


OM-275857F/swe 2017−10
Processer
TIG−svetsning
Manuell bågsvetsning (MMA)
Beskrivning
208/575 V−modeller W/Autolinet
380/575 V trefas
m. Auto-Linet (CE)
Bågsvetsningsströmkälla
R
Dynasty 400, 800
R
Maxstar 400, 800
CE− och ej CE−modeller
Produktinformation,
översättningar av
användarhandboken
m.m. finns på:
www.MillerWelds.com
ANVÄNDARHANDBOK
Fil: TIG (GTAW)

Från Miller till dig
Vi tackar för och gratulerar till ditt val av Miller. Nu kan du få jobbet
gjort och få det rätt gjort. Vi vet att du inte har tid att göra det på annat
sätt.
Det är därför som Niels Miller, när han först började bygga bågsvetsar
1929, såg till att hans produkter var ytterst hållbara och av allra högsta
kvalitet. Precis som du, hade hans kunder inte råd med mindre.
Miller-produkterna måste vara mer än det bästa de kunde vara.
De måste vara det bästa som stod att köpa.
De som idag bygger och säljer Miller-produkter fortsätter denna
tradition. De är lika engagerade i att tillhandahålla utrustning och
service som uppfyller de höga normer för kvalitet och värde som
sattes 1929.
Denna bruksanvisning är upplagd att hjälpa dig få ut det mesta ur dina
Miller-produkter. Läs noga igenom alla säkerhetsåtgärder. De hjälper
dig att skydda dig mot eventuella risker på arbetsplatsen. Vi har gjort
installation och drift så enkla som möjligt.
Med rätt underhåll kan du med Miller räkna
med många års felfri drift. Och om apparaten
av någon anledning behöver repareras, finns
ett felsökningskapitel som hjälper dig komma
underfund med problemet. Originaldelslistan
hjälper dig bestämma exakt vilken del du
behöver för att rätta till problemet. Garantioch serviceinformation för din särskilda
modell finns också.
Miller är den första svetsutrustningstillverkaren i U.S.A. som
blivit ISO 9001-certifierade.
Lika hårdarbetande som
du − varje strömkälla från
Miller backas upp av den
mest krångelfria garantin
i branschen.
Miller Electric tillverkar ett komplett
sortiment svetsaggregat och svetsrelaterad
utrustning. Information om Millers
övriga kvalitetsprodukter fås hos närmaste Miller-återförsäljare
där du kan få den senaste produktkatalogen och enskilda datablad.
Du kan söka närmaste återförsäljare eller verkstad på telefon
1−800−4−A−Miller eller www.MillerWelds.com.

INNEHÅLLSFÖRTECKNING
KAPITEL 1 − SÄKERHETSÅTGÄRDER − LÄS FÖRE ANVÄNDNING 1..............................
1-1. Symboler 1...........................................................................
1-2. Risker vid bågsvetsning 1...............................................................
1-3. Ytterligare symboler för installation, drift och underhåll 3......................................
1-4. Föreskrifter enligt Proposition 65 i Kalifornien 4.............................................
1-5. Säkerhetsnormer 4.....................................................................
1-6. EMF-information 4.....................................................................
KAPITEL 2 − DEFINITIONER 5.................................................................
2-1. Ytterligare säkerhetssymboler och definitioner 5.............................................
2-2. Övriga symboler och definitioner 7........................................................
KAPITEL 3 − SPECIFIKATIONER 8.............................................................
3-1. Placering av serienummer− och märketikett 8...............................................
3-2. Specifikationer 8.......................................................................
3-3. Mått, vikter och hålmönster på bottenplattan 11..............................................
3-4. Miljödata 12............................................................................
3-5. Driftcykel och överhettning 14.............................................................
3-6. Statiska data 14........................................................................
KAPITEL 4 − INSTALLATION 15................................................................
4-1. Val av plats 15..........................................................................
4-2. Svetskabelsanslutningar 15...............................................................
4-3. Välja kablagedimension* 16...............................................................
4-4. Information om 14−poligt fjärruttag 17......................................................
4-5. Enkel automatiseringsapplikation (14-stiftsgränssnitt) 17.......................................
4-6. Automatiseringsanslutning (för 28-stiftskontakt om sådan finns) 18..............................
4-7. Ingångar för fjärrval av minne (för 28-stiftskontakt om sådan finns) 21...........................
4-8. 115 VAC−kontakt för kylare, tilläggsskydd CB1 och nätströmbrytare 22..........................
4-9. Gasanslutningar 22.....................................................................
4-10. TIG HF−puls/ lyfttändningsanslutningar 23..................................................
4-11. Kylaranslutningar 24.....................................................................
4-12. Dynasty, elektrodanslutningar 25..........................................................
4-13. Maxstar, elektrodanslutningar 25..........................................................
4-14. Elhandbok 26..........................................................................
4-15. Ansluta nätström för 400−modellerna och 800 CE−modellerna 30...............................
4-16. Nätanslutning för 800−modeller 32.........................................................
4-17. Programuppdateringar 34................................................................
KAPITEL 5 − ANVÄNDNING AV DYNASTY 35....................................................
5-1. Reglage 35............................................................................
5-2. Komma åt Kontrollpanelmenyn 36.........................................................
5-3. Menyn användarinställningar 38...........................................................
5-4. Växelströmsoberoende 39................................................................
KAPITEL 6 − ANVÄNDNING AV MAXSTAR 40....................................................
6-1. Reglage 40............................................................................
6-2. Komma åt Kontrollpanelmenyn 42.........................................................
6-3. Menyn användarinställningar 44...........................................................
KAPITEL 7 − 28-STIFTS AVANCERAD AUTOMATIONANVÄNDNING 45..............................
7-1. Reglage 45............................................................................
7-2. Reglage 46............................................................................
7-3. Menyn användarinställningar 47...........................................................
7-4. Programmerbara TIG−startparametrar 48...................................................

INNEHÅLLSFÖRTECKNING
KAPITEL 8 − AVANCERADE FUNKTIONER 50....................................................
8-1. Tech Menu för Dynasty/Maxstar−modellerna 50..............................................
8-2. Sekvenserare och svetstidur 52...........................................................
8-3. Styrning av utgång och avtryckarfunktioner 53...............................................
8-4. Spärrfunktioner 57......................................................................
8-5. Definierade spärrnivåer 57................................................................
KAPITEL 9 − UNDERHÅLL OCH FELSÖKNING 58................................................
9-1. Rutinunderhåll 58.......................................................................
9-2. Renblåsning av maskinen 58.............................................................
9-3. Meddelanden på voltmeter−/amperemeterdisplayerna 59......................................
9-4. Felsökningstabell 60.....................................................................
KAPITEL 10 − ELSCHEMA 61..................................................................
KAPITEL 11 − HÖGFREKVENS 67..............................................................
11-1. Svetsmetoder som fordrar högfrekvens 67..................................................
11-2. Installation som visar möjliga källor till högfrekvensstörningar 67................................
11-3. Rekommenderad installation för att reducera högfrekvensstörningar 68..........................
KAPITEL 12 − VÄLJA OCH BEREDA EN VOLFRAMELEKTROD FÖR LIKSTRÖMS-
ELLER VÄXELSTRÖMSSVETSNING MED OMFORMARAGGREGAT 69......................
12−1. Välja volframelektrod (Bär rena handskar för att undvika förorening av volframelektroden) 69........
12−2. Beredning av volframelektroder för likströmssvetsning med negativ elektrod (DCEN)
eller växelströmssvetsning med omformaraggregat 69........................................
KAPITEL 13 − MINNE 70.......................................................................
13−1. Minne (programlagringsplatser 1-9) 70......................................................
KAPITEL 14 − TIG-METODER 71................................................................
14−1. Startprocedurer för Lift−Arc och HF TIG 71..................................................
14−2. Pulsreglage 72.........................................................................
14−3. Allmän (GEN) volfram för att ändra programmerbara startparametrar för TIG 73...................
KAPITEL 15 − RIKTLINJER FÖR SVETSNING MED ELEKTROD (SMAW) 74..........................
GARANTI
En fullständig reservdelslista finns på www.MillerWelds.com
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
för produkter för den europeiska gemenskapen (CE-märkta).
MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. försäkrar att produk
terna som anges i denna förklaring överensstämmer med de grundläggande kraven och
bestämmelserna i rådets angivna direktiv och standarder.
Produkt-/apparatidentifiering:
Produkt
Lagernummer
Dynasty 400 907717002
Maxstar 400 907716002
Dynasty 800 907719002
Maxstar 800 907718002
Rådsdirektiv:
2014/35/EU Low Voltage
2014/30/EU Electromagnetic Compatibility
2011/65/EU Restriction of the use of certain Hazardous Substances in electrical and electronic equipment
Standarder:
IEC 60974-1: 2012 Arc Welding Equipment – Part 1: Welding Power Sources
IEC 60974-3: 2013 Arc Welding Equipment – Part 3: Arc Striking and Stabilizing Devices
IEC 60974-10: 2014 Arc Welding Equipment – Part 10: Electromagnetic Compatibility Requirements
Undertecknare:
April 19, 2017
_____________________________________ ___________________________________________
David A. Werba
CHEF, ÖVERENSSTÄMMELSE AV PRODUKTDESIGN
278454B
Datum för överensstämmelse

Produkt/apparatidentifiering
Produkt Lagernummer
DYNASTY 350 (AUTO-LINE 380-575)CE 907204021
DYNASTY 400 (AUTO-LINE 380-575) CE 907717002
Sammanfattning av information om överensstämmelse
Tillämplig förordning Direktiv 2014/35/EU
Referensgränser Direktiv 2013/35/EU, rekommendation 1999/519/EC
Tillämpliga standarder IEC 62822-1:2016, IEC 62822-2:2016
Avsedd användning ☒ för användning i arbetsmiljöö ☐ för användning av lekmän
Icke-termiska effekter måste beaktas vid arbetsplatsbedömning ☒ JA ☐ NEJ
Termiska effekter måste beaktas vid arbetsplatsbedömning ☐ JA ☒ NEJ
☒ Informationen är baserad på kraftkällans maximala kapacitet (gäller såvida inte inbyggd programvara/
maskinvara ändras)
☐ Informationen är baserad på sämsta möjliga inställning/program (gäller endast tills inställningsalternativ/
svetsprogram ändras)
☐ Informationen är baserad på flera inställningar/program (gäller endast tills inställningsalternativ/svetsprogram ändras)
Exponering på arbetsplats ligger under gränsvärdena för ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för hälsoeffekter (om NEJ gäller specifika krav på minsta avstånd)
vid standardkonfigurationerna
Exponering på arbetsplats ligger under gränsvärdena för ☐ ej tillämpligt ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för sensoriska (om tillämpligt och NEJ krävs specifika åtgärder)
effekter vid standardkonfigurationerna
Exponering på arbetsplats ligger under åtgärdsnivåerna ☐ ej tillämpligt ☐ JA ☒ NEJ
(AL - Action Levels) vid standardkonfigurationerna (om tillämpligt och NEJ krävs specifik skyltning)
EMS-data för icke-termiska effekter
Exponeringsindex (EI - Exposure Indices) och avstånd till svetsningskrets (för varje driftsläge, som tillämpligt)
Huvud
Sensoriska
effekter
Standardavstånd 10 cm 10 cm 10 cm 3 cm 3 cm
ELV EI vid standardavstånd 0,21 0,16 0,26 0,15 0,33
Nödvändigt minsta avstånd
1 cm 1 cm 1 cm 1 cm 1 cm
Hälsoeffekter
Kropp
Lem (hand) Lem (lår)
Avstånd där alla gränsvärden för exponering på arbetsplats faller under 0,20 (20 %) 15 cm
Avstånd där alla gränsvärden för exponering vid allmän användning faller under 1,00 (100 %) 183 cm
Testat av:
.Tony Samimi Testdatum: 2016‐02‐09
275611-B

EMS-DATABLAD FÖR BÅGSVETSNINGSKRAFTKÄLLA
Produkt/apparatidentifiering
Produkt Lagernummer
MAXSTAR 350 (AUTO-LINE 380-575) CE 907334021
MAXSTAR 400 (AUTO-LINE 380-575)CE 907716002
Sammanfattning av information om överensstämmelse
Tillämplig förordning Direktiv 2014/35/EU
Referensgränser Direktiv 2013/35/EU, rekommendation 1999/519/EC
Tillämpliga standarder IEC 62822-1:2016, IEC 62822-2:2016
Avsedd användning ☒ för användning i arbetsmiljöö ☐ för användning av lekmän
Icke-termiska effekter måste beaktas vid arbetsplatsbedömning ☒ JA ☐ NEJ
Termiska effekter måste beaktas vid arbetsplatsbedömning ☐ JA ☒ NEJ
☒ Informationen är baserad på kraftkällans maximala kapacitet (gäller såvida inte inbyggd programvara/
maskinvara ändras)
☐ Informationen är baserad på sämsta möjliga inställning/program (gäller endast tills inställningsalternativ/
svetsprogram ändras)
☐ Informationen är baserad på flera inställningar/program (gäller endast tills inställningsalternativ/svetsprogram ändras)
Exponering på arbetsplats ligger under gränsvärdena för ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för hälsoeffekter (om NEJ gäller specifika krav på minsta avstånd)
vid standardkonfigurationerna
Exponering på arbetsplats ligger under gränsvärdena för ☐ ej tillämpligt ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för sensoriska (om tillämpligt och NEJ krävs specifika åtgärder)
effekter vid standardkonfigurationerna
Exponering på arbetsplats ligger under åtgärdsnivåerna ☐ ej tillämpligt ☐ JA ☒ NEJ
(AL - Action Levels) vid standardkonfigurationerna (om tillämpligt och NEJ krävs specifik skyltning)
EMS-data för icke-termiska effekter
Exponeringsindex (EI - Exposure Indices) och avstånd till svetsningskrets (för varje driftsläge, som tillämpligt)
Huvud
Sensoriska
effekter
Standardavstånd 10 cm 10 cm 10 cm 3 cm 3 cm
ELV EI vid standardavstånd 0,16 0,12 0,19 0,11 0,24
Nödvändigt minsta avstånd
1 cm 1 cm 1 cm 1 cm 1 cm
Hälsoeffekter
Kropp
Lem (hand) Lem (lår)
Avstånd där alla gränsvärden för exponering på arbetsplats faller under 0,20 (20 %) 9 cm
Avstånd där alla gränsvärden för exponering vid allmän användning faller under 1,00 (100 %) 198 cm
Testat av:
.Tony Samimi Testdatum: 2016‐02‐10
275612-B

EMS-DATABLAD FÖR BÅGSVETSNINGSKRAFTKÄLLA
Produkt/apparatidentifiering
Produkt Lagernummer
DYNASTY 700 (AUTO-LINE 380-575)CE 907101021
DYNASTY 800 (AUTO-LINE 380-575)CE 907719002
Sammanfattning av information om överensstämmelse
Tillämplig förordning Direktiv 2014/35/EU
Referensgränser Direktiv 2013/35/EU, rekommendation 1999/519/EC
Tillämpliga standarder IEC 62822-1:2016, IEC 62822-2:2016
Avsedd användning ☒ för användning i arbetsmiljöö ☐ för användning av lekmän
Icke-termiska effekter måste beaktas vid arbetsplatsbedömning ☒ JA ☐ NEJ
Termiska effekter måste beaktas vid arbetsplatsbedömning ☐ JA ☒ NEJ
☒ Informationen är baserad på kraftkällans maximala kapacitet (gäller såvida inte inbyggd programvara/
maskinvara ändras)
☐ Informationen är baserad på sämsta möjliga inställning/program (gäller endast tills inställningsalternativ/
svetsprogram ändras)
☐ Informationen är baserad på flera inställningar/program (gäller endast tills inställningsalternativ/svetsprogram ändras)
Exponering på arbetsplats ligger under gränsvärdena för ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för hälsoeffekter (om NEJ gäller specifika krav på minsta avstånd)
vid standardkonfigurationerna
Exponering på arbetsplats ligger under gränsvärdena för ☐ ej tillämpligt ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för sensoriska (om tillämpligt och NEJ krävs specifika åtgärder)
effekter vid standardkonfigurationerna
Exponering på arbetsplats ligger under åtgärdsnivåerna ☐ ej tillämpligt ☐ JA ☒ NEJ
(AL - Action Levels) vid standardkonfigurationerna (om tillämpligt och NEJ krävs specifik skyltning)
EMS-data för icke-termiska effekter
Exponeringsindex (EI - Exposure Indices) och avstånd till svetsningskrets (för varje driftsläge, som tillämpligt)
Huvud
Sensoriska
effekter
Standardavstånd 10 cm 10 cm 10 cm 3 cm 3 cm
ELV EI vid standardavstånd 0,31 0,31 0,50 0,29 0,65
Nödvändigt minsta avstånd
2 cm 2 cm 3 cm 1 cm 2 cm
Hälsoeffekter
Kropp
Lem (hand) Lem (lår)
Avstånd där alla gränsvärden för exponering på arbetsplats faller under 0,20 (20 %) 36 cm
Avstånd där alla gränsvärden för exponering vid allmän användning faller under 1,00 (100 %) 317 cm
Testat av:
.Tony Samimi Testdatum: 2016‐02‐11
275613-B

EMS-DATABLAD FÖR BÅGSVETSNINGSKRAFTKÄLLA
Produkt/apparatidentifiering
Produkt Lagernummer
MAXSTAR 700 (AUTO-LINE 380-575)CE 907103021
MAXSTAR 800 AUTO-LINE 380-575)CE 907718002
Sammanfattning av information om överensstämmelse
Tillämplig förordning Direktiv 2014/35/EU
Referensgränser Direktiv 2013/35/EU, rekommendation 1999/519/EC
Tillämpliga standarder IEC 62822-1:2016, IEC 62822-2:2016
Avsedd användning ☒ för användning i arbetsmiljöö ☐ för användning av lekmän
Icke-termiska effekter måste beaktas vid arbetsplatsbedömning ☒ JA ☐ NEJ
Termiska effekter måste beaktas vid arbetsplatsbedömning ☐ JA ☒ NEJ
☒ Informationen är baserad på kraftkällans maximala kapacitet (gäller såvida inte inbyggd programvara/
maskinvara ändras)
☐ Informationen är baserad på sämsta möjliga inställning/program (gäller endast tills inställningsalternativ/
svetsprogram ändras)
☐ Informationen är baserad på flera inställningar/program (gäller endast tills inställningsalternativ/svetsprogram ändras)
Exponering på arbetsplats ligger under gränsvärdena för ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för hälsoeffekter (om NEJ gäller specifika krav på minsta avstånd)
vid standardkonfigurationerna
Exponering på arbetsplats ligger under gränsvärdena för ☐ ej tillämpligt ☒ JA ☐ NEJ
exponering (ELV - Exposure Limit Values) för sensoriska (om tillämpligt och NEJ krävs specifika åtgärder)
effekter vid standardkonfigurationerna
Exponering på arbetsplats ligger under åtgärdsnivåerna ☐ ej tillämpligt ☐ JA ☒ NEJ
(AL - Action Levels) vid standardkonfigurationerna (om tillämpligt och NEJ krävs specifik skyltning)
EMS-data för icke-termiska effekter
Exponeringsindex (EI - Exposure Indices) och avstånd till svetsningskrets (för varje driftsläge, som tillämpligt)
Huvud
Sensoriska
effekter
Standardavstånd 10 cm 10 cm 10 cm 3 cm 3 cm
ELV EI vid standardavstånd 0,24 0,15 0,24 0,14 0,31
Nödvändigt minsta avstånd
1 cm 1 cm 1 cm 1 cm 1 cm
Hälsoeffekter
Kropp
Lem (hand) Lem (lår)
Avstånd där alla gränsvärden för exponering på arbetsplats faller under 0,20 (20 %) 13 cm
Avstånd där alla gränsvärden för exponering vid allmän användning faller under 1,00 (100 %) 280 cm
Testat av:
.Tony Samimi Testdatum: 2016‐02‐08
275614-B

Anteckningar

KAPITEL 1 − SÄKERHETSÅTGÄRDER − LÄS FÖRE ANVÄNDNING
7
Skydda dig själv och andra mot skador — läs, följ och spara dessa viktiga säkerhetsanvisningar och användarinstruktioner.
1-1. Symboler
swe_som 2015−09
FARA! − Anger en risksituation som om den inte
undviks resulterar i allvarliga eller dödliga skador.
Dessa möjliga risker förklaras med symboler eller
i texten.
Anger en risksituation som om den inte undviks
resulterar i allvarliga eller dödliga skador. Dessa
möjliga risker förklaras med symboler eller i texten.
OBS. − Uppgifter som inte relateras till personskador.
1-2. Risker vid bågsvetsning
Symbolerna nedan används i denna handbok för att fästa
uppmärksamheten på och identifiera möjliga faror. När du ser
symbolen, se upp och följ anvisningarna för att undvika faror.
Nedanstående säkerhetsinformation är endast en
sammanfattning av den urförligare säkerhetsinformationen
i Säkerhetsnormer som återfinns i avsnittet 1-5. Läs och följ
alla säkerhetsnormer.
Endast kvalificerade personer bör installera, använda,
underhålla och reparera denna enhet.
Under drift bör inga obehöriga, speciellt inte barn, befinna sig
i närheten.
STÖTAR kan döda.
Kontakt med strömförande elektriska delar kan
orsaka dödliga stötar eller svåra brännskador.
Elektroden och arbetskretsen är spänningsförande
när strömmen är påslagen. Primärkretsen och
maskinens invändiga kretsar är också
spänningsförande när strömmen är påslagen. I halvoch helautomatisk trådsvetsning är tråden,
trådrullen, rullhuset och alla metalldelar som vidrör
svetstråden, spänningsförande. Felaktigt installerad
eller otillräckligt jordad utrustning utgör en fara.
D Vidrör inte spänningsförande elektriska delar.
D Bär torra, hela gummihandskar och kroppsskydd.
D Isolera dig själv från arbete och jord med hjälp av torra, isolerande
mattor eller beklädnader som är stora nog att förhindra fysisk
kontakt med arbete och jord.
D Använd inte växelström i fuktiga områden, där rörelsefriheten
är begränsad eller där det finns risk för att falla.
D Använd växelström ENDAST om så fordras för svetsprocessen.
D Om växelström fordras, använd fjärrkontrollen om sådan finns
på enheten.
D Ytterligare säkerhetsåtgärder krävs om någon av följande
elektriska risker föreligger i fuktiga miljöer eller om du bär fuktiga
kläder, på metallstrukturer som golv, galler och ställningar.
Använd i sådana fall följande utrustning i angiven ordning:
1) halvautomatiskt likströmsaggregat (tråd) med konstant
spänning, 2) manuell elektrodsvets (pinnsvets) eller
3) växelströmsaggregat med reducerad tomgångsspänning.
Likströmstrådsvets med konstant spänning rekommenderas för
de flesta situationer. Arbeta inte ensam!
D Koppla bort inkommande ström eller stäng av maskinen innan
du installerar eller reparerar denna utrustning OSHA 29
CFR 1910.147 (se säkerhetsnormerna).
D Installera och jorda denna utrustning i enlighet med dess
bruksanvisning och nationella och lokala bestämmelser.
. Anger speciella anvisningar.
Denna grupp av symboler betyder Varning! Se upp! Fara för STÖTAR,
ROTERANDE OCH HETA DELAR. Studera nedanstående symboler
och anvisningar beträffande åtgärder för att undvika farorna.
D Kontrollera alltid jorden på spänningskällan. Se till att nätkabelns
jordledning är rätt ansluten till jorddonet i primäranslutningen eller
att kabelkontakten är ansluten till ett rätt jordat uttag.
D När du gör inanslutningar, anslut först rätt jordledare −
kontrollera anslutningarna igen.
D Håll sladdar torra, rena från olja och fett och skyddade mot heta
metaller och gnistor.
D Inspektera regelbundet nätkabeln och titta efter skador och
frilagda ledare − byt omedelbart ut kabeln om den är skadad −
frilagda ledare kan döda.
D Stäng av utrustning som inte används.
D Använd inte slitna, skadade, underdimensionerade eller dåligt
reparerade kablar.
D Dra inte kablar runt kroppen.
D Jorda det direkt med en separat kabel om jordning
av arbetsstycket fordras.
D Vidrör inte elektroden om du vidrör arbetet, jord eller en elektrod
från ett annat aggregat.
D Vidrör inte elektrodhållare anslutna till två svetsaggregat samtidigt
då det ger dubbla tomgångsspänningen.
D Använd endast väl underhållen utrustning. Reparera eller byt ut
skadad utrustning omedelbart. Underhåll enheten i enlighet med
handboken.
D Bär säkerhetssele om du arbetar ovanför golvnivån.
D Se till att alla paneler och kåpor sitter ordentligt på plats.
D Kläm fast arbetskabeln med god kontakt metall mot metall på
arbetsstycket eller arbetsbordet så nära svetsen som är praktiskt
möjligt.
D Isolera arbetsklämman när den inte är ansluten till arbetsstycket
för att förhindra kontakt med metallföremål.
D Anslut inte mer än en elektrod eller arbetskabel till en
svetskabelsanslutning. Koppla bort kabeln när den inte används.
D Använd jordfelsbrytare vid användning av utrustning på fuktiga
och våta platser.
HÖGA LIKSPÄNNINGAR ligger kvar i inverterkretsarna EFTER att nätspänningen kopplats bort.
D Stäng av invertern, koppla bort primär och ladda
ur ingångskondensatorer i enlighet med anvisningarna i kapitlet
Underhåll innan du vidrör någon del.
HETA DELAR kan brännas.
D Vidrör inte heta delar med bara händerna.
D Låt utrustningen kallna en tid innan du arbetar
med den.
D Använd lämpliga verktyg och/eller bär tjocka,
isolerade svetshandskar och klädsel för att
undvika brännskador.
OM−275857 Sida 1

RÖK OCH GASER kan vara hälsofarliga.
Svetsning producerar rök och gaser. Inandning
av dessa kan vara hälsofarligt.
D Håll huvudet ute ur röken. Andas inte in röken.
D Ventilera och/eller använd utsug vid svetsbågen för att avlägsna
rök och gaser om du arbetar inomhus. Rekommenderat sätt att
kontrollera om ventilationen är tillräcklig är att mäta innehåll och
mängd rök och gaser som personalen utsätts för.
D Använd godkänt andningsskydd om ventilationen är dålig.
D Studera tillverkarens säkerhetsdatablad (SDS) och anvisningar för
hantering av limmer, lacker, rengöringsmedel, förbrukningsmaterial,
kylmedel, avfettningsmedel, flussmedel och metaller.
D Arbeta endast i slutna utrymmen om de är välventilerade eller om
du bär friskluftsmask. Ha alltid en utbildad person i närheten.
Svetsrök och gas kan tränga undan luft och sänka syreinnehållet
vilket kan orsaka skador eller dödsfall. Se till att den luft du andas
är säker.
D Svetsa inte på ställen där man avfettar, rengör eller sprutmålar.
Bågens värme och strålar kan reagera med ångorna, vilket kan
ge upphov till mycket giftig och irriterande gasutveckling.
D Svetsa inte på belagda metaller, som t.ex. galvaniserat,
blyöverdraget eller kadmiumpläterat stål, om inte beläggningen
avlägsnats från svetsområdet, att lokalen är välventilerad och bär
vid behov friskluftmask. Beläggningar och metaller som innehåller
dessa ingredienser kan avge giftiga ångor om de svetsas.
STRÅLAR FRÅN BÅGEN kan bränna
ögon och skinn.
Bågen från svetsprocessen producerar intensiva
synliga och osynliga (ultravioletta och infraröda)
strålar som kan bränna ögon och hud. Gnistor
hoppar från svetsen.
D Bär godkänd svetshjälm med rätt filter för att skydda ansiktet och
ögonen mot strålning och gnistor när du svetsar eller tittar på
(se ANSI Z49.1 och Z87.1 i Säkerhetsnormer).
D Bär godkända skyddsglasögon med sidoskydd under hjälmen.
D Använd skärmar för att skydda andra mot sken och bländande
ljus; varna dem från att titta direkt på bågen.
D Bär skyddsklädsel av kraftigt och flamsäkert material (läder, tjock
bomull, ylle). Skyddsklädseln omfattar oljefria material som
läderhandskar, tjock skjorta, byxor utan slag, höga skor och mössa.
SVETSNING kan orsaka brand eller
explosion.
Svetsning på slutna behållare, som t.ex. tankar,
fat eller rör kan få dem att explodera. Svetsloppor
kan flyga från svetsbågen. Flygande svetsloppor,
bränder och brännskador. En elektrod som vidrör metallföremål kan
orsaka gnistor, explosion, överhettning och brand. Kontrollera att
området är säkert innan du börjar arbeta.
D Avlägsna allt antändbart material inom 10 m från svetsbågen. Täck
sådant material med godkända skydd om detta inte är möjligt.
D Svetsa inte där flygande svetsloppor kan träffa antändbart
material.
D Skydda dig själv och andra mot kringflygande svetsloppor och het
metall.
D Kom ihåg att svetsloppor och hett material från svetsning lätt kan ta
sig igenom små sprickor och öppningar till närliggande områden.
D Se upp för brand och ha alltid en brandsläckare till hands.
D Kom ihåg att svetsning på tak, golv, skott eller skiljeväggar kan
orsaka brand på den andra sidan.
D Svetsa inte på slutna behållare som innehållit brandfarligt material,
som t.ex. tankar, fat eller rör, för så vitt de inte är förberedda
i enlighet med AWS F4.1 (se Säkerhetsnormer).
D Svetsa inte där luften kan innehålla brandfarligt damm, gaser eller
ångor från vätskor (bland annat bensin).
D Anslut återledaren till arbetet så nära svetsområdet som är
praktiskt möjligt så att svetsströmmen inte leds långa, ev. okända
vägar, där den kan ge upphov till stötar, gnistor och brand.
D Använd inte svetsen för att tina frusna rör.
D Ta bort elektroden från hållaren eller klipp av svetstråden
vid kontaktröret när den inte används.
OM−275857 Sida 2
heta arbetsstycken och het utrustning kan orsaka
D Bär skyddsklädsel av kraftigt och flamsäkert material (läder, tjock
bomull, ylle). Skyddsklädseln omfattar oljefria material som
läderhandskar, tjock skjorta, byxor utan slag, höga skor och mössa.
D Ta ut allt antändbart material, som t.ex. gaständare eller
tändstickor, ur dina fickor innan du börjar svetsa.
D Inspektera arbetsområdet efter svetsningen och se till att där inte
finns gnistor, glödande material och öppen eld.
D Använd endast rätt säkringar och säkerhetsbrytare. Använd inte
för stora och koppla inte förbi dem.
D Följ kraven i OSHA 1910.252 (a) (2) (iv) och NFPA 51B
beträffande arbete med heta material och låt någon hålla uppsikt
efter brand och ha en brandsläckare lätt tillgänglig.
D Studera tillverkarens säkerhetsdatablad (SDS) och anvisningar för
hantering av limmer, lacker, rengöringsmedel, förbrukningsmaterial,
kylmedel, avfettningsmedel, flussmedel och metaller.
KRINGFLYGANDE METALL och SMUTS
kan skada ögonen.
D Svetsning, mejsling, stålborstning och slipning
producerar gnistor och kringflygande metall.
När svetsen svalnar, kan slagg kastas
omkring.
D Bär godkända skyddsglasögon med sidoskydd också under
svetshjälm.
ANSAMLING AV GAS kan skada
hälsan eller döda.
D Stäng av gasen när den inte används.
D Ventilera alltid stängda lokaler eller bär godkänd
friskluftsmask.
ELEKTRISKA OCH MAGNETISKA FÄLT
(EMF) kan påverka medicinska implantat.
D Personer med pacemaker och andra implantat
ska hålla sig på avstånd.
D Personer med medicinska implantat ska vända sig till läkare
och tillverkaren av apparaten innan de går nära bågsvets-,
punktsvets-, mejsnings-, plasmabågskärnings- och
induktionsvärmningsarbeten.
BULLER kan skada hörseln.
Buller från vissa processer kan skada hörseln.
D Använd godkända öronskydd om ljudnivån
är hög.
GASTUBER kan explodera om de
skadas.
Gastuber innehåller gas under högt tryck. Om en
tuben skadas, kan den explodera. Då gastuber
normalt används under svetsprocessen ska de
behandlas med försiktighet.
D Skydda gastuber mot hög värme, mekaniska stötar, skador, slagg,
öppen eld, gnistor och bågar.
D Placera gastuberna stående och fäst dem på ett stationärt stöd
eller ett gastubställ så att de inte kan tippa.
D Håll gastuber på avstånd från svets- och andra elkretsar.
D Lägg aldrig svetsbrännare på gastuber.
D Låt aldrig en svetselektrod vidröra gastuber.
D Svetsa aldrig på gastuber − explosion blir följden.
D Använd endast korrekta gastuber, regulatorer, slangar
och kopplingar avsedda för den specifika tillämpningen; håll dem
och tillhörande delar i gott skick.
D Vänd bort ansiktet när du öppnar kranen på gastuben.
Stå inte framför eller bakom regulatorn när kranen öppnas.
D Skyddskåpan ska alltid sitta på plats över kranen utom när tuben
används eller är ansluten för användning.
D Använd korrekt utrustning, korrekta procedurer och var tillräckligt
många personer när gastuber ska lyftas och flyttas.
D Läs och följ instruktionerna för gastuber, tillhörande utrustning.
CGA:s skrift P-1 som finns i listan med säkerhetsföreskrifter.

1-3. Ytterligare symboler för installation, drift och underhåll
BRAND- ELLER EXPLOSIONSRISK.
D Placera inte enheten på, över eller nära
brandfarliga ytor.
D Placera inte enheten nära brandfarligt material.
D Överbelasta inte ledningsnätet − se till att starkströmsnätet
är rätt dimensionerat, klassat och skyddat för denna enhet.
FALLANDE UTRUSTNING kan orsaka
skador.
D Använd lyftöglan endast för att lyfta enheten,
INTE för andra apparater, gascylindrar eller
andra tillbehör.
D Använd utrustning med tillräcklig kapacitet
för att lyfta och stötta enheten.
D Om gaffeltruck används för att flytta enheten, måste gafflarna
vara så långa att de sticker ut på andra sidan av enheten.
D Håll utrustningen (kablar och sladdar) på avstånd från fordon
i rörelse vid arbeten över golvnivå.
D Följ riktlinjerna i handboken för de reviderade NIOSH
lyftberäkningarna (dokument nr. 94−110) vid manuella lyft av
tunga komponenter och utrustning.
HÅRD OCH LÅNGVARIG ANVÄNDNING kan orsaka ÖVERHETTNING
D En avkylningsperiod rekommenderas;
följ märkintermittensfaktorn.
D Reducera strömmen eller intermittensfaktorn
innan du börjar svetsa igen.
D Blockera eller filtrera inte luftflödet till enheten.
BATTERIEXPLOSION kan skada dig.
D Använd inte svetsaggregatet för att ladda
batterier eller som starthjälp om det inte är
försett med en funktion för ändamålet.
ROTERANDE DELAR kan skada dig.
D Håll dig på avstånd från roterande delar,
som t.ex. fläktar.
D Håll alla dörrar, paneler, lock och skydd
ordentligt på plats och stängda.
D Låt endast utbildad personal avlägsna dörrar, paneler, kåpor och
skydd efter behov vid underhåll och felsökning.
D Sätt tillbaka dörrar, paneler, kåpor och skydd när underhållet
är avslutat och innan strömmen kopplas in.
LÄS ANVISNINGARNA.
D Läs och följ märkningar och bruksanvisningen
innan aggregatet installeras, används eller
underhålls. Studera säkerhetsinformationen
i början av handboken och i varje avsnitt.
D Använd enbart originalreservdelar från tillverkaren.
D Utför installation, underhåll och service enligt bruksanvisningen,
branschstandarder och svenska normer och regler.
HÖGFREKVENSSTRÅLNING kan orsaka
störningar.
KRINGFLYGANDE GNISTOR kan skada ögonen.
D Bär skyddsmask som skydd för ögon och
ansikte.
D Forma volframelektroden endast på
slipapparat försedd med lämpliga skydd på lämplig plats med
lämpliga skydd för ansikte, händer och kropp.
D Gnistor kan orsaka brand — håll brandfarliga material på
avstånd.
STATISK ELEKTRICITET (ESD) kan
skada kretskort.
D Sätt på dig jordade armband INNAN du
hanterar kort eller delar.
D Använd statiskt säkra fodral och boxar för att
förvara, flytta eller sända kretskort.
ROTERANDE DELAR kan skada dig.
D Håll dig på avstånd från roterande delar.
D Håll dig på avstånd från klämpunkter som t.ex.
drivrullar.
SVETSTRÅD kan skada dig.
D Tryck inte av handtaget innan du instrueras att
göra så.
D Rikta inte handtaget mot kroppsdelar, andra
människor eller mot metall när du matar in
svetstråden.
D Högfrekvens (H.F.) kan störa radionavigering,
räddningstjänster, datorer och kommunikationsutrustning.
D Denna installation bör endast utföras av utbildad personal med
kännedom om elektronisk utrustning.
D Det är användarens ansvar att se till att en behörig elektriker
omedelbart åtgärdar sådana störningsproblem som är uppstått
p g a denna installation.
D Upphör omedelbart med att använda utrustningen om
underrättats om störning.
D Låt regelbundet kontrollera och underhålla utrustningen.
D Håll dörrar och paneler som är källor till högfrekvens ordentligt
stängda, håll gnistgap på rätt inställning och använd jordning och
avskärmning för att minimera riskerna för störning.
BÅGSVETSNING kan orsaka störning.
D Elektromagnetisk energi kan störa känslig
elektronisk utrustning, som datorer och
datorstyrd utrustning som t.ex robotar.
D Se till att all utrustning i svetsområdet
är elektromagnetiskt kompatibel.
D För att minska ev. störning ska svetskablar hållas så korta som
möjligt, samlade och så lågt som möjligt, t.ex. på golvet.
D Svetsning bör inte utföras närmare än 100 meter från känslig
elektronisk utrustning.
D Se till att detta svetsaggregat installeras och jordas i enlighet
med denna handbok.
D Om störning ändå inträffar måste användaren vidta extra
åtgärder, som t.ex. att flytta svetsen, använda skärmade kablar,
använda linjefilter eller skärma av arbetsområdet.
OM−275857 Sida 3
1-4. Föreskrifter enligt Proposition 65 i Kalifornien
Svets- och skärutrustning genererar rök och gaser som
innehåller kemikalier som i staten Kalifornien är kända för att
orsaka fosterskador och i vissa fall cancer. (California Health
& Safety Code Section 25249.5 et seq.)
1-5. Säkerhetsnormer
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
kan laddas ned från American Welding Society på http://www.aws.org
eller köpas från Global Engineering Documents (telefon:
+1−877−413−5184, hemsida: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1,
från Global Engineering Documents (telefon: +1−877−413−5184,
hemsida: www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held
Combustibles, American Welding Society Standard AWS A6.0,
från Global Engineering Documents (telefon: 1−877−413−5184,
hemsida: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, från National Fire
Protection Association, Quincy, MA 02269 (telefon:
+1−800−344−3555, hemsida: www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
från Compressed Gas Association, 14501 George Carter Way,
Suite 103, Chantilly, VA 20151 (telefon: +1−703−788−2700,
hemsida:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard W117.2,
från Canadian Standards Association, Standards Sales,
1-6. EMF-information
Produkten innehåller kemikalier, bland annat bly, som
myndigheter i staten Kalifornien vet orsakar cancer,
missbildningar och andra fosterskador. Tvätta händerna
efter arbetet.
5060 Spectrum Way, Suite 100, Mississauga, Ontario, Canada L4W
5NS (telefon: +1−800−463−6727, hemsida: www.csagroup.org).
Safe Practice For Occupational And Educational Eye And Face
Protection, ANSI Standard Z87.1, från American National Standards
Institute, 25 West 43rd Street, New York, NY 10036
(telefon: +1−212−642−4900, hemsida: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other
Hot Work, NFPA Standard 51B, från National Fire Protection
Association, Quincy, MA 02269 (telefon: +1−800−344−3555,
hemsida: www.nfpa.org).
OSHA, Occupational Safety and Health Standards for General
Industry, Title 29, Code of Federal Regulations (CFR), Part 1910,
Subpart Q, and Part 1926, Subpart J, från U.S. Government Printing
Office, Superintendent of Documents, P.O. Box 371954, Pittsburgh,
PA 15250−7954 (telefon: +1−866−512−1800) (det finns 10 OSHAregionkontor-telefon, region 5, Chicago, är +1−312−353−2220,
hemsida: www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation,
The National Institute for Occupational Safety and Health (NIOSH),
1600 Clifton Rd, Atlanta, GA 30329−4027 (telefon: +1−800−232−4636,
hemsida: www.cdc.gov/NIOSH).
Elektrisk ström som flyter genom en ledare alstrar lokala elektriska och
magnetiska fält (EMF). Strömmen från bågsvetsning (och liknande
processer, bland andra punktsvetsning, mejsling, plasmabågskärning
och induktionsuppvärmning) alstrar ett elektromagnetiskt fält omkring
svetskretsen. Elektromagnetiska fält kan störa visa medicinska
implantat, bland annat pacemakrar. Säkerhetsåtgärder för personer
som bär medicinska implantat måste vidtas. Exempelvis så kan
tillgängligheten för förbipasserande begränsas och individuell
riskbedömning kan göras för svetsare kan göras. Alla svetsare ska
använda följande procedurer för att minimera exponeringen för
elektromagnetiska fält från svetskretsen:
1. Håll kablar samlade genom att vrida eller tejpa ihop dem eller
använda en kabelkanal.
2. Placera dig inte emellan svetskablarna. Lägg kablarna vid sidan
och på avstånd från operatören.
3. Linda inte kablarna runt kroppen.
4. Håll huvud och kropp på så stort avstånd från aggregatet
som möjligt.
5. Sätt arbetsklämman på arbetsstycket så nära svetsen som
möjligt.
6. Arbeta inte intill, sitt inte på och luta dig inte mot svetsaggregatet.
7. Svetsa inte medan du bär på svetsaggregatet eller trådmataren.
Medicinska implantat:
Personer med medicinska implantat ska kontakta sin läkare och tillverkaren av apparaten innan de kommer nära bågsvets-, punktsvets-,
mejslings-, plasmabågskärnings-, och induktionsuppvärmningsarbeten. Ovanstående procedurer rekommenderas om läkaren ger tillstånd.
OM−275857 Sida 4

. En fullständig reservdelslista finns på www.MillerWelds.com
KAPITEL 2 − DEFINITIONER
2-1. Ytterligare säkerhetssymboler och definitioner
.
Vissa symboler finns bara på CE−produkter.
Varning! Se upp! Risker föreligger så som anges av symbolerna.
Bär torra gummihandskar. Vidrör inte elektroder med oskyddad hand. Bär inte våta eller skadade handskar.
Skydda dig själv mot stötar genom att isolera dig från arbetsstycke och jord.
Safe1 2012−05
Safe2 2017−04
Koppla bort väggkontakten eller nätspänningen före arbete på maskinen.
Håll huvudet ute ur röken.
Ventilera eller använd en utsugningsanordning för att avlägsna rök.
Använd fläkt för att avlägsna rök.
Lättantändliga föremål ska hållas borta från svetsningen. Svetsa inte i närheten av lättantändliga föremål.
Safe3 2017−04
Safe5 2017−04
Safe6 2017−04
Safe8 2012−05
Safe10 2012−05
Svetsgnistor kan orsaka brand. En brandsläckare ska finnas till hands och en observatör ska stå redo att
använda den.
Svetsa inte på fat och andra slutna behållare.
OM-275857 sida 5
Safe12 2012−05
Safe14 2012−05
Safe16 2017−04

. En fullständig reservdelslista finns på www.MillerWelds.com
Avlägsna eller måla inte över etiketten.
Kasta inte produkten (i förekommande fall) i hushållssoporna.
Återanvänd eller återvinn kasserade elektriska och elektroniska apparater genom att lämna dem
till en återvinningsstation.
Kommunens återvinningscentral eller närmaste återförsäljare kan bistå med ytterligare information.
Miljöskyddande användningsperiod (Kina)
Koppla bort väggkontakten eller nätspänningen före arbete på maskinen.
När strömmen slås till kan defekta delar explodera eller få andra delar att explodera.
Safe20 2017−04
Safe37 2017−04
Safe123 2016−06
Safe30 2012−05
Safe26 2012−05
Bär alltid långa ärmar och knäpp kragen vid service på enheten.
Safe28 2012−05
Efter att ha vidtagit rätta säkerhetsåtgärder, slå på strömmen till enheten.
Safe29 2012−05
Använd inte bara ett handtag för att lyfta eller bära upp enheten.
Safe31 2017−04
=<60
Enheten ska alltid lyftas och stödjas med båda händerna.
Lyftanordningen ska hållas vid en vinkel av under 60 grader.
Använd rätt vagn för att flytta enheten.
Safe44 2012−05
Farlig spänning finns kvar på ingångskondensatorerna efter att
V
V
strömmen stängts av. Vidrör ej fulladdade ingångskondensatorer.
Vänta alltid 60 sekunder efter att strömmen stängts av innan arbete
inleds på apparaten, OCH mät spänningen över kondensatorerna och
kontrollera att den är nära noll innan någon del vidrörs.
>60s
V
Safe42 2017−04
Lär dig maskinen och läs anvisningarna innan du svetsar eller
arbetar på maskinen.
OM-275857 sida 6
Safe40 2012−05
Använd hatt och skyddsglasögon. Använd öronskydd och
skjortkrage. Använd svetshjälm med rätt filtergrad. Använd komplett
kroppsskydd.
Safe38 2012−05

. En fullständig reservdelslista finns på www.MillerWelds.com
2-2. Övriga symboler och definitioner
. Vissa symboler finns bara på CE−produkter.
A
V
Ampere
Svetsspänning
Gasvolframbågs−
vetsning (GTAW)
Metallbågsvetsning
med skyddsgas
(SMAW)
Volt
Primärspänning
Trefas, statisk
frekvens−
omvandlare-trans−
formator-likriktare
Svetsspänning
Tilläggsskydd
I
X
U
U
IP
I
1max
Gas ut
Nominell
2
svetsström
Driftcykel
Likström
Primäranslutning
Konventionell
utgångsspänning
2
1
Nätspänning
Skyddsklass
Nominell effektiv
nätström
Impulsstart
(HF–start)
Nedramp
Slutström
Pulsprocent i tid
Startramp
AC
Vågformsstyrning
Pulsfunktion
EP−ström
Pulsfrekvens
S
Fjärr
Lyfttändning
(GTAW)
Skyddsjordning
(jord)
Gasefterströmning
Gasförströmning
Sekunder
Till
Av
Positiv
I
1eff
U
Max. effektiv
nätström
Märkspänning,
0
obelastad (OCV)
Polaritetsreglage
Startström
Ökning/minskning
av kvantitet
Fjärrstyrd
standard
Fjärr−2T håll
Gas/DIG−styrning
Procent
f
Arbetsstycke
Elektrod
EN−ström
Svetsmetod
Enheten får
användas i
omgivningar med
höjd risk för stötar
Sekvens
Bottenström
AC−frekvens
Negativ
Växelström
Gas in
Hz
Hertz
Hämta från minnet
Bågtryck (DIG)
Vatten in
(kylmedel)
Vatten ut
(kylmedel)
Cirkulationsenhet
med kylpump
OM-275857 sida 7

. En fullständig reservdelslista finns på www.MillerWelds.com
KAPITEL 3 − SPECIFIKATIONER
3-1. Placering av serienummer− och märketikett
Serienumret och märkuppgifterna för strömkällan återfinns på framsidan av maskinen. Använd märketiketterna för att fastställa specifikationerna för
matningsström och/eller nominell effekt. För framtida bruk, skriv serienumret i utrymmet som tillhandahålls på baksidan av den här manualen.
3-2. Specifikationer
. Använd inte informationen i enhetens specifikationstabeller för att fastställa de elektriska servicekraven. Se avsnitt 4-14 och 4-15 för information
om anslutning av matningsström.
. Denna utrustning levererar märkeffekten vid en omgivningstemperatur på 1045F ( 405C).
A. Dynasty 400, modeller
. Använd inte informationen i enhetens specifikationstabell för att fastställa de elektriska servicekraven. Se avsnitt 4-14 A för information om
anslutning av matningsström.
Svetsströmområde Max.
3-400* 75 8-15*** 14KV** 23
* Svetsområdet för pinnprocess är 5-400 ampere. För TIG är strömområdet beroende av volframdiametern (se avsnitt 5-3).
** Bågstartenhet är konstruerad för manuellt styrda operationer.
*** Låg tomgångsspänning vid TIG Lift−Arct eller vid elektrodsvetsning med låg tomgångsspänning vald.
Normal tomgångsspänning (75) finns vid elektrodsvetsning med normal tomgångsspänning vald.
Matnings−
spänning
Trefas
Enfas
Svetsspänning
250 A vid 30 volt DC,
300 A vid 32 volt DC,
400 A vid 36 volt DC,
200 A vid 28 volt DC,
250 A vid 30 volt DC,
300 A vid 32 volt DC,
tomgångsspänning, (Uo)
Märkström
100% driftcykel
60% driftcykel
20% driftcykel
100% driftcykel
60% driftcykel
20% driftcykel
208 V 230 V 380 V 400 V 460 V 575 V KVA KW
28 25 15 14 13 10 10,3 9,8
36 33 19 19 16 13 13,1 12,5
55
40 36 − 20 17 13 8,2 7,5
52 47 − 26 22 17 10,9 9,9
67 60 − 33 28 22 13,9 12,7
Låg tomgångsspänning,
49
(Uo)
Matningsström vid märkbelastning, 50/60Hz
29 28 24 19 19,4 18,6
Märktändspänning (Up) IP−klass
. Denna enhet är utrustad med Auto-Line. Auto-Line är en intern strömkälla för en omformare som automatiskt länkar strömkällan till primär
inspänning mellan 190 och 625 volt, en− eller trefas, 50 eller 60 hertz. Den justerar även för spänningshöjningar inom hela intervallet.
Anteckningar
OM-275857 sida 8

. En fullständig reservdelslista finns på www.MillerWelds.com
B. Maxstar 400, modeller
. Använd inte informationen i enhetens specifikationstabell för att fastställa de elektriska servicekraven. Se avsnitt 4-14B för information om
anslutning av matningsström.
Svetsströmområde Max.
3-400* 75 8-15*** 14KV** 23
* Svetsområdet för pinnprocess är 5-400 ampere. För TIG är strömområdet beroende av volframdiametern (se avsnitt 5-3).
** Bågstartenhet är konstruerad för manuellt styrda operationer.
*** Låg tomgångsspänning vid TIG Lift−Arct eller vid elektrodsvetsning med låg tomgångsspänning vald.
Normal tomgångsspänning (75) finns vid elektrodsvetsning med normal tomgångsspänning vald.
Matnings-
spänning
250 A vid 30 volt DC,
Trefas
Enfas
300 A vid 32 volt DC,
400 A vid 36 volt DC,
200 A vid 28 volt DC,
250 A vid 30 volt DC,
300 A vid 32 volt DC,
tomgångsspänning, (Uo)
Märkström
Svetsspänning
100% driftcykel
60% driftcykel
20% driftcykel
100% driftcykel
60% driftcykel
20% driftcykel
208 V 230 V 380 V 400 V 460 V 575 V KVA KW
26 23 14 13 12 9 9,4 9,1
33 30 18 17 15 12 12 11,6
50 45 27 25 22 17 18,1 17,3
37 33 − 18 18 12 7,4 6,9
48 43 − 24 20 16 10,0 9,2
62 55 − 30 28 20 12,8 11,8
Låg tomgångsspänning,
(Uo)
Matningsström vid märkbelastning, 50/60Hz
Märktändspänning (Up) IP−klass
. Denna enhet är utrustad med Auto-Linet. Auto-Line är en intern strömkälla för en omformare som automatiskt länkar strömkällan till primär
inspänning mellan 190 och 625 volt, en− eller trefas, 50 eller 60 hertz. Den justerar även för spänningshöjningar inom hela intervallet.
C. Dynasty 800, modeller
. Använd inte informationen i enhetens specifikationstabell för att fastställa de elektriska servicekraven. Se avsnitt 4-14 A för information om
anslutning av matningsström.
Svetsströmområde Max.
5-800* 75 8-15*** 14KV** 23
* Svetsområdet för pinnprocess är 5-750 ampere. För TIG är strömområdet beroende av volframdiametern (se avsnitt 5-3).
** Bågstartenhet är konstruerad för manuellt styrda operationer.
*** Låg tomgångsspänning vid TIG Lift−Arct eller vid elektrodsvetsning med låg tomgångsspänning vald.
Normal tomgångsspänning (75) finns vid elektrodsvetsning med normal tomgångsspänning vald.
Matnings−
spänning
Trefas
Enfas
Svetsspänning
500 A vid 40 volt DC,
600 A vid 44 volt DC,
800 A vid 44 volt DC,
400 A vid 36 volt DC,
500 A vid 40 volt DC,
tomgångsspänning, (Uo)
Märkström
100% driftcykel
60% driftcykel
20% driftcykel
100% driftcykel
60% driftcykel
208 V 230 V 380 V 400 V 460 V 575 V KVA KW
73 66 39 37 32 25 26,3 25,2
96 86 51 48 42 33 34,7 33,2
123
98 88 − 48 41 32 20,2 18,6
136 122 − 66 56 44 28,0 25,8
Låg tomgångsspänning,
118
(Uo)
Matningsström vid märkbelastning, 50/60Hz
69 65 57 45 46,9 45,0
Märktändspänning (Up) IP−klass
. Denna enhet är utrustad med Auto-Line. Auto-Line är en intern strömkälla för en omformare som automatiskt länkar strömkällan till primär
inspänning mellan 190 och 625 volt, en− eller trefas, 50 eller 60 hertz. Den justerar även för spänningshöjningar inom hela intervallet.
OM-275857 sida 9

. En fullständig reservdelslista finns på www.MillerWelds.com
D. Maxstar 800, modeller
. Använd inte informationen i enhetens specifikationstabell för att fastställa de elektriska servicekraven. Se avsnitt 4-14B för information om
anslutning av matningsström.
Svetsströmområde
5-800* 75 8-15*** 14KV** 23
* Svetsområdet för pinnprocess är 5-750 ampere. För TIG är strömområdet beroende av volframdiametern (se avsnitt 5-3).
** Bågstartenhet är konstruerad för manuellt styrda operationer.
*** Låg tomgångsspänning vid TIG Lift−Arct eller vid elektrodsvetsning med låg tomgångsspänning vald.
Normal tomgångsspänning (75) finns vid elektrodsvetsning med normal tomgångsspänning vald.
Matnings-
spänning
500 A vid 40 volt DC,
600 A vid 44 volt DC,
Trefas
800 A vid 44 volt DC,
400 A vid 36 volt DC,
Enfas
500 A vid 40 volt DC,
tomgångsspänning, (Uo)
Märkström
Svetsspänning
100% driftcykel
60% driftcykel
20% driftcykel
100% driftcykel
60% driftcykel
Max.
208 V 230 V 380 V 400 V 460 V 575 V KVA KW
68 61 36 34 30 24 24,4 23,3
90 80 48 45 39 31 32,4 31,1
120 109 65 61 53 42 41,8 40,1
89 80 − 44 38 30 18,5 17,1
126 11 2 − 61 53 41 26,2 24,0
Låg tomgångsspänning,
(Uo)
Matningsström vid märkbelastning, 50/60Hz
Märktändspänning (Up) IP−klass
. Denna enhet är utrustad med Auto-Linet. Auto-Line är en intern strömkälla för en omformare som automatiskt länkar strömkällan till primär
inspänning mellan 190 och 625 volt, en− eller trefas, 50 eller 60 hertz. Den justerar även för spänningshöjningar inom hela intervallet.
Anteckningar
OM-275857 sida 10

. En fullständig reservdelslista finns på www.MillerWelds.com
3-3. Mått, vikter och hålmönster på bottenplattan
. Totalmått (A, B och C) inkluderar lyftögla, handtag, komponenter m.m.
A. Svetsströmkälla
Mått
A
B
803914-A
C
G
F
B. Svetsströmkälla med vagn och kylare
A
B 13-3/4 tum (349 mm)
C 22 tum (559 mm)
C
D
E
D 20-1/2 tum (521 mm)
E 1 tum (25 mm)
F 11-3/4 tum (298 mm)
G
400 A−modeller
24-3/4 tum (654 mm)
1/2 tum diameter (13 mm diameter)
Vikt Vikt
60,8 kg (134 lb) 89,8 kg (198 lb)
800 A−modeller
34-5/8 tum (879 mm)
4 hål
Mått
A
A
B 23-1/8 tum (587 mm)
B
C
C 43-3/4 tum (1111 mm)
400−modeller
43-1/8 tum (1095 mm)
Vikt - 400−modeller Vikt - 800−modeller
113,6 kg 142 kg
800−modeller
53-3/4 tum (1365 mm)
804642-C
OM-275857 sida 11

. En fullständig reservdelslista finns på www.MillerWelds.com
3-4. Miljödata
A. IP−klassning (alla modeller)
IP−klass
IP23
Denna utrustning är avsedd för utomhusbruk.
B. Temperaturdata
Drifttemperatur* Förvarings−/transporttemperatur
-10 till 40 C
*Uteffekten sjunker vid temperaturer över 104 F (40 C).
−20 till 55 C
C. Information om elektromagnetisk kompatibilitet (EMC) (Dynasty 400)
! Denna Klass A−utrustning är inte avsedd för användning i bostadsorter där den elektriska strömmen tillhandahålls av det
allmännyttiga lågspänningsförsörjningssystemet. Potentiella svårigheter kan uppstå med att säkerställa elektromagnetisk
kompatibilitet på sådan orter, p.g.a. både ledningsbundna och utstrålade störningar.
Denna utrustning uppfyller IEC61000-3-11 och IEC 61000−3−12 och kan anslutas till det allmännyttiga lågspänningsförsörjningssystemet
förutsatt att impedansen Z
(eller kortslutningseffekten Ssc är över 3 746 329 VA). Det är utrustningsinstallatörens eller −användarens ansvar att se till, vid behov genom
konsultering med distributionsnätverksoperatören, att systemimpedansen uppfyller impedansrestriktionerna.
i allmännyttiga lågspänningsförsörjningssystemet vid platsen för den gemensamma kopplingen är under 42,7mW
max
IP23 2017−02
Temp_2016-07
ce-emc 1 2014-07
D. Information om elektromagnetisk kompatibilitet (EMC) (Maxstar 400)
! Denna Klass A−utrustning är inte avsedd för användning i bostadsorter där den elektriska strömmen tillhandahålls av det
allmännyttiga lågspänningsförsörjningssystemet. Potentiella svårigheter kan uppstå med att säkerställa elektromagnetisk
kompatibilitet på sådan orter, p.g.a. både ledningsbundna och utstrålade störningar.
Denna utrustning uppfyller IEC61000-3-11 och IEC 61000−3−12 och kan anslutas till det allmännyttiga lågspänningsförsörjningssystemet
förutsatt att impedansen Z
(eller kortslutningseffekten Ssc är över 3 746 329 VA). Det är utrustningsinstallatörens eller −användarens ansvar att se till, vid behov genom
konsultering med distributionsnätverksoperatören, att systemimpedansen uppfyller impedansrestriktionerna.
i allmännyttiga lågspänningsförsörjningssystemet vid platsen för den gemensamma kopplingen är under 42,7mW
max
ce-emc 1 2014-07
E. Information om elektromagnetisk kompatibilitet (EMC) (Dynasty 800)
! Denna Klass A−utrustning är inte avsedd för användning i bostadsorter där den elektriska strömmen tillhandahålls av det
allmännyttiga lågspänningsförsörjningssystemet. Potentiella svårigheter kan uppstå med att säkerställa elektromagnetisk
kompatibilitet på sådan orter, p.g.a. både ledningsbundna och utstrålade störningar.
Denna utrustning uppfyller IEC61000-3-11 och IEC 61000−3−12 och kan anslutas till det allmännyttiga lågspänningsförsörjningssystemet
förutsatt att impedansen Z
(eller kortslutningseffekten Ssc är över 9,4MVA). Det är utrustningsinstallatörens eller −användarens ansvar att se till, vid behov genom
konsultering med distributionsnätverksoperatören, att systemimpedansen uppfyller impedansrestriktionerna.
i allmännyttiga lågspänningsförsörjningssystemet vid platsen för den gemensamma kopplingen är under 17,03mW
max
ce-emc 1 2014-07
F. Information om elektromagnetisk kompatibilitet (EMC) (Maxstar 800)
! Denna Klass A−utrustning är inte avsedd för användning i bostadsorter där den elektriska strömmen tillhandahålls av det
allmännyttiga lågspänningsförsörjningssystemet. Potentiella svårigheter kan uppstå med att säkerställa elektromagnetisk
kompatibilitet på sådan orter, p.g.a. både ledningsbundna och utstrålade störningar.
Denna utrustning uppfyller IEC61000-3-11 och IEC 61000−3−12 och kan anslutas till det allmännyttiga lågspänningsförsörjningssystemet
förutsatt att impedansen Z
(eller kortslutningseffekten Ssc är över 3,3MVA). Det är utrustningsinstallatörens eller −användarens ansvar att se till, vid behov genom
konsultering med distributionsnätverksoperatören, att systemimpedansen uppfyller impedansrestriktionerna.
i allmännyttiga lågspänningsförsörjningssystemet vid platsen för den gemensamma kopplingen är under 49,09mW
max
OM-275857 sida 12
ce-emc 1 2014-07

. En fullständig reservdelslista finns på www.MillerWelds.com
G. Information om farliga ämnen för elektriska och elektroniska produkter i Kina
质量
Information om farliga ämnen för elektriska och elektroniska produkter i Kina
部
Komponentnamn
(适)
(om tillämpligt)
黄铜铜部
Mässings− och koppardelar
装
Kopplingsanordningar
装
Elkopplare
配
Kablar och kabeltillbehör
Batterier
表SJ/T 11364规.
Den här tabellen är upprättad i enlighet med China SJ/T 11364.
O:
表该质该部质量GB/T26572规限量要.
Indikerar att koncentrationen av det farliga ämnet i alla homogena material i delen ligger under det relevanta tröskelvärdet för China GB/T
26572.
X:
表该质该部质量超GB/T26572规限量要.
Indikerar att koncentrationen av det farliga ämnet i minst ett homogent material i delen ligger över det relevanta tröskelvärdet för China GB/T
26572.
质
Farligt ämne
铅
Pb
X O O O O O
X O O O O O
O O X O O O
X O O O O O
X O O O O O
Hg
镉
Cd
铬
Cr6
PBB
醚
PBDE
限SJ/Z11388规.
EFUP−värdet av detta EEP−tillstånd är definierat i enlighet med China SJ/Z 11388.
Anteckningar
EEP_2016−06
OM-275857 sida 13

. En fullständig reservdelslista finns på www.MillerWelds.com
3-5. Driftcykel och överhettning
DRIFTCYKEL DYNASTY MAXSTAR 400/800
Driftcykeln är den procent av 10
minuter som enheten kan svetsa
med nominell belastning utan att
överhetta.
Om enheten överhettas stannar
utmatningen, ett hjälpmeddelande
visas (se avsnitt 9-3) och kylfläkten
går igång. Vänta i femton minuter
tills enheten har svalnat. Sänk
ampere eller spänning eller
driftcykeln före svetsningen.
OBS! − Om driftcykeln överskrids,
kan enheten skadas och garantin
annulleras.
900
MD800 3−FASIG
800
700
MD800 1−FASIG
MD400 1−FASIG
MD400 3−FASIG
600
500
400
300
UTGÅNGSEFFEKT (A)
200
100
0
10 20 60 100
% DRIFTCYKEL
Överhettning
0
Minuter
A eller V
15
ELLER
reducera driftcykeln
3-6. Statiska data
De statiska (effekt) egenskaperna hos svetsströmkällan kan beskrivas som slokande under SMAW− och GTAW− processerna. Statiska
egenskaper påverkas även av kontrollinställningarna (inklusive programvaran), elektroden, avskärmande gasen, svetskonstruktionsmaterialet
och andra faktorer. Kontakta fabriken för specifik information om de statiska egenskaperna hos svetsaggregatet.
OM-275857 sida 14

4-1. Val av plats
. En fullständig reservdelslista finns på www.MillerWelds.com
KAPITEL 4 − INSTALLATION
Förflyttning
Placering och luftflöde
1
ELLER
2
3
18 tum
(460 mm)
! Flytta eller använd inte
enheten där den kan tippa.
! Specialinstallation kan
fordras i utrymmen med
bensin eller flyktiga vätskor –
se NEC artikel 511 eller CEC
avsnitt 20.
1 Lyftögla
2 Lyftgafflar
Använd lyftögla eller gaffeltruck för
att flytta utrustningen.
För ut gafflarna på motsatta sidan av
utrustningen.
3 Primärfrånskiljare
Placera enheten nära ett lämpligt
nätuttag.
18 tum
(460 mm)
4-2. Svetskabelsanslutningar
3
2
loc_large 2015-04 / 804746-B
! Slå från strömmen före anslutning
av svetskablar.
! Använd inte slitna, skadade,
underdimensionerade eller
reparerade kablar.
1 Återledarkontakt
(Dynasty−modeller)
(+) Positiv svetskabelkontakt
(Maxstar−modeller)
2 Elektrodsvetskabelkontakt
(Dynasty−modeller)
(−) Negativ svetskabelkontakt
(Maxstar−modeller)
314−poligt fjärruttag (alla modeller)
Anslutningsscheman finns i kapitlen
4-10 till 4-13.
1
804746-B
OM-275857 sida 15

. En fullständig reservdelslista finns på www.MillerWelds.com
4-3. Välja kablagedimension*
OBS! − Den totala kabellängden i svetskretsen (se tabellen nedan) är den kombinerade längden av båda svetskablarna. Om strömkällan exempelvis är 30
m från arbetsstycket är den totala kabellängden i svetskretsen 60 meter (2 kablar x 30 m). Använd 60 m kolumnen för att fastställa kabelstorleken.
Svetskabeldimension** och maximal total kabellängd (koppar) i svetskretsen
30 m eller kortare**** 150 ft (45 m) 200 ft (60 m)
Svetsström***
100 4 (20) 4 (20) 4 (20) 3 (30)
150 3 (30) 3 (30) 2 (35) 1 (50)
200 3 (30) 2 (35) 1 (50) 1/0 (60)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
500 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70)
* Detta diagram är en allmän riktlinje och kanske inte passar alla tillämpningar. Om kabeln överhettar, använd en kabel av nästa större storlek.
** Svetskabeldimensionen (AWG) baseras på endera 4 V eller mindre spänningsfall eller en strömtäthet på minst 300 circular mils per ampere.
( ) = mm2 metriskt
*** Välj svetskabeldimension för pulstillämpning efter toppströmsvärde.
**** Använd endast likström för längre avstånd än 100 ft (30 m) upp till 200 ft (60 m). För längre avstånd än vad som visas i denna guide, se
AWS Fact Sheet No. 39, Welding Cables, som finns tillgängligt från American Welding Society på http://www.aws.org.
10 – 60 % driftcykel
AWG (mm2)
60 – 100% driftcykel
AWG (mm2)
10 – 100% driftcykel
AWG (mm2)
Ref. S-0007-L 2017−08 (TIG)
Anteckningar
Arbeta som ett
proffs!
Svetsa och skär
försiktigt. Läs
säkerhetsreglerna i
början av den
här handboken.
OM-275857 sida 16

. En fullständig reservdelslista finns på www.MillerWelds.com
4-4. Information om 14−poligt fjärruttag
Uttag Uttagsinformation
AJ
K
B
L
NH
C
M
D
F
E
15 VOLT LIKSTRÖM
TILLSLAG
(LEDARE)
I
FJÄRR−
KONTROLL
G
Utgångssignaler
804746-B / 218 716-A
A Kontaktorstyrning +15 VDC, referens till G.
B Kontaktslutning till A sluter 15 VDC
kontaktstyrningskretsen och aktiverar utgången.
C Spänning till fjärrkontroll; +10 volt likström till
fjärrkontrollen.
D Fjärrkontrollskrets gemensam.
E 0 till +10 volt insignal från fjärrkontroll.
*Omkonfigurerbar som ineffekt för Aktivera
uteffekt (svetsstopp) − används för att stoppa
svetsningen utanför den normala svetscykeln.
Anslutningen till D−plinten måste upprätthållas
hela tiden. Om anslutningen bryts, avbryts
utmatningen och Auto Stop visas.
F Strömåterkoppling, +1 VDC per 100 A uteffekt.
H Spänningsåterkoppling; +1 VDC per 10 V
bågspänning.
I* Bågfunktionsindikering med sluten krets till plint G
med giltig båge. Elektriska specifikationer: öppen
kollektortransistor (exempel på anslutning finns i
avsnitt 4-5).
J*
Låsning av båglängdindikering till plint G vid start−
och slutampere och slope samt vid bakgrundstid
för en <=10 Hz pulsningsvågform. Elektriska
specifikationer: öppen kollektortransistor (exempel
på anslutning finns i avsnitt 4-5).
Beröringsavkänning med sluten krets till plint G,
**
med Modbus beröringsavkänning aktiverad och
maskinen ej initierad för svetsutsignal.
GEMENSAM
CHASSI
Seriekommuni−
kationsbuss
Plinterna G och K är elektriskt isolerade från varandra.
G Retur för alla utgångssignaler: F, H, I, J och A.
K Chassi
L** Modbus gemensam (RS485 gemensam)
M** Modbus D1 (RS485 B+)
N** Modbus D0 (RS485 A-)
. Om ett fjärrhandreglage som RHC-14 är anslutet till det 14−poliga fjärruttaget måste vissa strömvärden över min. ställas in på fjärrkontrollen
innan panelen eller fjärrkontaktorn slås på. Annars kommer strömmen att styras genom kontrollpanelen och fjärrhandreglaget fungerar inte.
*Finns med tillbehöret automatiseringsexpansionsminneskort.
**Finns med tillbehöret modbussexpansionsminneskort. Modbusseriekommunikation ger tillgång till alla frontpanelparametrar och
maskinfunktioner. En lista över Modbusregister finns i användarhandboken 265415. Modbusexpansion inkluderar även funktionerna
automatisering, het tråd och justering för Hot Start.
4-5. Enkel automatiseringsapplikation (14-stiftsgränssnitt)
. Denna applikation kräver köp av
automatiseringsexpansionsmodulen,
Miller artikelnummer 301151.
Stift I, J: Kollektor
Spolmotstånd plus R
ska väljas för att
CR1
begränsa strömmen till
75 mA
R
CR1
+
Användarförsedd ström
upp till 27 volt DC topp
−
Till användarens
utrustning
Stift G: Emitter
OM-275857 sida 17

. En fullständig reservdelslista finns på www.MillerWelds.com
4-6. Automatiseringsanslutning (för 28-stiftskontakt om sådan finns)
A. Grundfunktioner för automatisering
Använd detta läge när endast de grundläggande funktionerna i automatiseringskortet krävs. Dessa funktioner inkluderar Start/Stopp,
bågfunktionsindikering, gasstyrning, inaktivera högfrekvensbågstart samt fjärrval av minne. Svetsströmkällan fungerar som en standardenhet.
Automation 2−läget ska användas när en externt styrd pulsvågform behövs eller om svetsarens ampere påverkas av brus injicerat i kablaget mellan
fjärrutrustningen och svetsaren.
2
Signal−
Stift
riktning
1 Primär−
spänning
3 Primär−
spänning
4 Svets−
spänning
5 Svets−
spänning
6 Svets−
spänning
3
76 5
8
13
14
20
12
18
19
24
25
28
Start/Stopp = Upprätthållen anslutning till stift 8 startar svetscykeln. När anslutningen öppnas avbryts svetscykeln. För
tillfällig stängning ställer du in enheten på 2T. En tillfällig stängning över 100 ms, men inte under 3/4 sekund startar och
stannar svetseffekten.
Gasstyrning = Ingången används för att styra gasflödet utöver inställningarna för för− och/eller efterströmning på
aggregatet. Slutning till stift 8 sätter på gasen.
Bågfunktionsindikering = Parad med stift 9. Denna effekt används för att signallera till externa fixturr att aggregatet har
detekterat en bågfunktion. Stiftet sluts till stift 9 när effekten är på och det finns mindre än 65 belastningsvolt. Elektriska
specifikationer: Maxvärden för öppen kollektortransistor 27 volt DC topp @ 75mA. (se avsnitt 4-5 för typisk applikation).
Skalad verklig svetsspänning = +1 VDC per 10 V svetsspänning med referens till stift 11.
Skalad verklig svetsström = +1 VDC per 100 A svetsström med referens till stift 11.
27
11 10
17
23
1
4
9
15
16
22
21
26
804746-B / 218716-A
Stiftinformation för 28-stiftskontakten RC28
7 Svets−
spänning
8 Svets−
spänning
9 Svets−
spänning
10 Primär−
spänning
11 Svets−
spänning
12 Svets−
spänning
13 Svets−
spänning
14 Svets−
spänning
15 Primär−
spänning
16 Primär−
spänning
17 Primär−
spänning
Fortsättning på nästa sida
OM-275857 sida 18
+15 VDC till stift11 (stift A i 14−stiftkontakten).
Referensstift = Stiftet är signalreferens för stiften 1, 2, 3, 10, 15, 16.
Referens för bågfunktionsindikering = Parad med stift 4. Anslut till gemensamma anslutningen på användarens
externa spänningsmatning. (se avsnitt 4-5 för typisk applikation).
Val av minne = Används för att välja minnesnummer. Används tillsammans med stift 15 och 16. (se avsnitt 4-7 och
13−1.).
Referens för strömstyrning = För stift 5, 6, 7, 17 och 18. (Stift D av 14−stift).
Svetsarchassi = Jord. Ansluts endast om gemensamma potentialer krävs mellan användarutrustningen och svetsaren.
Låsning av båglängdindikering = Parad med stift 14. Används för att skicka signal till ett automatiskt
spänningsreglage för att ignorera spänningen under vissa situationer. Stiftet är slutet till stift 14 när svetscykeln är
initialampere, initialramp, nedramp, slutampere och pulserad bakgrundstid. Elektriska specifikationer: Maxvärden för
öppen kollektortransistor 27 volt DC topp @ 75mA. (se avsnitt 4-5 för typisk applikation).
Referens för låsning av båglängdindikering = Parad med stift 13. Anslut till gemensamma anslutningen på
användarens externa spänningsmatning (se avsnitt 4-17 för typisk applikation).
Val av minne = Används för att välja minnesnummer. Används tillsammans med stift 10 och 16. (se avsnitt 4-7 och
13−1.).
Val av minne = Används för att välja minnesnummer. Används tillsammans med stift 10 och 15. (se avsnitt 4-7 och
13−1.).
Strömstyrning = 0 till +10 volt likström med hänsyn till stift 11. 10 volt representerar amperevärdet som har ställts in på
maskinens mätare. (Stift E av 14−stift).

. En fullständig reservdelslista finns på www.MillerWelds.com
Fortsättning från föregående sida Avsnitt A
18 Svets−
spänning
19 Primär−
spänning
23 Svets−
spänning
24 Svets−
spänning
Övriga stift används inte.
B. Aggregatstyrd automatikläge (stift 20 kopplat till stift 8) Automation 1
Använd detta läge när endast de grundläggande funktionerna i automatiseringskortet krävs eller om svetsaren behöver styra initial− och
slutsvetstiduren. Dessa funktioner inkluderar Start/Stopp, bågfunktionsindikering, gasstyrning, inaktivera högfrekvensbågstart, fjärrval av minne samt
nödsvetsstopp. Svetsströmkällan fungerar som en standardenhet. Automation 2−läget ska användas när en externt styrd pulsvågform behövs eller
om svetsarens ampere påverkas av brus injicerat i kablaget mellan fjärrutrustningen och svetsaren.
+10 VDC mot stift 11 för användning med en extern potentiometer för att ändra signalen till stift 17 (stift C i
14−stiftskontakten).
Inaktivera högfrekvensbågstart = Förhindrar att bågstartaren aktiveras när den sluts mot stift 8.
Slutrampsekvensindikering = Parad med stift 24. Stiftet sluts till stift 24 i slutramp. Elektriska specifikationer:
Maxvärden för öppen kollektortransistor 27 volt DC topp @ 75mA. (se avsnitt 4-5 för typisk applikation).
Referens för slutrampsekvensindikering = Parad med stift 23. Anslut till gemensamma anslutningen på användarens
externa spänningsmatning. (se avsnitt 4-5 för typisk applikation).
2
14
20
3
76 5
8
13
19
25
28
12
18
24
27
11 10
17
23
1
4
9
15
16
22
21
26
Signal−
Stift
riktning
1 Primär−
spänning
Start/Stopp = Upprätthållen anslutning till stift 8 startar svetscykeln. När anslutningen öppnas avbryts svetscykeln. För
tillfällig stängning ställer du in enheten på 2T. En tillfällig stängning över 100 ms, men inte under 3/4 sekund startar och
stannar svetseffekten.
2 Primär−
spänning
Nödsvetsstopp = Används för att stoppa svetsningen utanför den normala svetscykeln (dvs. ljusgardiner eller externt
nöd-stopp). Anslutningen till stift 8 måste upprätthållas hela tiden. Om anslutningen bryts avbryts utmatningen,
efterströmning börjar och visas på mätarna.
3 Primär−
spänning
4 Svets−
spänning
Gasstyrning = Ingången används för att styra gasflödet utöver inställningarna för för− och/eller efterströmning på
aggregatet. Slutning till stift 8 sätter på gasen.
Bågfunktionsindikering = Parad med stift 9. Denna effekt används för att signallera till externa fixturr att aggregatet har
detekterat en bågfunktion. Stiftet sluts till stift 9 när effekten är på och det finns mindre än 65 belastningsvolt. Elektriska
specifikationer: Maxvärden för öppen kollektortransistor 27 volt DC topp @ 75mA. (se avsnitt 4-5 för typisk applikation).
5 Svets−
Skalad verklig svetsspänning = +1 VDC per 10 V svetsspänning med referens till stift 11.
spänning
6 Svets−
Skalad verklig svetsström = +1 VDC per 100 A svetsström med referens till stift 11.
spänning
7 Svets−
+15 VDC mot stift 11 (stift A i 14−stiftskontakten).
spänning
8 Svets−
Referensstift = Stiftet är signalreferens för stiften 1, 2, 3, 10, 15, 16.
spänning
9 Svets−
spänning
10 Primär−
spänning
11 Svets−
Referens för bågfunktionsindikering = Parad med stift 4. Anslut till gemensamma anslutningen på användarens
externa spänningsmatning. (se avsnitt 4-5 för typisk applikation).
Val av minne = Används för att välja minnesnummer. Används tillsammans med stift 15 och 16. (se avsnitt 4-7 och
13−1.).
Referens för strömstyrning = För stift 5, 6, 7, 17 och 18. (Stift D av 14−stift).
spänning
12 Svets−
Svetsarchassi = Jord. Ansluts endast om gemensamma potentialer krävs mellan användarutrustningen och svetsaren.
spänning
Fortsättning på nästa sida
804746-B / 218716-A
Stiftinformation för 28-stiftskontakten RC28
OM-275857 sida 19

. En fullständig reservdelslista finns på www.MillerWelds.com
Fortsättning från föregående sida Avsnitt B
13 Svets−
spänning
14 Svets−
spänning
15 Primär−
spänning
16 Primär−
spänning
17 Primär−
spänning
18 Svets−
spänning
19 Primär−
spänning
20 Primär−
spänning
23 Svets−
spänning
24 Svets−
spänning
Övriga stift används inte.
Låsning av båglängdindikering = Parad med stift 14. Används för att skicka signal till ett automatiskt
spänningsreglage för att ignorera spänningen under vissa situationer. Stiftet är slutet till stift 14 när svetscykeln är
initialampere, initialramp, nedramp, slutampere och pulserad bakgrundstid. Elektriska specifikationer: Maxvärden för
öppen kollektortransistor 27 volt DC topp @ 75mA. (se avsnitt 4-5 för typisk applikation).
Referens för låsning av båglängdindikering = Parad med stift 13. Anslut till gemensamma anslutningen på
användarens externa spänningsmatning (se avsnitt 4-5 för typisk applikation).
Val av minne = Används för att välja minnesnummer. Används tillsammans med stift 10 och 16. (se avsnitt 4-7 och
13−1.).
Val av minne = Används för att välja minnesnummer. Används tillsammans med stift 10 och 15. (se avsnitt 4-7 och
13−1.).
Strömstyrning = 0 till +10 volt likström med hänsyn till stift 11. 10 volt representerar amperevärdet som har ställts in på
maskinens mätare. (Stift E av 14−stift).
+10 VDC mot stift 11 för användning med en extern potentiometer för att ändra signalen till stift 17 (stift C i
14−stiftskontakten).
Inaktivera högfrekvensbågstart = Förhindrar att bågstartaren aktiveras när den sluts mot stift 8.
Välj aggregatstyrning = Slut till stift 8 för att aktivera funktionen.
Slutrampsekvensindikering = Parad med stift 24. Stiftet sluts till stift 24 i slutramp. Elektriska specifikationer:
Maxvärden för öppen kollektortransistor 27 volt DC topp @ 75mA. (se avsnitt 4-5 för typisk applikation).
Referens för slutrampsekvensindikering = Parad med stift 23. Anslut till gemensamma anslutningen på användarens
externa spänningsmatning. (se avsnitt 4-5 för typisk applikation).
C. Användarstyrd automatikläge (stift 25 kopplat till stift 8) Automation 2
Detta läge inkluderar alla grundläggande funktioner på automatiseringskortet och ger svetsaren möjlighet att kontrollera puls− eller
växelströmsvågformer eller för att minimera bruset som kan injiceras i svetsaren från kontrollpanelen och kablarna. Dessa funktioner inkluderar
Start/Stopp, bågfunktionsindikering, gasstyrning, inaktivera högfrekvensbågstart samt nödsvetsstopp.
2
Signal-
Stift
riktning
1 Primär-
spänning
2 Primär-
spänning
3 Primär-
spänning
4 Svets−
spänning
5 Svets−
spänning
6 Svets−
spänning
7 Svets−
spänning
3
76 5
8
13
14
20
12
18
19
24
25
28
Start/Stopp = Upprätthållen anslutning till stift 8 startar svetscykeln. När anslutningen öppnas avbryts svetscykeln. För
tillfällig stängning ställer du in enheten på 2T. En tillfällig stängning över 100 ms, men inte under 3/4 sekund startar och
stannar svetseffekten.
Nödsvetsstopp = Används för att stoppa svetsningen utanför den normala svetscykeln (dvs. ljusgardiner eller externt
nöd-stopp). Anslutningen till stift 8 måste upprätthållas hela tiden. Om anslutningen bryts avbryts utmatningen,
efterströmning börjar och visas på mätarna.
Gasstyrning = Ingången används för att styra gasflödet utöver inställningarna för för− och/eller efterströmning på aggre-
gatet. Slutning till stift 8 sätter på gasen.
Bågfunktionsindikering = Parad med stift 9. Denna effekt används för att signallera till externa fixturr att aggregatet har
detekterat en bågfunktion. Stiftet sluts till stift 9 när effekten är på och det finns mindre än 65 belastningsvolt. Elektriska
specifikationer: Maxvärden för öppen kollektortransistor 27 volt DC topp @ 75mA. (se avsnitt 4-5 för typisk applikation).
Skalad verklig svetsspänning = +1 VDC per 10 V svetsspänning med hänsyn till stift 11.
Skalad verklig svetsström = +1 VDC per 100 A svetsström med hänsyn till stift 11.
+15 VDC mot stift 11 (stift A i 14−stiftskontakten).
27
11 10
17
23
1
4
9
15
16
22
21
26
804746-B / 21816-A
Stiftinformation för 28-stiftskontakten RC28
Fortsättning på nästa sida
OM-275857 sida 20

. En fullständig reservdelslista finns på www.MillerWelds.com
Fortsättning från föregående sida, avsnitt C
8 Svets−
spänning
9 Svets−
spänning
11 Svets−
spänning
12 Svets−
spänning
19 Primär-
spänning
21 Primär-
spänning
22 Primär-
spänning
25 Primär-
spänning
26 Primär-
spänning
27 Primär-
spänning
28 Primär-
spänning
Övriga stift används inte.
Referensstift = Stiftet är signalreferens för stiften 1,2,3,10,15,16.
Referens för bågfunktionsindikering = Parad med stift 4. Anslut till gemensamma anslutningen på användarens
externa spänningsmatning. (se avsnitt 4-5 för typisk applikation).
Styrreferens för stiften 5 och 6.
Svetsarchassi = Jord. Ansluts endast om gemensamma potentialer krävs mellan användarutrustningen och svetsaren.
Inaktivera högfrekvensbågstart = Förhindrar att bågstartaren aktiveras när den sluts mot stift 8.
Gemensam ström, isolerad EN = Parad med stift 22.
Kommando ström, isolerad EN = Parad med stift 21. Ställer in amperevärdet för en Maxstar och EN−amperevärdet för
en Dynasty. Värdet ska vara mellan 0,3 och 10V motsvarande maxvärdet till minvärdet för maskinen.
Välj användarstyrd automatisering = Slut till stift 8 för att aktivera funktionen.
Kommando ström, isolerad EP (endast Dynasty−modeller) = Parad med stift 27. Ställer in amperevärdet för EP
(rengöring). Värdet ska vara mellan 0,3 och 10V motsvarande maxvärdet till minvärdet för maskinen.
Gemensam ström, isolerad EP (endast Dynasty−modeller) = Parad med stift 26.
Generering av växelströmsvågformer (endast Dynasty−modeller) - Användarstyrd polaritet (EN eller EP), frekvens
(20-400 HZ) och balans hos en växelströmsvågform. När detta stift inte sluts till stift 8 är svetseffekten EN. När detta stift
sluts till stift 8 är svetseffekten EP. Vid växling mellan anslutning och frånkoppling vid olika intervall skapas frekvensen
och balansen för vågformen.
4-7. Ingångar för fjärrval av minne (för 28-stiftskontakt om sådan finns)
28-stiftskontakt RC28
Kontaktbeteckningar 0 = öppen / 1 = kopplad till jord (stift 8)
3
8
14
20
25
28
1
4
9
15
21
26
Av 0 0 0
Minne 1 0 0 1
Minne 2 0 1 0
Minne 3 0 1 1
Minne 4 1 0 0
Minne 5 1 0 1
Minne 6 1 1 0
Minne 7 1 1 1
Funktion 10 16 15
Anteckningar
OM-275857 sida 21

. En fullständig reservdelslista finns på www.MillerWelds.com
4-8. 115 VAC−kontakt för kylare, tilläggsskydd CB1 och nätströmbrytare
1 Växelströmskontakt för kylare
Kontakt RC2 ger 115 V 4A
enfasspänning.
. RC2 är en kontakt endast
avsedd för
3
1
2
växelströmsmatning av
Miller−godkända kylare.
2 Tilläggsskydd CB1
CB1 skyddar kylaruttaget mot
överbelastning. Om kretsbrytaren
öppnas fungerar inte uttaget. Tryck
på knappen för att återställa
skyddet.
3 Strömbrytare AV/PÅ
4-9. Gasanslutningar
1
OM-275857 sida 22
805593-A
1 Gasanslutning
Kopplingarna har 5/8-18
högergängor.
2 Flaskventil
Öppna ventilen en aning så att
gasflödet blåser bort smuts från
4
3
2
ventilen. Stäng ventilen.
3 Regulator/Flödesmätare
4 Flödesjustering
Typiskt flöde är 15 cfh eller ca 7,1
L/min.
Koppla gasslangen mellan
regulatorn/flödesmätaren och
gasanslutningen på enhetens
baksida.
Nödvändiga verktyg:
11/16, 1-1/8 tum.
805593-A

. En fullständig reservdelslista finns på www.MillerWelds.com
4-10. TIG HF−puls/ lyfttändningsanslutningar
5
4
! Stäng av strömmen före
inkoppling.
1 Elektrodsvetskabelsans−
lutning
Anslut TIG−handtaget till
elektrodsvetskontakten.
2 Gas ut−koppling
Anslut brännarens gasslang till
gas ut−kopplingen.
3 Återledaranslutning
Anslut återledarkabeln till
återledarkontakten
414−poligt fjärruttag
Koppla om så önskas
fjärrkontrollen till 14−poligt
fjärruttag (se avsnitt 4-4).
5 Gas in−koppling
Anslut gasslangen från
gastuben till gas
in−anslutningen (se avsnitt 4-9).
1
23
Anteckningar
Nödvändiga verktyg:
11/16 tum (21 mm för CE−enheter)
805594-A
Arbeta som ett
proffs!
Svetsa och skär
försiktigt. Läs
säkerhetsreglerna i
början av den
här handboken.
OM-275857 sida 23

4-11. Kylaranslutningar
1
2
3
4
. En fullständig reservdelslista finns på www.MillerWelds.com
. Vagn och kylare är tillbehör.
1 Växelströmskontakt RC2 till
kylare
. RC2 är en kontakt endast
avsedd för
växelströmsmatning av
Miller−godkända kylare.
2 115 VAC−sladd
Matar 115 VAC till kylaren.
3 Elektrodsvetsningsutgångsko
ntakt (−svetskontakt på
Maxstar−modellerna)
Anslut TIG−handtaget till
elektrodsvetskontakten.
4 Gas ut−koppling
Anslut TIG−handtagets gasslang
till gas ut−kopplingen.
5 Återledarkontakt
(+svetskontakt på
Maxstar−modellerna)
Anslut återledarkabeln till
återledarkontakten
6 Vatten ut−koppling (till
handtaget)
Anslut vatten in−slangen (blå) till
vatten ut−kopplingen på
svetsaggregatet.
7 Vatten in−koppling (från
handtaget)
Anslut vatten ut−slangen (röd) till
vatten in−kopplingen på
svetsaggregatet.
5
7
6
Tillämpning
3-1/2
Gal
Kylmedel
*HF: Högfrekvent ström
**Kylmedel 043 810, lösning 50/50, skyddar till -37 F (-38C) och motverkar algpåväxt.
OBS! − Användning av andra kylmedel än de i tabellen upphäver garantin för alla
komponenter som kommer i kontakt med kylmedlet (pump, kylare m.m.).
GTAW eller där
HF* används
Kylmedel med låg
konduktivitet
Nr. 043 810**;
Destillerat eller avjoniserat
vatten OK över 32 F (0 C)
Nödvändiga verktyg:
11/16 tum (21 mm för CE−enheter)
805595-A
OM-275857 sida 24

. En fullständig reservdelslista finns på www.MillerWelds.com
4-12. Dynasty, elektrodanslutningar
3
2
! Stäng av strömmen före
inkoppling.
. Anslutningarna visas för
Dynasty−modeller.
1 Återledaranslutning
Anslut återledarkabeln till
återledarkontakten
2 Elektrodsvetskabelsanslutning
Anslut elektrodhandtaget till
elektrodsvetskontakten.
314−poligt fjärruttag
Koppla om så önskas fjärrkontrollen till
14−poligt fjärruttag (se avsnitt 4-4).
1
4-13. Maxstar, elektrodanslutningar
3
2
805596-A
! Stäng av strömmen före
inkoppling.
. Anslutningar visas för
Maxstar−modeller.
1 Svetskabelsanslutning plus
Anslut elektrodkabeln till pluskontakten
(+)
2 Svetskabelsanslutning minus
Anslut återledarkabeln till
minuskontakten (−)
314−poligt fjärruttag
Koppla om så önskas fjärrkontrollen till
14−poligt fjärruttag (se avsnitt 4-4).
1
803916-C
OM-275857 sida 25

. En fullständig reservdelslista finns på www.MillerWelds.com
4-14. Elhandbok
Elec Serv 2017−01
A. Dynasty 400, modeller
Underlåtenhet att följa dessa rekommendationer för elektrisk service kan skapa en elektrisk stöt eller brandfara. Dessa
rekommendationer är avsedda för en dedikerad krets som är anpassad efter den nominella effekten och driftcykeln hos
svetsströmkällan.
I dedikerade kretsinstallationer tillåter National Electrical Code (NEC) att uttaget eller ledarmärkningen att vara mindre än märkningen
hos kretsskyddet. Alla komponenter i kretsen måste vara fysiskt kompatibla. Se NEC−artiklar 210.21, 630.11 och 630.12.
CE−märkt utrustning får bara matas från nät med trefas, fyrledarsystem med jordad nolledare.
. Den faktiska nätspänningen får inte vara 10 % lägre än de minimala (5 % för CE−modeller med 380 volt) och/eller 10 % högre än de maximala
nätspänningsvärdena som anges i tabellen. Om den faktiska nätspänningen är utanför detta område kan utmatning vara otillgänglig.
OBS! − FEL MATNINGSSPÄNNING kan skada denna svetsströmkälla. Fas till jordspänning får inte överstiga +10 % av märknät spänning.
Trefas
Inspänning (V) 208 230 380 400 460 575
Nominell effektiv nätström I
Max. effektiv nätström I
1eff
Max. rekommenderad standardsäkring i ampere
Min. nätkabelarea i AWG (mm2)
Max. rekommenderad nätkabellängd i fot (meter) 56 (17) 70 (21) 77 (23) 83 (25) 111 (34) 175 (53)
Min. jordledarstorlek i AWG (mm2)
(A) 55 49 29 28 24 19
1max
(A) 28 25 15 14 13 10
1
Tröga säkringar
Normala säkringar
4
4
2
3
60 60 35 35 30 20
80 70 45 40 35 30
10 (6) 10 (6) 14 (2,5) 14 (2,5) 14 (2,5) 14 (2,5)
10 (6) 10 (6) 14 (2,5) 14 (2,5) 14 (2,5) 14 (2,5)
Referens: 2017 National Electrical Code (NEC) (inklusive artikel 630)
1 Välj en kretsbrytare med tid/strömkurvor jämförbara med rekommenderade säkringar om en kretsbrytare används i stället för säkring.
2 Tröga säkringar är i UL−klass “RK5”. Se UL 248.
3 Normala (generella – ingen avsiktlig fördröjning) säkringar är i UL−klass K5 (upp till och med 60 A) och UL−klass H (65 A och högre).
4 Ledaruppgifterna i detta avsnitt anger ledarstorlek (utom sladd eller kabel) mellan panelen och utrustningen per NEC tabell 310.15(B)(16) och är
baserad på tillåten strömtålighet för isolerade kopparledare med en temperaturklassificering på 167 F (75 C) med högst tre enskilda strömförande
ledare i en löpbana. Om en flexibel sladd eller kabel används kan den minimala ledarstorleken öka. Se NEC−tabell 400.5(A) för flexibla sladd− och
kabelkrav.
Underlåtenhet att följa dessa rekommendationer för elektrisk service kan skapa en elektrisk stöt eller brandfara. Dessa
rekommendationer är avsedda för en dedikerad krets som är anpassad efter den nominella effekten och driftcykeln hos
svetsströmkällan.
I dedikerade kretsinstallationer tillåter National Electrical Code (NEC) att uttaget eller ledarmärkningen att vara mindre än märkningen
hos kretsskyddet. Alla komponenter i kretsen måste vara fysiskt kompatibla. Se NEC−artiklar 210.21, 630.11 och 630.12.
Enfas
Inspänning (V) 208 230 400 460 575
Nominell effektiv nätström I
Max. effektiv nätström I
1eff
Max. rekommenderad standardsäkring i ampere
Min. nätkabelarea i AWG (mm2)
(A) 67 60 33 28 22
1max
(A) 40 36 20 17 13
1
Tröga säkringar
Normala säkringar
4
2
3
80 70 40 35 25
100 90 50 40 35
8 (10) 8 (10) 12 (4) 12 (4) 14 (2,5)
Max. rekommenderad nätkabellängd i fot (meter) 63 (19) 78 (24) 96 (29) 129 (39) 132 (40)
Min. jordledarstorlek i AWG (mm2)
4
8 (10) 8 (10) 12 (4) 12 (4) 14 (2,5)
Referens: 2017 National Electrical Code (NEC) (inklusive artikel 630)
1 Välj en kretsbrytare med tid/strömkurvor jämförbara med rekommenderade säkringar om en kretsbrytare används i stället för säkring.
2 Tröga säkringar är i UL−klass “RK5”. Se UL 248.
3 Normala (generella – ingen avsiktlig fördröjning) säkringar är i UL−klass K5 (upp till och med 60 A) och UL−klass H (65 A och högre).
4 Ledaruppgifterna i detta avsnitt anger ledarstorlek (utom sladd eller kabel) mellan panelen och utrustningen per NEC tabell 310.15(B)(16) och är
baserad på tillåten strömtålighet för isolerade kopparledare med en temperaturklassificering på 167 F (75 C) med högst tre enskilda strömförande
ledare i en löpbana. Om en flexibel sladd eller kabel används kan den minimala ledarstorleken öka. Se NEC−tabell 400.5(A) för flexibla sladd− och
kabelkrav.
OM-275857 sida 26

. En fullständig reservdelslista finns på www.MillerWelds.com
B. Maxstar 400, modeller
Underlåtenhet att följa dessa rekommendationer för elektrisk service kan skapa en elektrisk stöt eller brandfara. Dessa
rekommendationer är avsedda för en dedikerad krets som är anpassad efter den nominella effekten och driftcykeln hos
svetsströmkällan.
I dedikerade kretsinstallationer tillåter National Electrical Code (NEC) att uttaget eller ledarmärkningen att vara mindre än märkningen
hos kretsskyddet. Alla komponenter i kretsen måste vara fysiskt kompatibla. Se NEC−artiklar 210.21, 630.11 och 630.12.
CE−märkt utrustning får bara matas från nät med trefas, fyrledarsystem med jordad nolledare.
. Den faktiska nätspänningen får inte vara 10 % lägre än de minimala (5 % för CE−modeller med 380 volt) och/eller 10 % högre än de maximala
nätspänningsvärdena som anges i tabellen. Om den faktiska nätspänningen är utanför detta område kan utmatning vara otillgänglig.
OBS! − FEL MATNINGSSPÄNNING kan skada denna svetsströmkälla. Fas till jordspänning får inte överstiga +10 % av märknät spänning.
Trefas
Inspänning (V) 208 230 380 400 460 575
Nominell effektiv nätström I
Max. effektiv nätström I
1eff
Max. rekommenderad standardsäkring i ampere
Min. nätkabelarea i AWG (mm2)
Max. rekommenderad nätkabellängd i fot (meter) 62 (19) 76 (23) 81 (25) 92 (28) 121 (37) 196 (60)
Min. jordledarstorlek i AWG (mm2)
Referens: 2017 National Electrical Code (NEC) (inklusive artikel 630)
1 Välj en kretsbrytare med tid/strömkurvor jämförbara med rekommenderade säkringar om en kretsbrytare används i stället för säkring.
2 Tröga säkringar är i UL−klass “RK5”. Se UL 248.
3 Normala (generella – ingen avsiktlig fördröjning) säkringar är i UL−klass K5 (upp till och med 60 A) och UL−klass H (65 A och högre).
4 Ledaruppgifterna i detta avsnitt anger ledarstorlek (utom sladd eller kabel) mellan panelen och utrustningen per NEC tabell 310.15(B)(16) och är
baserad på tillåten strömtålighet för isolerade kopparledare med en temperaturklassificering på 167 F (75 C) med högst tre enskilda strömförande
ledare i en löpbana. Om en flexibel sladd eller kabel används kan den minimala ledarstorleken öka. Se NEC−tabell 400.5(A) för flexibla sladd− och
kabelkrav.
(A) 50 45 27 25 22 17
1max
(A) 26 23 14 13 12 9
1
Tröga säkringar
Normala säkringar
4
4
2
3
60 50 30 30 25 20
80 70 40 35 35 25
10 (6) 10 (6) 14 (2,5) 14 (2,5) 14 (2,5) 14 (2,5)
10 (6) 10 (6) 14 (2,5) 14 (2,5) 14 (2,5) 14 (2,5)
Underlåtenhet att följa dessa rekommendationer för elektrisk service kan skapa en elektrisk stöt eller brandfara. Dessa
rekommendationer är avsedda för en dedikerad krets som är anpassad efter den nominella effekten och driftcykeln hos
svetsströmkällan.
I dedikerade kretsinstallationer tillåter National Electrical Code (NEC) att uttaget eller ledarmärkningen att vara mindre än märkningen
hos kretsskyddet. Alla komponenter i kretsen måste vara fysiskt kompatibla. Se NEC−artiklar 210.21, 630.11 och 630.12.
Enfas
Inspänning (V) 208 230 400 460 575
Nominell effektiv nätström I
Max. effektiv nätström I
1eff
Max. rekommenderad standardsäkring i ampere
Min. nätkabelarea i AWG (mm2)
(A) 62 55 30 26 20
1max
(A) 37 33 18 18 12
1
Tröga säkringar
Normala säkringar
4
2
3
70 60 35 30 25
90 80 45 40 30
8 (10) 8 (10) 12 (4) 12 (4) 14 (2,5)
Max. rekommenderad nätkabellängd i fot (meter) 68 (21) 85 (26) 106 (32) 139 (42) 145 (44)
Min. jordledarstorlek i AWG (mm2)
4
8 (10) 8 (10) 12 (4) 12 (4) 14 (2,5)
Referens: 2017 National Electrical Code (NEC) (inklusive artikel 630)
1 Välj en kretsbrytare med tid/strömkurvor jämförbara med rekommenderade säkringar om en kretsbrytare används i stället för säkring.
2 Tröga säkringar är i UL−klass “RK5”. Se UL 248.
3 Normala (generella – ingen avsiktlig fördröjning) säkringar är i UL−klass K5 (upp till och med 60 A) och UL−klass H (65 A och högre).
4 Ledaruppgifterna i detta avsnitt anger ledarstorlek (utom sladd eller kabel) mellan panelen och utrustningen per NEC tabell 310.15(B)(16) och är
baserad på tillåten strömtålighet för isolerade kopparledare med en temperaturklassificering på 167 F (75 C) med högst tre enskilda strömförande
ledare i en löpbana. Om en flexibel sladd eller kabel används kan den minimala ledarstorleken öka. Se NEC−tabell 400.5(A) för flexibla sladd− och
kabelkrav.
OM-275857 sida 27

. En fullständig reservdelslista finns på www.MillerWelds.com
C. Dynasty 800, modeller
Underlåtenhet att följa dessa rekommendationer för elektrisk service kan skapa en elektrisk stöt eller brandfara. Dessa
rekommendationer är avsedda för en dedikerad krets som är anpassad efter den nominella effekten och driftcykeln hos
svetsströmkällan.
I dedikerade kretsinstallationer tillåter National Electrical Code (NEC) att uttaget eller ledarmärkningen att vara mindre än märkningen
hos kretsskyddet. Alla komponenter i kretsen måste vara fysiskt kompatibla. Se NEC−artiklar 210.21, 630.11 och 630.12.
CE−märkt utrustning får bara matas från nät med trefas, fyrledarsystem med jordad nolledare.
. Den faktiska nätspänningen får inte vara 10 % lägre än de minimala (5 % för CE−modeller med 380 volt) och/eller 10 % högre än de maximala
nätspänningsvärdena som anges i tabellen. Om den faktiska nätspänningen är utanför detta område kan utmatning vara otillgänglig.
OBS! − FEL MATNINGSSPÄNNING kan skada denna svetsströmkälla. Fas till jordspänning får inte överstiga +10 % av märknät spänning.
Trefas
Inspänning (V) 208 230 380 400 460 575
Nominell effektiv nätström I
Max. effektiv nätström I
1eff
Max. rekommenderad standardsäkring i ampere
Min. nätkabelarea i AWG (mm2)
Max. rekommenderad nätkabellängd i fot (meter) 93 (28) 107 (33) 124 (38) 138 (42) 183 (56) 190 (58)
Min. jordledarstorlek i AWG (mm2)
Referens: 2017 National Electrical Code (NEC) (inklusive artikel 630)
1 Välj en kretsbrytare med tid/strömkurvor jämförbara med rekommenderade säkringar om en kretsbrytare används i stället för säkring.
2 Tröga säkringar är i UL−klass “RK5”. Se UL 248.
3 Normala (generella – ingen avsiktlig fördröjning) säkringar är i UL−klass K5 (upp till och med 60 A) och UL−klass H (65 A och högre).
4 Ledaruppgifterna i detta avsnitt anger ledarstorlek (utom sladd eller kabel) mellan panelen och utrustningen per NEC tabell 310.15(B)(16) och är
baserad på tillåten strömtålighet för isolerade kopparledare med en temperaturklassificering på 167 F (75 C) med högst tre enskilda strömförande
ledare i en löpbana. Om en flexibel sladd eller kabel används kan den minimala ledarstorleken öka. Se NEC−tabell 400.5(A) för flexibla sladd− och
kabelkrav.
(A) 123 118 69 65 57 45
1max
(A) 75 66 39 37 32 26
1
Tröga säkringar
Normala säkringar
4
4
2
3
150 125 80 80 70 50
175 175 100 90 80 60
4 (21,1) 4 (21,1) 8 (8,3) 8 (8,3) 8 (8,3) 10 (5,2)
6 (13,3) 6 (13,3) 8 (8,3) 8 (8,3) 8 (8,3) 10 (5,2)
Underlåtenhet att följa dessa rekommendationer för elektrisk service kan skapa en elektrisk stöt eller brandfara. Dessa
rekommendationer är avsedda för en dedikerad krets som är anpassad efter den nominella effekten och driftcykeln hos
svetsströmkällan.
I dedikerade kretsinstallationer tillåter National Electrical Code (NEC) att uttaget eller ledarmärkningen att vara mindre än märkningen
hos kretsskyddet. Alla komponenter i kretsen måste vara fysiskt kompatibla. Se NEC−artiklar 210.21, 630.11 och 630.12.
Enfas
Inspänning (V) 208 230 400 460 575
Nominell effektiv nätström I
Max. effektiv nätström I
1eff
Max. rekommenderad standardsäkring i ampere
Min. nätkabelarea i AWG (mm2)
(A) 136 122 66 57 44
1max
(A) 105 94 51 44 34
1
Tröga säkringar
Normala säkringar
4
2
3
150 150 80 70 50
200 175 90 80 60
2 (33,6) 3 (26,6) 6 (13,3) 8 (8,3) 8 (8,3)
Max. rekommenderad nätkabellängd i fot (meter) 111 (34) 112 (34) 189 (58) 161 (49) 255 (78)
Min. jordledarstorlek i AWG (mm2)
4
6 (13,3) 6 (13,3) 8 (8,3) 8 (8,3) 10 (5,2)
Referens: 2017 National Electrical Code (NEC) (inklusive artikel 630)
1 Välj en kretsbrytare med tid/strömkurvor jämförbara med rekommenderade säkringar om en kretsbrytare används i stället för säkring.
2 Tröga säkringar är i UL−klass “RK5”. Se UL 248.
3 Normala (generella – ingen avsiktlig fördröjning) säkringar är i UL−klass K5 (upp till och med 60 A) och UL−klass H (65 A och högre).
4 Ledaruppgifterna i detta avsnitt anger ledarstorlek (utom sladd eller kabel) mellan panelen och utrustningen per NEC tabell 310.15(B)(16) och är
baserad på tillåten strömtålighet för isolerade kopparledare med en temperaturklassificering på 167 F (75 C) med högst tre enskilda strömförande
ledare i en löpbana. Om en flexibel sladd eller kabel används kan den minimala ledarstorleken öka. Se NEC−tabell 400.5(A) för flexibla sladd− och
kabelkrav.
OM-275857 sida 28

. En fullständig reservdelslista finns på www.MillerWelds.com
D. Maxstar 800, modeller
Underlåtenhet att följa dessa rekommendationer för elektrisk service kan skapa en elektrisk stöt eller brandfara. Dessa
rekommendationer är avsedda för en dedikerad krets som är anpassad efter den nominella effekten och driftcykeln hos
svetsströmkällan.
I dedikerade kretsinstallationer tillåter National Electrical Code (NEC) att uttaget eller ledarmärkningen att vara mindre än märkningen
hos kretsskyddet. Alla komponenter i kretsen måste vara fysiskt kompatibla. Se NEC−artiklar 210.21, 630.11 och 630.12.
CE−märkt utrustning får bara matas från nät med trefas, fyrledarsystem med jordad nolledare.
. Den faktiska nätspänningen får inte vara 10 % lägre än de minimala (5 % för CE−modeller med 380 volt) och/eller 10 % högre än de maximala
nätspänningsvärdena som anges i tabellen. Om den faktiska nätspänningen är utanför detta område kan utmatning vara otillgänglig.
OBS! − FEL MATNINGSSPÄNNING kan skada denna svetsströmkälla. Fas till jordspänning får inte överstiga +10 % av märknät spänning.
Trefas
Inspänning (V) 208 230 380 400 460 575
Nominell effektiv nätström I
Max. effektiv nätström I
1eff
Max. rekommenderad standardsäkring i ampere
Min. nätkabelarea i AWG (mm2)
Max. rekommenderad nätkabellängd i fot (meter) 96 (29) 75 (23) 132 (40) 148 (45) 129 (39) 203 (62)
Min. jordledarstorlek i AWG (mm2)
Referens: 2017 National Electrical Code (NEC) (inklusive artikel 630)
1 Välj en kretsbrytare med tid/strömkurvor jämförbara med rekommenderade säkringar om en kretsbrytare används i stället för säkring.
2 Tröga säkringar är i UL−klass “RK5”. Se UL 248.
3 Normala (generella – ingen avsiktlig fördröjning) säkringar är i UL−klass K5 (upp till och med 60 A) och UL−klass H (65 A och högre).
4 Ledaruppgifterna i detta avsnitt anger ledarstorlek (utom sladd eller kabel) mellan panelen och utrustningen per nec tabell 310.15(B)(16) och är
baserad på tillåten strömtålighet för isolerade kopparledare med en temperaturklassificering på 167 F (75 C) med högst tre enskilda strömförande
ledare i en löpbana. Om en flexibel sladd eller kabel används kan den minimala ledarstorleken öka. Se NEC−tabell 400.5(A) för flexibla sladd− och
kabelkrav.
(A) 120 109 65 61 53 42
1max
(A) 70 62 37 35 30 24
1
Tröga säkringar
Normala säkringar
4
4
2
3
150 125 80 70 60 50
175 150 90 90 70 60
4 (21,1) 6 (13,3) 8 (8,3) 8 (8,3) 10 (5,2) 10 (5,2)
6 (13,3) 6 (13,3) 8 (8,3) 8 (8,3) 10 (5,2) 10 (5,2)
Underlåtenhet att följa dessa rekommendationer för elektrisk service kan skapa en elektrisk stöt eller brandfara. Dessa
rekommendationer är avsedda för en dedikerad krets som är anpassad efter den nominella effekten och driftcykeln hos
svetsströmkällan.
I dedikerade kretsinstallationer tillåter National Electrical Code (NEC) att uttaget eller ledarmärkningen att vara mindre än märkningen
hos kretsskyddet. Alla komponenter i kretsen måste vara fysiskt kompatibla. Se NEC−artiklar 210.21, 630.11 och 630.12.
Enfas
Inspänning (V) 208 230 400 460 575
Nominell effektiv nätström I
Max. effektiv nätström I
1eff
Max. rekommenderad standardsäkring i ampere
Min. nätkabelarea i AWG (mm2)
(A) 126 112 61 53 41
1max
(A) 97 87 48 41 32
1
Tröga säkringar
Normala säkringar
4
2
3
150 125 70 60 50
175 150 90 70 60
3 (26,6) 3 (26,6) 8 (8,3) 8 (8,3) 8 (8,3)
Max. rekommenderad nätkabellängd i fot (meter) 98 (30) 122 (37) 130 (40) 172 (52) 275 (84)
Min. jordledarstorlek i AWG (mm2)
4
6 (13,3) 6 (13,3) 8 (8,3) 8 (8,3) 10 (5,2)
Referens: 2017 National Electrical Code (NEC) (inklusive artikel 630)
1 Välj en kretsbrytare med tid/strömkurvor jämförbara med rekommenderade säkringar om en kretsbrytare används i stället för säkring.
2 Tröga säkringar är i UL−klass “RK5”. Se UL 248.
3 Normala (generella – ingen avsiktlig fördröjning) säkringar är i UL−klass K5 (upp till och med 60 A) och UL−klass H (65 A och högre).
4 Ledaruppgifterna i detta avsnitt anger ledarstorlek (utom sladd eller kabel) mellan panelen och utrustningen per nec tabell 310.15(B)(16) och är
baserad på tillåten strömtålighet för isolerade kopparledare med en temperaturklassificering på 167F (75C) med högst tre enskilda strömförande
ledare i en löpbana. Om en flexibel sladd eller kabel används kan den minimala ledarstorleken öka. Se NEC−tabell 400.5(A) för flexibla sladd− och
kabelkrav.
OM-275857 sida 29

. En fullständig reservdelslista finns på www.MillerWelds.com
4-15. Ansluta nätström för 400−modellerna och 800 CE−modellerna
A. Anslutning av trefas matningskabel
3
= GND/PE jord
4
7
! Installationen måste göras enligt
svenska regler och normer – enligt
lag får endast behöriga personer
utföra installationen.
! Koppla ur och utför lockout/tagout
av matningsspänningen innan du
ansluter matningskontakter från
enheten. Följ etablerade rutiner
beträffande installation och
borttagning av
lockout/tagout−enheter.
! Anslut alltid den gröna eller
gröngula ledningen till
jordanslutningen, aldrig till en fas.
. Auto-Line−kretsen i denna enhet
anpassar automatiskt strömkällan till
den primära spänningen som
tillämpas. Kontrollera
2
L1
3
6
1
L2
L3
5
primärpänningen på
installationsplatsen. Denna enhet kan
anslutas till valfri nätström mellan 208
och 575 VAC utan att höljet tas bort för
att länka om strömkällan.
Se märketiketten på maskinen och mät
nätspänningen på platsen.
Trefasdrift
1 Nätkabel
2 Frånskiljare (brytaren visas i läge
AV)
3 Grön eller grön/gul jordkontakt
4 Jordanslutning på frånskiljaren
5 Matningskontakter (L1, L2 och L3)
6 Ledare på frånskiljaren
Koppla först grön eller grön/gul jordledare
till jordkontakten på frånskiljaren.
Koppla matningsledningarna L1, L2 och
L3 till matningskontakterna på
frånskiljaren.
7 Överströmsskydd
Välj typ och storlek på överströmsskyddet
enligt avsnitt 4-14 (frånskiljare med
säkring visas i bilden).
Stäng och spärra luckan på frånskiljaren.
Följ upprättade lockout/tagout−rutiner för
att driftsätta enheten.
OM-275857 sida 30
Nödvändiga verktyg:
Ref. ingång 2 2012−05 / Ref. 804746-B

. En fullständig reservdelslista finns på www.MillerWelds.com
B. Anslutning av enfas nätkabel
1
8
3
6
L1
L2
= GND/PE jordf
10
7
9
1
! Installationen måste göras enligt
svenska regler och normer – enligt
lag får endast behöriga personer
utföra installationen.
! Koppla ur och utför lockout/tagout
av matningsspänningen innan du
ansluter matningskontakter från
enheten. Följ etablerade rutiner
beträffande installation och
borttagning av
lockout/tagout−enheter.
! Anslut alltid den gröna eller
gröngula ledningen till
jordanslutningen, aldrig till en fas.
. Auto-Line−kretsen i denna enhet
anpassar automatiskt strömkällan till
den primära spänningen som
tillämpas. Kontrollera
primärpänningen på
installationsplatsen. Denna enhet kan
anslutas till valfri nätström mellan 208
och 575 VAC utan att höljet tas bort för
att länka om strömkällan.
Se märketiketten på maskinen och mät
1
2
3
6
4
5
nätspänningen på platsen.
1 Svart och vit nätkabel (L1 och L2)
2 Röd nätkabel
3 Grön eller grön/gul jordkontakt
4 Isolerande hölje
5 Eltejp
Isolera den röda kabeln så som visas.
6 Nätkabel
7 Frånskiljare (brytaren visas i läge
AV)
8 Jordanslutning på frånskiljaren
9 Ledare på frånskiljaren
Koppla först grön eller grön/gul jordledare
till jordkontakten på frånskiljaren.
Koppla matningsledningarna L1 och L2 till
kontakterna på frånskiljaren.
10 Överströmsskydd
Välj typ och storlek på överströmsskyddet
enligt avsnitt 4-14 (frånskiljare med
säkring visas i bilden).
Stäng och spärra luckan på frånskiljaren.
Följ upprättade lockout/tagout−rutiner för
att driftsätta enheten.
Nödvändiga verktyg:
Ingång1 2012−05 / Ref. 804746-B / 803766-A
OM-275857 sida 31

. En fullständig reservdelslista finns på www.MillerWelds.com
4-16. Nätanslutning för 800−modeller
A. Anslutning av trefas matningskabel
3
= GND/PE jord
8
10
7
5
6
4
1
2
3
4
9
1
Nödvändiga verktyg:
5/16 tum
! Installationen måste göras enligt
svenska regler och normer – enligt lag
får endast behöriga personer utföra
installationen.
! Koppla ur och utför lockout/tagout av
matningsspänningen innan du
ansluter matningskontakter från
enheten. Följ etablerade rutiner
beträffande installation och
borttagning av
lockout/tagout−enheter.
! Koppla in matningen till
svetsströmkällan först.
! Anslut alltid den gröna eller gröngula
ledningen till jordanslutningen, aldrig
till en fas.
OBS! − Auto-Line−kretsen i denna enhet
anpassar automatiskt strömkällan till den
primära spänningen som tillämpas.
Kontrollera primärpänningen på
installationsplatsen. Denna enhet kan
anslutas till valfri nätström mellan 190 och 625
VAC utan att höljet tas bort för att länka om
strömkällan.
L1
L2
6
L3
Se märketiketten på maskinen och mät
nätspänningen på platsen.
1 Matningsledare (tillhandahålls av
användaren)
Välj storlek och längd på ledarna med
användning av avsnitt 4-14. Ledarna måste
uppfylla nationella, statliga och lokala
elektriska koder. Om det är tillämpligt
använder du flänsar av rätt amperekapacitet
och korrekt hålstorlek.
Nätmatning till svetsaggregat
2 Dragavlastning (tillhandahålls av
kunden)
Montera dragavlastning av rätt storlek med
avseende på enheten och
matningskontakterna. Dra ledarna (sladd)
genom dragavlastningen. Dra åt
dragavlastningen.
3 Jordanslutning för svetsströmkälla
4 Grön eller grön/gul jordkontakt
Koppla först grön eller grön/gul jordledare till
jordkontakten på maskinen.
Ingång 5 2016−06 / Ref. 805604-A
5 Ledare på jordanslutning (TE1)
6 Matningsledare L1 (U), L2 (V), L3 (W)
Koppla matningsledningarna L1 (U), L2 (V)
och L3 (W) till anslutningskontakterna på
svetsaggregatet.
Sätt tillbaka skyddet på svetsströmkällan.
Matning till frånskiljare
7 Frånskiljare (brytaren visas i läge AV)
8 Jordanslutning på frånskiljaren
9 Ledare på frånskiljaren
Koppla först grön eller grön/gul jordledare till
jordkontakten på frånskiljaren.
Koppla matningsledningarna L1, L2 och L3 till
matningskontakterna på frånskiljaren.
10 Överströmsskydd
Välj typ och storlek på överströmsskyddet
enligt avsnitt 4-14 (frånskiljare med säkring
visas i bilden).
Stäng och spärra luckan på frånskiljaren. Följ
upprättade lockout/tagout−rutiner för att
driftsätta enheten.
OM-275857 sida 32

. En fullständig reservdelslista finns på www.MillerWelds.com
B. Anslutning av enfas nätkabel
5
6
1
8
10
7
9
L1
L2
4
1
= GND/PE jordf
6
4
1
2
3
Nödvändiga verktyg:
5/16 tum
! Installationen måste göras enligt
svenska regler och normer – enligt lag
får endast behöriga personer utföra
installationen.
! Koppla ur och utför lockout/tagout av
matningsspänningen innan du
ansluter matningskontakter från
enheten. Följ etablerade rutiner
beträffande installation.
! Koppla in matningen till
svetsströmkällan först.
! Anslut alltid den gröna eller gröngula
ledningen till jordanslutningen, aldrig
till en fas.
Se märketiketten på maskinen och mät
nätspänningen på platsen.
1 Nätsladdar (tillhandahålls av
användaren)
Välj storlek och längd på ledarna med
användning av avsnitt 4-14. Ledarna måste
uppfylla nationella, statliga och lokala
elektriska koder. Om det är tillämpligt
använder du flänsar av rätt amperekapacitet
och korrekt hålstorlek.
Nätmatning till svetsaggregat
2 Dragavlastning (tillhandahålls av
kunden)
Montera dragavlastning av rätt storlek med
avseende på enheten och ledarna. Dra
ledarna (sladd) genom dragavlastningen. Dra
åt dragavlastningen.
3 Jordanslutning
4 Grön eller grön/gul jordkontakt
Koppla grön eller grön/gul jordledare till
jordkontakten på svetsströmkällan först.
5 Ledare på jordanslutning
6 Matningsledare L1 and L2
Koppla matningsledare L1 och L2 till ledarna
på jordanslutningen.
Sätt tillbaka skyddet på svetsströmkällan.
Input9 2013−04 / Ref. 805604-A
Matning till frånskiljare
7 Frånskiljare (brytaren visas i läge AV)
8 Jordanslutning på frånskiljare (matning)
Koppla först grön eller grön/gul jordledare till
jordkontakten på frånskiljaren.
9 Ledare på frånskiljaren
Koppla matningsledningarna L1 och L2 till
kontakterna på frånskiljaren.
10 Överströmsskydd
Välj typ och storlek på överströmsskyddet
enligt avsnitt 4-14 (frånskiljare med säkring
visas i bilden).
Stäng och spärra luckan på frånskiljaren för
ledningen. Följ upprättade
lockout/tagout−rutiner för att driftsätta
enheten.
OM-275857 sida 33

. En fullständig reservdelslista finns på www.MillerWelds.com
4-17. Programuppdateringar
A. Anledningar till att ladda ned programuppdateringar
För att få de senaste förbättringarna av funktioner och programvara med framtida programuppdateringar.
Vid alla kretskortbyten krävs en programuppdatering för att säkerställa korrekt funktion.
En programuppdatering krävs för att säkerställa korrekt programexpansionsfunktion för alla köpta tilläggsfunktioner.
B. Krav
. Dator med SD−minneskortuttag eller en
SD−minneskortläsare krävs för nedladdning av
programuppdateringar.
SD−logotypen är ett registrerat varumärke som tillhör
SD-3C LLC.
C. Ladda ned programuppdateringar
1. Gå till http://www.millerwelds.com/support/system-setup-and-software/tig-software på din webbläsare.
2. Välj systeminstallationsanvisningar (PDF) och följ anvisningarna.
1
D. Programvaruinstallation
12
OM-275857 sida 34
2
. Programuppdateringar kan
eventuellt återställa maskinen till
standardinställningar.
Kortkrav:
Fullstort minneskort krävs.
1 Plats för minneskort
2 Indikatorlampa
Sätt i kortet med den nya programvaran
i porten medan maskinen är på, (men
inte under svetsning). Om kortet sätts i
under svetsningen avbryts
svetsprocessen.
LED−indikatorn blinkar grönt när
maskinen läser av eller skriver på kortet,
och mätaren blir blank.
Uppdateringstiden kan variera upp till tre
minuter. Avlägsna inte kortet medan
LED−lampan blinkar grönt.
Efter avläsningen eller skrivningen till
kortet är klar växlar LED−lampan från att
blinka till stadig grön och mätarna tänds.
Maskinen är nu redo för användning.
Felsökning
Indikator−lampan blinkar röd: Fel vid
uppdatering av programvaran; eller
programvaran är inte kompatibel.
Försök ta bort och sätta i kortet på nytt.
Indikator−lampan lyser stadigt rött: Kan
inte avläsa kortet. Det kan vara fel på
kortet.
273670-B

KAPITEL 5 − ANVÄNDNING AV DYNASTY
5-1. Reglage
. En fullständig reservdelslista finns på www.MillerWelds.com
14
13
2
4
3
1
12
5
6
. För alla väljare på frontpanelen: tryck på
väljaren för att tända lampan och
aktivera den normala funktionen.
. Grönt på namnplåten anger en
TIG−funktion, grått anger en normal
elektrodsvetsningsfunktion.
1 Kodare/Ratt
Använd kodaren tillsammans med
tillämpliga funktionsknappar på
frontpanelen för att ställa in värden för
funktionen.
2 Minnekortuttag och indikator
7
Porten används för att lägga till funktioner på
maskinen, samt för att uppdatera
programvara. Indikatorn är tänd medan
kortet används.
3 Amperemeter− och parameterdisplay
Visar verkligt ampere vid svetsning och
förinställt ampere vid tomgång. Det visar
även parametervalalternativen i valfri meny.
4 Voltmeter och visning av vald
parameter
Visar verklig likriktad genomsnittlig
spänning när det finns en spänning vid
svetskabelanslutningarna. Det visar även
parameterbeskrivningar i valfri meny.
8
9
10
11
5 Polaritet (endast Dynasty)
6 Processreglage
7 Effektreglage
8 Puls
9 Sekvensreglage
10 Gas/DIG−styrning
11 Vågform vid växelström (endast
Dynasty)
12 Ström− och punktsvetsning
13 Minne
14 Minnesvisning
Visar aktivt minne.
273670-B
OM-275857 sida 35

. En fullständig reservdelslista finns på www.MillerWelds.com
5-2. Komma åt Kontrollpanelmenyn
2
1
3
1 Minnesknapp
Välj minne 1-9 (se avsnitt 14)
2 Parameterdisplay
3 Inställningsdisplay
4 Kodare/Ratt
4
5
Vrid kodaren och ställ in parametern.
5 Strömknapp
Strömreglage
Styr svetsströmmen. Begränsar
maxeffekten hos en fjärrstyrd
ampere−enhet.
273670-B
Polaritetsval (endast Dynasty)
Välj växelström (AC) eller likström (DC). När likström är valt blir elektroden negativ (DCEN) för TIG
och positiv (DCEP) för elektrodsvetsning.
Val av svetsmetod
TIG HF−impuls – är en bågtändningsmetod utan kontakt för växelström och TIG likström (se avsnitt
14−1).
TIG Lift−Arc – är en bågtändningsmetod med kontakt för växelström och TIG likström (se avsnitt
14−1).
Stick – Välj växelström eller likströmsvetsning med elektrod (SMAW).
Val av avtryckarfunktion (ytterligare alternativa avtryckarfunktioner finns i avsnitt 8-3).
[RMT] [STD]
Typisk inställning för ett fjärrstyrt fotreglage eller handreglage. RMT STD kräver en upprätthållen
kontaktslutning för att aktivera svetseffekt. Ampere kan styras med en fjärrstyrd potentiometer;
annars kan den ställas in på kontrollpanelen.
[RMT] 2T [HOLD] (endast TIG)
Fjärrkontroll krävs. Gör det möjligt för operatören att svetsa utan att triggern hålls stängd. För att starta
svetsningen trycker operatören in och släpper upp triggern. För att stoppa svetsningen trycker
operatören åter in och släpper upp triggern. I detta läge styrs endast svetseffektkontaktorn via
fjärrkontrollen. Amperetalet måste ställas in på kontrollpanelen. (se avsnitt 8-3).
[OUT] [ON]
Effekt på. (Endast pinne och TIG Lift)
! Svetsutgången är alltid aktiverad när displayen visar [OUT] [ON].
Ingen fjärrkontroll eller trigger krävs. Amperetalet kan styras på kontrollpanelen eller med en fjärrstyrd
potentiometer. Blå utgång på LED−lampan tänds för att indikera att effekten är på.
OM-275857 sida 36

. En fullständig reservdelslista finns på www.MillerWelds.com
. *PRO–SET ger professionellt utvecklade inställningar för svetsmetoden.
PRO–SET blinkar en gång och avslöjar den professionella inställningen för
parametern.
PPS
PK T
INTL
ISLP
FSLP
FNL
PRE
POST
100
40%
25%BK A
20A
OFF
OFF
10A
0.2T
AUTO
30%DIG
Pulsstyrning
Pulsering är tillgänglig i TIG−processen. Reglagen kan
justeras vid svetsning.
Sänker värmen för att minimera deformering och öka
framföringshastigheten. Området är 0,1 till 500 pulser per
sekund AC (endast Dynasty) eller 0,1 till 5 000 pulser per
sekund DC.
Tryck på väljaren för att aktivera pulsfunktionen.
[PPS]* Pulser per sekund: Området är 0,1− 500.
[BK A]* Bakgrundsströmtid: Området är 5−95 % av
toppströmsvärdet.
. Se avsnitt 14−2 för ytterligare pulsinformation eller besök
http:/www.millerwelds.com/resources/
welding-resources/
Sekvensreglage
Svetseffekten kan programmeras med specifika amperetal
och tidslängder för repetitiva applikationer. Sekvenseraren är
endast tillgänglig i TIG−processen. Sekvenseraren är
inaktiverad om en fjärrkontroll med variabelt amperetal ansluts
till maskinen.
[INTL] Initialampere: Området är min − 400/800 A.
[ISLP] Startramptid: Intervallet är AV − 50,0T (sekunder).
[FSLP] Nedramptid: Intervallet är AV − 50,0T (sekunder).
[FNL] Slutampere: Området är min − 400/800 A.
(Se avsnitt 8-1 och 8-2 beträffande inställning av svetstid.)
Gas/DIG−styrning
[PRE] Förströmningstid:
Styr hur länge gasen strömmar innan bågen tänds.
Intervallet är AV − 25T (sekunder).
[POST] Efterströmningstid:
Om inställningen ökas, ökar den tid gasen strömmar efter
svetsningen avbryts. Intervallet är AV − 50T (sekunder). AUTO
beräknar tiden baserat på det maximala amperetalet för varje
svetscykel. Den minimala tiden är 8 sekunder. Auto = maximalt
amperetal/10.
[DIG]* Bågtrycksstyrning:
Styr mängden ytterligare ampere vid låg spänning (kort
båglängd). Justerar styrkan på bågen för olika
ledkonfigurationer och elektroder. Området är AV − 100 %.
PRO-Set−värden är tillgängliga för både 6010− och
7018−elektroder
CARBon ARC Gouging kan väljas vid ett steg ovanför DIG:s
100 %.
ENEP
BAL
FREQ
150A
75%
120H
Kontroll av vågform vid växelström (endast Dynasty)
[ENEP] Endast EN−amperetal och EP−amperetal:
Styr både elektrodnegativt och positivt amperetal.
. Både EN−amperetal och EP−amperetals−lampor tänds.
. Se avsnitt 5-3 för att välja oberoende EN− och
EP−amperetalskontroll.
[BAL] Balansstyrning (%EN) endast TIG:
Reglerar oxidrengöringen. Om inställningen ökas, reduceras
rengöringen. Området är BALL, 50 − 99 %. Pinnen är fixerad
på 50 %. “BALL” ställer in balansen på 30 %. Det låter
operatören skapa en boll på spetsen av volfram. Det är inte
avsett för normal svetsåtgärd.
[FREQ] Växelströmsfrekvens (Hz): Styr bågbredden. Om
inställningen ökas smalnar bågbredden. Området är 20 till 400
Hz.
OM-275857 sida 37

. En fullständig reservdelslista finns på www.MillerWelds.com
5-3. Menyn användarinställningar
3
USER
4
MENU
1 Strömknapp
2 Gas/Dig−knapp
5
1
3 Parameterdisplay
4 Inställningsdisplay
5 Kodare/Ratt
Du kommer åt Användarfunktioner
genom att trycka in och hålla
reglagen Ampere (A) och Gas/DIG
tills [USER] [MENU] visas. Rulla
genom användarmenyfunktionerna
genom att trycka in och släppa upp
Gas/DIG−reglaget.
Vrid kodaren och ställ in
parametern.
Tryck in ström− och
Gas/DIG−reglagen samtidigt och
släpp, eller stäng av strömmen för
att gå ur menyn.
RMT
ENEP
AC
AC
HOTS
3/32TUNG
2T
SAME
WAVE
COM.A
ON
2
Val av volframdiameter
Varje volframstorlek har förinställda startparametrar som
är specifika för diametern för optimerad start. Intervallet
är 0,020−3/16 tum eller 0,5−4,8 mm. Se avsnitt 14−3 för
anvisningar om hur du ställer in startparametrar manuellt.
Avtryckarfunktioner
Omkonfigurering av RMT−funktionerna beskrivs i avsnitt
8-3.
Oberoende strömreglage
[ENEP] [SAME] – standardfunktion för reglering av
ströminställningen.
[ENEP] [INDP] - för AC TIG−svetsning gör det möjligt för
användaren att ställa in EP−amperen oberoende av
EN−amperen. Vid [INDP] kan användaren ställa in
EP−vågformen (sinus, fyrkant, triangel) oberoende av
EN−vågformen (se avsnitt 5-4).
AC Val av vågform
Välj mellan avancerad fyrkantvåg [ADVS], mjuk
fyrkantvåg [SOFT], sinusvåg [SINE] och triangelvåg
[TRI]. Standardvalet är mjuk fyrkantsvåg.
Tillämpning: Använd avancerad fyrkantsvåg när en mer
fokuserad båge krävs för bättre riktningskontroll. Använd
mjuk fyrkantsvåg när en mjukare båge med en mer
flytande pöl önskas. Använd sinusvåg för att simulera en
konventionell strömkälla. Använd triangulär vågform när
effekterna av toppampere med sänkt total värmetillförsel
krävs för att kontrollera deformeringen på tunna material.
Val av ampere vid kommutering av växelström (endast Dynasty)
Använd kodaren för att välja [HIGH] eller [LOW] AC ampere vid kommutering. Standardvalet är High (högt).
Tillämpning: Använd högt ampere vid kommutering när en mer aggressiv båge föredras. Använd lågt ampere vid kommutering när en
mindre aggressiv och tystare båge föredras.
Val av bågtändningssätt (elektrod)
[HOTS] [ON]
Ger extra ström under tändning för att förhindra att elektroden fastnar.
[HOTS] [OFF]
Ingen ytterligare ström som hjälp att tända bågen.
OM-275857 sida 38
270536-A

. En fullständig reservdelslista finns på www.MillerWelds.com
5-4. Växelströmsoberoende
A. Oberoende ampere för växelström
. Oberoende expansion för växelström finns i
DX−modellerna med SD−expansionskort och
i CE−modeller med funktionen tillgänglig via
användarmenyn (se avsnitt 5-3).
EN
EP
4
150 A
150 A
1
3
2
5
1 AC Vågformsstyrning
Tryck på väljaren tills önskad funktion väljs.
2 Kodare (ställ in värde)
3 Amperemeter (visar värde)
4 Voltmeter (val av parameter)
EN−ström [EN] - Används med AC TIG växelström
endast för att välja strömvärde för negativ elektrod.
EP−ström [EP] - Används med AC TIG endast för
att välja strömvärde för positiv elektrod.
5 Strömknapp
Genomsnittlig ampererekontroll - ställa in
EN−ampere, EP−ampere, balans och
frekvensvärden skapar en genomsnittlig ampere.
Operatören kan ändra det genomsnittliga
amperetalet medan samma EN−ampere till
EP−ampereförhållande upprätthålls vid den
befintliga balansen och frekvensen. För att ändra
det genomsnittliga amperetalet, tryck på
strömknappen och vrid kodarreglaget. Det
växlande genomsnittliga värdet visas på
amperemetern. Exempel: Om EN−ampere är 150,
EP−ampere är 100, Balans är 75 % och Frekvens
är 120, blir denom genomsnittliga amperen 138 A.
Om du trycker på strömknappen och vrider
kodarreglaget tills det står 69 A, blir EN−amperen
75 och EP−amperen 50. Balansen förblir 75 % och
frekvensen är fortfarande 120 och 1,5 till 1
förhållandet mellan EN−ampere och EP−ampere
upprätthålls.
B. Oberoende vågform för växelström
35
USER
ACEN
ACEP
MENU
2
SOFT
SOFT
14
. Se avsnitt 5-3 för ytterligare information om
hur du kommer åt menyn
Användarinställningar. Alternativet
[ACEN], [ACEP] ersätter alternativet [AC].
1 Strömknapp (A)
2 Gas/DIG−styrning
3 Parameterdisplay
Tryck på Gas/DIG−strömknappen tills [ACEN]
visas. Tryck på A−strömknappen för att växla
mellan [ACEN] och [ACEP].
4 Inställningsdisplay
5 Kodare/Ratt
Välj mellan avancerad fyrkantvåg [ADVS],
mjuk fyrkantvåg [SOFT], sinusvåg [SINE] och
triangelvåg [TRI]. Standardvalet är [SOFT]
(mjuk) fyrkantsvåg.
270536-A
OM-275857 sida 39

KAPITEL 6 − ANVÄNDNING AV MAXSTAR
6-1. Reglage
. En fullständig reservdelslista finns på www.MillerWelds.com
12
2
4
11
3
1
10
. För alla väljare på frontpanelen: tryck på
väljaren för att tända lampan och
aktivera den normala funktionen.
. Grönt på namnplåten anger en
TIG−funktion, grått anger en normal
elektrodsvetsningsfunktion.
1 Kodare/Ratt
Använd kodaren tillsammans med
tillämpliga funktionsknappar på
frontpanelen för att ställa in värden för
funktionen.
2 Minnekortuttag och indikator
OM-275857 sida 40
756
Porten används för att lägga till funktioner på
maskinen, samt för att uppdatera
programvara. Indikatorn är tänd medan
kortet används.
3 Amperemeter− och parameterdisplay
Visar verkligt ampere vid svetsning och
förinställt ampere vid tomgång. Det visar
även parametervalalternativen i valfri meny.
4 Voltmeter och visning av vald
parameter
Visar verklig likriktad genomsnittlig
spänning när det finns en spänning vid
89
275861-B / Ref. 803901-A
svetskabelanslutningarna. Det visar även
parameterbeskrivningar i valfri meny.
5 Processreglage
6 Effektreglage
7 Puls
8 Sekvensreglage
9 Gas/DIG−styrning
10 Ström− och punktsvetsning
11 Minne
12 Minnesvisning
Visar aktivt minne.

. En fullständig reservdelslista finns på www.MillerWelds.com
Anteckningar
OM-275857 sida 41

. En fullständig reservdelslista finns på www.MillerWelds.com
6-2. Komma åt Kontrollpanelmenyn
2
1
34
1 Minnesknapp
Välj minne 1-9 (se avsnitt 14)
2 Parameterdisplay
3 Inställningsdisplay
4 Kodare/Ratt
5
Vrid kodaren och ställ in parametern.
5 Strömknapp
Strömreglage
Styr svetsströmmen. Begränsar
maxeffekten hos en fjärrstyrd
ampere−enhet.
275861-B
Polaritetsval (endast Dynasty)
Välj växelström (AC) eller likström (DC). När likström är valt blir elektroden negativ (DCEN) för TIG
och positiv (DCEP) för elektrodsvetsning.
Val av svetsmetod
TIG HF−impuls – är en bågtändningsmetod utan kontakt för växelström och TIG likström (se avsnitt
14−1).
TIG Lift−Arc – är en bågtändningsmetod med kontakt för växelström och TIG likström (se avsnitt
14−1).
Stick – Välj växelström eller likströmsvetsning med elektrod (SMAW).
Val av avtryckarfunktion (ytterligare alternativa avtryckarfunktioner finns i avsnitt 8-3).
[RMT] [STD]
Typisk inställning för ett fjärrstyrt fotreglage eller handreglage. RMT STD kräver en upprätthållen
kontaktslutning för att aktivera svetseffekt. Ampere kan styras med en fjärrstyrd potentiometer;
annars kan den ställas in på kontrollpanelen.
[RMT] 2T [HOLD] (endast TIG)
Fjärrkontroll krävs. Gör det möjligt för operatören att svetsa utan att triggern hålls stängd. För att starta
svetsningen trycker operatören in och släpper upp triggern. För att stoppa svetsningen trycker
operatören åter in och släpper upp triggern. I detta läge styrs endast svetseffektkontaktorn via
fjärrkontrollen. Amperetalet måste ställas in på kontrollpanelen. (se avsnitt 8-3).
[OUT] [ON]
Effekt på. (Endast pinne och TIG Lift)
! Svetsutgången är alltid aktiverad när displayen visar [OUT] [ON].
Ingen fjärrkontroll eller trigger krävs. Amperetalet kan styras på kontrollpanelen eller med en fjärrstyrd
potentiometer. Blå utgång på LED−lampan tänds för att indikera att effekten är på.
OM-275857 sida 42

. En fullständig reservdelslista finns på www.MillerWelds.com
. *PRO–SET ger professionellt utvecklade inställningar för svetsmetoden. PRO–SET
blinkar en gång och avslöjar den professionella inställningen för parametern.
Pulsstyrning
Pulsering är tillgänglig i TIG−processen. Reglagen kan
justeras vid svetsning.
Sänker värmen för att minimera deformering och öka
framföringshastigheten. Området är 01. till 5 000 pulser per
sekund.
Tryck på väljaren för att aktivera pulsfunktionen.
[PPS]* Pulser per sekund: Området är 0,1− 500.
[BK A]* Bakgrundsströmtid: Området är 5−95 % av
toppströmsvärdet.
. Se avsnitt 14−2 för ytterligare pulsinformation eller
besök http:/www.millerwelds.com/resources/
welding-resources/
Sekvensreglage
Svetseffekten kan programmeras med specifika amperetal
och tidslängder för repetitiva applikationer. Sekvenseraren
är endast tillgänglig i TIG−processen. Sekvenseraren är
inaktiverad om en fjärrkontroll med variabelt amperetal
ansluts till maskinen.
[INTL] Initialampere: Området är min − 400/800 A.
[ISLP] Startramptid: Intervallet är AV − 50,0T (sekunder).
[FSLP] Nedramptid: Intervallet är AV − 50,0T (sekunder).
[FNL] Slutampere: Området är min − 400/800 A.
(Se avsnitt 8-1 och 8-2 beträffande inställning av svetstid.)
PK T
INTL
ISLP
FSLP
100PPS
40%
25%BK A
20A
OFF
OFF
FNL
PRE
POST
DIG
10A
0.2T
AUTO
30%
Gas/DIG−styrning
[PRE] Förströmningstid:
Styr hur länge gasen strömmar innan bågen tänds.
Intervallet är AV − 25T (sekunder).
[POST] Efterströmningstid:
Om inställningen ökas, ökar den tid gasen strömmar efter
svetsningen avbryts. Intervallet är AV − 50T (sekunder). AUTO
beräknar tiden baserat på det maximala amperetalet för varje
svetscykel. Den minimala tiden är 8 sekunder. Auto = maximalt
amperetal/10.
[DIG]* Bågtrycksstyrning:
Styr mängden ytterligare ampere vid låg spänning (kort
båglängd). Justerar styrkan på bågen för olika
ledkonfigurationer och elektroder. Området är AV − 100 %.
PRO-Set−värden är tillgängliga för både 6010− och
7018−elektroder.
CARBon ARC Gouging kan väljas vid ett steg ovanför DIG:s
100 %.
OM-275857 sida 43

. En fullständig reservdelslista finns på www.MillerWelds.com
6-3. Menyn användarinställningar
3
USER
4
MENU
1 Strömknapp
2 Gas/Dig−knapp
3 Parameterdisplay
5
1
4 Inställningsdisplay
5 Kodare/Ratt
Du kommer åt Användarfunktioner
genom att trycka in och hålla
reglagen Ampere (A) och Gas/DIG
tills [USER] [MENU] visas. Rulla
genom
användarmenyfunktionerna
genom att trycka in och släppa upp
Gas/DIG−reglaget.
Vrid kodaren och ställ in
parametern.
Tryck in ström− och
Gas/DIG−reglagen samtidigt och
släpp, eller stäng av strömmen för
att gå ur menyn.
TUNG
RMT
HOTS
3/32
2T
ON
2
Val av volframdiameter
Varje volframstorlek har förinställda startparametrar som
är specifika för diametern för optimerad start. Intervallet
är 0,020−3/16 tum eller 0,5−4,8 mm. Se avsnitt 14−3 för
anvisningar om hur du ställer in startparametrar manuellt.
Avtryckarfunktioner
Omkonfigurering av RMT−funktionerna beskrivs i avsnitt
8-3.
Val av bågtändningssätt (elektrod)
[HOTS] [ON]
Ger extra ström under tändning för att förhindra att
elektroden fastnar.
[HOTS] [OFF]
Ingen ytterligare ström som hjälp att tända bågen.
OM-275857 sida 44
270536-A

7-1. Reglage
. En fullständig reservdelslista finns på www.MillerWelds.com
KAPITEL 7 − 28-STIFTS AVANCERAD
AUTOMATIONANVÄNDNING
2
4
3
1
5
. För information om hur du aktiverar
28−stifts Avancerad automation, se
avsnitt 4-6C
. För alla väljare på frontpanelen: tryck på
väljaren för att tända lampan och
aktivera den normala funktionen.
. Grönt på namnplåten anger en
TIG−funktion, grått anger en normal
elektrodsvetsningsfunktion.
1 Kodare/Ratt
Använd kodaren tillsammans med
tillämpliga funktionsknappar på
frontpanelen för att ställa in värden för
funktionen.
6
2 Minnekortuttag och indikator
Porten används för att lägga till funktioner på
maskinen, samt för att uppdatera
programvara. Indikatorn är tänd medan
kortet används.
3 Amperemeter− och parameterdisplay
Visar verkligt ampere vid svetsning. Det
visar även parametervalalternativen i valfri
meny.
4 Voltmeter och visning av vald
parameter
273670-B
Visar verklig likriktad genomsnittlig
spänning när det finns en spänning vid
svetskabelanslutningarna. Det visar även
parameterbeskrivningar i valfri meny.
5 Processreglage
6 Gas/DIG−styrning
OM-275857 sida 45

7-2. Reglage
. En fullständig reservdelslista finns på www.MillerWelds.com
1 Parameterdisplay
2 Inställningsdisplay
3 Kodare/Ratt
Vrid kodaren och ställ in
1
32
parametern.
Val av svetsmetod
TIG HF−impuls – är en bågtändningsmetod utan kontakt för växelström och TIG likström (se avsnitt
14−1).
TIG Lift−Arc – är en bågtändningsmetod med kontakt för växelström och TIG likström (se avsnitt 14−1).
PRE
POST
0.2T
AUTO
273670-B
Gas/DIG−styrning
[PRE] Förströmningstid:
Styr hur länge gasen strömmar innan bågen tänds.
Intervallet är AV − 25T (sekunder).
[POST] Efterströmningstid:
Om inställningen ökas, ökar den tid gasen strömmar efter
svetsningen avbryts. Intervallet är AV − 50T (sekunder).
AUTO beräknar tiden baserat på det maximala
amperetalet för varje svetscykel. Den minimala tiden är
8 sekunder. Auto = maximalt amperetal/10.
OM-275857 sida 46

. En fullständig reservdelslista finns på www.MillerWelds.com
7-3. Menyn användarinställningar
3
USER
4
MENU
1 Strömknapp
2 Gas/Dig−knapp
5
1
3 Parameterdisplay
4 Inställningsdisplay
5 Kodare/Ratt
Du kommer åt Användarfunktioner
genom att trycka in och hålla reglagen
Ampere (A) och Gas/DIG tills [USER]
[MENU] visas. Rulla genom
användarmenyfunktionerna genom att
trycka in och släppa upp
Gas/DIG−reglaget.
Vrid kodaren och ställ in parametern.
Tryck in ström− och
Gas/DIG−reglagen samtidigt och
släpp, eller stäng av strömmen för att
gå ur menyn.
2
TIG−startparametrar
STAT
AC
Val av ampere vid kommutering av växelström (endast Dynasty)
Använd kodaren för att välja [HIGH] eller [LOW] AC ampere vid kommutering. Standardvalet är High (högt).
Tillämpning: Använd högt ampere vid kommutering när en mer aggressiv båge föredras. Använd lågt ampere
vid kommutering när en mindre aggressiv och tystare båge föredras.
OFF
COM.A
273670-B
OM-275857 sida 47

. En fullständig reservdelslista finns på www.MillerWelds.com
7-4. Programmerbara TIG−startparametrar
A. AV/PÅ (startström och tid)
Ström (A)
Startström
Starttid
Av är standardinställningen. Använd
kodarreglaget för att välja På. När På ställs
in tänds lampan på strömknappen.
Dynasty−modellerna har en separata
parameteruppsättningar för AC och DC.
STAT
AC− och DC−parametrarna väljs fjärrstyrt
via stift 28 i 28−stiftskontakten för
automatisering där EP (positiv elektrod =
AC, och EN (negativ elektrod) = DC
1 Strömknapp
2 Kodare/Ratt
3 Amperemeter
OFF
3
2
1
Förinställda TIG−startparametrar för
avancerad automatisering
Standardvärden för TIG−startamperen för
avancerad automatisering och Starttid är
följande: Startampere för växelström =
50A, AC starttid = 30ms. Startampere för
likström = 30A, DC starttid = 30ms.
Stega genom inställbara parametrarna (se
kapitlen B och C) med strömknappen om
du måste eller önskar använda andra
värden än standard för TIG−startström och
−starttid för avancerad automatisering
B. Programmerbar TIG−ampere
Ström (A)
Startström
1 Strömknapp
2 Kodare/Ratt
3 Amperemeter
STRT
Ställ in TIG−startströmmen så här:
Tryck på strömknappen tills startamperen
visas. Startamperen visas på
30A
3
2
1
amperemetern och kan justeras genom att
vrida kodarreglaget.
Fortsätt med avsnitt C om du vill ändra
starttiden.
OM-275857 sida 48
C. Programmerbar starttid
. En fullständig reservdelslista finns på www.MillerWelds.com
3
Ström (A)
Starttid
1 Strömknapp
2 Kodare/Ratt
3 Amperemeter
Anteckningar
TIME
Programmerbar starttid justeras så här:
Tryck på strömknappen tills starttiden
30m
2
1
visas. Starttiden visas i millisekunder på
amperemetern och kan justeras genom att
vrida kodarreglaget.
Arbeta som ett
proffs!
Svetsa och skär
försiktigt. Läs
säkerhetsreglerna i
början av den
här handboken.
OM-275857 sida 49

. En fullständig reservdelslista finns på www.MillerWelds.com
KAPITEL 8 − AVANCERADE FUNKTIONER
8-1. Tech Menu för Dynasty/Maxstar−modellerna
34
MENUTECH
1 Strömknapp
2 Gas/Dig−knapp
Tryck och hålla inne knapparna
Ampere och Gas/Dig i ca två
sekunder för att rulla förbi
användarmenyn till teknikermenyn.
Använd knappen Gas/Dig för att
cykla genom parametrarna som
kan ställas in.
5
1
3 Parameterdisplay
4 Inställningsdisplay
5 Kodare/Ratt
Vrid kodaren och ställ in
parametern.
Tryck samtidigt på ström− och
Gas/DIG−knapparna för att gå ur
teknikermenyn.
ARC
STUC
T/CY
LOGERR
OFF
NORMOCV
2
COOL
LOCK
EXPC
MACH
AUTO
OFF
OFF
RSET
WELD
OM-275857 sida 50
TMRS
OFF
SOFT
SERL
WARE
NUM
270536-A

. En fullständig reservdelslista finns på www.MillerWelds.com
[ARC] [T/CY] Bågtimer: Övervakar timmar, minuter och cykler av giltig båge på. Vrid kodaren för att visa dessa olika element. För att
återställa vrider du kodaren tills [RESET] [YES] visas. Tryck på Meny−knappen för att visa [RESET] [Done]. Skärmen går till [000] [000].
[ERR] [LOG] Fellogg: Använd för att visa de senaste åtta loggade felhändelserna. Varje händelse kan uppge flera felkoder. Se avsnitt 9-4.
[STUC] Pinnen har fastnat: Detekterar om elektroden har fastnat eller om det föreligger kortslutning till arbetsstycket. Stänger av
svetseffekten så att elektroden kan frigöras. Vrid kodaren för att slå på den. Rekommenderas inte för luftkolbåge eller elektroder med stor
diameter.
[OCV] Tomgångsspänning: Låter användaren välja mellan normal (NORM) och låg tomgångsspänning. Låg reducerar tomgångsspänningen
till mellan 8 och 15 volt. Vrid kodaren och välj.
[WELD] [TMRS] Svetstidur: [ON] aktivera och [OFF] inaktivera funktionen. Se avsnitt 8-2 för information om hur du ställer in
svetstiduren. Svetstiduren fungerar med eller utan sekvenserarfunktionen.
[COOL] Kylarhjälpkraftenhet (extrautr.): Väljer mellan [OFF], [ON] och [AUTO]. [OFF] stänger av strömförsörjningen till uttaget. [ON] slår
på strömförsörjningen till uttaget. [AUTO] förser ström till uttaget när TIG−processen är aktiv.
[LOCK]: Begränsar användarkontroll och justerbarhet för maskinen. Se avsnitt 8-4 för instruktioner och användning.
[EXPC] Externa pulsstyrningskommandon: Slås på när det är önskvärt att styra maskinen från en extern källa. När kommandot är på
motsvarar en kommandospänning på 0− 10 volt DC − 400 A.
[MACH] [RESET] Maskinåterställning:: Återställer alla maskinvärden till standardfabriksinställningarna. För att återställa vrider du
kodaren till [RESET] [YES]. Tryck sedan på Ampereknappen. [RESET] [DONE] visas när återställningen är färdig och
fabriksinställningarna har återställts.
[SOFT] [WARE] Programnummer: Programnummer och revision kommer att visas.
[SERL] [NUM] Serienummer: Om serienumret visas inte matchar serienumret på maskinen, se avsnitt 9-4.
OM-275857 sida 51

. En fullständig reservdelslista finns på www.MillerWelds.com
8-2. Sekvenserare och svetstidur
INTL
INTL
ISLP
FSLP
FNL
FNL
20A
OFF
OFF
OFF
10A
OFF
OFFWELD
Sekvensstyrning med svetstiduren
aktiverade
Den här funktionen kan användas med
TIG−metoden men är inaktiverad om ett fot−
eller fingerfjärreglage ansluts i RMT STD−läge.
När den är aktiv styr sekvenseraren följande
parametrar på svetscykeln:
Startström
Intervallet är 3−400/5−800 A
Starttid*
Intervallet är AV till 25,0T (sekunder)
Startramptid
Intervallet är AV till 50,0T (sekunder)
Slutramptid
Intervallet är AV till 50,0T (sekunder)
Slutström
Intervallet är 3−400/5−800 A
Sluttid*
Intervallet är AV till 25,0T (sekunder)
. När ett fjärreglage ansluts till
svetsströmkällan använder du fjärreglaget
för att reglera svetscykeln. Strömstyrkan
regleras av svetsströmkällan.
* Aktiverade funktioner med svetstiduret
påslaget, (se avsnitt 8-1).
Svetstidur
Med svetstiduret aktiverat trycker du på
knappen Ampere (A) och vrider på kodaren för
att ställa in svetstiden. Intervallet är Av eller
0,1−99,9 och 100−999 (sek) (se avsnitt 8-1).
OM-275857 sida 52

. En fullständig reservdelslista finns på www.MillerWelds.com
8-3. Styrning av utgång och avtryckarfunktioner
A. Fjärr (standard), 2T, och handtagsfunktion 4TE
Ström (A)
Huvudström
Standard
Fjärr−2T
Tid
Startramp
Startström
Gasför−
strömning
P & H
P&H = Tryck in och håll inne avtryckaren
R = Släpp avtryckaren
Nedramp
R
Bibehållen brytare
. När ett fot− eller fingerfjärrströmreglage är anslutet, regleras startsvetsström, startramp, slutramp och
avslutningsström av fjärreglaget, inte av svetsströmkällan.
P&R
P&R = Tryck in och släpp avtryckaren.
P&R
. Maskinen återgår till läge RMT STD (standard fjärrstyrning) om avtryckaren hålls inne mer än tre sekunder.
Avslutningsström
Gasefter−
strömning
R
Fot− eller
fingerstyrd
fjärrkontroll
Fjärr−4TE
P/R
P/R = Tryck in och släpp upp avtryckaren.
*Genom att trycka in och släppa upp avtryckaren vid slutrampen bryts bågen och efterflödet startas.
P/R P/R
*P/R
P/R
. Avtryckarcykeln avslutas om avtryckaren hålls inne längre tid än tre sekunder första gången den trycks in och släpps.
. När ett fjärreglage ansluts till svetsströmkällan använder du fjärreglaget för att reglera svetscykeln. Strömstyrkan
regleras av svetsströmkällan.
Tillämpning:
Använd 4T momentan−avtryckarmetoden när funktionerna hos en strömfjärrkontroll önskas, men endast fjärrkontroll
till/från finns.
OM-275857 sida 53

. En fullständig reservdelslista finns på www.MillerWelds.com
B. 3T−specifik avtryckarmetod
Ström (A)
Fjärravtryckarfunktion
*
*
*
*
*
*
*
A B CD
Gasförströmning
* Bågen kan släckas när som helst genom att både start− och slutbrytarna trycks in och släpps, eller genom att handtaget lyfts
så att bågen bryts.
1 3T (specifik avtryckarmetod)
Sekvenser fordras för att omkonfigurera för
3T.
3T kräver en specifik typ av fjärrkontroll
med två oberoende reglage för tillfällig
kontakta. En kommer att betecknas som
startbrytare och måste anslutas mellan stift A
och B på uttagen på 14−poligt fjärruttag. Den
andra kommer att betecknas som slutreglage
och måste anslutas mellan stift D och E på
uttagen på 14−poligt fjärruttag.
2 Kodare/Ratt
Vrid på kodare och välj 3T.
Definitioner
Startramptid är hastigheten för
strömändringen som bestäms av startström,
startramptid och huvudström.
Slutramptid är hastigheten för
strömändringen som bestäms av startström,
startramptid och slutström.
Startström/Startramp Huvudström
Drift
Tryck in och släpp upp startbrytaren inom 3/4
sekund för att starta flödet av avskärmande
gas. För att avbryta förflödessekvensen
innan förflödestiden går ut (25 sekunder),
tryck in och släpp upp slutreglaget.
Förflödestimern återställs och
svetssekvensen kan startas på nytt.
. Gasflödet avbryts, tiduret återställs och
startbrytaren måste tryckas in och
släppas igen för att starta
svetssekvensen på nytt om inte
startbrytaren aktiveras innan
förflödestiden gått ut.
Tryck på startbrytaren för att starta bågen vid
startströmmen. Genom att hålla inne
brytaren ändras amperen vid den
ursprungliga ramtiden (släpp brytaren för att
svetsa med önskad strömstyrka).
När huvudströmstyrkan nåtts kan
startbrytaren släppas.
Tryck in och håll inne slutbrytaren för att
minska strömmen med slutramphastighet
(släpp brytaren för att svetsa med önskad
strömstyrka).
När slutströmströmmen nåtts släcks bågen
och avskärmande gas strömmar under
inställd gasefterflödestid.
Nedramp/Avslutningsström
Tillämpning
Med två fjärrbrytare istället för potentiometrar
ger 3T operatören möjlighet att utan
begränsningar öka, minska, göra paus och
hålla strömmen inom intervallet som anges
av start−, huvud− och slutströmvärdena.
E
Gasefterströmning
OM-275857 sida 54

. En fullständig reservdelslista finns på www.MillerWelds.com
C. 4T, 4Tm och 4TL specifik avtryckarmetod
Ström (A)
Startramp
Startström
Gasför−
strömning
P/H R
P/H = Tryck och hålla inne avtryckaren; R = släpp upp avtryckaren
*Endast 4T: P/R = Tryck in avtryckaren och släpp upp den på under 0,75 sekunder
4T och 4Tm−handtagsfunktionen
Huvudström
*P/R
*P/R
Nedramp
P/H R
Avslutningsström
Gasefter−
strömning
4T och 4Tm applikation:
Använd 4T eller 4Tm (modifierad)
avtryckarmetoden när
funktionerna hos en
strömfjärrkontroll önskas, men
endast fjärrkontroll till/från finns.
4T* medger att operatören växlar
mellan svetsström och slutström.
. När ett fjärreglage ansluts till
svetsströmkällan använder du
fjärreglaget för att reglera
svetscykeln. Strömstyrkan
regleras av svetsströmkällan.
4TL−tillämpning:
Möjligheten att ändra
strömnivåerna utan antingen start−
eller slutramper, ger svetsaren
tillfälle att justera tillsatsmetall utan
att bryta bågen.
4TL (minilogik) gör det möjligt för
operatören att växla mellan
startramp eller huvudström och
startström. Slutamperen är inte
tillgänglig. Slutrampen sluttar alltid
till minimal ampere och avbryter
cykeln.
. När ett fjärreglage ansluts till
svetsströmkällan använder du
fjärreglaget för att reglera
svetscykeln. Strömstyrkan
regleras av svetsströmkällan.
4TL−funktion
Ström (A)
Startramp
Startström
Gasför−
strömning
P/H R P/R P/R P/R
P/H = tryck in och håll inne avtryckaren, R = släpp avtryckaren, P/R = tryck in avtryckaren och släpp inom 0,75 sekunder
* * = Bågen kan när som helst släckas med slutramphastighet genom att avtryckaren trycks in och hålls inne
* *
* *
Huvudström
* *
* *
P/R P/R P/H
Nedramp
Gasefterströmning
OM-275857 sida 55

D. Avtryckarfunktion På
Spänning (V)
2 sek.
. En fullständig reservdelslista finns på www.MillerWelds.com
TILL
Ström (A)
Ström (A)
Vidröringsström
Kontaktstiftselektrod
Startström
Elektrod
Lyftstiftselektrod
Lyft
Huvudström
*Nedramp
Startramp
*Slutström
Vidrör med
volframspetsen
OM-275857 sida 56
Lyft volframspetsen
något
*Aktiveras när punktsvetstiden är aktiverad.
Lyft volframspetsen

8-4. Spärrfunktioner
LOCK
CODE
. En fullständig reservdelslista finns på www.MillerWelds.com
1
OFF
2
Information hur man kommer åt
spärrfunktionerna finns i avsnitt 8-1.
Det finns fyra (1−4) olika spärrnivåer.
Varje successiv nivå ger operatören mer
flexibilitet.
. Innan du aktiverar spärrnivåerna, se
till att alla rutiner och parametrar
upprättas. Parameterjusteringen är
begränsad medan spärrnivåerna är
aktiva.
Aktivering av spärrfunktionen går till
så här:
1 Kodare/Ratt
2 Strömknapp
Tryck på Ampere (A) reglaget för att växla
mellan lås av och kod av. Växla reglaget
tills [CODE] [OFF] visas
Vrid kodaren för att välja ett
spärrkodnummer. Välj ett nummer mellan
1 och 999. Numret visas på amperen, till
höger.
. Lägg numret på minnet (skriv ner), då
du behöver det för att stänga av
funktionen eller ändra inställningar.
Vrid strömreglaget tills [LOCK] visas. Du
kan nu välja en spärrnivå. Se tabellen
nedan för justerbarhetsgraden
förknippad med varje spärrnivå. Avsluta
Avancerade funktioner enligt avsnitt 8-1.
Spärrfunktionen inaktiveras så här:
Vrid strömreglaget tills koden visas.
Använd ratten för att föra in samma
kodnummer som användes för aktivering
av spärrfunktionen.
Tryck på Amperereglaget.
Amperemetern stängs [OFF]. Spärren är
nu av. Avsluta Avancerade funktioner
enligt avsnitt 8-1.
8-5. Definierade spärrnivåer
Minimium justerbarhet Justerbarhetsgrad Maximala möjligheter att göra
inställningar
Spärrnivå 1 Spärrnivå 2 Spärrnivå 3 Spärrnivå 4
Justerbar Spärrad Justerbar Spärrad Justerbar Spärrad Justerbar Spärrad
Panelström Panelström Panelström
+/– 10 %
Polaritet
(endast dyn)
Svetsmetod Svetsmetod Svetsmetod Svetsmetod
Svetsspänning Svetsspänning Svetsspänning Svetsspänning
Pulsfunktion Pulsfunktion Pulsfunktion
Sekvenserare Sekvenserare Sekvenserare Sekvenserare
Gas/DIG Gas/DIG Gas/DIG Gas/DIG
Vågform Vågform Vågform Vågform
Polaritet
(endast dyn)
Polaritet
(endast dyn)
(endast av−på)
Fjärrampere
(min−panel)
Panelström
+/– 10 %
Polaritet
(endast dyn)
Pulsfunktion
(endast av−på)
OM-275857 sida 57

KAPITEL 9 − UNDERHÅLL OCH FELSÖKNING
9-1. Rutinunderhåll
n = kontrollera Z = ändra~ = rengör = reparera l = byt ut
* Ska utföras av auktoriserad verkstad
Var
3:e
månad
. En fullständig reservdelslista finns på www.MillerWelds.com
! Bryt strömmen före underhåll.
nl Etiketter n l Gasslangar
Var
3:e
månad
n lKablage och ledningar
Var
6:e
månad
~:Vid tungt arbete, rengör varje månad.
9-2. Renblåsning av maskinen
~ Svetsanslutningar
! Ta inte av kåpan vid
renblåsning av enhetens
insida.
Rikta luftflödet genom bakre och
främre gallret vid renblåsning, som
i bilden.
OM-275857 sida 58
804746-B

. En fullständig reservdelslista finns på www.MillerWelds.com
9-3. Meddelanden på voltmeter−/amperemeterdisplayerna
1
Släpp avtryckaren
RELE
TRIG GER
2
Avlägsna kortslutning på utgången
UN S
OUTP UT
3
Övertemperaturfel
OVER
ASE
HORT
TEMP
4
Kvarstående fel:
CHEK INPT
WELD CABL
SEE O.M.
5
Ej giltig
}
Kvarstående fel
NOT VALD
6
Spärrnivå
LOCK LEV1
7
Ogiltig programvara
SOFT
WARE
. Alla anvisningar avser framsidan på
enheten. Alla kretsar som omnämns är
inuti enheten.
1 [RELE] [ASE] / [TRIG] [GER]
Kontaktorstyrning via fjärrkontrollkontakt
14 (stiften A−B måste kopplas isär innan du
fortsätter).
2 [UN S] [HORT] / [OUTP] [UT]
Kortslutning på svetskablarna måste
åtgärdas innan du fortsätter. Se avsnitt 9-4
om felet visas efter att kortslutning
konstaterats inte finns över utgången.
3 [OVER] [TEMP]
Övertemperaturtillstånd har inträffat. Felet
rensas när temperaturen når en acceptabel
nivå.
8
9
NOT VALD
REMO TE
ADV AUTO
4 Kvarstående fel:
När ett av följande fel inträffar blinkar
standbylampan. För att rensa felet trycker
du på standbyknappen eller stänger av
strömmen. Se avsnitt 9-4 om felet inte
åtgärdas eller om det inträffar ofta.
[CHEK] [INPT] Kontrollera nätspänningen
Hög eller låg spänning känns av. Låt en
behörig person kontrollera nätspänningen.
[WELD] [CABL] Svetskablage
Ett fel relaterat till svetskablarna känns av.
Räta ut eller korta av svetskablarna. Vid
skärning med luftkolbåge, justera
DIG−inställning till CARBon ARC. Se
avsnitt 5-2 (Dynasty) eller avsnitt 6-2
(Maxstar).
[SEE] [O.M.] Se användarhandbok: Se
avsnitt 9-4.
5 [NOT] [VALD]
Meddelandet visas när man försöker göra
en ogiltig inställning, t.ex. trycka på
växelströmsvågform i likströmsläge.
6 [LOCK] [LEV1], 2, 3, 4
Visas när man försöker göra inställningar
som inte kan göras med aktiv vald låsnivå.
7 [SOFT] [WARE] [NOT] [VALD]
Ett fel på programvarukompatibiliteten har
detekterats. En programvaruuppdatering
krävs (se avsnitt 4-17,
Programuppdateringar). Se avsnitt 9-4 om
displayen visas efter en
programuppdatering har utförts.
8 [REMO] [TE]
Meddelandet visas vid försök att utföra en
okompatibel konfigurering med
fjärrpendang ansluten till 14-stifts uttag.
Frontpanelen är inaktiverad med undantag
för åtkomst till Tech Menu.
9 [ADV] [AUTO]
Meddelandet visas vid försök att göra en
okompatibel konfigurering med 28-stifts
avancerad automatisering aktiverad.
OM-275857 sida 59

9-4. Felsökningstabell
Problem Åtgärd
Ingen svetseffekt; enheten ej
manövrerbar.
. En fullständig reservdelslista finns på www.MillerWelds.com
Slå på huvudströmbrytaren (se avsnitt 4-15).
Kontrollera och byt vid behov ut säkringen(arna) eller återställ kretsbrytaren (se avsnitt 4-15).
Kontrollera att nätanslutningarna är korrekta (se avsnitt 4-15).
Ingen svetseffekt; digitaldisplayerna
lyser.
Oregelbunden eller fel svetseffekt. Använd svetskabel av rätt storlek och typ (se avsnitt 4-3).
Fläkten fungerar inte. Kontrollera och avlägsna föremål som blockerar fläktens rörelse.
Vandrande båge.
Volframelektroden oxideras och förblir
inte ren efter avslutad svetsning.
Om fjärrkontrollen används, se till att rätt process aktiverats för att ge styrning vid det 14−poliga
fjärruttaget (se avsnitt 4-4 som tillämpligt).
Nätspänningen ligger utanför godtagbart variationsområde (se avsnitt 4-14).
Kontrollera, reparera eller byt ut fjärrkontrollen.
Enheten överhettad. Låt enheten svalna med fläkten På (se avsnitt 3-5).
Rengör och dra åt alla svetskabelsanslutningar (se avsnitt 9-1).
Låt en fabriksauktoriserad serviceagent kontrollera fläktmotorn.
Använd volframspets av rätt dimension (se avsnitt 12).
Använd rätt preparerat volfram (se avsnitt 12).
Reducera gasflödet.
Skydda svetsområdet mot drag.
Förläng eftergastiden.
Kontrollera och dra åt alla gasanslutningar (se avsnitt 9-1).
Vatten i brännaren. Se brännarhandboken.
Tom display.
Felmeddelandet [ERR] [LOG] visas. Vänd dig till en av fabriken auktoriserad verkstad, som kan förklara vad felkoden betyder.
Låsfel, se avsnitt 9-3. Vänd dig till en av fabriken auktoriserad verkstad om felet inte försvinner eller uppträder ofta.
Felmeddelandet [SEE] [O.M.] visas. Vänd dig till en auktoriserad verkstad
Teknikermeny (se avsnitt 4-17)
[SERL][NUM] är vald och serienumret
som visas är inte samma som maskinens serienummer.
Felmeddelandet [UN S] [HORT] /
[OUTP] [UT] visas.
Felmeddelandet [SOFT] [WARE] [NOT]
[VALD] visas.
Kontrollera nätmatningen till maskinen.
En programvaruuppdatering kan behövas (se avsnitt 4-17, Programuppdateringar). Kontakta fabriken
om skärmen förblir tom efter en programuppdateringen har utförts.
Vänd dig till en auktoriserad verkstad
Vänd dig till en auktoriserad verkstad om felet visas efter att kortslutning konstaterats inte finns över utgången.
Vänd dig till en auktoriserad verkstad om displayen visar detta efter programvaruuppdatering.
OM-275857 sida 60

KAPITEL 10 − ELSCHEMA
Bild 10-1. Dynasty 400 kretsschema
275852−E
OM-275857 sida 61

OM-275857 sida 62
Bild 10-2. Maxstar 400 kretsschema
275851−E

Bild 10-3. Maxstar 800 kretsschema (1 av 2)
275853−D
OM-275857 sida 63

OM-275857 sida 64
Bild 10-4. Maxstar 800 kretsschema (2 av 2)
275853−D

Bild 10-5. Dynasty 800 kretsschema (1 av 2)
275854−D
OM-275857 sida 65
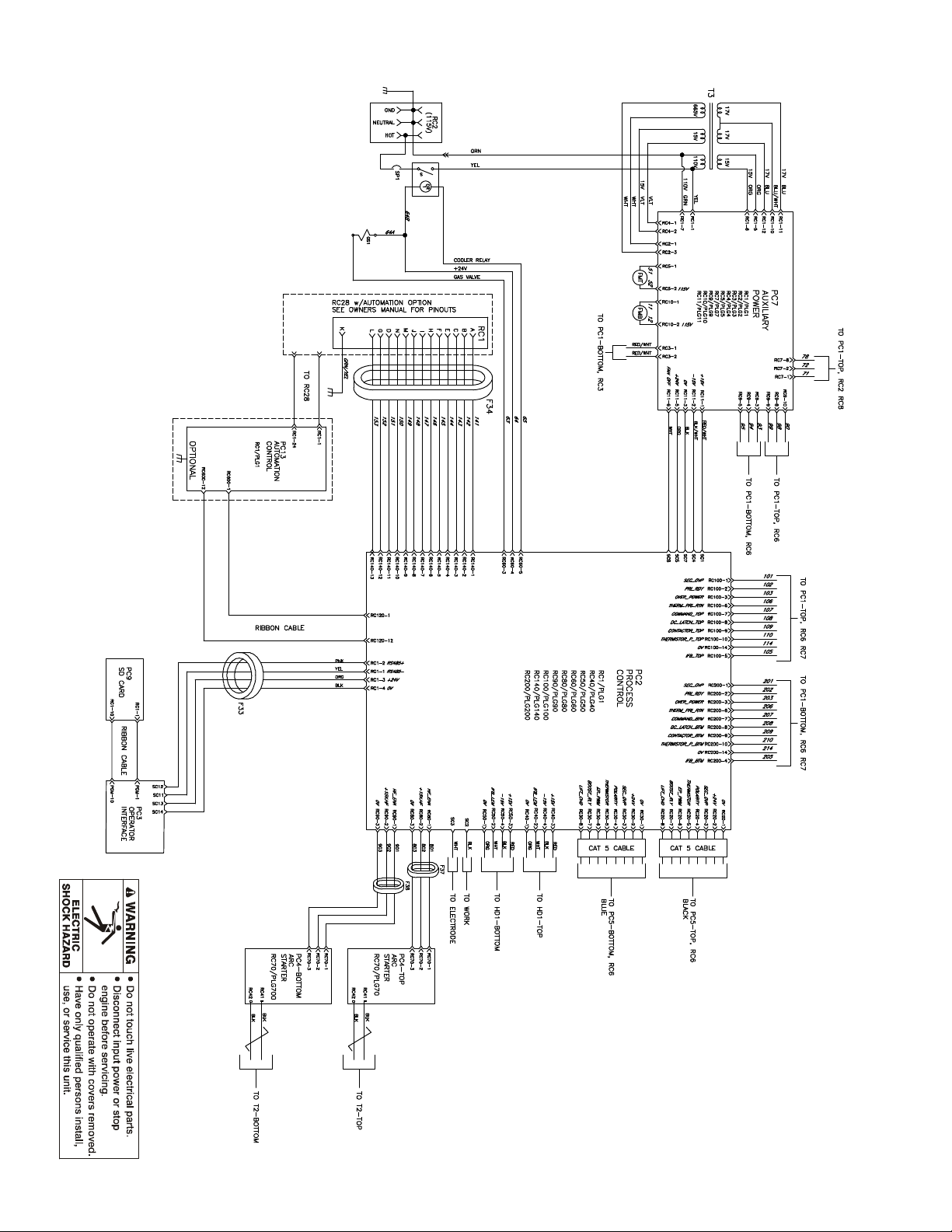
OM-275857 sida 66
Bild 10-6. Dynasty 800 kretsschema (2 av 2)
275854−D

. En fullständig reservdelslista finns på www.MillerWelds.com
KAPITEL 11 − HÖGFREKVENS
11-1. Svetsmetoder som fordrar högfrekvens
1 Högfrekvensspänning
TIG − hjälper bågen hoppa över
luftgapet mellan brännaren och
1
Arbetsstycke
TIG
11-2. Installation som visar möjliga källor till högfrekvensstörningar
Svetszon
11, 12
arbetsstycket och/eller stabiliserar
bågen.
high_freq 5/10 − S−0693
13
50 ft
(15 m)
9
8
7
1
10
14
3
2
4 5 6
Bästa
metoderna
används inte
Källor till direkt högfrekvensstrålning
1 Högfrekvenskälla (svetsströmkälla
med inbyggd HF eller separat
HF-enhet)
2 Svetskablar
3 Handtag
4 Återledarklämma
5 Arbetsstycke
6 Arbetsbord
Källor till högfrekvensöverföring
7 Nätkabel
8 Primärfrånskiljare
9 Strömförsörjningskablar
Källor till återutstrålning
av högfrekvens
10 Ojordade metallföremål
11 Belysning
12 Kablar
13 Vattenrör och fixturer
14 Telefon- och elledningar
S−0694
OM−275857 Sida 67

. En fullständig reservdelslista finns på www.MillerWelds.com
11-3. Rekommenderad installation för att reducera högfrekvensstörningar
3
15 m
6
8
Jorda alla metallföremål och
all ledningsdragning inom
svetszonen med ledare med
minst 3 mm
2
1
ledningsarea.
Svetszon
2
8
4
Jorda arbetsstycket om
normerna så fordrar.
7
15 m
5
Icke-metallbyggnad
Bästa metoderna används
1 Högfrekvenskälla (svetsströmkälla
med inbyggd HF eller separat
HF-enhet)
Jorda aggregatets metallhölje (skrapa bort
färg från omkring ett hål i höljet och använd
skruven i höljet), återledaren, strömbrytaren,
matningskabeln och arbetsbordet.
2 Svetszonens mittpunkt
Mittpunkten mellan högfrekvenskällan och
svetshandtaget.
3 Svetszon
En 15 m cirkel från mittpunkten i alla
riktningar.
4 Svetskablar
Håll kablarna korta och samlade.
Metallbyggnad
8
11
10
5 Ledarförbindning och jordning
Förbind elektriskt alla ledarsektioner med
kopparband eller kopparflätor. Jorda var
15:e meter.
6 Vattenrör och fixturer
Jorda vattenrör var 15:e m.
7 El- och telefonledningar
Placera högfrekvenskällan på minst
15 meters avstånd från telefon- och
elledningar.
8 Jordspett
Följ svenska föreskrifter för elektriska
installationer.
9
8
Ref. S-0695 / Ref. S-0695
Krav för metallbyggnader
9 Förbindningsmetoder för metallpaneler
Bulta eller svetsa ihop panelerna, installera
kopparband eller flätade ledare längs
fogarna och jorda ramen.
10 Fönster och portgångar
Täck alla fönster och portgångar med jordat
kopparnät med högst 6,4 mm maskvidd.
11 Dörrskena i taket
Jorda skenan.
OM−275857 Sida 68

KAPITEL 12 − VÄLJA OCH BEREDA EN
VOLFRAMELEKTROD FÖR LIKSTRÖMS- ELLER
VÄXELSTRÖMSSVETSNING MED OMFORMARAGGREGAT
gtaw_Inverter_2016−10
Svetsa alltid när så är praktiskt och möjligt med likström istället för växelström.
12−1. Välja volframelektrod (Bär rena handskar för att undvika förorening av volframelektroden)
. Inte alla tillverkare av volframelektroder använder samma färger för att beteckna volframtypen. Vänd dig till tillverkaren eller studera förpackningen
för att identifiera volframtypen som du använder.
Strömstyrka − Gastyp − Polaritet
Elektroddiameter (DCEN) − argon
Likström med negativ elektrod
(Svetsning av stål och rostfritt stål)
Volframlegeringar med 2 % cerium, 1,5 % lantan eller 2 % torium
0,25 mm Upp till 15 Upp till 15
0,5 mm 5−20 5−20
1 mm 15−80 15−80
1,6 mm 70−150 70−150
2,4 mm 150−250 140−235
3,2 mm 250−400 225−325
4,0 mm 400−500 300−400
4,8 mm 500−750 400−500
6,4 mm 750−1000 500−630
Typiskt skyddsgasflöde är 10 till 25 cfh (kubikfot per timme) eller 5 − 12 liter per minut.
Upptagna siffror är avsedda som vägledning och är en sammanställning av rekommendationer från American Welding Society (AWS)
och elektrodtillverkare.
Växelström − argon
Obalanserad våg
(Vid svetsning av aluminium)
12−2. Beredning av volframelektroder för likströmssvetsning med negativ elektrod
(DCEN) eller växelströmssvetsning med omformaraggregat
Vid slipning av volframelektroder produceras damm och gnistor som kan orsaka skador och starta bränder.
Använd lokal utsugningsanordning (fläktventilation) vid slipmaskinen eller bär godkänt andningsskydd.
Säkerhetsinformation återfinns i Faktablad om materialsäkerhet. Överväg att använda volfram med cerium,
lantan eller yttrium i stället för torium. Slipdamm från elektroder med toriumlegering innehåller
lågradioaktivt material. Deponera slipdamm på miljövänligt säkert sätt. Bär ordentliga ansikts-, hand- och
kroppsskydd. Håll antändbart material på avstånd.
1 Slipskiva
Slipa volframänden med en finkorning, hård
slipskiva före svetsning. Använd inte skivan
för andra jobb, volframmaterialet kan
förorenas vilket kan orsaka en sämre
svetskvalitet.
2 Volframelektrod
Volfram med 2 % cerium rekommenderas
3 Idealisk vinkel på slipskivan: 15 till 30
Radiell slipning
orsakar vandrande båge
1−1/2 till 4 gånger
elektroddiametern
2
4
3
15 till 30
. 30 grader är den rekommenderade
elektrodslipvinkeln.
4 Rak slipning
Slipa längs med, inte radiellt.
Fel volframberedning
1
Idealisk volframförberedning − stabil båge
OM−275857 Sida 69

KAPITEL 13 − MINNE
13−1. Minne (programlagringsplatser 1-9)
1
1
2
1 Knappar för minne
(programlagringsplatser 1-9)
2 Polaritetsknapp (endast
Dynasty)
3 Processväljare
Gör så här för att skapa, ändra
eller hämta ett
svetsparameterprogram:
1. Tryck på minnesknappen tills
önskad programlagringsplats (1-9)
visas.
2. Tryck på polaritetsknappen tills
lampan för önskad polaritet,
växelström eller likström tänds
3. Tryck på metodknappen tills
lampan för önskad metod: TIG HF
impuls, TIG Lift Arc eller elektrod
tänds.
Programmet på vald plats, med
önskad polaritet och metod är nu det
aktiva programmet.
4. Ändra eller ställ in alla önskade
parametrar.
2
3
3
. Polaritets− och växelströmsvågformstyrning finns endast på Dynasty−modellerna.
TIG (högfrekvens
eller lyft)
AC
Minnesplatser
1−9
I Dynasty−modellerna kan alla minnesplatserna (1 till 9) lagra parametrar för
båda polariteterna (AC och DC) och båda polariteterna kan lagra parametrar
för båda metoderna (TIG och elektrod), sammanlagt 36 program.
Minnesplatser
1−9
och
DC
DC
och
Elektrod
TIG (högfrekvens
eller lyft)
och
Elektrod
TIG (högfrekvens
eller lyft)
och
OM-275857 sida 70
Elektrod
I Maxstar−modellerna kan alla minnesplatserna (1 till 9) lagra parametrar för
båda metoderna (TIG och elektrod), sammanlagt 18 program.

KAPITEL 14 − TIG-METODER
14−1. Startprocedurer för Lift−Arc och HF TIG
Lift-Arc−start
1
2
“Vidrör”
Stryk INTE som en tändsticka!
1 − 2
Sekunder
Lift-Arc−start
Starta bågen så här när
Lift−Arct−knappens lampa är tänd:
1 TIG−elektrod
2 Arbetsstycke
Vidrör volframelektroden mot
arbetsstycket vid starten för
svetsningen, aktivera effekt och
avskärmande gas med bågtriggern,
fotpedalen eller handreglaget. Håll
elektroden mot arbetsstycket i 1-2
sekunder och lyft elektroden
långsamt. Bågen bildas när
elektroden lyfts.
Normal tomgångsspänning föreligger
inte före volframelektroden vidrör
arbetsstycket; det finns enbart en låg
avkänningsspänning mellan
elektroden och arbetsstycket.
Halvledarens utgångskontaktor
strömsätts inte förrän efter elektroden
vidrör arbetsstycket. Detta låter en
korrekt preparerad elektrod (se
avsnitt 12−2) vidröra arbetsstycket
utan att överhetta, fastna eller
förorenas.
Tillämpning:
Lift−Arc används för
likströmselektrod eller
TIG−processen med växelström, när
HF−startmetoden inte är tillåten eller
för att ersätta TIG−metoden.
HF−start
När HF−startknappens lysdiod är
tänd, starta bågen så här:
Högfrekvensen slås på för att starta
bågen när effekten är aktiverad.
Högfrekvensen stängs av när bågen
startas och slås på när bågen bryts
för att underlätta omstart av bågen.
Tillämpning:
HF−start används för DCEN GTAW
och AC GTAW när en startmetod utan
anliggning fordras.
OM−275857 Sida 71

14−2. Pulsreglage
3
2
1
Procent (%) pulsvidd
Topp 50 %/bakgrund 50 %
Balanserad 50 %
80 %
Mer tid på pulsvidd
20 %
Mer tid på bakgrundsström
Topp A
Pulsningsvågformer
Bakgrundsström
4
PPS
1 Pulsreglage
Pulsering är tillgänglig medan
TIG−processen används. Reglagen kan
justeras vid svetsning.
Tryck på väljaren för att aktivera
pulsfunktionen.
PÅ - När denna lampa är tänd, är
pulsfunktionen tillslagen.
Tryck på väljaren tills önskad
parameterlysdiod tänds.
Tryck och släpp knappen tills På−lampan
släcks för att stänga av pulsfunktionen.
2 Kodare (ställ in värde)
3 Amperemeter (visar värde)
PPS - Pulsfrekvens eller pulser per sekund,
är antalet pulscykler per sekund.
Pulsfrekvens underlättar reducering av
värme, förhindrar skevning och förbättrar
utseendet på svetssträngen. Ju högre
PPS−inställning, desto jämnare rippeleffekt,
smalare svetssträng och bättre nedkylning.
Genom att ställa in PPS på det nedre
området blir pulsen långsammare och
svetssträngen blir bredare. Denna
långsamma pulsering hjälper till att skaka
svetspölen för att frigöra gasen som är
instängd i svetskonstruktionen och
reducerar porositeten (mycket praktiskt vid
aluminiumsvetsning). Vissa nybörjare
använder en lägre pulsfrekvens (2-4 pps) för
att hjälpa dem med deras timing vid tillägg av
tillsatsmaterial. En erfaren svetsare kan ha
PPS−inställningen mycket högre beroende
på personligt önskemål samt vad de
försöker åstadkomma.
PEAK t - (PEAK t) (topp) är procentdelen av
tid i varje cykel som ägnas vid
toppamperetal (huvudströmmen).
Toppamperetalet ställs in med
amperereglaget (se avsnitt 5-1). Om en puls
per sekund används och topptiden är
inställd på 50 %, spenderas en halv sekund
på toppampere och de andra 50 %, dvs en
halv sekund, spenderas på
bakgrundsampere. Om topptiden ökar, ökas
tiden som spenderas på toppampere, vilket
ökar värmen in i biten. En bra startpunkt för
topptid är ungefär 50-60 %. För att hitta ett
bra förhållande måste du experimentera lite
grann, men poängen är att värmen in i biten
ska sänkas och att utseendet på
svetsningen ska förbättras.
BKGND A - (Bakgrundampere) ställs in
som procentdel av
toppampereinställningen. Om
toppamperetalet ställs in på 200 och
bakgrundsampere ställs in på 50 % är
bakgrundsampere 100 A när maskinen
pulserar på bakgrundssidan av cykeln. Den
lägre bakgrundsamperen hjälper till att
reducera värmen. Om bakgrundsamperen
ökas eller minskas, ökar eller minskar det
den totala genomsnittliga amperen, vilket
hjälper dig avgöra hur flytande pölen är på
bakgrundssidan av pulscykeln. I allmänhet
är det bra om pölen krymper till ungefär
halva storleken men ändå är flytande. Till att
börja med ska bakgrundsamperen ställas in
på ca 20-30 % för rostfritt stål/kolstål, eller ca
35-50 % för aluminiumlegeringar.
4 Pulsningsvågformer
Exemplet visar den effekt en ändring av
pulsvidden har på pulsningsvågformen.
Tillämpning:
Pulsering syftar på växling mellan höjning
och sänkning av svetseffekten vid en
specifik frekvens. De höjda delarna av
svetseffekten kontrolleras med avseende
på bredd, höjd och frekvens, så att de bildar
pulser av svetseffekt. Dessa pulser och den
lägre amperenivån dem emellan
(bakgrundsamperen) växlar mellan att
värma och kyla den smälta svetspölen. Den
kombinerade effekten ger operatören bättre
kontroll över penetrering, kulbredd, kröning,
underskärning och värmetillförsel.
Reglagen kan justeras vid svetsning.
Pulsning kan även användas vid träning av
materialtillsättningsteknik.
. Funktionen är aktiverad när lampan
lyser.
OM-275857 sida 72

14−3. Allmän (GEN) volfram för att ändra programmerbara startparametrar för TIG
1 Kodare/Ratt
2 Parameterdisplay
3 Strömknapp
När menyn för inställning av
2
maskinen är framme kan
volframparametrarna ändras
manuellt genom att man bläddrar
genom inställningsbara parametrar
med strömknappen. Ändra värdet
med kodaren.
1
GENTUNG
3
Ström (A)
Parameter
Startpolaritet (POL)
Startström (STRT)
Starttid (TIME)
Startflank (SSLP)
Förinställd minimi−
ström (PMIN)
Tillgängliga parametervärden
Starttid
Startström
Startflanktid
Standard växelström
EP (positiv elektrod)
30 A
140 ms
10 ms
10 A
Förinställd minimiström
Standard likström
EN (negativ elektrod)
60 A
30 ms
50 ms
5 A
Intervall
EP / EN
5−200 A
0−250 ms
0−250 ms
1 (DC) 2 (AC) −25 A
OM−275857 Sida 73

KAPITEL 15 − RIKTLINJER FÖR SVETSNING
MED ELEKTROD (SMAW)
15−1. Tabell för val av elektrod och strömstyrka
ELECTRODE
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
DIAMETER
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
RANGE
AMPERAGE
50
100
150
200
250
300
350
400
450
ELECTRODE
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
DC*
AC
HORIZ*
POSITION
ALL
ALL
ALL
ALL
ALL
FLAT
ALL
ALL
PENETRATION
DEEP
MIN. PREP, ROUGH
DEEP
LOW
MED
MED
LOW
LOW
LOW
USAGE
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
Ref. S-087 985-A
OM-275857 sida 74

Anteckningar

Anteckningar

Garantifrågor?
Ring
1-800-4-A-MILLER
eller din lokale
Miller-distributör.
Din distributör ger dig
också ...
Service
Du får alltid den snabba,
tillförlitliga service du
behöver. De flesta
ersättningsdelar är dig
till hands inom 24 timmar.
Stöd
Vill du få snabba svar
på svåra svetsfrågor?
Kontakta din distributör.
Hans och Millers expertis
står dig alltid till tjänst.
Gäller från 01 januari 2017
(produkter med serienummer som inleds med MH eller nyare)
Denna garanti ersätter alla tidigare Miller-garantier, såväl uttryckliga som underförstådda.
BEGRÄNSAD GARANTI − Under förutsättning att nedanstående
villkor är uppfyllda, garanterar Miller Electric Mfg. Co., Appleton,
Wisconsin, originalinköparen att ny Miller-utrustning, såld efter
det att denna begränsade garanti trätt i kraft, är fri från defekter
i material och utförande när den levereras av Miller. DENNA
UTTRYCKLIGA GARANTI ERSÄTTER ALLA ANDRA,
UTTRYCKLIGA SOM UNDERFÖRSTÅDDA GARANTIER,
INKLUSIVE SÅDANA SOM AVSER SÄLJBARHET OCH
LÄMPLIGHET.
Inom nedanstående garantiperioder reparerar eller byter Miller ut
garanterade delar eller komponenter som gått sönder p g a
defekter i material eller utförande. Miller måste erhålla skriftligt
meddelande om sådan defekt inom trettio (30) dagar, varpå Miller
skickar instruktioner om de reklamationsprocedurer som ska
följas. Om garantiersättning begärs via internet måste begäran
innehålla en utförlig beskrivning av felet och de
felsökningsåtgärder som vidtagits för att hitta trasiga
komponenter och orsaken till att de gått sönder.
Miller accepterar reklamationer för nedan förtecknade apparater
som täcks av garanti. Alla garantiperioder startar på dagen för
leverans av apparaten till den förste ägaren, eller ett år efter det att
apparaten sänts till en nordamerikansk distributör eller arton
månader efter det att apparaten sänts till en internationell
distributör.
1. 5 år delar — 3 år arbete
* Likriktare för nätdrift, omfattande enbart tyristorbryggor,
dioder och komponentuppbyggda likriktarmoduler
2. 3 år — delar och arbete
* Glas till automatiskt avbländande hjälmar (utom
Classic-serien) (ej arbete)
* Motordrivna svetsaggregat/omformare (OBS: Motorer
garanteras separat av motortillverkaren.)
* Kraftenheter till omformare (om inget annat anges)
* Strömkällor för plasmaskärning
* Processkontrollenheter
* Hel- och halvautomatiska trådmatare
* Omformare/likriktare strömkällor
3. 2 år — delar och arbete
* Glas till automatiskt avbländande hjälmar − endast
Classic-serien (ej arbete)
* Svetsrökutsug − serierna Fume Extractors − Capture 5,
Filtair 400 och Industrial Collector
4. 1 år — delar och arbete om inget annat anges
* AugmentedArc och LiveArc svetssystem
* Automatiska rörelseanordningar
* Bernard BTB luftkylda MIG−pistoler (inget arbete)
* Fläktenheterna CoolBelt och CoolBand Blower
(ej arbete)
* Luftavfuktningssystem med torkmedel
* Extern övervakningsutrustning och givare
* Tillval (OBS: Tillvalen täcks av den garantin på den
produkt i vilken de är installerade, eller i minst ett år —
beroende på vilket som är längst.)
* RFCS fotreglage (Utom RFCS−RJ45)
* Svetsrökutsug − serierna Filtair 130, MWX och SWX
* HF-enheter
* ICE/XT plasmaskärhandtag (ej arbete)
* Strömförsörjning till induktionsvärmare, kylare
(OBS.: Garantier för digitala inspelare lämnas
separat av tillverkaren.)
* Belastningsmotstånd
* Motordrivna pistoler (utom Spoolmate-handtag med spo-
le)
* PAPR fläkt (ej arbete)
* Lägesställare och styrenheter
* Rack
* Hjulsatser/Vagnar
* Punktsvetsar
* Subarc trådmatarenheter
* TIG-handtag (ej arbete)
* Tregaskiss-svetspistol (ej arbete)
* Vattenkylningssystem
* Trådlösa fjärrstyrhandtag/-pedaler och mottagare
* Arbetsstationer/svetsbord (ej arbete)
5. 6 månader — Komponenter
* Batterier
6. 90 dagar — delar
* Tillbehörssatser
* Kapell
* Induktionsuppvämningsspolar och -mattor, kablar, och
icke-elektroniska reglage
*M−handtag
* MIG−pistoler, Subarc (SAW) brännare och externa be-
klädnadshuvud
* Fjärrkontroller och RFCS−RJ45
* Ersättningsdelar (ej arbete)
* Spoolmate-svetspistol med spole
Millers True Blue begränsade garanti gäller inte för:
1. Förbrukningsmateriel som munstycken, skärmunstyc-
ken, borstar, reläer, svetsbordskivor och svetsgardiner
och komponenter som går sönder på grund av normalt
slitage. (Undantag: borstar och reläer omfattas av
garantin på alla motordrivna produkter.)
2. Artiklar levererade av Miller, men tillverkade av andra, som
t.ex. motorer eller handelstillbehör. Sådana artiklar täck av
tillverkarens garanti, om sådan finns.
3. Utrustning som modifierats av annan än Miller, eller som installerats eller använts på fel sätt eller som inte skötts i enlighet med industristandarderna, eller som inte fått skälig och
nödvändig vård, eller som använts för annan drift är sådan
för vilken den är avsedd enligt specifikationerna.
MILLER-PRODUKTER ÄR AVSEDDA FÖR KOMMERSIELLA/
INDUSTRIELLA KUNDER OCH PERSONER SOM HAR
KUNSKAP OCH ERFARENHET AV ANVÄNDNING OCH
UNDERHÅLL AV SVETSUTRUSTNING.
I händelse av reklamation som täcks av denna garanti, skall de
enda gottgörelserna bestå av: (1) reparation; eller (2) byte; eller,
i fall där Miller skriftligen så medger, (3) skälig ersättning för
reparation eller byte vid auktoriserad Miller servicestation, eller
(4) betalning av eller kredit för inköpskostnaden (minus skälig
avskrivning grundad på verkligt bruk) efter retur av varan på
kundens bekostnad. Millers reparations- eller bytesoption är
FOB, fabriken i Appleton, Wisconsin eller FOB till en
Miller-auktoriserad serviceanläggning som fastställs av Miller.
Därför medges ingen kompensation för eller ersättning av
transportkostnader av något slag.
I DEN UTSTRÄCKNING LAGEN TILLÅTER ÄR HÄR
UTTRYCKTA GOTTGÖRELSER DE ENDA
GOTTGÖRELSERNA. I INGET FALL SKALL MILLER HÅLLAS
ANSVARIGT FÖR DIREKTA, INDIREKTA, SPECIELLA ELLER
FÖLJDSKADOR (INKLUSIVE VINSTFÖRLUST), VARE SIG
GRUNDADE PÅ KONTRAKT, KRÄNKNING ELLER ANNAN
LAGTEORI.
ANNAN UTTRYCKLIG GARANTI LÄMNAS INTE. UNDERFÖRSTÅDDA G
SÄLJBARHET OCH LÄMPLIGHET FÖR ETT SPECIELLT
ÄNDAMÅL, BETRAKTAS SOM OGILTIGA AV MILLER.
Vissa stater i U.S.A. godkänner inte begränsning av hur länge en
underförstådd garanti gäller och vissa tillåter inte undantagande
eller begränsning av ansvaret för följdskador, så ovanstående
gäller därför inte alla köpare. Denna garanti ger specifika legala
rättigheter, men det kan även finnas andra rättigheter som
varierar från stat till stat.
I vissa provinser i Kanada medger lagstiftningen andra, extra
garantier eller gottgörelser än de som uppgivits här, och i de fall
dessa inte kan åsidosättas, gäller ovanstående begränsningar
och undantag eventuellt inte. Denna begränsade garanti ger
specifika legala rättigheter, men det kan även finnas andra
rättigheter som varierar från provins till provins.
De ursprungliga garantivillkoren har utformats med juridiska
termer på engelska. I händelse av klagomål eller oenighet om
tolkning gäller den engelska betydelsen.
ARANTIER, INKLUSIVE SÅDANA SOM AVSER
miller_warr 2017−01

Ägarens register
V.g. fyll i och förvara med dina personliga papper.
Modellnamn Serie-/Typnummer
Inköpsdatum (Den dag produkten levererades till den första köparen.)
Distributör
Adress
Ort
Land Postnummer
För service
Uppge alltid modellnamn och serienummer.
Kontakta din distributör för:
Svets- och förbrukningsartiklar
Tillval och tillbehör
Personlig säkerhetsutrustning
Service och reparation
Utbytesdelar
Utbildning (kurser, videor, böcker)
Tekniska handböcker
(reparationsinformation och delar)
Kopplingsscheman
Svetsprocesshandböcker
Ring 1-800-4-A-Miller (USA) eller se vår
webbplats på www.MillerWelds.com för
uppgift om närmast DISTRIBUTÖR eller
SERVICEVERKSTAD.
Miller Electric Mfg. Co.
Ett Illinois Tool Works-bolag
1635 West Spencer Street
Appleton, WI 54914 U.S.A.
Internationellt huvudkontor−U.S.A.
U.S.A. tel: 920-735-4505
U.S.A. & Kanada FAX: 920-735-4134
Internationell FAX: 920-735-4125
Europeiskt huvudkontor −
Storbritannien
Tel: +44 (0) 1204-593493
FAX: 44 (0) 1204-598066
www.MillerWelds.com
Kontakta transportfirman för:
Lämna anmälan för förlust eller skada som
uppstått under transporten.
För hjälp att fylla i eller avgöra reklamationer, kontakta
din distributör och/eller produkttillverkarens transportavdelning.
ÖVERSÄTTNING AV ORIGINALANVISNINGAR − TRYCKT I U.S.A. 2017 Miller Electric Mfg. Co. 2017-01
 Loading...
Loading...