

Page 1

OM-216 869S/ger
2009−09
Verfahren
WIG-Schweißen
E-Handschweißen
Beschreibung
208/575-Volt-Modelle mit Auto-Line
Schweißstromquelle
Dynasty 350, 700
Maxstar 350, 700
Einschließlich optionalem
Handwagen und Kühler
www.MillerWelds.com
BETRIEBSANLEITUNG
Page 2
Von Miller für Sie
Wir danken und gratulieren zur Wahl von Miller. Jetzt sind Sie in der
Lage, Ihre Arbeit zu erledigen, und zwar richtig. Wir wissen, daß Sie
keine Zeit dazu haben, es anders zu machen.
Aus dem gleichen Grund sorgte Niels Miller dafür, daß seine Produkte
wertbeständig und von überragender Qualität waren, als er 1929 mit der
Herstellung von Lichtbogen−Schweißgeräten begann. Ebenso wie Sie
konnten sich seine Kunden nichts Geringeres leisten. Die Miller Produkte
mußten nicht nur so gut wie möglich sein, sie mußten die Besten auf dem
Markt sein.
Heute wird diese Tradition von den Leuten fortgesetzt, die Miller
Produkte herstellen und verkaufen. Sie sind ganz genauso darauf
verpflichtet, Produkte und Dienstleistungen mit den hohen, 1929
aufgestellten Qualitäts− und Wertmaßstäben zu liefern.
Diese Betriebsanleitung soll Ihnen dabei helfen, den größtmöglichen
Nutzen aus den Miller Produkten zu ziehen. Nehmen Sie sich bitte auch
Zeit zum Lesen der Sicherheitsmaßnahmen. Sie dienen Ihrem Schutz am
Arbeitsplatz. Wir haben die Aufstellung und Bedienung leicht und einfach
gemacht. Mit Miller können Sie sich bei
sachgemäßer Wartung auf Jahre zuverlässigen
Einsatzes verlassen. Und für den Fall, daß Ihr
Gerät aus irgendeinem Grund repariert werden
muß, finden Sie im Abschnitt Fehlersuche Hilfe
Miller ist der erste
Schweißgerätehersteller
in den U.S.A., der die
Registrierung unter dem
ISO 9001
Qualitätssystem erlangte.
bei der Bestimmung des Problems. Mit Hilfe
der Stückliste können Sie dann das Teil genau
bestimmen, das zur Beseitigung des Problems
benötigt wird. Außerdem finden Sie Garantie−
und Wartungsangaben für Ihr spezielles Modell.
Jede Miller Stromquelle
arbeitet so hart wie Sie
und besitzt die
müheloseste Garantie in
der Branche.
Miller Electric stellt eine komplette Reihe von
Schweißgeräten und Schweißausrüstungen her.
Fragen Sie bei Ihrer Miller Vertretung nach
dem neuesten Katalog mit dem kompletten Angebot oder nach den
getrennten Katalogblättern der weiteren Miller Qualitätsprodukte.
Page 3

Inhaltsverzeichnis
ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR GEBRAUCH LESEN 1. . . . . . . . . . . . . . . . . . . . . .
1-1. Symbole 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Gefahren beim Lichtbogenschweißen 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Zusätzliche Gefahren bei Installation, Betrieb und Wartung 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-4. Warnhinweise nach California Proposition 65 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Prinzipielle Sicherheitsnormen 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. EMF-Information 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR GEBRAUCH LESEN 1. . . . . . . . . . . . . . . . . . . . . .
1-1. Symbole 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Gefahren beim Lichtbogenschweißen 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Zusätzliche Gefahren bei Installation, Betrieb und Wartung 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-4. Warnhinweise nach California Proposition 65 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Prinzipielle Sicherheitsnormen 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. EMF-Information 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 2 − DEFINITIONEN 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Warnschilder 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. WEEE Etikett (Für verkaufte Produkte innerhalb der EU) 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3. Symbole u n d D e f i n i t i o n e n 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 3 − INSTALLATION 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Wo befindet sich das Typenschild mit der Seriennummer und den Leistungsangaben? 11. . . . . . . . . . .
3-2. Technische Daten 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Einschaltdauer und Überhitzung 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Strom-/Spannungsdiagramm 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5. Aufstellort aussuchen 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-6. Warnhinweise zur Kippgefahr 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-7. Abmessungen, Gewichte und Sockel- Montagebohrungen 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8. Stromanschluss-Daten 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9. Anschließen der Zuleitung bei 350 Modellen 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-10. Anschließen der Zuleitungen bei 700 Modellen 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-11. Ausgangsklemmen und Kabelgrößen 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-12. Belegung 14-poliger Fernregelanschluss (ohne Automatikanschluss verwendet) 27. . . . . . . . . . . . . . . .
3-13. Automatikanschluss (für 28-poligen Fernsteuerungsanschluss, falls vorhanden) 28. . . . . . . . . . . . . . . .
3-14. Eingänge für die Speicherauswahl per Fernbedienung (bei 28-poligem Stecker, falls vorhanden) 29. .
3-15. Automatikauswahl (bei 28-poligem Stecker, falls vorhanden) 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-16. Typische Automatik-Anwendung 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-17. 115 Volt Ws Duplex-Steckdose, zusätzlicher Sicherungsautomat CB1 und Netzschalter 30. . . . . . . . .
3-18. Gasanschlüsse 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-19. WIG HF Impuls/ Lift-Arct Anschlüsse 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-20. Kühleranschlüsse 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-21. Anschlüsse der Dynasty Stabelektrode 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-22. Anschlüsse der Maxstar Stabelektrode 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 4 − BEDIENUNG 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Bedienelemente 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Codier-Regler 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Stromstärkenregler 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Amperemeter und Parameter-Anzeige 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Voltmeter und ausgewählte Parameter-Anzeige 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6. Polaritätsregelung (nur Dynastyt Modelle) 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7. Prozessregelung 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-8. Lift-ArcE und HF, WIG Zündvarianten 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-9. Ausgangsregler 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-10. Impulsgebersteuerung 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-11. Sequenzer-Regelungen 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Page 4

Inhaltsverzeichnis
4-12. Gas/WIG-Regelung (Vorlauf/Nachlauf/WIG/Gasströmung) 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-13. Ws-Wellenform (nur Dynasty Modelle) 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-14. Speicher (Programmspeicherplätze 1-9) 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-15. Ab Werk voreingestellte Parameter, Bereiche und Auflösung für 350 Modelle 44. . . . . . . . . . . . . . . . . .
4-16. Ab Werk voreingestellte Parameter, Bereiche und Auflösung für 700 Modelle 45. . . . . . . . . . . . . . . . . .
4-17. Das Gerät auf die werksseitige Voreinstellung zurückstellen 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-18. Anzeige der Softwareversion 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-19. Anzeige für Lichtbogen-Timer/Zähler 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 5 − ERWEITERTE FUNKTIONEN 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Zugriff auf erweiterte Funktionen 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Programmierbare WIG Startparameter 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Steuerungs- und Auslösefunktionen am Ausgang 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. WS-Wellenformauswahl (nur Dynasty Modelle) 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-5. Unabhängige Amplitudenauswahl 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-6. Punkt Aktivieren 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-7. Auswahl der Ruhespannung (OCV) an der Stabelektrode 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-8. Auswahl für die Kontrollfunktion für das Festkleben der Elektrode 61. . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-9. Verriegelungsfunktionen 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-10. Das Gerät so einstellen, dass die Messgeräte während des Impulsschweißens nichts anzeigen 64. .
5-11. Kalibrierung der DC-Anzeige 64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 6 − WARTUNG & FEHLERSUCHE 65. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-2. Gerät innen ausblasen 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-3. Kühlmittelpflege und Ölen des Motors 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-4. Fehlersuche 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 7 − ELEKTRISCHE SCHALTPLÄNE 70. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 8 − HOCHFREQUENZ (HF) 83. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-1. Schweißprozesse, die HF verwenden 83. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-2. Falsche In s t a l l a t i o n 83. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-3. Richtige Installation 84. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 9 − SETUP-RICHTLINIEN FÜR DAS (GTAW) WIG-SCHWEISSEN 85. . . . . . . . . . . . . . . . . . . . .
9-1. Typische GTAW Setups 85. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 10 − AUSWAHL UND VORBEREITUNG EINER WOLFRAMELEKTRODE FÜR DAS GLEICH-
ODER WECHSELSTROMSCHWEISSEN MIT INVERTERGERÄTEN 87. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-1. Auswahl der Wolframelektrode (Saubere Handschuhe tragen, um ein Verschmutzen der
Wolframelektrode zu verhindern) 87. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-2. Vorbereitung der Wolframelektrode für das Gleichstromschweißen mit negativer Elektrode (DCEN) bzw.
das Wechselstromschweißen an Invertergeräten 87. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 11 − RICHTLINIEN FÜR DAS WIG-SCHWEISSEN 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-1. Brenner positionieren 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-2. Brennerbewegung beim Schweißen 89. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-3. Positionierung des Brenners für verschiedene Schweißverbindungen 89. . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 12 − RICHTLINIEN FÜR DIE EINSTELLUNG BEIM
STABELEKTRODENSCHWEISSEN (SMAW) 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-1. Frontplattenanzeige für DCEP- (Direct Current Electrode Positive;
Gleichstromelektrode positiv) Elektrode 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 13 − RICHTLINIEN ZUM STABELEKTRODENSCHWEISSEN (SMAW) 91. . . . . . . . . . . . . . . . .
ABSCHNITT 14 − ERSATZTEILLISTE FÜR DIE 350ER MODELLE 100. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 15 − ERSATZTEILLISTE FÜR DIE 700ER MODELLE 110. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 16 − ERSATZTEILLISTE FÜR DAS KÜHLGERÄT 120. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ABSCHNITT 17 − ERSATZTEILLISTE FÜR DEN FAHRWAGEN 122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GARANTIE
Page 5
ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR
GEBRAUCH LESEN
7
Schützen Sie sich und Andere vor Verletzungen — lesen und beachten Sie diese Sicherheitsmaßnahmen.
1-1. Symbole
ger_som_2009−08
GEFAHR! − Signalisiert eine Gefahrensituation, die
zum Tod oder zu schweren Verletzungen führt, sofern
sie nicht vermieden wird. Die möglichen Gefahren sind
in den begleitenden Symbolen dargestellt oder im Text
erläutert.
Signalisiert eine Gefahrensituation, die zum Tod oder
zu schweren Verletzungen führen kann, sofern sie
nicht vermieden wird. Die möglichen Gefahren sind in
den begleitenden Symbolen dargestellt oder im Text erläutert.
MERKE − Signalisiert Inhalte, die sich nicht auf Personenschäden beziehen.
1-2. Gefahren beim Lichtbogenschweißen
Die dargestellten Symbole werden in der gesamten Betriebsanleitung verwendet, um auf mögliche Gefahren
hinzuweisen. Wenn Sie dieses Symbol sehen, ist erhöhte
Achtsamkeit erforderlich. Zur Vermeidung der Gefahr sind
die entsprechenden Anleitungen zu befolgen. Die unten- stehenden Sicherheitshinweise sind nur eine Zusammenfassung der umfassenderen Sicherheitsnormen im Abschnitt 1-5 . Lesen und beachten Sie alle Sicherheitsnormen.
Lassen Sie alle Arbeiten am Gerät, wie Installation, Betrieb,
Wartung und Reparaturen, nur von qualifiziertem Personal
ausführen.
Während des Betriebes andere Personen, besonders Kinder,
vom Gerät fernhalten.
ELEKTROSCHOCKS können tödlich
sein.
Das Berühren stromführender Teile kann tödliche
Schocks oder schwere Verbrennungen zur Folge
haben. Der Kreis zwischen Elektrode und
Werkstück ist stromführend, sobald der Ausgangsstrom eingeschaltet ist. Auch der Eingangsstromkreis und die Stromkreise im Inneren sind
stromführend, wenn der Strom eingeschaltet ist.
Beim halbautomatischen oder automatischen
Schweißen sind der Draht, die Drahtspule, das
Antriebsrollengehäuse und alle Metallteile, die mit
dem Schweißdraht in Berührung stehen,
stromführend. Falsch installierte oder unsachgemäß g e e r d e t e G e r äte stellen eine Gefahr dar.
Stromführende Teile nicht berühren.
Trockene Isolierhandschuhe ohne Löcher und Schutzkleidung
tragen.
Der Schweißer muss sich selbst vom Werkstück und der Erde
durch trockene, isolierende Matten oder Abdeckungen isolieren,
die groß genug sind, um einen Kontakt zwischen ihm und dem
Werkstück oder der Erde zu verhindern.
Den Wechselstromausgang nicht in einer feuchten Umgebung mit
begrenzten Bewegungsmöglichkeiten oder Sturzgefahr verwenden.
Den Wechselstromausgang NUR dann verwenden, wenn er für
das Schweißverfahren benötigt wird.
Falls v orhanden, sollt e bei Verwendung d es Wechsels t romaus gan -
ges die Ausgangsfernregelung benutzt werden.
Zusätzliche Sicherheitsmaßnahmen sind erforderlich, wenn unter
erhöhter elektrischer Gefährdung gearbeitet wird: In feuchten Um-
Signalisiert besondere Hinweise.
Diese Gruppe von Symbolen bedeutet Achtung! Aufpassen! Gefährliche BERÜHRUNGSPANNUNG, Gefährdung durch BEWEGTE TEILE und HEISSE TEILE. Den Symbolen und darunter stehenden Hinweisen entnehmen, durch welche Maßnahmen die Gefahren vermieden werden können.
gebungen oder beim Tragen von nasser Kleidung, auf
metallischen Oberflächen wie Böden, Gittern oder Gerüsten, sitzend, kniend oder liegend in beengten Verhältnissen oder wo ein
hohes Risiko besteht, dass der direkte Kontakt mit dem W erkstück
oder der Erde unvermeidbar ist bzw. aus Versehen erfolgt. Wenn
diese Bedingungen gegeben sind, folgenden Geräte mit “S“- Zeichen verwenden: 1) ein halbautomatisches
Gleichstrom-Schweißgerät (Drahtelektrodenschweißen) mit konstanter Spannung, 2) ein manuelles Gleichstrom-Schweißgerät
(Stabelektroden-schweißen) oder 3) ein W echselstrom-Schweißgerät mit reduzierter Leerlauf- spannung. In den meisten Fällen
wird die Verwendung eines Gleichstrom-Schweißgeräts mit Konstantspannung (Drahtel- ektrodenschweißen) empfohlen. Und
nicht alleine arbeiten!
Vor dem Installieren oder W arten dieses Gerätes den Eingangs-
strom abschalten oder den Motor ausschalten. Eingangsstrom
gemäß OSHA 29 CFR 1910.147 ausschalten (siehe Sicherheitsnormen).
Das Gerät gemäß der Betriebsanleitung und den anzuwendenden
nationalen Vorschriften anschließen.
Stets den Schutzleiter überprüfen − kontrollieren und sicherstel-
len, dass der Schutzleiter des Stromkabels korrekt mit dem
Erdungsstift i m Stecker verbunden ist. Das Primärkabel muss an
eine ordentlich geerdete Steckdose angeschlossen sein.
Bei der Herstellung von Eingangsverbindungen ist zuerst der Er-
dungsleiter anzubringen − Verbindungen zweimal prüfen.
Elektrische Kabel vor Feuchtigkeit, Ölen und Fetten sowie heißen
Metallteilen und Funken schützen.
Stromkabel häufig auf Beschädigungen oder blanke Drähte unter-
suchen − beschädigtes Kabel sofort auswechseln − Berührung mit
blanken Drähten kann tödlich sein.
Nicht in Verwendung stehende Geräte ausschalten.
Keine verschlissenen, beschädigten, zu gering dimensionierten
oder schlecht gefertigte Kabel verwenden.
Kabel nicht um den Körper schlingen.
Falls das W erkstück geerdet werden muss, ist dazu ein separates
Kabel zu verwenden.
Die Elektrode nicht berühren, wenn Sie Kontakt zum Werkstück,
der Erde oder einer weiteren Elektrode eines anderen Gerätes haben.
Nur gut gewartete Geräte verwenden. Beschädigte Teile sofort re-
parieren oder auswechseln. Das Gerät gemäß der
Betriebsanleitung warten.
Bei Arbeiten in größerer Höhe Sicherheitsgeschirr tragen.
Alle Platten und Abdeckungen an ihrem Platz belassen.
OM-216 869 Seite 1
Page 6

Das Massekabel mit gutem Metallkontakt zum Werkstück oder
zum Werktisch so nahe wie möglich bei der Schweißstelle anklemmen.
Die Masseklemme isolieren, wenn diese nicht an das Werkstück
angeschlossen ist, um jeglichen Kontakt mit einem Metallobjekt zu
verhindern.
Nicht mehr als eine Elektrode oder ein Masse-kabel an jedem Aus-
gangsanschluss anschließen.
ERHEBLICHE GLEICHSPANNUNG ist bei Inverter−
Schweißstromquellen vorhanden, auch NACHDEM
sie vom Netz genommen wurden.
Vor dem Berühren von Teilen den Inverter ausschalten, Strom-
quelle vom Netz trennen und die Eingangskondensatoren gemäß
den Anleitungen im Abschnitt Wartung entladen.
HEISSE TEILE können zu
Verbrennungen führen.
Heiße Teile nicht mit bloßer Hand berühren.
Laat de apparatuur altijd afkoelen, voordat u
ermee gaat werken.
Zur Verhütung von Verbrennungen beim Handhaben heißer
Teile geeignete Werkzeuge und /oder dicke, gefütterte Schweißer-schutzhandschuhe und −kleidung tragen.
DÄMPFE UND GASE können
gesundheitsgefährdend sein.
Beim Schweißen entstehen Dämpfe und Gase.
Das Einatmen dieser Dämpfe und Gase kann die
Gesundheit gefährden.
Gesicht von den Dämpfen fernhalten. Dämpfe nicht einatmen.
Bei Arbeiten in geschlossenen Räumen für ausreichende Belüf-
tung sorgen und/oder Schweißdämpfe und Gase durch Lüfter
absaugen.
Bei schlechter Belüftung eine geprüfte Atemschutzmaske mit Luft-
zufuhr tragen.
Die Sicherheitsdatenblätter und die Herstelleranleitungen für Me-
talle, Schweiß-zusatzwerkstoffe,, Beschichtungen, Reiniger und
Entfetter lesen und beachten.
In kleinen Räumen nur bei guter Belüftung arbeiten oder eine
Atemmaske mit Luftzufuhr verwenden. Es sollte stets eine erfahrene Aufsichtsperson in der Nähe sein. Schweißdämpfe und Gase
können die Luft verdrängen und den Sauerstoffpegel senken, was
zu schweren Verletzungen oder zum Tod führen kann. Sicherstellen, dass die eingeatmete Luft ungefährlich ist.
Nicht in der Nähe von Entfettungs-, Reinigungs- oder Spritzarbei-
ten schweißen. Die Hitze und die Strahlen des Lichtbogens
können mit den Dämpfen reagieren und hochgiftige Reizgase bilden.
Nicht auf beschichteten Metallen schweißen, wie z.B. auf verzink-
tem, blei- oder kadmiumplattiertem Stahl, wenn nicht zuvor die
Beschichtung vom Schweißbereich entfernt wurde, der Arbeitsbereich gut belüftet ist und, falls notwendig, eine Atemmaske mit
Luftzufuhr getragen wird. Die Beschichtung sowie viele Metalle,
die diese Elemente enthalten, können beim Schweißen giftige
Dämpfe freisetzen.
LICHTBOGENSTRAHLEN können
Augen und Haut verbrennen
Beim Schweißen entstehende Lichtbogenstrahlen
verursachen sehr intensive sichtbare und unsicht-
und Haut verbrennen können. Der bei manchen Arbeiten entstehende Lärm kann das Gehör schädigen. Beim Schweißen entsteht
Spritzer- und Funkenflug.
OM-216 869 Seite 2
bare (ultraviolette und infrarote) Strahlen, die Augen
Beim Schweißen oder Zuschauen einen zugelassenen Schweiß-
helm mit geeignetem Augenschutzfilter tragen, um Gesicht und
Augen vor Lichtbogenstrahlen und Funken zu schützen (siehe
ANSI Z49.1 und Z87.1 in den Sicherheitsnormen).
Zugelassene Schutzbrille mit Seitenschutz unter dem Helm tra-
gen.
Schutzschirme oder ähnliches verwenden, um andere Personen
vor dem grellen Licht, den Strahlen und Funken zu schützen; andere davor warnen, in den Lichtbogen zu schauen.
Schutzkleidung aus haltbarem, nicht brennbarem Material (Leder,
dicke Baumwolle oder Wolle) sowie Fußschutz tragen.
SCHWEISSEN kann Brände oder
Explosionen verursachen.
Das Schweißen an geschlossenen Behältern wie
z.B. Tanks, Fässern oder Rohren kann zur Explo-
spritzen. Diese Funken sowie heiße Werkstücke und heiße Geräte
können Brände und Verbrennungen verursachen. Versehentlicher
Kontakt der Elektrode mit Metallobjekten kann Funken, Explosion,
Überhitzung oder einen Brand verursachen. Vor dem Schweißen
sicherstellen, dass im Arbeitsbereich gefahrlos gearbeitet werden
kann.
Alle entflammbaren Materialien in einem Umkreis von mindestens
10,7 m um den Lichtbogen herum entfernen. Wenn dies nicht möglich ist, müssen sie mit einer geprüften Abdeckung abgedeckt
werden.
Nicht dort schweißen, wo Funken auf entflammbares Material tref-
fen könnten.
Schützen Sie sich selbst und andere vor herumfliegenden Funken
und heißem Metall.
Achtung: beim Schweißen entstehende Funken und heiße Mate-
rialteile können sehr leicht durch kleine Ritzen und Öffnungen in
umliegende Bereiche gelangen.
Vorsicht vor Bränden. Ein Feuerlöscher sollte stets in der Nähe
sein.
Achtung: Bei Schweißarbeiten an der Decke, am Boden, an der
Spritz- oder Trennwand kann ein Brand auf der anderen, nicht
sichtbaren Seite entstehen.
Nicht an geschlossenen Behältern wie z.B. Tanks, Fässern oder
Rohren schweißen, wenn diese nicht gemäß AWS F4.1 vorbereitet wurden (siehe Sicherheitsnormen).
Nicht in Umgebungen schweißen, wo leicht entzündliche Stäube,
Gase oder Dämpfe (wie Benzin) in der Atmosphäre vorhanden
sind.
Das Massekabel so nahe wie möglich am Schweißbereich mit
dem Werkstück verbinden, damit der Schweißstrom eine nicht
übermäßig lange, möglicherweise nicht überall geerdete, Strecke
zurücklegen muss und um so die Gefahr von Elektroschocks,
Funken und Bränden zu verringern.
Schweißgerät nicht zum Auftauen gefrorener Leitungen verwen-
den.
Stabelektrode vom Halter nehmen oder Schweißdraht an der Spit-
ze abschneiden, wenn nicht geschweißt wird.
Ölfreie Schutzkleidung wie Lederhandschuhe, dickes Hemd, stul-
penlose Hose, hohe Schuhe und eine Kappe tragen.
Vor Schweißarbeiten brennbare Dinge wie Feuerzeuge oder
Streichhölzer weglegen.
Nach Beendigung der Schweißarbeiten den Arbeitsbereich auf
verbleibende Funken, glühende Teilchen und Flammen
kontrollieren.
Nur zulässige Sicherungen bzw. Schutzschalter einsetzen. Diese
dürfen weder zu groß ausgelegt sein noch dürfen sie umgangen
werden.
Die Anforderungen in OSHA 1910.252 (a) (2) (iv) und NFPA 51B
für Arbeiten mit offener Flamme beachten, ein Brandbeobachter
und Feuerlöscher sollten sich in der Nähe befinden.
sion führen. Funken können vom Lichtbogen weg-
Page 7

HERUMFLIEGENDE
)
,
-
METALLSTÜCKE oder SCHMUTZ
können die Augen verletzen.
Schweißen, Abkratzen, Verwenden einer
Drahtbürste und Schleifen erzeugen Funken
und fliegendes Metall. Beim Abkühlen einer
Schweißnaht kann Schlacke abspringen.
Selbst unter dem Schweißhelm eine zugelassene Schutzbrille
mit Seitenschutz tragen.
GASANREICHERUNG kann
Verletzungen verursachen oder
töten.
Schutzgaszufuhr bei Nichtverwendung ab-
schalten.
Geschlossene Räume immer belüften oder zugelassenes Beat-
mungsgerät verwenden.
ELEKTROMAGNETISCHE FELDER (EMF
können implantierte medizinische Geräte
beeinflussen.
Träger von Herzschrittmachern oder anderen
implantierten medizinischen Geräten sollten
sich fernhalten.
Personen, die ein medizinisches Gerät implantiert tragen,
sollten Ihren Arzt und den Hersteller des Geräts befragen,
bevor sie sich in einen Bereich begeben, in dem Arbeiten
wie Lichtbogenschweißen, Punktschweißen, Fugenhobeln,
Plasmaschneiden oder induktives Erwärmen durchgeführt
werden.
LÄRM kann das Gehör schädigen.
FLASCHEN können bei
Beschädigung explodieren.
Schutzgasflaschen enthalten unter hohem Druck
stehendes Gas. Bei Beschädigung kann eine
males Zubehör beim Schweißenmüssen aber trotzdem sehr vorsichtig behandelt werden.
Druckgasflaschen vor zu großer Hitze, mechanischen Schlägen,
Beschädigung, Schlacke, offenen Flammen, Funken und Lichtbögen schützen.
Die Flaschen senkrecht an einer stabilen, stationären Stütze oder
einem Flaschenwagen befestigen und vor dem Umfallen sichern.
Flaschen von Schweiß- oder anderen elektrischen Schaltkreisen
fernhalten.
Niemals einen Schweißbrenner auf eine Gasflasche hängen.
Niemals eine Flasche mit einer Schweißelektrode berühren.
Niemals a n einer unter Druck stehenden Flasche schweißen − die
Flasche kann explodieren.
Stets nur die für die jeweilige Anwendung geeigneten Schutzgas-
flaschen, Regler, Schläuche und Anschlüsse verwenden; diese
und dazugehörige Teile in gutem Zustand halten.
Gesicht vom der Ventilauslassöffnung wegdrehen, wenn ein Fla-
schenventil geöffnet wird.
Stets die Schutzkappe am Flaschenventil aufsetzen, außer wenn
die Flasche in Verwendung ist oder angeschlossen wird.
Die richtigen Vorrichtungen verwenden, korrekte Vorgehensweise
und eine ausreichende Anzahl von Personen zum Heben und
Transport der Flaschen sicherstellen.
Flasche explodieren. Gasflaschen sind ein nor-
Der Lärm einiger Verfahren oder Geräte kann das
Gehör schädigen.
Bei hohem Lärmpegel zugelassene Lärm-
schutzmittel tragen.
Die Anleitungen für Druckgasflaschen und Zubehörteile sowie die
in den Sicherheitsnormen aufgeführte Publikation P-1 der Compressed Gas Association (CGA − amerikanische
Druckgasvereinigung) sowie die entsprechenden nationalen Vorschriften lesen und beachten.
1-3. Zusätzliche Gefahren bei Installation, Betrieb und Wartung
FEUER- ODER
EXPLOSIONSGEFAHR.
Gerät nicht auf oder in der Nähe von brennba-
ren Oberflächen installieren oder aufstellen.
Gerät nicht in der Nähe von brennbaren Mate-
rialien installieren.
Überlasten Sie nicht die Anschlussleitungen. Versichern Sie
sich, dass der Anschluss für den Betrieb dieses Gerätes geeignet ist.
HERUNTERFALLENDES GERÄT
kann zu Verletzungen führen.
Kranöse nur zum Anheben der Stromquelle
NICHT aber des Fahrwerks, der Gasflaschen
oder anderer Zubehörteile verwenden.
Zum Heben und Unterstützen der Stromquelle
nur Geräte mit ausreichender Leistungs-fähig
keit verwenden.
Wenn die Einheit mit einem Stapler transportiert wird, müssen die
Staplergabeln soweit ausgezogen sein, dass sie bis über die andere Seite der Einheit hinausreichen.
Bei Arbeiten in luftiger Höhe die Ausrüstung (Kabel und Leitungen)
von fahrenden Flurförderzeugen fernhalten.
Halten Sie sich beim manuellen Heben von schweren Teilen oder
Geräten an die Leitlinien des Anwendungshandbuchs
zur überarbeiteten NIOSH Hebegleichung (”Applications Manual
for the Revised NIOSH Lifting Equation“ Schrift
Nr. 94–1 10).
ÜBERHITZUNG kann durch ZU
LANGEN GEBRAUCH auftreten.
Gerät abkühlen lassen, Nenn-Einschaltdauer
beachten.
Vor Wiederaufnahme der Schweißarbeiten
Schweißstrom oder Einschaltdauer verringern.
Den Luftstrom zur Stromquelle nicht blockieren oder filtern.
OM-216 869 Seite 3
Page 8

HERUMFLIEGENDE FUNKEN können
zu Verletzungen führen.
Zum Schutz von Augen und Gesicht eine
geeignete Schutzmaske tragen.
Wolframelektroden nur an einem Schleifgerät
mit geeigneten Schutzvorrichtungen und an
einem sicheren Ort schleifen. Dabei eine
geeignete Schutzausrüstung für Gesicht,
Hände und Körper tragen.
Funken können Brände verursachen. Leicht entzündliche Stoffe
fernhalten.
ANLEITUNGEN LESEN UND BEACHTEN.
Lesen und befolgen Sie alle Aufkleber sowie
die Bedienungsanleitung genau, bevor Sie das
Gerät installieren, betreiben oder warten.
Lesen Sie die am Anfang der Anleitung sowie
in den einzelnen Abschnitten angegebenen
Informationen zur Sicherheit.
Nur Orginalersatzteile vom Hersteller verwenden.
Wartungs− und Instandhaltungsarbeiten gemäß
Betriebsanleitungen und geltenden Industrienormen sowie
regionalen, nationalen und lokalen Vorschriften vornehmen.
ELEKTROSTATISCHE AUFLADUNG
(ESD) kann PC-Platinen
beschädigen.
VOR Arbeiten an der PC-Platinen oder deren
Teilen Erdungsarmband anlegen.
PC-Platinen nur in statiksicheren Taschen oder Schachteln la-
gern, transportieren oder versenden.
BEWEGLICHE TEILE können
Verletzungen verursachen.
Abstand zu allen beweglichen Teilen halten.
Abstand zu allen Geräteteilen halten, bei de-
nen die Gefahr von Einklemmungen besteht,
wie z.B. bei Antriebsrollen.
SCHWEISSDRAHT kann zu
Verletzungen führen.
Brennerschalter erst betätigen, wenn dazu auf-
gefordert wird.
Brenner niemals gegen einen Körperteil, ande-
re Personen oder Metall richten, wenn
Schweißdraht eingefädelt wird.
BEWEGLICHE TEILE können
Verletzungen verursachen.
Abstand zu beweglichen Teilen, wie z.B. Lüf-
tern, halten.
Alle Türen, Gehäuse, Abdeckungen und Schutzvorrichtungen
geschlossen halten und an ihrem Platz lassen.
Das Abnehmen von Türen, Gehäusen, Abdeckungen oder
Schutzvorrichtungen für Wartungsarbeiten sollte nur von qualifiziertem Personal durchgeführt werden.
Türen, Gehäuse, Abdeckungen oder Schutzvorrichtungen nach
Abschluss der Wartungsarbeiten und vor dem Anschließen an
die Stromquelle wieder anbringen.
HF−AUSSTRAHLUNG kann
Störungen verursachen.
Hochfrequenz-Strahlung (H.F.) kann Störun-
gen bei der Funknavigation, bei Sicherheitseinrichtungen, Computern und Kommunikationsgeräten verursachen.
Installation sollte nur von geschultem Personal durchgeführt wer-
den, das mit elektronischen Geräten vertraut ist.
Der Anwender ist verpflichtet, dass durch die Installation eventuell
auftretenden Störungen sofort von einem geschulten Elektriker
beseitigt werden.
Sollte von der Post oder Telekom über auftretende Störungen in-
formiert werden, ist der Gebrauch des Gerätes sofort einzustellen.
Gesamte Installation regelmäßig warten und überprüfen.
Türen und Abdeckungen von Hochfrequenzquellen geschlossen
halten; für korrekte Elektrodenabstände sorgen; durch Erdung
und Abschirmung die Möglichkeit von Störungen auf ein Minimum
reduzieren.
LICHTBOGENSCHWEISSEN kann
Störungen verursachen.
Elektromagnetische Energie kann empfindli-
che elektronische Geräte wie z.B. Rechner
oder rechnergesteuerte Geräte (Roboter) stören.
Dafür sorgen, dass alle Geräte im Schweißbereich elektromagne-
tisch verträglich sind.
Zur Einschränkung möglicher Störungen die Schweißkabel mög-
lichst kurz, eng zusammen und niedrig, zum Beispiel auf dem
Boden, anordnen.
Den Schweißbetrieb 100 Meter entfernt von empfindlichen elek-
tronischen Geräten anordnen.
Dafür sorgen, dass die Schweißmaschine in Übereinstimmung mit
dieser Anleitung installiert und geerdet ist.
Falls dennoch Störungen auftreten, muss der Benutzer besondere
Maßnahmen ergreifen, wie z.B. das Versetzen der Schweißmaschine, die Verwendung abgeschirmter Kabel, Leitungsfilter oder
die Abschirmung des Arbeitsbereiches.
1-4. Warnhinweise nach California Proposition 65
Schweiß- oder Schneidegeräte erzeugen Dämpfe und Gase
die Chemikalien enthalten, welche lt. dem Staat Kalifornien,
Geburts-defekte und in manchen Fällen Krebs hervorrufen
können. (California Health & Safety Code [Kalifornische Arbeitsschutzrichtlinien], Abschnitt 25249.5 ff.)
Batterieklemmen, Batterieanschlüsse und Zubehör enthalten Blei und Bleiverbindungen, d.h. Chemikalien, die lt. dem
Staat Kalifornien Krebs, Geburtsdefekte und Fortpflanzungsschäden hervorrufen. Nach Gebrauch Hände
waschen.
OM-216 869 Seite 4
Für Benzinmotoren:
Motorenabgase enthalten Chemikalien, die lt. dem Staat Kalifornien Krebs, Geburtsdefekte oder andere
Fortpflanzungsschäden hervorrufen.
Für Dieselmotoren:
Dieselmotorenabgase und einige seiner Bestandteile rufen lt.
dem Staat Kalifornien Krebs, Geburtsdefekte und andere
Fortpflanzungsschäden hervor.
Page 9

1-5. Prinzipielle Sicherheitsnormen
Safety i n W elding, Cutting, and Allied Processes, ANSI Standard Z49.1,
from Global Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protection Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 4221 Walney Road, 5th Floor,
Chantilly , V A 20151 (phone: 703-788-2700, website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protection, ANSI Standard Z87.1, from American National Standards Institute,
1-6. EMF-Information
Ein durch einen Leiter fließender elektrischer Strom erzeugt
stellenweise elektrische und magnetische Felder (EMF). So entsteht
durch den Schweißstrom ein elektromagnetisches Feld um den
Schweißstromkreis und das Schweißgerät. EMF kann bestimmte
medizinische Implantate, wie z.B. Herzschrittmacher, störend
beeinflussen. Daher müssen für Personen mit medizinischen
Implantaten Schutzmaßnahmen getroffen werden. Beispielsweise
Zugangsbeschränkungen für Vorbeigehende oder eine individuelle
Risikobewertung für Schweißer. Alle Schweißer sollten die folgenden
Vorgehensweisen einhalten, um sich, den durch den
Schweißstromkreis verursachten elektromagnetischen Feldern,
möglichst wenig auszusetzen:
1. Kabel so dicht wie möglich beieinander führen − Kabel verdrillen,
mit Klebeband fixieren oder eine Kabelumhüllung verwenden.
2. Stellen Sie sich nicht zwischen die Schweißkabel. Kabel auf
einer Seite und so weit vom Bedienpersonal entfernt wie möglich
verlegen.
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, website: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFP A Standard 51B, from National Fire Protection Association,
Quincy, M A 0 2 2 6 9 ( p h o n e : 1 - 8 0 0 - 3 4 4 - 3 555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Superintendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
U.S. Consumer Product Safety Commission (CPSC), 4330 East West
Highway, Bethesda, MD 20814 (phone: 301-504-7923, website:
www.cpsc.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The National Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
3. Kabel nicht um den Körper schlingen.
4. Kopf und Rumpf so weit wie möglich vom Gerät im
Schweißstromkreis entfernt halten.
5. Masseklemme so nahe wie möglich an der Schweißstelle am
Werkstück anbringen.
6. Nicht direkt neben der Schweißstromquelle arbeiten, sich
hinsetzen oder anlehnen.
7. Nicht schweißen, während Sie die Schweißstromquelle oder das
Drahtvorschubgerät tragen.
Zu implantierten medizinischen Geräten:
Personen, die ein medizinisches Gerät implantiert tragen, sollten Ihren
Arzt und den Hersteller des Geräts befragen, bevor sie sich in einen
Bereich begeben, in dem Arbeiten wie Lichtbogenschweißen,
Punktschweißen, Fugenhobeln, Plasmaschneiden oder induktives
Erwärmen durchgeführt werden oder bevor sie selber solche Arbeiten
durchführen. Wenn Ihr Arzt zugestimmt hat, empfehlen wir, die oben
beschriebenen Verfahrensanweisungen zu beachten.
OM-216 869 Seite 5
Page 10

OM-216 869 Seite 6
Page 11

ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR
GEBRAUCH LESEN
7
Schützen Sie sich und Andere vor Verletzungen — lesen und beachten Sie diese Sicherheitsmaßnahmen.
1-1. Symbole
ger_som_2007−04
GEFAHR! − Signalisiert eine Gefahrensituation, die
zum Tod oder zu schweren Verletzungen führt, sofern
sie nicht vermieden wird. Die möglichen Gefahren sind
in den begleitenden Symbolen dargestellt oder im Text
erläutert.
Signalisiert eine Gefahrensituation, die zum Tod oder
zu schweren Verletzungen führen kann, sofern sie
nicht vermieden wird. Die möglichen Gefahren sind in
den begleitenden Symbolen dargestellt oder im Text erläutert.
MERKE − Signalisiert Inhalte, die sich nicht auf Personenschäden beziehen.
1-2. Gefahren beim Lichtbogenschweißen
Die dargestellten Symbole werden in der gesamten Betriebsanleitung verwendet, um auf mögliche Gefahren
hinzuweisen. Wenn Sie dieses Symbol sehen, ist erhöhte
Achtsamkeit erforderlich. Zur Vermeidung der Gefahr sind
die entsprechenden Anleitungen zu befolgen. Die unten- stehenden Sicherheitshinweise sind nur eine Zusammenfassung der umfassenderen Sicherheitsnormen im Abschnitt 1-5 . Lesen und beachten Sie alle Sicherheitsnormen.
Lassen Sie alle Arbeiten am Gerät, wie Installation, Betrieb,
Wartung und Reparaturen, nur von qualifiziertem Personal
ausführen.
Während des Betriebes andere Personen, besonders Kinder,
vom Gerät fernhalten.
ELEKTROSCHOCKS können tödlich
sein.
Das Berühren stromführender Teile kann tödliche
Schocks oder schwere Verbrennungen zur Folge
haben. Der Kreis zwischen Elektrode und
trom eingeschaltet ist. Auch der Eingangsstromkreis und die
Stromkreise i m Inneren sind stromführend, wenn der Strom eingeschaltet ist. Beim halbautomatischen oder automatischen Schweißen
sind der Draht, die Drahtspule, das Antriebsrollengehäuse und alle
Metallteile, die mit dem Schweißdraht in Berührung stehen,
stromführend. Falsch installierte oder unsachgemäß geerdete
Geräte stellen eine Gefahr dar.
Stromführende Teile nicht berühren.
Trockene Isolierhandschuhe ohne Löcher und Schutzkleidung
tragen.
Der Schweißer muss sich selbst vom Werkstück und der Erde
durch trockene, isolierende Matten oder Abdeckungen isolieren,
die groß genug sind, um einen Kontakt zwischen ihm und dem
Werkstück oder der Erde zu verhindern.
Den Wechselstromausgang nicht in einer feuchten Umgebung mit
begrenzten Bewegungsmöglichkeiten oder Sturzgefahr verwenden.
Den Wechselstromausgang NUR dann verwenden, wenn er für
das Schweißverfahren benötigt wird.
Falls v orhanden, sollt e bei Verwendung d es Wechsels t romaus gan -
ges die Ausgangsfernregelung benutzt werden.
Zusätzliche Sicherheitsmaßnahmen sind erforderlich, wenn unter
erhöhter elektrischer Gefährdung gearbeitet wird: In feuchten Umgebungen oder beim Tragen von nasser Kleidung, auf
metallischen Oberflächen wie Böden, Gittern oder Gerüsten, sit-
Werkstück ist stromführend, sobald der Ausgangss-
Signalisiert besondere Hinweise.
Diese Gruppe von Symbolen bedeutet Achtung! Aufpassen! Gefährliche BERÜHRUNGSPANNUNG, Gefährdung durch BEWEGTE TEILE und HEISSE TEILE. Den Symbolen und darunter stehenden Hinweisen entnehmen, durch welche Maßnahmen die Gefahren vermieden werden können.
zend, kniend oder liegend in beengten Verhältnissen oder wo ein
hohes Risiko besteht, dass der direkte Kontakt mit dem W erkstück
oder der Erde unvermeidbar ist bzw. aus Versehen erfolgt. Wenn
diese Bedingungen gegeben sind, folgenden Geräte mit “S“- Zeichen verwenden: 1) ein halbautomatisches
Gleichstrom-Schweißgerät (Drahtelektrodenschweißen) mit konstanter Spannung, 2) ein manuelles Gleichstrom-Schweißgerät
(Stabelektroden-schweißen) oder 3) ein W echselstrom-Schweißgerät mit reduzierter Leerlauf- spannung. In den meisten Fällen
wird die Verwendung eines Gleichstrom-Schweißgeräts mit Konstantspannung (Drahtel- ektrodenschweißen) empfohlen. Und
nicht alleine arbeiten!
Vor dem Installieren oder W arten dieses Gerätes den Eingangs-
strom abschalten oder den Motor ausschalten. Eingangsstrom
gemäß OSHA 29 CFR 1910.147 ausschalten (siehe Sicherheitsnormen).
Das Gerät gemäß der Betriebsanleitung und den anzuwendenden
nationalen Vorschriften anschließen.
Stets den Schutzleiter überprüfen − kontrollieren und sicherstel-
len, dass der Schutzleiter des Stromkabels korrekt mit dem
Erdungsstift i m Stecker verbunden ist. Das Primärkabel muss an
eine ordentlich geerdete Steckdose angeschlossen sein.
Bei der Herstellung von Eingangsverbindungen ist zuerst der Er-
dungsleiter anzubringen − Verbindungen zweimal prüfen.
Elektrische Kabel vor Feuchtigkeit, Ölen und Fetten sowie heißen
Metallteilen und Funken schützen.
Stromkabel häufig auf Beschädigungen oder blanke Drähte unter-
suchen − beschädigtes Kabel sofort auswechseln − Berührung mit
blanken Drähten kann tödlich sein.
Nicht in Verwendung stehende Geräte ausschalten.
Keine verschlissenen, beschädigten, zu gering dimensionierten
oder schlecht gefertigte Kabel verwenden.
Kabel nicht um den Körper schlingen.
Falls das W erkstück geerdet werden muss, ist dazu ein separates
Kabel zu verwenden.
Die Elektrode nicht berühren, wenn Sie Kontakt zum Werkstück,
der Erde oder einer weiteren Elektrode eines anderen Gerätes haben.
Nur gut gewartete Geräte verwenden. Beschädigte Teile sofort re-
parieren oder auswechseln. Das Gerät gemäß der
Betriebsanleitung warten.
Bei Arbeiten in größerer Höhe Sicherheitsgeschirr tragen.
Alle Platten und Abdeckungen an ihrem Platz belassen.
Das Massekabel mit gutem Metallkontakt zum Werkstück oder
zum Werktisch so nahe wie möglich bei der Schweißstelle anklemmen.
OM-216 869 Seite 1
Page 12

Die Masseklemme isolieren, wenn diese nicht an das Werkstück
angeschlossen ist, um jeglichen Kontakt mit einem Metallobjekt zu
verhindern.
Nicht mehr als eine Elektrode oder ein Masse-kabel an jedem Aus-
gangsanschluss anschließen.
EINE HOHE GLEICHSPANNUNG existiert in Inverter-Schweißstromquellen auch nach
Unterbrechung des Primäranschlusses.
Vor dem Berühren von Teilen den Inverter ausschalten, Strom-
quelle vom Netz trennen und die Eingangskondensatoren gemäß
den Anleitungen im Abschnitt Wartung entladen.
HEISSE TEILE können schwere
Verbrennungen verursachen.
Heiße Teile nicht mit bloßer Hand berühren.
Schweißbrenner oder Schweißpistole abküh-
len lassen, bevor an ihnen gearbeitet wird.
Zur Verhütung von Verbrennungen beim Handhaben heißer T ei-
le geeignete Werkzeuge und /oder dicke, gefütterte Schweißerschutzhandschuhe und −kleidung tragen.
DÄMPFE UND GASE können
gesundheitsgefährdend sein.
Beim Schweißen entstehen Dämpfe und Gase.
Das Einatmen dieser Dämpfe und Gase kann die
Gesundheit gefährden.
Gesicht von den Dämpfen fernhalten. Dämpfe nicht einatmen.
Bei Arbeiten in geschlossenen Räumen für ausreichende Belüf-
tung sorgen und/oder Schweißdämpfe und Gase durch Lüfter
absaugen.
Bei schlechter Belüftung eine geprüfte Atemschutzmaske mit Luft-
zufuhr tragen.
Die Sicherheitsdatenblätter und die Herstelleranleitungen für Me-
talle, Schweiß-zusatzwerkstoffe,, Beschichtungen, Reiniger und
Entfetter lesen und beachten.
In kleinen Räumen nur bei guter Belüftung arbeiten oder eine
Atemmaske mit Luftzufuhr verwenden. Es sollte stets eine erfahrene Aufsichtsperson in der Nähe sein. Schweißdämpfe und Gase
können die Luft verdrängen und den Sauerstoffpegel senken, was
zu schweren Verletzungen oder zum Tod führen kann. Sicherstellen, dass die eingeatmete Luft ungefährlich ist.
Nicht in der Nähe von Entfettungs-, Reinigungs- oder Spritzarbei-
ten schweißen. Die Hitze und die Strahlen des Lichtbogens
können mit den Dämpfen reagieren und hochgiftige Reizgase bilden.
Nicht auf beschichteten Metallen schweißen, wie z.B. auf verzink-
tem, blei- oder kadmiumplattiertem Stahl, wenn nicht zuvor die
Beschichtung vom Schweißbereich entfernt wurde, der Arbeitsbereich gut belüftet ist und, falls notwendig, eine Atemmaske mit
Luftzufuhr getragen wird. Die Beschichtung sowie viele Metalle,
die diese Elemente enthalten, können beim Schweißen giftige
Dämpfe freisetzen.
LICHTBOGENSTRAHLEN können
Augen und Haut verbrennen
Beim Schweißen entstehende Lichtbogenstrahlen
verursachen sehr intensive sichtbare und unsicht-
und Haut verbrennen können. Der bei manchen Arbeiten entstehende Lärm kann das Gehör schädigen. Beim Schweißen entsteht
Spritzer- und Funkenflug.
OM-216 869 Seite 2
bare (ultraviolette und infrarote) Strahlen, die Augen
Einen zugelassenen Schweißhelm mit geeignetem Augenschutz-
filter zum Schutz des Gesichtes und der Augen beim Schweißen
oder Zusehen tragen (siehe ANSI Z49.1 und Z87.1 in den Sicherheitsnormen).
Zugelassene Schutzbrille mit Seitenschutz unter dem Helm tra-
gen.
Schutzschirme oder ähnliches verwenden, um andere Personen
vor dem grellen Licht, den Strahlen und Funken zu schützen; andere davor warnen, in den Lichtbogen zu schauen.
Schutzkleidung aus haltbarem, nicht brennbarem Material (Leder,
dicke Baumwolle oder Wolle) sowie Fußschutz tragen.
SCHWEISSEN kann Brände oder
Explosionen verursachen.
Das Schweißen an geschlossenen Behältern wie
z.B. Tanks, Fässern oder Rohren kann zur Explo-
spritzen. Diese Funken sowie heiße Werkstücke und heiße Geräte
können Brände und Verbrennungen verursachen. Versehentlicher
Kontakt der Elektrode mit Metallobjekten kann Funken, Explosion,
Überhitzung oder einen Brand verursachen. Vor dem Schweißen
sicherstellen, dass im Arbeitsbereich gefahrlos gearbeitet werden
kann.
Alle entflammbaren Materialien in einem Umkreis von mindestens
10,7 m um den Lichtbogen herum entfernen. Wenn dies nicht möglich ist, müssen sie mit einer geprüften Abdeckung abgedeckt
werden.
Nicht dort schweißen, wo Funken auf entflammbares Material tref-
fen könnten.
Schützen Sie sich selbst und andere vor herumfliegenden Funken
und heißem Metall.
Achtung: beim Schweißen entstehende Funken und heiße Mate-
rialteile können sehr leicht durch kleine Ritzen und Öffnungen in
umliegende Bereiche gelangen.
Vorsicht vor Bränden. Ein Feuerlöscher sollte stets in der Nähe
sein.
Achtung: Bei Schweißarbeiten an der Decke, am Boden, an der
Spritz- oder Trennwand kann ein Brand auf der anderen, nicht
sichtbaren Seite entstehen.
Nicht an geschlossenen Behältern wie z.B. Tanks, Fässern oder
Rohren schweißen, wenn diese nicht gemäß AWS F4.1 vorbereitet wurden (siehe Sicherheitsnormen).
Nicht in Umgebungen schweißen, wo leicht entzündliche Stäube,
Gase oder Dämpfe (wie Benzin) in der Atmosphäre vorhanden
sind.
Das Massekabel so nahe wie möglich am Schweißbereich mit
dem Werkstück verbinden, damit der Schweißstrom eine nicht
übermäßig lange, möglicherweise nicht überall geerdete, Strecke
zurücklegen muss und um so die Gefahr von Elektroschocks,
Funken und Bränden zu verringern.
Schweißgerät nicht zum Auftauen gefrorener Leitungen verwen-
den.
Stabelektrode vom Halter nehmen oder Schweißdraht an der Spit-
ze abschneiden, wenn nicht geschweißt wird.
Ölfreie Schutzkleidung wie Lederhandschuhe, dickes Hemd, stul-
penlose Hose, hohe Schuhe und eine Kappe tragen.
Vor Schweißarbeiten brennbare Dinge wie Feuerzeuge oder
Streichhölzer weglegen.
Nach Beendigung der Schweißarbeiten den Arbeitsbereich auf
verbleibende Funken, glühende Teilchen und Flammen
kontrollieren.
Nur zulässige Sicherungen bzw. Schutzschalter einsetzen. Diese
dürfen weder zu groß ausgelegt sein noch dürfen sie umgangen
werden.
Die Anforderungen in OSHA 1910.252 (a) (2) (iv) und NFPA 51B
für Arbeiten mit offener Flamme beachten, ein Brandbeobachter
und Feuerlöscher sollten sich in der Nähe befinden.
sion führen. Funken können vom Lichtbogen weg-
Page 13
HERUMFLIEGENDE
n
n
,
r
e
,
rt
,
-
METALLSTÜCKE oder SCHMUTZ
können die Augen verletzen.
Schweißen, Abkratzen, Verwenden einer
Drahtbürste und Schleifen erzeugen Funken
und fliegendes Metall. Beim Abkühlen einer
Schweißnaht kann Schlacke abspringen.
Selbst unter dem Schweißhelm eine zugelassene Schutzbrille
mit Seitenschutz tragen.
GASANREICHERUNG kann
Verletzungen verursachen oder
töten.
Schutzgaszufuhr bei Nichtverwendung ab-
schalten.
Geschlossene Räume immer belüften oder zugelassenes Beat-
mungsgerät verwenden.
FLASCHEN können bei
Beschädigung explodieren.
Schutzgasflaschen enthalten unter hohem Druck
stehendes Gas. Bei Beschädigung kann eine
males Zubehör beim Schweißenmüssen aber trotzdem sehr vorsichtig behandelt werden.
Druckgasflaschen vor zu großer Hitze, mechanischen Schlägen,
Beschädigung, Schlacke, offenen Flammen, Funken und Lichtbögen schützen.
Die Flaschen senkrecht an einer stabilen, stationären Stütze oder
einem Flaschenwagen befestigen und vor dem Umfallen sichern.
Flaschen von Schweiß- oder anderen elektrischen Schaltkreisen
fernhalten.
Niemals einen Schweißbrenner auf eine Gasflasche hängen.
Flasche explodieren. Gasflaschen sind ein nor-
MAGNETFELDER können
implantierte medizinische Geräte
beeinflussen.
Träger von Herzschrittmachern oder andere
implantierten medizinischen Geräten sollte
sich fernhalten.
Personen, die ein medizinisches Gerät implantiert tragen
sollten Ihren Arzt und den Hersteller des Geräts befragen, bevo
sie sich in einen Bereich begeben, in dem Arbeiten wi
Lichtbogenschweißen, Punktschweißen, Fugenhobeln
Plasmaschneiden oder induktives Erwärmen durchgefüh
werden.
LÄRM kann das Gehör schädigen.
Der Lärm einiger Verfahren oder Geräte kann das
Gehör schädigen.
Bei hohem Lärmpegel zugelassene Lärm-
schutzmittel tragen.
Niemals eine Flasche mit einer Schweißelektrode berühren.
Niemals a n einer unter Druck stehenden Flasche schweißen − die
Flasche kann explodieren.
Stets nur die für die jeweilige Anwendung geeigneten Schutzgas-
flaschen, Regler, Schläuche und Anschlüsse verwenden; diese
und dazugehörige Teile in gutem Zustand halten.
Gesicht vom der Ventilauslassöffnung wegdrehen, wenn ein Fla-
schenventil geöffnet wird.
Stets die Schutzkappe am Flaschenventil aufsetzen, außer wenn
die Flasche in Verwendung ist oder angeschlossen wird.
Die richtigen Vorrichtungen verwenden, korrekte Vorgehensweise
und eine ausreichende Anzahl von Personen zum Heben und
Transport der Flaschen sicherstellen.
Die Anleitungen für Druckgasflaschen und Zubehörteile sowie die
in den Sicherheitsnormen aufgeführte Publikation P-1 der Compressed Gas Association (CGA − amerikanische
Druckgasvereinigung) sowie die entsprechenden nationalen Vorschriften lesen und beachten.
1-3. Zusätzliche Gefahren bei Installation, Betrieb und Wartung
FEUER- ODER
EXPLOSIONSGEFAHR.
ÜBERHITZUNG kann durch ZU
LANGEN GEBRAUCH auftreten.
Gerät nicht auf oder in der Nähe von brennba-
ren Oberflächen installieren oder aufstellen.
Gerät nicht in der Nähe von brennbaren Mate-
rialien installieren.
Überlasten Sie nicht die Anschlussleitungen. Versichern Sie
sich, dass der Anschluss für den Betrieb dieses Gerätes geeignet ist.
EIN UMFALLENDES GERÄT kann
Verletzungen verursachen.
Kranöse nur zum Anheben der Stromquelle
NICHT aber des Fahrwerks, der Gasflaschen
oder anderer Zubehörteile verwenden.
Zum Heben und Unterstützen der Stromquelle
nur Geräte mit ausreichender Leistungs-fähig
keit verwenden.
Wenn die Einheit mit einem Stapler transportiert wird, müssen
die Staplergabeln soweit ausgezogen sein, dass sie bis über die
andere Seite der Einheit hinausreichen.
Gerät abkühlen lassen, Nenn-Einschaltdauer
beachten.
Vor Wiederaufnahme der Schweißarbeiten
Schweißstrom oder Einschaltdauer verringern.
Den Luftstrom zur Stromquelle nicht blockieren oder filtern.
HERUMFLIEGENDE FUNKEN
können Verletzungen verursachen.
Zum Schutz von Augen und Gesicht eine
geeignete Schutzmaske tragen.
Wolframelektroden nur an einem Schleifgerät
mit geeigneten Schutzvorrichtungen und an
einem sicheren Ort schleifen. Dabei eine
geeignete Schutzausrüstung für Gesicht,
Hände und Körper tragen.
Funken können Brände verursachen. Leicht entzündliche Stoffe
fernhalten.
OM-216 869 Seite 3
Page 14

ELEKTROSTATISCHE AUFLADUNG
(ESD) kann PC-Platinen
beschädigen.
VOR Arbeiten an der PC-Platinen oder deren
Teilen Erdungsarmband anlegen.
PC-Platinen nur in statiksicheren Taschen oder Schachteln la-
gern, transportieren oder versenden.
BEWEGLICHE TEILE können
Verletzungen verursachen.
Abstand zu allen beweglichen Teilen halten.
Abstand zu allen Geräteteilen halten, bei de-
nen die Gefahr von Einklemmungen besteht,
wie z.B. bei Antriebsrollen.
SCHWEISSDRÄHTE können
Verletzungen verursachen.
Brennerschalter erst betätigen, wenn dazu auf-
gefordert wird.
Brenner niemals gegen einen Körperteil, ande-
re Personen oder Metall richten, wenn
Schweißdraht eingefädelt wird.
BEWEGLICHE TEILE können
Verletzungen verursachen.
Abstand zu beweglichen Teilen, wie z.B. Lüf-
tern, halten.
Alle Türen, Gehäuse, Abdeckungen und Schutzvorrichtungen
geschlossen halten und an ihrem Platz lassen.
Das Abnehmen von Türen, Gehäusen, Abdeckungen oder
Schutzvorrichtungen für Wartungsarbeiten sollte nur von qualifiziertem Personal durchgeführt werden.
Türen, Gehäuse, Abdeckungen oder Schutzvorrichtungen nach
Abschluss der Wartungsarbeiten und vor dem Anschließen an
die Stromquelle wieder anbringen.
ANLEITUNGEN LESEN UND
BEACHTEN.
Vor Gebrauch oder Wartung des Geräts Benut-
zerhandbuch lesen.
Nur Orginalersatzteile vom Hersteller verwenden.
HF−AUSSTRAHLUNG kann
Störungen verursachen.
Hochfrequenz-Strahlung (H.F.) kann Störun-
gen bei der Funknavigation, bei Sicherheitseinrichtungen, Computern und Kommunikationsgeräten verursachen.
Installation sollte nur von geschultem Personal durchgeführt wer-
den, das mit elektronischen Geräten vertraut ist.
Der Anwender ist verpflichtet, dass durch die Installation eventuell
auftretenden Störungen sofort von einem geschulten Elektriker
beseitigt werden.
Sollte von der Post oder Telekom über auftretende Störungen in-
formiert werden, ist der Gebrauch des Gerätes sofort einzustellen.
Gesamte Installation regelmäßig warten und überprüfen.
Türen und Abdeckungen von Hochfrequenzquellen geschlossen
halten; für korrekte Elektrodenabstände sorgen; durch Erdung
und Abschirmung die Möglichkeit von Störungen auf ein Minimum
reduzieren.
LICHTBOGENSCHWEISSEN kann
Störungen verursachen.
Elektromagnetische Energie kann empfindli-
che elektronische Geräte wie z.B. Rechner
oder rechnergesteuerte Geräte (Roboter) stören.
Dafür sorgen, dass alle Geräte im Schweißbereich elektromagne-
tisch verträglich sind.
Zur Einschränkung möglicher Störungen die Schweißkabel mög-
lichst kurz, eng zusammen und niedrig, zum Beispiel auf dem
Boden, anordnen.
Den Schweißbetrieb 100 Meter entfernt von empfindlichen elek-
tronischen Geräten anordnen.
Dafür sorgen, dass die Schweißmaschine in Übereinstimmung mit
dieser Anleitung installiert und geerdet ist.
Falls dennoch Störungen auftreten, muss der Benutzer besondere
Maßnahmen ergreifen, wie z.B. das Versetzen der Schweißmaschine, die Verwendung abgeschirmter Kabel, Leitungsfilter oder
die Abschirmung des Arbeitsbereiches.
1-4. Warnhinweise nach California Proposition 65
Schweiß- oder Schneidegeräte erzeugen Dämpfe und Gase
die Chemikalien enthalten, welche lt. dem Staat Kalifornien,
Geburts-defekte und in manchen Fällen Krebs hervorrufen
können. (California Health & Safety Code [Kalifornische Arbeitsschutzrichtlinien], Abschnitt 25249.5 ff.)
Batterieklemmen, Batterieanschlüsse und Zubehör enthalten Blei und Bleiverbindungen, d.h. Chemikalien, die lt. dem
Staat Kalifornien Krebs, Geburtsdefekte und Fortpflanzungsschäden hervorrufen. Nach Gebrauch Hände
waschen.
OM-216 869 Seite 4
Für Benzinmotoren:
Motorenabgase enthalten Chemikalien, die lt. dem Staat Kalifornien Krebs, Geburtsdefekte oder andere
Fortpflanzungsschäden hervorrufen.
Für Dieselmotoren:
Dieselmotorenabgase und einige seiner Bestandteile rufen lt.
dem Staat Kalifornien Krebs, Geburtsdefekte und andere
Fortpflanzungsschäden hervor.
Page 15

1-5. Prinzipielle Sicherheitsnormen
Safety in Welding, Cutting, and Allied Processes, [Sicherheit bei
Schweiß-, Schneid- und verwandten Arbeiten], ANSI Norm Z49.1,
erhältlich von Global Engineering Documents (Tel.: +1-877-413-5184,
Website: www.global.ihs.com).
Recommended Safe Practices for the Preparation for Welding and
Cutting o f Containers and Piping [Empfohlene Sicherheitspraktiken für
die Vorbereitung von Schweiß- und Schneidearbeiten an Containern
und Rohrleitungen], American Welding Society Norm AWS F4.1
erhältlich von Global Engineering Documents (Tel.: +1-877-413-5184,
Website: www.global.ihs.com).
National Electrical Code [Nationale Elektrizitätsvorschriften], NFPA
Norm 70, erhältlich von der National Fire Protection Association, P.O.
Box 9101, Quincy, MA 02269-9101 (Tel.:+1-617−770−3000, Website:
www.nfpa.org und www.sparky.org).
Safe Handling of Compressed Gases in Cylinders [Sichere
Handhabung verdichteter Gase in Behältern], CGA Pamphlet P-1,
erhältlich von der Compressed Gas Association, 4221Walney Road,
5th floor, Chantilly, VA 20151 (Tel.: +1-703−788−2700, Website:
www.cganet.com).
Code for Safety in Welding and Cutting [Sicherheitsvorschriften beim
Schweißen und Schneiden], CSA Norm W117.2, erhältlich von
1-6. EMF-Information
Informationen zum Schweißen und die Auswirkungen von elektrischen
und magnetischen Niedrigfrequenzfeldern
Schweißstrom verursacht elektromagnetische Felder, während er
durch die Stromkabel fließt. Solche Felder führten früher und auch jetzt
noch zu einer gewissen Besorgnis. Nach Auswertung von über
500 Studien, welche die Forschung über eine Zeitspanne von mehr als
17 Jahre geführt hat, kam der spezielle ”Blue Ribbon Ausschuss” des
Nationalen Forschungsrates zu dem Beschluss, dass nach des
Erachtens des Komitees, die Gesamtheit an Beweismaterial nicht klar
bewiesen hat, dass Netzfrequenz und magnetischen Felder eine
persönliche, gesundheitstechnische Gefahr darstellen”. Weitere
Untersuchungen finden jedoch noch statt und zusätzliches
Beweismaterial wird noch weiter untersucht. Bis zu einem Zeitpunkt zu
welchem endgültige Schlussfolgerungen gezogen werden können,
sollten Sie bei Schweiß− und Schneidarbeiten Ihren Kontakt mit
elektromagnetischen Feldern auf ein Minimum reduzieren.
Beachten Sie die folgenden Vorkehrungen, um die Magnetfelder am
Arbeitsplatz zu verringern:
Canadian Standards Association, Standards Sales, 5060 Mississuaga,
Ontario, Canada L4W 5NS (Tel.: +1-800−463−6727 oder in Toronto
+1-416−747−4044, Website: www.csa−international.org).
Safe Practice For Occupational And Educational Eye And Face
Protection, [Verfahren für den Gesichts- und Augenschutz am
Arbeitsplatz und bei der Ausbildung], ANSI Standard Z87.1, erhältlich
vom American National Standards Institute, 25 West 43rd Street, New
York, NY 10036−8002 (Tel.: +1-212−642−4900, Website:
www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work,[Norm für die Brandverhütung bei Schweiß-, Schneid- und
anderen Arbeiten mit offener Flamme], NFPA Standard 51B, erhältlich
von der National Fire Protection Association, P.O. Box 9101, Quincy,
MA 02269−9101 (phone: +1-617−770−3000, website: www.nfpa.org).
OSHA, Occupational Safety and Health Standards for General
Industry, [OSHA Arbeitsschutznormen für die Industrie], Title 29, Code
of Federal Regulations (CFR), Part 1910, Subpart Q und Part 1926,
Subpart J, erhältlich vom U.S. Government Printing Office,
Superintendent of Documents, P.O. Box 371954, Pittsburgh, PA
15250−7954 (Tel: 1−866−512−1800) (es gibt 10 Regionalbüros
−−Telefonnummer für Region 5, Chicago, lautet +1-312−353−2220,
Website: www.osha.gov).
1. Kabel so dicht wie möglich beieinander führen - Kabel verdrillen,
mit Klebeband fixieren oder eine Kabelumhüllung verwenden.
2. Kabel soweit wie möglich vom Bedienungspersonal weglegen.
3. Kabel nicht um den Körper schlingen.
4. Schweißstromquelle und Kabel so weit wie möglich fernhalten.
5. Masseklemme so nahe wie möglich an der Schweißstelle am
Werkstück anbringen.
Zu implantierten medizinischen Geräten:
Personen, die ein medizinisches Gerät implantiert tragen, sollten Ihren
Arzt und den Hersteller des Geräts befragen, bevor sie sich in einen
Bereich begeben, in dem Arbeiten wie Lichtbogenschweißen,
Punktschweißen, Fugenhobeln, Plasmaschneiden oder induktives
Erwärmen durchgeführt werden oder bevor sie selber solche Arbeiten
durchführen. Wenn Ihr Arzt zugestimmt hat, empfehlen wir, die oben
beschriebenen Verfahrensanweisungen zu beachten.
OM-216 869 Seite 5
Page 16

OM-216 869 Seite 6
Page 17

ABSCHNITT 2 − DEFINITIONEN (Nur für CE-Produkte)
2-1. Warnschilder
Achtung! Die Symbole weisen auf mögliche
vorhandene Gefahren hin.
1 Elektroschocks verursacht durch
Schweißelektroden oder stromführende
Drähte können tödlich sein.
1.1 Trockene Isolierhandschuhe tragen.
Elektrode nicht mit bloßer Hand
berühren. Keine feuchten oder
beschädigten Handschuhe tragen.
1.2 Eigenen Körper gegen Werkstück und
Erde isolieren, um sich vor
Elektroschocks zu schützen.
1.3 Vor Arbeiten an der Maschine den
Netzstecker ziehen.
2 Das Einatmen von Schweißgasen
2.1 Gesicht von den Rauchgasen
2.2 Rauchgase durch Saugentlüftung
2.3 Rauchgase absaugen.
3 Schweißfunken können Explosion
3.1 Feuergefährliche Stoffe müssen vom
3.2 Schweißfunken können Feuer
1 1.1 1.2 1.3
2 2.1 2.2 2.3
kann die Gesundheit gefährden.
fernhalten.
oder Lüfter abführen.
oder Brand verursachen.
Schweißen ferngehalten werden.In
der Nähe von feuergefährlichen
Stoffen darf nicht geschweißt werden.
verursachen. Ein Feuerlöschgerät
4 4.1
5
sollte in der Nähe sein evtl. eine
Aufsichtsperson.
3.3 Nicht an Druckbehältern schweißen.
4 Lichtbogenstrahlen können die Augen
verbrennen und die Haut verletzen.
4.1 Kopfschutz und Schutzbrillen tragen.
Ohrenschutz tragen und Hemdkragen
zuknöpfen. Schweißhelm mit richtigem
Filterschutz tragen. Vollständige
Schutzkleidung tragen.
5 Vor Arbeiten am Gerät oder vor dem
Schweißen die Betriebsanleitung
durchlesen.
6 Warnschild nicht entfernen oder
überdecken.
3 3.1 3.2 3.3
2
1
6
1/96
3
4
5
1 Achtung! Die Symbole weisen
auf mögliche vorhandene
Gefahren hin.
2 Elektroschocks durch
stromführende Leitungen
können tödlich sein.
3 Die Anleitung vor Arbeiten an
diesem Gerät lesen.
4 Vor Arbeiten an der Maschine
den Netzstecker ziehen.
5 Lassen Sie sich vor Arbeiten
am Gerät oder vor dem
Schweißen ausbilden, und
lesen Sie die Anleitung.
OM-216 869 Seite 7
Page 18

1
2
6 7
Achtung! Die Symbole weisen auf
mögliche vorhandene Gefahren hin.
1 Elektroschocks durch
stromführende Leitungen
können tödlich sein.
2 Vor Arbeiten an der Maschine
den Netzstecker ziehen.
3
45
3 Nach Abschalten des Stroms
ist immer noch eine gefährliche
Spannung an den
Eingangskondensatoren
vorhanden. Voll aufgeladene
Kondensatoren nicht berühren.
4 Vor Arbeiten an dem Gerät
nach dem Abschalten
grundsätzlich 5 Minuten
warten, ODER
5 Spannung des
Eingangskondensators vor
dem Berühren von Teilen
überprüfen und sicherstellen,
dass die Spannung 0 ist.
6 Beim Einschalten des Stroms
können defekte Teile
explodieren oder andere Teile
zum Explodieren bringen.
8
9
7 Herumfliegende Teile können
Verletzungen verursachen. Bei
Servicearbeiten am Gerät stets
Gesichtsschutz tragen.
8 Bei Servicearbeiten am Gerät
stets lange Ärmel tragen und
Hemdkragen zuknöpfen.
9 Nach Ausführung der genannten
Vorsichtsmaßnahmen das Gerät
am Netz anschließen.
1 Achtung! Die Symbole weisen auf
6
mögliche vorhandene Gefahren hin.
2 Elektroschocks durch stromführende
Leitungen können tödlich sein.
3 Vor Arbeiten an der Maschine den
Netzstecker ziehen.
4 Bewegliche Teile, wie zum Beispiel
Lüfter, können Finger und Hände
OM-216 869 Seite 8
1 2 3 4 5
7 8 9
abtrennen und Verletzungen
verursachen. Stets Abstand zu
beweglichen Teilen halten.
5 Schutzbrillen mit Seitenschutz tragen.
6 Die Anleitung vor Arbeiten an diesem
Gerät lesen.
7 Die Aufkleber und Hinweisschilder an
der Schweißstromquelle, dem
Drahtvorschub oder anderen größeren
Teilen zur eigenen Sicherheit beachten.
8 Gebrauchtes Kühlmittel auf
umweltfreundliche Weise wieder
aufbereiten oder entsorgen.
9 Warnschild nicht entfernen oder
überdecken.
S-180 663
Page 19

21 3
100 h. std.
4
6
=
5
043 810 (HF)
043 809 (AL)
1 Achtung! Die Symbole weisen auf
mögliche vorhandene Gefahren hin.
2 Vor Arbeiten an der Maschine den
Netzstecker ziehen.
3 Schutzbrillen mit Seitenschutz tragen.
4 Verstopfte Schläuche oder Filter können
Überhitzung und Schäden verursachen.
5 Die Bedienungsanleitung aufmerksam
durchlesen.
6 Den Filter alle 100 Betriebsstunden
überprüfen und reinigen; ebenso den
Zustand der Schläuche überprüfen.
7 Kühlmittel Nr. 043 810 mit geringer
elektrischer Leitfähigkeit für
2-2. WEEE Etikett (Für verkaufte Produkte innerhalb der EU)
7
S-178 910
Hochfrequenz- oder WIG-Schweißen
verwenden. Kühlmittel 043 809 mit
Aluminiumschutz verwenden, wenn das
Kühlmittel mit Aluminiumteilen in
Berührung kommt, für
MIG/MAG-Schweißen, oder wenn keine
Hochfrequenz verwendet wird.
4/96
Dieses Produkt (wo geeignet)
nichtüber den allgemeinen Abfall
entsorgen.
Eine Wiederverwendung oder Recycling von Schrott von elektrischer und elektronischer Ausrüstung (Waste Electrical and Electronic Equipment − WEEE) darf,
laut Vorschrift, nur über eine gekennzeichnete Sammelstelle erfolgen.
Für weitere Informationen wenden
Sie sich bitte an Ihr örtliches Entsorgungsunternehmen oder Handelshaus.
OM-216 869 Seite 9
Page 20
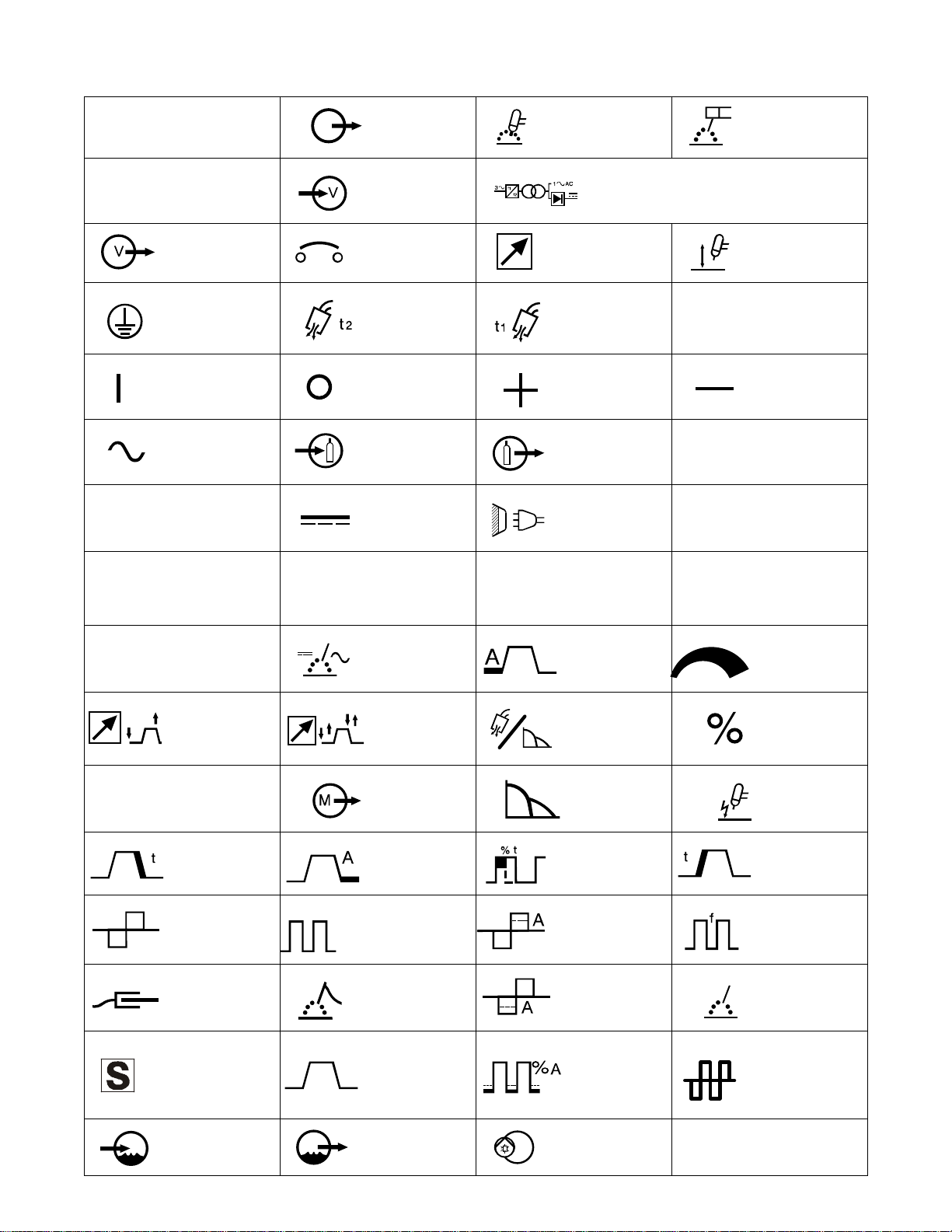
2-3. Symbole und Definitionen
A
V
X
Ampere Ausgang WIG-Schweißen
Volt Eingang
Ausgang
Schutzleiter (Erde)
Ein Aus Plus Minus
Wechselstrom Gaseingang Gasausgang
Einschaltdauer Gleichstrom Anschluss
Zusätzlicher
Sicherungsautomat
Timer
für Nachflusszeit
Fernsteuerung
für Vorströmen
3-phasiger statischer Frequenz-
Umwandler-Transformator-Gleichrichter
Timer
S
I
2
U
Stabelektroden-
schweißen
Lichtbogenanhe-
bung (GTA W)
Sekunden
Nenn sch w e i ß st r o m
Herkömmliche
Lastspannung
2
U
U
0
Hz
Primärspannung
1
Nennspannung
ohne Last
(Durchschnitt)
Fernregelung
Standard
Hertz
Ablaufzeit Endstromstärke
WS-Wellenform-
Regler
Masseanschluss Elektrode EN Stromstärke
IP
Schutzgrad
Polaritätsregler Anfangsstromstärke
Fernsteuerung 2T
Hold
Aus Speicher
auslesen
Impulsgeber EP Stromstärke Impulsfrequenz
I
1max
Maximal möglicher
Strom bei Nennlast
Gas/BISS-Regler Prozent
Lichtbogenstärke
(BISS)
%-Impuls
(Zeit)
I
1eff
Maximal möglicher
effektiv Strom
Regelung
min.−max.
Impulszündung
(WIG-Schweißen)
Stromanstiegszeit
Schweißverfahren
Das Gerät darf in
einer Umgebung
mit erhöhtem
Stromschlagrisiko
betrieben werden
Wassereinlass
(Kühlmittel)
OM-216 869 Seite 10
Ablauf Grundstrom
Wasserauslass
(Kühlmittel)
Kühlkreislauf mit
Kühlmittelpumpe
f
WS-Frequenz
Page 21

ABSCHNITT 3 − INSTALLATION
-
)
-
)
3-1. Wo befindet sich das Typenschild mit der Seriennummer und den
Leistungsangaben?
Die Seriennummer und die Leistungsangaben zu diesem Produkt befinden sich vorne am Gerät. Dem Typenschild können Sie entnehmen, an welche
Stromversorgung das Gerät anzuschließen ist und/oder wie die abgegebene Nennleistung ist. Vermerken Sie die Seriennummer auf der Rückseite
dieses Handbuchs, damit Sie später darauf zurückgreifen können.
3-2. Technische Daten
A. Dynasty 350 Modelle
Nenn−
Ampe-
rebe-
Stromver
sorgung
Drehstrom
Ein-phasig
*Im Leerlauf
** Lichtbogenzündvorrichtung ist für manuell geführte Verfahren konzipiert.
Nennschweiß-
Ausgang
250 A bei 30 Volt,
100% Einschaltdauer
300 A bei 32 Volt, 60%
Einschaltdauer
180 A bei 27,2 Volt,
100% Einschaltdauer
225 A bei 29 Volt, 60%
Einschaltdauer
reich
5−350
5−350
Maximale
Leerlauf
span-
nung Gs
(Uo)
75∇
10−15♦
75∇
10−15♦
♦Niedrige Leerlaufspannung bei WIG Lift Arc oder beim Stabelektrodenschweißen und ausgewählter niedriger Leerlaufspannung
(siehe Abschnitt 5-7).
∇Normale Leerlaufspannung (75 Volt) liegt an, wenn beim Stabelektrodenschweißen eine normale Leerlaufspanjung ausgewählt ist
(siehe Abschnitt 5-7).
Dieses Gerät ist mit Auto-Linet ausgestattet. Auto-Line ist ein interner Stromquellenschaltkreis, der das Netzteil automatisch an die anliegende
Primärspannung anpasst, 190 bis 625 Volt, ein- oder dreiphasig, 50 oder 60 Hertz. Es erfolgt auch eine Einstellung für Spannungsspitzen im
gesamten Bereich.
Spitzen-
spannung
(Start)
(ansteigend
(Up)
15 KV**
15 KV**
Ampereeingang bei Nennlastausgang 50/60 Hz
208 V 230 V 380 V 400 V 460 V 575 V kVA KW
29 26 16 15 13 10 10,3 9,9
*(0,06)
36 32 19 18 16 13 12,7 12,1
*(0,06)
35 32 −− −− 15 12 7,4 6,8
*(0,06)
47 43 −− −− 21 16 9,8 9,1
*(0,06)
B. Maxstar 350 Modelle
Nenn−
Ampe-
rebe-
Stromver
sorgung
Drehstrom
Ein-phasig
*Im Leerlauf
** Lichtbogenzündvorrichtung ist für manuell geführte Verfahren konzipiert.
Nennschweiß-
Ausgang
250 A bei 30 Volt,
100% Einschaltdauer
300 A bei 32 Volt, 60%
Einschaltdauer
180 A bei 27,2 Volt,
100% Einschaltdauer
225 A bei 29 Volt, 60%
Einschaltdauer
reich
5−350
5−350
Maximale
Leerlauf
span-
nung Gs
(Uo)
75∇
10−15♦
75∇
10−15♦
Spitzen-
spannung
(Start)
(ansteigend
(Up)
15 KV**
15 KV**
Ampereeingang bei Nennlastausgang 50/60 Hz
208 V 230 V 380 V 400 V 460 V 575 V kVA KW
27 24 15 14 12 9 9,7 9,3
33 30 18 17 15 12 12 11,5
32 29 −− −− 14 11 6,4 6
43 39 −− −− 19 14 8,6 8,2
♦Niedrige Leerlaufspannung bei WIG Lift Arc oder beim Stabelektrodenschweißen und ausgewählter niedriger Leerlaufspannung
(siehe Abschnitt 5-7).
∇Normale Leerlaufspannung (75 Volt) liegt an, wenn beim Stabelektrodenschweißen eine normale Leerlaufspanjung ausgewählt ist
(siehe Abschnitt 5-7).
Dieses Gerät ist mit Auto-Linet ausgestattet. Auto-Line ist ein interner Stromquellenschaltkreis, der das Netzteil automatisch an die anliegende
Primärspannung anpasst, 190 bis 625 Volt, ein- oder dreiphasig, 50 oder 60 Hertz. Es erfolgt auch eine Einstellung für Spannungsspitzen im
gesamten Bereich.
OM-216 869 Seite 11
*(0,06)
*(0,06)
*(0,06)
*(0,06)
Page 22

C. Dynasty 700 Modelle
-
)
-
)
Nenn−
Ampe-
rebe-
Stromver
sorgung
Drehstrom
Ein-phasig
*Im Leerlauf
** Lichtbogenzündvorrichtung ist für manuell geführte Verfahren konzipiert.
Nennschweiß-
Ausgang
500 A bei 40 Volt,
100% Einschaltdauer
600 A bei 44 Volt, 60%
Einschaltdauer
360 A bei 34 Volt,
100% Einschaltdauer
450 A bei 38 Volt, 60%
Einschaltdauer
reich
5−700
5−700
Maximale
Leerlauf
span-
nung Gs
(Uo)
75∇
10−15♦
75∇
10−15♦
Spitzen-
spannung
(Start)
(ansteigend
(Up)
15 KV**
15 KV**
Ampereeingang bei Nennlastausgang 50/60 Hz
208 V 230 V 380 V 400 V 460 V 575 V kVA KW
75 68 41 39 34 27 27 26
*(0,08)
98 88 53 51 43 33 35 34
*(0,08)
82 74 −− −− 37 30 17 16
*(0,08)
119 105 −− −− 50 38 24 22
*(0,08)
♦Niedrige Leerlaufspannung bei WIG Lift Arc oder beim Stabelektrodenschweißen und ausgewählter niedriger Leerlaufspannung
(siehe Abschnitt 5-7).
∇Normale Leerlaufspannung (75 Volt) liegt an, wenn beim Stabelektrodenschweißen eine normale Leerlaufspanjung ausgewählt ist
(siehe Abschnitt 5-7).
Dieses Gerät ist mit Auto-Linet ausgestattet. Auto-Line ist ein interner Stromquellenschaltkreis, der das Netzteil automatisch an die anliegende
Primärspannung anpasst, 190 bis 625 Volt, ein- oder dreiphasig, 50 oder 60 Hertz. Es erfolgt auch eine Einstellung für Spannungsspitzen im
gesamten Bereich.
D. Maxstar 700 Modelle
Nenn−
Ampe-
rebe-
Stromver
sorgung
Drehstrom
Ein-phasig
*Im Leerlauf
** Lichtbogenzündvorrichtung ist für manuell geführte Verfahren konzipiert.
Nennschweiß-
Ausgang
500 A bei 40 Volt,
100% Einschaltdauer
600 A bei 44 Volt, 60%
Einschaltdauer
360 A bei 34 Volt,
100% Einschaltdauer
450 A bei 38 Volt, 60%
Einschaltdauer
reich
5−700
5−700
Maximale
Leerlauf
span-
nung Gs
(Uo)
75∇
10−15♦
75∇
10−15♦
Spitzen-
spannung
(Start)
(ansteigend
(Up)
15 KV**
15 KV**
Ampereeingang bei Nennlastausgang 50/60 Hz
208 V 230 V 380 V 400 V 460 V 575 V kVA KW
67 60 36 35 30 24 24 23
89 80 49 46 40 31 32 31
77 70 −− −− 35 28 16 15
108 95 −− −− 45 35 22 21
♦Niedrige Leerlaufspannung bei WIG Lift Arc oder beim Stabelektrodenschweißen und ausgewählter niedriger Leerlaufspannung
(siehe Abschnitt 5-7).
∇Normale Leerlaufspannung (75 Volt) liegt an, wenn beim Stabelektrodenschweißen eine normale Leerlaufspanjung ausgewählt ist
(siehe Abschnitt 5-7).
Dieses Gerät ist mit Auto-Linet ausgestattet. Auto-Line ist ein interner Stromquellenschaltkreis, der das Netzteil automatisch an die anliegende
Primärspannung anpasst, 190 bis 625 Volt, ein- oder dreiphasig, 50 oder 60 Hertz. Es erfolgt auch eine Einstellung für Spannungsspitzen im
gesamten Bereich.
OM-216 869 Seite 12
*(0,08)
*(0,08)
*(0,08)
*(0,08)
Page 23

3-3. Einschaltdauer und Überhitzung
,
t
700
600
500
400
300
700 3-PHASIG
700 1-PHASIG
350 3-PHASIG
Die Einschaltdauer ist der Prozentsatz
von 10 Minuten, den ein Gerät ohne
zu überhitzen bei Nennlast schweißen
kann.
Wenn das Gerät zu warm wird
schaltet sich der Ausgang ab, eine
Help-Meldung wird angezeigt (siehe
Abschnitt 6-4), und das Gebläse
beginnt zu laufen. Fünfz ehn Minuten
warten, um das Gerät abkühlen
zu lassen. Vor dem Schweißen
Stromstärke, Spannung oder
Einschaltdauer reduzieren.
MERKE − Das Überschreiten der
Einschaltdauer kann das Gerä
zerstören und die Garantieansprüche
zunichte machen.
200
Ausgangsleistung in Ampere
350 1-PHASIG
100
0
10
Überhitzung
20 30 40 50 60 70 80 90
% Einschaltdauer
0
15
Minuten
Einschaltdauer verkürzen
ODER
100
A oder V
OM-216 869 Seite 13
Page 24

3-4. Strom-/Spannungsdiagramm
80
70
60
50
40
GS-Spannung
30
WIG Min.
20
10
0
0 50 100
Dynasty 350 GS
Stab Max.
BISS Min.
Stab Min. BISS Max.
150
200 250 300 350 400
GS-Stromstärke
WIG Max.
80
70
WIG Min.
60
50
Stab Min.
40
WS-Spannung
30
20
10
0
0 50 100
Dynasty 350 WS
WIG Max.
150
200 250 300 350 400
WS-Stromstärke
215 138-A / 215 139-A
Stab Max.
Maxstar 350 GS
80
70
60
Stab Max.
BISS Max
50
40
Stab Min. BISS Max.
30
20
WIG Min.
WIG Max.
10
0
0 50 100 150 200 250 300 350 400
224 527-A
OM-216 869 Seite 14
Page 25

Volt−Ampere-Kurven zeigen die
minimalen und maximalen
Spannungs− und Amperewerte
des Gerätes. Kurven anderer
Einstellungen fallen zwischen
die abgebildeten Kurven.
Dynasty 700 GS
90
80
70
60
50
40
30
GS-Spannung
20
10
Stab Min. BISS Max.
WIG Min.
0
WIG Max.
Stab Max.
BISS Max
0 100 200 300 400 500 600 700 800 900
GS-Stromstärke
Dynasty 700 WS
100
90
80
70
Stab Max.
60
50
40
WS-Spannung
30
WIG Min.
WIG Max.
Stab Min.
20
10
0
0 100 200 300 400 500 600 700 800
WS-Stromstärke
213 342-A / 213 344-A
Maxstar 700 GS
80
70
60
50
40
GS-Spannung
30
Stab Min. BISS Max.
20
10
0
WIG Min.
WIG Max.
0 100 200 300 400 500 600 700 800 900
GS-Stromstärke
Stab Max.
BISS Max
215 126-A
OM-216 869 Seite 15
Page 26

3-5. Aufstellort aussuchen
Transport
1
ODER
Platzierung und Luftströmung
! Ein umfallendes Gerät kann
Verletzungen verursachen.
Zum Heben und Unterstützen der Stromquelle
nur Geräte mit ausreichender Leistungsfähigkeit verwenden.
1 Kranöse
2 Staplergabeln
Kranöse oder Staplergabeln zum
Transportieren des Gerätes verwenden.
Kranöse nur zum Anheben der Stromquelle,
NICHT a ber d es Fahrw erk s , der Gasflas chen
oder anderer Zubehörteile verwenden.
Wenn Staplergabeln verwendet werden, sind
diese bis unter die gegenüberliegende Seite
2
des Gerätes auszuziehen.
3 Leitungstrennschalter
Gerät neben geeignetem Stromanschluss
aufstellen.
! Wenn Benzin oder flüchtige
3
Flüssigkeiten in der Nähe sind, müssen
bei der Installation zusätzliche
Vorsichtsmaßnahmen beachtet
werden − siehe NEC Artikel 511 oder
CEC Abschnitt 20.
460 mm
3-6. Warnhinweise zur Kippgefahr
460 mm
Ref. 117 264-C / 803 900-A / 223 259-A / 223 275-A
! Gerät nicht dort bewegen
oder betätigen, wo es kippen
könnte.
OM-216 869 Seite 16
Page 27

3-7. Abmessungen, Gewichte und Sockel- Montagebohrungen
Gesamt-Abmessungen (A, B und C) einschließlich Aufhängeöse, Griffe, Kleinteile etc.
A. Schweißstromquelle
Abmessungen
A
B
803 914-A
C
G
F
B. Schweißstromquelle mit Handkarren und Kühler
A
B 13-3/4 in (349 mm)
C 22 in (559 mm)
C
D
E
D 20-1/2 in (521 mm)
E 1 in (25 mm)
F 11-3/4 in (298 mm)
G
24-3/4 i n (654 mm) −
350 A-Modelle
1/2 in Durchm. (13 mm Durchm.)
Gewicht Gewicht
135,5 lb (61,5 kg) 198 lb (89,8 kg)
34-5/8 in (879 mm) −
700 A-Modelle
4 Bohrungen
A
804 642-A
Abmessungen
A
B
C
B 23-1/8 in (587 mm)
C 41-3/4 in (1060 mm)
Gewicht der 350 Modelle Gewicht der 700 Modelle
350 Modelle
45-1/8 in (1146 mm)
268,5 lb (121,8 kg) 331 lb (150 kg)
700 Modelle
55-1/8 in (1400 mm)
OM-216 869 Seite 17
Page 28

3-8. Stromanschluss-Daten
A. Dynasty 350 Modelle
Die tatsächliche Primärspannung sollte nicht mehr als 10% unter dem Minimalwert (5% bei 380 Volt CE Modellen) und/oder 10% über dem
Maximalwert in der Tabelle liegen. Falls die tatsächliche Primärspannung außerhalb dieses Bereichs liegt, ist möglicherweise kein Ausgang verfügbar.
MERKE − Eine FALSCHE PRIMÄRSTROMVERSORGUNG kann Schäden an der Schweißstromquelle zur Folge haben. Die Leiter-Erdspannung
darf +10% der Nenneingangsspannung nicht überschreiten.
Werden diese Empfehlungen zu den Stromanschluss-Daten nicht beachtet, so könnte dies zu einem Elektroschock oder zu Brandgefahr
führen. Diese Empfehlungen gelten für einen speziellen Abzweigstromkreis, der für die Nennleistung und die Einschaltdauer
der Schweißstromquelle ausgelegt ist.
Drei-Phasen
Eingangsspannung 208 230 380 400 460 575
Primärstromstärke bei Nennleistung - 300 A bei 32 Volt 36 32 19 18 16 13
Max. empfohlene Nennleistung der Standardsicherung in Ampere
Zeitverzögerung
Normalbetrieb
Mindestquerschnitt für Primärleiter in mm2 ,
2
3
4
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
Mindestgröße für Erdleiter in mm2 ,
4
Referenz: 2008 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 “Zeitverzögerungssicherungen” entsprechen der UL-Klassifizierung “RK5”. Siehe UL248.
3 Die „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung - keine Verzögerung geplant) entsprechen der UL-Klasse „K5“ (bis zu und
einschließlich 60 A) und der UL-Klasse „H“ (65 A und darüber).
4 Die in diesem Abschnitt aufgeführten Leitungsinformationen geben die Leitungs-größe (ohne flexible Leitungen oder Kabel) zwischen der Schalttafel
und dem Gerät entsprechend NEC Tabelle 310.16 an. Bei Verwendung von flexiblen Leitungen oder Kabeln kann sich die Größe des Leiters
erhöhen. Siehe NEC Tabelle 400.5(A) für die Anforderungen bei flexiblen Leitungen und Kabeln.
1
40 35 20 20 20 15
50 45 30 25 25 20
6 6 4 2,5 2,5 2,5
88
(27)
107
(33)
177
(54)
127
(39)
168
(51)
262
(80)
6 6 4 2,5 2,5 2,5
Werden diese Empfehlungen zu den Stromanschluss-Daten nicht beachtet, so könnte dies zu einem Elektroschock oder zu Brandgefahr
führen. Diese Empfehlungen gelten für einen speziellen Abzweigstromkreis, der für die Nennleistung und die Einschaltdauer
der Schweißstromquelle ausgelegt ist.
Einphasig
Eingangsspannung 208 230 460 575
Primärstromstärke bei Nennleistung - 225 A bei 29 Volt 47 43 21 16
Max. empfohlene Nennleistung der Standardsicherung in Ampere
Zeitverzögerung
Normalbetrieb
Mindestquerschnitt für Primärleiter in mm2,
2
3
4
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
Mindestgröße für Erdleiter in mm2,
4
1
50 50 25 20
70 60 30 25
10 10 4 2,5
88
(27)
108
(33)
172
(52)
174
(53)
10 6 4 2,5
Referenz: 2008 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 “Zeitverzögerungssicherungen” entsprechen der UL-Klassifizierung “RK5”. Siehe UL248.
3 Die „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung - keine Verzögerung geplant) entsprechen der UL-Klasse „K5“ (bis zu und
einschließlich 60 A) und der UL-Klasse „H“ (65 A und darüber).
4 Die in diesem Abschnitt aufgeführten Leitungsinformationen geben die Leitungs-größe (ohne flexible Leitungen oder Kabel) zwischen der Schalttafel
und dem Gerät entsprechend NEC Tabelle 310.16 an. Bei Verwendung von flexiblen Leitungen oder Kabeln kann sich die Größe des Leiters
erhöhen. Siehe NEC Tabelle 400.5(A) für die Anforderungen bei flexiblen Leitungen und Kabeln.
OM-216 869 Seite 18
Page 29

B. Maxstar 350 Modelle
Die tatsächliche Primärspannung sollte nicht mehr als 10% unter dem Minimalwert (5% bei 380 Volt CE Modellen) und/oder 10% über dem
Maximalwert in der Tabelle liegen. Falls die tatsächliche Primärspannung außerhalb dieses Bereichs liegt, ist möglicherweise kein Ausgang verfügbar.
MERKE − Eine FALSCHE PRIMÄRSTROMVERSORGUNG kann Schäden an der Schweißstromquelle zur Folge haben. Die Leiter-Erdspannung
darf +10% der Nenneingangsspannung nicht überschreiten.
Werden diese Empfehlungen zu den Stromanschluss-Daten nicht beachtet, so könnte dies zu einem Elektroschock oder zu Brandgefahr
führen. Diese Empfehlungen gelten für einen speziellen Abzweigstromkreis, der für die Nennleistung und die Einschaltdauer
der Schweißstromquelle ausgelegt ist.
Drei-Phasen
Eingangsspannung 208 230 380 400 460 575
Primärstromstärke bei Nennleistung - 300 A bei 32 Volt 33 30 18 17 15 12
Max. empfohlene Nennleistung der Standardsicherung in Ampere
Zeitverzögerung
Normalbetrieb
Mindestquerschnitt für Primärleiter in mm
2
3
4
2
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
4
2
Mindestgröße für Erdleiter in mm
Referenz: 2008 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 “Zeitverzögerungssicherungen” entsprechen der UL-Klassifizierung “RK5”. Siehe UL248.
3 Die „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung - keine Verzögerung geplant) entsprechen der UL-Klasse „K5“ (bis zu und
einschließlich 60 A) und der UL-Klasse „H“ (65 A und darüber).
4 Die in diesem Abschnitt aufgeführten Leitungsinformationen geben die Leitungs-größe (ohne flexible Leitungen oder Kabel) zwischen der Schalttafel
und dem Gerät entsprechend NEC Tabelle 310.16 an. Bei Verwendung von flexiblen Leitungen oder Kabeln kann sich die Größe des Leiters
erhöhen. Siehe NEC Tabelle 400.5(A) für die Anforderungen bei flexiblen Leitungen und Kabeln.
1
40 35 20 20 15 15
50 45 25 25 20 20
6 6 2,5 2,5 2,5 2,5
93
(28)
113
(35)
121
(37)
134
(41)
177
(54)
276
(84)
6 6 2,5 2,5 2,5 2,5
Werden diese Empfehlungen zu den Stromanschluss-Daten nicht beachtet, so könnte dies zu einem Elektroschock oder zu Brandgefahr
führen. Diese Empfehlungen gelten für einen speziellen Abzweigstromkreis, der für die Nennleistung und die Einschaltdauer
der Schweißstromquelle ausgelegt ist.
Einphasig
Eingangsspannung 208 230 460 575
Primärstromstärke bei Nennleistung - 225 A bei 29 Volt 43 39 19 14
Max. empfohlene Nennleistung der Standardsicherung in Ampere
Zeitverzögerung
Normalbetrieb
Mindestquerschnitt für Primärleiter in mm
2
3
4
2
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
4
2
Mindestgröße für Erdleiter in mm
1
50 45 20 15
60 60 30 20
10 6 2,5 2,5
99
(30)
79
(24)
124
(38)
194
(59)
6 6 2,5 2,5
Referenz: 2008 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 “Zeitverzögerungssicherungen” entsprechen der UL-Klassifizierung “RK5”. Siehe UL248.
3 Die „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung - keine Verzögerung geplant) entsprechen der UL-Klasse „K5“ (bis zu und
einschließlich 60 A) und der UL-Klasse „H“ (65 A und darüber).
4 Die in diesem Abschnitt aufgeführten Leitungsinformationen geben die Leitungs-größe (ohne flexible Leitungen oder Kabel) zwischen der Schalttafel
und dem Gerät entsprechend NEC Tabelle 310.16 an. Bei Verwendung von flexiblen Leitungen oder Kabeln kann sich die Größe des Leiters
erhöhen. Siehe NEC Tabelle 400.5(A) für die Anforderungen bei flexiblen Leitungen und Kabeln.
OM-216 869 Seite 19
Page 30

C. Dynasty 700 Modelle
Die tatsächliche Primärspannung sollte nicht mehr als 10% unter dem Minimalwert (5% bei 380 Volt CE Modellen) und/oder 10% über de
Maximalwert in der T abelle liegen. Falls die tatsächliche Primärspannung außerhalb dieses Bereichs liegt, ist möglicherweise kein Ausgang verfügbar.
MERKE − Eine FALSCHE PRIMÄRSTROMVERSORGUNG kann Schäden an der Schweißstromquelle zur Folge haben. Die Leiter-Erdspannung
darf +10% der Nenneingangsspannung nicht überschreiten.
Werden diese Empfehlungen zu den Stromanschluss-Daten nicht beachtet, so könnte dies zu einem Elektroschock oder zu Brandgefahr
führen. Diese Empfehlungen gelten für einen speziellen Abzweigstromkreis, der für die Nennleistung und die Einschaltdauer
der Schweißstromquelle ausgelegt ist.
Drei-Phasen
Eingangsspannung 208 230 380 400 460 575
Primärstromstärke bei Nennleistung - 600 A bei 44 Volt 98 88 53 51 44 33
Max. empfohlene Nennleistung der Standardsicherung in Ampere
Zeitverzögerung
Normalbetrieb
Mindestquerschnitt für Primärleiter in mm
2
3
4
2
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
4
2
Mindestgröße für Erdleiter in mm
Referenz: 2008 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 “Zeitverzögerungssicherungen” entsprechen der UL-Klassifizierung “RK5”. Siehe UL248.
3 Die „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung - keine Verzögerung geplant) entsprechen der UL-Klasse „K5“ (bis zu und
einschließlich 60 A) und der UL-Klasse „H“ (65 A und darüber).
4 Die in diesem Abschnitt aufgeführten Leitungsinformationen geben die Leitungs-größe (ohne flexible Leitungen oder Kabel) zwischen der Schalttafel
und dem Gerät entsprechend NEC Tabelle 310.16 an. Bei Verwendung von flexiblen Leitungen oder Kabeln kann sich die Größe des Leiters
erhöhen. Siehe NEC Tabelle 400.5(A) für die Anforderungen bei flexiblen Leitungen und Kabeln.
1
110 100 60 60 50 40
150 125 80 80 70 50
25 25 10 10 10 6
118
(36)
144
(44)
160
(49)
177
(54)
235
(72)
240
(73)
16 16 10 10 10 6
Werden diese Empfehlungen zu den Stromanschluss-Daten nicht beachtet, so könnte dies zu einem Elektroschock oder zu Brandgefahr
führen. Diese Empfehlungen gelten für einen speziellen Abzweigstromkreis, der für die Nennleistung und die Einschaltdauer
der Schweißstromquelle ausgelegt ist.
Einphasig
Eingangsspannung 208 230 460 575
Primärstromstärke bei Nennleistung - 450 A bei 38 Volt 119 105 50 38
Max. empfohlene Nennleistung der Standardsicherung in Ampere
Zeitverzögerung
Normalbetrieb
Mindestquerschnitt für Primärleiter in mm
2
3
4
2
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
4
2
Mindestgröße für Erdleiter in mm
1
125 125 60 50
175 150 80 60
27,3 25 10 10
107
(33)
107
(33)
178
(54)
279
(85)
16 16 10 6
Referenz: 2008 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 “Zeitverzögerungssicherungen” entsprechen der UL-Klassifizierung “RK5”. Siehe UL248.
3 Die „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung - keine Verzögerung geplant) entsprechen der UL-Klasse „K5“ (bis zu und
einschließlich 60 A) und der UL-Klasse „H“ (65 A und darüber).
4 Die in diesem Abschnitt aufgeführten Leitungsinformationen geben die Leitungs-größe (ohne flexible Leitungen oder Kabel) zwischen der Schalttafel
und dem Gerät entsprechend NEC Tabelle 310.16 an. Bei Verwendung von flexiblen Leitungen oder Kabeln kann sich die Größe des Leiters
erhöhen. Siehe NEC Tabelle 400.5(A) für die Anforderungen bei flexiblen Leitungen und Kabeln.
OM-216 869 Seite 20
Page 31

D. Maxstar 700 Modelle
Die tatsächliche Primärspannung sollte nicht mehr als 10% unter dem Minimalwert (5% bei 380 Volt CE Modellen) und/oder 10% über dem
Maximalwert in der Tabelle liegen. Falls die tatsächliche Primärspannung außerhalb dieses Bereichs liegt, ist möglicherweise kein Ausgang verfügbar.
MERKE − Eine FALSCHE PRIMÄRSTROMVERSORGUNG kann Schäden an der Schweißstromquelle zur Folge haben. Die Leiter-Erdspannung
darf +10% der Nenneingangsspannung nicht überschreiten.
Werden diese Empfehlungen zu den Stromanschluss-Daten nicht beachtet, so könnte dies zu einem Elektroschock oder zu Brandgefahr
führen. Diese Empfehlungen gelten für einen speziellen Abzweigstromkreis, der für die Nennleistung und die Einschaltdauer
der Schweißstromquelle ausgelegt ist.
Drei-Phasen
Eingangsspannung 208 230 380 400 460 575
Primärstromstärke bei Nennleistung - 600 A bei 44 Volt 89 80 49 46 40 31
Max. empfohlene Nennleistung der Standardsicherung in Ampere
Zeitverzögerung
Normalbetrieb
Mindestquerschnitt für Primärleiter in mm
2
3
4
2
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
4
2
Mindestgröße für Erdleiter in mm
Referenz: 2008 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 “Zeitverzögerungssicherungen” entsprechen der UL-Klassifizierung “RK5”. Siehe UL248.
3 Die „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung - keine Verzögerung geplant) entsprechen der UL-Klasse „K5“ (bis zu und
einschließlich 60 A) und der UL-Klasse „H“ (65 A und darüber).
4 Die in diesem Abschnitt aufgeführten Leitungsinformationen geben die Leitungs-größe (ohne flexible Leitungen oder Kabel) zwischen der Schalttafel
und dem Gerät entsprechend NEC Tabelle 310.16 an. Bei Verwendung von flexiblen Leitungen oder Kabeln kann sich die Größe des Leiters
erhöhen. Siehe NEC Tabelle 400.5(A) für die Anforderungen bei flexiblen Leitungen und Kabeln.
1
110 100 60 50 50 40
125 125 70 70 60 50
25 16 10 10 10 6
129
(39)
101
(31)
175
(53)
194
(59)
257
(78)
263
(80)
16 16 10 10 6 6
Werden diese Empfehlungen zu den Stromanschluss-Daten nicht beachtet, so könnte dies zu einem Elektroschock oder zu Brandgefahr
führen. Diese Empfehlungen gelten für einen speziellen Abzweigstromkreis, der für die Nennleistung und die Einschaltdauer
der Schweißstromquelle ausgelegt ist.
Einphasig
Eingangsspannung 208 230 460 575
Primärstromstärke bei Nennleistung - 450 A bei 38 Volt 108 95 45 35
Max. empfohlene Nennleistung der Standardsicherung in Ampere
Zeitverzögerung
Normalbetrieb
Mindestquerschnitt für Primärleiter in mm
2
3
4
2
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
4
2
Mindestgröße für Erdleiter in mm
1
125 110 50 45
150 150 70 60
25 25 10 6
94
(29)
115
(35)
189
(58)
194
(59)
16 16 10 6
Referenz: 2008 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 “Zeitverzögerungssicherungen” entsprechen der UL-Klassifizierung “RK5”. Siehe UL248.
3 Die „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung - keine Verzögerung geplant) entsprechen der UL-Klasse „K5“ (bis zu und
einschließlich 60 A) und der UL-Klasse „H“ (65 A und darüber).
4 Die in diesem Abschnitt aufgeführten Leitungsinformationen geben die Leitungs-größe (ohne flexible Leitungen oder Kabel) zwischen der Schalttafel
und dem Gerät entsprechend NEC Tabelle 310.16 an. Bei Verwendung von flexiblen Leitungen oder Kabeln kann sich die Größe des Leiters
erhöhen. Siehe NEC Tabelle 400.5(A) für die Anforderungen bei flexiblen Leitungen und Kabeln.
OM-216 869 Seite 21
Page 32

3-9. Anschließen der Zuleitung bei 350 Modellen
A. Anschließen der 3-Phasen-Zuleitung
3
4
7
2
L1
3
6
1
L2
L3
5
! Die Installation muss nach allen
nationalen und regionalen
Vorschriften erfolgen − und sollte
nur von ausgebildetem Personal
durchgeführt werden.
! Vor dem Anschließen der
Eingangsleitungen Anschlüsse
vom Netz trennen.
! Erdungsleiter (grün oder grün/
gelb) stets zuerst an einer
Erdklemme anschließen und nie
an einer Phase.
Der Auto-Line Stromkreis in diesem
Gerät passt die Stromquelle
automatisch an die zugeführte
Primärspannung an. Prüfen Sie die
vor Ort verfügbare Eingangsspannung.
Dieses Gerät kann an eine beliebige
Eingangsspannung zwischen 208
und 575 VAC angeschlossen werden,
ohne dass die Abdeckung zu einer
erneuten Anpassung der Stromquelle
abgenommen werden muss.
Für 3- Phasen Betrieb
1 Netzkabel.
2 Trennschalter (Schalter
in der “AUS”-Stellung abgebildet)
3 Grüner bzw. grün/gelber Erdleiter
4 Erdungsklemme des Trennschalters
5 Außenleiter (L1, L2 und L3)
6 Kabelanschlüsse des
Trennschalters
Grünen bzw. grün/gelben Erdleiter zuerst
an die Er dungsklemme des Trennschalters
anschließen.
Die Außenleiter L1, L2 und L3 an die
Kabelanschlüsse des Trennschalters
anschließen.
7 Überstromschutz
Art und Größe des Überstromschutzes
gemäß Absc hnitt 3-8 auswählen (Bild zeigt
Trennschalter mit Sicherung).
Die Tür am Trennschalter schließen
und sichern. Absperrungs-/
Abschaltungsvorrichtung entfernen
und Schalter auf ‘EIN’ stellen.
OM-216 869 Seite 22
Benötigtes Werkzeug:
Ref. 804 746-A
Page 33

B. Anschließen der Ein-Phasen-Zuleitung
1
8
3
6
L1
L2
10
7
9
=GND/PE Erde
1
3
! Die Installation muss nach allen
nationalen und regionalen
Vorschriften erfolgen − und sollte
nur von ausgebildetem Personal
durchgeführt werden.
! Vor dem Anschließen der
Eingangsleitungen Anschlüsse
vom Netz trennen.
! Erdungsleiter (grün oder grün/
gelb) stets zuerst an einer Erdklemme anschließen und nie an einer Phase.
Der Auto-Line Stromkreis in diesem
Gerät passt die Stromquelle automatisch an die zugeführte Primärspannung an. Prüfen Sie die vor Ort verfügbare Eingangs spannung. Dieses Gerät kann an eine beliebige Eingangsspannung zwischen 208 und 575
VAC angeschlossen werden, ohne
dass die Abdeckung zu einer erneuten Anpassung der Stromquelle abgenommen werden muss.
1 Schwarzer und weißer
1
2
6
5
4
Eingangsleiter (L1 und L2)
2 Roter Eingangsleiter
3 Grüner bzw. grün/gelber Erdleiter
4 Isolierung
5 Elektroband
Roten Leiter wie dargestellt isolieren.
6 Netzkabel.
7 Trennschalter (Schalter in der
“AUS”-Stellung abgebildet)
8 Erdungsklemme des Trennschalters
9 Kabelanschlüsse des Trennschalters
Grünen bzw. grün/gelben Erdleiter zuerst
an die Er dungsklemme des Trennschalters
anschließen.
Die Eingangsleitungen L1 und L2 an die
Kabelanschlüsse des Trennschalters a nschließen.
10 Überstromschutz
Art und Größe des Überstromschutzes
gemäß Absc hnitt 3-8 auswählen (Bild zeigt
Trennschalter mit Sicherung).
Die Tür am Trennschalter schließen
und sichern. Absperrungs-/
Abschaltungsvorrichtung entfernen
und Schalter auf ‘EIN’ stellen.
Benötigtes Werkzeug:
Ref. 804 746-A / 803 766-A
OM-216 869 Seite 23
Page 34
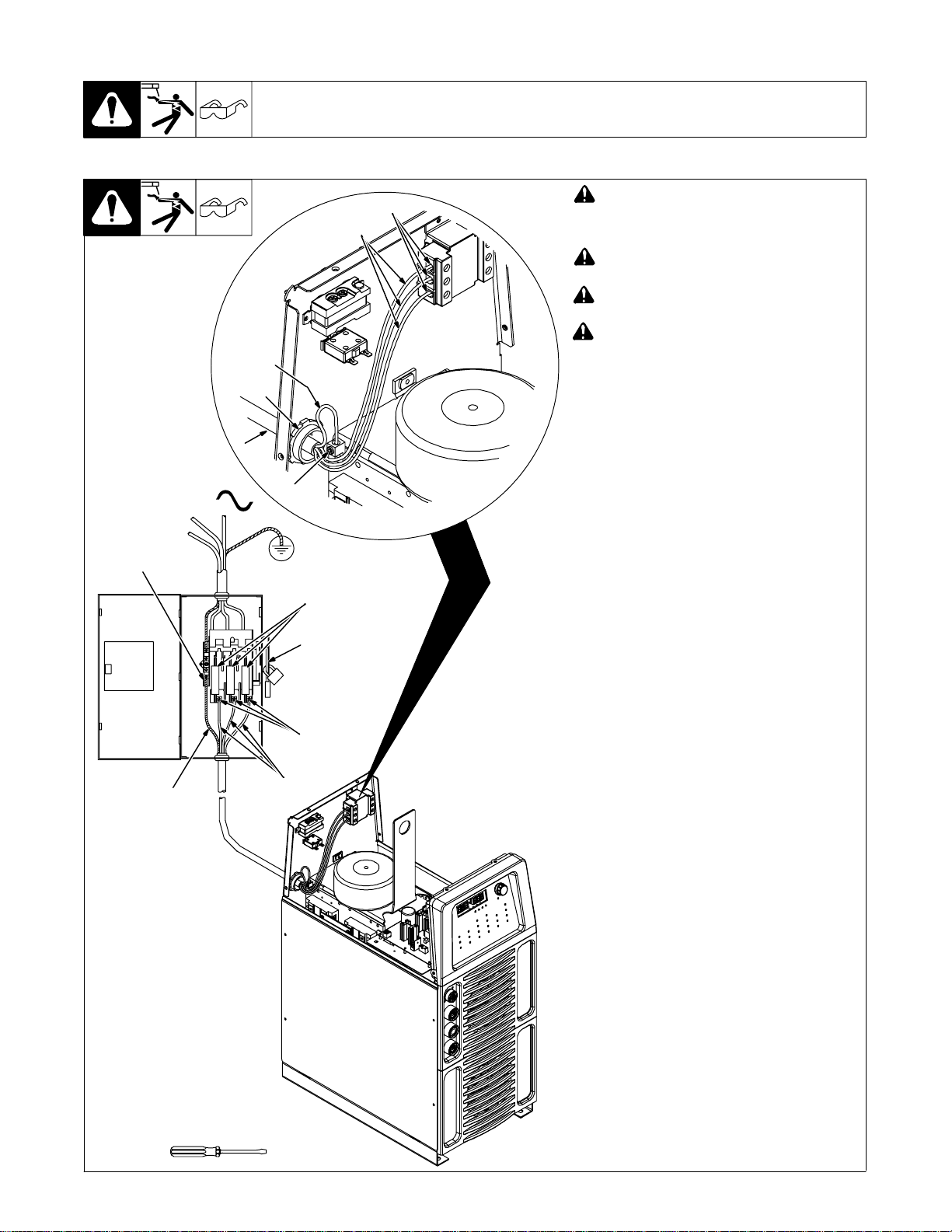
3-10. Anschließen der Zuleitungen bei 700 Modellen
A. Anschließen der 3-Phasen-Zuleitung
3
8
4
Benötigtes Werkzeug:
5
6
! Die Inst allation muss nach a llen nationalen
und regionalen Vorschriften erfolgen −
und sollte nur von ausgebildetem Personal
durchgeführt werden.
! Vor dem Anschließen der E ingangsleitungen
Anschlüsse vom Netz trennen.
! Zuerst die Primärzuleitung an der
Schweißstromquelle anschließen.
! Erdungsleiter (grün oder grün/gelb) stets
4
2
1
3
= GND/PE Erde
10
7
9
6
zuerst an einer Erdklemme anschließen
und nie an einer Phase.
Siehe Typenschi ld auf dem Gerät und überprüfen
Sie die verfügbare Eingangsspannung vor Ort
(siehe Abschnitt 3-5 ).
1 Primärzuleitung (Kabel vom Kunden
beizustellen)
Kabelgröße und -länge gemäß Abschnitt 3-8
auswählen. Die elektrischen Verbindungen
müssen den geltenden nationalen, regionalen und
lokalen Vorschriften entsprechen. Gegebenenfalls
Kabelschuhe verwenden, die der Stromstärke
entsprechend ausgelegt sind und die über eine
geeignete Öse verfügen.
Primärleitungsanschlüsse der Schweißstromquelle
2 Zugentlastung
Die Zuleitung (Kabel) durch die Zugentlastung führen
und fest verschrauben.
3 Erdungsanschluss des Geräts
4 Grüner bzw. grün/gelber Erdleiter
Zunächst das grüne bzw. grün/gelbe Erdungskabel
an den E rdungsanschluss der Schweißs tr omquelle
anschließen.
5 Anschlüsse an der Schweißstromquelle
(Schalter S1)
6 Eingangsleitungen L1 (U), L2 (V) und L3 (W)
Die Eingangsleitungen L1 (U), L2 (V) und L3 (W)
an die Anschlüsse der Schweißstromquelle anschließen.
Deckel installieren.
Zuleitungsanschlüsse des Trennschalters
7 Trennschalter (Schalter in AUS-Stellung
abgebildet)
8 Erdungsanschluss des Trennschalters
(Zuleitung)
Grünen bzw. grün/gelben Erdleiter zuerst an die
Erdungsklemme des Trennschalters anschließen.
9 Kabelanschlüsse des Trennschalters
Die Eingangsleitungen L1 (U), L2 (V) und L3 (W)
an die Kabelanschlüsse des Trennschalters anschließen.
10 Überstromschutz
Art und Größe des Überstromschutzes gemäß
Abschnitt 3-8 auswählen (Bild zeigt Trennschalter
mit Sicherung).
Die Tür des Leitungstrennschalters schließen
und sichern. Die Verriegelung entfernen und den
Schalter auf Ein stellen.
803 927-A
OM-216 869 Seite 24
Page 35

B. Anschließen der Ein-Phasen-Zuleitung
2
4
2
1
1
3
8
=GND/PE Erde
10
7
9
6
4
Benötigtes Werkzeug:
! Die Installation muss nach allen na-
5
6
tionalen und regionalen Vorschriften
erfolgen − und sollte nur von a usgebildetem Personal durchgeführt werden.
! Vor dem Anschließen der
Eingangsleitungen Anschlüsse vom
Netz trennen.
! Zuerst die Primärzuleitung an der
Schweißstromquelle anschließen.
! Erdungsleiter (grün oder grün/gelb)
stets zuerst an einer Erdklemme anschließen und nie an einer Phase.
Siehe Typenschild auf dem Gerät
und überprüfen Sie die verfügbare
Eingangsspannung vor Ort (siehe
Abschnitt 3-5).
1 Primärzuleitung (Kabel vom Kunden
beizustellen)
Kabelgröße und - länge gemäß A bsc hnitt 3-8
auswählen. Die elektrischen Verbindungen
müssen den geltenden nationalen, regionalen
und lokalen Vorschriften entsprechen.
Gegebenenfalls Kabelschuhe verwenden,
die der Stromst ärke entspr echend aus gelegt
sind und die über eine geeignete Öse
verfügen.
Primärleitungsanschlüsse der Schweißstromquelle
2 Zugentlastung
Die Zuleitung (Kabel) durch die Zugentlas-
tung führen und fest verschrauben.
3 Erdungsanschluss des Geräts
4 Grüner bzw. grün/gelber Erdleiter
Zunächst das grüne bzw. grün/gelbe Er-
dungskabel an den Erdungsanschluss der
Schweißstromquelle anschließen.
5 Anschlüsse an der
Schweißstromquelle (Schalter S1)
6 Eingangsleitungen L1 (U) und L2 (V)
Die Eingangsleitungen L1 (U) und L2 (V) an
die Kabelanschlüsse der Schweißstromquelle
anschließen.
Deckel installieren.
Zuleitungsanschlüsse des Trennschalters
7 Trennschalter (Schalter in AUS-Stellung
abgebildet)
8 Erdungsanschluss des Trennschalters
(Zuleitung)
Grünen bzw. grün/gelben Erdleiter zuerst
an die Erdungsklemme des Trennschalters
anschließen.
9 Kabelanschlüsse des Trennschalters
Die Eingangleitungen L1 (U) und L2 (V)
an die Kabeleingänge des Trennschalters
anschließen.
10 Überstromschutz
Art und Größe des Überstromschutzes
gemäß Abschnitt 3-8 auswählen (Bild zeigt
Trennschalter mit Sicherung).
Die Tür des Leitungstrennschalters schließen
und sichern. Die Verriegelung entfernen u nd
den Schalter auf Ein stellen.
Ref. 803 927-A
OM-216 869 Seite 25
Page 36

3-11. Ausgangsklemmen und Kabelgrößen*
n,
g
er
te
MERKE − Die Gesamtkabellänge im Schweißstromkreis (siehe untenstehende Tabelle) = die Länge beider Schweißkabel in Summe. Wenn sich die
Stromquelle 30 m vom W erkstück entfernt befindet, beträgt die Gesamtkabellänge im Schweißstromkreis beispielsweise 60 m (2 Kabel à 30 m). Dann
ist die Spalte mit „60 m” zur Bestimmung des Kabelquerschnitts zu verwenden.
MERKE − LICHTBOGENSCHWEISSEN kann elektromagnetische Beeinflussung erzeugen.
Zum Verringern möglicher Beeinflussung sollten die Schweißkabel so kurz wie möglich, dicht beieinander und niedrig über
dem Boden gehalten werden. Die Schweißarbeit muss 100 Meter Abstand von empfindlichen elektronischen Geräten
haben. Es ist dafür zu sorgen, dass das Schweißgerät dieser Anleitung entsprechend installiert und geerdet wird. Bei
trotzdem auftretender Beeinflussung muss der Benutzer weitere Maßnahmen ergreifen wie zum Beispiel Versetzen
des Schweißgerätes, Verwendung abgeschirmter Kabel, Netzleiterfilter oder Abschirmung des Arbeitsbereiches.
Schweißkabelgröße** und Gesamtkabellänge (Kupfer) im Schweißstromkreis
Schweißkabel-
anschlüsse
! Vor Anschluss von
Schweißkabeln Gerät
vom Netz trennen.
! Keine verschlissene
beschädigten, zu gerin
dimensionierten od
schlecht gefertig
Kabel verwenden.
100 ft (30 m)
oder weniger
Schweiß-
strom***
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
10−60%
Einschalt-
dauer
60−100%
Einschalt-
dauer
150 ft (45m)200 ft
Nicht größer als
(60 m)
10−100% Einschaltdauer
250 ft
(70 m)
300 ft
(90 m)
350 ft
(105 m)
400 ft
(120 m)
Elektrode
Masseanschluss
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
500 2/0 (70) 3/0 (95) 4/0 (120)
600 3/0 (95) 4/0 (120)
700 4/0 (120)
800 4/0 (120)
900
2 x 2/0
(2x70)
2 x 2/0
(2x70)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 3/0
(2x95)
2 x 4/0
(2x120)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 4/0
(2x120)
2 x 4/0
(2x120)
3 x 3/0
(3x95)
2 x 2/0
(2x70)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 4/0
(2x120)
3 x 3/0
(3x95)
3 x 4/0
(3x120)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 3/0
(2x95)
2 x 4/0
(2x120)
3 x 3/0
(3x95)
3 x 4/0
(3x120)
3 x 4/0
(3x120)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 3/0
(2x95)
2 x 4/0
(2x120)
3 x 3/0
(3x95)
3 x 4/0
(3x120)
3 x 4/0
(3x120)
4 x 4/0
(4x120)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 4/0
(2x120)
2 x 4/0
(2x120)
3 x 3/0
(3x95)
3 x 4/0
(3x120)
4 x 4/0
(4x120)
4 x 4/0
(4x120)
* Dieses Diagramm stellt eine allgemeine Richtlinie dar, die möglicherweise nicht auf alle Anwendungen zutrifft. Falls sich das Kabel überhitzt,
ist der nächst größere Kabel-querschnitt zu verwenden.
**Die Schweißkabelquerschnitt (AWG) basiert entweder auf einem Spannungsabfall von 4 V olt oder weniger oder auf einer Stromdichte
von mindestens 300 “Circular Mils” (Kreisfläche mit 1 mm Durchmesser) pro Ampere.
2
( ) = mm
***Wählen Sie die Stärke der Schweißkabel für das Pulsen nach dem Spitzenwert der Stromstärke.
S-0007-E−
Weiter zu Abschnitt 3-12 für weitere Installationsanweisungen. Ein Dynasty 700 wird in Abschnitt 3-12 bis 6-4 dargestellt. Die Anordnung
der Regler und Komponenten ist bei allen in diesem Handbuch beschriebenen Geräten identisch.
OM-216 869 Seite 26
Page 37

3-12. Belegung 14-poliger Fernregelanschluss (ohne Automatikanschluss verwendet)
Stecker* Steckerbelegungen
A Schaltschütz-Regler 15 V Gs.
AJ
K
B
L
NH
C
M
D
F
E
I
G
803 900-A / 218 716-A
15 VOLTS DC
AUSGANGSSTEUER
NG DER
FERNREGELUNG
A/V
STROMSTÄRKE
SPANNUNG
B Kontaktschluss mit A schließt den 15 V Gs
Schaltschütz-Regelkreis und ermöglicht
das Schweißen.
C -10 Volt Gs
D Gemeinsame Leitung der
Fernsteuerungsschaltung.
E 0 bis +10 Volt Gs Eingangsbefehlssignal
von Fernregelung.
F Stromfeedback; +1 Volt Gs pro 100
Ampere.
H Spannungsfeedback; +1 Volt Gs pro 10 Volt
am Stecker.
GEHÄUSE
ERDE
*Die restlichen Stecker werden nicht verwendet.
K Erde/Gehäuse.
G +15 Volt Gs (A) Erde/Gehäuse.
Wenn eine Handfernsteuerung, wie die RHC-14, an diese Remote 14-Dose angeschlossen wird, dann muss vor dem Einschalten de s Bedienpa-
nels oder Fernbedienungsschaltschützes ein Stromwert eingestellt werden. Geschieht dies nicht, so wird der Strom vom Bedienpanel aus gesteuert
und die Fernsteuerung funktioniert nicht.
OM-216 869 Seite 27
Page 38

3-13. Automatikanschluss (für 28-poligen Fernsteuerungsanschluss, falls vorhanden)
2
3
76 5
8
13
14
20
12
18
19
24
25
28
Pin Pinbelegung am 28-poligen Anschluss RC28
1 Start/Stopp − Schließen des Kontakts 8 startet den Schweißzyklus. Das Öffnen unterbricht den Schweißzyklus.
Während des 2T-Betriebs führt ein kurzes Schließen (länger als 100 ms, aber kürzer als Sekunden) zu einem Starten und Unterbrechen des Schweißausgangs.
2 Ausgang aktivieren − funktioniert nur im Automatikbetrieb − Der Kontakt 8 muss jederzeit geschlossen bleiben. Falls der Schluss
zwischen Kontakt 2 und 8 unterbrochen wird, wird der Ausgang deaktiviert, das Nachströmen läuft ab und AUTO STOP wird auf den
Messgeräten angezeigt.
3 Gas − Das Schließen des Kontaktes 8 stellt das Gas an. Diese Eingabe setzt das Nachströmen außer Betrieb, falls jedoch eine
Vorströmzeit eingegeben wurde, läuft der Vorström-Zyklus vor der Lichtbogenzündung aus.
4 Valid arc, collector - Output is on when the contactor is on and there is less than 50 load volts (siehe Abschnitt 3-16).
5 Voltage feedback - +1 volt Gs per 10 volts w/reference to pin 11.
6 Current feedback - +1 volt Gs per 100 amperes w/reference to pin 11.
7 Nicht verwendet
8 IGND Isolierung gemeinsam
9 Zulässiger Lichtbogen, Emitter − Ausgang ist an, wenn das Schaltschütz an ist und eine Lastspannung von weniger als 50 Volt an-
liegt (siehe Abschnitt 3-16).
10 Speicherauswahl 2 − Siehe Abschnitt 3-14.
11 Gemeinsame Leitung der Fernsteuerungsschaltung
12 Erde/Gehäuse
13 Impulsverriegelung, Kollektor − Bei Anfangsstromstärke, Anfangsanstieg, Endanstieg, Endstromstärke und bei Impulshintergrundzeit, wenn
die Pulsfrequenz unter 10 Hz liegt, ist der Ausgang aktiv (siehe Abschnitt 3-16).
14 Impulsverriegelung, Emitter - Bei Anfangsstromstärke, Anfangsanstieg, Endanstieg, Endstromstärke und bei Impulshintergrundzeit,
wenn die Pulsfrequenz unter 10 Hz liegt, ist der Ausgang aktiv (siehe Abschnitt 3-16).
15 Speicherauswahl 0 − Siehe Abschnitt 3-14.
16 Speicherauswahl 1 − Siehe Abschnitt 3-14.
17 Regelsignal von der Fernsteuerung - 0 bis +10 Volts Gs Eingang.
18 + 10 Volt Gs
19 HF deaktivieren − Deaktiviert beim Anschluss an Pin 8 Hochfrequenz.
20 Automatik aktivieren 1 − Siehe Abschnitt 3-15.
21 Strom EN gemeinsam − Siehe Abschnitt 3-15.
22 Strom EN Regelung - Siehe Abschnitt 3-15.
23 Endanstieg, Kollektor − Ausgang ist beim Endanstieg aktiv (siehe Abschnitt 3-16).
24 Endanstieg, Emitter − Ausgang ist beim Endanstieg aktiv (siehe Abschnitt 3-16).
25 Automatik aktivieren 2 − Siehe Abschnitt 3-15.
26 Strom EP Regelung (nur Dynasty Modelle) − Siehe Abschnitt 3-15.
27 Strom EP gemeinsam (nur Dynasty Modelle) − Siehe Abschnitt 3-15.
28 Polarität (nur Dynasty Modelle) − Siehe Abschnitt 3-15.
27
11 10
17
23
1
4
9
15
16
22
21
26
803 900-A / 218 716-A
OM-216 869 Seite 28
Page 39

3-14. Eingänge für die Speicherauswahl per Fernbedienung (bei 28-poligem Stecker, falls
vorhanden)
28-poliger Stecker RC28
Steckerbezeichnungen 0 = Kein Anschlus s / 1 = Erdung angeschlossen (Pin 8)
Funktionen 15 16 10
3
8
14
20
25
28
1
4
9
15
21
26
Aus 0 0 0
Speicher 1 1 0 0
Speicher 2 0 1 0
Speicher 3 1 1 0
Speicher 4 0 0 1
Speicher 5 1 0 1
Speicher 6 0 1 1
Speicher 7 1 1 1
3-15. Automatikauswahl (bei 28-poligem Stecker, falls vorhanden)
28-poliger Stecker RC28
14
20
25
Angeschlossen
an Pin 8 (EP)
Offen (EN)
3
8
1
4
9
15
Steckerbezeichnung 0 = Kein Anschluss / 1 = Erdung angeschlossen (Pin 8)
X= Keine Bedeutung
Pin
Funktionen 20 25
21
28
26
Keine Automatikfunktionen ausgewählt 0 0
Automatik 1
1 0
Aktiviert die Funktion von Pin 2, Sequenzer und Schweißzeitregler
Automatik 2
X 1
Aktiviert die Funktionen von Pin 2
Pin 22 bis Pin 21 - 0 bis +10 Volt Gs EN Amplitude
Pin 26 bis Pin 27 - 0 bis +10 Volt Gs EP Amplitude
Pin 28
Pin 28 bis Pin 8 - EP Polarität (Frequenz und Balance)
Pin 28 nicht an Pin 8 angeschlossen - EN Polarität
(Frequenz und Balance)
OM-216 869 Seite 29
Page 40

3-16. Typische Automatik-Anwendung
Typischer 28-poliger Ausgang
3
r
Kollektor
Emitter
Spulenwiderstand plus R
sollte gewählt werden,
CR1
um den Strom auf 75 mA
zu begrenzen
R
+
Anliegende Spitzenspannung
bis zu 27 Volt Gs
−
CR1
Zum Gerät des Benutzers
-17. 115 Vol t W s D u p lex- Steckdose, zusätzlicher Sicher ungsautom at CB 1 und N etzschalte
3
1 Ws Duplex-Steckdose
1
2
Steckdose RC2 liefert 115 V 10 A
einphasig.
2 Zusätzlicher Sicherungsautomat
CB1
CB1 schützt die Duplex-Steckdose
vor Überlast. Wenn der Sicherungs−
automat unterbricht, funktioniert die
Dose nicht. Knopf drücken, um den
Sicherungsautomaten zurückzusetzen.
3 Netzschalter
803 901-A
OM-216 869 Seite 30
Page 41

3-18. Gasanschlüsse
1 Gasanschluss
Die Anschlüsse haben ein
rechtsdrehendes 16-28,6 mm-Gewinde.
2 Gasflaschenventil
Ventil leicht öffnen, damit das Gas den
Schmutz vom Ventil wegblasen kann.
1
4
3
2
Ventil wieder schließen.
3 Regler/Durchflussmesser
4 Durchflusseinstellung
Die typische Durchfluss− geschwindigkeit
liegt bei 7 l/Min.
Den selbst beigestellten Gasschlauch
zwischen Regler/Durchflussmesser und
dem Gasanschluss an der Rückseite
des Gerätes anschließen.
Benötigtes Werkzeug:
11/16, 1-1/8 Zoll
803 901-A
3-19. WIG HF Impuls/ Lift-Arct Anschlüsse
4
1
2
3
! Das Netzteil vor dem
Ausführen von Anschlüssen
immer ausschalten.
1 Elektroden-Schweißausgangs
klemme
TIG-Schweißbrenner an Schweiß−
5
ausgangsklemme anschließen.
2 Gasausgangsanschluss
Schweißbrennergasleitung an
Gasausgangsarmatur anschließen.
3 Arbeits- (−)
Schweißausgangsklemme
Arbeitsleitung an Arbeitsschweiß−
ausgangsklemme anschließen.
4 14-poliger Anschluss für
Fernregelung
Nach Wunsch den Fernregler an die
14-polige Schnittstelle anschließen
(siehe Abschnitt 3-12).
5 Gaseingangsanschluss
Schlauch von der Gasversorgung
an den Gaseinlass anschließen
(siehe Abschnitt 3-18).
Benötigtes Werkzeug:
11/16 Zoll, (21 mm bei CE-Geräten)
OM-216 869 Seite 31
803 915-A
Page 42
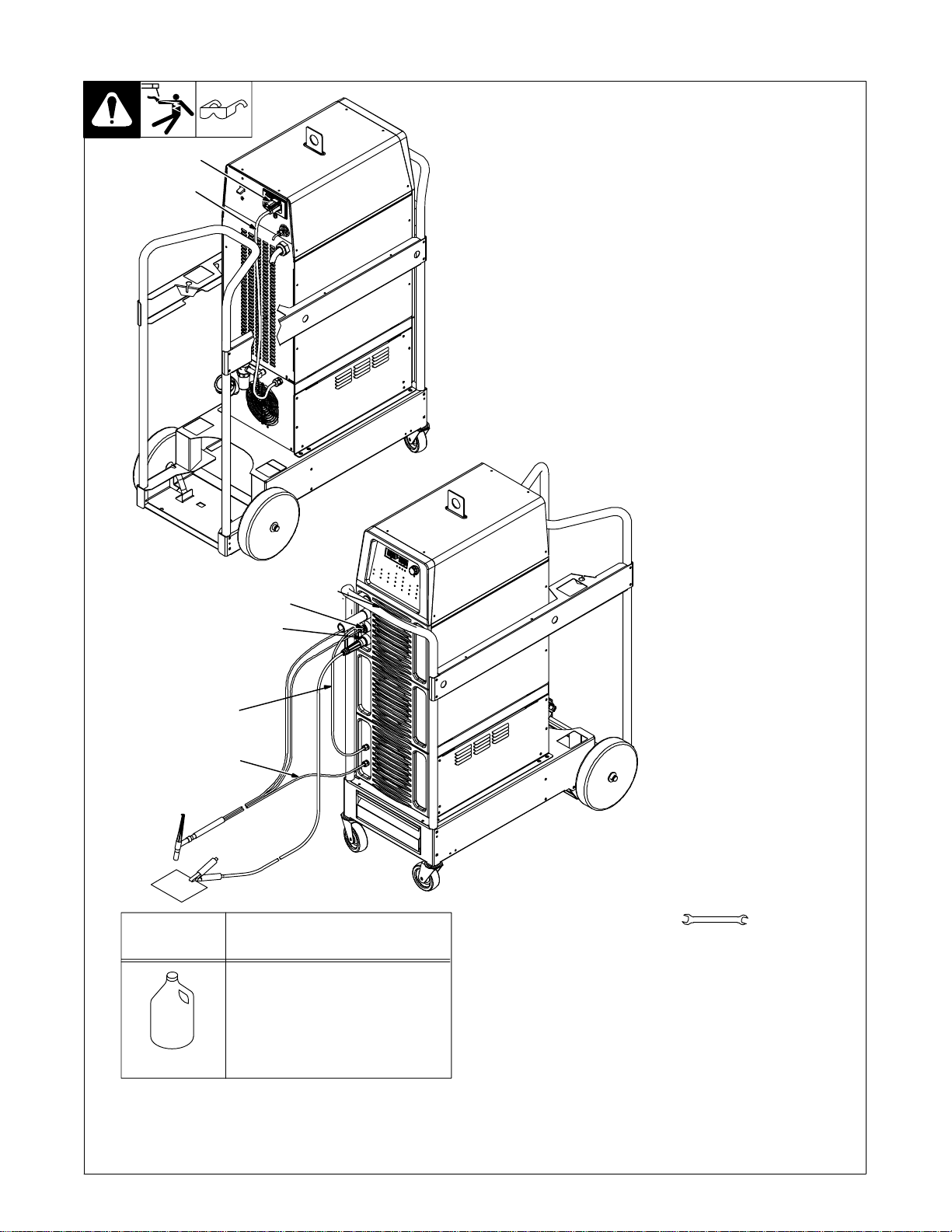
3-20. Kühleranschlüsse
-
-
.
-
1
2
Handkarren und Kühler sind Son
derausstattung.
1 Ws Duplex-Steckdose
2 115 V Ws-Kabel
Liefert 115 V Ws für den Kühlerbetrieb.
3 Elektrodenschweißausgangsklemm
e (−Schweißausgangsklemme bei
Maxstar Modellen)
TIG-Schweißbrenner an Schweißaus
gangsklemme anschließen.
4 Gasausgangsanschluss
Anschluss des Gasschlauchs für einen
WIG Schweißbrenner an den Gaseinlass
5 Arbeitsschweißausgangsklemme
(+Schweißausgangsklemme bei
Maxstar Modellen)
Arbeitsleitung an Arbeitsschweißaus
gangsklemme anschließen.
6 Anschluss Wasserausgang
(an Schweißbrenner)
Den Wassereinlassschlauch des
Schweißbrenners (blau) an den
Wasserauslass der Schweißstromquelle
anschließen.
7 Anschluss Wassereingang (vom
Schweißbrenner)
Den Wasserau sla sssch la u ch ( r ot ) an den
Wassereinlass der Schweißstromquelle
anschließen.
Anwendung
3-1/2
Gal
Kühlmittel
3
4
5
7
6
WIG-Schweißen
oder bei HF*-Verwendung
Kühlmittel mit geringer elektrischer
Leitfähigkeit Nr. 300 355**;
Destilliertes oder deionisiertes
Wasser OK über 32° F (0° C)
804 753-A
Benötigtes Werkzeug:
11/16 Zoll, (21 mm bei CE-Geräten)
*HF: Hochfrequenzstrom
**Kühlmittel 300 355, 50/50-Lösung, schützt bis -37° F (-38°C) und verhindert Algenbildung.
MERKE − Bei Verwendung anderer als in der Tabelle aufgeführten Kühlmittel wird die Garantie auf
Teile die mit dem Kühlmittel in Berührung kommen (Pumpe, Kühler etc.) ungültig.
OM-216 869 Seite 32
Page 43

3-21. Anschlüsse der Dynasty Stabelektrode
3
2
1
! Das Netzteil vor dem Ausführen von
Anschlüssen immer ausschalten.
Die gezeigten Anschlüsse gelten für
Dynasty Modelle.
1 Arbeits- (−)
Schweißausgangsklemme
Arbeitsleitung an Arbeitsschweißausgangsklemme anschließen.
2 Elektroden-Schweißausgangsklemme
Elektrodenhalter an Elektrodenschweiß−
ausgangklemme anschließen.
3 14-poliger Anschluss für Fernregelung
Nach W unsch den Fernregler an die 14-po-
lige Schnittstelle anschließen (siehe Abschnitt 3-12 ).
803 916-B
3-22. Anschlüsse der Maxstar Stabelektrode
3
2
1
! Das Netzteil vor dem Ausführen von An-
schlüssen immer ausschalten.
Die gezeigten Anschlüsse gelten für Maxstar
Modelle.
1 + Schweißkabelanschluss
Elektrodendraht an Plus (+) des Schweißkabel−
anschlusses anschließen.
2 Schweißkabelanschluss
Arbeitsdraht an Minus (−) des Schweißkabelan-
schlusses anschließen.
3 14-poliger Anschluss für Fernregelung
Nach Wunsch den Fernregler an die 14-polige
Schnittstelle anschließen (siehe Abschnitt 3-12).
803 916-B
OM-216 869 Seite 33
Page 44
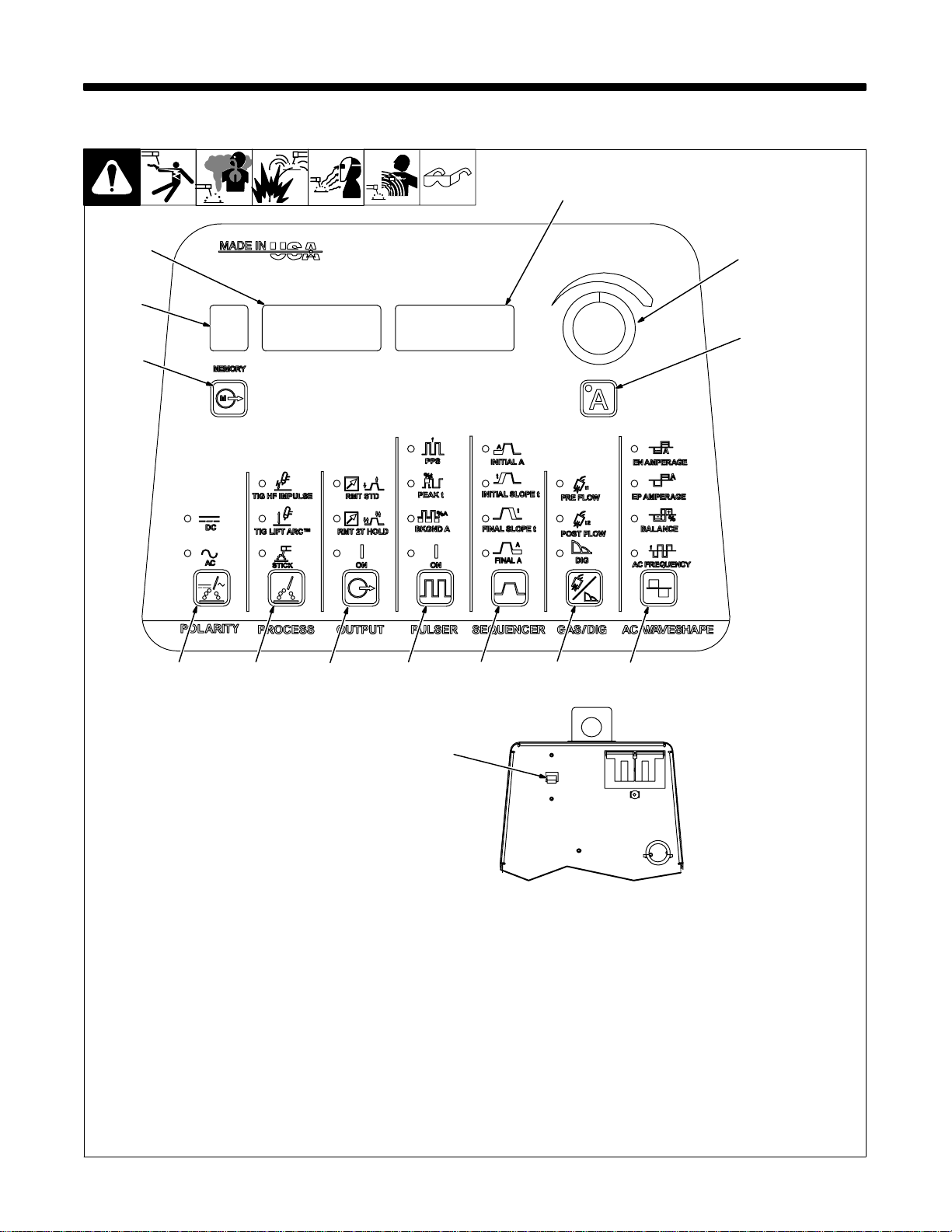
4-1. Bedienelemente
ABSCHNITT 4 − BEDIENUNG
2
13
12
3
4
5
6
7
8
9
10
1
11
Polaritäts- und Ws-Wellenformregelungen
sind nur bei Dynasty Modellen verfügbar.
Für alle Schaltregler an der Frontplatte
gilt: Schaltregler drücken, um das Licht
einzuschalten und die normale Funktion
zu aktivieren.
Grün auf dem Typenschild zeigt eine
WIG-Funktion an, grau eine
normale Elektrodenfunktion.
1 Codier-Regler
2 Amperemeter und Parameter-Anzeige
Siehe Abschnitt 4-4.
3 Voltmeter und ausgewählte
Parameter-Anzeige
Siehe Abschnitt 4-5.
4 Polaritätsregelung (nur Dynasty)
14
Siehe Abschnitt 4-6.
5 Prozessregelungen
Siehe Abschnitt 4-7.
6 Ausgangsregelungen
Siehe Abschnitt 4-9.
7 Impulsregler:
Siehe Abschnitt 4-10.
8 Sequenzer-Regelungen
Siehe Abschnitt 4-11.
9 Gas/WIG-Regelungen
Siehe Abschnitt 4-12.
10 Ws-Wellenform (nur Dynasty)
226 868-B / Ref. 803 901-A
Rückwand
Siehe Abschnitt 4-13.
11 Stromstärken- und Punktzeitregelung
Zur Stromstärkenregelung
siehe Abschnitt 4-3.
Zur Punktzeitregelung siehe Abschnitt 5-6.
12 Memory
Siehe Abschnitt 4-14.
13 Speicheranzeige
Zeigt den aktiven Speicher an.
14 Ein-/Aus-Schalter
Schalter zum Ein-/Ausschalten des Geräts
verwenden.
OM-216 869 Seite 34
Page 45
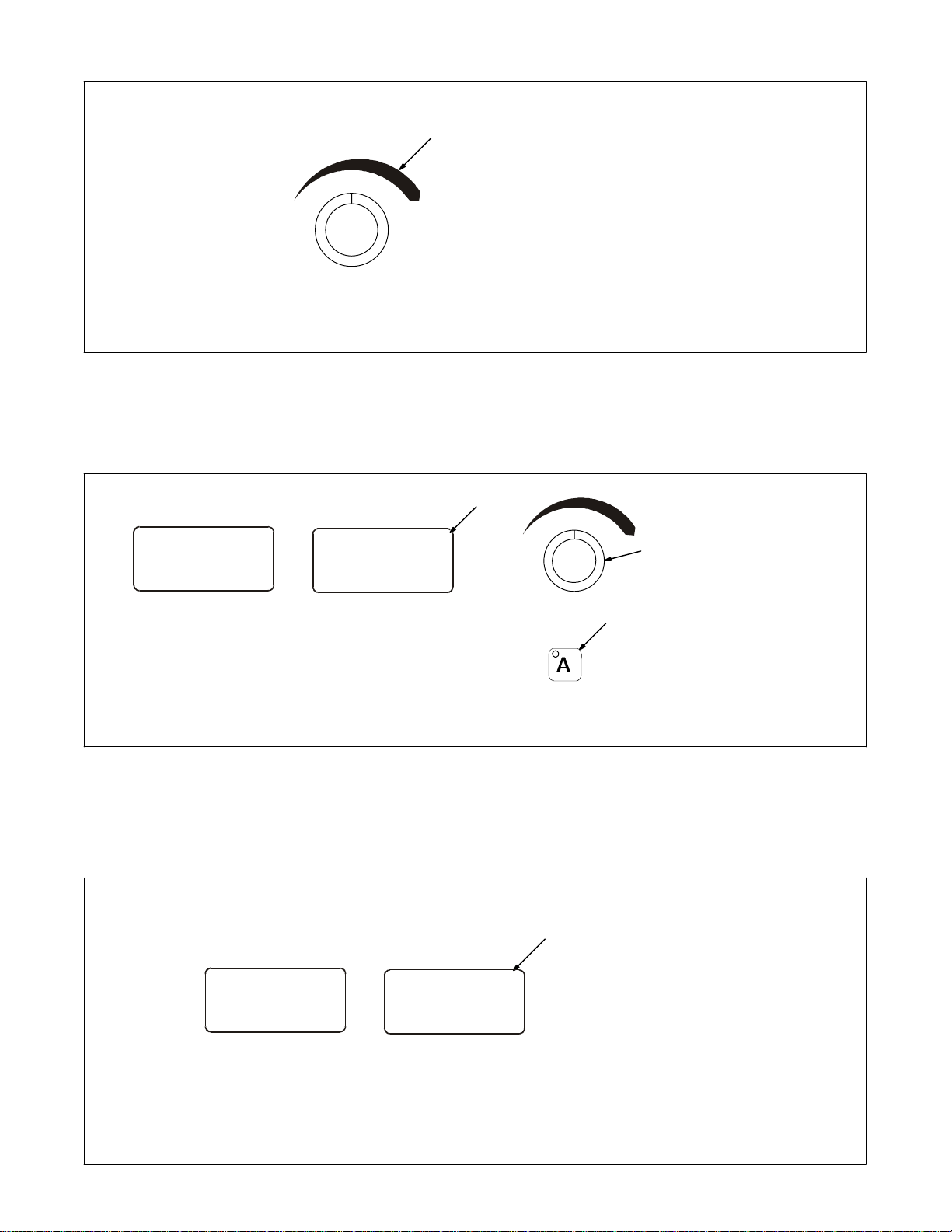
4-2. Codier-Regler
4-3. Stromstärkenregler
1 Codier-Regler
Der Codier-Regler ist zusammen mit
1
den entsprechenden Funktionstasten
an der Frontplatte zu verwenden, um die
Werte für diese Funktionen einzustellen.
4-4. Amperemeter und Parameter-Anzeige
3
1
1 A (Stromstärkeregelung)
2 Codier-Regler
3 Amperemeter
Zum Steuerungsbereich für die
2
Stromstärke siehe Abschnitt 4-15.
Stromstärkentaste drücken und
Codiererregler drehen, um die
Schweißstromstärke bzw. die
Spitzenstromstärke einzustellen,
wenn die Impulsgeberfunktion aktiv
ist (siehe Abschnitt 4-10).
Zu den Ws-Funktionen siehe
Abschnitt 4-13.
1 Amperemeter
Das Amperemeter zeigt während des
1
Schweißens die tatsächliche Stromstärke
an. Außerdem zeigt es für sämtliche
Funktionen Einstellparameter an.
OM-216 869 Seite 35
Page 46
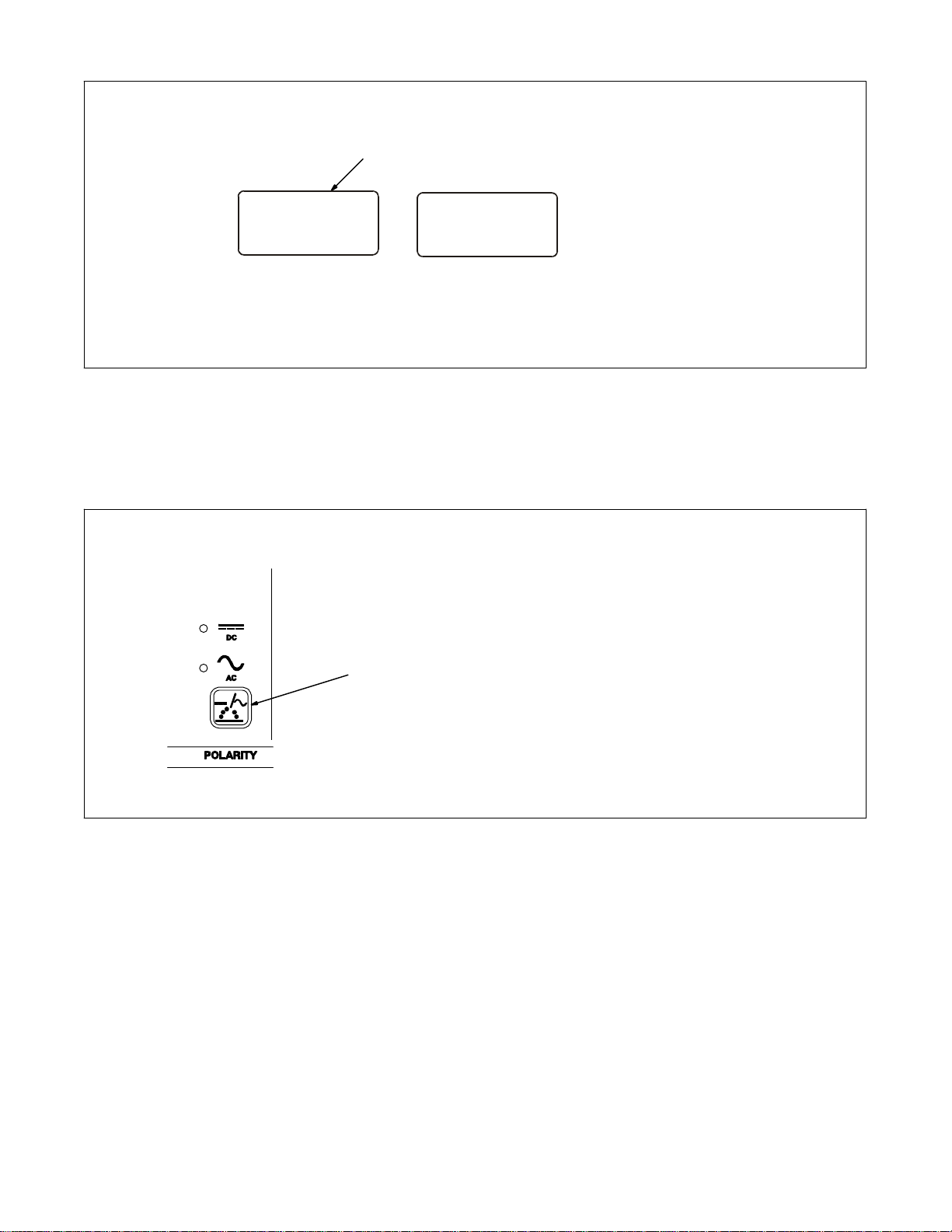
4-5. Voltmeter und ausgewählte Parameter-Anzeige
4-6. Polaritätsregelung (nur Dynastyt Modelle)
1
1 Voltmeter
Zeigt die Ausgangs- oder Leerlaufspannung
an. Außerdem zeigt es Kürzel ausgewählter
Parameter an.
1
1 Polaritätsregler
Den Schalter drücken, bis die gewünschte
LED leuchtet.
Gs − Für das Gs-Schweißen Gs auswählen.
Der Elektrodenausgang des Geräts lautet
DCEN bei WIG und DCEP bei Stabelektroden.
Ws − Für das Ws-Schweißen Ws auswählen.
OM-216 869 Seite 36
Page 47
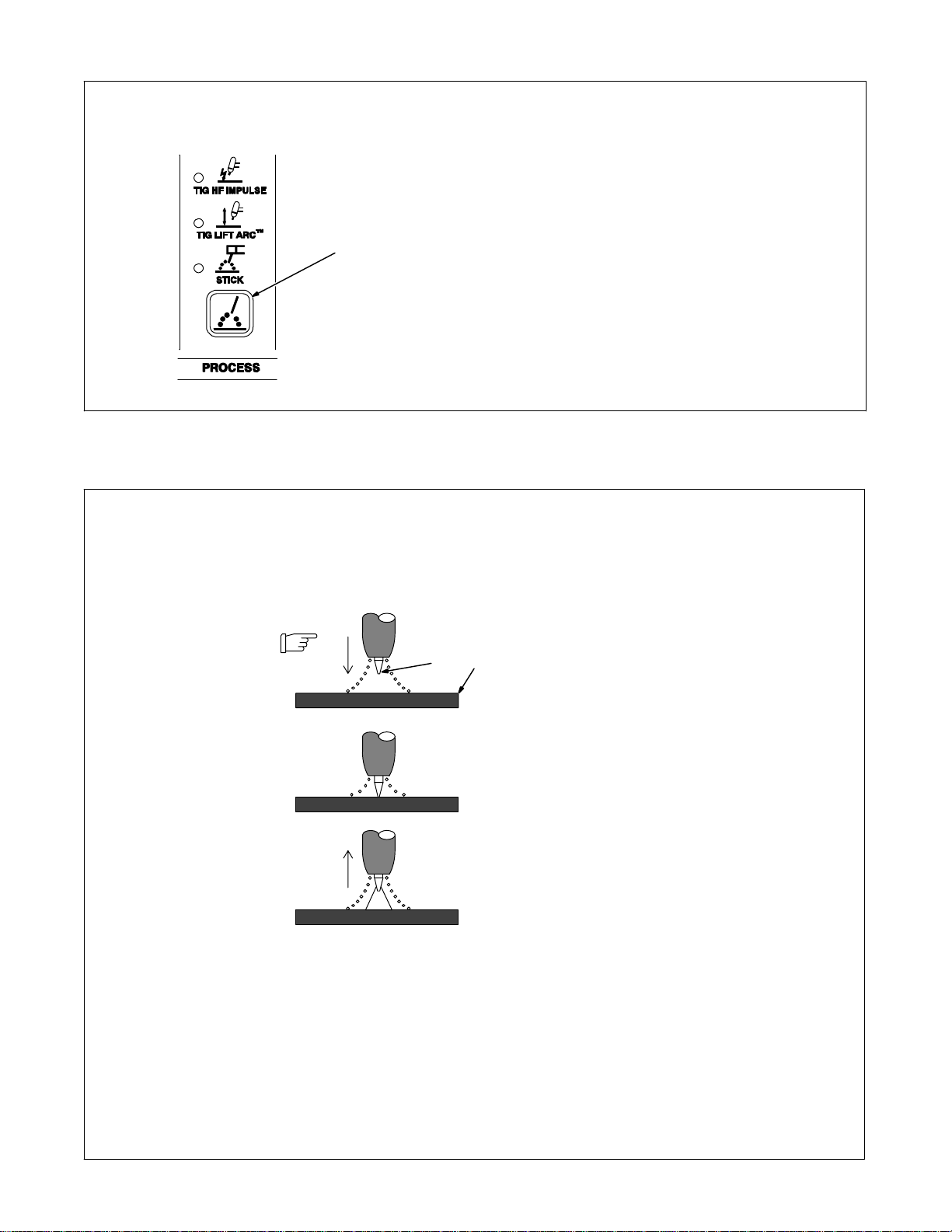
4-7. Prozessregelung
1
4-8. Lift-Arc™ und HF, WIG Zündvarianten
Lift-Arc Startmethode
1
“Berühren”
NICHT wie bei einem Zündholz
über das Werkstück streichen!
1 - 2
Sekunden
1 Prozessregelung
Den Schalter drücken, bis die gewünscht LED
aufleuchtet:
WIG HF Impuls − ist eine gepulste HF (siehe
Abschnitt 4-8) Lichtbogenzündmethode, die
entweder beim Ws- oder beim Gs-WIGSchweißen verwendet werden kann. Die
Anschlüsse gemäß Abschnitt 3-19 herstellen.
WIG Lift-Arc − ist eine Lichtbogenzünd−
methode, bei der die Elektrode in Kontakt mit
dem Werkstück kommen muss (siehe
Abschnitt 4-8). Dies e M e t hode kann entweder
für das Ws- oder für das Gs-WIG-Schweißen
verwendet werden. Die Anschlüsse gemäß
Abschnitt 3-19 herstellen.
Stabelektrode (SMAW) - Diese Methode
kann entweder für das Ws- oder für das
Gs-Stabelektrodenschweißen verwendet
werden. Die Anschlüsse gemäß Abschnitt
3-21 herstellen.
Lift-Arc Start
Wenn die Lift-Arc Taste leuchtet, wird der Lichtbogen folgendermaßen gezündet:
1 WIG-Elektrode
2 Werkstück
Mit der Wolframelektrode das W erkstück am Schweiß-
startpunkt berühren und den Schweißausgang
und das Schutzgas mit dem Brennerschalter,
dem Fuß- oder dem Hand-fernregler einschalten. Die
2
Elektrode 1-2 Sekunden auf Werkstück halten und
dann die Elektrode langsam hochheben. Der Lichtbogen
wird gezündet wenn die Elektrode angehoben wird.
Die normale Leerlaufspannung liegt erst an, wenn die
Wolframelektrode das Werkstück berührt; zwischen
der Elektrode und dem Werkstück besteht nur eine
niedrige Fühlerspannung. Ein elektronisches
Schaltschütz reagiert erst, nachdem die Elektrode das
Werkstück berührt hat. So wird gewährleistet, dass
eine korrekt vorbereitete Elektrode (siehe Abschnitt
10-2) das Werkstück berührt, ohne dass die Gefahr einer Überhitzung, einer Kontamination oder eines Festklebens besteht.
Anwendung:
Lift-Arc wird für das DC oder AC WIG-Verfahren verwendet, wenn HF nicht zulässig ist oder um das Reibzündens zu ersetzen.
HF-Start
Wenn die HF Start-Taste leuchtet, wird der Bogen folgendermaßen gezündet:
Die Hochfrequenz wird zum Zünden des Lichtbogens
eingeschaltet, wenn der Ausgang aktiviert ist. Die
Hochfrequenz schaltet sich ab, wenn der Lichtbogen
gezündet ist und schaltet sich bei jeder Unterbrechung
ein, um die erneute Zündung des Bogens zu unter−
stützen.
Anwendung:
HF-Start wird verwendet für DCEN GTAW oder für den
AC GT A W-Prozess verwendet, wenn eine kontaktlose
Zündmethode erforderlich ist.
OM-216 869 Seite 37
Page 48

4
-9. Ausgangsregler
2
1
1 Ausgangsregler
Den Schalter drücken, bis die LED für den
gewünschten Parameter aufleuchtet.
RMT STD (Fernregelung Standard)
Anwendung: Fernabzug (Standard) mit
Fußpedal- oder Finger-Stromregelung
verwenden (siehe Abschnitt 5-3A).
Wenn eine Fuß- oder Fingerregelung
angeschlossen ist, werden Anfangsstromstärke, Anfangsanstieg,
Schlussanstieg und Schlussstromstärke über die Fernsteuerung geregelt.
Wird ein Ein-/Ausschalter
verwendet, muss es sich um einen
Dauerschalter handeln. Sämtliche
Sequenzer-Funktionen werden aktiviert
und müssen vom Bediener eingestellt
werden.
RMT 2T HALTEN
Anwendung: Für längere Schweißarbeiten
einen Fernabzug Halten (2T) verwenden.
Falls eine Fuß- oder Fingerregelung an die
Schweißstromquelle angeschlossen ist,
funktioniert nur der Schaltereingang
(siehe Abschnitt 5-3B).
Diese Schalterfunktion kann für die
3T, 4T, 4T Momentary oder Minilogikregelung neu konfiguriert werden, siehe Abschnitte 5-3C, D, E, oder F)
EIN
Der Ausgang wird zwei Sekunden nach
der Auswahl aktiviert.
Anwendung: Ausgang An für das
Stabelektrodenschweißen (SMAW) bzw.
für Lift- Ar c ohne F er ns t euerung verwenden
(siehe Abschnitt 5-3G).
2 On LED
Blaue On LED leuchtet, wenn der Ausgang
aktiv ist.
OM-216 869 Seite 38
Page 49

4-10. Impulsgebersteuerung
Spitzenzeiteinstellung
in Prozent (%)
Spitze 50%/Grundstrom 50%
Ausgewogen 50%
Mehr Zeit bei
(80%)
Spitzenstromstärke
Mehr Zeit bei
(20%)
Grundstromstärke
Formen des Impulsausgangs
Spitzenstrom
Hintergrundstrom
3
1 Impulsgebersteuerung
Das Impulsgeben ist während des WIG-Prozesses verfüg-
bar. Die Regelungen können während des Schweißens an-
2
gepasst werden.
Schalter drücken, um den Impulsgeber zu aktiveren.
On - Wenn diese LED leuchtet, ist der Impulsgeber aktiv.
Den Schalter drücken, bis die LED für den gewünschten
Parameter aufleuchtet.
Zum Einschalten des Impulsgebers die Taste drücken
und loslassen, bis die On LED ausgeht.
2 Codiererregelung (Wert einstellen)
3 Amperemeter (zeigt Wert an)
Siehe Abschnitt 4-15 für alle Parameterbereiche des Impuls−
gebers.
1
4
PPS
PPS − Pulsfrequenz oder Impulse pro Sekunde ist die Anzahl der
Impulszyklen pro Sekunde. Die Pulsfrequenz hilft, die
Hitzezufuhr und die Teiledeformation zu vermindern und
unterstützt das Schweißen von Umbördelungen. Je höher die
PPS-Einstellun g desto stärker ist der Riffeleffekt, desto s chmäler
wird die Schweißnaht und desto stärker wird gekühlt. Wird ein
niedrigerer PPS-W ert eingestellt, wir d d er Im pu ls la ng sa me r u nd
die Schweißperle breiter. Dieses langsame Pulsieren führt zu einer Bewegung des Schweißbads, dadurch wird das Gas in der
Schweißstelle freigesetzt und die Porosität vermindert (sehr
nützlich beim Aluminium-Schweißen) . Einige Anfänger ver wenden
eine langsame Pulsfrequenz (2-4 pps), die das Timing beim
Hinzufügen von Füllmaterial erleichtert. Ein erfahrender Schweißer kann den PPS-Wert viel höher einstellen, je nach persönlicher Vorliebe und der durchzuführenden Arbeit.
SPITZENSTROM t - (PEAK t) ist der Prozentsatz der Zeit jeZyklus, in der der Spitzenstrom fließt (Hauptstrom). Der Spitzenstrom wird mit der Stromstärkenregelung eingestellt (siehe Abschnitt 4-3). Falls ein Impuls pro Sekunde verwendet wird und die
Spitzenstromzeit auf 50% eingestellt ist, fließt eine halbe Sekunde lang der Spitzenstrom und die restlichen 50%, bzw. eine halbe
Sekunde lang der Grundstrom. Eine Verlängerung der Spitzenstromzeit verlängert die Zeit, während der der
Spitzenstrom fließt, was gleichzeitig auch die Hitzeabgabe an
das Werkstück erhöht. Ein guter S tar tw er t für die Spitzenstromzeit
ist 50-60%. Um das optimale Verhältnis zu finden benötigt man
etwas Erfahrung. Die Hitzezufuhr zum Werkstück sollte jedoch
vermindert und die Qualität der Schweißnaht erhöht werden.
BKGND A - (Grundstrom) wird als Prozentanteil des Spitzenstromwerts eingestellt. Ist der Spitzenstrom auf 200 und der
Grundstrom auf 50% eingestellt, so liegt der Grundstrom bei 100
A, wenn das Gerät im Grundteil des Zyklus Impulse erzeugt. Ein
geringerer Grundstrom vermindert die Hitzezufuhr. Ein Erhöhen
oder V ermindern des Grundstrom erhöht oder vermindert auch
den Gesamtstrom, von dem abhängt, wie flüssig das Schweißbad im Grundstrombereich des Impulszyklus ist. Sie möchten
das Schweißbad auf die Hälfte verkleinern, es sollte aber noch
flüssig bleiben. Stellen Sie den Grundstrom zunächst für
rostfreien/Karbonstahl auf 20-30%, für Aluminiumlegierungen
auf 35-50% ein.
4 Formen des Impulsausgangs
Das Beispiel zeigt, wie sich die geänderte Spitzenzeits-
teuerung auf die gepulste Ausgangswellenform auswirkt.
Anwendung:
Das Pulsen bezieht sich auf das abwechselnde Ansteigen und Abfallen des Schweißstroms mit einer bestimmten Frequenz. Die hohen Abschnitte des Schweißausgangs werden nach Breite, Höhe und Frequenz geregelt,
wodurch Schweißstrom gebildet werden. Diese Impulse
und der zwischen ihnen liegende niedrigere Stromstärkenpegel (sog. Hintergrundstromstärke) sorgen für eine
abwechselnde Erwärmung und Abkühlung des geschmolzenen Schweißbades. Der kombinierte Effekt ermöglicht dem Bediener eine bessere Steuerung der Einbrandtiefe, der Raupenbreite, d er Kronenbildung, der Bil dung von Einbrandk erben und des Wärmeeintrags. Die
Regler können während des Schweißens verstellt werden.
Das Pulsen kann auch zum Üben der Techniken
für die Füllmassenzugabe verwendet werden.
Die Funktion ist aktiviert, wenn die LED leuchtet.
OM-216 869 Seite 39
Page 50

4-11. Sequenzer-Regelungen
4
1 Sequenzersteuerung
Die Sequenzfunktion ist im Zusammenhang
mit dem WIG-Prozess verfügbar, sie ist je-
3
1
doch deak tivier t, wenn i m RMT STD -Modus
eine Fuß- oder Handfernregelung an die
Fernregelungsschnitt stelle angeschlossen ist .
2
Den Schalter drücken, bis die LED für den
gewünschten Parameter aufleuchtet.
2 Codiererregelung (Wert einstellen)
Den Regler drehen, um die Werte für die
Sequenzsteuerungsparameter einzustellen.
5
3 Amperemeter (zeigt Wert an)
Siehe Abschnitt 4-15 für sämtliche
Sequenzer-Parameterbereiche.
4 Voltmeter
Zeigt Kürzel oder ausgewählte Parameter
an.
ANFANGS A (Anfangsstrom) [INTL] −
Verwenden Sie den Regler für die Auswahl
einer Startstromstärke, die von der
Schweißstromstärke abweicht.
Anwendung:
Der Startstrom kann verwendet werden, um
kaltes Material vor dem Aufbringen von
Füllmaterial zu erhitzen oder um einen
gleichmäßigen Start zu gewährleisten.
ANFANGS t (Anfangszeit) [INTL] (Nur bei
der Automatikoption verfügbar) - Den
Regler erneut drücken und den Codierter
drehen, u m die benötigte Zeit zu Beginn des
Schweißvorgangs einzustellen.
ANFANGSANSTIEG t (Anfangsansti egzeit)
[ISLP] Den Regler verwenden, um die Zeit
einzustellen, die benötigt wird für den Anstieg
vom Anfangsstrom zum Schweißstrom.
Zum Deaktivieren auf 0 stellen.
5 Stromstärketaste
Schweißzeit (nur bei der Automatikoption
verfügbar) - Stromstärketaste zweimal
drücken. Die gewünschte Schweißzeiteinstellen.
Punktzeit - Stromstärketaste zweimal
drücken. Die gewünschte Punktzeit einstellen.
SCHLUSSANSTIEG t (Schlussanstiegzeit) [FSLP] − Den Regler verwenden, um
die Zeit einzustellen, die benötigt wird für
das Absenken vom Schweißstrom zum
Schlu ssstr om . Z u m D e a kti vi er e n auf 0 ste l le n .
Anwendung:
Der Schlussanstieg sollte beim Schweißen
von rissempfindlichen Materialien und/oder
zum Verhindern eines Kraters am Ende der
Schweißnaht verwendet werden.
SCHLUSS A (Schlussstrom) [FNL] − Zum
Einstellen des Stromstärke bis zu der der
Schweißstrom absinkt.
SCHLUSS t (Schlusszeit) [FNL] (Nur
bei der Automatikoption verfügbar) - Den
Regler erneut drücken und den Codierer
auf die Endstromzeit einstellen.
OM-216 869 Seite 40
Page 51

4-12. Gas/WIG-Regelung (Vorlauf/Nachlauf/WIG/Gasströmung)
,
t
.
l
.
i
4
3
2
1
1 Gas/WIG-Regelungen
Den Schalter drücken, bis die LED für die ge-
wünschte Funktion leuchtet.
2 Codiererregelung (Wert einstellen)
3 Amperemeter (zeigt Wert an)
Siehe Abschnitt 4-15 für sämtliche Parameterein-
stellbereich.
4 Voltmeter
Zeigt Kürzel oder ausgewählte Parameter an.
VORLAUF [PRE] - Falls der WIG HF Prozess akti-
viert ist (siehe Abschnitt 4-7) und Vorlauf auf dem
Bedienpanel erscheint, diesen Regler verwenden
um die Zeitspanne einzustellen, in der das Gas vor
dem Zünden des Lichtbogens strömt.
Anwendung: Vorlauf dient dem Reinigen des
Schweißbereichs und Hilft beim Zünden des Lichtbogens.
NACHLAUF [POST] - Falls der WIG Prozess akti-
viert ist (siehe Abschnitt 4-7), di e se n Regler ve r we nden, um die Zeitspanne einzustellen, in der das Gas
nach dem Ende des Schweißvorgangs noch
strömt.
AUTO NACHSTRÖMEN - Erzeugt für einen
gegebenen Schweißzyklus eine Na c hströmzeit vo n
1 Sekunde je 10 Ampere des
Spitzenschweißstroms. Das Auto-Nachströmen is
mindestens 8 Sekunden bzw. entsprechend der
max imal eingestellten Vorströmzeit aktiv.
Anwendung:
Der Nachfluss ist zum Abkühlen des Wo lframs und
der Schweißnaht erforderlich, und er verhindert eine
Verunreinigung von Wolfram und Schweißnaht
Wenn das Wolfram oder die Schweißnaht dunke
erscheinen, muss die Nachflusszeit erhöht werden
DIG - Falls der Stabelektrodenprozess aktiv ist (siehe Abschnitt 4-7), diesen Regler für die Einstellung der
DIG-Menge v erwenden. Bei der Einstellung 0 entspricht der Kurzschlussstrom bei geringer Lichtbogenspannung dem normalen Schweißstrom.
Wenn die Einstellung erhöht wird, erhöht sich die
Kurzschlussstromstärke bei niedriger Lichtbogenspannung.
Anwendung:
Der Regler hilft beim Zünden eines Lichtbogens
oder bei vertikalen Schweißarbeiten oder be
Schweißarbeiten über Kopf, indem die St r oms t är k e
bei geringer Lichtbogenspannung erhöht wird und
es vermindert das Anhaften der Elektrode beim
Schweißen.
GASSTRÖMEN [PURG] - Zum Aktivieren des
Gasventils und Starten der Gasströmfunktion die
Taste Gas/DIG für die gewünschte Zeitdauer
drücken. Zum Einstellen der Gasströmdauer
zwischen 1 und 50 Sekunden die Taste Gas/DIG
gedrückt halten und gleichzeitig den Codiererregler
drehen. 0 ist voreingestellt.
Wenn Gasströmen aktiv ist, erscheint [PURG] in
der linken Anzeige und die Gasströmzeit in der
rechten Anzeige.
Das Drücken einer beliebigen T aste beendet die Gasströmanzeige, das Gas strömt jedoch weiterhin, bis
die eingestellte Zeit abgelaufen ist.
Anwendung: Das Gasströmen dient dem Reinigen der Gasleitungen.
OM-216 869 Seite 41
Page 52

4-13. Ws-Wellenform (nur Dynasty Modelle)
4
3
2
5
1
1 Ws-Wellenform-Regler
Den Schalter drücken, bis die LED für die gewünschte
Funktion leuchtet.
2 Codiererregelung (Wert einstellen)
3 Amperemeter (zeigt Wert an)
Siehe Abschnitt 4-15 für sämtliche Ws-Wellenformpara-
meterbereiche.
EN Stromstärke [EN] - Nur bei Ws WIG zu verwenden,
um die negativen Elektrodenstromwert auszuwählen.
EP Stromstärke [EP] - N ur bei Ws WIG zu verwenden,
um den positiven Elektrodenstromwert auszuwählen.
Siehe Abschnitt 5-1 für die Einstellung derselben
Amplitudenregelung [ENEP].
Mit EN Stromstärke und EP Stromstärke kann der Bediener die Stromstärke separat in der negativen und positiven Zyklushälfte regeln. Zu Beginn ist ein Verhältnis
von EN zu EP von 1,5 bis 1 ein guter Wert. Dies sorgt
für die Reinigung, leitet aber mehr Energie in das Werkstück und führt zu einer schnelleren Arbeitsgeschwindigkeit und einem tieferen Eindringen.
4 Stromstärkenregler
Durchschnitts-Stromstärkenregelung: Die Einstel-
f
lung von EN Stromstärke, EP Stromstärke, Balance
und Frequenz ergibt eine Durchschnitts-Stromstärke.
Der Bediener kann die Durchschnitts-Stromstärke ändern, während er das Verhältnis zwischen EN Stromstärke und EP Stromstärke bei bestehender Balance
und Frequenz beibehält. Zum Ändern der Durchschnitts-Stromstärke die Stromstärke-Taste drücken
und die Codierer- Regelung drehen. Der sich ändernde
Durchschnittswert erscheint auf dem Amperemeter.
Beispiel: Wenn der EN Strom 300, der EP Strom 150,
die Balance 60% und die Frequenz 120 beträgt, liegt der
Durchschnittstrom bei 240 A. Wenn man die Stromstärke-Taste drückt und die Codierer-Regelung dreht,
bis 480 A angezeigt wird, liegt die EN Stromstärke bei
600 und die EP Stromstärke bei 300. Die Balance bleibt
bei 60% und die Frequenz bei 120. Das Verhältnis 2 zu
1 zwischen EN Strom und EP Strom bleibt erhalten.
Balance [BAL] - Die Ws Balance Regelung ist nur bei
Ws WIG aktiv, um den Prozentanteil der Zeit einzustellen, in der die Elektrode negativ ist. Regelungen von
rund 75% einstellen und dann justieren.
5 Voltmeter
Zeigt Kürzel oder ausgewählte Parameter an.
Anwendung:
Beim Schweißen von Oxid bildenden Materialien, wie
Aluminium oder Magnesium ist kein ausführliches Reinigen notwendig. Um einen gute Schweißnaht zu erzeugen ist lediglich ein geätzter Bereich von 0,10 in (2,5
mm) entlang der Nahtübergänge erforderlich.
Zur Steuerung der Breite des geätzten Bereichs die Ws
Balance benutzen.
Die Verbindungsform, die Einstellung, die Prozessvariablen sowie die Oxiddicke können die erforderliche Reglerstellung beeinflussen.
Ws Frequenz [FREQ] - Die Regelung zur Einstellung
der Ws Frequenz verwenden (Zyklen pro Sekunde).
Anwendung:
Die Ws Frequenzregelungen Steuern die Breite des
Lichtbogens und die Richtungssteuerung. Wenn die Ws
Frequenz sinkt, wird der Lichtbogen breiter und weniger
fokussiert, die Richtungssteuerung wird eingeschränkt.
Wenn die Ws Frequenz zunimmt, wird der Lichtbogen
schmäler und stärker fokussiert, die Richtungssteuerung wird verstärkt. Die Prozessgeschwindigkeit kann
zunehmen, wenn die Ws Frequenz steigt.
OM-216 869 Seite 42
Page 53

4-14. Speicher (Programmspeicherplätze 1-9)
)
d
s
,
e
t
s
t
,
n
c
r
d
n
-
tt
1
1.
2
2.
3.
1 Memory (Programmspeicher 1-9
Taster
2 Polaritätstaste (nur Dynasty)
3 Prozesstaster
Zum Erstellen, Änderung un
Abrufen eines Parameterprogramm
folgendermaßen vorgehen:
Zunächst die Speichertaste drücken
bis der gewünscht
Programmspeicherplatz (1-9) angezeig
wird.
Dann die Polaritätstaste drücken, bi
die gewünschte Polarität eingestellt is
und die Ws oder Gs LED leuchtet.
Drittens, den Prozesstaster drücken
bis die LED für den gewünschte
Prozess, TIG HF Impuls, TIG Lift Ar
oder Elektrode, leuchtet.
Das Pr ogramm im gewählten Speiche
mit der entsprechenden Polarität un
dem gewünschten Prozess ist nu
das aktive Programm.
Viertens, die jeweiligen Parameter än
dern oder einstellen (siehe Abschni
4-15 zu den Paramtern).
3
Polaritäts- und Ws-Wellenformregelungen sind nur bei Dynasty Modellen verfügbar.
WIG (HF oder Lift)
Ws
Speicherplätze
1−9
Bei Dynasty Modellen kann jeder Speicherplatz (1 bis 9) Parameter für
beide Polaritäten (Ws und Gs) enthalten und unter jeder Polarität könne
Parameter für beide Prozesse (WIG und Stabelektrodenschweißen)
abgelegt werden. Dies ergibt 36 Programme.
und
Gs
und
E-Hand
WIG (HF oder Lift)
und
E-Hand
Speicherplätze
1−9
Gs
Bei Maxstar Modellen können unter jedem Speicherplatz (1 bis 9) Parameter
für beide Prozesse (WIG und Stabelektrodenschweißen) für insgesamt
18 Programme abgelegt werden.
WIG (HF oder Lift)
und
E-Hand
OM-216 869 Seite 43
Page 54

4-15. Ab Werk voreingestellte Parameter, Bereiche und Auflösung für 350 Modelle
Parameter Voreinstellung Bereich und Auflösung
MEMORY 1 1−9
(NUR DYNASTY) POLARITÄT Ws Ws / Gs
SCHWEIßVERFAHREN WIG HF Impuls WIG HF Impuls / TIG Lift / Schweißelektrode
AUSGANG
**RMT 2T
A HAUPT / SPITZE
(NUR DYNASTY) WS WIG
(NUR DYNASTY) WS ELEKTRODE
GS WIG
GS ELEKTRODE
*Punkt
*Punktzeit
**Schweiß-Zeit
IMPULSGEBER
PPS
RMT STD
2T
150 A
110 A
150 A
110 A
AUS
0 T
0T
Aus
100 Hz
RMT STD / RMT 2T / AN
RMT 2T kann neu konfiguriert w erden für: 2T / 3T / 4T /
Minilogik / 4T Momentary (siehe Abschnitt 5-3)
5 − 350 Ampere
5 − 350 Ampere
5 − 350 Ampere
5 − 350 Ampere
AN/AUS
0 − 999 Sekunden
0 − 999 Sekunden
AN / AUS
GS: 0,1 - 5000 PPS
WS: 0,1 − 500 PPS
SPITZE t
BKGND A
SEQUENZER
START A
**Startzeit
STARTANSTIEG t
SCHLUSSANSTIEG t
SCHLUSS A
**Endzeit
EINSTELLEN
GASVORSTRÖMEN
NACHSTRÖMEN
DIG
(NUR DYNASTY) WS WELLENFORM
*Wellenform
EN Strom
EP Strom
BALANCE
FREQUENZ
EN/EP
*WIG Startparameter für jedes Programm (1-9)
GS:
*Wolframelektrode
***Polarität (nur Dynasty)
***Stromstärke
***Zeit
***Anfangs−Stromanstiegszeit
***Voreinstellung Mindest−Amperezahl
WS: (nur Dynasty)
*Wolframelektrode
***Polarität
***Stromstärke
***Zeit
***Anfangs−Stromanstiegszeit
***Voreinstellung Mindest−Amperezahl
* Parameter lediglich mit einer erweiterten Funktionskonfiguration justiert (Siehe Abschnitt 5).
** Nur bei der Automatikoption verwendete Parameter.
*** Einstellmöglichkeit für Parameter nur bei Auswahl „GEN“ in der Anzeige. (siehe Abschnitt 5-2).
40%
25%
20 A
0 T
0 T
0 T
5 A
0 T
0,2 T
Auto
30%
Abgerundetes Recht-
eck
150A
150A
75%
120 Hz
Unabhängig
.094
EN
60 A
25 ms
7 ms
5 A
.094
EP
130 A
20 ms
2 ms
5 A
5 − 95 Prozent
5 − 95 Prozent
5 − 350 Ampere
0,0 − 25,0 Sekunden
0,0 − 50,0 Sekunden
0,0 − 50,0 Sekunden
5 − 350 Ampere
0,0 − 25,0 Sekunden
0,0 − 25,0 Sekunden
Auto 1 − 50 Sekunden
0 − 100 Prozent
Abgerundetes Rechteck, vorlaufendes Rechteck,
Sinus, Sägezahn
5 - 350 Ampere
5 - 350 Ampere
30 − 99 Prozent
20 − 400 Hertz
Identisch/Unabhängig
GEN, .020, .040, .062, .094, .125, .156, .187
EP / EN
5 − 200 Ampere
1 − 200 Millisekunden
0 − 250 Millisekunden
5 − 25 Ampere
GEN, .020, .040, .062, .094, .125, .156, .187
EP / EN
5 − 200 Ampere
1 − 200 Millisekunden
0 − 250 Millisekunden
5 − 25 Ampere
OM-216 869 Seite 44
Page 55

4-16. Ab Werk voreingestellte Parameter, Bereiche und Auflösung für 700 Modelle
Parameter Voreinstellung Bereich und Auflösung
MEMORY 1 1−9
(NUR DYNASTY) POLARITÄT Ws Ws / Gs
SCHWEIßVERFAHREN WIG HF Impuls WIG HF Impuls / TIG Lift / Schweißelektrode
AUSGANG
**RMT 2T
A HAUPT / SPITZE
(NUR DYNASTY) WS WIG
(NUR DYNASTY) WS SCHWEISSELEKTRODE
GS WIG
GS ELEKTRODE
*Punkt
Punktzeit
**Schweiß-Zeit
IMPULSGEBER
PPS
RMT STD
2T
500 A
110 A
500 A
110 A
Aus
0 T
0T
Aus
100 Hz
RMT STD / RMT 2T / AN
RMT 2T kann neu konfiguriert werden für: 2T / 3 T / 4T / M inilogik / 4T Momentary / Punkt (siehe Abschnitt 5-3)
5 − 700 Ampere
5 − 700 Ampere
5 − 700 Ampere
5 − 700 Ampere
An /Aus
0,0 − 999 Sekunden
0,0 − 999 Sekunden
AN / AUS
GS: 0,1 − 5000 PPS
WS: 0,1 − 500 PPS
SPITZE t
BKGND A
SEQUENZER
START A
**Startzeit
STARTANSTIEG t
SCHLUSSANSTIEG t
SCHLUSS A
**Endzeit
EINSTELLEN
GASVORSTRÖMEN
NACHSTRÖMEN
DIG
(NUR DYNASTY) WS WELLENFORM
*Wellenform
EN Strom
EP Strom
BALANCE
FREQUENZ
*EN/EP
*WIG Startparameter für jedes Programm (1-9)
GS:
*Wolframelektrode
***Polarität (nur Dynasty)
***Stromstärke
***Zeit
***Anfangs−Stromanstiegszeit
***Voreinstellung Mindest−
Amperezahl
WS: (nur Dynasty)
*Wolframelektrode
***Polarität
***Stromstärke
***Zeit
***Anfangs−Stromanstiegszeit
***Voreinstellung Mindest−
Amperezahl
* Parameter lediglich mit einer erweiterten Funktionskonfiguration justiert (Siehe Abschnitt 5).
** Nur bei der Automatikoption verwendete Parameter.
*** Einstellmöglichkeit für Parameter nur bei Auswahl „GEN“ in der Anzeige. (siehe Abschnitt 5-2).
Abgerundetes Rechteck
40%
25%
20 A
0 T
0 T
0 T
5 A
0 T
0,2 T
Auto
30%
500A
500A
75%
120 Hz
Unabhängig
.094
EN
60 A
25 ms
7 ms
5 A
.094
EP
130 A
20 ms
2 ms
5 A
5 − 95 Prozent
5 − 95 Prozent
5 − 700 Ampere
0,0 − 25,0 Sekunden
0,0 − 50,0 Sekunden
0,0 − 50,0 Sekunden
5 − 700 Ampere
0,0 − 25,0 Sekunden
0,0 − 25,0 Sekunden
Auto 1 − 50,0 Sekunden bei 1 Sekunde Auflösung
0 − 100 Prozent
Abgerundetes Rechteck, vorlaufendes Rechteck,
Sinus, Sägezahn
5 - 700 Ampere
5 - 700 Ampere
30 − 99 Prozent
20 − 400 Hertz
Identisch/Unabhängig
GEN, .020, .040, .062, .094, .125, .156, .187
EP / EN
5 − 200 Ampere
1 − 200 Millisekunden
0 − 250 Millisekunden
5 − 25 Ampere
GEN, .020, .040, .062, .094, .125, .156, .187
EP / EN
5 − 200 Ampere
1 − 200
0 − 250 Millisekunden
5 − 25 Ampere
OM-216 869 Seite 45
Page 56

4-17. Das Gerät auf die werksseitige Voreinstellung zurückstellen
1 Prozesstaster
2 Ausgangstaste
3 Gas/DIG Taste
4 Ein-/Aus-Schalter
Zum Z ur ückse tze n d e s akt ive n Speiche r,
der Polarität und des Prozesses
auf die Werksteinstellungen muss die
Verriegelungsfunktion ausgeschaltet
sein (siehe Abschnitt 5-9). Das Gerät
einschalten und dann die Tasten für
Prozess, Ausgang und Gas/DIG
gedrückt halten. Die Messgeräte des
Geräts werden zurückgesetzt.
4
1
2
4-18. Anzeige der Softwareversion
3
V
Rückwand
1 Ein-/Aus-Schalter
2 Prozesstaster
Um auf die Softwarekennzahlen
zuzugreifen das Gerät einschalten
und die Prozess-Taste gedrückt
halten, bis die Gerätebezeichnung
erscheint. Zunächst erscheint zwei
Sekunden lang [SOFT][NUM],
dann fünf Sekunden lang die Softwarenummer.
2 Rückwand
OM-216 869 Seite 46
1
V
Page 57

4-19. Anzeige für Lichtbogen-Timer/Zähler
3/4
1234
1
Stunde
1
f
1 Ausgangs- u n d
Stromstärkensteuerung
2 Ein-/Aus-Schalter
Zur Anzeige des Lichtbogen-Timers/
Zählers das Gerät einschalten, die Tasten
für die Stromstärkeregelung und den
Ausgang gedrückt halten, bis die
Maschinenbezeic hnung auf den Messgeräten erscheint.
Und
3 Anzeige für Lichtbogen-Timer
Die Lichtbogenzeit wird 5 Sekunden lang
angezeigt in der Form [0-9999][Stunden]
dann [0-59][Min].
2
V
Rückwand
4 Lichtbogenzähler
Anschließend wird 5 Sekunden lang der
Lichtbogenzähler angezeigt als [0cy] bis
[9999][99cy].
OM-216 869 Seite 47
Page 58

ABSCHNITT 5 − ERWEITERTE FUNKTIONEN
5-1. Zugriff auf erweiterte Funktionen
3
1
1 Stromstärketaste
2 Gas/Dig
3 Codier-Regler
Um auf die erweiterten Funktionen zuzu−
greifen die Taste Stromstärke (A) gedrückt
halten und die Taste Gas/Dig drücken. Zum
Wechseln zwischen den erweiterten Funktionen die Taste Gas/Dig drücken und wieder loslassen. Der Codiererregler dient
dem Ändern der Parameter der einzelnen
Funktionen.
Erweiterte Funktionen:
• Programmierbare WIG Startparameter
(siehe Abschnitt 5-2) − Stromstärke, Zeit
und Polarität können eingestellt werden,
um das Gerät an verschiedene Wolframelektroden anzupassen.
• Ferngesteuerte Halte- und Auslöserfunktionen am Ausgang (siehe Abschnitt
5-3) − Zur Neukonfiguration von RMT 2T
Hold für 3T, 4T Momentary oder Minilogik
• WS W ellenformauswahl, nur bei Dynasty
Modellen (siehe Abschnitt 5-4) − Ermö−
2
glicht das Einstellen einer abgerundeten,
sinusförmigen, sägezahnförmigen oder
erweiterten WS-Wellenform für jeden
Speicherplatz.
• Unabhängige Amplitudenauswahl nur
bei Dynasty Modellen (siehe Abschnitt
5-5) − Ermöglicht die Einstellung der Amplitude der WS-Wellenform gleichmäßig für
die positive und die negative Hälfte des
Schweißzyklus oder die Erstellung unabhängiger Einstellungen.
• Punkt aktivieren (siehe Abschnitt 5-6) −
Ermöglicht das Einschalten der
Punktfunktion, die für alle Programme
zur Verfügung steht.
• Auswahl der Leerlaufspannung für die
Elektrode (siehe Abschnitt 5-7) − Ermöglicht die Auswahl einer niedrigen oder
normalen Leerlaufspannung.
• Auswahl der Kontrollfunktion für das
Festkleben der Elektrode (siehe Abschnitt 5-8). Ist die Kontrollfunktion eingeschaltet und die Stabelektrode klebt
fest, so wird der Schweißstrom abgeschaltet. Damit kann versucht werden,
f
die Elektrode für eine spätere Wiederverwendung zu erhalten.
• Verriegelungsfunktionen (siehe
Abschnitt 5-9 ) − Ermöglicht das Ein- und
Aus−schalten der Verriegelungsfunktion
und das Einstellen der
Verriegelungsschwelle.
• Messgeräteanzeigen (siehe Abschnitt
5-10) – Ermöglicht das Einstellen der
Messgeräte auf Anzeige von Schweißspannung und −stromstärke bzw. auf
leere Anzeige beim Impulsschweißen.
Beim WSG−Impulsschweißen mit
Gleichstrom kann hier auch die Ampere−
Voreinstellung für die Spitzen− oder
Durchschnittsstromstärke ausgewählt
werden.
• Kalibrierung der DC-Anzeige
(siehe Abschnitt 5-11) − Ermöglicht
die Kalibrierung der DC-Anzeige
für Spannung/Stromstärke.
Zum Verlassen der erweiterten Funktionen
die Stromstärke (A) Taste gedrückt halten
und dann die Taste Gas/Dig drücken.
OM-216 869 Seite 48
Page 59

5-2. Programmierbare WIG Startparameter
Jede Speicher- und Polaritätsauswahl umfasst eigene programmierbare Parameter.
A. Auswahl Wolfram
3
2
Strom (A)
Startzeit
TUNG
Startstromstärke
Start-Stromanstiegszeit
.094
1
Vorgewählte Mindeststromstärke
1 Stromstärketaste
2 Codier-Regler
3 Amperemeter
Voreinstellung WIG Startparameter
Mit der Einstell-Steuerung wählen Sie einen
der folgenden Werte für Wolframelektrodendurchmesser: .020, .040, .062 (1/16
Zoll), .094 (3/32 Zoll) oder .125 (1/8 Zoll),
.156 (5/32 Zoll), .187 (3/16 Zoll), [.250 (1/4
Zoll) nur für Modelle 700] (.094 ist der Standardwert). Wenn einer der aufgeführten
Wolframelektrodendurchmesser ausgewählt wird, werden die folgenden WIG
Startparameter voreingestellt: Strom (A),
Startzeit, Start-Stromanstiegszeit und
vorgewählter Mindeststrom (A). Es gibt verschiedene Parameter-Sätze für Ws und Gs
(Auswahl der Polarität siehe C). Falls erforderlich oder gewünscht, die WIG-Startparameter manuell einzustellen, drehen Sie
den Einstellregler, bis [GEn] auf dem
Amperemeter angezeigt wird (siehe Abschnitt B).
OM-216 869 Seite 49
Page 60

B. Auswahl GEN
TUNG
GEN
1 Codier-Regler
2
1
3
2 Amperemeter
3 Stromstärketaste
Wenn [GEn] ausgewählt und auf
dem Amperemeter angezeigt wird,
sind die WIG-Startparameter
für .094 Wolframelektroden die
Standardeinstellungen und für
Ws Polarität nachstehende Einstellungen: Startpolarität = EP,
Start-Amperezahl = 120 A,
Startzeit = 20 ms, StartAnstiegszeit =10 ms, voreingestellte Mindest-Ampere = 5 A.
Für Gs-Polarität sind es: Startpolarität = EN, Start-Amperezahl =
60 A, Startzeit = 1 ms, StartAnstiegszeit = 40 ms, voreingestellte Mindest-Ampere = 5 A.
Diese Parameter können manuell
geändert werden durch Drücken
des Ampere-Schalters zum
Schalten durch die einstellbaren
Parameter. Für die Änderung der
Parameter siehe Abschnitte C, D,
E, F und G.
Strom (A)
Strom (A)
Startzeit
Startstromstärke
120 Ampere
20 ms
Start Amperage
60 Amps
GEN Standard Ws WIG Startparameter Beziehungen
Vorgewählte Mindeststromstärke
5 Ampere
Start-Stromanstiegszeit
10 ms
GEN Standard Gs WIG Startparameter Beziehungen
OM-216 869 Seite 50
Startzeit
1 ms
Vorgewählte Mindeststromstärke
5 Ampere
Start-Stromanstiegszeit
40 ms
Page 61
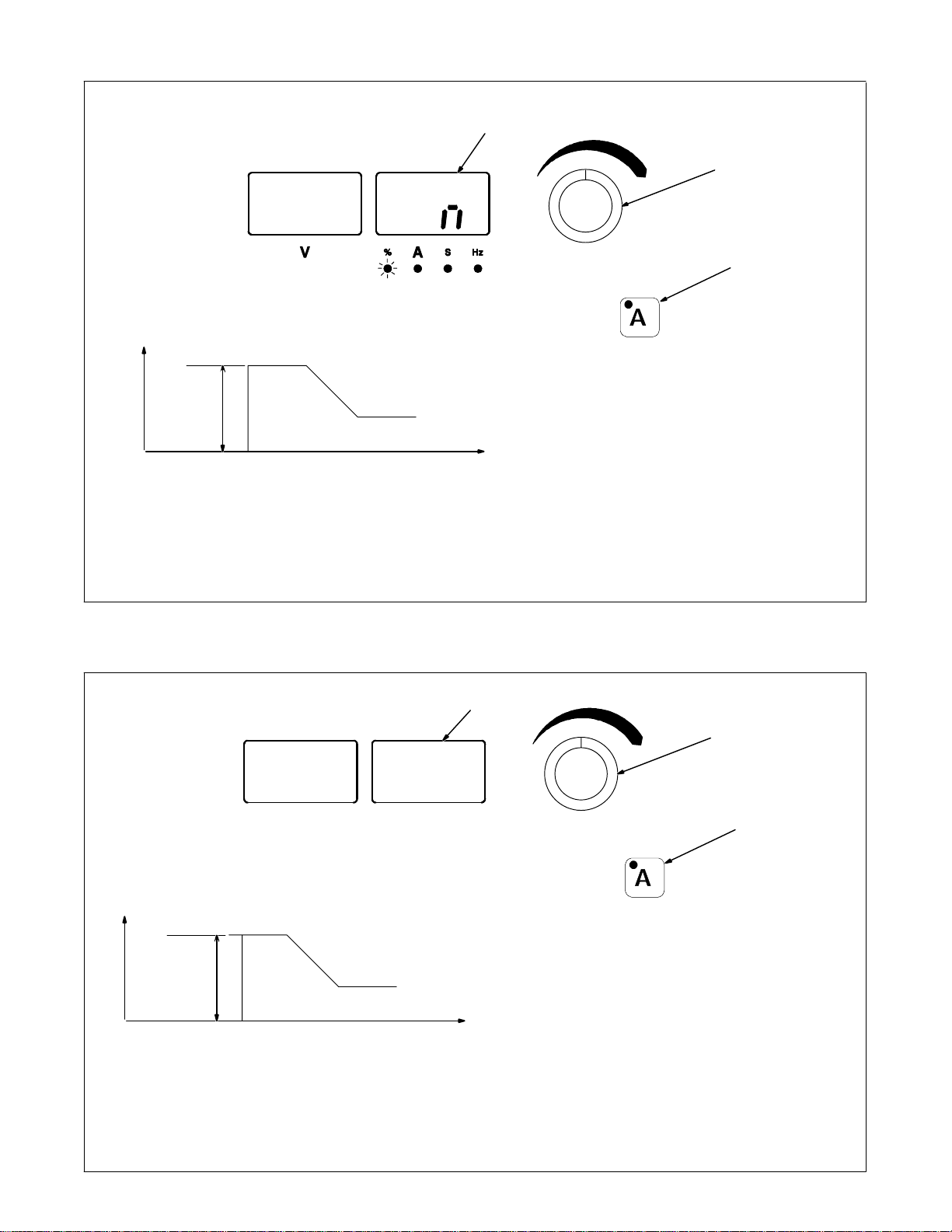
C. Ändern der programmierbaren WIG-Startpolarität
3
2
Pol
Strom (A)
Start
Polarität
1 Stromstärketaste
2 Codier-Regler
3 Amperemeter
Zum Einstellen der WIG-Startpolarität
wie folgt vorgehen:
D. Ändern der programmierbaren WIG-Startstromstärke
Stromstärketaste drücken. Die TastenLED geht an und die Messung % LED geht
an. Die aktuelle Startpolarität [SEL] [E−]
bzw. [SEL][EP] erscheint auf den
Messgeräten und kann eingestellt werden
E
1
(siehe Abschnitt 4-15), indem man den
Einstellregler dreht.
Zum Ändern des Start-Stroms gehen
Sie vor wie in Abschnitt D.
STRT
Strom (A)
Start
stromstärke
1 Stromstärketaste
2 Codier-Regler
3 Amperemeter
Zum Einstellen der WIG-Start-Amperezahl
wie folgt vorgehen:
3
20a
Ampere-Schalter drücken. LEDs des
Schalters gehen an und LED Messwert A
geht an. Die aktuelle Start-Amperezahl
wird auf dem Amperemeter angezeigt
und kann eingestellt werden (siehe
2
1
Abschnitt 4-15) durch Drehen des
Einstellreglers.
Zum Ändern der Startzeit siehe
Abschnitt E.
OM-216 869 Seite 51
Page 62
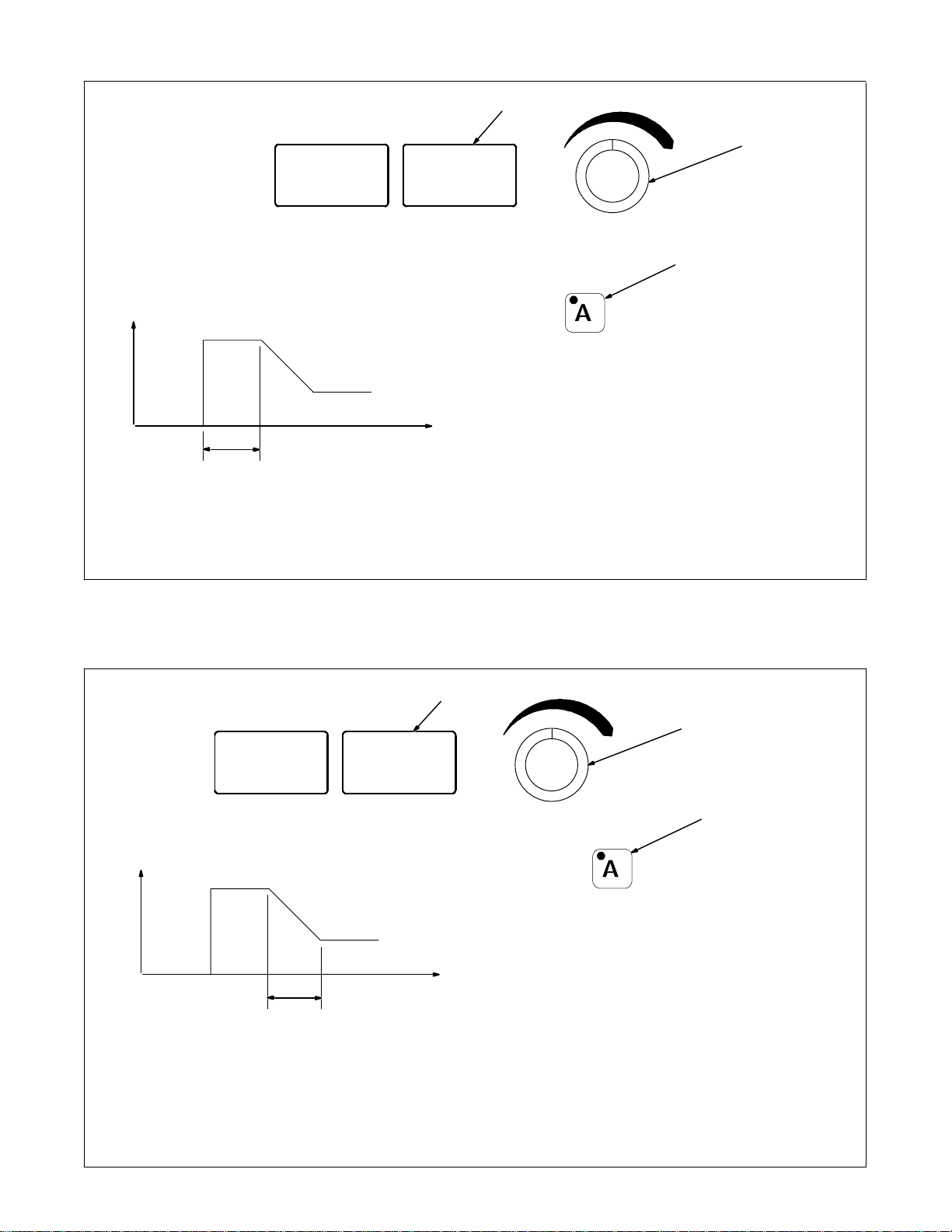
E. Ändern der programmierbaren Startzeit
TIME
Strom (A)
Startzeit
10
3
2
m
1
1 Stromstärketaste
2 Codier-Regler
3 Amperemeter
F. Ändern der Start-Anstiegszeit
Sslp
Strom (A)
Zum Einstellen der programmierbaren
Startzeit wi e f o l g t v o r g e h e n :
Stromstärketaste drücken und die
Messwert S LED geht an. Die aktuelle
Startzeit wird in Millisekunden auf dem
20
Amperemeter angezeigt und kann
eingestellt werden, indem man den
Einstellregler dreht (siehe Abschnitt 4-15).
Zum Ändern der Start-Anstiegszeit gehen
Sie zu Abschnitt F.
3
2
m
1
Start-Stromanstiegszeit
1 Stromstärketaste
2 Codier-Regler
3 Amperemeter
Zum Einstellen der Start-Anstiegszeit
wie folgt vorgehen:
OM-216 869 Seite 52
Ampere-Schalter drücken. LED für den
Schalter geht an und LED für den
Messwert S geht an. Die Start-Anstiegszeit
wird n Millisekunden auf dem Amperemeter
angezeigt und kann eingestellt werden
(siehe Abschnitt 4-15) durch Drehen des
Einstellreglers.
Zum Ändern der voreingestellten
Mindest-Amperezahl gehen Sie zu
Abschnitt G.
Page 63

G. Ändern der voreingestellten Ampere-Mindestzahl
3
2
PMin
Strom (A)
1 Stromstärketaste
2 Codier-Regler
3 Amperemeter
Zum Einstellen der voreingestellten
Ampere-Mindestzahl wie folgt vorgehen:
Ampereschalter drücken. Die LED
5a
Vorgewählte Mindeststromstärke
für den Schalter geht an und die LED für
Messwert A geht an. Der voreingestellte
Mindest-Amperewert wird auf dem
Amperemeter angezeigt und kann
eingestellt werden (siehe Abschnitt 4-15)
durch Drehen des Einstellreglers.
Der voreingestellte Mindest-Amperewert
kann unabhängig für Ws und Gs
1
eingestellt werden.
Der als voreingestellter Mindest-
Amperewert ausgewählte
Amperewert ist der
Mindest-Amperewert, den die
Maschine entweder in Ws oder Gs
liefern wird.
OM-216 869 Seite 53
Page 64
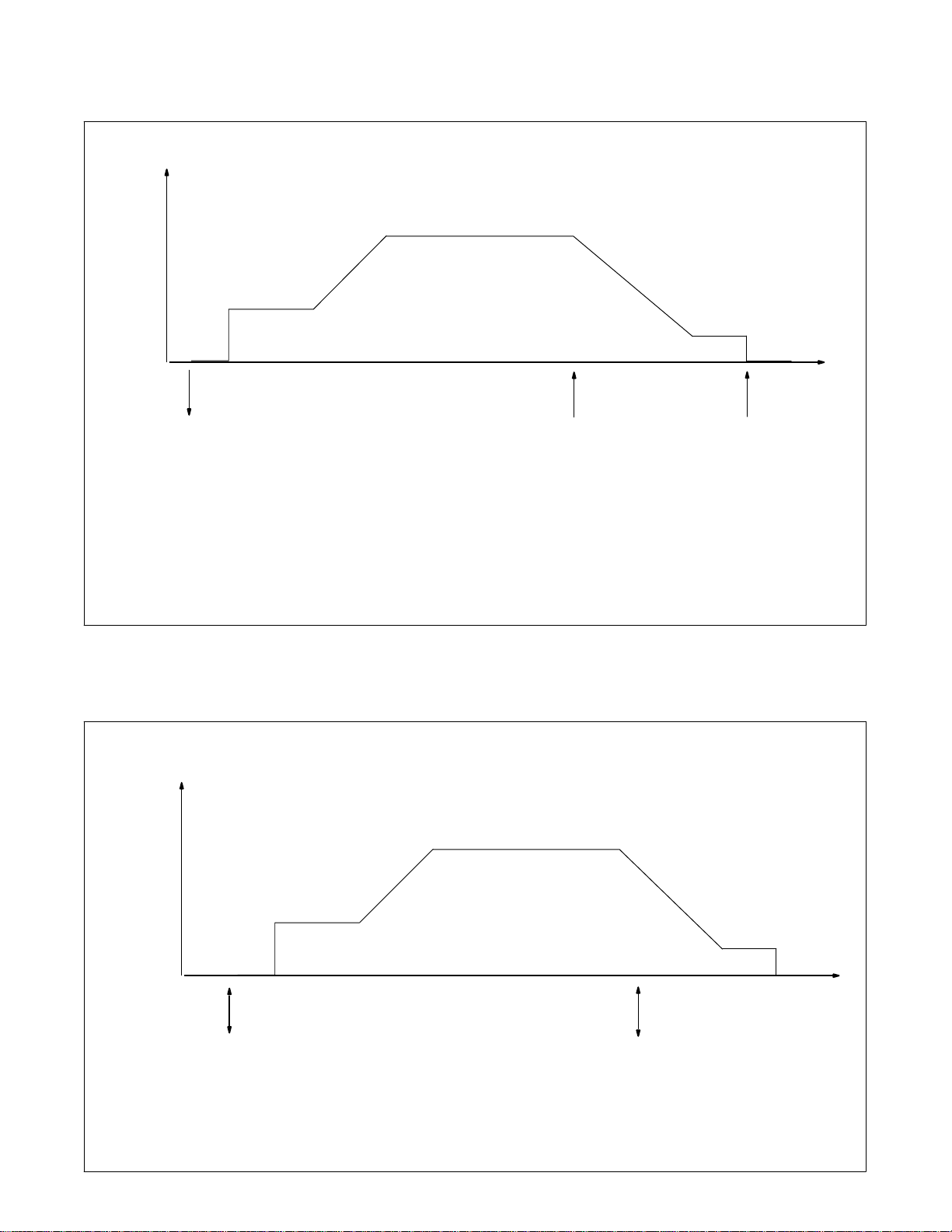
5-3. Steuerungs- und Auslösefunktionen am Ausgang
A. Ferngesteuerter (Standard-) Schweißbrennerauslösebetrieb
B. Betrieb des 2T-Fernbedienungstasters
Strom (A)
Hauptstromstärke
Stromanstiegszeit
Anfangsstromstärke
Gasvorströmen
P/H
Gehaltener Schalter Fuß oder Finger
P/H = Abzug drücken und halten
R = Abzug loslassen.
R
Wenn eine Fuß- oder Finger-Stromfernsteuerung an die Schweißstromquelle angeschlossen ist,
werden Anfangsstromstärke, Anfangsanstieg, Schlussanstieg und Schlussstromstärke über die Fernsteuerung geregelt.
Ablaufzeit
Endstromstärke
Gasnachströmen
R
Fernsteuerung
P/R = Abzug drücken und loslassen. HINWEIS:
Strom (A)
Stromanstiegszeit
Anfangsstromstärke
Gasvorströmen
P/R
Falls der Schweißbrennerabzug länger als 3 Sekunden lang gedrückt gehalten wird,
kehrt das Gerät zurück in den RMT STD (Standard-Fernsteuerungs-) Modus.
Hauptstromstärke
Ablaufzeit
Endstromstärke
Gasnachströmen
P/R
OM-216 869 Seite 54
Page 65

C. 3T Methode mit speziellem Auslöser
Strom (A)
A B CD
Gasvorströmen
RMT 3T
Betrieb des Fernsteuerungsabzugs
*
*
Anfangsstromstärke
/Stromanstiegszeit
*
Hauptstromstärke
1
2
=3T
*
*
Ablaufzeit
*
*
E
/Endstromstärke
Gasnachströmen
* Der Lichtbogen kann jederzeit durch ein kurzes Drücken des Start- und Stoppschalters oder durch das Anheben
des Schweißbrenners und Unterbrechen des Lichtbogens ausgemacht werden.
1 3T (Betrieb mit speziellem Auslöser)
Für die Neukonfiguration auf 3T ist ein
Sequenzer erforderlich.
3T erfordert eine spezielle Fernsteuerung
mit zwei unabhängigen MomentaryKontakt-Schaltern. Einer wird als Start-
schalter bezeichnet. Er wird zwischen
Fernbedienung 14 und den Steckerpins A
und B angeschlossen. Der zweite wird als
Endschalter bezeichnet. Er wird zwischen
Fernbedienung 14 und den Steckerpins D
und E angeschlossen.
2 Codier-Regler
Zur Auswahl von 3T den Codiererregler
drehen.
Definitionen:
Anfangsanstiegswert ist der Wert der
Stromstärkenänderung, der sich ergibt aus
der Anfangsstromstärke, der Anfangsanstiegszeit und der Hauptstromstärke.
Schlussanstiegswert ist der Wert der
Stromstärkenänderung, der sich ergibt aus
der Hauptstromstärke, der Schlussanstiegszeit
und der Schlussstromstärke.
Bedienung:
A. Den Startschalter eine 3/4 Sekunde lang
drücken und wieder loslassen, um den
Schutzgasstrom zu starten. Um die
Vorströmsequenz vor Ablauf der
Vorströmzeit (25 Sekunden) zu unterbrechen den Stoppschalter kurz drücken.
Der V orström-Timer stellt sich zurück und
die Schweißsequenz kann erneut gestartet
werden.
Falls vor Ablauf der Vorströmzeit der
Startschalter nicht erneut betätigt wird,
stoppt der Gasstrom, der Timer wird
zurückgesetzt und der Startschalter
muss erneut kurz gedrückt werden, um
die Schweißsequenz erneut zu starten.
B. Den Startschalter betätigen, um den
Lichtbogen bei Anfangsstromstärke zu
zünden. Durch das halten des Schalters
wird die Stromstärke um den Anfangs−
anstiegswert erhöht (Schalter loslassen,
um bei der gewünschten Stromstärke zu
schweißen).
C. Wenn der Hauptstromstärkenwert
erreicht ist, kann der Startschalter
losgelassen werden.
D. Den Stoppschalter gedrückt halten, um
die Stromstärke um den Schlussanstiegswert zu vermindern (Schalter loslassen,
um bei der gewünschten Stromstärke zu
schweißen).
E. Wenn die Schlussstromstärke erreicht ist,
erlischt der Li chtbogen und das Schutzgas
strömt n oc h so lange, w ie am Nachströmreg ler eingestellt.
Anwendung:
Mit zwei Fernbedienungsschalter anstatt der
Potentiometer hat man mit 3T die Möglichkeit, die Stromstärke innerhalb des Bereichs,
der sich durch Anfangs-, Haupt- und
Endstrom ergibt, beliebig zu erhöhen,
vermindern, zu unterbrechen oder zu halten.
OM-216 869 Seite 55
Page 66

D. 4T Methode mit speziellem Auslöser
E. Mini Logic Steuerung
2
=
4T
1 4T (Betrieb mit speziellem Auslöser)
2 Codier-Regler
Zum Auswählen von 4T den Codiererregler drehen.
Abfolge wie in der Abbildung dargestellt.
Bei 4T kann man zwischen dem Schweißstrom und dem
Schlussstrom hin und her wechseln.
RMT
1
4T
Wenn ein Fernbedienungsschalter an die Schweißstrom-
quelle angeschlossen ist, diesen Fernbedienungsschalter zur
Regelung des Schweißzyklus verwenden. Die Stromstär-
Strom (A)
Abfolge des Schweißzyklus
Hauptstromstärke
Stromanstiegszeit
Anfangsstromstärke
Gasvorströmen
P/H R
P/H = Abzug drücken und halten; R = Abzug loslassen; P/R = Abzug drücken und innerhalb einer 3/4 Sekunde loslassen
P/R
P/R
Ablaufzeit
P/H R
ke wird von der Schweißstromquelle geregelt.
Anwendung:
Verwenden Sie die 4T-Brennersteuerung, wenn die Funktionen
einer Stromstärken wahl benötigt wird und dies vom Brennertaster
aus angesteuert werden soll.
Endstromstärke
Gasnachströmen
RMT
Stromanstiegszeit
Anfangsstromstärke
Gasvorströmen
4TL
*
1
Abfolge des Schweißzyklus
Hauptstromstärke
*
2
=
Mini Logic
*
1 Mini Logic Messgeräteanzeige
2 Codier-Regler
Zum Auswählen von Minilogik den Codiererregler drehen.
Abfolge wie in der Abbildung dargestellt.
Minilogik ermöglicht es, zwischen dem Anfangsanstieg oder
Hauptstrom und dem Anfangsstrom zu wechseln. Der
Schlussstrom ist nicht verfügbar. Der Schlussanstieg führt immer zur Mindeststromstärke zurück und beendet den Zyklus.
Wenn ein Fernbedienungsschalter an die Schweißstrom-
quelle angeschlossen ist, diesen Fernbedienungsschalter
zur Regelung des Schw eißzyklus verwenden. Die Stromstärke wird von der Schweißstromquelle geregelt.
Anwendung: Durch diese Möglichkeit der Änderung der
Schweißstromstärke entweder ohne Anstiegszeit oder
ohne Abfallzeit kann der Bediener den SZW ohne Lichtbogenunterbrechung zuführen.
Ablaufzeit
*
Gasnachströmen
P/H R
P/H = Abzug drücken und halten; R = Abzug loslassen; P/R = Abzug drücken und innerhalb einer 3/4 Sekunde loslassen
* = Der Lichtbogen kann jederzeit durch das Drücken und Halten des Abzugs beim Schlussanstiegswert beendet werden
OM-216 869 Seite 56
P/R P/R P/R
P/R P/R P/H
Page 67

F. 4T Momentary-Betrieb
1
RMT
Strom (A)
Gasvorströmen
P/R
P/R = Abzug drücken und loslassen; * = Drücken und Loslassen während des Schlussanstiegs unterbricht den Lichtbogen
und leitet das Nachströmen ein
4TE
Stromanstiegszeit
Anfangsstromstärke
P/R P/R
2
4T Momentary Haupt
=
Hauptstromstärke
1 4T Momentary Messwertanzeige
2 Codier-Regler
Zum Auswählen von 4T Momentary den Codiererregler drehen.
4T Momentary-Abfolge wie in der Abbildung dargestellt.
Wenn ein Fernbedienungsschalter an die Schweiß-
stromquelle angeschlossen ist, diesen Fernbedienungsschalter zur Regelung des Schweißzyklus ver wenden. Die
Stromstärke wird von der Schweißstromquelle geregelt.
Anwendung:
Verwenden Sie die 4T Momentary-Brennersteuerung, wenn
die Funktionen einer Stromstärkenwahl benötigt wird und
dies vom Brennertaster aus angesteuert werden soll.
Ablaufzeit
Endstromstärke
*
P/R
P/R
Zunächst den Abzug drücken und loslassen, falls der Abzug länger als 3 Sekunden gehalten wird, wird der Abzugzyklus
beendet
Gasnachströmen
OM-216 869 Seite 57
Page 68

G. Abzug An-Betrieb
Spannung (V)
2 Sek
Strom (A)
EIN
Strom (A)
Berührungsstrom
Stabelektrode berühren
Elektrode
Anfangsstromstärke
Stabelektrode
Anheben
Hauptstrom
Stromanstiegszeit
Stabelektrode anheben
Elektrode
*Ablaufzeit
*Endstromstärke
Wolframelektrode
berühren
*Wird aktiviert wenn Punktzeit an ist.
OM-216 869 Seite 58
Wolframelektrode anheben
Leicht
Wolframelektrode anheben
Page 69

5-4. WS-Wellenformauswahl (nur Dynasty Modelle)
2
1
1
Ws
= Vorlaufende Rechteckwelle
= Abgerundete Rechteckwelle
Abgerundet
1 Speichertaste
Für jeden Speicherplatz können vier
Wellenformen ausgewählt werden.
2 Codierer
Den Codierer für jeden der neun Speicher-
plätze verwenden, um auszuwählen
zwischen vorlaufender Rechteckwelle
[ADVS], abgerundeter Rechteckwelle
[SOFT] (Voreinstellung), Sinuswelle [Sine]
= Sinuswelle = Sägezahnwelle
oder Sägezahnwelle [TRI].
Bei normalem Betrieb und ausgewähl-
ter EN oder EP Stromstärke zeigt der
linke Parameterbildschirm zur Erinnerung die aktive Wellenform [ADVS],,
[Soft] [Sine], oder [TRI] sowie die unab-
hängige Amplitudenauswahl an (siehe
Abschnitt 5-5).
Anwendung: Eine vorlaufende Rechteckwelle verwenden, wenn ein fokussierterer
Lichtbogen für bessere Richtungsregelung
benötigt wird. Eine abgerundete Rechteckwelle verwenden, wenn ein abgerundeter
Lichtbogen und ein flüssigeres Schweißbad gewünscht werdeb. Die Sinuswelle zur
Simulation einer herkömmlichen Stromquelle
verwenden. Eine Sägezahnwelle verwenden,
wenn die Wirkung eines Spitzenstroms mit
verminderter Gesamthitzezufuhr dazu dienen
soll, die Verzerrung dünner Materialien zu
begrenzen.
OM-216 869 Seite 59
Page 70

5-5. Unabhängige Amplitudenauswahl
ENEP
Identisch
5-6. Punkt Aktivieren
2
Punkt
Aus
2
1
1 Codier-Regler
2 Amperemeter-Parameter-
Auswahl
Zum Wechseln zwischen identischer
[Same] und unabhängiger [INDP] Am plitudeneinstellung den Codiererregler
1
drehen.
Anwendung: Identisch verwenden,
wenn es wünschenswert ist, für beide
Zyklushälften Elektrode Negativ (EN)
und Elektrode Positiv (EP) die gleiche
Stromstärke zu nutzen. Unabhängig
verwenden, wenn für jede Hälfte des
Schweißzyklus unterschiedliche
Stromstärken benutzt werden sollen,
um die Reinigung besser steuern zu
können und die Lebensdauer der Wolframelektrode zu verlängern
(siehe Abschnitt 4-13).
1 Codierer
2 Amperemeter-Parameter-
Auswahl
3 Stromstärketaste
Codiererregler drehen, um Punkt
ein- und auszuschalten. Sobald die
Punktfunktion eingeschaltet ist,
Einstellungen verlassen, den Stromstärkeregler zweimal drücken und den
Codiererregler drehen, um die Punktzeit einzustellen. Die Punktzeit ist für
jedes Programm auf null voreinges tellt.
3
Spot ermöglicht ausschließlich das
Arbeiten mit RMT STD and RMT 2T
Hold. Wenn eine Fuß-Fernsteuerung
installiert ist, erfolgt die Regelung der
Stromstärke an der Maschine, nicht
über ein e F e r n s t e u e r u n g .
Anwendung: Verwendet für das Heften und Verbinden dünner Bleche.
5-7. Auswahl der Ruhespannung (OCV) an der Stabelektrode
2
1 Codier-Regler
2 Anzeige
Codierer drehen, um zwischen niedriger
OCV und normaler OCV zu wechseln.
Die akt i v e Auswah l erschei nt auf den Mess−
geräten.
OM-216 869 Seite 60
OCV
Wenn für die Stabelektrode eine niedrige
OCV ausgewählt ist, liegt die
Ruhespannung zwischen 9 und 14 Volt.
Wenn an der Stabelektrode eine normale
OCV ausgewählt ist, liegt die
Ruhespannung bei etwa 72 Volt.
LOW
Anwendung: Für die meisten Stabel−
ektroden-Anwendungen die niedrige
Ruhespannung verwenden. Die normale
Ruhespannung für schwer zu zündende
Stabelektroden benutzen, oder falls diese
für die spezifische Anwendung notwendig
ist.
1
Page 71

5-8. Auswahl für die Kontrollfunktion für das Festkleben der Elektrode
1 Codier-Regler
2 Amperemeter-Parameter-
Anzeigeauswahl
Codier-Regler drehen, um die Anzeige,
für die Kontrollfunktion für das Festkleben
der Elektrode, zwischen EIN [ON] und AUS
[OFF] umzuschalten.
Wenn die Kontrollfunktion für das Festkleben
der Elektrode eingeschaltet ist und die
Stabelektrode klebt fest, schaltet der
Schweißstrom a b .
2
ONSTUC
Anwendung: Bei den meisten Anwendungen des S tabelektrodens chweißens , ist
die Kontrollfunktion für das Festkleben der
Elektrode auszuschalten. Ist die Kontrollfunktion für das Festkleben der Elektrode
eingeschaltet und die Stabelektrode klebt
fest, so wird der Schweißstrom abgeschaltet.
Damit kann ver s uc ht wer den, d ie Elek trode
für eine spätere Wiederver wendung zu
erhal ten. Der Bediener hat dadurch Zeit,
die klebende Elektrode zu lösen bzw. den
Elektrodenhalter von der Stabelektrode
zu trennen, ohne dass es zur Entstehung
1
eines Lichtbogens kommt. Schalten
Sie die Kontrollfunktion für das Festkleben
der Elektrode ein, wenn di es e Funk t ion
gewünscht ist.
Bei einigen Anwendungen kann
es notwendig sein, die Kontrollfunktion
für das Festkleben der Elektrode
auszuschalten. Zum Beispiel: Bei dicken
Stabelektroden, die mit hohen
Stromstärken arbeiten, wäre die
Kontrollfunktion für das Festkleben
der Elektrode auszuschalten.
OM-216 869 Seite 61
Page 72

5-9. Verriegelungsfunktionen
A. Aufrufen der Verriegelungsfunktionen
1
2
Umschalter
Verriegelung
Umschalter
Code
AUS
AUS
Verriegelungsebene auswählen
1, 2, 3 oder 4
Codezahl auswählen
1 bis 999
Siehe Abschnitt 4-1, wo die Regler beschrieben werden, auf die
in Abschnitt 5-9 Bezug genommen wird.
Es gibt vier (1-4) unterschiedliche Verriegelungsebenen. Jede nachfolgende Ebene bietet dem Bediener eine größere Flexibilität.
Vor dem Aktivieren der Verriegelungsebenen ist
sicherzustellen, dass alle Bedienparameter und Schweißparameter eingestellt sind. Die Parametereinstellung ist bei aktiven
Verriegelungsebenen nur begrenzt möglich.
Zum Einschalten der Verriegelungsfunktion ist folgender maßen
vorzugehen:
1 Codier-Regler
2 Stromstärke- (A) Taste
Die Stroms tärk e (A) Taste drück en, um zwis chen Verriegelungs- und
Codeanzeige zu wechseln. Die Taste betätigen, bis der Code angezeigt wird.
Zum Auswählen einer Verriegelungscodezahl den Codiererregler
drehen. Die Codezahl erscheint auf dem Amperemeter. Eine beliebige
OM-216 869 Seite 62
Zahl zwischen [ 1] und [999] auswählen. WICHTIG: Merken Sie sich
diese Zahl, denn Sie brauchen diese für das Deaktivieren der
Verriegelung.
Stromstärke (A) Taste betätigen, bis Blockierung angezeigt wird. S i e
können nun eine Verriegelungsebene auswählen.
Vier Verriegelungsebenen sind verfügbar. Drehen Sie zum Auswählen
einer Verriegelungsebene den Codiererregler (siehe Abschnitt 5-9B
für eine Beschreibung der Verriegelungsebenen).
Wenn die drei Ziffern eingegeben sind und eine Verriegelungsebene
ausgewählt ist, den erweiterten Funktionsmodus verlassen (siehe
Abschnitt 5-1).
Zum Ausschalten der Verriegelungsfunktion ist f olgendermaßen
vorzugehen:
Mithilfe des Codiererreglers dieselbe Codezahl eingeben, die für das
Einschalten der Verriegelungsfunktion verwendet wurde.
Die Stromstärke (A) Taste drücken. Die (rechte) Amperemeteranzeige
wechselt zu [AUS]. Die Verriegelung ist nun ausgeschaltet.
Page 73

B. Verriegelungsebenen
L2
L2 L2 L1 L3
Ebenen 1, 2 und 3
Ebene 4
Mit Hilfe des Codierers die Stromstärke auf einen
Bereich von +/− 10% des voreingestellten Wertes
L3
einstellen.
Zeigt an, welche Funktionen
für die entsprechende Verriegelungsebene
verfügbar sind.
AJ
K
B
L
C
D
I
NH
M
G
F
E
Vor dem Aktivieren der Verriege-
lungsebenen ist sicherzustellen, dass
alle Bedienparameter und Schweißparameter eingestellt sind. Die Parametereinstellung ist bei aktiven Verriegelungsebenen nur begrenzt möglich.
Ebene 1
Die F ernregelung der S troms tärk e ist in
der Ebene 1 nicht möglich.
Wahl des TIG-Ausgangs
Wenn entweder WIG HF Impuls oder der
WIG Lift Arc Prozess (siehe Abschnitt 4-7)
aktiv war, als Verriegelungs ebene 1 ak tiv iert
wurde, kann man zwischen RMT STD
(Fernsteuerung Standard) und RMT 2T
HOLD (Fernsteuerung 2T Hold) (siehe
Abschnitt 4-9) wählen. Die An-Funktion ist
auch verfügbar, wenn WIG Lift Arc aktiv
war.
Wahl des Elektrodenausgangs
Falls die Elektrode aktiv war, als Verriegelungsebene 1 aktiviert wurde, kann der
Bediener zwischen RMT STD und An wählen.
Wenn Parameteränderung oder −auswahl
durch Verriegelungsebene 1 beschränkt
wird, erscheint [LOCK][LEV1] zur Erinnerung.
Ebene 2
Die F ernregelung der S troms tärk e ist in
der Ebene 2 nicht möglich.
Umfasst sämtliche Funktionen der Ebene 1
plus Speic her, Polarität und Prozessauswahl
(siehe Abschnitt 4-6 und 4-7).
Wenn Parameteränderung oder −auswahl
durch Verriegelungsebene 2 beschränkt
wird, erscheint [LOCK][LEV2] als Erinnerung.
Ebene 3
Die F ernregelung der S troms tärk e ist in
der Ebene 3 nicht möglich.
Enthält alle Funktionen der Ebenen 1 und 2
plus folgenden:
+/-10% Veränderung des voreingestellten
WIG-Schweißstroms oder Stromein−
stellung bei Handelektroden.
Den gewünschten Prozess, WIG oder
Stabelektrode, auswählen und mithilfe des
Codiererreglers die Stromstärke auf
+/-10% des voreingestellten Werts
einregeln. Falls der Bediener versucht, die
Begrenzung von +/-10% zu überschreiten,
erscheint auf dem (rechten) Aperemeter
zur Erinnerung [LOCK][LEV3].
Pulser-EIN/AUS-Regelung
Gibt dem Bediener die Möglichkeit, die
Pulser-Regelung ein- bzw. auszuschalten.
Wenn Parameteränderung oder −auswahl
durch Verriegelungsebene 3 beschränkt
wird, erscheint [LOCK][LEV3] als Erinnerung.
Ebene 4
Enthält alle Funktionen der Ebenen 1, 2
und 3 plus folgenden:
Fernregelung der Stromstärke
Ermöglicht dem Bediener die Verwendung
einer Fernregelung, falls erwünscht. Die
Wirkung des Fernreglers reicht vom
Minimum bis zum Maximum des vorein−
gestellten Stromstärkenwertes. Der
Fernregler wird gemäß Abschnitt 3-12
angeschlossen.
Wenn Parameteränderung oder −auswahl
durch Verriegelungsebene 4 beschränkt
wird, erscheint [LOCK][LEV4] als Erinnerung.
OM-216 869 Seite 63
Page 74

5-10. Das Gerät so einstellen, dass die Messgeräte während des Impulsschweißens
5-11. Kalibrierung der DC-Anzeige
nichts anzeigen
MESSG
1 Codier-Regler
2 Amperemeter-Parameter-Anzeige−
auswahl
Den Codiererregler drehen, um zwischen
der Messgeräteanzeige [V/A] und [OFF]
zu wechseln.
[V/A]
Die Ampere−Voreinstellung zeigt sowohl
für den Wechselstrom−− als auch für den
Gleichstrom−WSG−Impulsgeber die
Spitzenstromstärke an. Beim Gleichstrom−WSG−Impulsschweißen mit einem
oder mehr Impulsen pro Sek. zeigen die
Messgeräte die Durchschnittsspannung
2
V/A
und –stromstärke an. Beim WSG−Impulsschweißen mit Wechselstrom ist die
Messgeräteanzeige möglicherweise nicht
stabil und dient nur als Information.
[OFF]
Die Ampere−Voreinstellung zeigt sowohl
beim Wechselstrom− als auch beim
Gleichstrom−WSG−Impulsgeber die
Spitzenstromstärke an. Während eines
Impulsschweißvorgangs zeigen die Displays [PULS] [WELD] an. Die HOLD−
Funktion der Messwertanzeige steht nicht
zur Verfügung. Im Nicht−Impuls−Schweißbetrieb werden Schweißspannung
und −stromstärke angezeigt, und die
1
HOLD−Funktion der Messwertanzeige ist
nicht beinträchtigt.
[AVG]
Die Ampere−Voreinstellung zeigt bei
einem Gleichstrom−WSG−Impulsgeber
die Durchschnittsstromstärke und bei
einem Wechselstrom−WSG−Impulsgeber
die Spitzenstromstärke an. Beim Gleichstrom−WSG−Impulsschweißen mit einem
oder mehr Impulsen pro Sek. zeigen die
Messgeräte die Durchschnittsspannung
und –stromstärke an. Beim WSG−Impulsschweißen mit Wechselstrom ist die
Messgeräteanzeige möglicherweise nicht
stabil und dient nur als Information.
1 Codier-Regler
2 Amperemeter-Parameter-Anzeigeauswahl
Kalibrierung der Stromstärke:
Die Kalibrierbereich für die Stromstärke beträgt
±10 Ampere.
Um das Amperemeter der Maschine auf das
Amperemeter einer Lastbank abz ugleichen, ist
die Differenz, zwischen der auf dem Amperemeter der Maschine und der an der Lastbank
ermittelten Stromstärke, hinzuzuaddieren
bzw. abzuziehen.
MCAL
Zum Beispiel:
Messgerät− Messgerät − Einstellung
Maschine Lastbank MCAL
100 A 105 A +5 A
100 A 95 A −5 A
3 Stromstärketaster
4 Auswahlanzeige für Parameter Spannung
Kalibrierung der Spannung:
Die Kalibrierbereich für die Spannung beträgt
±9,9 V.
OAMCAL
OV
Ampere
12
4
Zum Kalibrieren der Spannung den Stromstärketaster drücken, so dass [MCAL] [OV]
auf der Anzeige erscheint.
Um das Voltmeter der Masc hine auf das
Voltmeter einer Lastbank abzugleichen, ist die
Differenz, zwisc hen der auf dem Voltmeter
der Maschine und der an der Lastbank
ermittelten Spannung, hinzuzuaddieren bzw.
abzuziehen. Zum Beispiel:
Messgerät− Messgerät − Einstellung
Maschine Lastbank MKAL
10.0 V 10.5 V +0.5 V
10.0 V 9.5 V −0.5 V
3
Volt
OM-216 869 Seite 64
Page 75
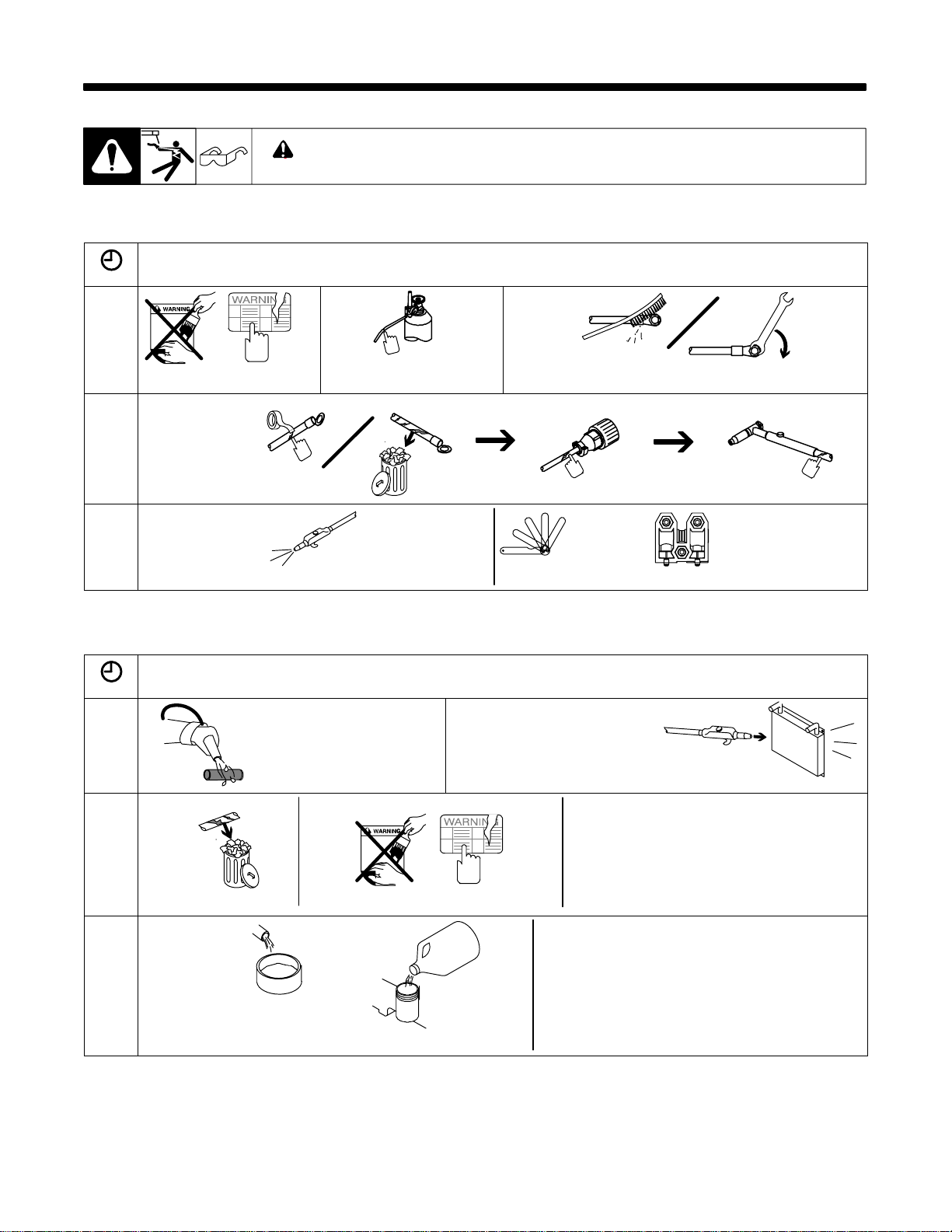
ABSCHNITT 6 − WARTUNG & FEHLERSUCHE
6-1. Routinemäßige Wartung
! Gerät vor Durchführung der Wartungsarbeiten vom Netz trennen.
A. Schweißstromquelle
= Überprüfen = Auswechseln = Reinigen Δ = Reparatur = Auswechseln
* Vorzunehmen durch autorisiertes Wartungspersonal
Alle 3
Monate
Aufkleber Gasschläuche
Alle 3
Monate
Δ Kabel
Alle 6
Monate
:Bei hoher Beanspruchung monatlich reinigen. * Funkenstrecke einstellen oder reinigen
B. Kühler
Alle 3
Monate
Alle 6
Monate
Schweißkabelanschlüsse
0,010
(0,254 mm)
= Überprüfen = Auswechseln = Reinigen Δ = Reparatur = Auswechseln
* Vorzunehmen durch autorisiertes Wartungspersonal
Kühlmittelfilter bei hoher
Beanspruchung häufiger
reinigen.
Rippen des Austauschers ausblasen
Kühlmittelstand prüfen. Bei Bedarf
mit destilliertem oder deionisiertem Wasser nachfüllen.
destilliertes oder deionisiertes Wasser, falls notwendig.
Alle 12
Monate
Schläuche
Kühlmittel auswechseln.
Aufkleber
OM-216 869 Seite 65
Page 76

6-2. Gerät innen ausblasen
! Gehäuse nicht abnehmen, wenn
6-3. Kühlmittelpflege und Ölen des Motors
das Gerät innen ausgeblasen wird.
Zum Ausblasen des Gerätes den Luftstrom
wie dargestellt durch das vordere und
hintere Belüftungsgitter richten.
803 900-A
1
! Vor Wartungsarbeiten den
Netzstrom abschalten.
1 Kühlmittelfilter
Gehäuse abschrauben, um den Fil
zu reinigen.
Kühlmittel auswechseln: Zum
Ablassen des Kühlmittels das Gerät
nach hinten kippen oder Absaugpumpe verwenden. Mit sauberem
Wasser auffüllen und 10 Minuten
laufen lassen. Entleeren und
Kühlmittel wieder einfüllen (siehe
Abschnitt 3-20).
Wenn Schläuche ausgewech-
selt werden, sind solche zu
verwenden, die mit Ethylenglykol
verträglich sind, wie zum
Beispiel Schläuche aus
Buna-N, Neopren oder Hypalon.
ANMERKUNG: Sauerstoff−
Azetylen−Schläuche sind nicht
mehr verwendbar für andere
Gase, in denen Kohlenwasserstoff enthalten ist.
OM-216 869 Seite 66
Benötigtes Werkzeug:
M30 Torx
804 649-A / Ref. 801 194
Page 77

6-4. Fehlersuche
A. Hilfeanzeigen für Voltmeter/Amperemeter und Kühler
1
HELP 30
Richtungshinweise beziehen sich auf die
Vorderseite des Gerätes. Alle Stromkreise
sind innerhalb der Maschine.
1 Typische nummerierte Hilfeanzeigen
für Voltmeter/Amperemeter - 30
Nummern für die 350er Modelle bzw.
die 700er Modelle mit oben installieren
Motoren. 40 Nummern für die 700er
Modelle mit unten installierten Motoren.
w Hilfeanzeige 30
Weist auf einen kurzgeschlossenen oder offenen
Stromkreis in der Schutzabschaltung im
Eingangsinduktor des Geräts hin. Bei dieser
Anzeige ist ein autorisierter Fachhändler anzurufen.
w Hilfeanzeige 31
Weist auf eine Fehlfunktion im primären
Leistungsstromkreis, ausgelöst durch eine Überstrombedingung im primären IGBT-Schaltkreis
hin. Wenn diese Fehlermeldung angezeigt wird,
muss mit einem autorisierten Fac hhändler Kontakt
aufgenommen werden.
V
A
w Hilfeanzeige 32
Weist au f e i nen kurzgeschlossenen oder offenen
Stromkreis in der Schutzabschaltung an der
linken Seite des Geräts hin. Bei dieser Anzeige ist
ein autorisierter Fachhändler anzurufen.
w Hilfeanzeige 34
Weist au f e i nen kurzgeschlossenen oder offenen
Stromkreis in der Schutzabschaltung an der
rechten Seite des Geräts hin. Bei dieser Anzeige
ist ein autorisierter Fachhändler anzurufen.
w Hilfeanzeige 8
Weist auf eine Fehlfunktion im sekundären
Leistungsstromkreis des Gerätes hin. Es besteht
die Bedingung starker offener Stromkreis. Wenn
diese Fehlermeldung angezeigt wird, muss mit
einem autorisierten Fachhändler Kontakt
aufgenommen werden.
w Hilfeanzeige 14
Gerät nicht bereit. Keine volle Stromversorgung
des primären Schaltungsbusses.
w Hilfeanzeige 16
Sekundäre Klemmenspannung zu hoch. Die
Schweißkabel begradigen oder verkürzen. Falls
dadurch das Problem nicht zu beheben ist, einen
autorisierten Fachhändler anrufen.
w Hilfeanzeige 20
Weist darauf hin, dass die Stromversorgung für
den Primärantrieb versagt hat. Bei dieser
Meldung einen autorisierten Fachhändler anrufen.
w Hilfeanzeige 21
Weist darauf hin, dass bei abgeschaltetem
Schaltschütz eine Spannung bzw. ein Strom
festgestellt wurde. Bei dieser Anzeige einen
autorisierten Fachhändler anrufen.
w Hilfeanzeige 22
Bei eingeschaltetem Schaltschütz sind keine
Spannung und kein Strom feststellbar. Bei dieser
Meldung einen autorisierten Fachhändler anrufen.
w Hilfeanzeige 24
Weist darauf hin, dass die Regelung und das
Schnittstellenboard PC6 nicht mit Strom versorgt
werden. Die Ursache ist möglicherweise ein
Kurzschluss an Pin A oder B der Fernsteuerung.
2 Typische Hilfemeldungen auf dem
Voltmeter/Amperemeter. [TOP] oder
[BOT] wird nach der Meldung zur
Identifizierung des jeweiligen Motors
bei 700er Modellen angezeigt.
w [Over][Temp]
Leuchtet zwei Sekunden und blinkt dann:
[Sec] − Zeigt eine Überhitzung der linken
Geräteseite an. Das Gerät hat sich abgeschaltet,
damit der Lüfter es abkühlen kann (siehe
Abschnitt 3-3). Der Betrieb wird fortgesetzt, wenn
das Gerät abgekühlt ist.
[PRI] − Zeigt eine Überhitzung der rechten
Geräteseite an. Das Gerät hat sich abgeschaltet,
damit der Lüfter es abkühlen kann (siehe
Abschnitt 3-3). Der Betrieb wird fortgesetzt, wenn
das Gerät abgekühlt ist.
[InD] − Zeigt eine Überhitzung des
Eingangsinduktors an. Das Gerät hat sich
abgeschaltet, damit der Lüfter es abkühlen kann
(siehe Absc hnitt 3-3). Der B etrieb wird fortges etz t,
wenn das Gerät abgekühlt ist.
w [LOW][LINE]
Weist darauf hin, dass die Eingangsspannung zu
niedrig ist und sich das Gerät automatisch
abgeschaltet hat. Der Betrieb wird wieder
aufgenommen, wenn die Spannung innerhalb
des Betriebsbereiches (±10%) liegt. Bei Anzeige
dieser Meldung sollte ein Elektriker die Eingangsspannung überprüfen.
w [HIGH][LINE]
Weist darauf hin, dass die Eingangsspannung zu
hoch ist und sich das Gerät automatisch
abgeschaltet hat. Der Betrieb wird wieder
aufgenommen, wenn die Spannung innerhalb
des Betriebsbereiches (±10%) liegt. Bei Anzeige
dieser Meldung sollte ein Elektriker die Eingangsspannung überprüfen.
w [REL][RMT]
Zeigt an, dass der Brennerabzug gedrückt ist.
Zum Weiterarbeiten Abzug lösen.
w [not][VALD]
Weist auf eine nicht zulässige Einstellung an der
Frontplatte hin.
w [AUTO][STop]
Ausgangsdeaktivierung offen, führt zu einer
Ausgangsunterbrechung, das Gas strömt jedoch
weiter.
w [Out][LIMT]
Weist auf einen primären Überlastungszustand
hin. Der Ausgangsstrom wird vermindert, um die
Primärstromaufnahme zu begrenzen. Eine
beliebige Taste drücken und den Codierer
drehen, bzw. einen Lichtbogen zünden, um den
letzten Hilfezustand zu löschen.
w [ADV][AUTO]
Weist auf eine nicht zulässige Einstellung an der
Frontplatte aufgrund einer aktiven Auswahl bei
der erweiterten Automatik hin (siehe Abschnitt 5).
w [LOCK][LEV 1] 2, 3 oder 4
Weist auf eine nicht zulässige Einstellung an der
Frontplatte aufgrund der Stromverriegelungsauswahl hin (siehe Abschnitt 5-9).
w [ERR][GND]
Den Primärstrom abschalten und das Gerät
durch einen qualifizierten Techniker inspizieren
lassen. Zum Löschen des Fehlers den
Hauptschalter aus- und wieder einschalten.
Der Fehler wird nur angezeigt, wenn die Option
installiert ist und der Fehler auftritt.
Err GND zeigt an, dass Strom in einem grünen
oder grün/gelben Erdungsleiter vorhanden ist.
Daher ist der Schweißausgang des Geräts
deaktiviert.
ERR GND kann durch einen stromführenden
Draht verursacht werden, der auf dem Rahmen
aufliegt.
ERR GND kann durch ein Massekabel
verursacht sein, das nicht an das Werkstück
angeschlossen ist.
OM-216 869 Seite 67
Page 78

B. Fehlerbeseitigungstabelle
-
Fehler Abhilfe
Kein Schweißausgang; Gerät “tot”. Netz einschalten (siehe Abschnitt 3-9).
Netzsicherung(en) überprüfen und, falls notwendig, auswechseln, oder Sicherungsautomat
zurücksetzen (siehe Abschnitt 3-9).
Prüfen, ob alle Primäranschlüsse korrekt sind (siehe Abschnitt 3-9).
Kein Schweißausgang; Messgeräteanzeige eingeschaltet.
Schweißausgang unregelmäßig oder
falsch.
Kein 115 Volt AC-Ausgang am DuplexStecker.
Lüfter arbeitet nicht. Hinweis: Lüfter
schaltet sich nur ein, wenn Kühlung
benötigt wird.
Lichtbogen wandert
Wolframelektrode oxidiert und ver
dunkelt sich nach Schweißende.
Wenn die Fernsteuerung verwendet wird, ist zu überprüfen, ob der richtige Schweißprozess aktiviert
ist, um eine Ausgangsregelung an der 14-poligen Fernsteuerung zu ermöglichen
(siehe Abschnitte 4-1 und 3-12).
Eingangsspannung liegt außerhalb des gültigen Bereiches (siehe Abschnitt 3-8).
Fernregelung überprüfen, reparieren oder auswechseln.
Gerät ist überhitzt und [Over][Temp] wird angezeigt. Das Gerät bei laufendem Lüfter abkühlen lassen
(siehe Abschnitt 3-3).
Schweißkabel richtiger Art und Größe verwenden (siehe Abschnitt 3-11).
Sämtliche Schweiß- und Gasanschlüsse reinigen und festziehen.
Sicherungsautomat CB1 zurücksetzen (siehe Abschnitt 3-17).
Prüfen, ob Lüfter blockiert wird. Wenn ja, blockierenden Gegenstand entfernen.
Gebläsemotor vom autorisierten Fachhandel überprüfen lassen.
Größe der Wolframelektrode überprüfen (siehe Abschnitt 10-1).
Richtig vorbereitete Wolframelektrode verwenden (siehe Abschnitt 10-2).
Gasdurchfluss verringern.
Schweißbereich gegen Zug abschirmen.
Gasnachströmzeit erhöhen (siehe Abschnitt 4-12).
OM-216 869 Seite 68
Sämtliche Gasanschlüsse überprüfen und anziehen.
Wasser im Schweißbrenner. Siehe Schweißbrenner-Bedienungsanleitung.
Page 79

Anmerkungen
OM-216 869 Seite 69
Page 80

ABSCHNITT 7 − ELEKTRISCHE SCHALTPLÄNE
OM-216 869 Seite 70
Abbildung 7-1. Schaltplan für die Modelle Dynasty 350
Page 81

ACHTUNG
Gefahr durch
Elektroschock
Stromführende Teile nicht berühren.
Netzanschluss abklemmen bzw. Motor
ausschalten vor Beginn von Servicearbeiten!
Nie anschalten ohne die Montage der
Abdeckungen!
Zur Bedienung, Installation und zum Service
stets Fachpersonal einsetzen!
243 217-C
OM-216 869 Seite 71
Page 82

OM-216 869 Seite 72
Abbildung 7-2. Schaltplan für die Modelle Maxstar 350
Page 83

ACHTUNG
Gefahr durch
Elektroschock
Stromführende Teile nicht berühren.
Netzanschluss abklemmen bzw. Motor
ausschalten vor Beginn von Servicearbeiten!
Nie anschalten ohne die Montage der
Abdeckungen!
Zur Bedienung, Installation und zum Service
stets Fachpersonal einsetzen!
243 215-C
OM-216 869 Seite 73
Page 84

OM-216 869 Seite 74
Abbildung 7-3. Schaltplan für die Modelle Dynasty 700 (Teil 1 von 2)
Page 85

ACHTUNG
Gefahr durch
Elektroschock
Stromführende Teile nicht berühren.
Netzanschluss abklemmen bzw. Motor
ausschalten vor Beginn von Servicearbeiten!
Nie anschalten ohne die Montage der
Abdeckungen!
Zur Bedienung, Installation und zum Service
stets Fachpersonal einsetzen!
243 218-C
OM-216 869 Seite 75
Page 86

OM-216 869 Seite 76
Abbildung 7-4. Schaltplan für die Modelle Dynasty 700 (Teil 2 von 2)
Page 87

ACHTUNG
Gefahr durch
Elektroschock
Stromführende Teile nicht berühren.
Netzanschluss abklemmen bzw. Motor
ausschalten vor Beginn von Servicearbeiten!
Nie anschalten ohne die Montage der
Abdeckungen!
Zur Bedienung, Installation und zum Service
stets Fachpersonal einsetzen!
243 218-C
OM-216 869 Seite 77
Page 88

OM-216 869 Seite 78
Abbildung 7-5. Schaltplan für die Modelle Maxstar 700 (Teil 1 von 2)
Page 89

ACHTUNG
Gefahr durch
Elektroschock
Stromführende Teile nicht berühren.
Netzanschluss abklemmen bzw. Motor
ausschalten vor Beginn von Servicearbeiten!
Nie anschalten ohne die Montage der
Abdeckungen!
Zur Bedienung, Installation und zum Service
stets Fachpersonal einsetzen!
243 216-B
OM-216 869 Seite 79
Page 90
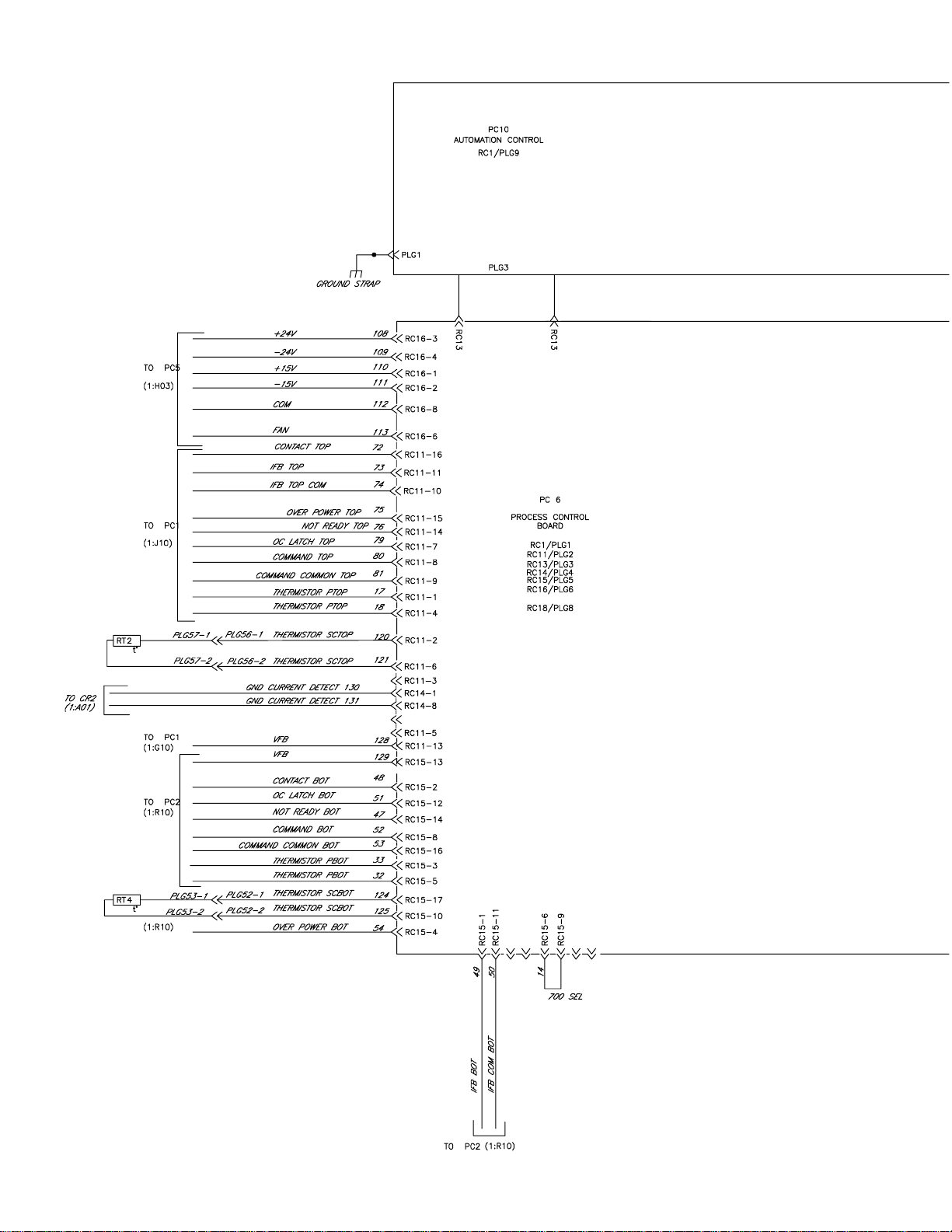
OM-216 869 Seite 80
Abbildung 7-6. Schaltplan für die Modelle Maxstar 700 (Teil 2 von 2)
Page 91

ACHTUNG
Gefahr durch
Elektroschock
Stromführende Teile nicht berühren.
Netzanschluss abklemmen bzw. Motor
ausschalten vor Beginn von Servicearbeiten!
Nie anschalten ohne die Montage der
Abdeckungen!
Zur Bedienung, Installation und zum Service
stets Fachpersonal einsetzen!
243 216-B
OM-216 869 Seite 81
Page 92

ACHTUNG
Gefahr durch
Elektroschock
Stromführende Teile nicht berühren.
Netzanschluss abklemmen bzw. Motor
ausschalten vor Beginn von Servicearbeiten!
Nie anschalten ohne die Montage der
Abdeckungen!
Zur Bedienung, Installation und zum Service
stets Fachpersonal einsetzen!
OM-216 869 Seite 82
228 525-B
Abbildung 7-7. Circuit Diagram For Cooler
Page 93

ABSCHNITT 8 − HOCHFREQUENZ (HF)
8-1. Schweißprozesse, die HF verwenden
Arbeit
WIG
8-2. Falsche Installation
Schweißzone
11, 12
15 m
1 HF-Spannung
WIG-Schweißen − hilft dem Licht-
bogen, den Luftspalt zwischen
1
Schweißbrenner und Werkstück zu
überbrücken und/oder stabilisiert
den Lichtbogen.
high_freq 7/05 − S-0693
13
Quellen für direkte HF-Strahlung
1 HF-Quelle (Schweißstromquelle mit
eingebauter HF oder separatem
HF-Gerät)
2 Schweißkabel
3 Schweißbrenner
4 Klemme
5 Werkstück
6 Werkbank
10
9
8
7
3
2
1
4 5 6
Quellen für Weiterleitung von HF
7 Stromeingangskabel
8 Leitungstrennschalter
9 Spannungsversorgungskabel
14
Quellen für Rückstrahlung von HF
10 Ungeerdete Metallobjekte
11 Beleuchtung
12 Verkabelung
13 Wasserrohre und
Befestigungsvorrichtungen
14 Freiliegende Telefon- und
Stromleitungen
S-0694
OM-216 869 Seite 83
Page 94

8-3. Richtige Installation
6
8
3
15 m
Alle Metallobjekte
und Kabel im
Schweißbereich mit
AWG-Draht Nr. 12
erden.
Nicht-Metall-
Gebäude
1
Schweißbereich
2
4
Werkstück
erden, falls
vorgeschrieben
7
15 m
5
8
1 HF-Quelle Schweißgerät mit
eingebautem HF-Gerät oder
separatem HF-Gerät)
Metallgehäuse, Ausgangsklemmen, Leistungstrennschalter, Eingangsversorgung
und die Werkbank erden.
2 Mittelpunkt der Schweißzone
Mittelpunkt zwischen der HF − Quelle und
der Schweißelektrode.
3 Schweißzone
Umkreis von 15 m vom Mittelpunkt in alle
Richtungen.
4 Schweißausgangskabel
Kabel kurz und eng beieinander halten.
Metall-Gebäude
8
11
10
5 Verbindung von Installationsrohren
(Bonden) und Erdung
Alle Rohrabschnitte mit Kupferstreifen oder
Drahtgeflecht elektrisch verbinden (bonden). Installationsrohr alle 15 m erden.
6 Wasserrohre und Befestigungs
vorrichtungen
Wasserrohre alle 15 m erden.
7 Freiliegende Strom- und
Telefonleitungen
HF-Quelle mindestens 15 m von Strom- und
Telefonleitungen entfernt plazieren.
8 Erdungsstab
Die VDE-Vorschriften beachten.
9
8
Ref. S-0695 / Ref. S-0695
Anforderungen an ein Metallwänden des
Gebäudes
9 Bonding-Verfahren zum Verbinden von
Gebäude-Metallplatten
Gebäudeplatten verschrauben oder verschweißen, Fugen mit Kupferstreifen oder
Drahtgeflecht verbinden und Rahmen erden.
10 Fenster und Türen
Sämtliche Fenster und Türen mit geerdetem
Kupfergitter mit nicht mehr als 6,4 mm Mesh
abdecken.
11 Schienen von Kipptüren
Schienen erden.
OM-216 869 Seite 84
Page 95

ABSCHNITT 9 − SETUP-RICHTLINIEN FÜR DAS (GTAW) WIG-SCHWEISSEN
9-1. Typische GTAW Setups
A. AC − GTAW 0,3 cm. Aluminium Setup (nur bei Dynasty Modellen)
Dieses Symbol zeigt an, welche Funktionen beim Aluminiumschweißen aktiv sein sollten.
226 868-B
Einige der oben gezeigten Regler sind möglicherweise bei Ihrem Gerät nicht vorhanden (Abbildung Dynasty 350/700).
• Gerät einschalten (Schalter an der Rückwand).
• Die Polaritätstaste drücken bis die AC LED leuchtet.
• Die Prozesstaste drücken, bis die WIG HF Impuls LED leuchtet.
• Die Ausgangstaste drücken, bis die RMT STD LED leuchtet.
• Die Reglertaste drücken, bis die Nachström-LED leuchtet.
• Den Codierer-Regler auf 15 Sekunden Nachströmzeit einstellen.
• Die AC-Wellenformtaste drücken, bis die Balance-LED leuchtet.
• Den Codierer-Regler auf die gewünschte Balance einstellen (65 - 80%).
• Die AC-Wellenformtaste drücken, bis die AC-Frequenz-LED leuchtet.
• Den Codierer-Regler auf die gewünschte AC-Frequenz einstellen (100 - 150 Hz).
• Die AC-Wellenformtaste drücken, bis die LED EN-Stromstärke oder EP-Stromstärke leuchtet.
• Den Codierer-Regler auf das gewünschte Verhältnis einstellen:
üblicherweise auf den Bereich (75A EP / 100A EN) bis(50A EP / 100A EN).
• Die Stromstärke- A Taste drücken, bis die LED leuchtet.
• Den Codierer-Regler auf die gewünschte Stromstärke einstellen (125 − 160 A).
• Impulsgeber-Regler (falls vorhanden, siehe Abschnitt 4-10).
Das Amperemeter zeigt die Werte der folgenden Messgrößen an, wenn diese aktiv sind: Stromstärke, Zeit, Prozentsatz oder Frequenz.
Die entsprechende LED direkt unterhalb des Amperemeters leuchtet. Das Amperemeter zeigt auch während des Schweißens
die aktuelle Stromstärke an.
OM−216 869 Seite 85
Page 96

B. DC - GTAW 16 Messgeräte-Einstellung für unlegierten Stahl* und rostfreien Stahl
226 868-B
Dieses Symbol zeigt an, welche Funktionen beim Schweißen von rostfreiem oder unlegiertem Stahl aktiv sein sollten.
Einige der oben gezeigten Regler sind möglicherweise bei Ihrem Gerät nicht vorhanden (Abbildung Dynasty 350/700).
• Das Gerät einschalten (Schalter an der Rückwand)
• Die Polaritätstaste drücken, bis die DC LED leuchtet (nur bei Dynasty Modellen)
• Die Prozesstaste drücken, bis die WIG HF Impuls LED leuchtet
• Die Ausgangstaste drücken, bis die RMT STD LED leuchtet
• Die Reglertaste drücken, bis die Nachström-LED leuchtet
• Den Codiererregler auf 8 Sekunden Nachströmzeit einstellen
• Die Stromstärke- A Taste drücken, bis die LED leuchtet
• Den Codierer-Regler auf die gewünschte Stromstärke einstellen (50 - 80 A für rostfreien Stahl) bzw.
(55 bis 88 A für unlegierten Stahl*).
• Impulsgeber-Regler (falls vorhanden, siehe Abschnitt 4-10).
Das Amperemeter zeigt die Werte der folgenden Messgrößen an, wenn diese aktiv sind: Stromstärke, Zeit, Prozentsatz
oder Frequenz. Die entsprechende LED direkt unterhalb des Amperemeters leuchtet. Das Amperemeter zeigt
auch während des Schweißens die aktuelle Stromstärke an.
OM−216 869 Seite 86
Page 97

ABSCHNITT 10 − AUSWAHL UND VORBEREITUNG
10-2. Vorbereitung der Wolframelektrode für das Gleichstromschweißen mit negativer
EINER WOLFRAMELEKTRODE FÜR DAS GLEICH- ODER
WECHSELSTROMSCHWEISSEN MIT INVERTERGERÄTEN
gtaw_Inverter_2007−05
Wann immer möglich und praktikabel, den Gleichstrom-Schweißausgang anstatt des
Wechselstrom-Schweißausgangs benutzen.
10-1. Auswahl der Wolframelektrode (Saubere Handschuhe tragen, um ein Verschmutzen der
Wolframelektrode zu verhindern)
Amperebereich - Gastyp♦ - Polarität
Elektrodendurchmesser (DCEN) − Argon
Gleichstromelektrode negativ
(Zu verwenden bei unlegiertem
oder rostfreiem Stahl)
Wolframelektrode mit einer Legierung mit 2% Zermetall (oranges Band), 1,5% Lanthan (graues Band) oder 2% Thorium (rotes Band)
0,010” (1 mm) Bis zu 25 Bis zu 20
0,020” (1 mm) 15-40 15-35
0,040” (1 mm) 25-85 20-80
1/16” (1,6 mm) 50-160 50-150
3/32” (2,4 mm) 135-235 130-250
1/8” (3,2 mm) 250-400 225-360
5/32” (4,0 mm) 400-500 300-450
3/16” (4,8 mm) 500-750 400-500
1/4” (6,4 mm) 750-1000 600-800
(Zu verwenden bei Aluminium)
♦Die typische Durchflussmenge für Argon-Schutzgas liegt zwischen 0,3 und 1 m3/h (Kubikmeter pro Stunde).
Die aufgeführten Werte stellen Richtwerte dar . Sie sind eine Sammlung von Empfehlungen der American Welding Society (AWS)
und der Elektrodenhersteller.
AC − Argon
Regelung einstellen auf
65% Elektrode negativ
Elektrode (DCEN) bzw. das Wechselstromschweißen an Invertergeräten
Beim Schleifen der Wolframelektrode werden Staub und Funken erzeugt, die zu Verletzungen und Bränden führen
können. V erwenden Sie eine örtliche Abluftvorrichtung (Saugentlüftung) direkt an der Schleifmaschine oder tragen Sie
einen geeigneten Atemschutz. Beachten Sie die Sicherheitsinformationen im MSDS. Verwenden Sie, falls möglich, ein
Wolfram das Zermetall, Lanthan oder Ytterit anstelle von Thorium enthält. Schleifstaub von Thoriumelektroden enthält
geringe Mengen radioaktiven Materials. Entsorgen Sie den Schleifstaub sachgerecht und umweltsicher. Tragen Sie
entsprechenden Gesichts-, Hand- und Körperschutz. Halten Sie brennbare Materialien fern.
Querschleifen
Führt zu einem
wandernden Lichtbogen
Fehlerhafte Vorbereitung
der Wolframelektrode
2
Ideale Wolframvorbereitung -− Stabiler Bogen
2−1/2 Mal
Elektrodendurchmesser
4
1 Schleifrad
Das Ende des Wolframstabes vor dem
Schweißen mit einem feinen, harten Schleifrad
3
zuschleifen. Schleifrad nicht für andere
Schleifarbeiten verwenden, da das Wolfram
1
ansonsten verunreinigt werden könnte, was
die Qualität der Schweißarbeit beeinträchtigen
würde.
2 Wolframelektrode
Eine Elektrode mit einer Legierung mit 2%
Zermetall wird empfohlen.
3 Fläche
Der Durchmesser dieser Fläche bestimmt
die Stromstärkenleistung.
4 Gerade geschliffen
Längs schleifen, nicht quer.
OM-216 869 Seite 87
Page 98

ABSCHNITT 11 − RICHTLINIEN FÜR DAS
11-1. Brenner positionieren
2
90°
1
10−15°
4
10−25°
3/16 Zoll
Ansicht des Gasbechers von unten
WIG-SCHWEISSEN
3
4
5
6
5
6
1/16 Zoll
! Beim Schleifen der Wolfram−elektrode
werden Staub und Funken erzeugt, die zu
Verletzungen und Bränden führen können.
Verwenden Sie eine örtliche Abluftvorrichtung (Saugentlüftung) direkt an der
Schleifmaschine oder tragen Sie einen
geeigneten Atemschutz. Beachten Sie die
Sicherheitsinformationen im MSDS.
Verwenden Sie, falls möglich, ein Wolfram
auf Zermetall- oder Lanthan-Basis anstelle
von thoriumlegiertem Wolfram. Thoriumstaub enthält gering radioaktives Material.
Entsorgen Sie den Schleifstaub
sachgerecht und umweltsicher. Tragen Sie
entsprechenden Gesichts-, Hand- und
Körperschutz. Halten Sie brennbare
Materialien fern.
1 Werkstück
Werkstück vor dem Schweißen gründlich reinigen.
2 Klemme
So nahe wie möglich an der Schweißnaht anklemmen.
3 Schweißbrenner
4 Zusatzstab (falls anwendbar)
5 Gasdüse
6 Wolframelektrode
Wolframelektrode gemäß den Abschnitt 10 auswäh-
len und vorbereiten.
Richtlinien:
Der Innendurchmesser der gasdüse sollte
mindestens dreimal so groß sein wie der Wolframdurchmesser, um eine entsprechende Abdeckung
mit Schutzgas zu garantieren. (Wenn die Wolframelektrode z.B. einen Durchmesser von 1,6 mm
besitzt, sollte der gasdüse einen Durchmesser vo n
mindestens 4,7 mm besitzen.)
Die Wolframlänge ist der Abstand der Wolframelektrode über der gasdüse.
Die Wolframlänge sollte nicht größer sein als der
Innendurchmesser der gasdüse.
Die Bogenlänge ist der Abstand zwischen
Wolframelektrode und Werkstück.
OM-216 869 Seite 88
Ref. ST-161 892
Page 99

11-2. Brennerbewegung beim Schweißen
WIG Schweißen ohne Schweißzusatzwerkstoff
Schweißrichtung
Schweißbad bilden
WIG Schweißen mit Schweißzusatzwerkstoff
Schweißrichtung
Schweißbad bilden
Elektrode entfernen
Brenner neigen
Brenner neigen
des Pools bewegen. Vorgang wiederholen.
75°
Schweißbrenner zur Vorderseite
des Pools bewegen. Vorgang wiederholen.
75°
15°
Zusatzmetall beigeben
Schweißbrenner zur Vorderseite
11-3. Positionierung des Brenners für verschiedene Schweißverbindungen
Stoßnaht und Längsrippe
Kehlnaht
ST-162 002-B
90°
20-40°
30°
20°
Überlappnaht
15°
70°
75°
90°
10°
15°
20°
75°
15°
Ecknaht
75°
ST-162 003 / S-0792
OM-216 869 Seite 89
Page 100

ABSCHNITT 12 − RICHTLINIEN FÜR DIE EINSTELLUNG BEIM
12-1. Frontplattenanzeige für DCEP- (Direct Current Electrode Positive;
STABELEKTRODENSCHWEISSEN (SMAW)
Gleichstromelektrode positiv) Elektrode
Einige der oben gezeigten Regler sind möglicherweise bei Ihrem Gerät nicht vorhanden
(Abbildung Dynasty 350/700).
Grau auf dem T ypenschild zeigt eine Elektrodenfunktion an (siehe Abschnitt 4-1 für eine
Beschreibung der Steuerungen).
Dieses Symbol zeigt an, welche Funktionen beim DCEP (Gleichstrom-Elektrode Positiv)
Stabelektrodenschweißen aktiv sein sollten.
• Das Gerät einschalten (Schalter an der Rückwand)
• Die Polaritätstaste drücken, bis die DC LED leuchtet (nur bei Dynasty Modellen)
• Prozesstaste drücken, bis die ELEKTRODEN-LED leuchtet
• Ausgangstaste drücken, bis die AN-LED leuchtet
• Die Stromstärke- A Taste drücken, bis die LED leuchtet
• Zum Einstellen der gewünschten Stromstärke den Codiererregler drehen.
Das Amperemeter zeigt die Werte der folgenden Messgrößen an, wenn diese aktiv sind:
Stromstärke, Zeit, Prozentsatz oder Frequenz. Die entsprechende LED direkt unterhalb
des Amperemeters leuchtet. Das Amperemeter zeigt auch während des Schweißens
die aktuelle Stromstärke an.
216 869-B
OM−216 869 Seite 90
 Loading...
Loading...