

Page 1

OM-405/spa 184 289AE
Abril 2004
Procesos
Soldadura Convencional por
Electrodo
Soldadura MIG
Soldadura MIG con Alambre
Tubular
Para soldadura TIG (GTAW)
no crítica
Descripción
Generador de Soldadura Impulsado a
Motor
Bobcat 225 NT
www.MillerWelds.com
MANUAL DEL OPERADOR
Page 2

Desde Miller a Usted
Gracias y felicitaciones en eligir a Miller. Ahora usted puede completar el
trabajo y hacerlo correctamente. En Miller, nosotros sabemos que usted no
tiene el tiempo para hacerlo de otra forma.
Es por eso que cuando Niels Miller primero empezó a fabricar máquinas
soldadoras en 1929, él aseguró que sus productos ofrecieron valor duradero
y calidad superior. Como usted, sus clientes no podían arresgarse al recibir
menos. Los productos de Miller tenían que ser los mejores posibles. Ellos
tenían que ser los mejores que se podría comprar.
Hoy, las personas que fabrican y venden los productos de Miller continúan
la tradición. Ellos llevan el compromiso de Niels Miller a proveer equipo y
servicio que iguala a los altos estandares de calidad y valor establecidos en
1929.
Este manual de operario es diseñado a ayudar a usted a aprovechar al
máximo sus productos de Miller. Por favor tome el tiempo de leer las
precauciónes de seguridad. Ellas le ayudarán a protegerse contra los peligros
potenciales de su sitio de trabajo. Hemos hecha la instalación y operación
rápida y fácil. Con la marca Miller y
mantenimiento adecuado, usted se puede contar
con años de rendimiento confiable. Si por algúna
razón su máquina requiere servicio, hay una
sección de “Corrección de Averías” que ayudará a
Miller es el primer fabricante,
en los EE.UU., de equipo
soldadora, registrada al estandar de sistemas de calidad ISO 9001:2000.
diagnosticar la avería. Después, su lista de partes
le ayudará a decidir cual parte exacta de requiere
para corregir el problema. También se encuentra
información de garantía y servicio sobre su
modelo.
Trabajando tan fuerte como
usted - cada fuente de poder
de Miller es respaldada por la
garantía menos problemática
de la industria.
Miller ofrece un manual
técnico, lo cual abastece
información más detallada
de partes y servicio para
su unidad. Para obtener un
manual técnico,
comuníquese con su
distribuidor local de Miller.
Su distribuidor también le
puede proveerle con
manuales de procesos de
soldadura tal como SMAW
(convencional), GTA W
(TIG), GMAW (MIG), y
GMAW-P (MIG-Pulsado).
Miller Electric fabrica una linea completa de
máquinas y accesorios de soldar. Para
información en otros productos de calidad de
Miller, comuníquese con su distribuidor local de Miller para recibir su
catálogo completo o hoja individual de folleteria. Para encontrar su
distribuidor más cerca llame a 1-800-4-A-Miller (solamente en EE.UU. y
Canada).
Page 3

INDICE
SECCION 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1 . . . . . . . . . . . . . . . . . . . . . . . . . .
1-1. Uso de símbolos 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Peligros en soldadura de arco 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Peligros del motor 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-4. Peligros del aire comprimido 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Símbolos adicionales para instalación, operación y mantenimiento 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. CALIFORNIA Proposición 65 Advertencia 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-7. Estándares principales de seguridad 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-8. Información del EMF 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 2 − DEFINICIONES 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Símbolos y definiciones 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 3 − ESPECIFICACIONES 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Especificaciones sobre soldadura, potencia y motor 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Dimensiones, pesos, y angulos de operación 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Curva de la potencia generador 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Consumo de combustible 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5. Ciclo de trabajo 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-6. Curva de voltios/amperios 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 4 − INSTALACION 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Instalando el generador de soldadura 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Chequeos antes de arrancar el motor 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Activando una batería cargada en seco (si fuera aplicable) 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Conectando la batería 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Instalando el tubo de escape 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6. Conectando las terminales de salida de soldadura 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7. Seleccionando el tamaño del cable para soldadura* 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 5 − OPERANDO EL GENERADOR DE SOLDADURA 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Controles del panel frontal 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Conexiones típicas para soldadura convencional y fijaciones de control 15 . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Conexiones y fijaciones típicas para soldadura MIG 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Conexiones y fijaciones típicas usando el control de soldadura y pistola/alimentador para MIG 18 . . . .
SECCION 6 − OPERANDO EQUIPO AUXILIAR 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-1. Receptáculos estándar 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-2. Opción de receptáculo GFCI/CSA 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-3. Enalambrando el enchufe opcional de 240 voltios 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 7 − MANTENIMIENTO 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-1. Mantenimeinto rutinario 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-2. Etiqueta de mantenimiento 23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-3. Dando servicio al limpiador de aire 24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-4. Cambiando el aceite del motor, el filtro de aceite, y el filtro de combustible 25 . . . . . . . . . . . . . . . . . . . . . .
7-5. Ajustando la velocidad del motor 26 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-6. Protección de sobrecarga 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-7. Inspecció y limpieza del arrestador de chispas 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 8 − REPARACION DE AVERIAS 28 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 9 − DIAGRAMAS ELECTRICOS 30 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 10 − RECOMENDACIONES PARA PREGUNTAS SOBRE LOS GENERADORES
DE POTENCIA 32 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Page 4

INDICE
SECCION 11 − DIRECTIVAS PARA SOLDADURA CONVENCIONAL POR ELECTRODO (SMAW) 39 . . . . . .
SECCION 12 − DIRECTIVAS PARA SOLDADURA MIG (GMAW) 47 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-1. Conexiones típicas del proceso MIG usando un alimentador
de alambre que percibe voltaje 47 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-2. Conexiones típicas del proceso MIG usando un alimentador
de alambre de velocidad constante. 47 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-3. Fijaciones de control para un proceso de MIG típico 48 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-4. Como sostener y posicionar la antorcha de soldar 49 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-5. Condiciones que afectan la forma del cordón de suelda 50 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-6. Movimiento de la antorcha durante la suelda 51 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-7. Características malas de un cordón de soldadura 51 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-8. Características buenas de un cordón de soldadura 51 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-9. Soluciones a problemas de soldadura − excesiva salpicadura 52 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-10. Soluciones a problemas de soldadura − porosidad 52 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-11. Soluciones a problemas de soldadura − penetración excesiva 53 . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-12. Soluciones a problemas de soldadura − falta de penetración 53 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-13. Soluciones a problemas de soldadura − fusión incompleta 53 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-14. Soluciones a problemas de soldadura − hacer hueco 54 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-15. Soluciones a problemas de soldadura − cordón en forma de olas 54 . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-16. Soluciones a problemas de soldadura − distorción 54 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-17. Gases más comunes para protección de soldadura MIG 55 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCION 13 − LISTA DE PARTES 56 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GARANTIA
Page 5

SECCION 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
1-1. Uso de símbolos
Significa ¡P r e c a u ción! ¡Cuidado! ¡Hay peligros posibles con este procedimiento! Los peligros posibles se muestra en los símbolos anexos.
Anota un mensaje especial de seguridad.
Significa NOTESE; no relacionado con seguridad.
1-2. Peligros en soldadura de arco
Este grupo de símbolos significa ¡Precaución! ¡Cuidado! peligros posibles de
CHOQUE ELECTRICO, PARTES MOVIBLES, y PARTES CALIENTES.
Consulte a los símbolos y instrucciones relacionados abajo para las acciones
necesarias para evitar los peligros.
rom_spa 8/03
Se usa los símbolos mostrados abajo por todo éste manual para lla-
mar la atención a y identificar a peligros posibles. Cuando usted vee
a este símbolo, tenga cuidado, y siga a las instrucciónes relacionadas
para evitar el peligro. La información de seguridad dada abajo es solamente un resumen de la información más completa de seguridad que
se encuentra en los estandares de seguridad de sección 1-7. Lea y siga todas los estandares de seguridad.
Solamente personas calificadas deben instalar, operar, mantener y re-
parar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente a los ni-
ños.
UNA DESCARGA ELECTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede causar un
toque fatal o quemaduras severas. El circuito de electrodo
salida de la máquina esté prendida. El circuito de entrada y los circuitos
internos de la máquina también están vivos eléctricamente cuando la máquina
está prendida. Cuando se suelda con equipo automático o semiautomático, el
alambre, carrete, el bastidor que contiene los rodillos de alimentación y todas
las partes de metal que tocan el alambre de soldadura están vivos
eléctricamente. Equipo instalado incorrectamente o sin conexión a tierra es un
peligro.
No toque partes eléctricamente vivas.
Use guantes de aislamiento secos y sin huecos y protección en el cuerpo.
Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo suficiente-
mente grandes para prevenir cualquier contacto físico con el trabajo o
tierra.
No use la salida de corriente alterna en áreas húmedas, si está restringido
en su movimiento, o esté en peligro de caerse.
Use la salida CA SOLAMENTE si lo requiere el proceso de soldadura.
Si se requiere la salida CA, use un control remoto si hay uno presente en la
unidad.
Se requiere precauciones de seguridad adicionales cuando hay alguna de
las siguientes condiciones que son eléctricamente peligrosas: en lugares
húmedos o mientras está usándose ropa mojada o húmeda; en estructuras metálicas tales como pisos, rejillas o andamios; cuando se está en una
posición apretada o estrecha, tal como estar sentado, arrodillado o acostado, o cuando hay un riesgo alto de contacto accidental con la pieza de
trabajo o tierra. Para estas condiciones, use los siguientes equipos en la
orden aquí presentada: 1) una soldadora semiautomática CD de voltaje
constante, una soldadora de alambre semiautomática CD de voltaje constante, 2) una soldadora manual CD (de varilla convencional); o 3) una
soldadora CA con voltaje de circuito abierto reducido. En la mayoría de las
situaciones se recomienda el uso de una soldadora CD de voltaje constante. ¡Y, no trabaje sólo!
Desconecte la potencia de entrada o pare el motor antes de instalar o dar
servicio a este equipo. Apague con candado o usando etiqueta inviolable
(“lockout/tagout”) la entrada de potencia de acuerdo a OSHA 29 CFR
1910.147 (vea Estánderes de Seguridad).
Instale e l equipo y conecte a la tierra de acuerdo al manual del operador y
los códigos nacionales estatales y locales.
Siempre verifique el suministro de tierra − chequee y asegúrese que la en-
trada de la potencia al alambre de tierra esté apropiadamente conectada al
terminal de tierra en la caja de desconexión o que su enchufe esté conectado apropiadamente al receptáculo de salida que esté conectado a tierra.
Cuando esté haciendo las conexiones de entrada, conecte el conductor de
tierra primero − doble chequee sus conexiones.
Frecuentemente inspeccione el cordón de entrada de potencia por daño o
por alambre desnudo. Reemplace el cordón inmediatamente si está dañado − un alambre desnudo puede matarlo.
Apague todo equipo cuando no esté usándolo.
No use cables que estén gastados, dañados de tamaño muy pequeño o
mal conectados.
No envuelva los cables alrededor de su cuerpo.
y trabajo está vivo eléctricamente cuando quiera que la
Si se requiere grampa de tierra en el trabajo haga la conexión de tierra con
un cable separado. Nunca use la grampa de trabajo o el cable de trabajo.
No toque el electrodo si usted está en contacto con el trabajo o circuito de
tierra u otro electrodo de una máquina diferente.
Use equipo bien mantenido. Repare o reemplace partes dañadas inmedia-
tamente. Mantenga la unidad de acuerdo al manual.
Use tirantes de seguridad para prevenir que se caiga si está trabajando
más arriba del nivel del piso.
Mantenga todos los paneles y cubiertas en su sitio.
Ponga la g r a m p a d e l c a ble de trabajo con un buen contacto de metal a me-
tal al trabajo o mesa de trabajo lo más cerca de la suelda que sea práctico.
Aísle la abrazadera de tierra cuando no esté conectada a la pieza de traba-
jo para evitar que contacto cualquier objeto de metal.
UN VOLTAJE CD SIGNIFICANTE existe en inversoras, después de
detener el motor.
Detenga el motor en la inversora y descargue los capacitadores de entra-
da, de acuerdo a las instrucciones en Sección de Mantenimiento, antes de
tocar cualquier pieza.
HUMO y GASES pueden ser
peligrosos
El soldar produce humo y gases. Respirando estos humos
y gases pueden ser peligrosos a su salud.
Mantenga su cabeza fuera del humo. No respire el humo.
Si está adentro, ventile el area y/o use un exhausto al arco para quitar el
humo y gases de soldadura.
Si la ventilación es mala, use un respirador de aire aprobado.
Lea las hojas de datos sobre seguridad de material (MSDS’S) y las instruc-
ciones del fabricante con respecto a metales, consumibles,
recubrimientos, limpiadores y desgrasadores.
T rabaje en un espacio cerrado solamente si está bien ventilado o mientras
esté usando un respirador de aire. Siempre tenga una persona entrenada
cerca. Los humos y gases de la suelda pueden desplazar el aire y bajar el
nivel de oxígeno causando daño a la salud o muerte. Asegúrese que el aire
de respirar esté seguro.
No suelde en ubicaciones cerca de operaciones de grasa, limpiamiento o
pintura al chorro. El calor y los rayos del arco pueden hacer reacción con
los vapores y formar gases altamente tóxicos e irritantes.
No suelde en materiales de recubrimientos como acero galvanizado, plo-
mo, o acero con recubrimiento de cadmio a no se que se ha quitado el
recubrimiento del área de soldar, el área esté bien ventilada y si es necesario, esté usando un respirador de aire. Los recubrimientos de cualquier
metal que contiene estos elementos pueden emanar humos tóxicos cuando se sueldan.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
Cierre el gas protectivo cuando no lo use.
Siempre dé ventilación a espacios cerrados o use un
respirador aprobado que reemplaza el aire.
LOS RAYOS DEL ARCO pueden quemar sus ojos y piel
Los rayos del arco de un proceso de suelda producen un
calor intenso y rayos ultravioletas fuertes que pueden quemar los ojos y la piel. Las chispas se escapan de la soldadura.
Use una careta de soldar que tenga el color apropiado de filtro para prote-
ger su cara y ojos mientras esté soldando o mirando (véase los estándares
de seguridad ANSI Z49.1 y Z87.1).
Use anteojos de seguridad aprobados que tengan protección lateral.
Use pantallas de protección o barreras para proteger a otros del destello
del arco y reflejos de luz; siempre alerte a otros que no miren el arco.
Use ropa protectiva hecha de un material durable y resistente a la llama
(lana o cuero) y protección a los pies.
OM-405 Página 1
Page 6

EL SOLDAR puede causar fuego o
explosión.
Soldando en u n envase cerrado, como tanques, tambores
o tubos, puede causar explosión. Las chispas pueden
volar de un arco de soldar. Las chispas que vuelan, la pieza
fuegos y quemaduras. Un contacto accidental del electrodo a objectos de
metal puede causar chispas, explosión, sobrecalentamiento, o fuego.
Chequee y asegúrese que el área esté segura antes de comenzar cualquier
suelda.
Protéjase a usted mismo y otros de chispas que vuelan y metal caliente.
No suelde donde las chispas pueden impactar material inflamable.
Quite todo material inflamable dentro de 11m de distancia del arco de sol-
dar. Si eso no es posible, cúbralo apretadamente con cubiertas aprobadas.
Este alerta de que chispas de soldar y materiales calientes del acto de
soldar pueden pasar a través de pequeñas rajaduras o aperturas en
areas adyacentes.
Siempre mire que no haya fuego y mantenga un extinguidor de fuego
cerca.
Esté alerta que cuando se suelda en el techo, piso, pared o algún tipo de
separación, el calor puede causar fuego en la parte escondida que no se
puede ver.
No suelde en receptáculos cerrados como tanques o tambores o tube-
ría, a no ser que hayan estado preparados apropiadamente de acuerdo
al AWS F4.1 (véase las precauciones de los estándares de seguridad).
Conecte el cable del trabajo al área de trabajo lo más cerca posible al
sitio donde va a soldar para prevenir que la corriente de soldadura haga
un largo viaje posiblemente por partes desconocidas causando una descarga eléctrica y peligros de fuego.
No use una soldadora para descongelar tubos helados.
Quite e l electrodo del porta electrodos o corte el alambre de soldar cerca
del tubo de contacto cuando no esté usándolo.
Use ropa protectiva sin aceite como guantes de cuero, camisa pesada,
pantalones sin basta, zapatos altos o botas y una corra.
Quite d e s u persona cualquier combustible, como encendedoras de bu-
tano o cerillos, antes de comenzar a soldar.
Siga los requerimientos en el número 1910.252 (a) (2) (iv) de OSHA, y
51B de NFPA para trabajo caliente y tenga un vigilante para incendio con
un extintor (extinguidor) cercado.
de trabajo caliente y el equipo caliente pueden causar
PEDAZOS DE METAL puede dañar a
los ojos.
El soldar, picar, cepillar con alambre, o esmerilar pue-
de causar chispas y metal que vuele. Cuando se en-
Use anteojos de seguridad aprobados con resguardos laterales hasta
debajo de su careta.
frían las sueldas, estás pueden soltar escoria.
PARTES CALIENTES pueden causar
quemaduras graves.
Permita que haya un período de enfriamiento antes
de dar mantenimiento.
Use guantes y ropa protectiva cuando esté trabajando en un motor ca-
liente.
No toque las partes calientes del motor o las partes que acaban de sol-
darse con la mano sin guante.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar su oído
Use protección aprobada para el oído si el nivel de
ruido es muy alto.
CAMPOS MAGNETICOS puede
afectar a marcadores de paso.
Las personas que usan Marcadores de Paso deben
mantenerse lejos.
consultar su médico antes de acercarse a procesos de soldadura de arco, de
punto o de ranuración.
Las personas que usan Marcadores de Paso deben
LOS CILINDROS pueden estallar si
están averiados.
Los cilindros que contienen gas protectivo tienen este gas
a alta presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte del
proceso de soldadura, siempre trátelos con cuidado.
Proteja cilindros de gas comprimido del calor excesivo, golpes mecánicos,
escoria, llamas, chispas y arcos.
Instale y asegure los cilindros en una posición vertical asegurándolos a un
soporte estacionario o un sostén de cilindros para prevenir que se caigan o
se desplomen.
Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
Nunca permita que un electrodo de soldadura toque ningún cilindro.
Nunca suelde en un cilindro de presión − una explosión resultará.
Use solamente gas protectivo correcto al igual que reguladores, mangue-
ras y conexiones diseñados para la aplicación específica; manténgalos, al
igual que las partes, en buena condición.
Siempre mantenga su cara lejos de la salída de una válvula cuando esté
operando la válvula de cilindro.
Mantenga la tapa protectiva en su lugar sobre la válvula excepto cuando el
cilindro está en uso o conectado para ser usado.
Lea y siga las instrucciones de los cilindros de gas comprimido, equipo
asociado y la publicación CGA P−1 que aparece en los estándares de seguridad.
1-3. Peligros del motor
LA EXPLOSIÓN DE LA BATERIA
puede ENCEGUECER.
Siempre use una cubierta para la cara, guantes de
seguridad y ropa protectiva cuando esté trabajando
Pare e l motor antes de desconectar o conectar los cables de la batería o
dar servicio a la batería.
No permita herramientas que causen chispas cuando esté trabajando
en una batería.
No use el soldador para cargar baterías o para arrancar vehículos.
Observe la polaridad correcta (+ y −) en baterías.
Desconecte primero el cable negativo (−) y conéctelo al último.
No añada combustible mientras esté fumando o si la unidad está cerca
de chispas o llamas expuestas.
No sobre llene el tanque − permita que haya espacio para que el com-
bustible se expanda.
No derrame combustible. Si se ha derramado el combustible, limpie y se-
que antes de arrancar el motor.
Deseche los trapos en un receptáculo contra llamas.
Siempre mantenga la boquilla en contacto con el tanque, cuando lo esté
llenando.
OM-405 Página 2
con una batería.
EL COMBUSTIBLE DE UN MOTOR
puede causar fuego o explosión.
Detenga el motor y permita que se enfríe antes de
chequearlo o añadir combustible.
PARTES QUE SE MUEVEN pueden
causarle heridas.
Manténgase lejos de las correas, ventiladores y roto-
res.
Mantenga todas las puertas, paneles, cubiertas, y
Siempre pare el motor antes de instalar o conectar la unidad.
Asegúrese q u e s ó l o g e n t e c a l i f icada quite las guardas o tapas para man-
tenimiento y reparación de avería si es necesario.
Para prevenir arranque accidental mientras usted de servicio, desco-
necte el cable negativo de la batería.
Mantenga las manos, pelo, ropa floja o herramientas lejos de las partes
que se mueven.
Reinstale todos los paneles y guardas y cierre las puertas cuando ha ter-
minado de dar servicio antes de arrancar el motor.
Antes d e trabajar en el generador, quite las bujías o inyectores pare que
el motor no retroceda o arranque.
Bloquee el volante de m aner a que no se muev a mientras esté trabajando
en los componentes del generador.
guardas cerradas y en su lugar.
Page 7

El VAPOR y LIQUIDO ENFRIANTE CA
-
EL RESPIRAR EL AIRE COMPRIMIDO
.
LA PRESIÓN DE AIRE ATRAPADA Y MAN-
LIENTE pueden causar quemaduras.
Si es posible, chequee el nivel de líquido enfriante
cuando el motor esté frío para no quemarse.
tanque de sobreflujo, si hay uno en la unidad, en vez de hacerlo en el radiador
(a no ser que se indique de otra manera en la Sección de Mantenimiento, o en
el manual del motor).
Si el motor está caliente y necesita chequearse el nivel, siga las reco-
mendaciones que siguen.
Use anteojos de seguridad y guantes y ponga un trapo sobre la tapa del
radiador.
Dé vuelta a la tapa ligeramente y permita que la presión escape lenta-
mente antes de quitar la tapa completamente.
Siempre verifique el nivel del líquido enfriante en el
LOS GASES DE ESCAPE DE UN
MOTOR pueden matarlos.
Use este equipo en áreas abiertas y bien ventiladas.
Si se usa en una área cerrada, dirija el escape hacia
afuera usando un tubo de escape.
1-4. Peligros del aire comprimido
puede causar lesiones serias o muerte
No use aire comprimido para respirar.
Use solamente para cortar, ranurar, y para herra-
mientas.
EL AIRE COMPRIMIDO puede causar
lesiones.
No use aire comprimido para respirar.
Use solamente para cortar, ranurar, y para herra-
mientas.
GUERAS QUE ESTÁN DANDO LATIGAZOS
pueden causar lesiones.
Quite l a presión de aire de herramientas y el sistema
antes de dar servicio, añadir o cambiar aditamentos,
o abrir el drenaje de aceite del compresor o la tapa
para llenar el aceite.
ACIDO DE BATERIA puede QUEMAR
LA PIEL Y LOS OJOS.
No incline la batería.
Reemplace las baterías dañadas.
Completa e inmediatamente lave los ojos y la piel con
agua.
El CALOR DEL MOTOR puede causar
fuego.
No ponga la unidad encima, sobre o cerca de superfi-
cies combustibles o artículos inflamables.
Mantenga el escape y los tubos de escape lejos de
artículos inflamables.
Las CHISPAS DEL ESCAPE pueden
causar fuego.
No permita que las chispas que salen por el tubo de
escape del motor causen un fuego.
Use un eliminador de chispas del escape aprobado
en las áreas que se requieran. Véase los códigos que
aplican.
EL METAL CALIENTE proveniente de
cortar o ranurar con aire−arco puede
causar fuego o explosión.
No corte o ranure cerca de artículos inflamables.
Observe que no haya incendios; mantenga un extin-
tor (extinguidor) cerca.
LAS PARTES CALIENTES pueden causar quemaduras y lesiones.
No toque el compresor caliente o partes del sistema
de aire.
Permita que el sistema se enfríe antes de tocarlo o
dar servicio.
LEA LAS INTRUCCIONES.
Lea el Manual del Dueño antes de usar o dar servicio
a la unidad.
Detenga el motor y suelte la presión de aire antes de
dar servicio.
1-5. Símbolos adicionales para instalación, operación y mantenimiento
EQUIPO CAYENDO puede causar
heridas.
Use solamente al ojo de levantar para levantar la uni-
dad, NO al tren de rodaje, cilindros de gas, ni otros
acesorios.
Use equipo de capacidad adecuada para levantar la
Si use un carro montecargas para mover la unidad, asegure que los de-
dos son bastante largas para extender más allá al lado opuesto de la unidad.
unidad.
EL SOBRECALENTAMIENTO puede
dañar a los motores.
Apague o desenchufe el equipo antes de arrancar o
parar el motor.
No deje que voltaje y frecuencia baja causadas por
una velocidad de motor lenta, hagan daño a los moto-
No conecte motores de 50 o 60 Hertz al receptáculo de 100 Hertz cuan-
do ésto fuera aplicable.
res eléctricos.
una amoladora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
Las chispas pueden causar fuego − mantenga los inflamables lejos.
No bloquee o filtre el flujo de aire a la unidad.
CHISPAS QUE VUELAN pueden
causar lesiones.
Use un resguardo para la cara para proteger los ojos
y la cara.
De la forma al electrodo de tungsteno solamente en
SOBREUSO puede causar SOBRECALENTAMIENTO DEL EQUIPO
Permite un periodo de enfriamiento, siga el ciclo de
trabajo nominal.
Reduzca el corriente o ciclo de trabajo antes de sol-
dar de nuevo.
OM-405 Página 3
Page 8

ELECTRICIDAD ESTATICA puede
dañar a las tarjetas impresas de
circuito.
Ponga los tirantes aterrizados de muñeca ANTES de
tocar los tableros o partes.
Use bolsas y cajas adecuadas anti-estáticas para al-
macenar, mover o enviar tarjetas impresas de circuito.
INCLINACION DEL REMOLQUE
puede causar lesiones.
Use el gato para la barra de remolque o bloquéela pa-
ra soportar su peso.
sobre el remolque, de acuerdo a las instrucciones que vinieron con el remolque.
Instale apropiadamente el generador de soldadura
LEA LAS INTRUCCIONES.
Use solamente partes genuinas del fabricante.
Haga mantenimiento al motor o al compresor de aire
(si fuera aplicable) y déle servicio de acuerdo a este
manual y los manuales de motor/compresor de aire
(si fuera aplicable).
RADIACION de ALTA FRECUENCIA
puede causar interferencia.
Radiacion de alta frequencia puede interferir con
navegación de radio, servicios de seguridad,
computadores, y equipos de comunicación.
liarizadas con equipos electronicas instala el equipo.
Asegure que solamente personas calificadas, fami-
El usuario es responsable por tener un electricista calificada corregir cual-
quiera interferencia causada resultando de la instalación.
Si la FCC (Comision Federal de Comunicación) le notifique que hay interfe-
rencia, deja de usar el equipo al inmediato.
Asegure que la instalación recibe chequeo y mantención regular.
Mantenga las puertas y paneles de una fuente de alta frecuencia cerradas
completamente, mantenga la distancia de la chispa en los platinos en su
fijación correcta y use el aterrizar o el blindar contra corriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
La energía electromagnética puede interferir con
equipo electrónico sensitivo como computadoras, o
equipos impulsados por computadoras, como robo-
Asegúrese que todo el equipo en el área de soldadura sea compatible
eletromagnéticamente.
Para reducir posible interferencia, mantenga los cables de soldadura lo
más cortos posible, lo más juntos posible o en el suelo, si fuerá posible.
Ponga su operación de soldadura por lo menos a 100 metros de distan-
cia de cualquier equipo que sea sensible electrónicamente.
Asegúrese que la máquina de soldar esté instalada y aterrizada de
acuerdo a este manual.
Si todavía ocurre interferencia, el operador tiene que tomar medidas ex-
tras como el de mover la máquina de soldar, usar cables blindados, usar
filtros de línea o blindar de una manera u otra la área de trabajo.
tes.
1-6. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, produce humo o
gases que contienen químicos conocidos en el estado de California
por causar defectos al feto y en algunos casos, cáncer. (Sección de
Seguridad del Código de Salud en California No. 25249.5 y lo que sigue)
Los postes de la batería, los terminales y los accesorios relacionados
contienen plomo y compuestos de plomo que son químicos, conocidos por el estado de California, como capaces de causar cáncer,
defectos de nacimiento y otros daños al sistema reproductor. Lávese
las manos después de manipularlos.
1-7. Estándares principales de seguridad
Seguridad en cortar y soldar, estándar ANSI Z49-1, del American Welding
Society, 550 N.W. LeJeune Rd, Miami FL 33126 (phone: 305-443-9353, website:
www.aws.org).
RecommendedSafe Practices for the Preparation for Welding and Cutting of containers and Piping, American Welding Society Standard AWS F4.1, de la
American Welding Society, 550 N.W. LeJuene Rd, Miami FL 33126 (phone:
305-443-9353, website: www.aws.org).
Código Nacional Eléctrico, NFPA estándar 70, de la Asociación Nacional de Protección de Fuego, Batterymarch Park, Quincy, Ma 02269−9101 (phone:
617−770−3000, website: www.nfpa.org and www. sparky.org).
El manejo seguro de gases comprimidos en cilindros, pamfleto CGA P-1, de la
Compressed Gas Association, 1735 Jefferson Davis Highway , Suite 1004, Arlington, VA 22202−4102 (phone: 703−412−0900, website: www.cganet.com).
1-8. Información del EMF
Consideración acerca de Soldadura y los Efectos de Campos Eléctricos y Magnéticos de Baja Frecuencia
La corriente de soldadura cuando fluye por los cables de soldadura causará
campos electromagnéticos. Ha habido una precupación acerca de estos campos. Sin embargo, después de examinar más de 500 estudios sobre el
transcurso de 17 años, un comité especial del National Research Council concluyo que:
“La evidencia, en el juicio del comité, no ha demostrado que la exposición a campos de frecuencia de potencia eléctrica y magnéticos es un peligro para la salud
humana”. Sin embargo, todavía hay estudios que están haciéndose y la evidencia continua siendo examinada. Hasta que se lleguen a hacer las conclusiones
finales de esta investigación, usted debería preferir minimizar su exposición a
los campos electromagnéticos cuando esté soldando o cortando.
Para reducir los campos magnéticos en el área de trabajo, úsese los siguientes
procedimientos:
OM-405 Página 4
Para un motor de gasóleo:
Los gases del escape de un motor de gasóleo contienen químicos,
conocidos por el estado de California, como capaces de causar
cáncer, defectos de nacimiento y otros daños al sistema reproductor.
Para un motor de diesel:
El humo que despide un motor de gasoil y alguno de sus constituyen-
tes se reconocen en el estado de California que pueden causar cáncer,
defectos al feto, y otros daños al sistema reproductor.
Código para seguridad en cortar y soldar, estándar CSA W117.2, de la Canadian
Standards Association, ventas estándares, 178 Rexdale Boulevard, Rexdale,
Ontario, Canada M9W 1R3. (phone: 800−463−6727 or in Toronto
416−747−4044, website: www.csa−international.org).
Práctica segura para la protección de ojos y cara en ocupación y educación, estándar ANSI Z87.1 del Instituto Americano Nacional de Estándar , 1 1 West 42nd
Street, New York, NY 10036−8002 (phone: 212−642−4900, website: www.ansi.org).
Procesos de cortar y soldar, estándar NFPA 51B de la Asociación de Protección
del Fuego, P.O. Box 9101, 1 Battery March Park, Quincy, MA 02269−9101 (phone: 617−770−3000, website: www.nfpa.org and www. sparky.org).
Estándares de seguridad y salud, OSHA 29 CFR 1910, Subpart Q, y Part 1926,
Subpart J, del U.S. Government Printing Office, Superintendent of Documents,
P.O. Box 371954, Pittsburgh, P A 15250 (there are 10 Regional Offices−−phone
for Region 5, Chicago, is 312−353−2220, website: www.osha.gov).
1. Mantenga los cables lo más juntos posible, trenzándolos o pegándolos
con cinta pegajosa.
2. Ponga los cables a un lado y apartado del operador.
3. No envuelva o cuelgue cables sobre el cuerpo.
4. Mantenga las fuentes de poder de soldadura y los cables lo más lejos
que sea práctico.
5. Conecte la grampa de tierra en la pieza que esté trabajando lo más
cerca posible de la suelda.
Acerca de Marcadores de Paso:
Personas que usan marcadores de paso consulten a su doctor primero. Si su
doctor lo permite, entonces siga los procedimientos de arriba.
Page 9

SECCION 2 − DEFINICIONES
2-1. Símbolos y definiciones
h
Alta Velocidad
Pare el Motor
Arranque el Motor
Aceite del Motor Combustible Batería (Motor) Motor
Ahogador del
Motor
Positivo Negativo
Arco de Soldadura
(Electrodo)
Horas
(Funcionando, Sol-
dadura/
Potencia)
Lea el Manual del
Operador
Verifique la
Separación de la
Válvula
Soldadura MIG
Segundos Tiempo
A
Rápido/Lento
Funcionando/
Relantín
Amperios
No lo mueva
mientras esté
soldando
Corriente Alterna
(CA)
Convencional por
Electrodo (SMAW)
V
Lento (Relantín)
Voltios
Conexión de
Trabajo
Salida
Soldadura TIG
Tierra Protectiva
(Masa)
s
Bréiquer del
Circuito
Temperatura
SECCION 3 − ESPECIFICACIONES
3-1. Especificaciones sobre soldadura, potencia y motor
Modo de
Soldadura
CC/CA 50 − 225 A
CC/CD 50 − 210 A
VC/CD 17 − 28 V
Gama de
Salida
Salida
Nominal de
Corriente
225 A, 25 V ,
100% Ciclo
de Trabajo
210 A, 25 V ,
100% Ciclo
de Trabajo
200 A, 20 V ,
100% Ciclo
de Trabajo
Máx. Voltaje de
Circuito
Abierto
80
72
33
Gama de
Potencia
Generador
Máxima: 10 kVA/kW
Continua: 9.5 kVA/kW
Monofásico, 84/42 A,
120/240 V CA, 60 Hz
(mientras no está
soldando)
Capacidad de
Combustible
38 L
(Gal. USA 10)
Motor
Kohler CH-20 Enfriado por
Aire, Dos Cilindros, de
Cuatro Ciclos 20 HP de
Gasolina
OM-405 Página 5
Page 10

3-2. Dimensiones, pesos, y angulos de operación
A
C
No exceda los ángulos de operación
G
No mueva u opere la unidad cuando
4 Huecos
4 Huecos
F
F
25
25
25
Dimensiones
Alto 851 mm (33-1/2 pulg)
A
B
Ancho 476 mm (18-3/4 pulg)
Pronfun-
didad
A 457 mm (18 pulg)
B 419 mm (16-1/2 pulg)
C 19 mm (3/4 pulg)
D 79 mm (3-1/8 pulg)
E 832 mm (32-3/4 pulg)
F 1156 mm (45-1/2 pulg)
G 10 mm (13/32 pulg) Dia.
1164 mm (46 pulg)
Pesos
232 kg (512 lb)
D
E
3-3. Curva de la potencia generador
Extremo del Motor
ST-800 426
No exceda los ángulos de operación
mientras e l motor funcione ya que és te puede sufrir daños.
ésta pudiera desplomarse.
25°
25°
°
°
La curva de potencia generador
muestra la potencia generador en
amperios disponibles en los receptáculos.
°
Voltios de Potencia CA
OM-405 Página 6
Amperios de Potencia CA a 120V
Amperios d e Potencia CA a 240V
200 294-A
Page 11

3-4. Consumo de combustible
3-5. Ciclo de trabajo
LITROS/HR.
GAL. IMP./HR.
GAL. US/HR.
Potencia Auxiliar a
3750 RPM
Relantín, 2200 RPM
Soldadura
CD 3750
RPM
Soldadura VC
3750 RPM
Amperios d e S o ldadura al 100% Ciclo de Trabajo
Soldadura CA
3750 RPM
100% Ciclo de Trabajo a 225 Amperios CC/CA, 210 Amperios CC/CD, 200 Amperios VC/CD
AMPERIOS
Potencia e n K VA al 1 0 0 % C i clo de Trabajo
% CICLO DE TRABAJO
Soldadura Continua
CA/CC
CD/CC
CD/VC
SB-179 939
Ciclo de Trabajo es un porcentaje
de 10 minutos que la unidad o antorcha puede soldar a la carga nominal sin sobrecalentarse.
Excediendo el ciclo de traba-
jo puede dañar la unidad o
antorcha e invalidar la garantía.
SB-119 454-A
OM-405 Página 7
Page 12

3-6. Curva de voltios/amperios
Voltios CA
Voltios CD
A. Para Modo CC/CA
Amperios CA
B. Para Modo CC/CD
La curva de voltios/amperios
muestra el voltaje máximo y mínimo y las capacidades de salida de
amperaje de generador de soldadura. Las curvas de todas las otras
fijaciones caen entre las curvas
que se muestran.
Voltios CD
Amperios CD
C. Para Modo VC/CD
Amperios CD
ST-166 024-A / ST-166 025-A / ST-166 026-A
OM-405 Página 8
Page 13
SECCION 4 − INSTALACION
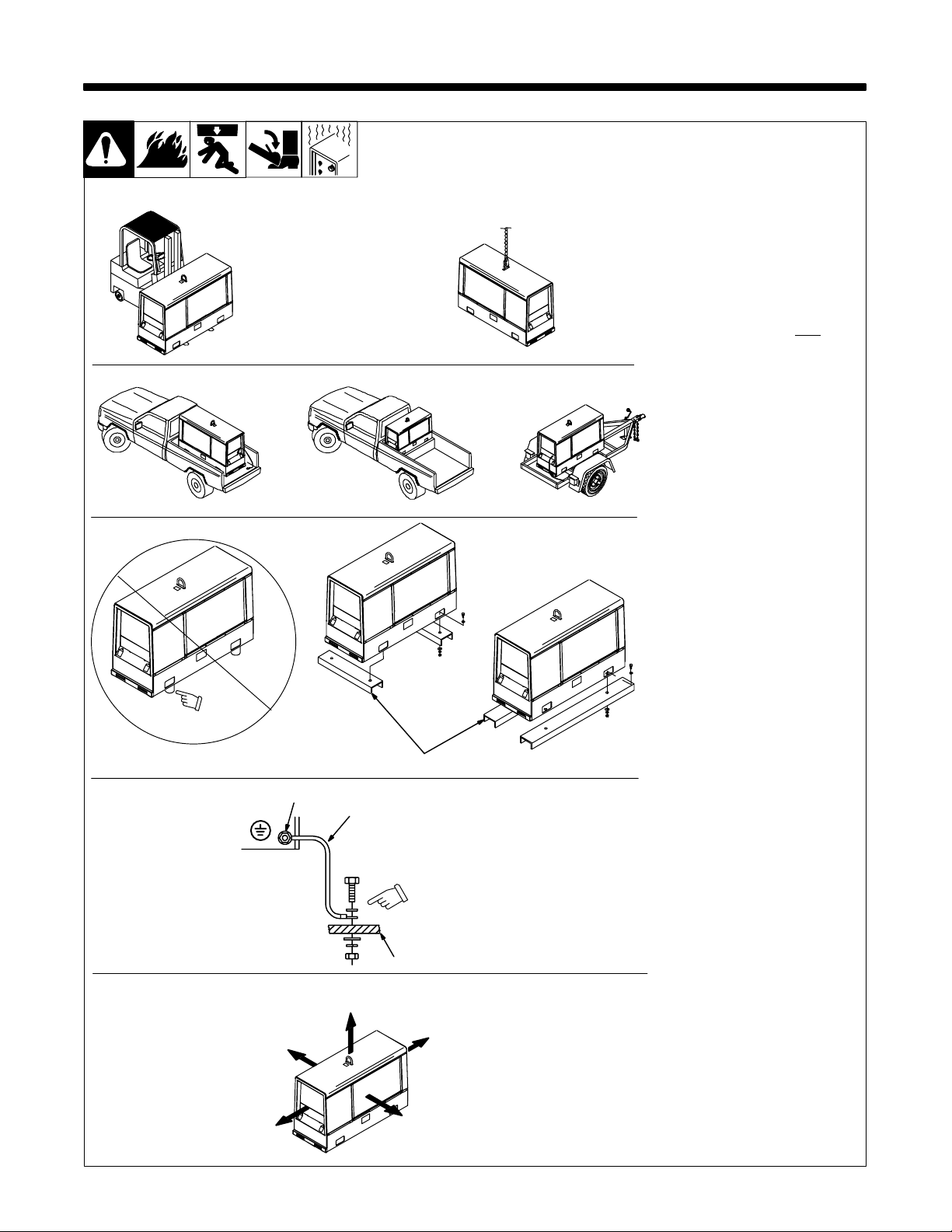
4-1. Instalando el generador de soldadura
Movimiento
No lo levante de un extremo
O
Ubicación
O O
Montaje
Sostén inadecuado
No use montajes flexibles
O
No suelde la base. El soldarla
puede causar fuego explosión
del tanque de combustible. Sujétela con pernos, usando los
huecos ya suministrados en la
base.
Siempre sujete al generador de
soldadura sobre el vehículo de
transporte o remolque pare
cumplir con todos los códigos
de DOT y otros que puedan ser
requeridos.
No haga montaje de la unidad
sosteniendo la base sólo en los
cuatro huecos de montaje. Use
soportes cruzados para adecuadamente sostener la unidad y prevenir que haya daño a
la base.
Siempre conecte el armazón
del generador al armazón del
vehículo para evitar los peligros de descarga eléctrica y
golpes d e electricidad estática.
Si la unidad no tiene receptácu-
los GFCI, use un alambre de extensión protegido por GFCI
Montaje:
1 Soportes cruzados
Monte l a unidad en una superficie pla-
na o use los soportes cruzados como
la base de sostén.
Conectando a Tierra:
2 Terminal para Conectar a Tierra
el Equipo (En el panel frontal)
O
1
3 Cable de Tierra (No se provee)
4 Armazón de Metal del Vehículo
Conecte el cable de la terminal de
tierra del equipo al armazón metálico
del vehículo. Use alambre de cobre de
tamaño No.10 AWG o más grande.
Conectando a Tiera
GND/PE
Espacio para el Flujo del Aire
460 mm
(18 pulg)
460 mm
(18 pulg)
2
3
460 mm
(18 pulg)
Una eléctricamente el armazón del generador
al armazón del vehículo por un contacto de
metal a metal.
Los forros de la cama (paila) del vehículo, paletas de
embarcar, y algunos de los carros de ruedas aislan al
generador d e soldadura del chasís del vehículo que lo
porta. Siempre conecte un alambre de tierra, del termi-
4
460 mm
(18 pulg)
460 mm
(18 pulg)
nal de tierra del equipo de soldadura, al metal desnudo
del chasís del vehículo, como se muestra aquí.
install2 5/02 − Ref. 800 652 / Ref. 800 477-A / 803 274
OM-405 Página 9
Page 14
4
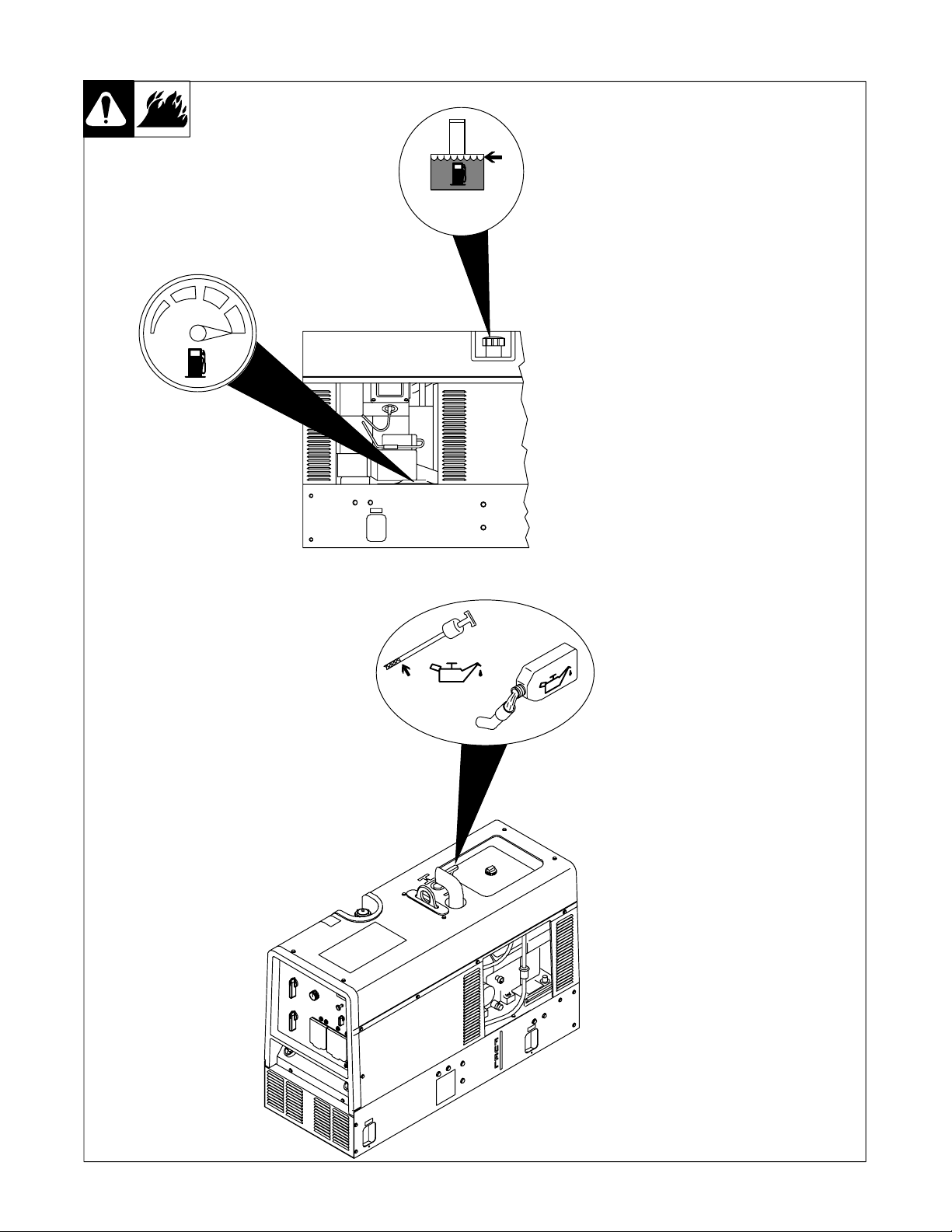
-2. Chequeos antes de arrancar el motor
Chequee todos los fluídos todos los
días. El motor debe estar frío y en
una superfície plana. Se embarca
Lleno
Gasolina
la unidad con aceite tipo 10W30.
Siga e l procedimiento de arran-
que inicial como lo indica el manual del motor.
Esta unidad tiene un interruptor
que actúa cuando hay presión
baja del aceite. Sin embargo,
algunas condiciones pueden
causar daño al motor antes de
que el motor se apague.
Verifique el nivel del aceite a
menudo y n o use el sistema de
apagar por baja presión, para
monitorear el nivel del aceite.
Combustible
Para cebar el sistema de alimentación de combustible la primera vez
que se lo llene, use buen combustible (fresco) (véase la etiqueta de
mantenimiento para las especificaciones). Siempre permita que el tubo de entrada al tanque quede vacío para tener espacio para expansión. Verifique el nivel del combustible en un motor frío antes de usarlo
cada dia.
Aceite
No exceda la marca “Full” (Lle-
no) en el medidor del nivel de
aceite. L a bomba de combustible puede operar erráticamente si se sobrellena el cárter.
Después de llenar de combustible,
verifique el aceite de la unidad, la
cual debe estar en una superficie
nivelada. Si el aceite no llega a la
marca “lleno” en el medidor, añada
aceite (véase la etiqueta de mantenimiento).
Lleno
Para mejorar el arranque en
tiempo frío:
Mantenga la batería en buena
condición. A l m a cene la batería
en un área tibia.
Use el grado de aceite correcto
para el tiempo frío.
Ref. ST-801 188-E / Ref. ST-801 221-A
OM-405 Página 10
Page 15

4-3. Activando una batería cargada en seco (si fuera aplicable)
5
4
1
3
2
Quite la batería de la unidad.
1 Protección para los ojos −
Anteojos de seguridad o
Resguargo para la Cara.
2 Guantes de Caucho
3 Tapas de Ventilación
4 Electrolito de Acido Sulfúrico
(Gravedad Específica 1,265)
5 Hoyo
Llene cada célula con electrolito
hasta la parte de abajo del hoyo
(máximo).
No sobrellene las células de
la batería.
Espere 10 minutos y chequee el nivel del electrolito. Si fuera necesario, añada electrolito para elevarlo
al nivel apropiado. V uelva a reinstalar las tapas de ventilación.
6 Cargador de batería
Lea y siga las instrucciones
que vienen con el cargador
de batería.
Cargue la batería por 12 minutos a
30 amperios o 30 minutos a 5 amperios. Desconecte los cables de
cargar e instale la batería.
Cuando el electrolito esté bajo,
añada solamente agua destila-
da a las células para mantener
el nivel apropiado.
5 A para 30 Minutos
O
30 A para 12 Minutos
6
Herramientas Necesarias:
+
guantes de caucho o hule
−
anteojos
drybatt1 2/96 − S-0886
OM-405 Página 11
Page 16

4-4. Conectando la batería
Conecte (cable
negativo (−) al último)
+
Herramientas Necesarias:
Ref. ST-800 394-C / Ref. ST-183 175-A / Ref. S-0756-D
−
3/8, 1/2 pulg
4-5. Instalando el tubo de escape
Herramientas Necesarias:
1/2 pulg
El tubo de escape puede
apuntar en la dirección
deseada. Si se ha montado la
unidad a un camión o un
remolque, apunte el tubo de
escape en dirección contraria a
la dirección de avance.
Ref. 801 681 / Ref. 183 175-A
OM-405 Página 12
Page 17

4-6. Conectando las terminales de salida de soldadura
Herramientas Necesarias:
3/4 pulg
1
4-7. Seleccionando el tamaño del cable para soldadura*
1 Terminal de Trabajo de Salida
de Soldadura
2 Terminal de Electrodo de
Salida de Soldadura
Conecte e l cable de trabajo al terminal de trabajo.
Conecte el cable de porta-electrodos o el cable de soldadura del
electrodo al terminal de electrodos
para soldadura convencional y
MIG.
Conecte el cable de la antorcha al
terminal de electrodos para solda-
2
dura TIG.
Use el control para seleccionar el
proceso para determinar el tipo de
salida d e soldadura requerida (véase la Sección 5-1).
800 396-B / Ref. 208 296
T erminales de Salida
de Soldadura
Detenga e l motor antes
de conectar los terminales de soldadura.
No use cables que
estén desgastados, dañados, de tamaño muy
pequeño, o mal conjuntados.
Largo de Cable Total** (Cobre) en el Circuito de Soldadura que no Exceda***
30 m (100 pies) o
Menos
45 m
(150
pies)
60 m
(200
pies)
70 m
(250
pies)
90 m
(300
pies)
105 m
(350
pies)
Amperios
de
Soldadura
10 − 60%
Ciclo de
Trabajo
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
60 − 100%
Ciclo de
Trabajo
10 − 100% Ciclo de Trabajo
2 ea. 2/0
(2x70)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 3/0
2 ea. 3/0
2-2/0
(2x70)
(2x95)
(2x95)
120 m
(400
pies)
2-2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
500 2/0 (70) 3/0 (95) 4/0 (120)
*La tabla es una guía general y puede que no cumpla con todas las aplicaciones. Si ocurre sobrecalentamiento del cable (normalmente usted
puede olerlo), use el próximo tamaño más grande de cable.
**El tamaño del cable de soldar está basado en ya sea 4 voltios o menos de caida, o una densidad corriente de por lo menos
300 mils circulares por amperios. ( ) = mm
***Para distancias mayores a aquéllas que se muestran en esta guía, llame al representante de aplicaciones en la fábrica al 920−735−4505.
2
2 ea. 2/0
(2x70)
2 ea. 2/0
(2x70)
2 ea. 3/0
(2x95)
2 ea. 3/0
(2x95)
2 ea. 4/0
(2x120)
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
OM-405 Página 13
2 ea. 4/0
(2x120)
3 ea. 3/0
(3x95)
S-0007-E
Page 18

SECCION 5 − OPERANDO EL GENERADOR DE SOLDADURA
C
-
l
-
5-1. Controles del panel frontal
6
6
135
135
2
2
4
4
1 Control del motor
Use el switch para arrancar el motor, seleccio-
nar la velocidad y parar el motor. En la posición “Run/Idle” (Rápido/Relantín), el motor
funciona a velocidad de relantín cuando no
hay carga, y velocidad de soldadura cuando
está bajo carga. En la posición “Run” (Rápido), el motor funciona a la velocidad alta de
soldadura o potencia.
Ponga el switch en la posición Run para
operar equipo MIG.
2 Control para Ahogar el Motor
Use este control para cambiar la mezcla de
combustible/aire.
Para Arrancar: tire el ahogador y mueva el
switch a la posición “Start” (arranque). Suelte
el switch y lentamente comience a empujar el
ahogador cuando el motor arranque.
Para Parar: ponga el switch en la posición
OM-405 Página 14
Se muestra con tapas opcionales del receptáculo.
“Off” (apagado).
3 Horómetro
4 Control para Seleccionar el Proceso de
Soldadura
No mueva el control bajo carga.
Use este control para seleccionar el tipo de
salida de soldadura que necesite.
Use la posición positiva (+) para tener el electrodo positivo (DCEP) y la posición negativa
(−) para corriente directa electrodo negativo.
Use la posición CA (AC) para corriente alterna.
5 Interruptor de gama gruesa
No mueva el control bajo carga.
Use este control para seleccionar la gama de
soldadura cuando el control para seleccionar
el proceso esté en la posición “Stick/TIG”
(convencional/TIG) o la gama de voltaje cuan-
Ref. 208 296-C
do el interruptor esté en la posición “Wire”
(alambre).
Ref. 208 296-
Para que tenga un arranque de arco me
jor, use la gama más baja de amperaje
que sea posible.
6 Control Fino
Use este control para seleccionar el amperaje
de soldadura en convencional o TIG o el voltaje (alambre) con la gama seleccionada por e
interruptor de gama gruesa. Al control se lo
puede ajustar mientras esté soldando. La salida de soldadura sería 110 Amperios CD basado en la fijación que se muestra arriba (50% de
70 a 150 A). Ponga el control en 10 para la potencia generador máxima.
Véase desde las Secciones 5-2 hasta las
5-4 para las conexiones de proceso típi
cas y las fijaciones de los controles.
Ref. ST-183 175-A
Page 19

5-2. Conexiones típicas para soldadura convencional y fijaciones de control
Detenga el motor.
Esta sección proporciona pautas ge-
nerales que puedan no ser aptas para
Para los mejores arranques de
arco y mejores resultados usando soldadura y potenciagenerador juntos, use la fijación de
“Coarse Range” y el control de
“Fine Control” fijados en 7 o más
altos.
todas las aplicaciones.
El panel de control muestra las fijacio-
nes típicas para soldar con un electro-
do 7018 (1/8 pulg.). Consulte las tablas
para la selección de amperaje abajo si
está soldando con otros electrodos.
1 Pinza para el trabajo
2 Portaelectrodos
Conecte el cable de trabajo al terminal de
trabajo y el cable de portaelectrodo al terminal del electrodo en el generador de soldadura.
Esté seguro de usar el cable de solda-
dura del tamaño correcto (véase Sec-
ción 4-7).
Fijaciones típicas para electrodo 7018 (1/8 pulg.)
1
Tablas para la selección de electrodos
AMPERAGE
ELECTRODE
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
DIAMETER
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
50
100
150
200
2
RANGE
250
300
350
400
450
ELECTRODE
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
Para el mejor rendimiento, fije el inter-
ruptor “Ajuste Grueso de Gama”
(Coarse Range) a la gama más baja
que cubre el amperaje de soldadura
deseado. Use el control “Ajuste Fino
de Gama” (Fine Control) para seleccionar el amperaje deseado dentro de
la gama seleccionada. Cuando está fijado de una manera apropiada, el control de “Fine Control” normalmente está fijado en el número 7 o más alto.
Las fijaciones típicas para electrodo
7018 (1/8 pulg.):
> Fije el interruptor de Selector del Pro-
ceso de Soldadura a la posición +
convencional.
> Ponga el interruptor de “Coarse Ran-
ge” en la posición de 70−150 (1/8
pulg.)
> Fije el control “Fine Control” en el nú-
mero 7 o más alto para los mejores
resultados.
AC
DC*
POSITION
PENETRATION
DEEP
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
Herramientas Necesarias:
Ref. 800 395 / 208 296 / 087 985-A / Ref. S-0653
MIN. PREP, ROUGH
DEEP
LOW
MED
LOW
LOW
SMOOTH, EASY,
LOW HYDROGEN,
SMOOTH, EASY,
LOW
LOW
3/4 pulg.
HIGH SPATTER
GENERAL
STRONG
FASTER
CAST IRON
STAINLESS
USAGE
FAST
OM-405 Página 15
Page 20
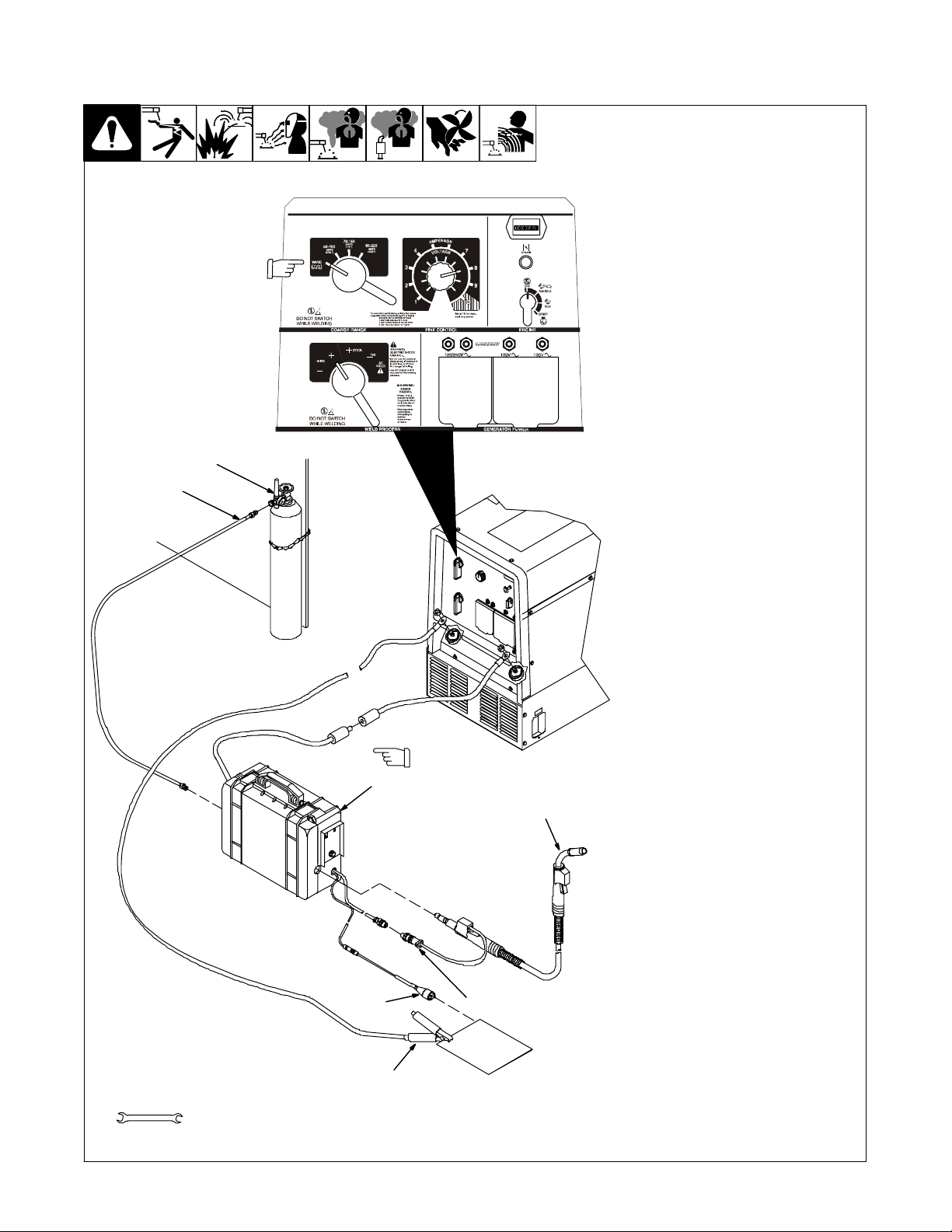
5-3. Conexiones y fijaciones típicas para soldadura MIG
A. Aplicaciones con alambre sólido
Fijaciones de control típicas para alambre sólido
0,035 (ER70S−3) − Transferencia de corto circuito
Note: el interruptor de
“Coarse Range”, control de
“Fine Control”, y las fijaciones
de los interruptores de
proceso de soldadura.
6
7
Conector rápido
2
3
5
4
Detenga el motor.
Esta sección proporciona pautas
generales que puedan no ser aptas
para todas las aplicaciones.
El panel de control muestra las fija-
ciones típicas para soldar con alambre sólido de 0,035 (ER70S−3). Use
un gas protector basado en argón.
1 Pinza de trabajo
2 Alimentador de alambre que
percibe voltaje
3 Antorcha MIG
4 Enchufe para el gatillo de la
antorcha
5 Pinza que percibe el voltaje
6 Cilindro de gas
7 Gas basado en argón de 75/25
para transferencia de corto circuito
8 Manguera de gas
Conecte e l cable de trabajo al terminal de
trabajo en el generador de soldadura.
Conecte el cable del alimentador de
alambre al cable que venga del terminal
de electrodo del generador de
soldadura.
Esté seguro de usar el cable de sol-
dadura del tamaño correcto (véase
Sección 4-7).
Afloje l a perilla que sostiene a la antorcha
MIG. Inserte el extremo de la antorcha a
través de la abertura en el alimentador y
posiciónela tan cerca posible a los rodillos de alimentación sin tocarlos. Apriete
la perilla.
Vea el manual del alimentador para la
manera d e hacer pasar el alambre.
Inserte el enchufe del gatillo de la antorcha (artículo 4) dentro del receptáculo
que empareja y ajuste el collar roscado.
Conecte l a manguera de gas del alimentador al regulador en el cilindro.
Las fijaciones típicas de control para
transferencia de corto circuito usando alambre sólido de 0,035 (ER70S−3)
y un gas 75/25 basado en argón.
> Fije el interruptor del selector de
proceso de soldadura a posición
de alambre + (DCEP).
> Fije el interruptor de “Coarse Ran-
ge” a la posición de alambre
(17−28 voltios).
> Fije el interruptor de “Fine Control”
para obtener el mínimo de salpica-
duras.
> Fije la velocidad de alimentación
del alambre entre 150−300 ppm.
Herramientas Necesarias:
3/4 pulg.
OM-405 Página 16
trabajo
1
802 766 / 208 296
Page 21

B. Aplicaciones con alambre tubular que se protege sólo
Fijaciones de control típicas para alambre tubular que se protege sólo 0,045 (71T−11)
Note las fijaciones del interruptor de “Coarse Adjust”, el
control de “Fine Control” y el
interruptor de proceso de soldadura
Conector rápido
2
5
4
Detenga el motor.
Esta sección proporciona pau-
tas generales que puedan no ser
aptas para todas las aplicaciones.
El panel de control muestra a las
fijaciones t í p i c a s p ara soldar con
alambre tubular que se protege
sólo de 0,045 (71T−11).
1 Abrazadera de trabajo
2 Alimentador de alambre
3 Antorcha MIG
4 Enchufe para el gatillo de la
antorcha
5 Pinza que percibe el voltaje
Conecte el cable de trabajo al
terminal de trabajo en el generador
de soldadura. Conecte el cable del
alimentador de alambre al cable que
venga del terminal de electrodo del
generador de soldadura.
Esté seguro de usar el cable de
soldadura del tamaño correcto
(véase Sección 4-7).
Afloje la perilla que sostiene a la antorcha MIG. Inserte el extremo de la
antorcha a través de la abertura en el
alimentador y posiciónela tan cerca
posible a los rodillos de alimentación
sin tocarlos. Apriete la perilla.
Vea el manual del alimentador para la
manera d e hacer pasar el alambre.
Inserte el enchufe del gatillo de la antorcha (artículo 4) dentro del receptáculo que empareja y ajuste el collar
roscado.
Fijaciones de control típica usando alambre tubular que se protege
sólo 0,045 (71T−11):
> Fije el selector del proceso de
soldadura a la posición alambre
(DCEN).
> Fije el interruptor de “Coarse
Range” a la posición de 17−28
3
voltios.
> Fije el control de “Fine Control”
para obtener el voltaje desea-
do.
> Fije la velocidad de alimenta-
ción del alambre entre 125−200
ppm.
> Haga una prueba de soldadura.
Para incrementar la longitud del
arco incremente la fijación del
“Fine Control”. Para acortar la
longitud del arco, reduzca la fi-
jación de “Fine Control” para in-
crementar la velocidad de ali-
mentación de alambre.
Herramientas Necesarias:
3/4 pulg.
trabajo
1
802 766 / 192 944-A
OM-405 Página 17
Page 22

5-4. Conexiones y fijaciones típicas usando el control de soldadura y pistola/alimentador para MIG
Herramientas Necesarias:
3/4 pulg.
2
Fijaciones típicas para alambre de aluminio 4043 (0,035) en material de 1/8 de pulg
Note las fijaciones de “Coarse Range” del
interruptor del proceso de soldadura.
9
8
trabajo
Conecte a un terminal de
contactor que no se use.
6
1
11
10
12
13
Vista desde el lado izquierdo
5
El enchufe de 14 patillas y el
cable que percibe voltaje no se
usan en esta aplicación.
14
3
Esta sección proporciona pautas genera-
les que puedan no ser aptas para todas las
aplicaciones.
1 Control de soldadura
2 Pistola/alimentador
3 Contactor opcional (recomendado)
4 Interruptor “Reed”
5 Cable de soldadura (lo suministra el
cliente)
6 Terminal para el control de soldadura
7 Cable de potencia de soldadura desde la
pistola/alimentador
8 Pinza de trabajo
9 Manguera de gas
10 Cilindro argón
11 Cordón del control del gatillo
12 Cordón de potencia de entrada
OM-405 Página 18
4 5 7
13 Enchufe de 14 patillas (no se usa)
14 Cable perceptor de voltaje (no se usa)
Esté seguro de usar el cable de soldadura
del tamaño correcto (véase Sección 4-7).
Pase el cable de soldadura (artículo 5) del terminal del electrodo de generador de soldadura
a través del interruptor “Reed” (artículo 4) al terminal que no se use en el contactor (artículo 3).
Conecte el cable de soldadura desde la pistola/
alimentador al terminal de control de soldadura
(artículo 6) .
Conecte e l cable de trabajo al terminal de trabajo en el generador de soldadura.
Introduzca e l enchufe del control del gatillo (artículo 11) dentro del receptáculo de control de
soldadura. Apriete el collar roscado.
Conecte e l cordón de potencia CA (artículo 12)
al receptáculo CA de 120 voltios en el generador de soldadura.
6
Conecte la manguera de gas (artículo 9) de la
pistola/alimentador al regulador en el cilindro de
argón (artículo 10).
Reinstale la cubierta del control de soldadura.
Fijaciones típicas para alambre de aluminio
4043 (0,035) en material de 1/8 pulg.
> Fije el seleccionador del proceso de sol-
dadura a la posición alambre + (DCEP).
> Fije el interruptor “Coarse Range” a la
posición de alambre (17−28 voltios).
> Fije el control “Fine Control” al voltaje
deseado (longitud del arco). Comience
con una fijación baja de voltaje (aproximadamente 4) para evitar retroquema,
entonces ajústelo para obtener el rendimiento de soldadura deseado.
> Fije la velocidad de alimentación del
alambre entre 240−270 ppm.
802 750 / 192 944-A
Page 23

SECCION 6 − OPERANDO EQUIPO AUXILIAR
6-1. Receptáculos estándar
4
1
PARA CONSEGUIR SOLDADURA Y POTENCIA
SIMULTÁNEA CON EL CONTROL FINO FIJADO A 10
Corriente de
soldadura en
amperios
210
140
90
Vea el Manual del Operador para información adicional
Potencia total
en vatios
1300
5200
8400
56
Amperios,
receptáculo
de 120V
10
42
70
2
Amperios,
receptáculo
de 240V
5
21
35
S-166 360-A
Si la unidad no tiene receptá-
culos GFCI, use un alambre
de extensión protegido por
GFCI.
La potencia generador se re-
duce cuando se incrementa la
3
7
corriente de soldadura.
Fije el control fino R1 a 10 para
conseguir potencia generador
completa.
1 Receptáculo de 240 V 50 A
CA RC1
RC1 da potencia monofásica de 60
Hz. A la velocidad “weld/power”. La
salida máxima es 10 kVA/kW.
2 Receptáculos dobles de 120
V 15 A CA RC2
3 Receptáculos dobles de 120
V 15 A CA RC3
RC2 y RC3 dan potencia eléctrica
de 60 Hz. monofásica a la velocidad de “weld/power”. La salida máxima de RC2 o RC3 es 24kVA/kW.
(CSA: 18kVA/kW).
4 Bréiquers CB1 y CB2
CB1 y CB2 protegen RC1 de la so-
brecarga. Si CB1 o CB2 se abren,
RC1 y uno de los receptáculos de
120 voltios no funcionan. 120 voltios puede todavía estár presente
en RC1.
5 Bréiquer CB3
6 Bréiquer CB4
CB3 protege el RC2 y CB4 protege
RC3 de la sobrecarga. Si el bréiquer se a b r e , e l r e c e p t á c u l o n o funciona.
Presione el botón para rearmar
el bréiquer. Si el bréiquer se
continua abriendo, contacte a
un Agente de Servicio Autorizado de la Fábrica.
La salida de todos los receptáculos
está limitada a 10 kVA/kW que es l a
salida del generador.
EJEMPLO: S i s e sacan 20 A de cada uno de los receptáculos dobles
de 120 V , solamente 21 A estarían
disponibles en el receptáculo de
240 V.
2x(120Vx20A) + (240Vx21A) = 10
kVA/kW
7 Etiqueta que muestra la
potencia generador mientras
se suelda.
Ref. 208 296
OM-405 Página 19
Page 24

6-2. Opción de receptáculo GFCI/CSA
1
4
PARA CONSEGUIR SOLDADURA Y POTENCIA
SIMULTÁNEA CON EL AJUSTE FINO FIJADO A 10
Corriente de
soldadura en
amperios
210
140
90
Vea el Manual del Operador para información adicional
Potencia total
en vatios
1300
5200
8400
Amperios,
receptáculo
de 120V
10
42
70
5623
7
Amperios,
receptáculo
de 240V
5
21
35
S-166 360-A
Si la unidad no tiene receptácu-
los GFCI, use un alambre de extensión protegido por GFCI.
1 Receptáculo de 120/240 V 50 A
CA RC1
RC1 da potencia monofásica de 60 Hz .
A la velocidad “weld/power”. La salida
máxima e s 1 0 k VA/kW.
2 Receptáculo RC2 120 v 20 A CA
3 Receptáculo RC3 120 v 20 A CA
RC2 y RC3 proveen potencia monofá-
sica de 6 0 Hz. en la velocidad de soldadura /potencia monofásica. La salida
máxima del RC2 o RC3 es 2,4 kVA/kw.
Los receptáculos GFCI2 y GFCI3 dan
potencia monofásica de 60 Hz. A la velocidad de “weld/power”. La salida máxima de GFCI2 o GFCI3 es 2.4 kVA/
kW. La protección del bréiquer es la
misma de los receptáculos estándar.
Si se detecta algún problema con la tierra, el botón de rearmar GFCI salta y el
circuito se abre para desconectar el
equipo con problema. Chequee si hay
herramientas, cordones, enchufes, etc.
que están dañados conectados a este
receptáculo. Presione el botón para
rearmar el receptáculo y resuma la
operación.
Por lo menos una vez por mes,
prenda el motor a la velocidad
weld/power y presione el botón de
prueba para verificar que GFCI esté funcionando adequadamente.
4 Bréiquer CB1
CB1 protege los receptáculos CA de la
sobrecarga. Si CB1 se abre, los receptáculos CA no funcionan.
Mueva el interruptor de vaivén CB1
a la posición ON (encendida) para
rearmar e l disyuntor . Si el disyuntor
continua abriéndose, póngase en
contacto con un Agente de Servicio Autorizado de la Fábrica.
5 Bréiquer CB2
6 Bréiquer CB3
CB2 protege el GFCI2 y CB3 protege
GFCI3 de la sobrecarga. Si el bréiquer
se abre, el receptáculo no funciona.
Presione el botón para rearmar el
bréiquer. Si el bréiquer se continua
abriendo, contacte a un Agente de
Servicio Autorizado de la Fábrica.
La salida de todos los receptáculos está limitada a 10 kVA/kW que es la salida
del generador.
EJEMPLO: Si se sacan 20 A de cada
uno de los receptáculos GFCI de 120 V,
solamente 21 A estarían disponibles en
el receptáculo de 240 V.
2x(120Vx20A) + (240Vx21A) = 10 kVA/
kW
7 Etiqueta qu e m u e s t r a l a p o t e n c i a
generador mientras se suelda.
OM-405 Página 20
203 683
Page 25

6-3. Enalambrando el enchufe opcional de 240 voltios
3
La Corriente Disponible en Amperios
Receptáculo de
240 V*
42
37
32
27
22
*Una carga de 240 V o dos cargas de 120 V.
Cada Receptáculo
Doble de 120 V
0
5
10
15
20
V x A = − Vatios
7
120V
240V
4
120V
3
4
240V
1
6
2
Al enchufe se lo puede enalambrar
para 240 V de carga con 2 alambres, o 120/240V de carga con 3
alambres. Véase el diagrama de
circuito.
1 Enchufe enalambrado para
carga de 3 alambres de
120/240 V
Cuando s e enalambra para cargas
5
de 120 V, cada receptáculo doble
comparte la carga con la mitad del
receptáculo de 240 V .
2 Enchufe enalambrado para
carga de 240V de 2 alambres
3 Terminal neutro (plateado)
4 Terminal de Carga 1 (cobre)
5 Terminal de Carga 2 (cobre)
6 Terminal de Tierra (verde)
7 Amperios Disponibles usando
el Enchufe de 120/240
56
Herramientas Necesarias:
ST-120 813-D
OM-405 Página 21
Page 26

SECCION 7 − MA NTEN IMIE NTO
7-1. Mantenimeinto rutinario
Notese
Limpie cualquier líquido derramado.
Chequee y limpie la malla del
arrestador de chispas opcional.
Véase Sección 7-7.
Siga el procedimiento para almacenar mostrado en el manual del dueño del motor,
en caso de que no se vaya a usar la unidad por largo tiempo.
Pare el motor antes de dar mantenimiento.
Véase también el Manual del Motor y la Etique-
Recicle los
fluídos del motor
ta de Mantenimiento. Dé servicio al motor más
amenudo durante condiciones severas.
* Para que lo haga un Agente de Servicio Autori-
zado de la Fábrica.
cada 8 h
Chequee los niveles de los fluídos.
Véase la Sección 4-2.
cada 20 h cada 25 h
De servicio a la envoltura del
limpiador de aire (elemento
de espuma plástica). Véase
Sección 7-3.
cada 50 h
Limpie y apriete los terminals
de soldadura.
Cambie el aceite. Véase Sección 7-4
y la etiqueta de mantenimiento.
Limpie el sistema de enfriamiento,
véase el Manual del Motor.
Cambie el filtro de aceite. Véase Sección
7-4 y la etiqueta de mantenimiento.
Chequee las bujías.
Repare o
reemplace
cables rajados.
cada 100 h
Chequee el elemento del
limpiador de aire. Véase
Sección 7-3.
Limpie y ajuste todas las
conexiones de la batería.
cada 200 h
Reemplace el filtro de combustible.
Véase Sección 7-4.
Reemplace etiquetas no legibles.
cada 500 h
Dé servicio a los carbones (cepillos) y
discos resbaladizos del generador de
soldadura. Dé servicio más a menudo en
condiciones polvosas o sucias.*
OM-405 Página 22
Sople o aspire adentro. Durante
servicio pesado, límpielo
mensualmente.
cada 1000 h
O
Page 27

7-2. Etiqueta de mantenimiento
OM-405 Página 23
Page 28

7-3. Dando servicio al limpiador de aire
Párele al motor.
No haga caminar al motor sin
1
2
el limpiador de aire o con un
elemento sucio.
1 Envoltura (elemento de espu-
ma plástica)
Lave la envoltura con la solución d e
jabón y agua. Permita que la envoltura se seque al aire completamente.
Ponga una cucharada de aceite
SAE 30 bien distribuida en la
envoltura. Exprima el exceso de
aceite.
2 Elemento
Reemplace el elemento si está su-
cio o grasoso.
aircleaner3 1/97 − ST-156 852 / Ref. ST-183 175-A / S-0759
OM-405 Página 24
Page 29

7-4. Cambiando el aceite del motor, el filtro de aceite, y el filtro de combustible
Pare el motor y permítalo
que se enfríe.
1 Válvula para Drenar el Aceite
2 Manguera de diámetro interno
DI 1/2 x 12
3 Filtro de Aceite
4 Tapa del Llenador de
Aceite/Medidor de Cantidad
de Aceite
Cambie e l aceite del motor y el filtro
de acuerdo al manual del operador
del motor.
Cierre la válvula y la tapa de
4
5
6
la válvula antes de añadir
aceite y arrancar el motor.
Llene e l carter con aceite nuevo a la
marca alta en el medidor de aceite
(véase Sección 7-2).
5 Filtro de Combustible
6 Tubo de Combustible
Reemplace el tubo si estuviera ra-
jado o desgastado. Instale un filtro
nuevo. Recoja con un trapo cualquier combustible que se haya regado.
Arranque el motor, y chequee que
no haya escapes de combustible.
Pare el motor, ajuste las co-
nexiones como fuera nece-
sario, y limpie con un trapo
cualquier combustible rega-
do.
Herramientas Necesarias:
3
2
1
Ref. 801 188-E / Ref. 183 175-A / 800 395 / S-0842
OM-405 Página 25
Page 30

7-5. Ajustando la velocidad del motor
1
5
4
3
Vista de Arriba
2
2200 ± 50 rpm
3700 ± 50 rpm
Déspues de afinar el motor,
chequee la velocidad sin carga al
motor con un tacómetro (véase la
tabla). S i fuera necesario, ajuste la
velocidad como sigue:
Arranque el motor y hágalo correr
hasta que esté caliente. Ponga el
control fino en el número 10.
Quite la tapa de arriba para tener
acceso a los ajustes de velocidad.
Ajuste de la Velocidad de Relantín
Mueva el Interruptor del Control del
Motor a la Posición Run/Idle (funcionando/relantín).
1 Selenoide del acelerador
2 Tornillo para montar
3 Tornillo para la velocidad de
relantín
Afloje los tornillos montantes. Ajuste la posición del solenoide de manera que el motor funcione a la velocidad de relantín. Si fuera necesario, retroceda el tornillo de la velocidad de relantín de manera que
se pueda mover el solenoide a la
posición correcta. Apriete los tornillos montantes. Asegúrese que las
conexiones del solenoide funcionen con suavidad.
Dé vueltas al tornillo de la velocidad
de relantín para hacer un ajuste
más fino.
Ajuste para la Velocidad Weld/
Power
Mueva e l control del motor a la posición de funcionando.
4 Velocidad de soldar/potencia
Tuerca de ajuste
5 Tuerca para Trabar
Loosen lock nut. De vueltas a la
tuerca de ajustar hasta que el motor
esté a la velocidad Weld/Power.
Ajuste la tuerca trabante.
Reinstale la tapa superior.
Párele al motor.
Herramientas Necesarias:
1/4, 3/8 pulg
OM-405 Página 26
Ref. 801 188-E / 801 209-A
Page 31

7-6. Protección de sobrecarga
1
2
Párele al motor.
1 Fusible F1 (Véase la Lista de
Partes)
F1 protege al circuito de excitación
del generador. Si se abre F1, no hay
salida de potencia de corriente o
generador.
2 Fusible F2 (Véase la Lista de
Partes)
F2 protege la bobina de excitación
del generador de potencia, de la
sobrecarga. S i F 2 s e a b r e , deja d e
haber salida del generador de potencia, o ésta es baja.
3 Fusible F6 (Véase la Lista de
Partes)
F6 protege al arnes del motor. Si se
abre F6, el motor no arrancará. Si
F6 se abre mientras el motor está
funcionando, no hay salida de potencia de soldadura ni generador.
Reemplace cualquier fusible que
estuviera abierto. Reinstale el panel antes de operar la unidad.
Si sigue abriéndose el fusible,
3
contacte al Agente de Servicio
Autorizado de la Fábrica.
Herramientas necesarias
7-7. Inspecció y limpieza del arrestador de chispas
1
3/8 pulg
801 226-G / Ref. 801 221-A / Ref. 183 175−A
Pare el motor y permítalo
que se enfríe.
1 Malla de arrestador de
chispas
Limpie e inspeccione esta malla.
Reemplace el arrestador de chispas si los alambres de la malla están rotos o no están allí.
Herramientas Necesarias:
1/4 pulg
Ref. ST-801 695-A / Ref. ST-183 175-A
OM-405 Página 27
Page 32

SECCION 8 − REPARACION DE AVERIAS
del generador
l
generador
del generador
8-1. Resolviendo las dificultades de soldadura
Problema Solución
No hay salida de soldadura Chequee las fijaciones del control.
Chequee las conexiones de soldadura.
Chequee el fusible F1 y reemplácelo si estubiera abierto (véase Sección 7-6).
Chequee la conexión del enchufe PLG6.
Asegúrese que todo el equipo esté desconectado de los receptáculos cuando arranque la unidad.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee los carbones, los anillos de resba-
lamiento y el rectificador integrado SR2.
Salida de soldadura muy baja Chequee el fusible F1 y reemplácelo si estubiera abierto (véase Sección 7-6).
Chequee las fijaciones del control.
Chequee y ajuste la velocidad del motor (véase Sección 7-5).
De servicio al filtro de aire de acuerdo al manual del motor.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee los carbones y los anillos de
resbalamiento.
Salida d e soldadura muy alta Chequee las fijaciones del control.
Chequee y ajuste la velocidad del motor (véase Sección 7-5).
La salida de soldadura es errática Chequee las fijaciones del control.
Ajuste y limpie las conexiones al electrodo y la pieza de trabajo.
Use electrodos que estén secos y hayan sido almacenados adecuadamente para soldadura en conven-
cional o TIG.
Quite vueltas excesivas de los cables de soldadura.
Ajuste y limpie las conexiones; ambas, dentro y fuera del generador de soldadura.
Chequee y ajuste la velocidad del motor (véase Sección 7-5).
Haga que un Agente de Servicio Autorizado de la Fábrica chequee los carbones y los anillos de resbala-
miento.
8-2. Resolviendo las dificultades en la potencia generador
Problema Solución
No hay salida en los receptáculos CA
Salida alta en los receptáculos CA Chequee y ajuste la velocidad del motor (véase Sección 7-5).
Salida baja en los receptáculos CA de
Salida errática en los receptáculos CA
OM-405 Página 28
Rearme los bréiqueres (véase Sección 6-1 ó 6-2).
Presione el botón para rearmar el receptáculo GFCI (véase Sección 6-2).
Chequee el fusible F2 y reemplácelo si estubiera abierto (véase Sección 7-6).
Chequee la conexión del enchufe PLG6.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee los carbones, los anillos de resba-
lamiento y el rectificador integrado SR2.
Chequee el fusible F2 y reemplácelo si estubiera abierto (véase Sección 7-6).
Incremente la fijación del control fino R1.
Chequee el nivel de combustible.
Chequee y ajuste la velocidad del motor (véase Sección 7-5).
Chequee el alambrado y conexiones del receptáculo.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee los carbones y los anillos de
resbalamiento.
Page 33
8-3. Resolviendo las dificultades en el motor
El motor arranca pero se para cuando
El motor se paró durante operación
El motor no regresa a la velocidad de
Problema Solución
El motor no arranca Chequee el fusible F6 y reemplácelo si estubiera abierto (véase Sección 7-6).
Chequee el voltage de la batería.
Chequee las conexiones de la batería y apriételas si fuera necesario.
Chequee las conexiones del enchufe PLG4 y PLG8.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee el interruptor de control del motor S2.
El motor no arranca Chequee el nivel de combustible.
Chequee el voltage de la batería.
Chequee las conexiones de la batería y apriételas si fuera necesario.
Chequee el nivel de aceite (véase Sección 4-2).
Chequee s i e l interruptor S5 que muestra apagamiento por baja presión de aceite (Véase la lista de partes
para su ubicación).
Consiga que un Agente de Servicio Autorizado de la Fábrica chequee el solenoide FS1 que cierra el
combustible (FS1 es opcional en las unidades con el motor Onan).
El motor arranca pero se para cuando
el interruptor del control del motor
regresa a la posición “Run”
El motor se paró durante operación
normal
La batería se descarga entre usos de la
unidad.
El motor está en relantín pero no sube
a la velocidad de soldadura
Velocidad del motor inestable o sin
fuerza
El motor no regresa a la velocidad de
relantín
Chequee el nivel de aceite.
Chequee y vuelva a llenar el carter con aceite de la viscocidad apropiada para la temperatura donde
está operándose, si fuera necesario.
Chequee e l interruptor de apagamiento por baja presión de aceite (Véase la lista de partes para su ubica-
ción).
Chequee el nivel de combustible.
Chequee el nivel de aceite (véase Sección 4-2).
Chequee el interruptor de apagamiento por baja presión de aceite (Véase la lista de partes para su
ubicación).
Periódicamente recargue la batería (aproximadamente cada tres meses).
Reemplace la batería.
Chequee el regulador de voltaje y sus conexiones de acuerdo al manual del motor.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee el cerramiento del combustible, sele-
noide opcional FS1. (FS1 es opcional en las unidades con el motor Onan).
Limpie l a batería, sus terminales y los postes con bicarbonato de soda y una solución de agua; límpielos
con agua limpia.
Periódicamente recargue la batería (aproximadamente cada tres meses).
Reemplace la batería.
Chequee el regulador de voltaje y sus conexiones de acuerdo al manual del motor.
Haga que un Agente de Servicio Autorizado de la Fábrica chequee el módulo de relantín PC1 y el
transformador de corriente CT1.
Reajuste las conexiones del acelerador si fuera necesario. Chequee el selenoide TS1 del acelerador pa-
ra ver que esté operándo bien.
Chequee e l nivel de aceite. El nivel del aceite no debe exceder la marca de “Full“ (Lleno) en el medidor
del nivel de aceite. La bomba de combustible funcionará erráticamente si se ha sobrellenado el cárter.
Reafine al motor de acuerdo al manual del motor.
Quite cualquier carga de soldadura o generador.
Chequee las conexiones del acelerador para asegurarse que estén operando bien y no estén
atrancándose.
Consiga que un Agente de Servicio Autorizado de la Fábrica chequee el módulo de relantín PC1, el trans-
formador de corriente CT1, el interruptor de control del motor S2, y el solenoide del accelerador TS1.
OM-405 Página 29
Page 34
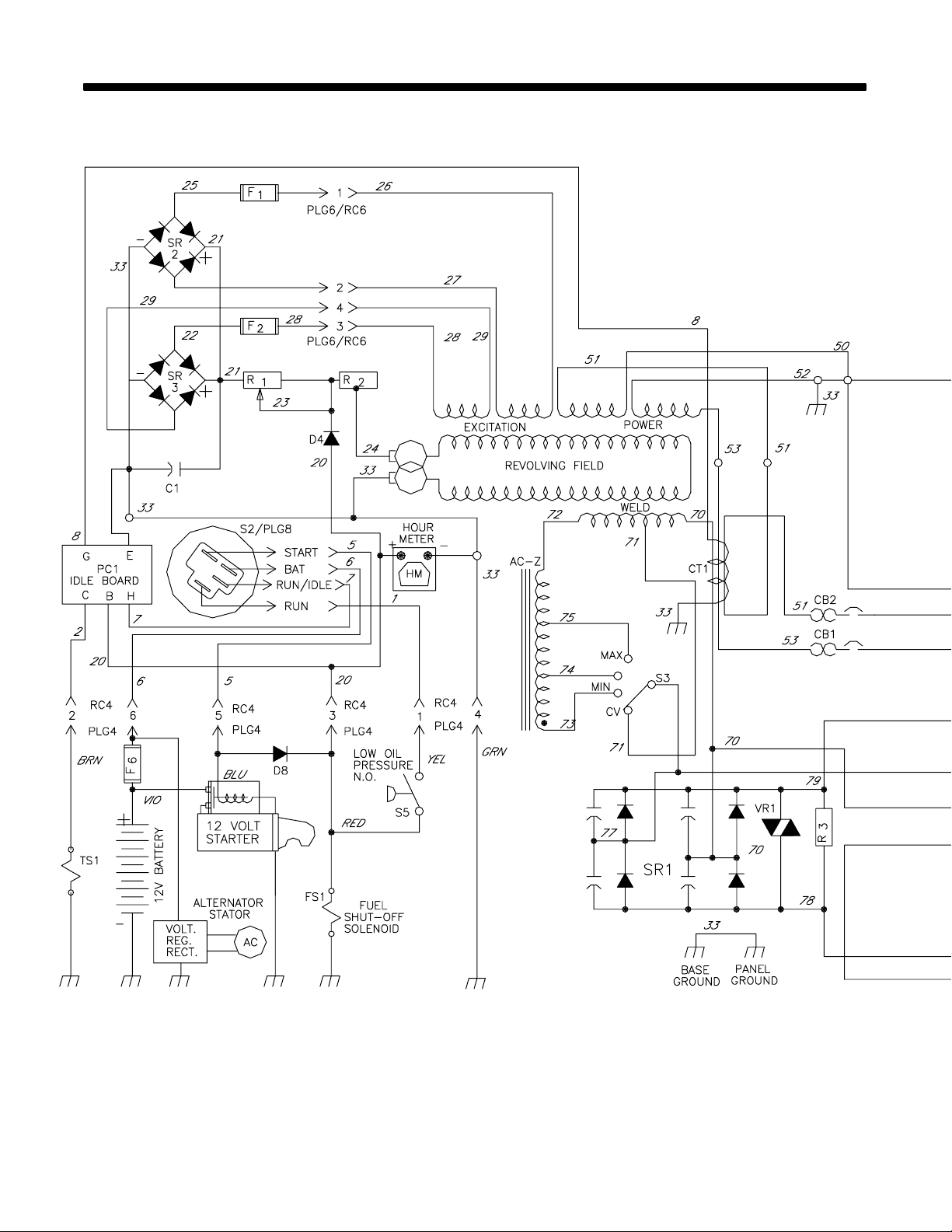
SECCION 9 − DIAGRAMAS ELECTRICOS
OM-405 Página 30
Ilustración 9-1. Diagrama de Circuito para el Generador de Soldadura
Page 35

OM-405 Página 31
216 624-B
Page 36

SECCION 10 − RECOMENDACIONES PARA PREGUNTAS
1
1
SOBRE LOS GENERADORES DE POTENCIA
NOTESE
Las ilustraciones de esta sección representan a todos los generadores de
soldadura impulsados a motor. Es posible que su unidad sea diferente de la que se
muestra aquí.
0-1. Seleccionando el equipo
1
1 Receptáculos de potencia
generador − alambre neutro
está unido al armazón
2 Enchufe de 3 púas del equipo
que está aterrizado a su
bastidor
3 2 púes para equipo con
aisamiento doble
No use enchufes de 2 púas a
no ser que el equipo sea de
doble aislamiento.
2
3
O
Asegúrese que el equipo
tenga este símbolo o estas
palabras
gen_pwr 11/02 − Ref. ST-159 730 / ST-800 577
0-2. Aterrizando el generador al armazón de la camioneta, camión, o remolque
Siempre conecte el armazón
del generador al armazón del
vehículo para evitar los peli-
1 2
GND/PE
3
Una eléctricamente el armazón del generador al armazón
del vehículo por un contacto de
metal a metal.
Los forros de la cama (paila) del vehículo, paletas de embarcar, y algunos de los carros de ruedas aislan
al generador de soldadura del chasís del vehículo que lo porta. Siempre conecte un alambre de tierra, del
terminal d e tierra del equipo de soldadura, al metal desnudo del chasís del vehículo, como se muestra aquí.
gros de descarga eléctrica y
golpes d e electricidad estática.
1 Terminal para Conectar a
Tierra el Equipo (panel frontal)
2 Cable de Tierra (no se
provee)
3 Armazón de Metal del
Vehículo
Conecte el cable del terminal de
tierra al chasís metálico del vehículo. Use alambre de cobre de tamaño No.10 AWG o más grande.
Si la unidad no tiene receptá-
culos GFCI, use un alambre
de extensión protegido por
GFCI.
S-0854
OM-405 Página 32
Page 37

1
0-3. Aterrizando la unidad cuando se da potencia a sistemas de construcción
1
1 Terminal para Conectar a
1 2
GND/PE
Tierra el Equipo
2 Cable de Tierra
Use alambre de cobre de tamaño
No.10 AWG o más gra nde.
3 Dispositivo de Tierra
Aterrice el generador al sis-
tema de tierra si está dándo-
se corriente al sistema de
alambrado d e u n edificio (ca-
sa, taller, hacienda).
2
3
Use un dispositivo de tierra
como lo dicen los códigos
eléctricos.
ST-800 576-B
0-4. ¿Cuánta potencia requiere el equipo?
3
2
1
3
AMPERIOS x VOLTIOS = VATIOS
VOLTIOS115
AMPS
Hz
4,5
60
1 Carga Resistiva
Un bombillo o foco para luz es una
carga resistiva y requiere una cantidad constante de potencia.
2 Carga No Resistiva
Equipo que tenga un motor es una
carga no resistiva y requiere aproximadamente seis veces más potencia cuando está arrancando el motor que cuando está funcionando
(véase la Sección 10-8).
3 Datos de Capacidad
Los datos muestran los voltios y
amperios o vatios que se requieren
para hacer funcionar el equipo.
EJEMPLO 1 : Si un taladro usa 4.5 amperios a 115 voltios, calcule el requerimiento de potencia en vatios.
4.5 A x 115 V = 520 vatios
La carga aplicada por el taladro es 520 vatios
EJEMPLO 2 : Si se usan 3 lámparas de iluminación de 200 vatios con el taladro del
ejemplo 1, añada las cargas individuales para calcular la carga total.
(200 W + 200 W + 200 W) + 520 W = 1120 w
La carga total que se ha aplicado para las tres lámparas y el taladro es 1120 Vatios.
S-0623
OM-405 Página 33
Page 38

10-5. Requerimientos aproximados de potencia para motores industriales
De Alta Torsión (e.g. Limpiadores de Graneros,
Descargadores de Silos, Grúas de Silos,
Motores Industriales Capacidad Vatios para Arrancar Vatios para Funcionar
Fase Dividida 1/8 HP 800 300
1/6 HP 1225 500
1/4 HP 1600 600
1/3 HP 2100 700
1/2 HP 3175 875
Arranque con Capacitador − Funcionamiento con
Inducción
Arranque con Capacitador − Funcionamiento con
Capacitador
Servicio de Ventilación 1/8 HP 1000 400
1/3 HP 2020 720
1/2 HP 3075 975
3/4 HP 4500 1400
1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
1/6 HP 1400 550
1/4 HP 1850 650
1/3 HP 2400 800
1/2 HP 3500 1100
10-6. Los requerimientos aproximados de potencia para una hacienda/casa
Equipo en Hacienda/Casa Capacidad Vatios para Arrancar Vatios para Funcionar
Decongelador de Tanque Estándar 1000 1000
Limpiador para Granos 1/4 HP 1650 650
Cinta Portátil 1/2 HP 3400 1000
Cinta Transportadora de Granos 3/4 HP 4400 1400
Enfriador de Leche 2900 1100
Ordeñador (Bomba de Vacío) 2 HP 10500 2800
MOTORES DE SER VICIO DE HACIENDA 1/3 HP 1720 720
Estándar (e.g.: Cinta Transportadora, 1/2 HP 2575 975
Empujadores de Grano, 3/4 HP 4500 1400
Compresores de Aire) 1 HP 6100 1600
1-1/2 HP 8200 2200
2 HP 10550 2850
3 HP 15900 3900
5 HP 23300 6800
De Alta Torsión (e.g. Limpiadores de Graneros,
Descargadores de Silos, Grúas de Silos,
Alimentadores de Cama)
Mezcladora de 3-1/2 pies
Lavadora de Alta Presión 1.8 Gal./Min. 500 lbs./pulg.
Con Lavadora con 2 gal./min. 550 lbs./pulg.
2 gal./min. 700 lbs./pulg.
Refrigeradora o Congeladora 3100 800
Bomba de Pozo 1/3 HP 2150 750
Bomba para Subterráneo 1/3 HP 2100 800
3
1-1/2 HP 8100 2000
5 HP 23300 6000
7-1/2 HP 35000 8000
10 HP 46700 10700
1/2 HP 3300 1000
1/2 HP 3100 1000
1/2 HP 3200 1050
2
2
2
3150 950
4500 1400
6100 1600
OM-405 Página 34
Page 39

10-7. Requerimientos aproximados de potencia para equipo de contratista
Contratista Capacidad Vatios para Arrancar Vatios para Funcionar
Taladro de Mano 1/4 pulg. 350 350
3/8 pulg. 400 400
1/2 pulg. 600 600
Sierra Circular 6-1/2 pulg. 500 500
7-1/4 pulg. 900 900
8-1/4 pulg. 1400 1400
Sierra de Mesa 9 pulg. 4500 1500
10 pulg. 6300 1800
Sierra de Banda 14 pulg. 2500 1100
Amoladora de Banco 6 pulg. 1720 720
8 pulg. 3900 1400
10 pulg. 5200 1600
Compresor de Aire 1/2 HP 3000 1000
1 HP 6000 1500
1-1/2 HP 8200 2200
2 HP 10500 2800
Sierra de Cadena Eléctrica 1-1/2 HP, 12 pulg. 1100 1100
2 HP, 14 pulg. 1100 1100
Recortador Eléctrico Estándar de 9 pulg. 350 350
De Servicio Pesado 12 pulg. 500 500
Cultivador Eléctrico 1/3 HP 2100 700
Cortador de Plantas Eléctricas 18 pulg. 400 400
Luces de Iluminación HID 125 100
Hálido de Metal 313 250
Mercurio 1000
Sodio 1400
Vapor 1250 1000
Bomba Sumergible 400 gal./hr. 600 200
Bomba Centrífuga 900 gal./hr. 900 500
Lustrador de Pisos 3/4 HP, 16 pulg. 4500 1400
1 HP, 20 pulg. 6100 1600
Lavador de Alta Presión 1/2 HP 3150 950
3/4 HP 4500 1400
1 HP 6100 1600
Mezclador de Tambores de 55 gal. 1/4 HP 1900 700
Aspiradora en Mojado y en Seco 1.7 HP 900 900
2-1/2 HP 1300 1300
OM-405 Página 35
Page 40

1
0-8. Potencia requerida para arrancar un motor
1
4
1
3
Requerimientos de Arranque para Motores Monofásicos de Inducción
Código de GH J KLMNP
Arranque del
Motor
KVA/HP 6,3 7,1 8,0 9,0 10,0 11,2 12,5 14,0
Ejemplo: Calcule el amperaje de arranque requerido para un motor de
230 V, 1/4 HP con un código de arranque del motor de M.
Voltios = 230 HP = 1/4 Usando la Tabla, el Código de M resulta en kVA/HP = 11.2
VOLTS AMPS
CODE 60
HP
AC MOTOR
230 2.5
M
1/4
Hz
PHASE
1
2
1 Código de Arranque de Motor
2 Amperaje de Funcionamiento
3 Caballaje del Motor
4 Voltaje del Motor
Para encontrar el amperaje de
arranque:
Paso 1: Encuentre el código y use
la tabla para encontrar el kVA/HP.
Si el código no está enlistado,
multiplique el amperaje de funcionamiento por seis para encontrar el
amperaje de arranque.
Paso 2: Encuentre el HP del motor
y los voltios.
Paso 3: Determine el amperaje de
arranque (véase el ejemplo).
El amperaje de salida del generador del soldador, debe ser por lo
menos dos veces el amperaje con
que funciona el motor.
= Para Arrancar el Motor se Requiere 12.2 amperios
S-0624
0-9. ¿Cuánta potencia puede entregar el generador?
1 Limite la Carga al 90% de la
Salida del Generador
1
2
Siempre arranque cargas que no
sean resistivas (motor) en la orden
de lo más grande a lo más pequeño, y añada las cargas resistivas al último.
2 La Regla de los 5 Segundos
Si el motor no arranca dentro de 5
segundos apague la potencia para
evitar daño al motor. El motor
requiere más potencia de lo que el
generador puede entregar.
OM-405 Página 36
Ref. ST-800 396-A / S-0625
Page 41

10-10.Conexiones típicas para suministrar potencia auxiliar
Instale y conecte a tierra este equipo de la forma correcta
siguiendo las indicaciones del Manual del Usuario y de
acuerdo con las normas nacionales, estatales y locales.
1234
Servicio de la
red eléctrica
Interruptor de
transferencia
5
Cargas
esenciales
Bréiqueres de
circuito o inter-
ruptor de des-
conexión con
fusible
(Si se requiere)
Salida del
generador de
soldadura
Estas conexiones sólo deben ser ma-
nipuladas por personal cualificado, y
de acuerdo con todas las normas y
códigos d e protección aplicables
Instale y conecte a tierra este equipo
de la forma correcta siguiendo las indicaciones del Manual del Usuario y
de acuerdo con las normas nacionales, estatales y locales.
Se necesita equipo que tiene que sumi-
nistrar e l cliente si se va a usar el generador para dar potencia auxiliar durante
emergencias o apagones.
1 Servicio de la red eléctrica
2 Interruptor de transferencia (de dos
polos)
El interruptor transfiere la carga eléctrica del
servicio de la red eléctrica al generador.
Vuelva a transferir la carga a la conexión de
la red eléctrica cuando se haya restaurado el
servicio.
Instale el interruptor correcto (lo provee el
cliente). La capacidad del interruptor tiene
que ser la misma o más grande que la
protección de sobre corriente lateral.
3 Bréiqueres de circuito o interruptor de
desconexión con fusible
Instale el interruptor correcto (lo provee el
cliente) si así lo requiere el código eléctrico.
4 Salida del generador de soldadura
La salida de voltaje del generador y el
alambrado deben ser consistentes con el
voltaje y alambrado del sistema de la red
eléctrica.
Conecte el generador con alambres provisionales o permanentes, aptos para la instalación.
Apague o desenchufe todo el equipo que
está con e c tado al generador antes de arrancar o parar el motor. Cuando esté arrancando o deteniendo el motor, el motor tiene una
velocidad baja, lo cual causa un voltaje y una
frecuencia demasiado bajos.
5 Cargas esenciales
La salida del generador tal vez no cumpla
con los requerimientos eléctricos del inmueble. Si el generador no produce suficiente salida para cumplir con todos los
requerimientos, conecte sólo las cargas
esenciales (bombas, congeladores, calefactores, etc. − véase Sección 10-4).
OM-405 Página 37
Page 42

10-11. Seleccionando los cordones de extensión (usese el cordón más corto que fuera
posible)
Largos del cordón para cargas de 120 voltios
Si la unidad no tiene receptáculos GFCI, use un alambre de extensión protegido por GFCI
El Largo de Cordón Máximo Permitido en m. (pies) para un Conductor de Tamaño (AWG)*
Corriente
(Amperios)
5 600 106 (350) 68 (225) 42 (137) 30 (100)
7 840 122 (400) 76 (250) 46 (150) 30 (100) 19 (62)
10 1200 122 (400) 84 (275) 53 (175) 34 (112) 19 (62) 15 (50)
15 1800 91 (300) 53 (175) 34 (112) 23 (75) 11 (37) 9 (30)
20 2400 68 (225) 42 (137) 26 (87) 15 (50) 9 (30)
25 3000 53 (175) 34 (112) 19 (62) 11 (37)
30 3600 46 (150) 26 (87) 15 (50) 11 (37)
35 4200 38 (125) 23 (75) 15 (50)
40 4800 34 (112) 19 (62) 11 (37)
45 5400 30 (100) 19 (62)
50 6000 26 (87) 15 (50)
*El tamaño del conductor está basado en una caída máxima de voltaje del 2%
Largos del cordón para cargas de 240 voltios
Si la unidad no tiene receptáculos GFCI, use un alambre de extensión protegido por GFCI
Carga (Vatios) 4 6 8 10 12 14
El Largo de Cordón Máximo Permitido en m. (pies) para un Conductor de Tamaño (AWG)*
Corriente
(Amperios)
5 1200 213 (700) 137 (450) 84 (225) 61 (200)
7 1680 244 (800) 5152 (500) 91 (300) 61 (200) 38 (125)
10 2400 244 (800) 168 (550) 107 (350) 69 (225) 38 (125) 31 (100)
15 3600 183 (600) 107 (350) 69 (225) 46 (150) 23 (75) 18 (60)
20 4800 137 (450) 84 (275) 53 (175) 31 (100) 18 (60)
25 6000 107 (350) 69 (225) 38 (125) 23 (75)
30 7000 91 (300) 53 (175) 31 (100) 23 (75)
35 8400 76 (250) 46 (150) 1 (100)
40 9600 69 (225) 38 (125) 23 (75)
45 10,800 61 (200) 38 (125)
50 12,000 53 (175) 31 (100)
*El tamaño del conductor está basado en una caída máxima de voltaje del 2%
Carga (Vatios) 4 6 8 10 12 14
OM-405 Página 38
Page 43

SECCION 11 − DIRECTIVAS PARA SOLDADURA
CONVENCIONAL POR ELECTRODO (SMAW)
11-1. Procedimiento para soldadura convencional por electrodo
5
4
2
3
6
1
7
La corriente de soldadura
comienza cuando el electrodo toca la pieza de trabajo.
La corriente de soldadura
puede dañar partes
electrónicas en vehículos.
Desconecte ambos cables
de la batería antes de soldar
en un vehículo. Ponga la
abrazadera de tierra lo más
cerca posible al sitio donde
se va a soldar.
1 Trabajo
Asegúrese que la pieza de trabajo
esté limpia antes de soldar.
2 Grampa de tierra
3 Electrodo
Un electrodo de diámetro pequeño
requiere menos corriente que uno
de diámetro grande. Siga las
instrucciones del fabricante de
electrodos cuando esté fijando el
amperaje de soldadura (véase la
Sección 11-2).
4 Porta electrodos aislado
5 Posición del porta electrodos
6 Largo del arco
El largo del arco es la distancia de
la punta del electrodo al trabajo. Un
largo de arco corto con el amperaje
correcto le dará un sonido agudo
cómo si estuviera hirviendo.
7 Escoria
Use un martillo de picar y un cepillo
de alambre para quitar la escoria.
Quite la escoria y chequee el cordón de soldadura antes de hacer
otro paso de soldadura.
Herramientas Necesarias:
stick 12/96 − ST-151 593
OM-405 Página 39
Page 44

11-2. Tabla de selección de electrodo y amperaje
RANGE
AMPERAGE
ELECTRODE
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
DIAMETER
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
50
100
150
200
250
300
350
400
450
AC
DC*
ELECTRODE
EP
6010
EP
6011
EP,EN
6013
EP,EN
7014
EP
7018
EP,EN
7024
EP
NI-CL
EP
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
POSITION
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
PENETRATION
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
LOW
USAGE
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
Ref. S-087 985-A
11-3. Comenzando el arco − técnica de raspar
1
3
11-4. Comenzando el arco − técnica de golpe
1
3
1 Electrodo
2 Pieza de trabajo
3 Arco
Arrastre el electrodo a lo largo de la
2
pieza de trabajo como si estuviera
prendiendo un fósforo; levante el
electrodo ligeramente después de
tocar el trabajo. Si el arco se apaga
es por qué se levantó el electrodo
demasiado alto. Si el electrodo se
pega al trabajo, use un movimiento
rotativo rápido para separarlo.
S-0049
1 Electrodo
2 Pieza de trabajo
3 Arco
Mueva el electrodo verticalmente ha-
cia abajo para golpear la pieza de tra-
2
bajo; entonces levántelo ligeramente
para comenzar el arco. Si el arco se
apaga, quiere decir que se levantó al
electrodo demasiado alto. Si el electrodo s e pega al trabajo, use un movimiento rotativo rápido para separarlo.
S-0050
OM-405 Página 40
Page 45

11-5. Posicionando el porta electrodos
90° 90°
10°-30°
Vista de u n estremo del
angulo de trabajo
SUELDAS DE RANURA
45°
45°
Vista de un extremo del
angulo de trabajo
SUELDAS DE FILETE
Vista lateral del angulo del
electrodo
10°-30°
Vista lateral del angulo del
electrodo
11-6. Características malas de un cordón de soldadura
1
S-0060
1 Pedazos de escoria grandes
2 Cordón aspero y desnivelado
3 Pequeño cráter durante la
suelda
4 Sobresale mal
5 Mala penetración
2
3
4
11-7. Características buenas de un cordón de soldadura
1
5
1 Salpicadura de escoria muy
fina
2 Cordón uniforme
3 Un cráter moderado durante
la soldadura
Suelde u n nuevo cordón o capa por
cada 3.2 mm de grosor en metales
que esté soldando.
4 No sobrepasa
5 Buena penetración dentro del
5234
metal base
S-0053-A
S-0052-B
OM-405 Página 41
Page 46
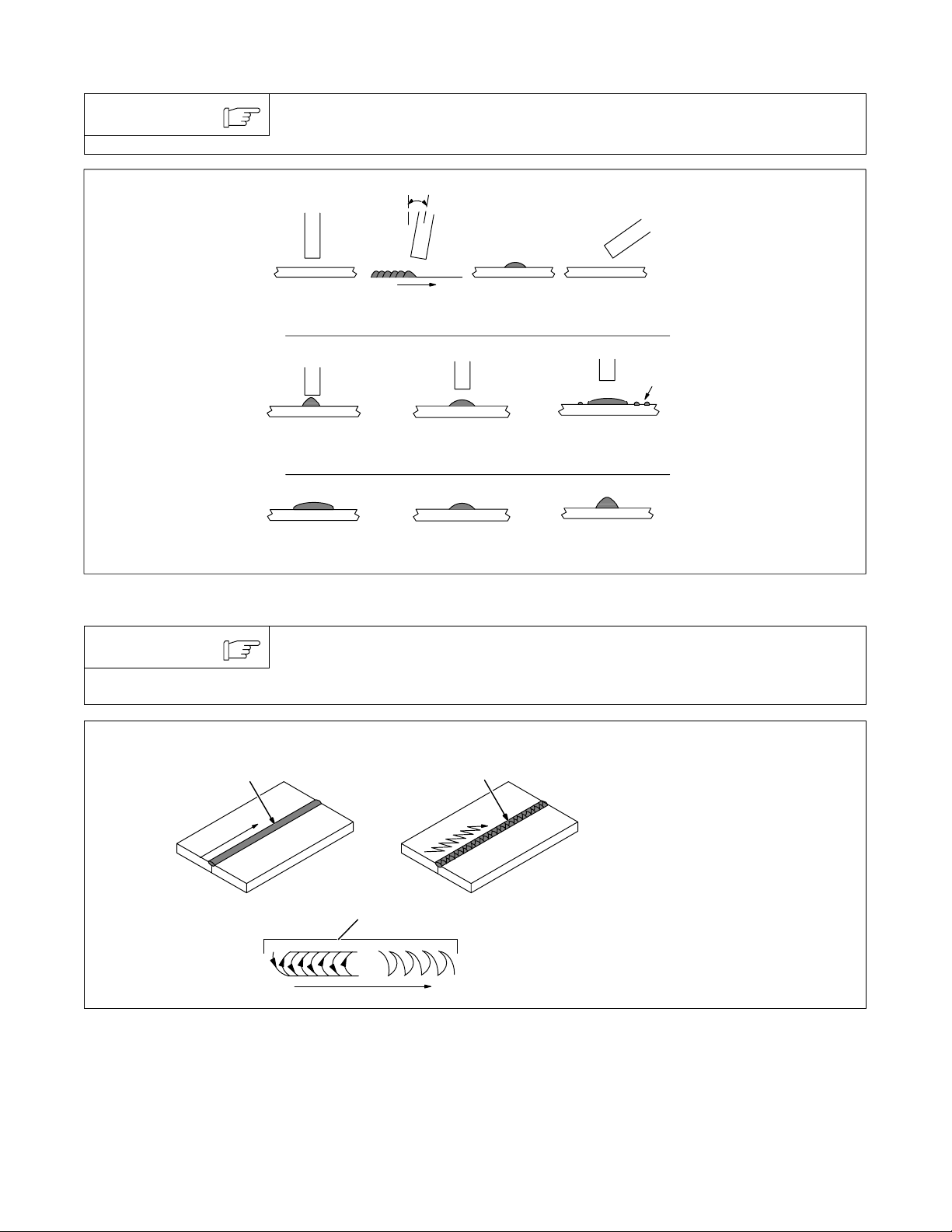
11-8. Condiciones que afectan la forma del cordón de soldadura
NOTESE
A la forma del cordón de soldadura le afecta el ángulo del electrodo, el largo del
arco, la velocidad de avance, y el grosor del material base.
Angulo correcto
Angulo muy pequeño
ANGULO DEL ELECTRODO
Muy corto
Lento Normal
VELOCIDAD DE AVANCE
10° - 30°
Arrastre
Normal
LARGO DEL ARCO
Angulo muy grande
Spatter
Muy largo
Rápido
S-0061
11-9. Movimiento del electrodo durante la soldadura
NOTESE
1
Una cordón en forma de cordel es satisfactorio para la mayoría de las uniones de
ranura angosta. Para uniones de ranura ancha o haciendo puentes sobre
aberturas anchas, una cordón de vaivén funciona mejor.
2
3
1 Cordón en forma de cordel;
movimiento constante a lo
largo de la unión
2 Cordón de vaivén;
movimiento de lado a lo largo
de la unión
3 Patrones de vaivén
Usese patrones de vaivén para cu-
brir un área ancha en un paso del
electrodo. No permita que el ancho
del vaivén sea más de 2-1/2 veces
el diámetro del electrodo.
S-0054-A
OM-405 Página 42
Page 47

11-10. Uniones a tope
i-
e
e
.
-
1
3
1/16 in
(1.6 mm)
30°
1 Soldaduras de sostén de
unión
2
4
No permita que los filos de una
unión se junten antes que el electrodo llegue. Vaya haciendo unas
soldaduras d e unión sosteniendo la
posición d e los materiales antes d e
la soldadura final.
2 Soldadura de una ranura
cuadrada
Buena p a r a m a t e r i a l e s h a s t a d e u n
grosor de 5 m m .
3 Soldadura de una unión en
form de V
Buena para materiales de 5 a 19
mm de grosor. Corte el biselado
con una antorcha de oxiacetileno o
plasma. Quite las asperidades d el
material después de cortar. Sería
bueno esmerilar también para preparar el bisel.
Cree un ángulo de 30° de bisel en
materiales a soldarse con una ranura en forma de V.
4 Soldadura de una unión de
doble V
Buena para materiales más gruesos que 5 mm.
S-0662
11-11. Unión de falda
30° o Menos
11
2
Suelda d e filete de una sola capa Suelda de filete de capas múltiples
11-12. Unión en forma de “T”
o Menos
2
45°
30° o Menos
3
1
2
1
1 Electrodo
2 Soldadura de filete de una
sola capa
Mueva el electrodo en un mov
miento circular
3 Soldadura de filete de varias
capas
Suelde u n segundo nivel cuando s
necesita un filete más fuerte. Quit
la escoria antes de hacer otro pase
Suelde ambos lados de la unión pa
ra mayor fuerza.
S-0063 / S-0064
1 Electrodo
2 Soldadura de filete
Mantenga el arco corto y muévalo a
una velocidad definida. Sostenga el
electrodo cómo se muestra para dar
la fusión dentro de la esquina. Alinie
el filo de la superficie de soldadura.
Para mayor fuerza suelde ambos lados de la pieza vertical.
3 Depósitos de capa múltiple
Suelde un segundo cordón cuando
se necesita un filete más fuerte. Use
cualquiera de los patrones de vaivén
que se mostraron en la 11-9. Quite la
escoria antes de hacer un nuevo pase de soldadura.
3
S-0060 / S-0058-A / S-0061
OM-405 Página 43
Page 48

11-13. Prueba de soldadura
3
51-76 mm
(2 - 3 pulg)
51-76 mm
(2 - 3 pulg)
1 Tornillo de banco
2 Unión de soldadura
3 Martillo
3
Golpee l a unión de soldadura en la
dirección que se muestra. Una buena suelda se tuerce pero no se rompe.
6,4 mm
(1/4 pulg)
2
1
2
1
S-0057-B
11-14. Soluciones a problemas de soldadura − porosidad
Porosidad; pequeñas cavidades o huecos que resultan
de espacios de gas en el metal de soldadura.
Causas Posibles Acción Correctiva
Largo del arco muy largo. Reduzca el largo del arco.
Electrodo húmedo. Use un electrodo seco.
Pieza de trabajo sucio. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria, y suciedad de la super-
ficie a soldarse antes de comenzar a soldar .
11-15. Soluciones a problemas de soldadura − excesiva salpicadura
Excesiva salpicadura; la salpicadura de partículas de metal derritidas que se enfrían al formar una forma sólida cerca del cordón de soldadura.
Causas Posibles Acción Correctiva
Amperaje muy alto para el electrodo. Baje el amperaje o seleccione un electrodo más grande.
Largo del arco demasiado largo o el voltaje
muy alto.
Reduzca el largo del arco o el voltaje.
OM-405 Página 44
Page 49
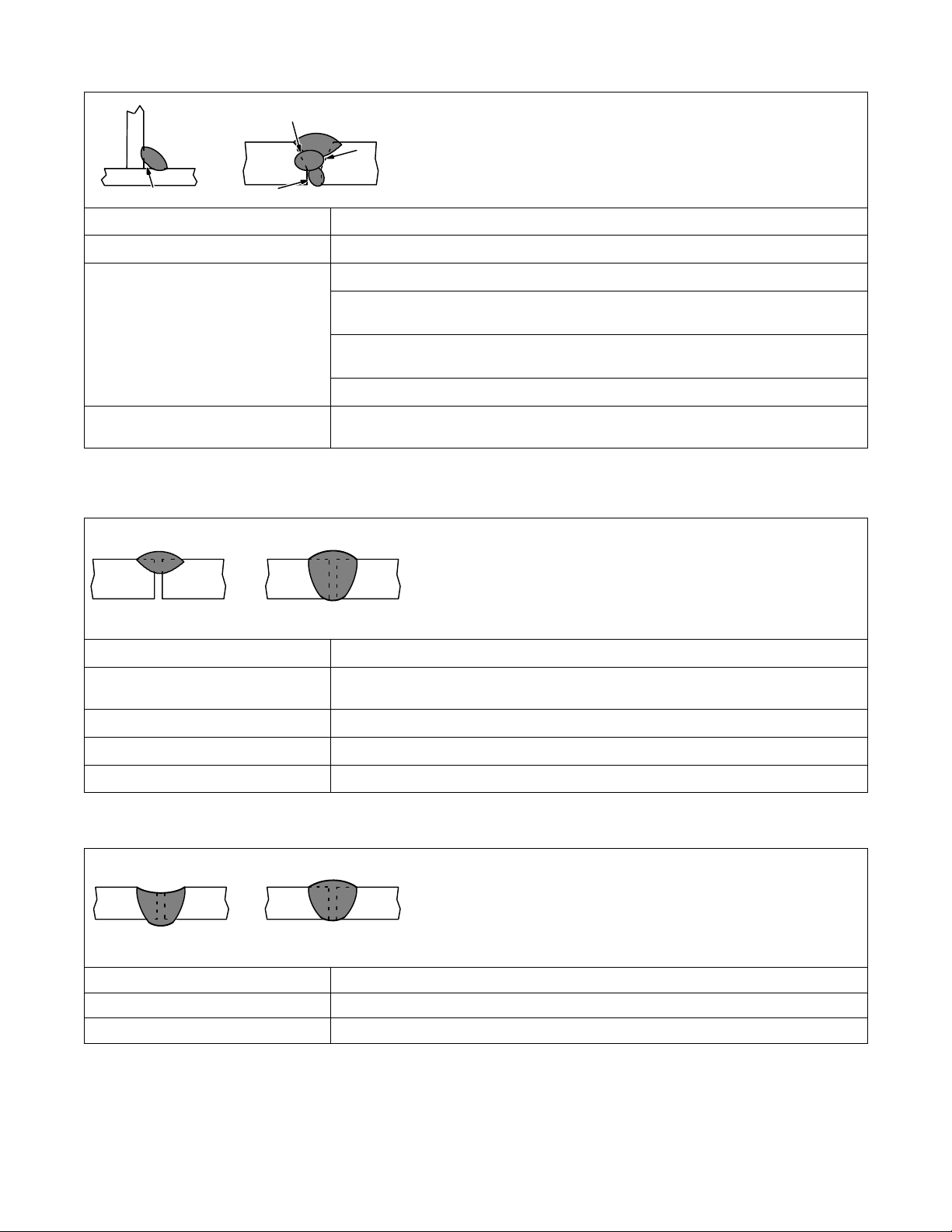
11-16. Soluciones a problemas de soldadura − fusión incompleta
Fusión Incompleta; el metal de soldadura no se ha fundido completamente con el metal base o con el cordón de soldadura que
precedía.
Causas Posibles Acción Correctiva
Inversión de calor insuficiente. Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Técnica de soldar inapropiada.
Pieza de trabajo sucia. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria y suciedad de las
Ponga el cordón tipo cordel en la ubicación apropiada sobre la unión durante la soldadura.
Ajuste el ángulo del trabajo o enanche la ranura para poder llegar hasta el fondo durante la sol-
dadura.
Momentariamente sostenga el arco en las paredes laterales de la ranura cuando use una técnica
de vaivén.
Mantenga el arco en el filo frontal del charco de soldadura.
superficies de trabajo antes de soldar.
11-17. Soluciones a problemas de soldadura − falta de penetración
Falta de Penetración; una fusión poco profunda entre el metal de
soldadura y el metal base.
Buena penetraciónFalta de penetración
Causas Posibles Acción Correctiva
Preparación inapropriada de unión. Material demasiado grueso. La preparación de la unión y el diseño deben de darle acceso al
Técnica de soldar inapropiada. Mantenga el arco en el filo frontal del charco de soldadura.
fondo de la ranura.
Inversión de calor insuficiente. Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Reduzca la velocidad de avance.
11-18. Soluciones a problemas de soldadura − penetración excesiva
Penetración Excesiva; el metal de soldadura está derritiéndose a
través del metal base y se queda colgado debajo de la pieza de sol-
Penetración Excesiva Buena Penetración
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.
dadura.
OM-405 Página 45
Page 50

11-19. Soluciones a problemas de soldadura − agujereando la pieza de metal
Agujereando la Pieza de Metal; el metal de soldadura se derrite completamente
a través del metal base resultando en huecos donde no queda ningún metal.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.
11-20. Soluciones a problemas de soldadura − vaivén en el cordón
Vaivén en el Cordón; el metal de soldadura no está paralelo y no cubre
la unión formada por el metal base.
Causas Posibles Acción Correctiva
Mal pulso. Use las dos manos. Practique la técnica.
11-21. Soluciones a problemas de soldadura − distorsión
Distorsión; l a contracción del metal de soldadura durante la soldadura que forza al
metal base a moverse.
El metal base de meuve
en la dirección del cordón de soldadura
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Use un sostén para mantener el metal base en posición.
Haga sueldas de unión temporarias a lo largo de la unión antes de comenzar la operación de
soldadura.
Seleccione u n amperaje más bajo para el electrodo.
Incremente la velocidad de avance.
Suelde en segmentos pequeños y permita que todo se enfríe entre las sueldas.
OM-405 Página 46
Page 51
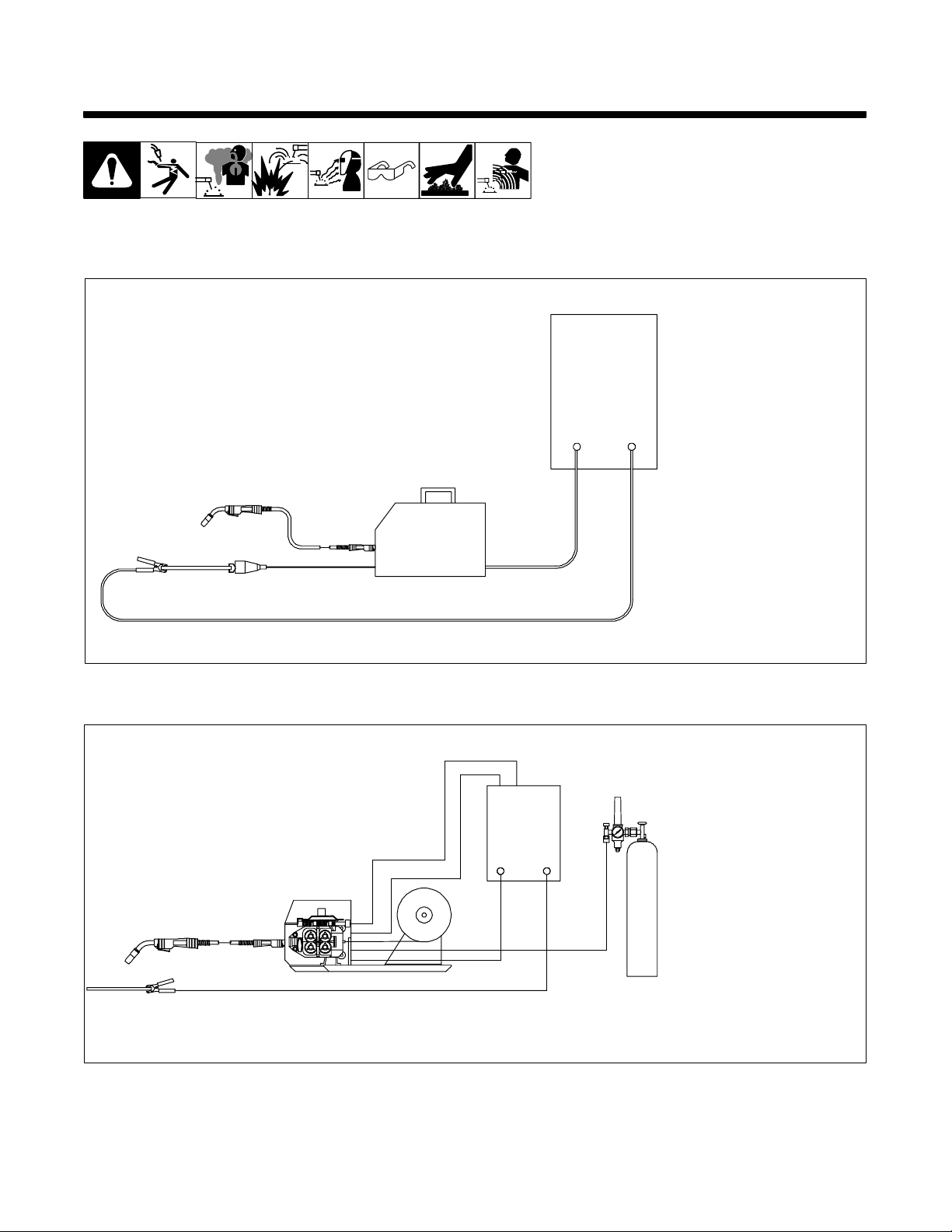
SECCION 12 − DIRECTIVAS PARA SOLDADURA MIG
(GMAW)
12-1. Conexiones típicas del proceso MIG usando un alimentador
de alambre que percibe voltaje
La corriente de soldadura
puede hacer daño a las
partes electrónicas en
vehículos. Desconecte ambos cables de la batería
antes d e soldar en un vehículo. Ponga la abrazadera de
tierra lo más cerca posible al
punto donde se está soldando.
Los alimentadores de alambre que
perciben voltaje se usan con
fuentes de poder de corriente
constante (CC) o de voltaje
constante (CV) (no se requiere un
receptáculo de 14 patillas).
Si está usando una fuente de poder
CC o CV sin un contactor de salida
de soldadura, use un contactor secundario opcional.
Para GMAW, use una válvula opcional de gas.
Grampa d e
Trabajo
Trabajo
percibe voltaje
Antorcha
Pinza que
Fuente de poder
de corriente
constante (CC) o
de voltaje
constante (CV)
Alimentador que
percibe voltaje
Cable de Electrodo
Cable de Tierra
12-2. Conexiones típicas del proceso MIG usando un alimentador
de alambre de velocidad constante.
Regulador/
Flujómetro
Gas
Protectivo
Antorcha
Trabajo
Grampa de Trabajo
Alimentadore de alambre
de velocidad constante
Fuente de
Poder de
Soldadura
115V/24V
Contactor
Gas
Cable de
Electrodo
Cable de Tierra
802 488-A
La corriente de soldadura
puede hacer daño a las partes
electrónicas en vehículos.
Desconecte ambos cables de
la batería antes de soldar en
un vehículo. Ponga la abrazadera de tierra lo más cerca
posible a l punto donde se está
soldando.
Alimentadores de alambre de velocidad constante se usan con fuentes
de poder de voltaje constante (CV),
que tengan un receptáculo de 14 patillas.
mig 9/99 / 800 357-B
OM-405 Página 47
Page 52

12-3. Fijaciones de control para un proceso de MIG típico
Notese
Estas fijaciones son recomendaciones solamente. El material y el tipo de alambre,
el diseño de la unión, cuan cerca está la una parte de la otra, la posición, el gas
protectivo etc. afectan las fijaciones. Siempre haga pruebas de soldadura para
asegurarse que cumplen con las especificaciones.
El grosor del material determina los
parámetros de soldadura
Tamaño de
Alambre
0.030 pulg.
0.035 pulg.
0.045 pulg.
Recomendación
Tamaño de
Alambre
0.030 pulg.
0.035 pulg.
0.045 pulg.
0.035 pulg.
2 pulg. por amperio
1.6 pulg. por amperio
1 pulg. por amperio
1/8 o
0.125 pulg.
Gama de Amperaje
40 − 145 A
50 − 180 A
75 − 250 A
Velocidad del
Alambre (Aprox.)
2 x 125 A = 250 pulg. ppm
1.6 x 125 A = 250 pulg. ppm
1 x 125 A = 250 pulg. ppm
Convierta el Grosor del
Material a Amperaje (A)
(.001 pulg. = 1 amperio)
.125 pulg. = 125 A
Seleccione el Tamaño del Alambre
Seleccione la Velocidad del
Alambre (Amperaje)
125 A está basado en un grosor
de material de 1/8 pulg.
ppm = pulgadas por minuto
Voltaje bajo: el alambre se choca con el trabajo
Voltaje alto: arco es inestable (salpicadura)
Fije el voltaje en el punto de la mitad entre voltaje alto/bajo
La velocidad de alimentación del alambre controla la
penetración de la soldadura (velocidad de alambre =
taza de quema del alambre)
El voltaje controla el alto y el ancho del cordón de
soldadura
Seleccione el Voltaje
800 354
OM-405 Página 48
Page 53

12-4. Como sostener y posicionar la antorcha de soldar
Notese
5
90° 90°
El alambre de soldadura está energizado cuando se presiona el gatillo de la
antorcha. Antes de bajar la careta y presionar el gatillo, asegúrese que no haya
más de 1/2 pulg. (13 mm.) de alambre afuera de la boquilla y que la punta del
alambre esté posicionada correctamente en la unión que va a soldarse.
1 T ome la Antorcha en sus
1
2
4
0°-15°
3
Manos y el Dedo Cerca del
Gatillo
2 Trabajo
3 Grampa de Trabajo
4 Extensión del Electrodo
(Stickout) 6 a 13 mm (1/4 a
1/2 pulg)
5 Sostenga la Antorcha con la
Otra Mano y Descance su
Mano Sobre la Pieza de
Trabajo
de un extremo de un lado
SUELDAS CON RANURAS
45°
45°
de un extremo de un lado
SUELDAS DE FILETE
Angulo de la antorcha vistoAngulo de trabajo visto
0°-15°
Angulo de la antorcha vistoAngulo de trabajo visto
S-0421-A
OM-405 Página 49
Page 54

12-5. Condiciones que afectan la forma del cordón de suelda
Notese
La forma del cordón de suelda depende en el ángulo de la antorcha, dirección de
avance, extensión del electrodo (stickout), velocidad de avance, grosor del
material base, velocidad de alimentación del alambre (corriente de suelda), y
voltaje.
10°
Empuje
Perpendicular
ANGULOS DE LA ANTORCHA Y PERFILES DEL CORDÓN DE SOLDADURA
10°
Arrastre
LargoCorto Normal
EXTENSIÓN DEL ELECTRODO (STICKOUT)
LargoCorto Normal
CANTIDAD DE ALAMBRE QUE DEBE DE SALIR DE LA
BOQUILLA PARA SUELDAS DE FILETE (STICKOUT)
RápidoLento Normal
VELOCIDAD DE LA ANT ORCHA
S-0634
OM-405 Página 50
Page 55

12-6. Movimiento de la antorcha durante la suelda
Notese
Normalmente un cordón tipo cuenta es satisfactorio para las uniones estrechas de
ranura. Sin embargo, para ranuras anchas o si hay que hacer un puente en un
espacio más ancho, es mejor hacer un cordón de vaivén o varios pases.
1 2
3
12-7. Características malas de un cordón de soldadura
1
2
4
3
1 Cordón de Cuenta −
Movimiento Constante a lo
Largo de la Costura
2 Cordón de Vaivén −
Movimiento de Lado a Lado a
lo Largo de la Costura
3 Patrones de Vaivén
Use patrones de vaivén para cubrir
una área ancha en un solo paso del
electrodo.
S-0054-A
1 Depositos de Salpicadura
Grandes
2 Cordón Aspero − No
uniforme
3 Pequeño Cráter Debajo la
Suelda
4 Recubrimiento Malo
5 Poca Penetración
5
12-8. Características buenas de un cordón de soldadura
1
2
4
3
5
S-0053-A
1 Salpicadura Fina
2 Cordón Uniforme
3 Crater Moderado Durante la
Suelda
Suelde u n nuevo cordón o nivel por
cada grosor de 3.2 mm (1/8 pulg) en
los metales que están soldándose.
4 No Recubrimiento
5 Penetración Dentro del
Material Base
S-0052-B
OM-405 Página 51
Page 56

12-9. Soluciones a problemas de soldadura − excesiva salpicadura
.
Mucha Salpicadura − pedazos de metal derritido que se
enfrían cerca del cordón de suelda.
Causas Posibles Acción Correctiva
Velocidad de alimentación muy alta. Seleccione una velocidad de alimentación más lenta.
Voltaje muy alto. Seleccione un voltaje más bajo.
Extensión del electrodo (stickout) muy largo. Use una extensión del electrodo (stickout) más corta.
S-0636
Piesa de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad de la superficie al
No hay suficiente gas protectivo cerca del
arco de suelda.
Alambre de suelda sucio.
soldarse.
Incremente el flujo del gas protectivo en el regulador y − o prevenga viento o brisa cerca del arco
de suelda.
Use alambre limpio y seco.
No permita que el alambre de suelda recoja aceite o lubricantes del alimentador o forro interno de
la antorcha.
12-10. Soluciones a problemas de soldadura − porosidad
Porosidad − Pequeñas cavidades o huecos que resultan de
atrapamiento de gas dentro del material de suelda.
S-0635
Causas Posibles Acción Correctiva
No hay suficiente gas protectivo en el arco
Increase flow of shielding gas at regulator/flowmeter and/or prevent drafts near welding arc.
Quite salpicadura de la boquilla de la antorcha.
Chequee que no haya escapes en la manguera.
Ponga la boquilla a 6−13 mm (1/4 a 1/2 pulg) de distancia del trabajo.
Mantenga la antorcha cerca del cordón al fin de la suelda hasta que el metal derritido se
solidifique.
Mal gas. Use gas protectivo de pureza de soldar; cambie a otro gas.
Alambre de Suelda Sucio.
Trabajo Sucio.
El alambre se extiende demasiado fuera de
la boquilla.
OM-405 Página 52
Use alambre seco y limpio.
Elimine el levantar de lubricante o aceite con el alambre de suelda del alimentador o forro interno
de la antorcha.
Quite grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad en la superficie antes
de soldarse.
Use un alambre de suelda con más agentes oxidantes (contacte a su proveedor).
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
Page 57

12-11. Soluciones a problemas de soldadura − penetración excesiva
Penetración Excesiva − el material de suelda está derritiéndose
a través del material base y colgándose debajo de la suelda.
Penetración Excesiva
Causas Posibles Acción Correctiva
Buena Penetración
S-0639
Aporte de calor excesivo.
Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación.
Incremente la velocidad de avance.
12-12. Soluciones a problemas de soldadura − falta de penetración
Falta de Penetración − fusión poco profunda
entre el metal de suelda y el metal base.
Buena PenetraciónFalte de Penetración
Causas Posibles Acción Correctiva
Preparación inapropiada de la unión. El material es muy grueso. La preparación de la unión y diseño deben de permitir acceso a la parte
Tecnica de suelda inapropiada.
No hay suficiente aporte de calor.
más baja de la ranura mientras se mantenga la extensión de alambre apropiada y las características
del arco.
Mantenga un ángulo de la antorcha normal de 0 a 15 grados para conseguir máxima penetración.
Mantenga el arco en el filo frontal del charco de suelda.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
Seleccione una velocidad de alimentación más rápida o seleccione una gama de voltaje más alto.
Reduzca la velocidad de avance.
S-0638
12-13. Soluciones a problemas de soldadura − fusión incompleta
Fusión Incompleta − el hecho que el alambre de suelda no se pegue
completamente con el material base o un cordón de suelda que lo
precede.
S-0637
Causas Posibles Acción Correctiva
Pieza de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos o suciedad de la superficie
No hay suficiente calor. Seleccione un voltaje más alto o ajuste la velocidad de alimentación.
Técnica de suelda inapropiada.
al soldarse.
Ponga cordón de cuenta en el lugar exacto de la comisura.
Ajuste el ángulo de trabajo o enanche la comisura para tener acceso a la parte más baja mientras
suelda.
Momentariamente sostenga el arco al lado de la ranura cuando se usa una técnica de vaivén.
Mantenga el arco en el filo de avance del charco de suelda.
Use el ángulo correcto de la antorcha de 0 a 15 grados.
OM-405 Página 53
Page 58

12-14. Soluciones a problemas de soldadura − hacer hueco
Hacer Hueco − el material de suelda está derritiéndose completamente a través del material base resultando en huecos donde no
queda ningún metal.
Causas Posibles Acción Correctiva
S-0640
Aporte de calor excesivo.
Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación.
Incremente y/o mantenga una velocidad de avance constante.
12-15. Soluciones a problemas de soldadura − cordón en forma de olas
Cordón e n forma de Olas − el material de suelda que no está paralelo
y no cubre la unión formada por el material base.
Causas Posibles Acción Correctiva
El alambre de suelda se extiende mucho
más allá de la boquilla.
Mal pulso. Soporte su mano en una superficie sólida o use ambas manos.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
12-16. Soluciones a problemas de soldadura − distorción
Distorción − contracción del metal de suelda durante la sol-
El metal base se mueve
en la dirección del
cordón de suelda.
dadura que forza que el metal base se mueva.
S-0641
S-0642
Causas Posibles Acción Correctiva
Aporte de calor excesivo.
Use restricción (grampa) para sostener el material base en su posición.
Haga soldaduras de clavo en la unión antes de comenzar a soldar.
Seleccione una gama de voltaje más bajo o reduzca la velocidad de alimentación.
Incremente la velocidad de avance.
Suelda en segmentos pequeños y permita que haya enfriamiento entre sueldas.
OM-405 Página 54
Page 59

12-17. Gases más comunes para protección de soldadura MIG
Este es una tabla general de los gases comunes y donde se los usa. Muchas combinaciones diferentes (mezclas) de
gases protectivos se han desarrollado a través de los años. Los gases protectivos que se usan más comúnmente, son
los que están enlistados en la tabla que sigue.
Aplicación
Gas Chorro Sobre
Argón
Argón + 1% O
Argón + 2% O
Argón + 5% O
Argón + 8% CO
2
2
2
2
Argón + 25%
CO
2
Argón + 50%
CO
2
CO
2
Helio
Argón + Helio
Acero
Filetes Planos y
Horizontales
Filetes Planos y
Horizontales
Filetes Planos y
Horizontales
Filetes Planos y
Horizontales
Filetes Planos y
Horizontales
Filetes Planos y
Horizontales
5
5
5
5
1
1
Corto Circuito
Sobre Acero
Todas las
Posiciones
Todas las
Posiciones
Todas las
Posiciones
Todas las
Posiciones
Chorro Sobre
Acero Inoxidable
Filetes Planos y
Horizontales
Filetes Planos y
Horizontales
5
5
Corto Circuito en
Acero Inoxidable
Todas las
Posiciones
3
Chorro Sobre
Aluminio
Todas las
Posiciones
Todas las
Posiciones
Todas las
Posiciones
Sobre Aluminio
5
2
2
Corto Circuito
Todas las
Posiciones
4
Tri-Mix
1 Transferencia Globular
2 Grosores muy Pesados
3 Soldadura de Un Solo Pase
4 90% HE + 7-1/2% AR + 2-1/2% CO
2
5 También para Soldadura MIG Pulsada, toda Posición
Todas las
Posiciones
OM-405 Página 55
Page 60

SECCION 13 − LISTA DE PARTES
Los herrajes son de tipo común
y no están disponibles a no s e r
que se los enliste.
17
18
24
25
23
14
6
13
15
16
22
19 − Ilus. 13-2
21
20
12
11
10
9
8
7
33
32
31
26
27
28
29
30
5
4
3
2
1
OM-405 Página 56
50
44
45
46
45
44
47
43
42
48
41
49
Ilus. 13-3 − 40
Ilustración 13-1. Ensamblaje principal
35
36
38
37
39
ST-801 742-M
Page 61

Part
Dia.
Item
ty
No.
Mkgs.
No.
Description
Ilustración 13-1. Ensamblaje principal
1 181 881 GROMMET, neck filler 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 166 608 CAP, tank screw-on w/vent 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 200 795 LABEL, label,warning gen. precautionary csa 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 211 527 PIPE, exhaust elbow 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 205 609 PIPE, exhaust elbow (stainless) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 +205 762 COVER, top 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 182 365 PANEL, rear upper 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 201 278 TANK, fuel 10gal 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
187 502 FITTING, stand pipe hose 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
124 253 BUSHING, fuel tank 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
182 922 BUSHING, fuel tank 1.210 ID 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
182 925 GAUGE, fuel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
213 851 KIT, service fuel gauge/bushing 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 215 985 FILTER KIT, fuel w/clamps 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 R2 200 518 RESISTOR, WW fxd 225W 3.15 ohm w/2.85 Ta 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 205 736 UPRIGHT, base 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 205 734 SEAL, weather lift eye 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 186 667 PANEL, rear lower 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 209 057 CLAMP, muffler 1.625 Dia. U-Pld 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 215 939 LABEL, engine maintenance 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 +198 552 ENGINE, gas elec start (Kohler) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 183 435 MUFFLER 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
189 477 MUFFLER GASKET 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
165 271 VALVE, oil drain 3/8-18NPFT 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17 TS1 199 530 SOLENOID, idle 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BRACKET, mtg solenoid (see engine parts list) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F6 *021 718 FUSE, mintr gl 30A, 32V 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
S5 162953 SWITCH, oil pressure kit 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D8 070 250 DIODE, Rect 3. A 600v Axial Lead *None Reel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18 165 271 VALVE, oil drain 3/8-18NPTF (included w/engine) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
180 096 TUNE UP & FILTER KIT, (Kohler) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
066 698 OIL FILTER 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
215 985 FILTER/CLAMPS, fuel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
067 272 ELEMENT, air cleaner 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
067 273 AIR FILTER, wrapper 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
067 007 SPARK PLUG 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
147 551 TOOL, puller rotor 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
177 126 TOOL, puller rotor (adapter used w/ tool 147 551 on Kohler engines) 1. . . . . . . . . . . . . . . . . . . . . . . .
19 Ilustración 13-2 GENERATOR 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20 173 043 BRACKET, mtg engine 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 217 848 CABLE, bat neg 15.000 No 4 AWG w/clamp & .343 rng 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
172 669 CABLE, cable, bat neg 11.000 (engine block to case) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22 182 935 HOLD DOWN, battery 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23 +201 174 DOOR, access battery 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24 168 385 LABEL, warning battery 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 219 811 CABLE, bat pos 25.000 No 4 AWG w/clamp & .312 rng 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26 168 037 BATTERY, stor 12V 415crk 95rsv GP58 dry 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27 201 280 P AN, base 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28 197 930 LABEL, warning do not weld on base 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29 181 057 COVER, base 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30 183 771 STAB/REACTOR ASSEMBLY 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31 AC-Z 176 301 REACTOR 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32 DC-Z 183 179 STABILIZER 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
164 920 BRACKET, mtg stab/reactor 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33 182 928 BRACKET, mtg generator 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34 Deleted. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35 1T 172 661 BLOCK, term 20A 8P 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36 173 734 LINK, jumper 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
OM-405 Page 57
Quanti
Page 62

Part
Dia.
Item
No.
ty
Mkgs.
No.
Description
Quanti
Ilustración 13-1. Ensamblaje principal (continuado)
37 SR1 192 682 RECTIFIER, si 1 ph 240A 400PIV 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
38 172 625 BRACKET, mtg rec/comp 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
39 180 628 PANEL, front lower 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
40 Ilustración 13-3 PANEL, front w/components 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
41 CT1 201 784 TRANSFORMER, current sensing 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
42 177 136 CLAMP, capacitor 1.375dia clip 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
43 C1 210 639 CAPACITOR, elctlt 1500 uf 75 vdc can 1.40 dia 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
44 172 731 HOLDER, fuse mintr 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
45 F1, F2 *169 296 FUSE, mintr gl 25A 125V 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46 SR2, SR3 035 704 RECTIFIER, integ bridge 40A 800V 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
47 D4 135 184 DIODE BOARD 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
48 182 367 PANEL, side RH 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
RC4 116 045 CONNECTOR & PINS 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
49 182 366 PANEL, side LH 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
50 192 042 LABEL, warning engine fuel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
207 501 LABEL KIT, Kohler 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
167 640 CONNECTOR, pins/soc 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
RC6 168 844 CONNECTOR, rect 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
RC7 CONNECTOR, part of TS1 (see engine parts list) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PLG5 116 045 CONNECTOR & PINS 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PLG6 136 810 CONNECTOR & PINS 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PLG7 CONNECTOR, (see engine parts list) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
RC5 CONNECTOR, (see engine parts list) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
+When ordering a component originally displaying a precautionary label, the label should also be ordered. Order labels individually or as part of label kit 207504.
♦Optional
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
5
4
1
6
2
8
12
OM-405 Página 58
9
10
11
Ilustración 13-2. Generator
7
Ref. 183 480-D
Page 63

Part
Item
No.
ty
No.
Description
Quanti
Ilustración 13-2. Generator (Ilustración 13-1 Item 19)
1 +216 625 GENERATOR ASSEMBLY, front (consisting of) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 183 419 O−RING, 1.984 Id X .139 Cs 70 Duro Viton 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 Deleted. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 013 367 LABEL, Warning Moving Parts Can Cause Serious Etc 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 185 148 HOUSING, Generator Rear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 186 083 SCREW, 437−14x1.75 Hexwhd.93d Gr8 Pld 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 203 195 ROTOR, Generator (consisting of) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 181 134 FAN, Rotor Gen 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 181 143 BEARING, Ball Rdl Sgl Row .984 X 2.047 X .59 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 205 725 BRUSHHOLDER ASSY, Generator 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 142 156 SCREW, 375−16x1.75 Hexwhd.81d Gr8 Pld 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 136 343 SCREW, K50x 20 Pan Hd−phl Stl Pld Pt Thread Forming 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
24
23
25
22
1
2
26
21
3
19
4
17
18
28
5
6
7
27
14
13
8
9
10
11
12
16
Ilustración 13-3. Panel, Front w/Components
ST-801 747-D
♦Optional
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-405 Page 59
Page 64

Part
Dia.
Item
No.
ty
Mkgs.
No.
Description
Quanti
Ilustración 13-3. Panel, Front w/Components (Ilustración 13-1 Item 40) (contiuado)
1 S1 184 754 SWITCH, polarity 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 NAMEPLATE (order by model and serial number) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 207 845 PANEL, front 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 ♦207 846 PANEL, front (w/GFCI/CSA receptacle option) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 186 058 COVER, dust 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 S3 183 148 SWITCH, selector 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 PC1 201 936 MODULE, pull to idle 5 pin 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 R1 207 177 RHEOSTAT, WW 150W 14 ohm 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 S2 207 110 SWITCH, ignition 4 position w/out handle 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 RC2,3 141 432 RECEPTACLE, str dx grd 2P3W 20A 125VAC 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 GFCI 2,3 ♦151 981 RECEPTACLE, str dx grd 2P3W 15/20A 125VAC GFCI 2. . . . . . . . . . . . . . . . . . . . .
10 CB1,2 195 955 CIRCUIT BREAKER, 1P 50A 125VAC 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 CB1 ♦♠218 591 CIRCUIT BREAKER, man reset 2p 50a 240vac screw−90 (CSA) 1. . . . . . . . . . . . . . . .
♦202 631 COVER, circuit breaker (CSA) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
♦202 630 BRKT, mtg ckt breaker cover (CSA) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 CB3,4 093 996 CIRCUIT BREAKER, 1P 20A 250VAC 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 CB3,4 ♦093 995 CIRCUIT BREAKER, 1P 15A 250VAC 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 HM 145 247 METER, hour 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 203 993 CONTROL, push/pull snap−in 36.000 w/1.750 extension 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 207 073 LEVER, switch 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 Deleted. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 Work, Elect 099 255 TERMINAL, pwr output 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17 083 030 STUD, brs .250-20 x 1.750 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18 010 915 WASHER, flat .250 ID brs 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19 601 836 NUT, .250-20 brs 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20 159 921 BEZEL 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 147 195 NUT, .375-27 nyl 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22 RC1 182 954 RECEPTACLE, str 3P4W 50A 125/250VAC 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
119 172 PLUG, str 50A 125/250V. . . . . . . . . . . . . . . . . . . . . . .
23 ♦188 039 COVER, receptacle 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24 207 074 HANDLE, switch 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
136 343 SCREW, K50x 20 Pan Hd−phl Stl Pld Thread Forming (For Switch) 2. . . . . . . . . . . . . . . . . . . . . . . . . .
25 207 077 KNOB, pointer 1.625 dia. push on 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26 200 532 LABEL, warning CSA circuit breaker 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27 602 207 WASHER, lock .255idx0.489odx.062t stl pld split.250 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28 163 167 WASHER, lock .254idx0.489odx.062t sst split.250 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
OM-405 Página 60
Page 65

Apuntes
Page 66

Apuntes
Page 67

¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
Efectivo 1 enero, 2003
(Equipo equipo con el número de serie que comienza con las letras “LC” o
más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de
abajo, la compañía MILLER Mfg. Co., Appleton, Wisconsin,
garantiza al primer comprador al por menor que el equipo de
MILLER nuevo vendido, después de la fecha efectiva de esta
garantía está libre de defectos en material y mano de obra al
momento que fue embarcado desde MILLER. EST A GARANTÍA
EXPRESAMENTE TOMA EL LUGAR DE CUALQUIERA OTRA
GARANTÍA EXPRESADA O IMPLICADA, INCLUYENDO
GARANTÍAS DE MERCA N TABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente
garantizado que fallen debido a tales defectos en material o
mano de obra. MILLER debe de ser notificado por escrito dentro
de 30 días de que este defecto o falla aparezca, el cual será el
momento cuando MILLER dará instrucciones en el
procedimiento para hacer el reclamo de garantía que se debe
seguir.
MILLER aceptará los reclamos de garantía en equipo
garantizado que aparece abajo en el evento que tal falla esté
dentro del periodo de garantía. El período de garantía comienza
la fecha que el equipo ha sido entregado al comprador al por
menor, o un año después de mandar el equipo a un distribuidor
en América del Norte o dieciocho meses después de mandar el
equipo a un distribuidor internacional.
1. 5 años piezas − 3 años mano de obra
* Rectificadores principales de potencia originales
* Inversora (solamente los rectificadores de entrada y
salida)
2. 3 años piezas − y mano de obra
* Fuentes de poder transformador/rectificador
* Fuentes de poder para cortar por plasma
* Alimentadores (devanadores) de alambre
automáticos y semiautomáticos
* Fuentes de poder inversoras
* Intellitig
* Maxstar 150
* Generadores de soldadura impulsados a motor
(NÓTESE: los motores son garantizados
separadamente por el fabricante del motor).
3. 1 año, piezas y mano de obra a no ser que se especifique
* Alimentador de alambre DS-2
* Antorchas impulsadas a motor (c/excepción del
Spoolguns)
* Controladores de proceso
* Posicionadores y controladores
* Dispositivos automáticos de movimiento
* Controles de pie RFCS
* Fuentes de poder IHPS
* Sistemas enfriados por agua
* Calibradores y reguladores de flujo (sin mano de
obra).
* Unidades de alta frecuencia
* Resistencias
* Maxstar 85, 140
* Soldadoras de punto
* Bancos de carga
* Racks
* Remolques/carros de ruedas
* Antorchas de cortar por Plasma (con la excepción
de los modelos APT y SAF)
* Opciones de campo
(NÓTESE: Opciones de campo está cubiertas por la
garantía True Blue por el período de tiempo que
quede de garantía en el equipo en los cuales estén
instalados, o por un mínimo de un año − cualquiera
que fuera más largo).
4. 6 meses − baterías
5. 90 Días piezas − Spoolmate 185
* Antorchas MIG/antorchas TIG
* Bobinas y cobijas para calentar por inducción
* Antorchas de cortar por Plasma APT y SAF
* Controles remotos
* Juegos de accesorios
* Piezas de reemplazo (sin mano de obra)
* Spoolmate Spoolguns
* Cubiertas de lone
sea expresadas o supuestas.
La garantía True Blue de MILLER no aplicará a:
1. Componentes consumibles; tales como tubos de
contacto, boquillas de cortar, contactores,
relevadores, escobillas, anillos colectores o partes que
se gastan bajo uso normal. (Excepción: escobillas,
anillos colectores y relevadores están cubiertos en los
modelos Bobcat, Trailblazer, y Legend.)
2. Artículos entregados por MILLER pero fabricados por
otros, como motores u otros accesorios. Estos artículos
están cubiertos por la garantía del fabricante, si alguna
existe.
3 Equipo que ha sido modificado por cualquier persona que
no sea MILLER o equipo que ha sido instalado
inapropiadamente, mal usado u operado inapropiadamente
basado en los estándares de la industria, o equipo que no
ha tenido mantenimiento razonable y necesario, o equipo
que ha sido usado para una operación fuera de las
especificaciones del equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y
DIRIGIDOS PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS
ENTRENADAS Y CON EXPERIENCIA EN EL USO Y
MANTENIMIENTO DE EQUIPO DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER
(1) reparación, o (2) reemplazo o cuando autorizado por MILLER
por escrito en casos apropiados, (3) el costo de reparación y
reemplazo razonable autorizado por una estación de servicio de
MILLER o (4) pago o un crédito por el costo de compra (menos
una depreciación razonable basado en el uso actual) una vez
que la mercadería sea devuelta al riesgo y costo del usuario. La
opción de MILLER de reparar o reemplazar será F.O.B. en la
fábrica en Appleton, Wisconsin o F.O.B. en la facilidad de
servicio autorizado por MILLER y determinada por MILLER. Por
lo tanto, no habrá compensación ni devolución de los costos de
transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO MILLER
SERÁ RESPONSABLE POR DAÑOS DIRECTOS,
INDIRECTOS, ESPECIALES, INCIDENTALES O DE
CONSECUENCIA (INCLUYENDO LA PÉRDIDA DE
GANANCIA) YA SEA BASADO EN CONTRATO, ENTUERTO O
CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE
AQUÍ Y CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER
REMEDIO POR HABER ROTO EL CONTRATO, ENTUERTO O
CUALQUIER OTRA TEORÍA LEGAL, LA CUAL, QUE NO
FUERA POR E S TA PROVISIÓN, PUDIERAN APARECER POR
IMPLICACIÓN, OPERACIÓN DE LA LEY. COSTUMBRE DE
COMERCIO O EN EL CURSO DE HACER UN ARREGLO,
INCLUYENDO CUALQUIER GARANTÍA IMPLICADA DE
COMERCIALIZACIÓN, O APTITUD PARA UN PROPÓSITO
PARTICULAR CON RESPECTO A CUALQUIER Y TODO EL
EQUIPO QUE ENTREGA MILLER, ES EXCLUIDA Y NEGADA
POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera
que la limitación de arriba o exclusión, es posible que no aplique
a usted. Esta garantía da derechos legales específicos, y otros
derechos pueden estar disponibles, pero varían de estado a
estado.
En Canadá, la legislación de algunas provincias permite que
hayan ciertas garantías adicionales o remedios que no han sido
indicados aquí y al punto de no poder ser descartados, es
posible que las limitaciones y exclusiones que aparecen arriba,
no apliquen. Esta garantía limitada da derechos legales
específicos pero otros derechos pueden estar disponibles y
estos pueden variar de provincia a provincia.
La garantía original está escrita en términos legales en inglés.
En caso de cualquier reclamo o mala interpretación, el
significado de las palabras en inglés, es el que rige.
miller_warr_spa 8/03
Page 68

Archivo de Dueño
Por favor complete y retenga con sus archivos.
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Recursos Disponibles
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor
para:
Para localizar al Distribuidor más cercano
llame a 1-800-4-A-MILLER
(EE.UU. y Canada solamente) o
visite nuestro lugar en la red mundial
www.MillerWelds.com
Comuníquese con su transportista
para:
Por ayuda en registrar o arreglar una queja,
comuníquese con su Distribuidor y/o el Departamento de Transporte del Fabricante del
equipo.
Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Partes de Reemplazo
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes )
Dibujos Esquemáticos
Libros de Procesos de Soldar
Poner una queja por perdida o daño durante el embarque.
Miller Electric Mfg. Co.
An Ill inoi s Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquart ers− USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
European Headquart ers −
United Kingdom
Phone: 44 (0) 1204-593493
FAX: 44 (0) 1204-598066
www.MillerWelds.com
IMPRESO EN EE.UU. 2004 Miller Electric Mfg. Co. 1/03
 Loading...
Loading...