der Voraussetzung, dass die Impedanz des öffentlichen Niederspannungssystems Z
(oder die Kurzschlussleistung Ssc mehr als 3 931 913 158VA beträgt). Es liegt in der Verantwortung des Monteurs oder des Benutzers der
Ausrüstung, nötigenfalls durch Rücksprache mit dem Verteilnetzwerkbetreiber sicherzustellen, dass die Systemimpedanz innerhalb dieser
Grenzen liegt.
am gemeinsamen Kupplungspunkt weniger als 40,7mW
max
IP22S 2014−06
Temp_2016-07
ce−emc 1 2014−07
Notizen
OM-251958 Seite 11
Page 18

4-1. Gasanschluss
ABSCHNITT 4 − INSTALLATION
Gasflasche am Fahrgestell, an der
Wand oder an einem anderen zu
gelassenen Gegenstand
anketten, sodass die Flasche nicht
umfallen und das Ventil nicht
abbrechen kann.
1 Schutzkappe
2 Gasflaschenventil
1
2
4
Argongas oder Mischgas
ODER
7
5
8 9
CO
3
1
2
3
2
Kappe entfernen, neben das Ventil
stellen und Ventil ein wenig öffnen.
Durch die Gasströmung wird Staub
und Schmutz vom Ventil weggeblasen. Ventil wieder schliessen.
3 Schutzgasflasche
4 Regler/Flowmeter
So installieren, dass die Vorder-
seite senkrecht steht.
5 Gasschlauchanschluss für
6 Gasschlauchanschluss für
Den mitgelieferten Schutzgasschlauch zwischen dem Gasschlauchanschluss des Druckminderers/ Durchflussmessers und
dem Fitting an der Rückseite der
Schweißstromquelle anschließen.
7 Durchflusseinstellung
Die typische Durchflussmenge
liegt zwischen 15 und 20 l/min.
Beachten Sie die empfohlene
Durchflussmenge des Drahtherstellers.
8CO2 Adapter
9O−Ring (selbst beizubringen)
Adapter mit O−Ring zwischen
Druckminderer/Durchflussmesser
und CO2−Flasche anbringen.
Regler/Durchflussmesser
Schweißstromquelle
(selbst beizubringen)
OM-251958 Seite 12
6
Rückwand
Ref. ST-148 265-B / Ref. ST-149 827-B / Ref. ST-158 697-A
Page 19

4-2. Drahtspule installieren und Drahtbremse einstellen
Drahtspulenaufnahme
1
1 Abstandhalter
Nur für 5kg Spulen verwenden.
15 kg Drahtspulen−
Einheit
5 kg Drahtspulen−
Einheit
Benötigtes Werkzeug:
Ref. D2
OM-251958 Seite 13
Page 20

4-3. Positionierung Klemmbrücken (230/400V 3-Phasen-Modelle)
! Vor dem Anschließen der Eingangslei-
tungen, Stromeinspeisung unterbrechen und abklemmen. Befolgen Sie bei
Installation und Entfernung von Sperrvorrichtungen bewährte Vorgehensweisen.
Am Ort zur Verfügung stehende Eingangsspannung überprüfen.
1 Aufkleber mit Steckbrückenverbindung
Aufkleber überprüfen − Gerät weist nur einen auf.
2 Steckbrücken
Steckbrücken für die jeweilige Eingangs-
spannung setzen.
230 Volts
400 Volts
Zugangstür schließen und sichern.
Bei der Inbetriebnahme bewährte Vorgehensweisen befolgen.
230 Volts
400 Volts
OM-251958 Seite 14
956142845_5_14_A
Page 21

4-4. Serviceführer „Elektrik“ Elec Serv 2017-01
Die Nichtbeachtung dieses Serviceführers für die Elektrik kann zu einem Stromschlag oder Brandgefahr führen.
Diese Empfehlungen beziehen sich auf einen speziellen Bereich des Stromkreises, der allein für die Nennleistung und Einschaltdauer
der Schweißstromquelle gilt.
In entsprechenden Installationen von Stromkreisen erlaubt der National Electrical Code (NEC), dass die Einstufung für den Anschluss
oder den Leiter geringer ausfallen kann als für den Stromkreis der Sicherheitseinrichtung. Alle Komponenten im Stromkreis müssen
physikalisch kompatibel sein. Siehe NEC Artikel 210.21, 630.11, und 630.12.
. Das mit dem Gerät gelieferte Netzkabel ist für einen Betrieb mit 230 Volt ausgelegt. Für Längen von mehr als 3 Metern sollte ein stärkeres
Netzkabel verwendet werden. Beachten Sie die nationalen und lokalen Vorschriften und Regelungen.
Modell MigMatic
Eingangsspannung (V) 220 400 220 400
Maximal möglicher Strom bei Nennlast I
Maximal möglicher effektiver Strom I
Max. empfohlene Nennleistung der Standardsicherung in Ampere
Normalbetrieb der Sicherungen
Mindestquerschnitt für Eingangsleitung in AWG
Max. empfohlene Länge für Primärleiter in Meter (Fuß)
Mindestquerschnitt für Erdleitung in AWG
Referenz: 2017 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit−/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 „Zeitverzögerungssicherungen” entsprechen der UL−Klasse „RK5”. Siehe UL 248.
3 „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung − keine Verzögerung geplant) entsprechen der UL−Klasse „K5“ (bis einschließlich 60
A) und der UL−Klasse „H“ (65 A und darüber).
4 Die Leiterdaten in diesem Abschnitt spezifizieren die Leiterquerschnitte (außer für flexible Leitungen und Kabel) zwischen der Leiterplatte und dem
Gerät gemäß NEC Tabelle 310.15(B)(16) und basieren auf dem zulässigen Strom für isolierte Kupferleiter mit einem Temperaturkennwert von 75C
(167F) bei maximal drei einzelnen stromführenden Leitern innerhalb eines Kabelkanals. Wenn eine flexible Leitung/ein flexibles Kabel verwendet
wird, kann der Mindestleiterquerschnitt gegebenfalls größer sein. Siehe NEC−Tabelle 400.5(A) für Anforderungen an flexible Leitungen und Kabel.
(A) 35,7 20,5 40 23
1max
(A) 21,1 12,1 23,7 13,6
1eff
1
Zeitverzögerungssicherungen
4
4
2
3
50/60 Hz dreiphasig
300
40 25 50 25
50 30 60 30
10 14 10 14
31
(102)
10 14 10 14
39
(127)
380
50/60 Hz dreiphasig
25
(82)
31
(101)
Notizen
OM-251958 Seite 15
Page 22

4-5. Anschließen an dreiphasige Stromversorgung
3
4
3
6
GND/PE Erde
7
2
L1
5
L2
L3
1
Benötigtes Werkzeug:
OM-251958 Seite 16
input2 2012−05 − Ref. 803 766-C /
Ref. 956142845_5_14_A
Page 23

4-5. Anschließen an dreiphasige Stromversorgung (Fortsetzung)
! Die Installation muss nach allen
nationalen und regionalen Vorschriften
erfolgen − und sollte nur von
ausgebildetem Personal durchgeführt
werden.
! Vor dem Anschließen der Eingangs-
leitungen Stromeinspeisung unterbrechen, verriegeln und gegen
Wiedereinschalten sichern. Befolgen
Sie bei der Installation und beim
Entfernen von Verriegelungsvorrichtungen bewährte Verfahren.
! Erdleiter (grün oder grün/gelb) stets
zuerst an einer Erdungsklemme
anschließen und nie an einer Phase.
Siehe Typenschild auf dem Gerät und
überprüfen Sie die verfügbare
Eingangsspannung vor Ort.
Beim dreiphasigen Betrieb:
1 Netzkabel
2 Trennschalter (Schalter in der
“AUS”-Stellung abgebildet)
3 Grüner bzw. grün/gelber Erdleiter
4 Erdungsklemme des Trennschalters
5 Eingangsleiter (L1, L2 und L3)
6 Kabelanschlüsse des Trennschalters
Grünen bzw. grün/gelben Erdleiter zuerst
an die Erdungsklemme des Trennschalters
anschließen.
Die Außenleiter L1, L2 und L3 an die
Kabelanschlüsse des Trennschalters
anschließen.
7 Überstromschutz
Art und Größe des Überstromschutzes
gemäß Abschnitt 4-4 auswählen (Bild zeigt
Trennschalter mit Sicherung).
Tür am Trennschalter schließen und sichern.
Bei der Inbetriebnahme bewährte
Vorgehensweisen befolgen.
input2 2012−05
Notizen
Arbeiten Sie wie ein
Profi!
Profis gehen beim
Schweißen und
Schneiden umsichtig
vor. Lesen Sie die
Sicherheitsvorschriften
am Anfang dieser
Anleitung.
OM-251958 Seite 17
Page 24

4-6. Vorschubrollen und Drahteinlaufdüse wechseln (MigMatic 380 Modelle)
1 Sicherungsschraube für die
Einlauf−Drahtführungsdüse
2 Einlauf−Drahtführungsdüse
Schraube lockern. Spitze so nahe
wie möglich zu den Vorschubrollen
schieben, ohne diese zu berühren.
Schraube anziehen.
3 Vorschubrolle
1
2
4
Die Vorschubrolle hat zwei unterschiedlich große Nuten. Die eingestanzten Markierungen auf der
Seite der Vorschubrolle beziehen
sich auf die Nut an der gegenüberliegenden Seite der Vorschubrolle.
Der Draht wird in der Nut geführt,
die sich am nächsten an der
Motorwelle befindet.
4 Sicherungsmutter
der Vorschubrolle
Mutter einen Klick drehen, um die
Vorschubrolle zu sichern.
5 Euro−Adapter
Sicherungsschraube
3
5
OM-251958 Seite 18
1/4 Zoll
956142845_7_14_A
Page 25

4-7. Vorschubrollen und Drahteinlaufdüse wechseln (MigMatic 300 Modelle)
(Fortsetzung)
1 Sicherungsschraube für die
Einlauf−Drahtführungsdüse
2 Einlauf−Drahtführungsdüse
Schraube lockern. Spitze so nahe
wie möglich zu den Vorschubrollen
schieben, ohne diese zu berühren.
Schraube anziehen.
3 Vorschubrolle
Die Vorschubrolle hat zwei unter-
schiedlich große Nuten. Die ein-
1
2
gestanzten Markierungen auf der
Seite der Vorschubrolle beziehen
sich auf die Nut an der gegenüberliegenden Seite der Vorschubrolle.
Der Draht wird in der Nut geführt,
die sich am nächsten an der
Motorwelle befindet.
4 Sicherungsmutter
der Vorschubrolle
Mutter einen Klick drehen, um die
Vorschubrolle zu sichern.
5 Euro−Adapter
Sicherungsschraube
3
4
1/4 Zoll
5
956142845_6_14_A
OM-251958 Seite 19
Page 26

4-8. Ausrichtung der Vorschubrollen und der Drahtführung
Richtig Falsch
3
2
1
Benötigtes Werkzeug:
4
5
! Ausschalten und Strom-
versorgung trennen.
Ansicht von oberhalb der
Vorschubrollen nach unten bei
offener Andruckvorrichtung.
1 Sicherungsmutter
der Vorschubrolle
2 Vorschubrolle
3 Drahtführung
4 Schweißdraht
5 Antriebsritzel
Schraubendreher einführen und
die Schraube drehen, bis die Nut
der Vorschubrolle zur Drahtführungsdüse ausgerichtet ist.
Andruckvorrichtung schließen.
Ref. 800 412-A
Notizen
Arbeiten Sie
wie ein Profi!
Profis gehen beim
Schweißen und
Schneiden
umsichtig vor.
Lesen Sie die
Sicherheits‐
vorschriften
am Anfang
dieser Anleitung.
OM-251958 Seite 20
Page 27

4-9. Einfädeln des Schweißdrahtes und Einstellen des Anpressdrucks der Andruckrolle
1 Drahtspule
2 Schweißdraht
3 Einlauf-Drahtführungsdüse
3
4
7
4 Druckeinstellknopf
5 Vorschubrolle
6 Drahtauslassführung
7 Schlauchpaket
Schlauchpaket gerade auslegen.
1
2
5
6
Benötigtes Werkzeug:
. Draht straff halten, damit
er sich nicht abwickelt.
150 mm
(6 Zoll)
Andruckeinheit öffnen. Draht ziehen und halten; Ende abschneiden. Draht durch die Führungen
in den Schweißbrenner einschieben;
dabei den Draht weiter festhalten.
. Den gewünschten Anpressdruck
Festziehen
der Vorschubrollen mittels
Anzeigeskala festlegen.
Andruckeinheit schließen und
festziehen, dann den Draht loslassen.
Schweißbrennerschalter drücken, bis der
Draht aus dem Schweißbrenner austritt.
Kontaktspitze und Düse wieder montieren.
1
2
3
4
Anpressdruck−
Anzeigeskala
Schweißbrennerdüse und Kontaktspitze entfernen. Einschalten.
Festziehen
1
2
3
HOLZ
Draht fördern, um den Anpressdruck
der Vorschubrollen zu prüfen. Knopf fest genug
anziehen, um ein Durchrutschen zu verhindern.
4
Draht abschneiden.
Abdeckung schließen
und verriegeln.
956142856_8-14_A
OM-251958 Seite 21
Page 28
ABSCHNITT 5 − BETRIEB
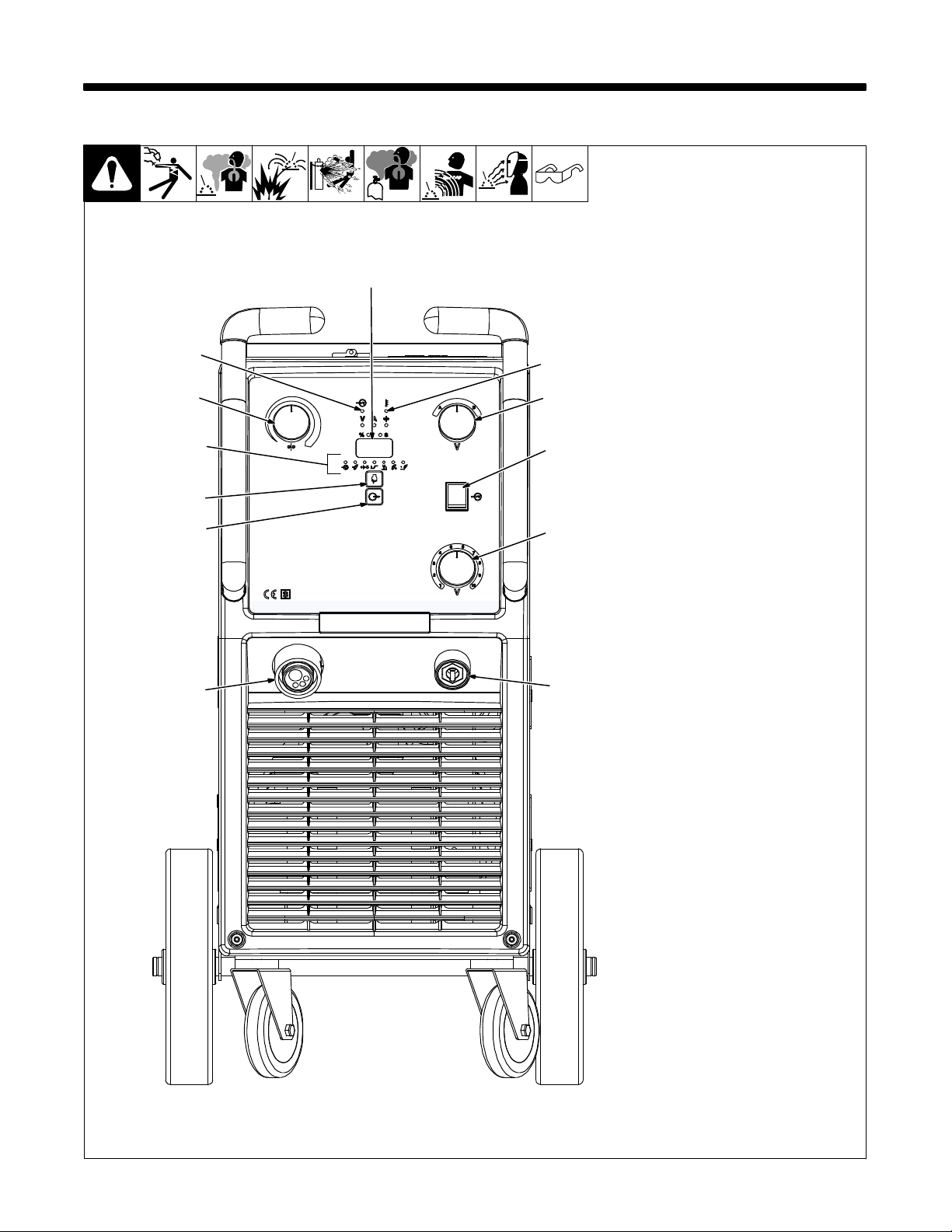
5-1. Regler für den MigMatic 300
7
5
6
9
8
10
11
1 Netzschalter S1
Mit dem Schalter den Strom ein− und
ausschalten.
2 Grobstufenschalter S2
Auswahlmöglichkeit für die Spannung in
zwei Grobstufen (A oder B).
3 Feinstufenschalter S3
Diese Regelung ermöglicht die Anwahl
von 10 Feinstufen für die Spannungseinstellung je Grobstufe (A oder B) von
S2.
4
2
1
3
12
4 Überhitzungsanzeige PL2
(orange LED)
PL2 leuchtet auf, wenn das Gerät
überhitzt ist und sich abschaltet.
5 Anzeige für Stromversorgung PL1
(weiße LED)
PL1 leuchtet auf, wenn das Gerät
eingeschaltet ist.
6 Steuerung der Drahtvorschub-
geschwindigkeit R1
Zur Erhöhung der Drahtvorschubgeschwindigkeit Regler im Uhrzeigersinn
drehen.
Mit dieser Regelung werden
Sequenz−Parameter eingestellt (siehe
Abschnitt 5-4).
7 Digitale Anzeige
Zeigt die Werte und Parameter für
ausgewählte Schweißverfahren an.
8 Setup−Taste
Mit dieser Taste werden die Parameter
(V, A, %) und die Sequenzregelung
ausgewählt.
9 LEDs Sequenzregelung
Siehe Abschnitt 5-4.
10 Taste für Schaltermodus
Steuerung für die Auswahl des
gewünschten Schaltermodus (siehe
Abschnitt 5-5).
11 MSG−Schweißbrenneranschluss
Anschluss für MSG−Schweißbrenner mit
Euro−Zentralanschluss.
12 Werkstückanschluss
OM-251958 Seite 22
Ref. 956142845_1_14_A / 356029235_C
Page 29

5-2. Regler für die MigMatic 380
7
5
6
9
8
10
11
1 Netzschalter S1
Mit dem Schalter den Strom ein− und
ausschalten.
2 Grobstufenschalter S2
Ermöglicht die Spannungsauswahl in drei
Grobstufen (A, B oder C).
3 Feinstufenschalter S3
Diese Regelung ermöglicht die Anwahl von
10 Feinstufen für die Spannungseinstellung
je Grobstufe (A, B oder C) von S2.
4 Überhitzungsanzeige PL2
(orange LED)
4
2
1
3
12
13
PL2 leuchtet auf, wenn das Gerät überhitzt
ist und sich abschaltet.
5 Anzeige für Stromversorgung PL1
(weiße LED)
PL1 leuchtet auf, wenn das Gerät
eingeschaltet ist.
6 Steuerung der Drahtvorschub-
geschwindigkeit R1
Zur Erhöhung der Drahtvorschubgeschwindigkeit Regler im Uhrzeigersinn
drehen.
Mit dieser Regelung werden
Sequenz−Parameter eingestellt (siehe
Abschnitt 5-4).
7 Digitale Anzeige
Zeigt die Werte und Parameter für
ausgewählte Schweißverfahren an.
8 Setup−Taste
Mit dieser Taste werden die Parameter
(V, A, %) und die Sequenzregelung
ausgewählt.
9 LEDs Sequenzregelung
Siehe Abschnitt 5-4.
10 Taste für Schaltermodus
Steuerung für die Auswahl des
gewünschten Schaltermodus (siehe
Abschnitt 5-5).
11 MSG−Schweißbrenneranschluss
Anschluss für MSG−Schweißbrenner mit
Euro−Zentralanschluss.
12 Minuspol (−), niedrige Induktivität
Schweißausgangsklemme
Schließen Sie das Werkstückkabel
hier für die meisten „Kurzlichtbogen“−
Schweißungen an.
13 Minuspol (−), hohe Induktivität
Schweißausgangsklemme
Schließen Sie das Werkstückkabel hier
bei Edelstahl− und Sprühlichtbogen−
Schweißungen an.
Ref. 956142845_2_14_A / 356029237_C
OM-251958 Seite 23
Page 30

5-3. Auswahlparameter (Modelle MigMatic 300 und 380)
2
3
1 LEDs Parameter
2 Digitale Anzeige D1
3 Setup−Taste P1
Zur Auswahl der Schweißparameter
wie nachstehend vorgehen:
P1 Drucktaste zur Auswahl der
gewünschten Parameter (V, A, oder %)
drücken und wieder loslassen,
die entsprechende LED leuchtet auf.
Anzeige D1 zeigt den ausgewählten
Parameter.
f = Licht aus F = Licht ein F =Licht blinkt
VOLT AMP
DRAHTVORSCHUBGESCHWINDIGKEIT
1
Ref. 956142856_2_14_A / 356029237_C
OM-251958 Seite 24
Page 31

5-4. Einstellungen Sequenzregelung (Modelle MigMatic 300 und 380)
1 LEDs Sequenzregelung
2 Digitale Anzeige D1
3 Setup−Taste P1
4 Parameter LED S (Sekunden)
5 Steuerung der Drahtvorschub-
4
6
5
2
3
geschwindigkeit R1
6 LED Setup−Menü
Wenn Sie in den Setup−Modus für die
Sequenzregelung gehen und die Parameter
durchlaufen lassen möchten, drücken Sie die
Setup−Taste P1 und halten Sie sie drei
Sekunden lang. Das Setup−Menü beginnt zu
blinken. Die ausgewählten Parameter werden
angezeigt und die entsprechende LED leuchtet
auf. Im Setup−Modus scrollen Sie, durch
Drücken und Loslassen der Setup–Taste P1,
durch die Parameter.
. Das Gerät verlässt das Setup−Menü
automatisch, wenn mehr als fünf Sekunden
lang keine Aktivität festgestellt wird. Wenn
Sie wieder in den Setup−Modus gehen
möchten, drücken und halten Sie die
Setup−Taste P1.
7 LED Regelung Gasvorströmzeit
Mit der Regelung stellen Sie die Dauer der
Gasströmung vor Lichtbogenzündung ein. Wenn
dies ausgewählt ist, können Sie mit der Regelung
für die Drahtvorschubgeschwindigkeit R1 den
Wert ändern. Die Werkseinstellung ist
0,3 Sekunden (mind. = 0 Sek., max. = 5,0 Sek.).
8 LED Regelung
Drahteinschleich−Geschwindigkeit
Mit der Regelung bestimmen Sie die
Drahtvorschubgeschwindigkeit vor Lichtbogenzündung. Wenn dies ausgewählt ist,
können Sie mit der Regelung für die
Drahtvorschubgeschwindigkeit R1 den Wert
ändern. Werkseinstellung = 100% (mind. =
25%, max. = 100%)
. Die Einschleichregelung ist nur aktiv, wenn
die Anstiegszeit auf 0 Sekunden steht.
9 LED Steuerung Anstiegszeit
Mit dieser Regelung wählen Sie aus, wie lange
es dauert, um von der anfänglichen Stromstärke zur Schweißstromstärke hoch-/
herunterzufahren. Zum Deaktivieren den Wert
auf 0 setzen. Wenn dies ausgewählt ist, können
Sie mit der Regelung für die Drahtvorschubgeschwindigkeit R1 den Wert ändern.
Werkseinstellung = 0 Sekunden (mind. = 0 Sek.,
max. = 5 Sek.).
10 LED Regelung Drahtfreibrennzeit
Mit dieser Regelung wählen Sie aus, wie lange
der Schweißdraht, nach Loslassen des
Schweißbrennerschalters, noch unter
Spannung stehen soll. Wenn dies ausgewählt
ist, können Sie mit der Regelung für die
Drahtvorschubgeschwindigkeit R1 den Wert
ändern. Werkseinstellung = 0,03 Sekunden
(mind. = 0,03 Sek., max. = 0,25 Sek.).
11 LED Regelung Gasnachströmzeit
Die Steuerung benutzen, um einzustellen, wie
lange das Schutzgas nach dem Schweißen
weiterströmt, um das Schweißbad zu schützen.
Wenn dies ausgewählt ist, können Sie mit der
Regelung der Drahtvorschubgeschwindigkeit
R1 den Wert ändern. Werkseinstellung =
3,0 Sek. (mind. = 0 Sek., max. = 10,0 Sek.).
12 LED Regelung Punktschweißzeit
Mit dieser Regelung stellen Sie ein, wie lange
der Lichtbogen vor automatischer Abschaltung
aktiv bleiben soll. Wenn dies ausgewählt ist,
können Sie mit der Regelung für die
Drahtvorschubgeschwindigkeit R1 den Wert
ändern. Werkseinstellung = 1,0 Sekunden
(mind. = 1 Sek., max. = 120 Sek.). Für die
Auswahl dieser Regelung siehe Abschnitt 5-5.
f = Licht aus F = Licht ein F =Licht blinkt
SETUP−MENÜ
89
7
Drücken und
gedrückt halten
Licht an, wenn
keit ausgewählt
11
10 12
die Drahtein-
schleich−
Geschwindig-
wurde
SEQUENZ
DURCHLAUFEN
P1P1
Drücken und
loslassen
1
Durch-
laufrichtung
956142856_2_14_A
OM-251958 Seite 25
Page 32

5-5. Auswahl von Bedienmodus und Punktschweißzeit (Modelle MigMatic 300 und 380)
. Es muss immer ein Bedien-
modus ausgewählt werden.
1 Digitale Anzeige D1
2 Schalter P2 für die Auswahl
des Bedienmodus
Für das Auswählen des Bedienmodus und des Punktschweiß-
1
2
zeitschalters wie nachstehend
vorgehen:
P2 Drucktaste drücken und
loslassen. Die Anzeige D1 zeigt
den gewünschten Bedienmodus,
2−t, 4−t oder Punktschweißzeit Spt.
32 − t, 2−Takt Bedienmodus
Mit Drücken des Brennertasters
beginnt der Schweißvorgang.
Bei Loslassen des Brennertasters
wird der Schweißvorgang gestoppt.
44 − t, 4−Takt Bedienmodus
Mit Drücken des Brennertasters
beginnt der Schweißvorgang. Der
Schweißvorgang wird auch mit
Loslassen des Brennertasters
fortgesetzt. Wird der Brennertaster
ein zweites Mal gedrückt und
losgelassen, stoppt der Schweißvorgang.
5 Modus Punktschweißen
Informationen zum Einstellen der
Werte finden Sie in Abschnitt 5-4.
. Nach Einschalten des Geräts
ist auf der digitalen Anzeige D1
eine Sekunde lang der
letztgewählte Bedienmodus zu
sehen. Standard ist 2−t.
2−Takt−Betriebsart 4−Takt−Betriebsart
D1 D1 D1
OM-251958 Seite 26
345
2−t4−t Spt
P1
Drücken
und loslassen
P1
Drücken
und loslassen
*Modus
Punktschweißen
P1
Drücken
und loslassen
Ref. 956142856_2_14_A / 356029237_C
Page 33

5-6. Einstellungen Schweißdrahteinfädeln (Modelle MigMatic 300 und 380)
1 Setup−Taste P1
Gerät zum Schweißdrahteinfädeln wie
nachstehend vorbereiten:
S Drahtspule einsetzen und Spulen-
bremse einstellen (siehe Abschnitt
4-2).
S Die passenden Vorschubrollen und
Draht−führung benutzen (siehe
Abschnitt 4-7).
S Schweißdraht einführen und Druck
1
der Anpressrolle einstellen (siehe
Abschnitt 4-9).
Ohne eine Schweißung zu beginnen, den
Brennerschalter drücken und drei
Sekunden lang gedrückt halten, damit der
Schweißdraht eingefädelt werden kann.
. Nach Drücken und Halten des
Schweißbrennerschalters sind Schutzgasventil und Leistungsschütz
deaktiviert. Diese Methode beugt dem
Risiko von Lichtbogenzündungen,
aufgrund einer Berührung mit leitenden
Teilen, beim Drahteinfädeln vor. Der
Schweißdraht wird mit einer
Vorschubgeschwindigkeit von etwa 11
Metern pro Minute eingefädelt. Die
Geschwindigkeit des Einfädelns wird nur
in Metern pro Minute gemessen.
Zum Beenden des Einfädelns,
Brennerschalter loslassen.
Drahteinfädeln
Drücken und
gedrückt halten
Beenden des Einfädelns
Loslassen
Ref. 956142856_2_14_A / 356029237_C
OM-251958 Seite 27
Page 34

5-7. Das Gerät auf die werksseitige Voreinstellung zurücksetzen (Modelle MigMatic 300
und 380)
. Dieser Vorgang löscht
sämtliche vom Bediener
festgelegten Parameter und
ruft die Werksparameter
wieder auf.
1 Auswahlschalter
Bedienmodus P2
Taste P2 drücken und halten und
die Werkseinstellungen werden
wieder hergestellt.
1
OM-251958 Seite 28
Ref. 956142856_2_14_A / 356029237_C
Page 35

5-8. Regler für MigMatic 300 DX
7
5
6
8
9
10
11
12
13
4
2
1
3
14
1 Netzschalter S1
Mit dem Schalter den Strom ein− und
ausschalten.
2 Grobstufenschalter S2
Auswahlmöglichkeit für die Spannung in
zwei Grobstufen (A oder B).
3 Feinstufenschalter S3
Diese Regelung ermöglicht die Anwahl von
10 Feinstufen für die Spannungseinstellung je Grobstufe (A oder B) von S2.
4 Überhitzungsanzeige PL2
(orange LED)
PL2 leuchtet auf, wenn das Gerät überhitzt
ist und sich abschaltet.
5 Anzeige für Stromversorgung PL1
(weiße LED)
PL1 leuchtet auf, wenn das Gerät
eingeschaltet ist.
6 Einstellknopf R1 für
Drahtvorschubgeschwindigkeit/
Lichtbogenlänge und Spannungs-
korrektur am Netzeingang
Siehe Abschnitt 5-11.
7 Digitale Anzeige
Zeigt die Werte und Parameter für
ausgewählte Schweißverfahren an.
8 Setup−Taste
Mit dieser Taste werden die Parameter
(V, A, %) und die Sequenzregelung
ausgewählt.
9 Taste für Schaltermodus
Steuerung für die Auswahl des
gewünschten Schaltermodus (siehe
Abschnitt 5-13).
10 Drucktaste Drahtdurchmesser
Steuerung für die Auswahl des
gewünschten Drahtdurchmessers beim
MSG − Synergie − Schweißen (siehe
Abschnitt 5-14).
11 Materialtaste
Für die Auswahl des Materialtyps
beim MSG−Synergie−Schweißen (siehe
Abschnitt 5-15).
12 Taste Gasauswahl
Für die Auswahl der gewünschten Gasart
beim MSG−Synergie−Schweißen (siehe
Abschnitt 5-16).
13 MSG−Schweißbrenneranschluss
Anschluss für MSG−Schweißbrenner mit
Euro−Zentralanschluss.
14 Werkstückanschluss
Ref. 956142845_3_14_A / 356029236_C
OM-251958 Seite 29
Page 36

5-9. Regler für MigMatic 380 DX
7
5
6
8
9
10
11
12
13
1 Netzschalter S1
Mit dem Schalter den Strom ein− und
ausschalten.
2 Grobstufenschalter S2
Ermöglicht die Spannungsauswahl in drei
Grobstufen (A, B oder C).
3 Feinstufenschalter S3
Diese Regelung ermöglicht die Anwahl von
10 Feinstufen für die Spannungseinstellung
je Grobstufe (A, B oder C) von S2.
4 Überhitzungsanzeige PL2
(orange LED)
4
2
1
3
14
15
PL2 leuchtet auf, wenn das Gerät überhitzt ist
und sich abschaltet.
5 Anzeige für Stromversorgung PL1
(weiße LED)
PL1 leuchtet auf, wenn das Gerät eingeschaltet
ist.
6 Einstellknopf R1 für
Drahtvorschubgeschwindigkeit/
Lichtbogenlänge und Spannungs-
korrektur am Netzeingang
Siehe Abschnitt 5-11.
7 Digitale Anzeige
Zeigt die Werte und Parameter für ausgewählte
Schweißverfahren an.
8 Setup−Taste
Mit dieser Taste werden die Parameter (V, A, %)
und die Sequenzregelung ausgewählt.
9 Taste für Schaltermodus
Steuerung für die Auswahl des gewünschten
Schaltermodus (siehe Abschnitt 5-13).
10 Drucktaste Drahtdurchmesser
Steuerung für die Auswahl des gewünschten
Drahtdurchmessers beim MSG−Synergie−
Schweißen (siehe Abschnitt 5-14).
11 Materialtaste
Für die Auswahl des Materialtyps beim
MSG−Synergie−Schweißen (siehe Abschnitt
5-15).
12 Taste Gasauswahl
Für die Auswahl der gewünschten Gasart beim
MSG−Synergie−Schweißen (siehe Abschnitt
5-16).
13 MSG−Schweißbrenneranschluss
Anschluss für MSG−Schweißbrenner mit
Euro−Zentralanschluss.
14 Minuspol (−), niedrige Induktivität
Schweißausgangsklemme
Schließen Sie das Werkstückkabel hier für die
meisten „Kurzlichtbogen“−Schweißungen an.
15 Minuspol (−), hohe Induktivität
Schweißausgangsklemme
Schließen Sie das Werkstückkabel hier
bei Edelstahl− und Sprühlichtbogen−
Schweißungen an.
OM-251958 Seite 30
Ref. 956142845_4_14_A / 356029238_C
Page 37

5-10. Freibrennen und Run−In−Steuerelemente (nur DX−Modelle)
1 Regler für die Drahtfreibrennzeit R3
Für die Einstellung der Zeit, die der
Schweißdraht nach dem Loslassen des
Brennerschalters noch unter Spannung
1
2
steht.
2 Steuerung R2 der Drahteinschleich-
geschwindigkeit
Für die Einstellung der Geschwindigkeit,
mit der der Draht vor Zündung des
Lichtbogens gefördert wird.
Notizen
956142856_8_14_A
OM-251958 Seite 31
Page 38

5-11. Einstellung der Spannungskorrektur für den Anschluss der Schweißstromquelle
(nur DX−Modelle)
1 Einstellknopf R1 für Drahtvorschub-
geschwindigkeit/Lichtbogenlänge und
Spannungskorrektur am Netzeingang
2 Anzeigeskala für Drahtvorschub-
geschwindigkeit (manueller Modus)
3
4
2
1
5
798
6
3 Mittenanzeige für die Einstellung
der Spannungskorrektur
der Anschlussleitung (Synergie−Modus)
4 Anzeigeskala für Einstellung der
Spannungskorrektur der Anschlussleitung/
Drahtvorschubgeschwindigkeit
(Synergie−Modus)
Vor dem Einschalten Steuerung R1 in
Mittelstellung drehen.
Innerhalb von 5 Sekunden nach dem Einschalten
überprüft das Gerät die Spannung der
Anschlussleitung und korrigiert sie nötigenfalls,
basierend auf einem Prozentanteil
voreingestellter (synergischer) Parameter.
5 Anzeige für Stromversorgung PL1
6 Digitale Anzeige
Die erforderliche Korrekturweise (plus oder
minus) wird folgendermaßen angezeigt:
7 Prozentuale Anzeige für negative
Spannungskorrektur am Netzeingang
Ein Strich im linken Bereich der Anzeige und
eine blinkende PL1 zeigt an, dass negativ
korrigiert werden muss. Zum Senken des
Werts R1 gegen den Uhrzeigersinn drehen.
8 Prozentuale Anzeige für positive
Spannungskorrektur am Netzeingang
Ein Strich im rechten Bereich der Anzeige und
eine blinkende PL1 zeigt an, dass positiv
korrigiert werden muss. Zum Erhöhen des
Werts R1 im Uhrzeigersinn drehen.
9 Anzeige für korrekte Spannung
am Netzeingang
Ein Strich im mittleren Bereich der Anzeige
zeigt an, dass die Eingangsspannung korrekt ist.
Die Spannung am Netzeingang muss bei
jedem Einschalten des Geräts kompensiert
werden.
. Spannungsschwankungen in der
Anschlussleitung, die mehr als fünf
Sekunden nach dem Einschalten
auftreten, werden nicht automatisch zum
Korrigieren kompensiert. Der Bediener
muss nicht korrekte Spannungen am
Netzeingang durch Drehen der Steuerung
R1 manuell korrigieren.
Die korrekte Einstellung wird durch einen
Piep− oder Summton bestätigt, wogegen die
nicht korrekte Spannung am Netzeingang
durch eine blinkende Leuchte PL1 angezeigt
wird.
. Auch wenn PL1 blinkt, arbeitet die
Maschine weiter, aber die Schweißausgangseigenschaften können beeinträchtigt werden.
Nach korrekter Einstellung der Eingangs−
Spannung wird (abhängig vom Modell)
300 oder 380 angezeigt.
. Bei jedem Einschalten des Geräts wird die
letzte Einstellung angezeigt.
OM-251958 Seite 32
Ref. 956142845_4_14_A / 356029236_C
Page 39

5-12. Setup-Menü der Schweißstromquelle (nur DX-Modelle)
1 Einstellknopf R1 für Drahtvorschub-
2 Anzeige Synergie-Modus
3 Spannungs−LED
4 Digitale Anzeige
5 Ampere−LED
6 LED Drahtvorschubgeschwindigkeit
7 Setup−Taste
8 Anzeige manueller Modus
9 Spannungsregler
10 Taste für Schaltermodus
Einstellknopf für Auswahl der gewünschten
Parameter: Spannung, Stromstärke oder
voreingestellte Drahtvorschubgeschwindigkeit
und Aufleuchten der entsprechenden LED
(V, A oder %).
Für die Änderung von Drahtvorschubgeschwindigkeit oder Stromstärke,
je nachdem, welcher Parameter aktiv ist,
drehen Sie den Einstellknopf Drahtvorschubgeschwindigkeit/Lichtbogenlänge
und Spannungskorrektur (Netzeingang).
Drehen Sie an der Spannungssteuerung,
um die Spannung zu ändern, wenn die
Spannungs−LED leuchtet.
Der Wert des ausgewählten Parameters wird
angezeigt.
10
4
3
1
2
56
7
8
9
. Die Standard−Voreinstellung für die
Auswahl manueller oder Synergie−Modus
Drücken und halten Sie den Einstellknopf
ungefähr 3 Sekunden lang, um zwischen
manuellem Modus (siehe Abschnitt 5-16) und
Synergie−Modus (siehe Abschnitt 5-17) zu
wechseln (Aufleuchten der entsprechenden LED).
geschwindigkeit/Lichtbogenlänge und
Spannungskorrektur am Netzeingang
Drahtvorschubgeschwindigkeit ist in Meter
pro Minute. Um auf Zoll pro Minute zu
wechseln, drücken und halten Sie die
Knöpfe für Einstellung und Schalterfunktionen ungefähr 5 Sekunden lang.
Ref. 956142845_4_14_A / 356029236_C
OM-251958 Seite 33
Page 40

5-13. Auswahl des Bedienmodus für den Schweißbrennerschalter (nur DX-Modelle)
. Es muss immer ein Bedienmodus
ausgewählt werden.
12 − t, 2−Takt Bedienmodus
Mit Drücken des Brennertasters beginnt
der Schweißvorgang. Bei Loslassen des
Brennertasters wird der Schweißvorgang
1
2
3
gestoppt.
24 − t, 4−Takt Bedienmodus
Mit Drücken des Brennertasters beginnt der
Schweißvorgang. Der Schweißvorgang wird
auch mit Loslassen des Brennertasters
fortgesetzt. Wird der Brennertaster ein
zweites Mal gedrückt und losgelassen, stoppt
der Schweißvorgang.
3 Auswahlknopf für Schaltermodus
Knopf drücken, zur Auswahl des
gewünschten Schaltermodus und zum
Aufleuchten der entsprechenden LED.
. Sowohl die 2−t wie auch die 4−t
Einstellung funktioniert im manuellen
Modus wie auch im Synergie−Modus.
5-14. Auswahl des Schweißdraht-Durchmessers für MSG-Schweißen im
Synergie-Modus (nur DX-Modelle)
1 Schweißdraht−Durchmesser
2 Taste Schweißdraht−
Durchmesser
Für die Auswahl des Schweißdraht−Durchmessers (0,6 mm,
0,8 mm, 1,0 mm oder 1,2 mm) und
zum Aufleuchten der entsprechenden LED, Knopf drücken.
1
2
OM-251958 Seite 34
Page 41

5-15. Auswahl des Schweißdraht-Typs für MSG-Schweißen im Synergie-Modus
(nur DX-Modelle)
1 Schweißdraht-Typen
2 Knopf für
Schweißdraht−Typen
Drücken Sie den Knopf für die
Auswahl des Schweißdraht−Typs
(Fe (Ferrit), CrNi (Edelstahl),
Al (Aluminium), oder CuSi
(Kupfer−Silizium)) und zum
Aufleuchten der entsprechenden
LED.
1
2
5-16. Gasauswahl für MSG-Synergie-Schweißen (nur DX-Modelle)
1 Schutzgas−Typen
2 Taste Gasauswahl
Drücken Sie den Knopf für die
Auswahl des Schutzgas−Typs:
CO
Arg (Argon) und zum Aufleuchten
der entsprechenden LED.
1
2
(Kohlendioxid), Mix (ArCO2),
2
OM-251958 Seite 35
Page 42

5-17. Auswahl manuelles MSG-Schweißen (nur DX-Modelle)
5
4
1
2
3
1 Setup−Taste
2 Anzeige manueller MSG−Modus
Zur Auswahl des manuellen MSG−Modus
(Aufleuchten der entsprechenden Anzeige),
Einstellknopf etwa 3 Sekunden lang drücken
und halten.
3 Spannungsregler S2
4 Einstellknopf R1 für Drahtvorschub-
geschwindigkeit/Lichtbogenlänge und
Spannungskorrektur am Netzeingang
5 Digitale Anzeige
. Möglicherweise muss der Bediener im
manuellen MSG−Modus die wichtigsten
Parameter für spezifische Eigenschaften
des Lichtbogens einstellen.
Einstellknopf für Auswahl der gewünschten
Parameter: Spannung, Stromstärke oder
voreingestellte Drahtvorschubgeschwindigkeit und Aufleuchten der entsprechenden
LED (V, A oder %).
Der Wert der ausgewählten Parameter wird
angezeigt.
Zur Erhöhung der Spannung Spannungsregler im Uhrzeigersinn drehen.
Zur Erhöhung der Drahtvorschubgeschwindigkeit den Regler für die Drahtvorschubgeschwindigkeit im Uhrzeigersinn
drehen.
Gemäß Abschnitt 5-13 Schweißbrennerbedienmodus 2−t oder 4−t auswählen.
OM-251958 Seite 36
Ref. 956142845_4_14_A / 356029238_C
Page 43

5-18. Auswahl MSG-Synergie-Schweißen (nur DX-Modelle)
1 Setup−Taste
2 Anzeige MSG−Synergie−Schweißen
Zur Auswahl des MSG−Synergie−Modus
(Aufleuchten der entsprechenden Anzeige),
10
5
Einstellknopf etwa 3 Sekunden lang drücken
und halten.
3 Spannungsregler S2
4 Einstellknopf R1 für Drahtvorschub-
5 Digitale Anzeige
. Möglicherweise muss der Bediener im
4
2
6
7
8
9
1
Einstellknopf für Auswahl der gewünschten
Parameter: Spannung, Stromstärke oder
voreingestellte Drahtvorschubgeschwindigkeit
3
und Aufleuchten der entsprechenden LED
(V, A oder %).
Der Wert der ausgewählten Parameter wird
angezeigt.
Zur Erhöhung der Spannung, Spannungsregler
S2 im Uhrzeigersinn drehen.
Zur Erhöhung der Drahtvorschubgeschwindigkeit, Steuerung für die Drahtvorschubgeschwindigkeit R1 im Uhrzeigersinn drehen.
6 Taste für Schaltermodus
Mit diesem Knopf wählen Sie zwischen 2−t
und 4−t (siehe Abschnitt 5-13).
7 Taste Drahtdurchmesser
Mit diesem Knopf wählen Sie den passenden
Schweißdraht−Typ (siehe Abschnitt 5-14) aus.
8 Knopf für Schweißdraht−Typen
Mit diesem Knopf wählen Sie den passenden
Schweißdraht−Typ (siehe Abschnitt 5-15) aus.
9 Taste Gasauswahl
Mit diesem Knopf wählen Sie das gewünschte
Schutzgas (siehe Abschnitt 5-16) aus.
10 LED‘s hohe/niedrige Induktivität
Im Synergiemodus zeigt die entsprechende
LED an, ob die Induktivität am negativen
Schweißausgang richtig, zu niedrig oder
zu hoch ist. Siehe Abschnitte 5-8 und 5-9 für den
Anschluss des Massekabels.
. Der Bediener kann eine andere Induktanz
geschwindigkeit/Lichtbogenlänge und
Spannungskorrektur am Netzeingang
MSG−Synergie−Modus, Schweißdaten
für spezifische Eigenschaften des
Lichtbogens einstellen. Allgemein wird
die Spannung eingestellt und das
Synergieverfahren wählt automatisch
die entsprechende Drahtvorschubgeschwindigkeit.
(nur Modell 380 DX)
für den negative Schweißausgang als die
vorgeschlagene wählen, dadurch werden
aber keine guten Schweißleistungen
garantiert.
Ref. 956142845_4_14_A / 356029238_C
OM-251958 Seite 37
Page 44
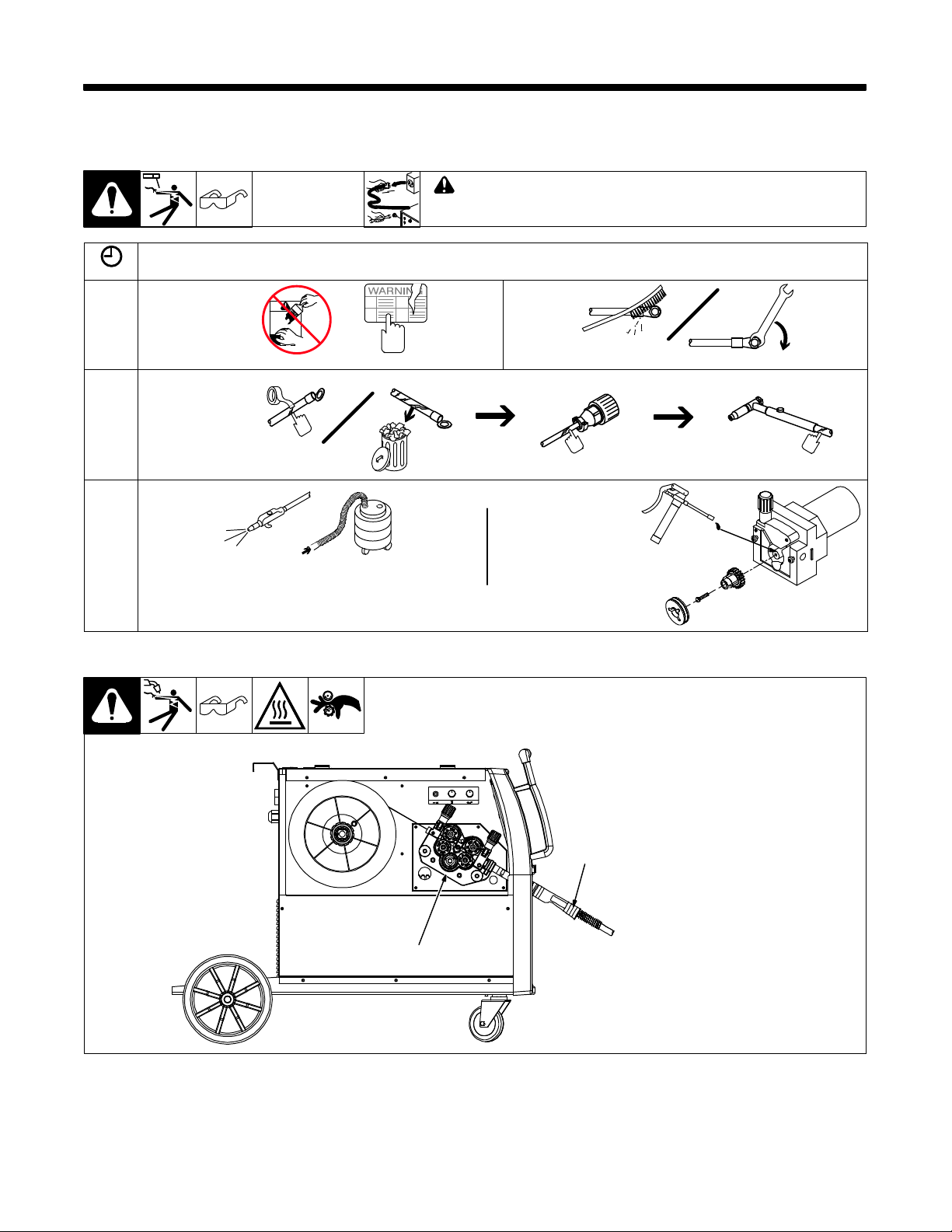
ABSCHNITT 6 − WARTUNG & FEHLERSUCHE
6-1. Routinemäßige Wartung
Alle 3
Monate
Alle 3
Monate
Alle 6
Monate
! Gerät vor Durchführung
der Wartungsarbeiten vom
Netz trennen.
n = Prüfen Z = Wechseln ~ = Reinigen = Reinigen l = Ersetzen
* Bei, vom Hersteller autorisierter, Servicestelle durchführen lassen.
nl Hinweisschilder
n lKabel und Isolierung
ODER
~:Bei starkem Einsatz monatlich reinigen.
~ Schweißkabelanschlüsse
Antriebsrolle und
Rollenträger ausbauen.
Eine dünne Schicht Öl
oder Fett auf die Antriebsmotorwelle auftragen.
. Bei härterer Beanspruchung
muss das Gerät häufiger gewartet werden.
6-2. Schweißbrenner und Drahtvorschubgruppe
2
6-3. Überlast
1 Schweißbrenner
Die Drahtführungsseele auf
Verstopfung oder Knickstellen
überprüfen.
2 Drahtvorschubgruppe
Prüfen Sie, ob sich der Draht
verklemmt hat, ob ein Zahnrad
blockiert ist oder ob sich die
Vorschubrollen verschoben haben.
1
Das Gerät eine Zeit lang abkühlen
lassen und dann den Schalter
zurücksetzen. Die Abdeckung
schließen.
956142845_8_14_A
Die Thermoschalter TP4 in SR1 und TP5 in XFMR schützen das Gerät vor Schäden durch Überhitzung.
Wenn die Überhitzungsanzeige aufleuchtet, einen Moment warten, damit sich das Gerät bei laufendem Gebläse
abkühlen kann, und erst dann versuchen zu schweißen. Wenn sich das Gerät abgekühlt hat und weiterhin
kein Schweißen möglich ist, wenden Sie sich bitte an autorisiertes Servicepersonal.
OM-251958 Seite 38
Page 45
6-4. Fehlersuche
Fehler Abhilfe
Kein Schweißausgang; Draht
wird nicht gefördert.
Kein Schweißausgang; Draht
wird gefördert.
Prüfen, ob Hauptschalter eingeschaltet ist (siehe Abschnitt 4-5 ).
Netzsicherung auswechseln oder Sicherungsautomat zurücksetzen, falls einer von diesen offen ist
(siehe Abschnitt 4-5).
Anschlüsse des Brennerschalters prüfen. (siehe Abschnitt 6-2).
Den Stromdurchgang von Hauptschalter S1 überprüfen und ggf. auswechseln.
Autorisiertes Servicepersonal muss den Haupttransformator T1 auf Windungsfehler überprüfen.
Den Stromdurchgang durch alle Wicklungen prüfen und überprüfen, ob die Anschlüsse in Ordnung sind.
Sekundärspannungen überprüfen. T1 ggf. auswechseln.
Die Durchgänge der Thermostate TP4 und TP5 von vom Werk autorisiertem Servicepersonal überprüfen
lassen. TP4 und TP5 ggf. auswechseln.
Hauptplatine PC1 und Anschlüsse von autorisiertem Servicepersonal überprüfen und bei Bedarf auswechseln
lassen.
Werkstückklemme anschließen, um guten Stromübergang zu erhalten.
Kontaktspitze auswechseln. (Siehe Betriebsanleitung für den Brenner.)
Gerät ist überlastet (siehe Abschnitt 6-3).
Lassen Sie die Dioden im Haupt−Gleichrichter SR1 von autorisiertem Servicepersonal überprüfen und
gegebenenfalls austauschen.
Lassen Sie den Stabilisator Z1 von autorisiertem Servicepersonal auf Anzeichen von Windungsfehlern überprüfen.
Stromdurchgang durch alle Wicklungen prüfen und Anschlüsse überprüfen. Z1 ggf. auswechseln.
Lassen Sie den Haupttransformator T1 von autorisiertem Servicepersonal auf Anzeichen von Windungsfehlern
überprüfen. Den Stromdurchgang durch alle Wicklungen prüfen und Anschlüsse überprüfen.
Sekundärspannungen überprüfen. T1 ggf. auswechseln.
Lassen Sie den Spannungsschalter von autorisiertem Servicepersonal überprüfen. Ersetzen falls erforderlich.
Geringer Schweißausgang. Richtige Eingangsspannung am Gerät anschließen oder prüfen, ob eine zu niedrige Spannung anliegt
Zu niedrige, zu hohe oder falsche
Drahtgeschwindigkeit.
Keine Drahtförderung. Sicherungsautomat CB1 zurücksetzen (siehe Abschnitt 6-2).
(siehe Abschnitt 4-3).
Die Leiterbrücken der Eingangsspannung überprüfen und ihre Position ggf. korrigieren (siehe Abschnitt 4-3).
Lassen Sie den Haupt-Gleichrichter SR1 von autorisiertem Servicepersonal überprüfen und gegebenenfalls
austauschen.
Lassen Sie den Spannungsschalter von autorisiertem Servicepersonal überprüfen. Ersetzen falls erforderlich.
Spannung der Anschlussleitung einstellen (siehe Abschnitt 5-11).
Die Einstellungen auf der Frontpanel anpassen (siehe Abschnitt 5).
Korrekte Vorschubrollen einsetzen (siehe Abschnitt 4-7).
Anpressdruck der Vorschubrollen neu einstellen (siehe Abschnitt 4-9).
Ggf. Einlauf−Drahtführungsdüse, Kontaktspitze und/oder Drahtführungsseele auswechseln.
Die Position der Eingangsleiterbrücken prüfen (siehe Abschnitt 4-3).
Lassen Sie die Steuerung für die Drahtgeschwindigkeit R1 von autorisiertem Servicepersonal überprüfen und
ggf. austauschen.
Lassen Sie die Dioden im Haupt−Gleichrichter SR1 von autorisiertem Servicepersonal überprüfen und
gegebenenfalls austauschen.
Lassen Sie die Hauptplatine PC1 und Anschlüsse von autorisiertem Servicepersonal prüfen und bei Bedarf
auswechseln.
Drahtvorschubregler R1 auf eine höhere Geschwindigkeit einstellen (siehe Abschnitte 5-1, 5-2, 5-8 oder 5-9).
Verstopfung in Kontaktspitze oder Drahtführungsseele beseitigen (siehe Brenner−Betriebsanleitung).
OM-251958 Seite 39
Page 46
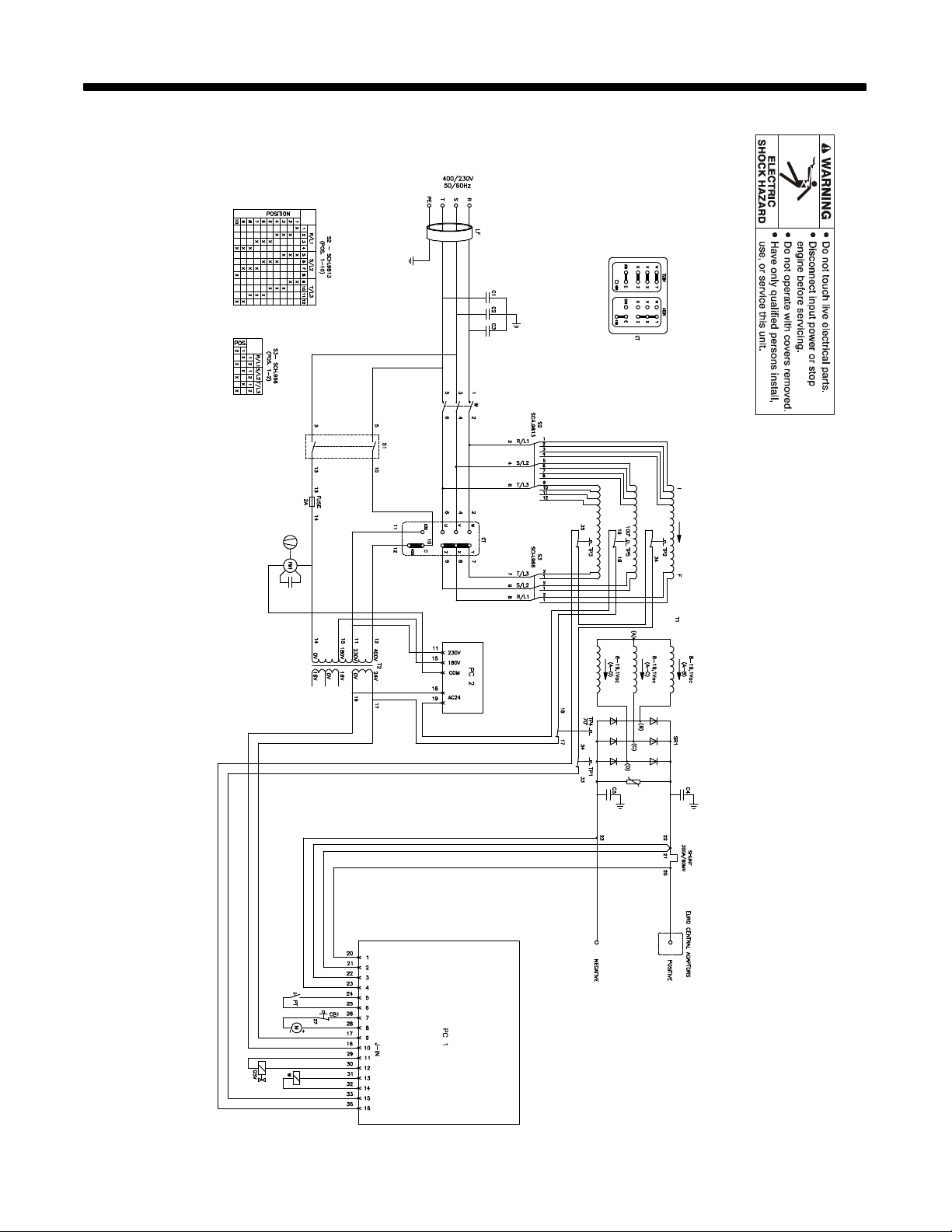
ABSCHNITT 7 − ELEKTRISCHE SCHALTPLÄNE
OM-251958 Seite 40
956142850-B
Abbildung 7-1. Circuit Diagram for Migmatic 300 (230/400 VAC)
Page 47

Abbildung 7-2. Circuit Diagram for Migmatic 300 (400 VAC)
956142846-B
OM-251958 Seite 41
Page 48

OM-251958 Seite 42
956142852-B
Abbildung 7-3. Circuit Diagram for Migmatic 380 (230/400 VAC)
Page 49

Abbildung 7-4. Circuit Diagram for Migmatic 380 (400 VAC)
956142848-B
OM-251958 Seite 43
Page 50

OM-251958 Seite 44
956142851-C
Abbildung 7-5. Circuit Diagram for Migmatic 300 DX (230/400 VAC)
Page 51

Abbildung 7-6. Circuit Diagram for Migmatic 300 DX (400 VAC)
956142847-C
OM-251958 Seite 45
Page 52

OM-251958 Seite 46
956142853-C
Abbildung 7-7. Circuit Diagram for Migmatic 380 DX (230/400 VAC)
Page 53

Abbildung 7-8. Circuit Diagram for Migmatic 380 DX (400 VAC)
956142849-C
OM-251958 Seite 47
Page 54

ABSCHNITT 8 − ERSATZTEILLISTE
956142845_11_14_A
Abbildung 8-1. Wrapper Assembly, MigMatic 300/380
Item
No.
1 156034005 Latch, Side Panel 2 2... ....... .. ............................................ .......
2 156007043 Side Panel, Hinged 1 1... ....... .. ........................................... .......
3 156034007 Hinge 2 2... ....... .. ...................................................... .......
4 000207235 Label, Warning, Tilt 1 1... ....... .. ........................................... .......
5 156005156 Cylinder Rack, Upper Support 1 1... ....... .. ................................. .......
6 956142856 Rating Plate, MigMatic 300 V.400 1... ....... .. .............................. .........
6 956142862 Rating Plate, MigMatic 300 V.230/400 1... ....... .. .......................... .........
6 956142858 Rating Plate, MigMatic 380 V.400 1... ....... .. ........................................
6 956142860 Rating Plate, MigMatic 380 V.230/400 1... ....... .. ....................................
7 000207291 Label, Primary Power Connections 1 1... ....... .. ............................. .......
8 156023157 Wheel, Retaining Clip 2 2... ....... .. ......................................... .......
9 056054085 Wheel, D.250, Hole D.20 2 2... ....... .. ...................................... .......
10 156009132 Washer 4 4... ....... .. ..................................................... .......
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 48
Part
No.
Description
Abbildung 8-1. Wrapper Assembly, MigMatic 300/380
300
Quantity
Model
380
Page 55

Item
No.
Part
No.
Description
Quantity
Model
Abbildung 8-1. Wrapper Assembly, MigMatic 300/380
300
380
11 156012152 Axle, Wheel Rear D.20 L.471 1 1... ....... .. .................................. .......
12 000207233 Label, General Precautionary 2 2... ....... .. .................................. .......
13 +156122087 Cover, Right Side 1 1... ...... .. ............................................ .......
14 056054058 Wheel, Caster D.100, M.12 2 2... ....... .. .................................... .......
15 229616 Bezel, Front 1 1... .......... .. ................................................. .......
16 656088002 Cover, Plastic 1 1... ....... .. ............................................... .......
17 231553 Handle, RH 1 1... .......... .. ................................................. .......
18 231554 Handle, LH 1 1... .......... .. .................................................. .......
19 356029242 Nameplate, Front, Lower MigMatic 300/300DX 1... ....... .. ................... .........
19 356029243 Nameplate, Front, Lower MigMatic 380/380DX 1... ....... .. .............................
20 056067267 Switch, Power 1 1... ....... .. ............................................... .......
21 356029235 Nameplate, Front, Upper MigMatic 300 1... ....... .. ......................... .........
21 356029237 Nameplate, Front, Upper MigMatic 380 1... ....... .. ...................................
22 +156122088 Side Panel, Left Side, Lower 1 1... ...... .. .................................. .......
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 49
Page 56

956142845_13_14_B
Abbildung 8-2. Main Assembly, MigMatic 300
Quantity
Item
No.
Dia.
Mkgs.
Part
No.
Description
Model
230/400 400
Abbildung 8-2. Main Assembly, MigMatic 300
1 156012138 Spool Holder, Shaft 1 1... ........... .. ....................................... ....
2 656009004 Washer, 17 x 70, Plastic 1 1... ........... .. ................................... ....
3 656102007 Hub 1 1... ........... .. .................................................... ....
4 156009134 Washer, Flat 1 1... ........... .. ............................................. ....
5 156032140 Spring, 17 x 2.6 x 6 L.40 1 1... ........... .. .................................. ....
6 056020072 Handwheel Reel, w/Ring 1 1... ........... .. .................................. ....
7 156015027 Spool Nut, Plastic 1 1... ........... .. ........................................ ....
8 156023170 Spacer, Spool Holder D.50 H.18 1 1... ........... .. ............................ ....
9 156023171 Spacer, Spool Holder D.50 H.30 1 1... ........... .. ............................ ....
10 F1 *056092097 Fuse, 2A 250V 5 x 20 T 1 1... .... .. .. ................................... ....
11 356029240 Nameplate, Fuse, MigMatic 300/380 1 1... ........... .. ........................ ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 50
Page 57

Quantity
Item
No.
Dia.
Mkgs.
Part
No.
Description
Model
230/400 400
Abbildung 8-2. Main Assembly, MigMatic 300
12 +178937 Label, Warning Electric Shock 1 1... ............. .. .............................. ....
13 156005166 Housing, Motor Drive 1 1... ........... .. ..................................... ....
14 M 057010052 Motor, Gear 24VDC 60W 1 1... .... .... .. .................................. ....
15 656005031 Insulator, Plate 1 1... ........... .. ........................................... ....
16 028033032 Wire Drive System, 2 Rolls 1 1... ........... .. ................................ ....
17 156008042 Spacer, D.19 L.52, Mini-Euro Connector 1 1... ........... .. ..................... ....
18 057052050 Connector, Mini-Euro, Quick Female 1 1... ........... .. ........................ ....
19 156090028 Wire Guide, 2 x 5, L.143,5 Outlet 1 1... ........... .. ........................... ....
20 656014014 Plastic, Euro 1 1... ........... .. ............................................. ....
21 +156122089 Plate, Baffle 1 1... .......... .. ............................................. ....
22 656026127 Hose, Gas Braided, D.5 x 9, Black 1 1... ........... .. .......................... ....
23 116039030 Box Protection, PCB 1 1... ........... .. ...................................... ....
24 PC1 057084166 Circuit Board, Motor Control & Display Meter 1 1... ... ... .. ................. ....
25 000207075 Knob, Pointer, D.6 1 1... ........... .. ........................................ ....
26 056020069 Knob, Pointer, D.7 2 2... ........... .. ........................................ ....
27 +156118076 Panel, Front 1 1... .......... .. ............................................. ....
28 056076260 Dinse, Socket, Female, 50MMQ 1 1... ........... .. ............................ ....
29 056059291 Shunt, 300A 60MV 1 1... ........... .. ....................................... ....
30 S2 056067269 Switch, 20A SCH9813 10 Pos 1 1... .... ... .. .............................. ....
31 S3 056067278 Switch, 20A SCH966 2 Pos 1 1... .... ... .. ................................ ....
32 SR1 056050162 Rectifier, PTS 24/6/2 + C + R 1 1... ... ... .. .............................. ....
33 TP4 056159029 Thermostat, 70, 5MA 1 1... ... ... .. ..................................... ....
34 TP1 056159026 Thermostat, 100, 10A 1 1... ... ... .. ..................................... ....
35 T1 058021156 Transformer, 400V, 60 x 70 x 150, AL 1 1... .... ... .. ....................... ....
36 Z 057098023 Choke, MigMatic 380, D.8.50 L.305... .... .... .. .................................
37 CB1 056067283 Circuit Breaker, 5A 1 1... ... ... .. ....................................... ....
38 056092098 Holder, Fuse 1 1... ........... .. ............................................. ....
39 PC2 057084167 Circuit Board, F.O.D 1 1... ... ... .. ...................................... ....
40 FM1 057035021 Fan, 230VAC 1 1... ... ... .. ............................................ ....
41 GSV 056061068 Solenoid, Gas Valve, 24VAC 1 1... ... .. .. ............................... ....
42 156005146 Corner Seal, Plastic 2 2... ........... .. ...................................... ....
43 T2 058021157 Transformer, Auxiliary 1 1... .... ... .. ..................................... ....
44 057024026 Primary Power Terminal Board 1... ........... .. ............................. .....
45 556070015 Link, Primary Power Terminal Board 7... ........... .. ........................ .....
46 W 057079040 Contactor, 24V 25A CN−18 1... .... .... .. .......................................
46 W 057079042 Contactor, 24V CU−32R 1... .... .... .. ................................... .....
47 156005167 Plate, Support, Black 1 1... ........... .. ..................................... ....
48 116014052 Protection, Primary Power Terminal Board 1... ........... .. ................... .....
49 356029239 Nameplate, Rear, MigMatic 300/380 Base/DX 1 1... ........... .. ................ ....
50 000220805 Nut, Plastic 1 1... ........... .. .............................................. ....
51 256071011 Line Cable, Neoprene, 4 x 2,5, MT. 3,3 1... ........... .. .............................
51 256071012 Line Cable, Neoprene, 4 x 4 MT. 3,3 1... ........... .. ........................ .....
52 656089041 Clamp 1 1... ........... .. .................................................. ....
53 +156118077 Panel, Rear 1 1... .......... .. .............................................. ....
54 956142629 Label, Fan 1 1... ........... .. ............................................... ....
55 +156006071 Base 1 1... .......... .. ................................................... ....
56 000155436 Label, Ground 1 1... ........... .. ........................................... ....
57 C4,C5 056082102 Capacitor, MPW 0,1MF 10% 1000VCC 2 2... .. .. .. ...................... ....
... .... ... .. ................................ ....
58 LF 156160003 Core, Toroidal, 13x26x28,5 1 1
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 51
Page 58

956142845_13_14_B
Abbildung 8-3. Main Assembly, MigMatic 380
Quantity
Item
No.
Dia.
Mkgs.
Part
No.
Description
Model
230/400 400
Abbildung 8-3. Main Assembly, MigMatic 380
1 156012138 Spool Holder, Shaft 1 1... ........... .. ....................................... ....
2 656009004 Washer, 17 x 70, Plastic 1 1... ........... .. ................................... ....
3 656102007 Hub 1 1... ........... .. .................................................... ....
4 156009134 Washer, Flat 1 1... ........... .. ............................................. ....
5 156032140 Spring, 17 x 2.6 x 6 L.40 1 1... ........... .. .................................. ....
6 056020072 Handwheel Reel, w/Ring 1 1... ........... .. .................................. ....
7 156015027 Spool Nut, Plastic 1 1... ........... .. ........................................ ....
8 156023170 Spacer, Spool Holder D.50 H.18 1 1... ........... .. ............................ ....
9 156023171 Spacer, Spool Holder D.50 H.30 1 1... ........... .. ............................ ....
10 F1 *056092097 Fuse, 2A 250V 5 x 20 T 1 1... .... .. .. ................................... ....
11 356029240 Nameplate, Fuse, MigMatic 300/380 1 1... ........... .. ........................ ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 52
Page 59

Quantity
Item
No.
Dia.
Mkgs.
Part
No.
Description
Model
230/400 400
Abbildung 8-3. Main Assembly, MigMatic 380
12 +178937 Label, Warning Electric Shock 1 1... ............. .. .............................. ....
13 156005166 Housing, Motor Drive 1 1... ........... .. ..................................... ....
14 M 057010052 Motor, Gear 24VDC 60W 1 1... .... .... .. .................................. ....
15 656005032 Insulator, Plate 1 1... ........... .. ........................................... ....
16 028033033 Wire Drive System, 4 Rolls 1 1... ........... .. ................................ ....
17 156008043 Spacer, D.19 L.72, Mini-Euro Connector 1 1... ........... .. ..................... ....
18 057052050 Connector, Mini-Euro, Quick Female 1 1... ........... .. ........................ ....
19 156090029 Wire Guide, 2 x 5, L.155,5 Outlet 1 1... ........... .. ........................... ....
20 656014014 Plastic, Euro 1 1... ........... .. ............................................. ....
21 +156122089 Plate, Baffle 1 1... .......... .. ............................................. ....
22 656026127 Hose, Gas Braided, D.5 x 9, Black 1 1... ........... .. .......................... ....
23 116039030 Box Protection, PCB 1 1... ........... .. ...................................... ....
24 PC1 057084166 Circuit Board, Motor Control & Display Meter 1 1... ... ... .. ................. ....
25 000207075 Knob, Pointer, D.6 1 1... ........... .. ........................................ ....
26 056020069 Knob, Pointer, D.7 2 2... ........... .. ........................................ ....
27 +156118076 Panel, Front 1 1... .......... .. ............................................. ....
28 056076260 Dinse, Socket, Female, 50MMQ 2 2... ........... .. ............................ ....
29 056059291 Shunt, 300A 60MV 1 1... ........... .. ....................................... ....
30 S2 056067269 Switch, 20A SCH9813 10 Pos 1 1... .... ... .. .............................. ....
31 S3 056067272 Switch, 20A SCH966 3 Pos 1 1... .... ... .. ................................ ....
32 SR1 056050163 Rectifier, PTS 30/6/2 + C + R 1 1... ... ... .. .............................. ....
33 TP4 056159029 Thermostat, 70, 5MA 1 1... ... ... .. ..................................... ....
34 TP1 056159026 Thermostat, 100, 10A 1 1... ... ... .. ..................................... ....
35 T1 058021158 Transformer, 400V, 50 x 100 x 150, AL 1 1... .... ... .. ...................... ....
36 Z 057098023 Choke, MigMatic 380, D.8.50 L.305 1 1... .... .... .. ......................... ....
37 CB1 056067283 Circuit Breaker, 5A 1 1... ... ... .. ....................................... ....
38 056092098 Holder, Fuse 1 1... ........... .. ............................................. ....
39 PC2 057084167 Circuit Board, F.O.D 1 1... ... ... .. ...................................... ....
40 FM1 057035021 Fan, 230VAC 1 1... ... ... .. ............................................ ....
41 GSV 056061068 Solenoid, Gas Valve, 24VAC 1 1... ... .. .. ............................... ....
42 156005146 Corner Seal, Plastic 2 2... ........... .. ...................................... ....
43 T2 058021157 Transformer, Auxiliary 1 1... .... ... .. ..................................... ....
44 057024026 Primary Power Terminal Board 1... ........... .. ............................. .....
45 556070015 Link, Primary Power Terminal Board 7... ........... .. ........................ .....
46 W 057079041 Contactor, 24V CU−38 1... .... .... .. ...........................................
46 W 057079043 Contactor, 24V CU−40 1... .... .... .. .................................... .....
47 156005167 Plate, Support, Black 1 1... ........... .. ..................................... ....
48 116014052 Protection, Primary Power Terminal Board 1... ........... .. ................... .....
49 356029239 Nameplate, Rear, MigMatic 300/380 Base/DX 1 1... ........... .. ................ ....
50 000220805 Nut, Plastic 1 1... ........... .. .............................................. ....
51 256071012 Line Cable, Neoprene, 4 x 4, MT. 3,3 1... ........... .. ...............................
51 256071013 Line Cable, Neoprene, 4 x 6 MT. 3,3 1... ........... .. ........................ .....
52 656089041 Clamp 1 1... ........... .. .................................................. ....
53 +156118077 Panel, Rear 1 1... .......... .. .............................................. ....
54 000176106 Label, Fan 1 1... ........... .. ............................................... ....
55 +156006071 Base 1 1... .......... .. ................................................... ....
56 000155436 Label, Ground 1 1... ........... .. ........................................... ....
57 C4,C5 056082102 Capacitor, MPW 0,1MF 10% 1000VCC 2 2... .. .. .. ...................... ....
... .... ... .. ................................ ....
58 LF 156160003 Core, Toroidal, 13x26x28,5 1 1
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 53
Page 60

Abbildung 8-4. Wrapper Assembly, MigMatic 300DX/380DX
956142845_11_14_A
Item
No.
Part
No.
Description
Quantity
Model
Abbildung 8-4. Wrapper Assembly, MigMatic 300DX/380DX
300
380
1 156034005 Latch, Side Panel 2 2... ....... .. ............................................ .......
2 156007043 Side Panel, Hinged 1 1... ....... .. ........................................... .......
3 156034007 Hinge 2 2... ....... .. ...................................................... .......
4 000207235 Label, Warning, Tilt 1 1... ....... .. ........................................... .......
5 156005156 Cylinder Rack, Upper Support 1 1... ....... .. ................................. .......
6 956142857 Rating Plate, MigMatic 300DX V.400 1... ....... .. ........................... .........
6 956142861 Rating Plate, MigMatic 300DX V.230/400 1... ....... .. ........................ .........
6 956142859 Rating Plate, MigMatic 380DX V.400 1... ....... .. .....................................
6 956142863 Rating Plate, MigMatic 380DX V.230/400 1... ....... .. ..................................
7 000207291 Label, Primary Power Connections 1 1... ....... .. ............................. .......
8 156023157 Wheel, Retaining Clip 2 2... ....... .. ......................................... .......
9 056054085 Wheel, D.250, Hole D.20 2 2... ....... .. ...................................... .......
10 156009132 Washer 4 4... ....... .. ..................................................... .......
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 54
Page 61
Item
No.
11 156012152 Axle, Wheel Rear D.20 L.471 1 1... ....... .. .................................. .......
12 000207233 Label, General Precautionary 2 2... ....... .. .................................. .......
13 +156122087 Cover, Right Side 1 1... ...... .. ............................................ .......
14 056054058 Wheel, Caster D.100, M.12 2 2... ....... .. .................................... .......
15 229616 Bezel, Front 1 1... .......... .. ................................................. .......
16 656088002 Cover, Plastic 1 1... ....... .. ............................................... .......
17 231553 Handle, RH 1 1... .......... .. ................................................. .......
18 231554 Handle, LH 1 1... .......... .. .................................................. .......
19 356029242 Nameplate, Front, Lower MigMatic 300/300DX 1... ....... .. ................... .........
19 356029243 Nameplate, Front, Lower MigMatic 380/380DX 1... ....... .. .............................
20 056067267 Switch, Power 1 1... ....... .. ............................................... .......
21 356029236 Nameplate, Front, Upper MigMatic 300DX 1... ....... .. ....................... .........
21 356029238 Nameplate, Front, Upper MigMatic 380DX 1... ....... .. .................................
22 +156122088 Side Panel, Left Side, Lower 1 1... ...... .. .................................. .......
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
Part
No.
Description
Abbildung 8-4. Wrapper Assembly, MigMatic 300/380
Quantity
300
Model
380
Notizen
OM-251958 Seite 55
Page 62

956142845_14_14_B
Abbildung 8-5. Main Assembly, MigMatic 300DX
Quantity
Item
No.
Dia.
Mkgs.
Part
No.
Description
Model
230/400 400
Abbildung 8-5. Main Assembly, MigMatic 300DX
1 156012138 Spool Holder, Shaft 1 1... ........... .. ....................................... ....
2 656009004 Washer, 17 x 70, Plastic 1 1... ........... .. ................................... ....
3 656102007 Hub 1 1... ........... .. .................................................... ....
4 156009134 Washer, Flat 1 1... ........... .. ............................................. ....
5 156032140 Spring, 17 x 2.6 x 6 L.40 1 1... ........... .. .................................. ....
6 056020072 Handwheel Reel, w/Ring 1 1... ........... .. .................................. ....
7 156015027 Spool Nut, Plastic 1 1... ........... .. ........................................ ....
8 156023170 Spacer, Spool Holder D.50 H.18 1 1... ........... .. ............................ ....
9 156023171 Spacer, Spool Holder D.50 H.30 1 1... ........... .. ............................ ....
10 F1 *056092097 Fuse, 2A 250V 5 x 20 T 1 1... .... .. .. ................................... ....
11 000207076 Knob, Pointer, D.22 2 2... ........... .. ....................................... ....
12 356029213 Nameplate, Inner 1 1... ........... .. ......................................... ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 56
Page 63

Quantity
Item
No.
Dia.
Mkgs.
Part
No.
Description
Model
230/400 400
Abbildung 8-5. Main Assembly, MigMatic 300DX
13 +178937 Label, Warning Electric Shock 1 1... ............. .. .............................. ....
14 156005166 Housing, Motor Drive 1 1... ........... .. ..................................... ....
15 M 057010052 Motor, Gear 24VDC 60W 1 1... .... .... .. .................................. ....
16 656005031 Insulator, Plate 1 1... ........... .. ........................................... ....
17 028033032 Wire Drive System, 2 Rolls 1 1... ........... .. ................................ ....
18 156008042 Spacer, D.19 L.52, Mini-Euro Connector 1 1... ........... .. ..................... ....
19 057052050 Connector, Mini-Euro, Quick Female 1 1... ........... .. ........................ ....
20 156090028 Wire Guide, 2 x 5, L.143,5 Outlet 1 1... ........... .. ........................... ....
21 656014014 Plastic, Euro 1 1... ........... .. ............................................. ....
22 +156122089 Plate, Baffle 1 1... .......... .. ............................................. ....
23 656026127 Hose, Gas Braided, D.5 x 9, Black 1 1... ........... .. .......................... ....
24 116039030 Box Protection, PCB 1 1... ........... .. ...................................... ....
25 PC2 057084168 Circuit Board, Digital Volt/Amp/Wire Speed Display 1 1... ... ... .. ........... ....
26 207075 Knob, Pointer, D.6 1 1... .............. .. ........................................ ....
27 056020069 Knob, Pointer, D.7 2 2... ........... .. ........................................ ....
28 +156118078 Panel, Front 1 1... .......... .. ............................................. ....
29 056076260 Dinse, Socket, Female, 50MMQ 1 1... ........... .. ............................ ....
30 HP 056167009 Transducer, Current 400A 1 1... ... ... .. ................................. ....
31 C4,C5 056082102 Capacitor, MPW 0,1MF 10% 100VCC 2 2... .. .. .. ....................... ....
32 S2 056067271 Switch, 20A SCH9899 10 Pos 1 1... .... ... .. .............................. ....
33 S3 056067279 Switch, 20A SCH966 2 Pos 1 1... .... ... .. ................................ ....
34 SR1 056050162 Rectifier, PTS 24/6/2 + C + R 1 1... ... ... .. .............................. ....
35 TP4 056159029 Thermostat, 70, 5MA 1 1... ... ... .. ..................................... ....
36 TP1 056159026 Thermostat, 100, 10A 1 1... ... ... .. ..................................... ....
37 T1 058021156 Transformer, 400V, 60 x 70 x 150, AL 1 1... .... ... .. ....................... ....
38 Z 057098023 Choke, MigMatic 380, D.8.50 L.305... .... .... .. .................................
39 PC3 057084169 Circuit Board, Burnback Time Slope Adjustment 1 1... ... ... .. .............. ....
40 056092098 Holder, Fuse 1 1... ........... .. ............................................. ....
41 PC1 057084170 Circuit Board, Control 1 1... ... ... .. ..................................... ....
42 PC4 057084167 Circuit Board, F.O.D 1 1... ... ... .. ...................................... ....
43 FM1 057035021 Fan, 230VAC 1 1... ... ... .. ............................................ ....
44 GSV 056061068 Solenoid, Gas Valve, 24VAC 1 1... ... .. .. ............................... ....
45 156005146 Corner Seal, Plastic 2 2... ........... .. ...................................... ....
46 T2 058021157 Transformer, Auxiliary 1 1... .... ... .. ..................................... ....
47 057024026 Primary Power Terminal Board 1... ........... .. ............................. .....
48 556070015 Link, Primary Power Terminal Board 7... ........... .. ........................ .....
49 W 057079040 Contactor, 24V 25A CN−18 1... .... .... .. .......................................
49 W 057079042 Contactor, 24V CU−32R 1... .... .... .. ................................... .....
50 156005167 Plate, Support, Black 1 1... ........... .. ..................................... ....
51 116014052 Protection, Primary Power Terminal Board 1... ........... .. ................... .....
52 356029239 Nameplate, Rear, MigMatic 300/380 Base/DX 1 1... ........... .. ................ ....
53 000220805 Nut, Plastic 1 1... ........... .. .............................................. ....
54 256071011 Line Cable, Neoprene, 4 x 2,5, MT. 3,3 1... ........... .. .............................
54 256071012 Line Cable, Neoprene, 4 x 4 MT. 3,3 1... ........... .. ........................ .....
55 656089041 Clamp 1 1... ........... .. .................................................. ....
56 +156118077 Panel, Rear 1 1... .......... .. .............................................. ....
57 000176106 Label, Fan 1 1... ........... .. ............................................... ....
58 +156006071 Base 1 1... .......... .. ................................................... ....
59 000155436 Label, Ground 1 1... ........... .. ........................................... ....
60 LF 156160003 Core, Toroidal, 13x26x28,5 1 1... .... ... .. ................................ ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 57
Page 64

956142845_14_14_B
Abbildung 8-6. Main Assembly, MigMatic 380DX
Quantity
Item
No.
Dia.
Mkgs.
Part
No.
Description
Model
230/400 400
Abbildung 8-6. Main Assembly, MigMatic 380DX
1 156012138 Spool Holder, Shaft 1 1... ........... .. ....................................... ....
2 656009004 Washer, 17 x 70, Plastic 1 1... ........... .. ................................... ....
3 656102007 Hub 1 1... ........... .. .................................................... ....
4 156009134 Washer, Flat 1 1... ........... .. ............................................. ....
5 156032140 Spring, 17 x 2.6 x 6 L.40 1 1... ........... .. .................................. ....
6 056020072 Handwheel Reel, w/Ring 1 1... ........... .. .................................. ....
7 156015027 Spool Nut, Plastic 1 1... ........... .. ........................................ ....
8 156023170 Spacer, Spool Holder D.50 H.18 1 1... ........... .. ............................ ....
9 156023171 Spacer, Spool Holder D.50 H.30 1 1... ........... .. ............................ ....
10 F1 *056092097 Fuse, 2A 250V 5 x 20 T 1 1... .... .. .. ................................... ....
11 000207076 Knob, Pointer, D.22 2 2... ........... .. ....................................... ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 58
Page 65

Quantity
Item
No.
Dia.
Mkgs.
Part
No.
Description
Model
230/400 400
Abbildung 8-6. Main Assembly, MigMatic 380DX
12 356029213 Nameplate, Inner 1 1... ........... .. ......................................... ....
13 +178937 Label, Warning Electric Shock 1 1... ............. .. .............................. ....
14 156005166 Housing, Motor Drive 1 1... ........... .. ..................................... ....
15 M 057010052 Motor, Gear 24VDC 60W 1 1... .... .... .. .................................. ....
16 656005032 Insulator, Plate 1 1... ........... .. ........................................... ....
17 028033033 Wire Drive System, 4 Rolls 1 1... ........... .. ................................ ....
18 156008043 Spacer, D.19 L.72, Mini-Euro Connector 1 1... ........... .. ..................... ....
19 057052050 Connector, Mini-Euro, Quick Female 1 1... ........... .. ........................ ....
20 156090029 Wire Guide, 2 x 5, L.155,5 Outlet 1 1... ........... .. ........................... ....
21 656014014 Plastic, Euro 1 1... ........... .. ............................................. ....
22 +156122089 Plate, Baffle 1 1... .......... .. ............................................. ....
23 656026127 Hose, Gas Braided, D.5 x 9, Black 1 1... ........... .. .......................... ....
24 116039030 Box Protection, PCB 1 1... ........... .. ...................................... ....
25 PC2 057084171 Circuit Board, Digital Volt/Amp/Wire Speed Display 1 1... ... ... .. ........... ....
26 207075 Knob, Pointer, D.6 1 1... .............. .. ........................................ ....
27 056020069 Knob, Pointer, D.7 2 2... ........... .. ........................................ ....
28 +156118078 Panel, Front 1 1... .......... .. ............................................. ....
29 056076260 Dinse, Socket, Female, 50MMQ 2 2... ........... .. ............................ ....
30 HP 056167009 Transducer, Current 400A 1 1... ... ... .. ................................. ....
31 C4,C5 056082102 Capacitor, MPW 0,1MF 10% 100VCC 2 2... .. .. .. ....................... ....
32 S2 056067271 Switch, 20A SCH9899 10 Pos 1 1... .... ... .. .............................. ....
33 S3 056067280 Switch, 20A 3 Pos 1 1... .... ... .. ........................................ ....
34 SR1 056050163 Rectifier, PTS 30/6/2 + C + R 1 1... ... ... .. .............................. ....
35 TP4 056159029 Thermostat, 70, 5MA 1 1... ... ... .. ..................................... ....
36 TP1 056159026 Thermostat, 100, 10A 1 1... ... ... .. ..................................... ....
37 T1 058021158 Transformer, 400V, 50 x 100 x 150, AL 1 1... .... ... .. ...................... ....
38 Z 057098023 Choke, MigMatic 380, D.8.50 L.305 1... .... .... .. ................................
39 PC3 057084169 Circuit Board, Burnback Time Slope Adjustment 1 1... ... ... .. .............. ....
40 056092098 Holder, Fuse 1 1... ........... .. ............................................. ....
41 PC1 057084172 Circuit Board, Control 1 1... ... ... .. ..................................... ....
42 PC2 057084167 Circuit Board, F.O.D 1 1... ... ... .. ...................................... ....
43 FM1 057035021 Fan, 230VAC 1 1... ... ... .. ............................................ ....
44 GSV 056061068 Solenoid, Gas Valve, 24VAC 1 1... ... .. .. ............................... ....
45 156005146 Corner Seal, Plastic 2 2... ........... .. ...................................... ....
46 T2 058021157 Transformer, Auxiliary 1 1... .... ... .. ..................................... ....
47 057024026 Primary Power Terminal Board 1... ........... .. ............................. .....
48 556070015 Link, Primary Power Terminal Board 7... ........... .. ........................ .....
49 W 057079041 Contactor, 24V CU−38 1... .... .... .. ...........................................
49 W 057079043 Contactor, 24V CU−40 1... .... .... .. .................................... .....
50 156005167 Plate, Support, Black 1 1... ........... .. ..................................... ....
51 116014052 Protection, Primary Power Terminal Board 1... ........... .. ................... .....
52 356029239 Nameplate, Rear, MigMatic 300/380 Base/DX 1 1... ........... .. ................ ....
53 000220805 Nut, Plastic 1 1... ........... .. .............................................. ....
54 256071012 Line Cable, Neoprene, 4 x 4, MT. 3,3 1... ........... .. ...............................
54 256071013 Line Cable, Neoprene, 4 x 6 MT. 3,3 1... ........... .. ........................ .....
55 656089041 Clamp 1 1... ........... .. .................................................. ....
56 +156118077 Panel, Rear 1 1... .......... .. .............................................. ....
57 000176106 Label, Fan 1 1... ........... .. ............................................... ....
58 +156006071 Base 1 1... .......... .. ................................................... ....
59 000155436 Label, Ground 1 1... ........... .. ........................................... ....
60 LF 156160003 Core, Toroidal, 13x26x28,5 1 1... .... ... .. ................................ ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 59
Page 66

See Tabelle 8-1 Drive
Roll And Wire Guide
Kits
. Hardware is common and not
available unless listed.
12
27
11
10
9
24
8
7
6
31
26
25
5
4
3
2
1
22
32
21
23
20
30
16
15
18
14
13
28
17
29
19
956142845_9_14_A
Abbildung 8-7. Drive Assembly, Wire (2 Roll)
Item
No. Quantity
Dia.
Mkgs.
Part
No.
Description
Abbildung 8-7. Drive Assembly, Wire (2 Roll)
1 174609 Screw, M4−.7 x 12 Cheese HD BLK DIN 84 1... .......... .. ...............................
2 173619 Carrier, Drive Roll w/Components 24 Pitch 10mm Shaf 1... .......... .. ......................
3 156019695 Screw, M6 3... ....... .. ............................................................
4 192029 Washer, Flat .250 ID x 0.437 OD x 0.15T STL PLN 3... .......... .. .........................
5 173620 Bushing, MTG Motor 3... .......... .. ...................................................
6 221912 Guide, Wire Inlet Nylon .023 − .052 1... .......... .. .......................................
7 010224 Pin, Spring CS .187 x 1.000 1... .......... .. .............................................
8 225718 Fastener, Pinned 1... .......... .. .......................................................
9 196896 Cup Spring 1... .......... .. ............................................................
10 196897 Spring, CPRSN .695 OD x .95 Wire x 1.500 1... .......... .. ...............................
11 196895 Knob, Tension 1... .......... .. .........................................................
... 12 ....M 057010052 .. Motor, Gear 24VDC 60W ............................................... 1
13 228828 Lever, MTG Pressure Gear 1... .......... .. ..............................................
14 166072 Spacer, Gear 1... .......... .. ..........................................................
15 172075 Carrier, Drive Roll w/Components 24 Pitch 1... .......... .. ................................
16 602009 Screw, 250−20 x 1.25 SOC HD−HEX Gr8 PLN 1... .......... .. .............................
17 151828 Pin, Cotter Hair .42 x .750 2... .......... .. ...............................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 60
Page 67

Item
No. Quantity
18 079634 Pin, Hinge 1... .......... .. ............................................................
19 230801 Spring, Torsion 1... .......... .. ........................................................
20 228826 Housing, Adapter Drive Motor 1... .......... .. ...........................................
21 156019804 Screw, 5/16−18 x 1 Alloy Steel Socket 1... ....... .. ....................................
22 156018023 Locknut, M8 x 35 2... ....... .. ......................................................
23 156019803 Screw, M8 x 35 1... ....... .. ........................................................
24 156018024 Nut, M8 1... ....... .. ...............................................................
25 156009080 Washer, Lock 1... ....... .. ..........................................................
26 156090008 Washer, Flat 1... ....... .. ..........................................................
27 656005031 Insulator Plate 1... ....... .. .........................................................
28 756084028 Spacer, MTG Motor 1... ....... .. ....................................................
29 756033039 Bushing, Snap−in D.22.9 1... ....... .. ................................................
30 V56033124 Bushing, Snap−in D.34.9 1... ....... .. ................................................
31 054263 Screw, Thumb 1... .......... .. .........................................................
32 156009145 Washer, Flat 1... ....... .. ..........................................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
Dia.
Mkgs.
Part
No.
Description
Abbildung 8-7. Drive Assembly, Wire (2 Roll)
Notizen
OM-251958 Seite 61
Page 68

See Tabelle 8-2 Drive
Roll And Wire Guide
Kits
. Hardware is common and not
available unless listed.
956142845_10_14_B
Abbildung 8-8. Drive Assembly, Wire (4 Roll)
Item
No. Quantity
Dia.
Mkgs.
Part
No.
Description
Abbildung 8-8. Drive Assembly, Wire (4 Roll)
1 M 057010052 Motor, Gear 24VDC 60W 1... .... .. ...............................................
2 601966 Screw 1... .......... .. ................................................................
3 602213 Washer, Lock 2... .......... .. ..........................................................
4 010910 Washer, Flat 1... .......... .. ..........................................................
5 656005032 Insulator Plate 1... ....... .. .........................................................
6 156019746 Screw, M6 x 16 3... ....... .. ........................................................
7 656005027 Insulator, Motor 1... ....... .. ........................................................
8 238728 Lever, MTG Pressure Gear 1... .......... .. ..............................................
9 238726 Housing, Adapter Drive Motor 1... .......... .. ...........................................
10 168590 Bushing, Insulating 2... .......... .. .....................................................
072010 Washer, SHLDR 316 ID 2................ .. .................................................
11 156019200 Screw, M6 x 35 2... ....... .. ........................................................
12 173618 Carrier Drive, Gear 1... .......... .. .....................................................
13 602200 Washer, Medium Lock 1... .......... .. ..................................................
14 124609 Screw, M4 x 12 1... .......... .. ........................................................
15 602209 Screw, 250−20 x 1.25 SOC HD−HEX Gr8 PLN 1... .......... .. .............................
16 172075 Carrier, Drive Roll w/Components 24 Pitch 4... .......... .. ................................
17 601872 Nut 1... .......... .. ..................................................................
18 156009124 Washer, D5 x 15 x 1.2 1... ....... .. ..................................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-251958 Seite 62
Page 69

Item
No. Quantity
19 010224 Pin, Spring CS .187 x 1.000 2... .......... .. .............................................
20 230691 Lever, MTG Pressure Gear 1... .......... .. ..............................................
21 225718 Fastener, Pinned 2... .......... .. .......................................................
22 198080 Cup, Spring 2... .......... .. ...........................................................
23 196897 Spring, CPRSN .695 OD x .095 Wire x 1.500 2... .......... .. ..............................
24 196895 Knob, Tension 2... .......... .. .........................................................
25 203562 Screw 1... .......... .. ................................................................
26 166072 Spacer, Gear 4... .......... .. ..........................................................
27 151828 Pin, Cotter Hair .042 x .750 2... .......... .. ..............................................
28 079634 Pin, Hinge 1... .......... .. ............................................................
29 156019804 Screw, 5/16−18 x 1 Alloy Steel Socket Head 1... ....... .. ...............................
30 156009145 Washer, Flat 1... ....... .. ..........................................................
31 221912 Guide, Wire Inlet Nylon .023 − .052 1... .......... .. .......................................
32 233843 Inlet, Wire Intermediate 1... .......... .. .................................................
33 054263 Screw, Thumb 1... .......... .. .........................................................
34 756033039 Bushing, Snap−in D.22.9 1... ....... .. ................................................
35 V56033124 Bushing, Snap−in D.34.9 1... ....... .. ................................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
Dia.
Mkgs.
Part
No.
Description
Abbildung 8-8. Drive Assembly, Wire (4 Roll)
Notizen
OM-251958 Seite 63
Page 70

. Base selection of drive rolls upon the following recommended usages:
1. V-Grooved rolls for hard wire.
2. U-Grooved rolls for soft and soft shelled cored wires.
3. U-Cogged rolls for extremely soft shelled wires (usually hard surfacing types).
4. V-Knurled rolls for hard shelled cored wires.
5. Drive roll types may be mixed to suit particular requirements (example: V-Knurled roll in combination with U-Grooved).
Tabelle 8-1. Drive Roll And Wire Guide Kits (2 Roll Models)
Wire Diameter
Metric Fraction Decimal Part No. Type Inlet
0.6 mm 0.023/0.025 in 0.023/0.025 in 087 132 087 130 V-Grooved 056 192
0.8/1.0 mm 0.030/0.035 in 0.030/0.035 in 204 579 203 526 V-Grooved 056 192
0.8 mm 0.030 in 0.030 in 079 594 053 695 V-Grooved 056 192
1.0 mm 0.035 in 0.035 in 079 595 053 700 V-Grooved 056 193
1.0/1.2 mm 0.035/0.045 in 0.035/0.045 in N/A 189 285 V-Grooved 056 192
1.2 mm 0.045 in 0.045 in 079 596 053 696 V-Grooved 056 193
1.0 mm 0.035 in 0.035 in 044 749 072 000 U-Grooved 056 192
1.2 mm 0.045 in 0.045 in 079 599 053 701 U-Grooved 056 193
1.0 mm 0.035 in 0.035 in 079 606 132 958 V-Knurled 056 192
1.2 mm 0.045 in 0.045 in 079 607 132 957 V-Knurled 056 193
1.2 mm 0.045 in 0.045 in 083 318 083 489 U-Cogged 056 193
Kit No.
Drive Roll Wire Guide
Tabelle 8-2. Drive Roll And Wire Guide Kits (4 Roll Models)
Wire Diameter
Metric Fraction Decimal Part No. Type Inlet Intermediate
0.6 mm 0.023/0.025 in 0.023/0.025 in 087 132 087 130 V-Grooved 056 192 056 206
0.8/1.0 mm 0.030/0.035 in 0.030/0.035 in N/A 203 526 V-Grooved 056 192 056 206
0.8 mm 0.030 in 0.030 in 046 780 053 695 V-Grooved 056 192 056 206
1.0 mm 0.035 in 0.035 in 046 781 053 700 V-Grooved 156 193 056 207
1.0/1.2 mm 0.035/0.045 in 0.035/0.045 in N/A 189 285 V-Grooved 156 193 056 207
1.2 mm 0.045 in 0.045 in 046 782 053 697 V-Grooved 056 193 056 207
1.0 mm 0.035 in 0.035 in 044 750 072 000 U-Grooved 156 192 056 206
1.2 mm 0.045 in 0.045 in 044 750 072 000 U-Grooved 056 192 056 206
1.0 mm 0.035 in 0.035 in 046 785 053 701 V-Knurled 056 192 056 206
1.2 mm 0.045 in 0.045 in 046 792 132 958 V-Knurled 056 192 056 206
1.2 mm 0.045 in 0.045 in 083 319 083 489 U-Cogged 056 193 056 207
Kit No.
Drive Roll Wire Guide
OM-251958 Seite 64
Page 71

Gültig ab 1. Januar 2018 (Geräte ab Seriennummer “MJ” oder jünger)
Diese Garantiebestimmungen ersetzen alle vorhergehenden MILLER-Garantien und sind die ausschließlich gültigen
GARANTIEBESTIMMUNGEN − Gemäß den unten
festgelegten Bestimmungen garantiert ITW Welding Products
Italy S.r.l., dem ursprünglichen Einzelhändler, daß jedes neue
MILLER-Gerät, welches nach dem oben angeführten
Gültigkeitsdatum erworben wird, zum Zeitpunkt der
Auslieferung durch MILLER frei von Material- und
Herstellungsmängeln war. DIESE GARANTIE GILT
AUSDRÜCKLICH ANSTELLE ALLER ANDEREN
AUSDRÜCKLICHEN ODER IMPLIZITEN GARANTIEN,
EINSCHLIESSLICH DER GARANTIEN FÜR
MARKTFÄHIGKEIT UND TAUGLICHKEIT.
Innerhalb der unten angeführten Garantiezeiten wird MILLER
alle in der Garantie enthaltenen Teile oder Komponenten, bei
denen Material- oder Verarbeitungsmängel auftreten,
reparieren oder ersetzen. MILLER muß innerhalb von dreißig
(30) Tagen nach Auftreten eines derartigen Defektes oder
Mangels benachrichtigt werden, woraufhin MILLER
Anweisungen zur Durchführung von Schritten geben wird, die
zur Inanspruchnahme der Garantieleistungen auszuführen
sind. Wenn Sie einen Gewährleistungsanspruch Online
geltend machen, muss dem Anspruch eine detaillierte
Beschreibung des Fehlers und der Maßnahmen beigefügt
werden, die bei der Fehlersuche zur Bestimmung der defekten
Komponenten und der Ursache des Fehlers ergriffen wurden.
MILLER wird Garantieansprüche für die unten angeführten
Teile bei Auftreten eines derartigen Defektes innerhalb der
Garantiezeiten anerkennen. Alle Garantiezeiten beginnen mit
dem Datum, an dem das Gerät vom ursprünglichen
Einzelhändler gekauft wird, oder ein Jahr, nachdem das Gerät
an einen europäischen Händler verschickt wird, oder zwölf
Monate, nachdem das Gerät an einen internationalen Händler
verschickt wird.
1. 5 Jahre auf Teile — 3 Jahre auf Verarbeitung
2. 3 Jahre — Teile und Verarbeitung
3. 2 Jahre — Teile
4. 1 Jahr — Teile und Verarbeitung (soweit nicht näher
Garantiebestimmungen, ohne daß weitere Garantien ausdrücklich oder implizit enthalten wären.
* Wasserkühlsysteme
* Arbeitsplätze/Schweißtische (ohne Verarbeitung)
5. 6 Monate — Teile
* Batterien
6. 90 Tage — Teile
* Zubehörsätze
* Schutzhülle
* Induktionsheizkabel- und matten
* MSG−Schweißbrenner
* Fernregelungen
* Ersatzteile (ohne Verarbeitung)
* “Spoolmate” Spulen−Schweißbrenner
* Kabel und nichtelektronische Steuerungen
Die Garantiebestimmungen der Miller True Blue Garantie
gelten nicht für:
1. Verschleißteile, wie Stromdüsen, Schneiddüsen,
Schütze, Bürsten, Schalter, Schleifringe, Relais, oder
Teile, deren Versagen auf normale Abnutzung zurückzuführen ist.
2. Teile, die von MILLER eingebaut, doch von Anderen
hergestellt werden, wie z.B. Motoren oder Gewerbezubehör. Diese Teile unterliegen den Herstellergarantien.
3. Geräte, die von einer anderen Partei außer MILLER modifiziert wurden, oder Geräte, die falsch installiert, falsch betrieben oder, gemessen an Industrienormen, falsch
verwendet wurden, oder Geräte, an denen nicht die not-
* Original Haupt−Leistungsgleichrichter, nur betreffend
Thyristoren (SCRs), Dioden und einzelne Gleichrichtermodule, unter Auschluss der STR, Si, STi, STH und
MPi Serien.
* Motorbetriebene Schweißgeneratoren (BE-
MERKUNG: Motoren unterliegen den Garantie−
bestimmungen des jeweiligen Motorherstellers.)
* Inverter−Stromquellen (soweit nicht anders angegeben)
* Prozesssteuerungen
* Halbautomatische und automatische Drahtzufüh-
rungen
* Transformator/Gleichrichter−Stromquellen
* Selbstverdunkelnde Schweißschutzfilter (ohne Ver-
arbeitung)
* Migmatic 175
*HF−Einheiten
angegeben)
* Automatisch bewegte Vorrichtungen
* Optionen für Nachrüstungen
(BEMERKUNG: Nachrüstungen sind für die ver-
bleibende Garantiezeit des Produktes, in dem sie
eingebaut sind, von der True Blue)
deckt, bzw. für mindestens ein Jahr — je nachdem,
welcher Zeitraum länger ist.)
* Stromquellen, Kühler und elektronische Regler/Auf-
zeichnungsgeräte für die induktive Erwärmung
* Schweißpistolen mit Vorschubmotor (außer den
Spoolmate Brennern mit Drahtspulen)
* Positionierer und Steuerungen
* Gebläseunterstütztes Atemschutzsystem “PAPR”
(ohne Verarbeitung)
* Gestelle
* Fahrwerke und Anhänger
* Drahtvorschubeinheiten für UP−Schweißen
Garantie abge-
wendigen Wartungsarbeiten durchgeführt wurden, oder
Geräte, die für Arbeiten verwendet wurden, die außerhalb
des für die Geräte bestimmten Bereiches liegen.
MILLER−PRODUKTE SIND FÜR GEWERBE− UND
INDUSTRIEANWENDER BESTIMMT, DIE HINSICHTLICH DER
VERWENDUNG UND WARTUNG VON SCHWEISSGERÄTEN
AUSBILDET UND ERFAHREN SIND.
Die ausschließlichen Rechtsmittel für
Gewährleistungsansprüche sind nach Wahl von Miller
entweder: (1) Reparatur; oder (2) Austausch; oder, falls von
Miller schriftlich genehmigt, (3) die Übernahme zuvor
genehmigter Kosten für die Reparatur oder den Austausch bei
einer autorisierten Miller−Reparaturwerkstatt; oder (4) Zahlung
oder Gutschrift des Kaufpreises (abzüglich angemessener
Abschreibung aufgrund der Nutzung). Produkte dürfen nicht
ohne schriftliche Genehmigung von Miller zurückgegeben
werden. Die Rücksendung erfolgt auf Gefahr und Kosten des
Kunden. Die oben genannten Rechtsmittel sind FOB ab Werk
bei ITW Welding Products Group Europe oder Millers
autorisierter Reparaturwerkstatt. Transport und Fracht liegen
in der Verantwortung des Kunden. SOWEIT GESETZLICH
ZULÄSSIG, SIND DIE HIER AUFGEFÜHRTEN
RECHTSMITTEL UNABHÄNGIG VOM RECHTSGRUND,
AUF DEM DER ANSPRUCH BASIERT, DIE EINZIGEN UND
AUSSCHLIESSLICHEN RECHTSMITTEL. MILLER HAFTET
UNABHÄNGIG VOM RECHTSGRUND, AUF DEM DER
ANSPRUCH BASIERT, IN KEINEM FALL FÜR DIREKTE,
INDIREKTE, BESONDERE, ZUFÄLLIGE ODER
FOLGESCHÄDEN (EINSCHLIESSLICH ENTGANGENEN
GEWINNS). JEGLICHE GEWÄHRLEISTUNGEN, DIE NICHT
HIER GENANNT SIND, UND JEGLICHE IMPLIZIERTE
GEWÄHRLEISTUNGEN, GARANTIEN ODER
ERKLÄRUNGEN, EINSCHLIESSLICH JEGLICHER
STILLSCHWEIGENDER GEWÄHRLEISTUNGEN
HINSICHTLICH MARKTGÄNGIGKEIT ODER EIGNUNG FÜR
EINEN BESTIMMTEN ZWECK WERDEN VON MILLER
ABGELEHNT UND AUSGESCHLOSSEN.
Diese Garantiebedingungen wurden ursprünglich mit
englischen Rechtsbegriffen verfasst. Im Beschwerde− oder
Streitfall hat die Bedeutung der Worte in der englischen
Fassung Vorrang.
milan_warr_ger2018−01
Page 72

Besitzerdokument
Bitte ausfüllen und mit den persönlichen Unterlagen aufbewahren.
Name des Modells Serien−/Typnummer
Kaufdatum (Datum der Auslieferung an den ursprünglichen Käufer)
Händler
Adresse
Service
Bitte wenden Sie sich an eine Handels− oder
Servicevertretung in Ihrer Nähe.
Immer den Namen des Modells und die Serien−/Typnummer angeben.
Wenden Sie sich an Ihren Händler für: Schweißausrüstung, Draht und Elektroden
Sonderausrüstung und Zubehör
Service und Reparatur
Ersatzteile
Bedienungsanleitung
Wenden Sie sich an die anliefernde
Spedition für:
Anmeldung eines Anspruches bei Verlust
oder Beschädigung beim Transport.
Zur Unterstützung bei der Anmeldung oder Regelung
von Ansprüchen wenden Sie sich an Ihren Händler und/
oder die Versandabteilung des Geräteherstellers.
ITW Welding Italy S.r.l.
Via Privata Iseo, 6/E
20098 San Giuliano
Milanese, Italy
Tel: 39 (0) 2982901
Fax: 39 (0) 298290-203
email: miller@itw−welding.it
ÜBERSETZUNG DER ORIGINAL BEDIENUNGSANLEITUNG − GEDRUCKT IN DER V.S. 2018 Miller Electric Mfg. LLC 2018-01
 Loading...
Loading...