

Migatronic ZETA 60, ZETA 100 Instruction Manual
ZETA 60/100
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d’instruction
Bruksanvisning
Käyttöohje
Manuale d’istruzione
Gebruikershandleiding
Manual de instrucciones
Руководство по эксплуатации
Instrukcja obsługi
Valid from 2016 week 34 50114757 C

EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: ZETA 60
As of Week 02 2013
Type: ZETA 100
As of Week 02 2013
conforms to directives 2014/35/EU
2014/30/EU
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 20.04.2016
Mads Prebensen
CEO
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our plasma cutting torches
Type: PT 100
As of Week 02 2013
conforms to directives 2014/35/EU
2014/30/EU
2011/65/EU
European Standards: EN/IEC60974-7
Issued in Fjerritslev 20.04.2016
Mads Prebensen
CEO

DK – INDHOLDSFORTEGNELSE - Maskinprogram / Hvad er plasmaskæring ................................................................... 5
- Ibrugtagning .................................................................................................................. 5
- Betjeningsvejledning ..................................................................................................... 7
- Tekniske data ................................................................................................................ 8
- Kredsløbsdiagrammer ......................................................................................... 49 - 50
- Reservedelsliste
GB – CONTENTS - Machine programme / What is plasma cutting ............................................................ 9
- Initial instructions ........................................................................................................... 9
- Control unit .................................................................................................................. 11
- Technical data ............................................................................................................. 12
- Circuit diagrams ................................................................................................... 49 - 50
- Spare parts list
D – INHALTSVERZEICHNIS - Produktübersicht / Was ist Plasmaschneiden ........................................................... 13
- Anschluß und Inbetriebnahme ................................................................................... 13
- Kontrolleinheit ............................................................................................................. 15
- Technische Daten ....................................................................................................... 16
- Koppeldiagramme ................................................................................................ 49 - 50
- Ersatzteilliste
F – TABLE DES MATIERES - Programme de la machine / Définition de la découpe au plasma ............................ 17
- Instructions préalables ................................................................................................ 17
- Unité de commande .................................................................................................... 19
- Caractéristiques techniques ....................................................................................... 20
- Schémas de connexion ....................................................................................... 49 - 50
- Liste des pièces de rechange
SE – INNEHÅLLSFÖRTECKNING - Maskinprogram / Vad är plasmaskärning .................................................................. 21
- Igångsättning ............................................................................................................... 21
- Funktionsvägledning ................................................................................................... 23
- Teknisk data ................................................................................................................ 24
- Kretsloppsdiagram ............................................................................................... 49 - 50
- Reservdelslista
FI – SISÄLLYSLUETTELO - Tuoteohjelma / Mitä plasmaleikkaus on ..................................................................... 25
- Käyttöönotto ................................................................................................................ 25
- Ohjausyksikkö ............................................................................................................. 27
- Tekniset tiedot ............................................................................................................. 28
- Kytkentäkaavio ..................................................................................................... 49 - 50
- Varaosaluettelo
I – INDICE - Gamma / Cos’e’ il taglio plasma? ............................................................................... 29
- Istruzioni iniziali ........................................................................................................... 29
- Pannello di controllo.................................................................................................... 31
- Dati tecnici ................................................................................................................... 32
- Schema elettrico .................................................................................................. 49 - 50
- Lista parti di ricambio
NL – INHOUD - Machineprogramma / Wat is plasmasnijden .............................................................. 33
- Aan de slag ................................................................................................................. 33
- Besturingsunit ............................................................................................................. 35
- Technische gegevens ................................................................................................. 36
- Elektrisch schema ................................................................................................ 49 - 50
- onderdelenlijst
ES – CONTENIDO -
Programa de máquina / ¿Qué es un plasma de corte? ............................................ 37
- Instrucciones iniciales ................................................................................................. 37
- Unidad de control ........................................................................................................ 39
- Datos técnicos............................................................................................................. 40
- Diagramas de circuitos ........................................................................................ 49 - 50
- Lista de repuestos
RU – СОДЕРЖАНИЕ - Программа поставки / Что такое плазменная резка ............................................. 41
- Начало работы .......................................................................................................... 41
- Блок управления ....................................................................................................... 43
- Технические данные ................................................................................................. 44
- Схемы цепи ......................................................................................................... 49 - 50
- Список запасных деталей
PL – SPIS TREŚCI - Opis spawarki / Na czym polega cięcie plazmą ...................................................... 45
- Wstępna eksploatacja ................................................................................................ 45
- Jednostka sterowania ................................................................................................ 47
- Dane techniczne ........................................................................................................ 48
- Schemat połączeń .............................................................................................. 49 - 50
- Wykaz części zamiennych

5
MASKINPROGRAM
ZETA 60/100 er en luftkølet plasmaskæremaskine.
Svejseslanger og kabler
Til maskinerne kan MIGATRONIC fra sit produktprogram levere returstrømkabler, sliddele mm.
Transportvogn (ekstraudstyr)
Maskinerne kan leveres med transportvogn.
HVAD ER PLASMASKÆRING
Plasmafysik
Plasmalysbuen er en meget koncentreret lysbue,
der opstår ved, at lysbuen bliver mekanisk
koncentreret og indsnævret igennem et lille
dysehul. Denne indsnævring giver meget høje
temperaturer (over 15000°C) og en meget høj
hastighed. Den høje temperatur gør materialet
flydende, og materialet presses væk af den
kinetiske energi i lysbuen.
En ideel plasmagas er molekylær, har høj
varmeledningsevne, er let at ionisere og har høj
molekylevægt. Trykluft er velegnet som plasmagas,
dog skal brænderen have en særlig udformning,
idet der er ilt i trykluften.
Plasmabrænderen
En plasmabrænder ligner en TIG-svejsebrænder,
hvor der er tilføjet en dyse for at lave en mekanisk
indsnøring af lysbuen.
Elektroden består af kobber, hvori der er indpresset
en hafniumstift. Dysen er udført i kobber.
Der er kun en tryklufttilledning til pistolen, hvor
gassen deles til plasmagas og kølegas. For at
lysbuen kan tændes, udledes en HF-gnist mellem
elektrode og dyse. Derved ioniseres plasmagassen, og pilotlysbuen tændes. Af sikkerhedshensyn, samt for at undgå opvarmning og slitage,
er pilotlysbuetiden begrænset til max. 3 sek.
Når brænderen placeres tæt på skæreemnet, vil
lysbuen blive overført til emnet, pilotlysbuen
slukkes og skæreprocessen starter.
Skæring i metalnet og gittre
Det er nødvendigt at fremføre brænderen konstant
fremad, når lysbuen er overført til skæreemnet, og
skæreprocessen er i gang. Ellers slukkes lysbuen.
Det samme sker, hvis brænderen føres væk fra
svejseemnet.
Hvis det er nødvendigt at skære i metalnet, gitre
eller andre afbrudte materialer, er det nødvendigt at
anvende ”gitter” funktionen. I denne skæreproces
vil maskinen altid have lysbuen tændt. Desværre vil
brænder- og sliddele hurtigere blive brugt, og
skæreprocessen vil nedsættes i hastighed.
IBRUGTAGNING
Nettilslutning
Maskinen skal tilsluttes den korrekte netforsyning iht. det
påsatte typeskilt. Efter montering af netstikket er maskinen klar til brug. Netstikforbindelsen skal foretages af
autoriseret og kvalificeret personale. Tænd og sluk
maskinen ved hjælp af afbryderen på maskinen.
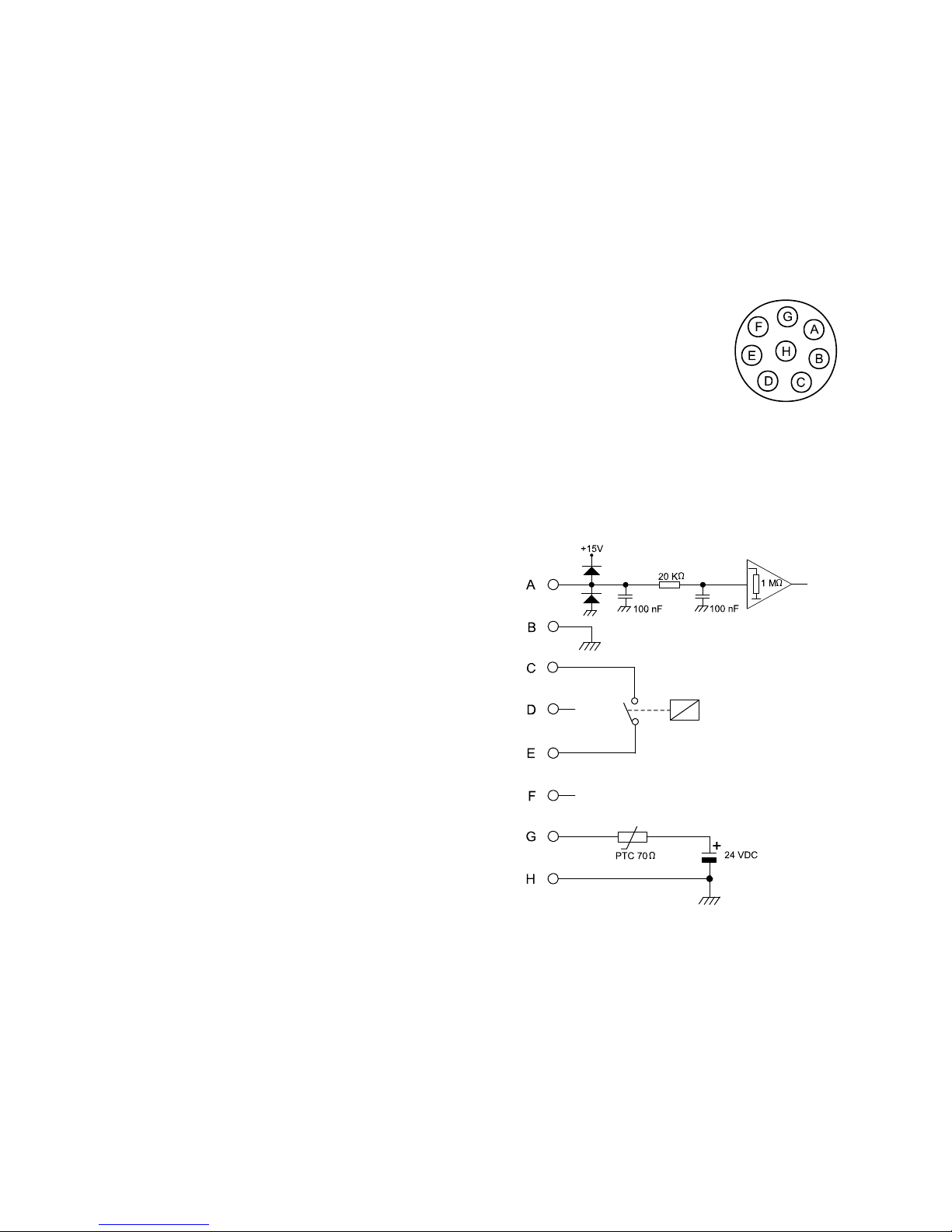
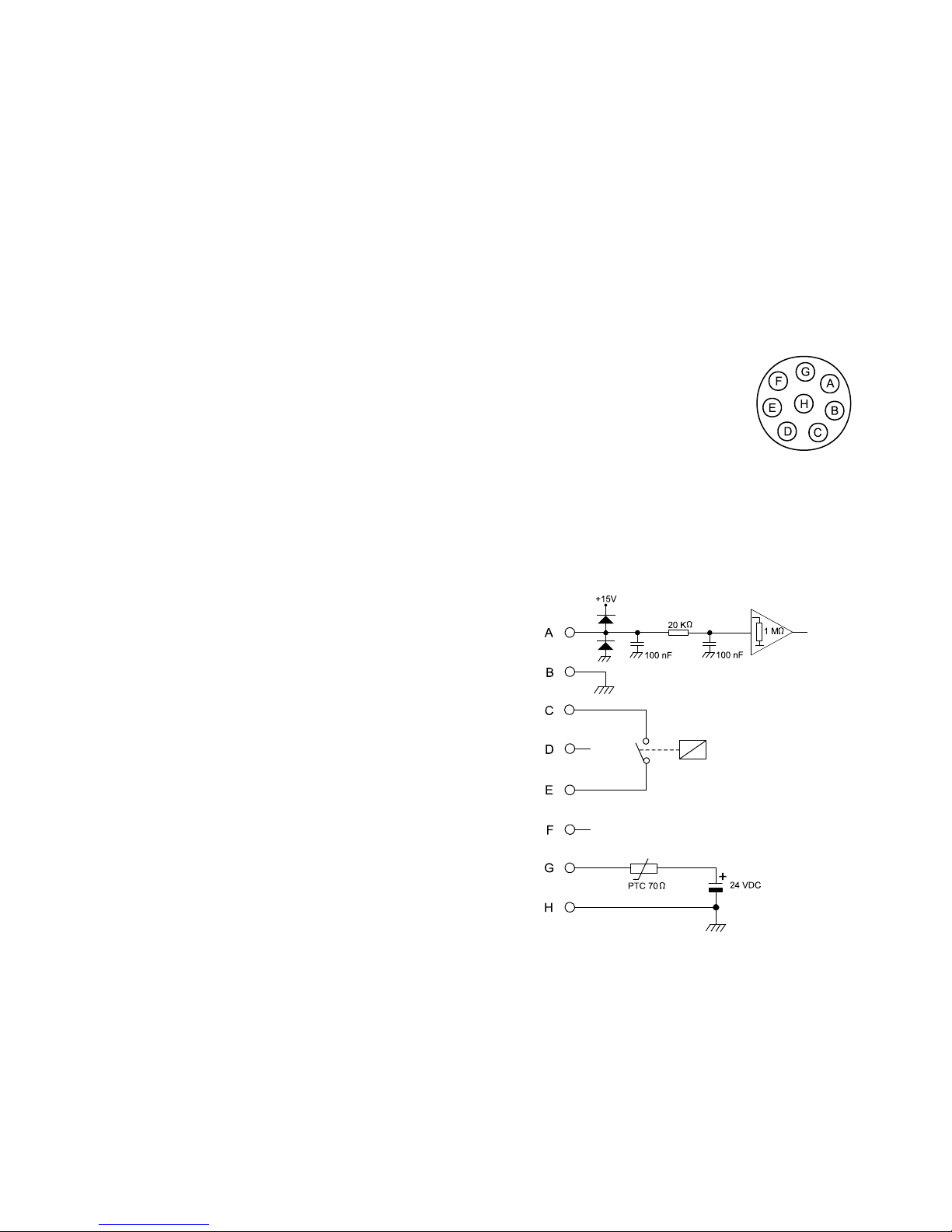
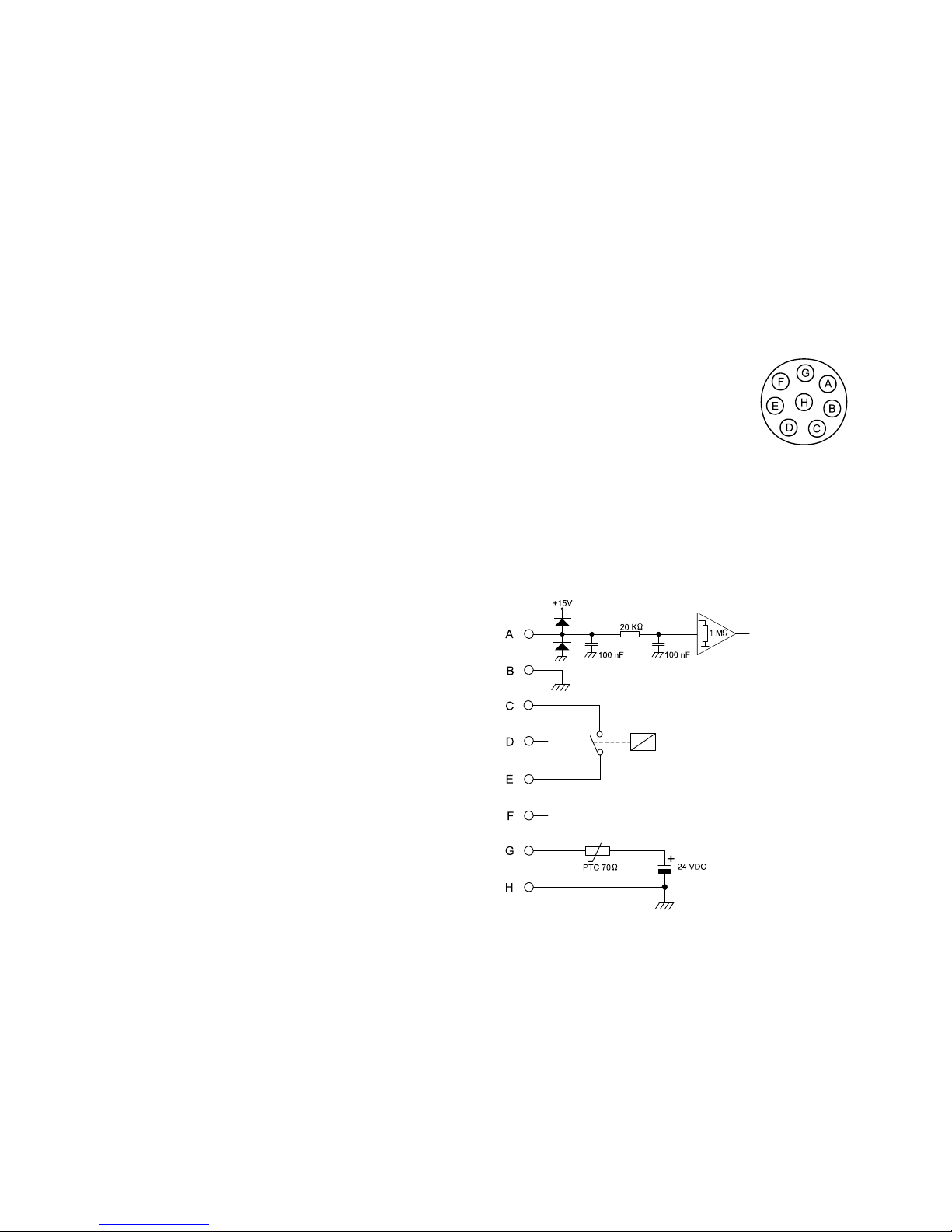
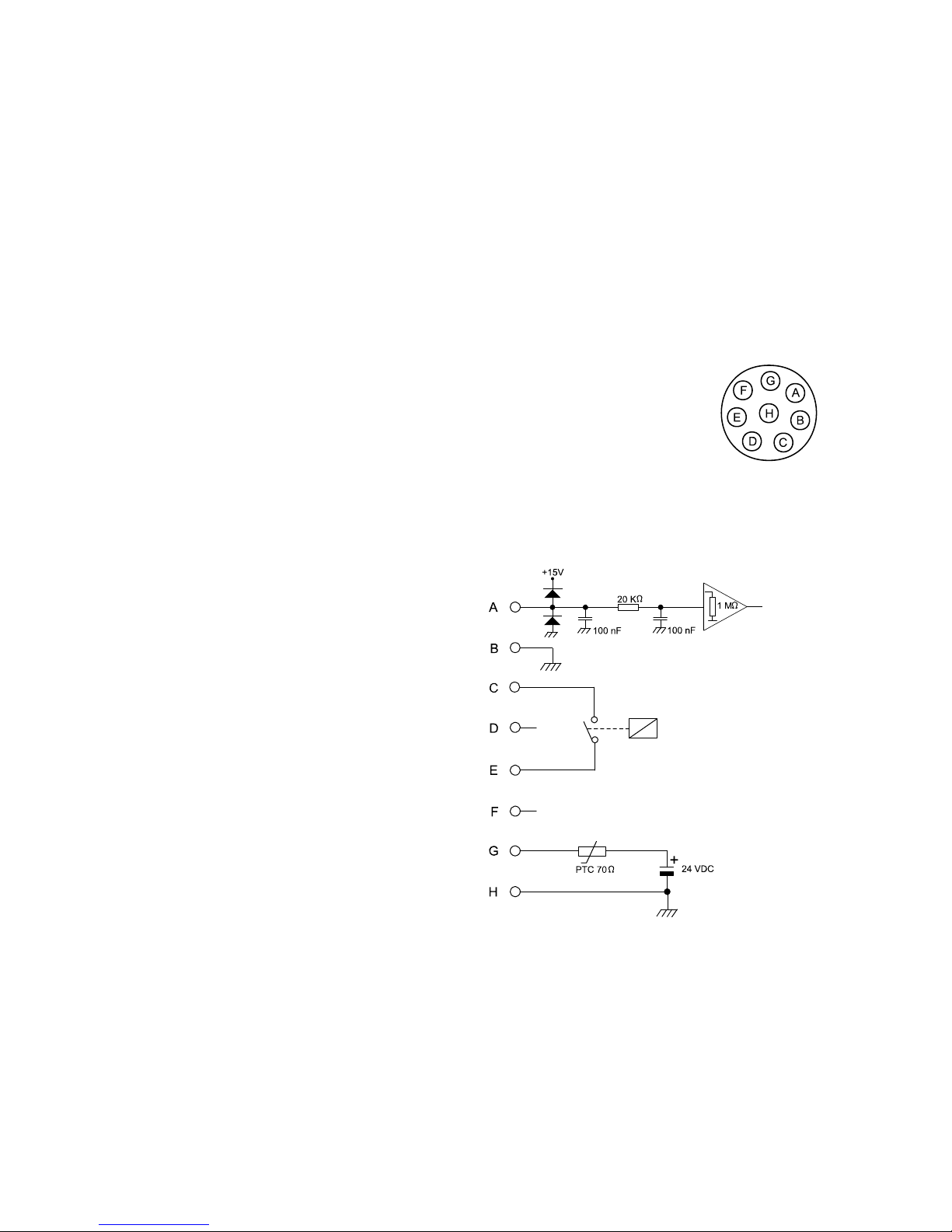
Tilslutning af fjernkontrol (ZETA 100 AUTOMAT)
ZETA 100 til automatbrug kan fjernreguleres via en
fjernkontrol eller en svejseautomat. Fjernkontrolstikket
har terminaler for følgende funktioner:
A: Input-signal for svejsestrøm, 0 –
+10V indgangsimpedans: 1Mohm
B: Signal-nul
C: Output-signal for etableret lysbue
(max. 1A), fuldt isoleret
D: NC
E: Output-signal for etableret lysbue (max. 1A), fuldt
isoleret
F: NC
G: Forsyningsspænding +24VDC. Kortslutningssikret
med PTC modstand (max. 50mA)
H: Forsynings-nul
Generatordrift
Denne svejsemaskine kan anvendes på alle forsyninger,
som afgiver sinusformet strøm og spænding, og som ikke
overskrider de tilladte spændingstolerancer, der er
angivet i de tekniske data.
Motoriserede generatorer, som overholder ovenstående,
kan anvendes som forsyning. Spørg altid
generatorleverandøren til råds før du tilslutter din
svejsemaskine.
MIGATRONIC anbefaler at anvende en generator, der
har elektronisk regulator og som kan levere mindst
1,5 x svejsemaskinens maksimale kVA forbrug.
Garantien bortfalder ved skader, som er opstået på grund
af forkert eller dårlig forsyning.
6
Tryklufttilslutning
Trykluftsslangen skal forbindes bag på strømkilden.
Trykluften skal være ren og tør for at undgå hurtigt slid
på sliddele i brænderen. For at opnå dette kan der
monteres særligt luftfilter. Trykluftsanlægget skal have
en kapacitet på min. 120 l/min ved et tryk på 6-8 bar
på ZETA 60 og min. 180 l/min ved et tryk på 6-8 bar
på ZETA 100. Kompressoren må ikke overstige 8 bar.
ZETA har indbygget trykreduktionsventil og et
manometer.
Indstilling af skæreluft
Maskinen er udstyret med en lufttryksindikator, der
stopper maskinen, hvis indløbstrykket er mindre end
3 bar.
Tænd maskinen
Tryk på ”Lufttest” tasten på betjeningspanelet
(gasventilen åbnes)
Fasthold tasten og juster lufttrykket til 3,5 bar. Luft-
tryksstørrelsen afhænger af materialetype, tykkelse
og strømstyrken. Overstig ikke 6 bar.
Slip tasten
Skæreprocessen
Indstil skærestrømmen i forhold til materialetype og
tykkelse.
Vælg skæremetode: normal eller ”gitter” skæring.
Hold brænderen i afstand fra personer eller objekter
og tryk på brændertasten. Pilotlysbuen tændes.
Placer brænderen tæt på skæreemnet, og lysbuen vil
blive overført. Pilotlysbuen slukkes, hvis brænderen
ikke føres tæt på skæreemnet indenfor 3 sek. efter, at
pilotlysbuen er tændt.
Start skæreprocessen fra den ene ende af skæreemnet for at undgå, at slagger og sprøjt returnerer til
brænderen. Hvis det er nødvendigt at skære i midten
af et emne, skal brænderen hældes. Pilotlysbuen vil
tillade overførsel af lysbuen, selv på beskidte eller
malede overflader.
Skærehastighed
Den korrekte skærehastighed gør det muligt at skære
materialet og fjerne det smeltede materiale fra den
modsatte side af skæreemnet.
Det smeltede materiale vil have et flow på en 10-15
°
hældning på brænderakslen ved den korrekte skærehastighed. Det vil gøre det muligt at opnå rene skærehjørner uden slagger.
For langsom skærehastighed vil udvide skæreområdet, øge varmezonen og efterlade slagger på
skæreområdet.
For høj skærehastighed vil ikke skære igennem
materialet og vil returnere slagger og sprøjt.
Brænderen skal holdes lodret mod svejsemnet under
skæreprocessen.
Fordele ved plasmaskæring
Plasmaskæring giver mange fordele i forhold til
autogenskæring. Smeltebadet er smallere med det
høje indhold af oxygen i autogenskæring, og derved er
det ikke muligt at skære i rustfrit stål. Den høje
temperatur og trykluften fjerner det smeltede materiale
og efterlader rene skæreflader.
Plasmaskæring kan anvendes til alle elektrisk ledede
materialer.
Sliddele
Der er to sliddele i brænderen: elektrode og dyse.
Elektrodens ende af hafnium slides under skæring og
skal udskiftes, når der er 2-3mm tilbage. En udslidt
elektrode gør det vanskeligt at etablere pilotlysbuen,
og vil resultere i en ustabil lysbue og reducere skærekvaliteten.
Dysen skal holdes fri af skæresprøjt, da åbningen
øges og gøres skæv. Derved reduceres skærekvaliteten.
Levetiden er variabel og afhængig af skæreopgaver.
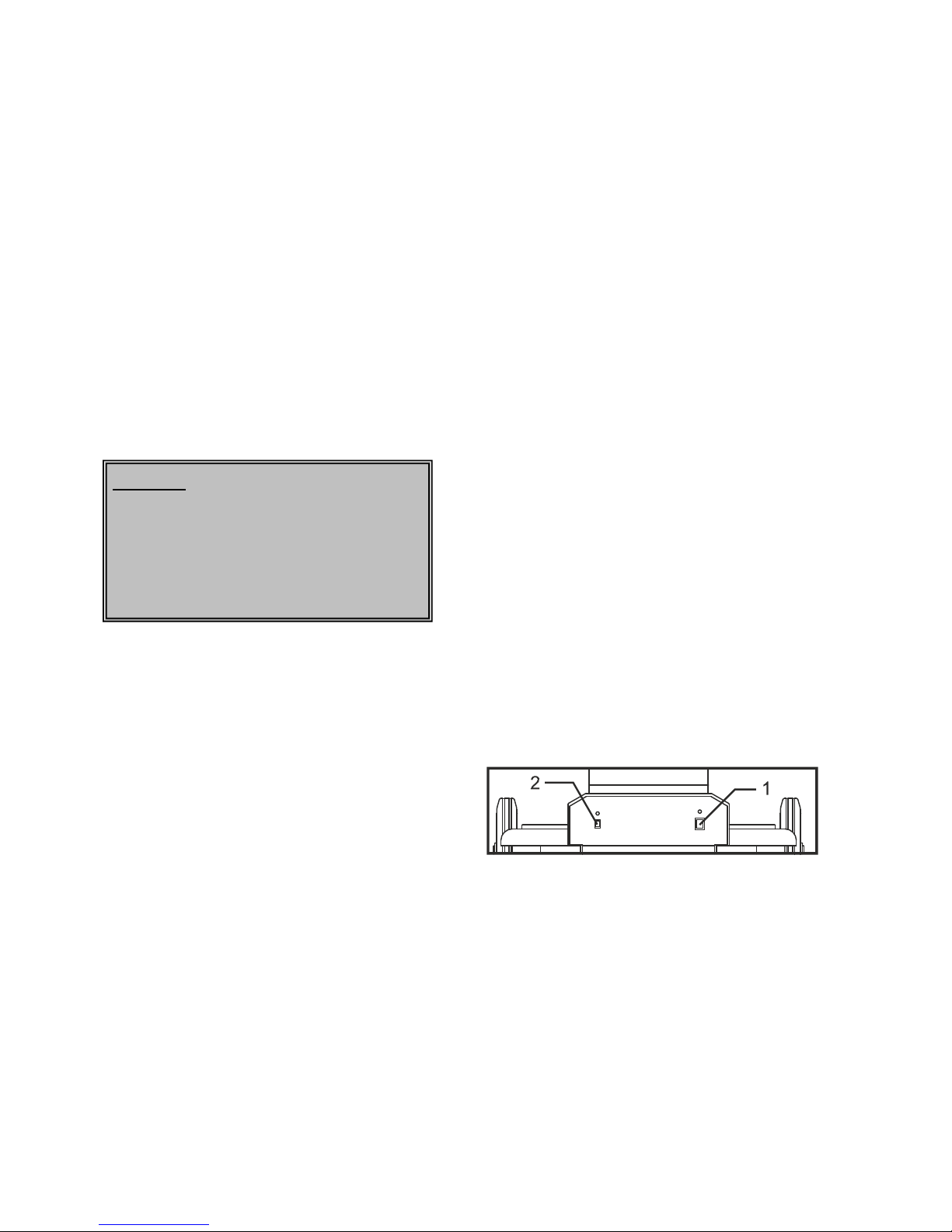
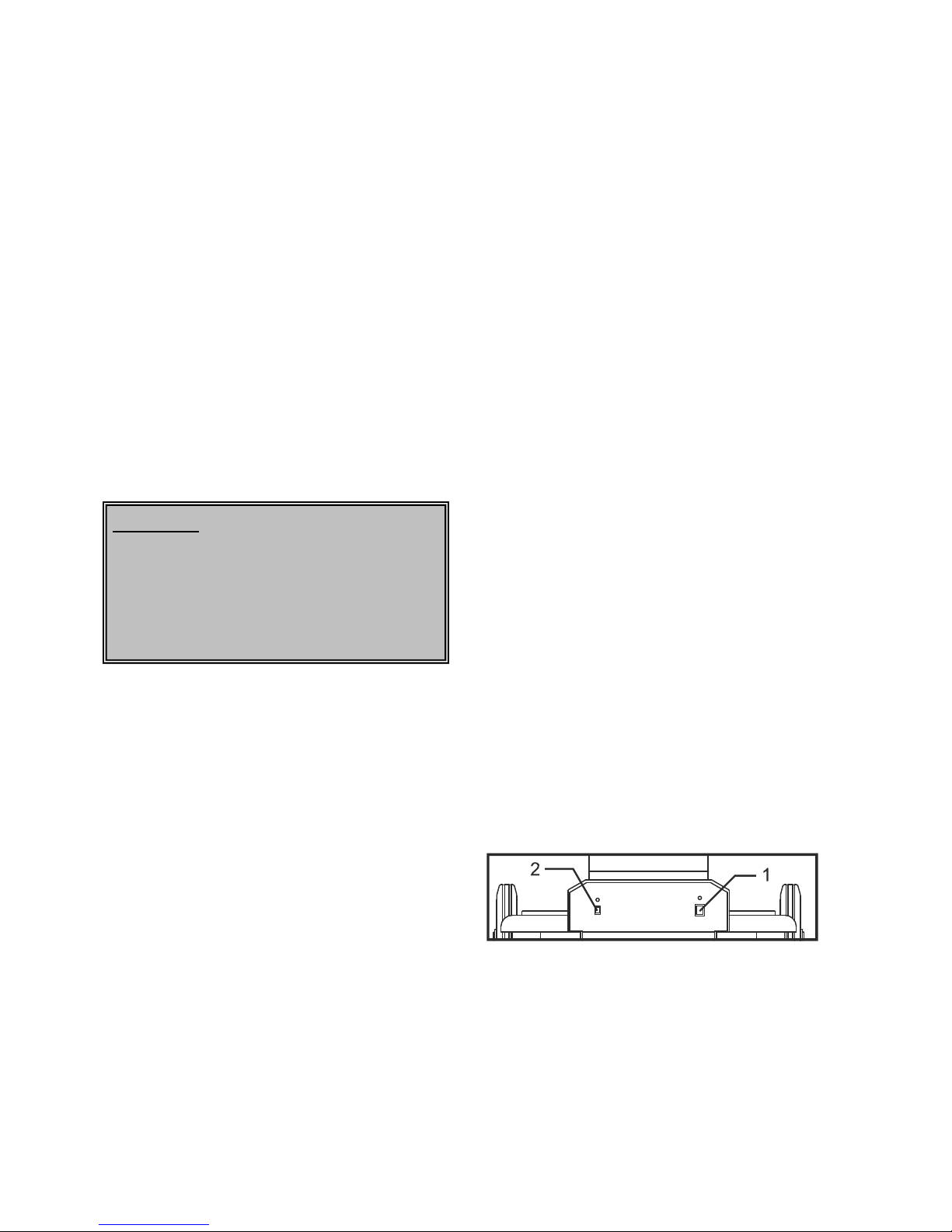
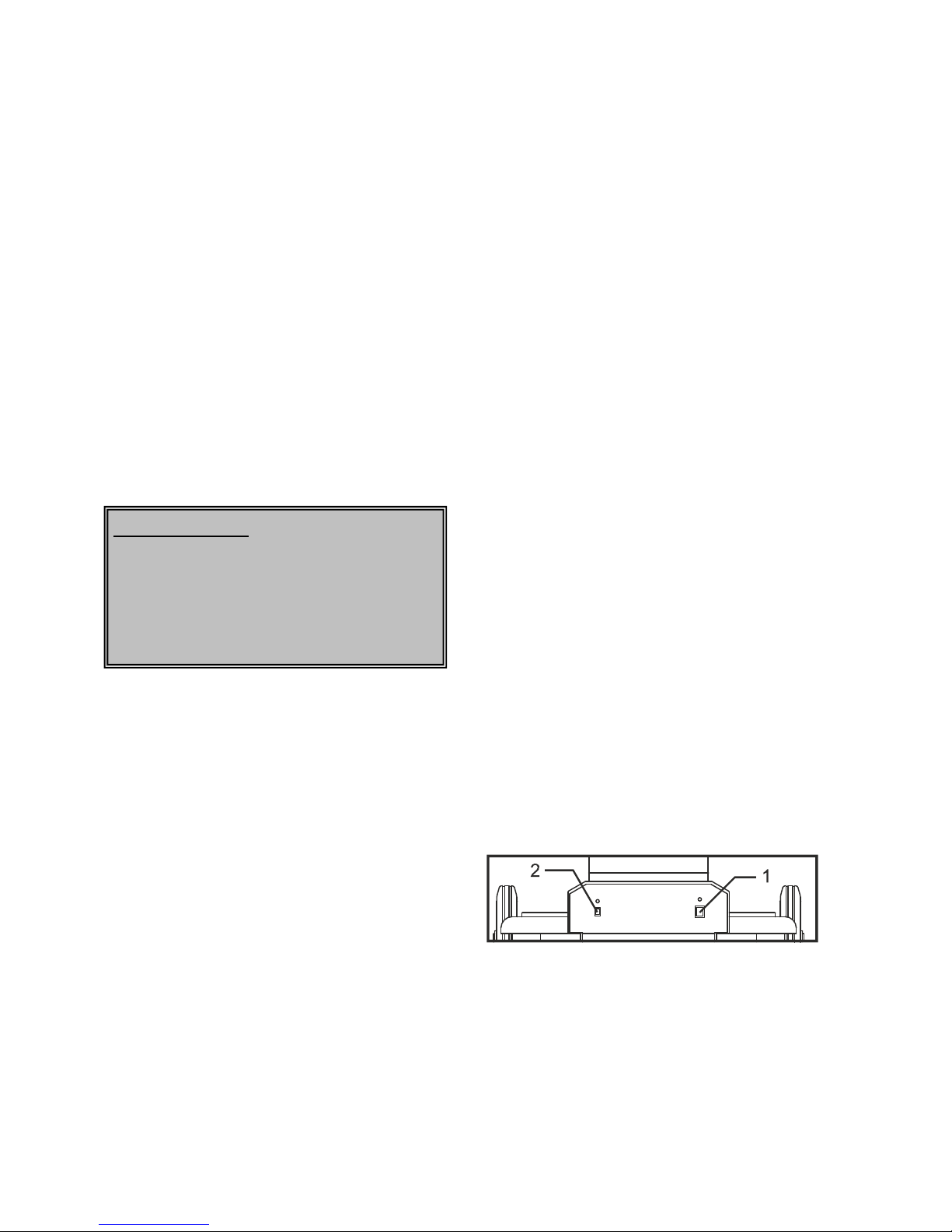
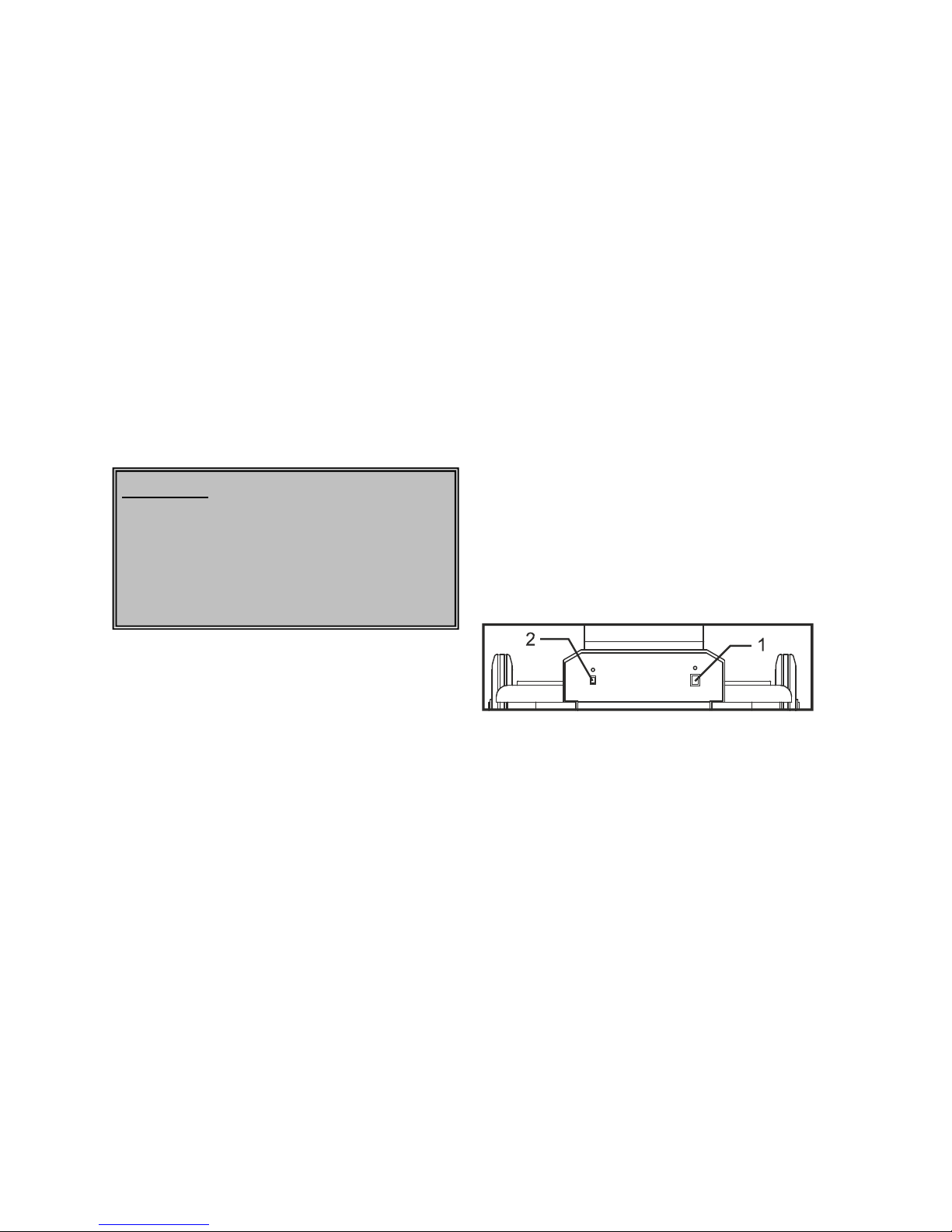
Vogn med automatisk netspændingsomkobling
(ekstra udstyr)
Maskiner leveret med autotrafo monteret i vognen kan
tilsluttes følgende spændinger:
3*230V, 3*400V, 3*440V og 3*500V.
Autotrafoen tændes (grøn indikator lyser) på netafbryderen (1). Den indbyggede energisparefunktion vil
automatisk slukke for svejsemaskinen efter 40 minutters stilstand. Tryk på knappen (2) for at tænde maskinen igen (rød indikator lyser).
Energisparefunktionen kan sættes ud af drift af en
Migatronic tekniker.
BEMÆRK!
Det er vigtigt at kontrollere flowet ved hjælp
af plasmagastesteren.
Flowet SKAL ligge mellem de to streger på
gastesteren.
Ligger flowet udenfor, resulterer det i enten
dårlig skærekvalitet eller kort levetid på sliddelene.
7
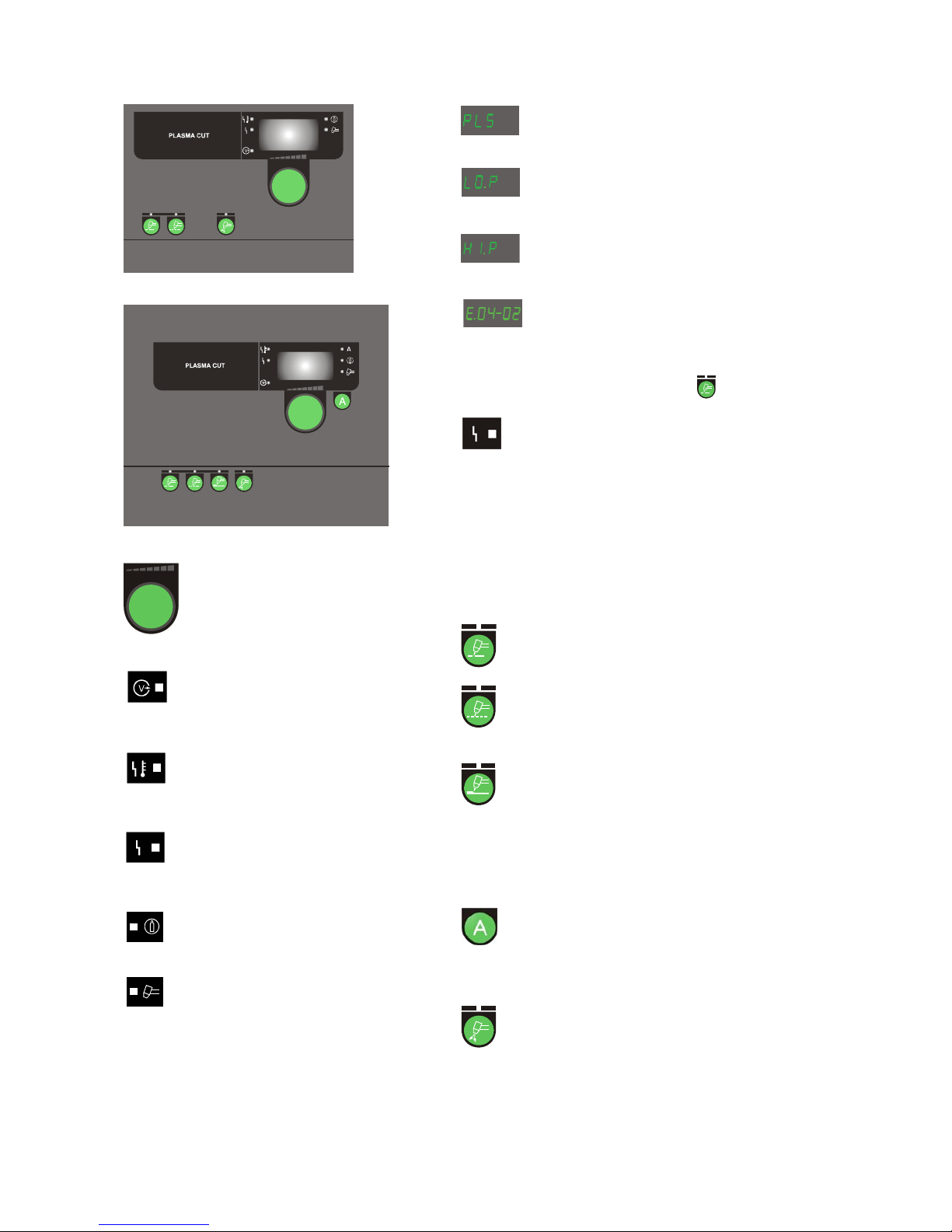
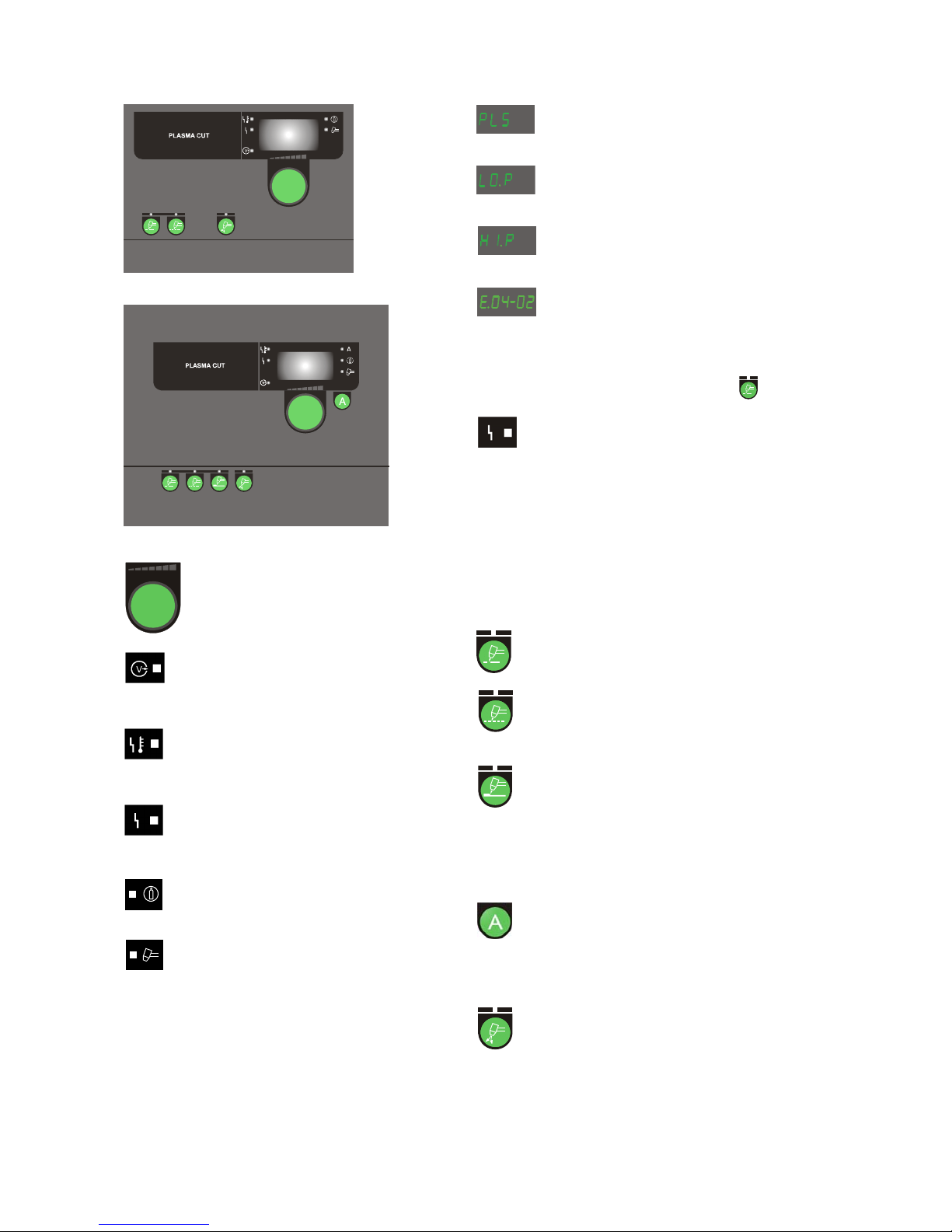
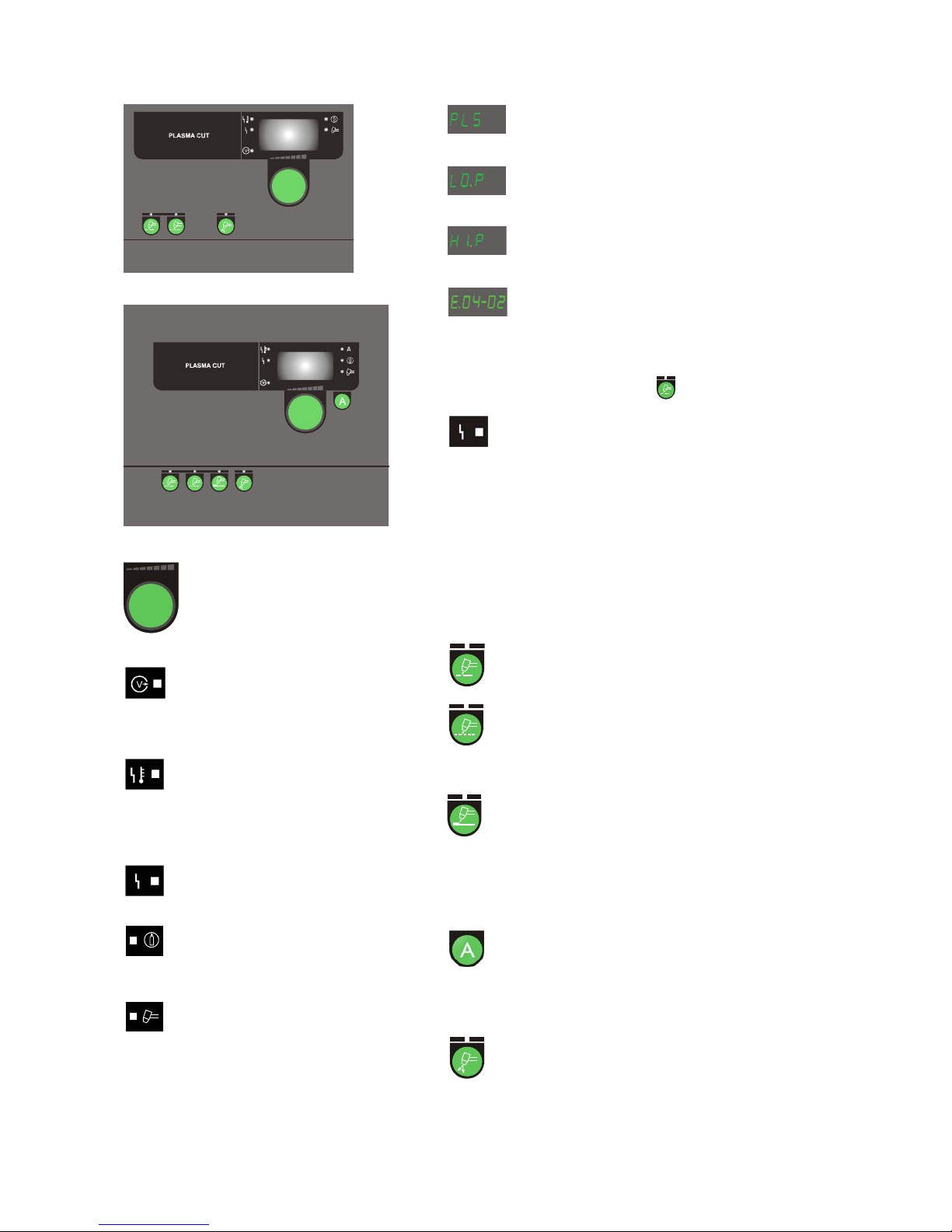
BETJENINGSVEJLEDNING
ZETA 60
ZETA 100
Drejeknap
Maskinen er forsynet med en drejeknap, som anvendes til indstilling af
skærestrømmen.
20-60A for ZETA 60,
20-100A for ZETA 100.
Plasmalysbue
Plasmalysbueindikatoren lyser af sikkerhedshensyn, hvis der er spænding på
brænderen.
Overophedning
Overophedningsindikatoren lyser, skæreprocessen er blevet afbrudt på grund af overophedning af maskinen.
Netfejl
Netfejlsindikatoren lyser, når
netspændingen er mere end 15% lavere end den
beregnede spænding.
Manglende lufttryk
Lufttryksfejlindikatoren lyser, når lufttrykket falder til under 3 bar. Maskinen stopper.
Brænderfejl
Brænderindikatoren blinker, når der
opstår en kortslutning i brænderen (skadet
brænder eller dårlig samling af elektriske dele
som elektrode, dyse etc.) Maskinen stopper.
Brænderindikatoren lyser, når brænderhovedet
ikke er korrekt samlet. Indikatoren informerer
brugeren om risikoen for elektrisk chok, da de
udsatte elektriske dele er udsat for høj spænding.
Maskinen stopper.
PLS (ZETA 100)
Teksten vises i display ved kortslutning i
plasmabrænderen
LO.P (ZETA 100)
Teksten vises i displayet ved for lavt trykluft fra
lufttilslutningen.
HI.P (ZETA 100)
Teksten vises i displayet ved for højt trykluft fra
lufttilslutningen.
Visning af fejlkoder
Indikatoren ved siden af ikonet blinker, når der
opstår andre typer fejl. Samtidigt vises fejlkode i displayet.
Udvalgte fejlkoder:
(Fejlmeddelelsen fjernes ved at trykke
-tasten)
Spændingsfejl
Ikonet vises, når netspændingen er for høj. E04-01
vises, når netspændingen er for lav.
Tilslut maskinen til 400V AC, +/-15% 50-60Hz.
ANDRE FEJLTYPER
Hvis andre fejlkode vises i display skal maskinen slukkes og
tændes for at fjerne meddelelsen.
Hvis fejlmeddelelsen vises gentagne gange, er reparation af
strømkilden nødvendig.
Valg af skæremetode
Normal skæring
Denne funktion bør være aktiv under normal brug.
”Gitter”skæring
Denne funktion bør kun anvendes under specielle for-
hold (f.eks. skæring i metalnet), da levetiden på sliddele
til brænderen afkortes, og skærehastigheden nedsættes.
Fugning (ZETA 100)
Til denne funktion anvendes en særlig dyse, der tillader
plasmabuen at blæse det smeltede materiale væk og
derved skabe en fuge. Under fugning skal brænderen holdes i
en 45° hældning i forhold til skæreemne og brugeren skal sikre
sig, at brænderen holdes, så det smeltede materiale blæses i
den rigtige retning rent sikkerhedsmæssigt.
Lufttrykket skal være indstillet til 3,5 bar.
(ZETA 100)
Denne funktion anvendes til visning af lysbuespænding
eller skærestrøm. Tasten holdes nede i 3 sekunder, og
“A” indikatoren slukkes, når lysbuespændingen vises. Når
tasten trykkes igen, returnerer visningen til skærestrøm.
Lufttrykstest
Gasventilen åbnes, uden at lysbuen tændes. Det er da
muligt at kontrollere og evt. justere på lufttryksmåleren
bag på maskinen. Lufttrykket skal være 3,5 bar for ZETA 60,
og for ZETA 100 anbefales 4,0 bar for skæring og 3,5 bar for
fugning.
Ved at trykke på lufttrykstasten på ZETA 100 vises trykket på
den komprimerede luft.
8
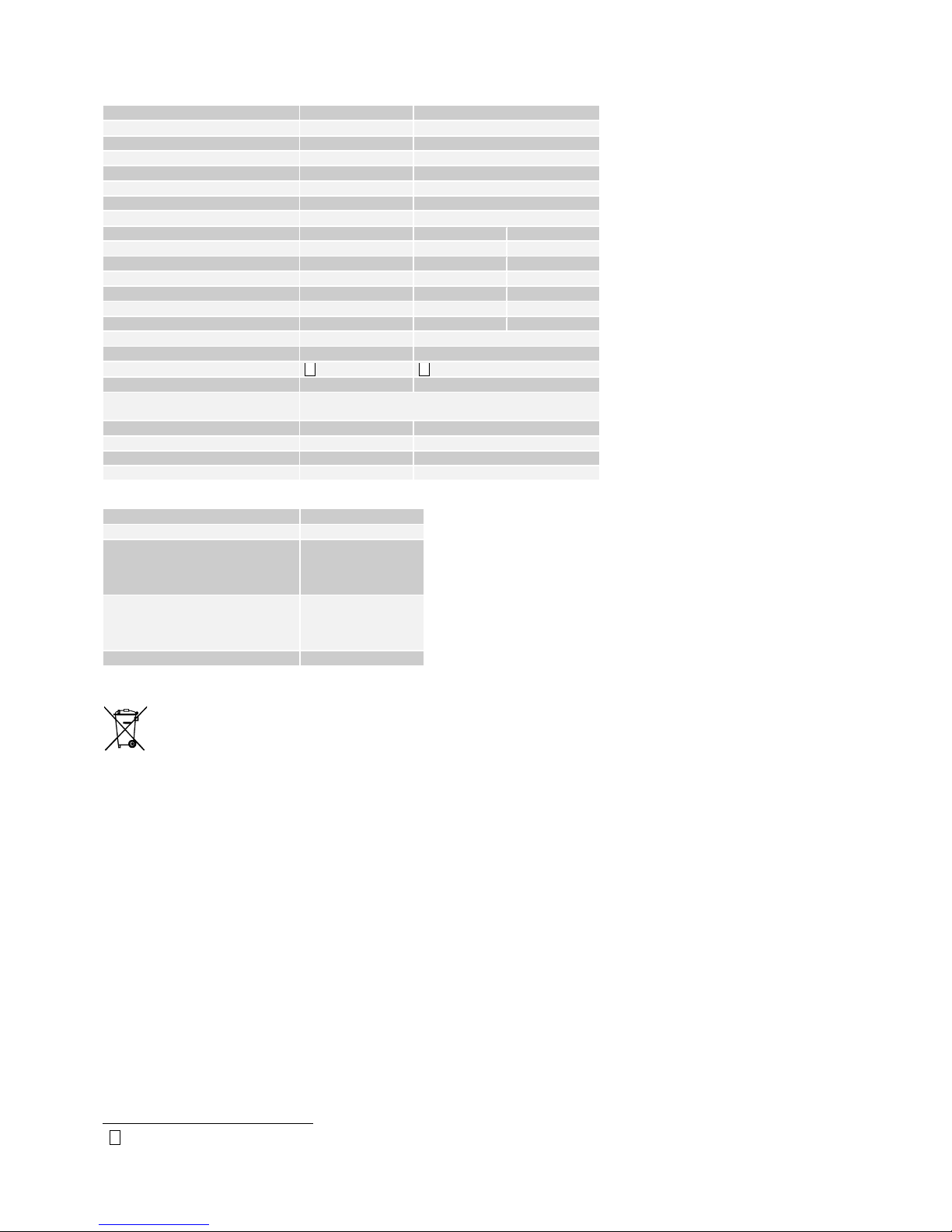
TEKNISKE DATA
Strømkilde: ZETA 60 ZETA 100
Netspænding (50Hz-60Hz) 3x400 V ±15% 3 x 400 V ±15%
Netsikring 10 A 20 A
Netstrøm, effektiv 6,8 A 19,1 A
Effekt, (100%) 4,7 kVA 13,2 kVA
Effekt, max 7,4 kVA 29,9 kVA
Effekt, tomgang < 35 W < 35 W
Virkningsgrad 0,9 0,8
Tilladelig belastning: Skærin
g
Fugnin
g
100% (40° omgivelsestemp) 40 A / 96 V 75 A / 110 V 75 A / 130 V
60% (40° omgivelsestemp) 50 A / 100 V 85 A / 114 V 85 A / 134 V
40% (40° omgivelsestemp) 60 A / 104 V 100 A / 120 V 35% (40° omgivelsestemp) - - 100 A/ 130 V
100% (20° omgivelsestemp) 45 A / 98 V - 60% (20° omgivelsestemp) 55 A / 102 V - Tomgangsspænding 241 V 248 V
Strømområde 20-60 A 20-100 A
1
Anvendelsesklasse
S S
2
Beskyttelsesklasse (IEC 529) IP 23 IP 23
Norm EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensioner (hxbxl) 360x220x570 mm 405x345x675 mm
Vægt 27 kg 36 k
g
(
6 m)/39 kg (15 m
)
Kvalitetssnit 12 mm <25 mm
Delesnit 18 mm <35 mm
Autotrafo: ZETA 100
Netspænding (50Hz-60Hz) 3x230-500 V ±15%
Netstrøm, effektiv 46,8 A (230 V)
26,9 A (400 V)
24,5 A (440 V)
21,5 A (500 V)
Netstrøm, max. 33,2 A (230 V)
19,1 A (400 V)
17,4 A (440 V)
15,3 A (500 V)
Vægt, incl. autotrafo 112 kg
Bortskaf produktet i overensstemmelse med
gældende regler og forskrifter.
www.migatronic.com/goto/weee
1
S
Maskinen opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok
2
Maskinen må anvendes udendørs, idet den opfylder kravene til beskyttelsesklasse IP23.”
9
MACHINE PROGRAMME
ZETA 60/100 is an air-cooled plasma cutting machine.
Welding hoses
The machine can be equipped with return current
cables, spare parts etc. from the MIGATRONIC
programme.
Trolley (option)
The machines can be delivered with a transport
trolley.
WHAT IS PLASMA CUTTING?
The plasma arc is a very hot arc obtained by
constricting a ionized gas into the small hole of the
torch tip. By limiting the arc width it is possible to
achieve very high temperatures (over 15.000 C°) and
very high velocity of the gas. The high temperature
melts the part to cut while the high speed of the gas
removes the molten metal from the workpiece.
The ideal gas to use for plasma is an inert gas, but
also compressed air can be used. However, the
presence of oxygen in the compressed air has to be
taken in consideration when designing the torch.
Plasma cutting torch
The plasma cutting torch is somehow similar to a TIG
torch but it is designed in such a way to force the arc
in a very small orifice in the torch tip.
The electrode is made with copper and at the end
there is a small part made with hafnium. The tip is
made with copper.
The compressed air goes through the torch and it is
used for creating the plasma gas and to cool the torch.
The arc ignition is obtained with a high frequency
discharge between the electrode and the tip (Pilot
Arc). The pilot arc is limited to max 3 seconds to
prevent heating of the torch and excessive wear on
the consumable parts.
When the torch is positioned close to the workpiece
the arc is transferred to the workpiece, the pilot arc
switches off and the cutting operation starts.
Cutting metal nets and grills
When the arc is transferred on the workpiece and the
cutting operation is started, it is necessary to move the
torch ahead constantly in order to have always the arc
between the torch and the solid metal. Otherwise, yhe
arc will switch off. The same would happen, if the
torch is moved away from the workpiece.
If it is necessary to cut a metal net or a grill or other
discontinuous materials the “Grid” option has to be
used by pushing the relevant key pad on the front
panel. In this mode the machine will always keep the
pilot arc on, thus preventing the arc from switching off.
In this cutting mode, however, the consumables and
parts of the torch will wear faster and the efficiency of
the cutting operation will decrease.
INITIAL INSTRUCTIONS
Connection to the net
Make sure the input voltage is correct. It should fit the
voltage specified at the type plate of the machine. The
machine is ready for use after the mains plug has
been mounted by autorised and qualified personnel.
The machine can be switched on and off at the mains
plug.
Connection of remote control
(ZETA 100 AUTOMAT)
ZETA 100 machines for automat use equipped with 8pole control interface can be controlled via a remote
control or a welding robot. The remote control socket
has terminals for the following functions:
A: Input signal for welding current, 0 –
+10V input impedance: 1Mohm
B: Signal ground
C: Arc detect – contact of relay (max.
1Amp), fully insulated
D: N.C.
E: Arc detect – contact of relay (max. 1Amp), fully
insulated
F: N.C.
G: Supply +24VDC. Short circuit protected with PTC
resistor (max. 50mA).
H: Supply ground
Generator use
This welding machine can be used at all mains
supplies providing sine-shaped current and voltage
and not exceeding the approved voltage tolerances
stated in the technical data. Motorised generators
observing the above can be used as mains supply.
Consult your supplier of generator prior to connecting
your welding machine. MIGATRONIC recommends
use of a generator with electronic regulator and
supply of minimum 1.5 x the maximum kVA
consumption of the welding machine. The guarantee
does not cover damage caused by incorrect or poor
mains supply.
10
Supply of compressed air
The compressed air hose has to be connected to the
back of the power source. The air should be clean and
dry in order to prevent fast wear of the torch parts. A
special air filter can be mounted in order to obtain this.
The compressor must have a capacity of at least
120 l/min by a pressure of 6-8 bar on ZETA 60 and
min. 180 l/min by a pressure of 6-8 bar on ZETA 100.
The compressor should not exceed 8 bar.
In the back of the power source there is an air filter
with a pressure gauge and a pressure regulator.
Adjustment of air pressure
The power source is equipped with a pressure switch
that will stop the machine if the input pressure goes
below 3 bar (see front panel above)
Switch ON the machine
Push the “air test” button on the front panel (the
gas valve will open)
Check the air pressure on the gauge and adjust it
to 3.5 bar while keeping the “air test” button
pushed. Different pressure values can be used
depending on the material type, thickness and the
Amperage. Do not exceed 6 bar.
Release the pushbutton
Cutting operation
Adjust the cutting current the value needed for the
material type and thickness.
Select cutting mode: normal or “grid”.
Keep the torch away from persons or objects and
push the torch trigger. The pilot arc will start.
Position the torch close to the workpiece and the arc
will be transferred. If the torch is not moved close to
workpiece within 3 seconds after the pilot arc has
been established, the pilot arc will switch off and the
operation has to be repeated.
Start the cutting operation from one end of the workpiece in order to prevent slag and spatters to return on
the torch. If the cutting operation has to be started in
the middle of the workpiece angle the torch in order to
avoid return of slag or spatters on the torch.
The pilot arc will allow the transfer of the arc also on
dirty or painted workpiece.
Cutting speed
The correct cutting speed allows to completely cut the
material and to remove the molten material from the
opposite side of the workpiece, avoiding return of
sparks and spatters.
With the right cutting speed the flow of molten material
will have an angle of 10-15° on the torch axle. This will
allow cut edges clean without slag.
Too slow cutting speed widens the cutting area,
increases the heat-affected zone and leaves slag on
the cutting surface.
Too high cutting speed will not cut the whole thickness
of the material and will give return of spatters and
sparks.
During the cutting operation the torch has to be kept
perpendicular to the workpiece.
Advantages of plasma cutting
Plasma cutting gives many advantages over
oxyacetylene cutting. The heat-affected zone is
smaller while the high content of oxygen in oxycutting
prevents the use on stainless steel. The temperature
of plasma cutting is higher than oxycutting and the
flow of compressed air removes the molten material
leaving clean cut edges.
Plasma cutting can be used on all electrically
conductive materials.
Wear parts
There are 2 parts in the torch subject to wear: the
electrode and the tip.
The hafnium end of the electrode wears during cutting
and when this wear has reached 2-3 mm the electrode
has to be replaced. A worn out electrode will make
difficult to establish the pilot arc, will give an unstable
arc and worse cutting quality.
The tip has to be kept clean from spatters. The orifice
will become wider and irregular and this will decrease
the cutting quality.
The lifetime of the consumables is variable and
depends also from the application.
Torch and spares
Use only original spare and wear parts.
Trolley with automatic mains voltage transition
(Special equipment)
Machines supplied with autotransformer can be
connected to the following mains supplies:
3*230V, 3*400V, 3*440V og 3*500V.
Press the power switch (1) to turn on the
autotransformer (green indicator light). The built-in
energy saver function will automatically turn off the
welding machine after 40 minutes of inactivity. Press
the button (2) to turn on the machine again (red
indicator light).
The energy saver function can be permanently
disconnected by a Migatronic technician.
Please note!
It is important to control the flow by means of
the plasma gas test device.
The flow MUST be set between the two lines
on the gas test device.
If the flow is not within this area, it will result
in either bad cutting quality or decreased
lifetime on the wearing parts.
11
CONTROL UNIT
ZETA 60
ZETA 100
Control knob
The machine has a kontrol knob, which is
used for setting of the cutting current.
20-60A for ZETA 60,
20-100A for ZETA100
Plasma arc indicator
The plasma arc indicator is illuminated for
reasons of safety and in order to show if there is
voltage at the output tap on the torch.
Overheating error indicator
The overheating indicator is illuminated if
cutting is interrupted due to overheating of the
machine.
Mains error indicator
The mains error indicator is illuminated if the
mains voltage is more than 15% lower than the rated
voltage.
Air pressure indicator
The air pressure indicator is illuminated if the
air pressure is less than 3 bar. The machine stops.
Torch alarm
RED light FLASHING: one short circuit is
present inside the torch (torch damaged or bad
assembling of electrical parts like electrode, tip, etc).
Generator is stopped.
RED light LIGHTED: head of torch is not completely
assembled. It informs the operator about the risk of
electric shock because of exposed electric parts
subjected to high voltage. Generator is stopped.
PLS (ZETA 100)
The text is displayed by short circuit in the plasma
torch.
LO.P (ZETA 100)
The text is displayed when the air pressure from the
air supply is too low.
HI.P (ZETA 100)
The text is displayed when the air pressure from the
air supply is too high.
Error symbols
The indicator next to the icon flashes on and off
when other types of errors occur. At the same time an error
symbol is shown in the display.
Selected error codes:
(The error code can be reset by pressing the
-key pad.)
Mains supply error
The icon will be displayed, when the mains voltage is
too high. E04-01 will be shown when the mains voltage is too
low.
Connect the welding machine to 400V AC, +/-15% 50-60Hz.
OTHER TYPES OF ERRORS
If other error symbols are displayed, the machine needs to be
switched off and then on to cancel the symbol.
If the error symbol is shown repeatedly, repair of the power
source is required.
Cutting mode
Normal cutting
This function should be used in general.
“Grid” cutting
This function should only be used under special
conditions, as it will faster wear the consumables of the
torch and slow down the cutting operation.
Gouging (ZETA 100)
This function is used with a special nozzle that allows
the plasma arc to blow away the melted material and
thereby creating a gouge. During gouging the torch must be
kept at 45° with respect of workpiece and the operator must
direct the torch in a way that melted material will blow away in a
safe direction. The pressure of compressed air should be
regulated to 3.5 bar.
(ZETA 100)
This function offers the possibility to display the arc
voltage or the cutting current. The key pad must be
pressed for 3 seconds and the LED next to the “A” indicator will
be turned off, when the arc voltage is displayed. To go back to
the Cutting Current just press the key pad again.
Air pressure test
By pushing this button the gas valve will open without
starting an arc. This operation allows checking the air
pressure on the gauge positioned on the back of the machine
and to adjust it to 3.5 bar for ZETA 60. For ZETA 100 4.0 bar is
recommended for cutting and 3.5 bar for gouging.
In ZETA 100, when pressing the TEST AIR, the display shows
the pressure of compressed air.
12
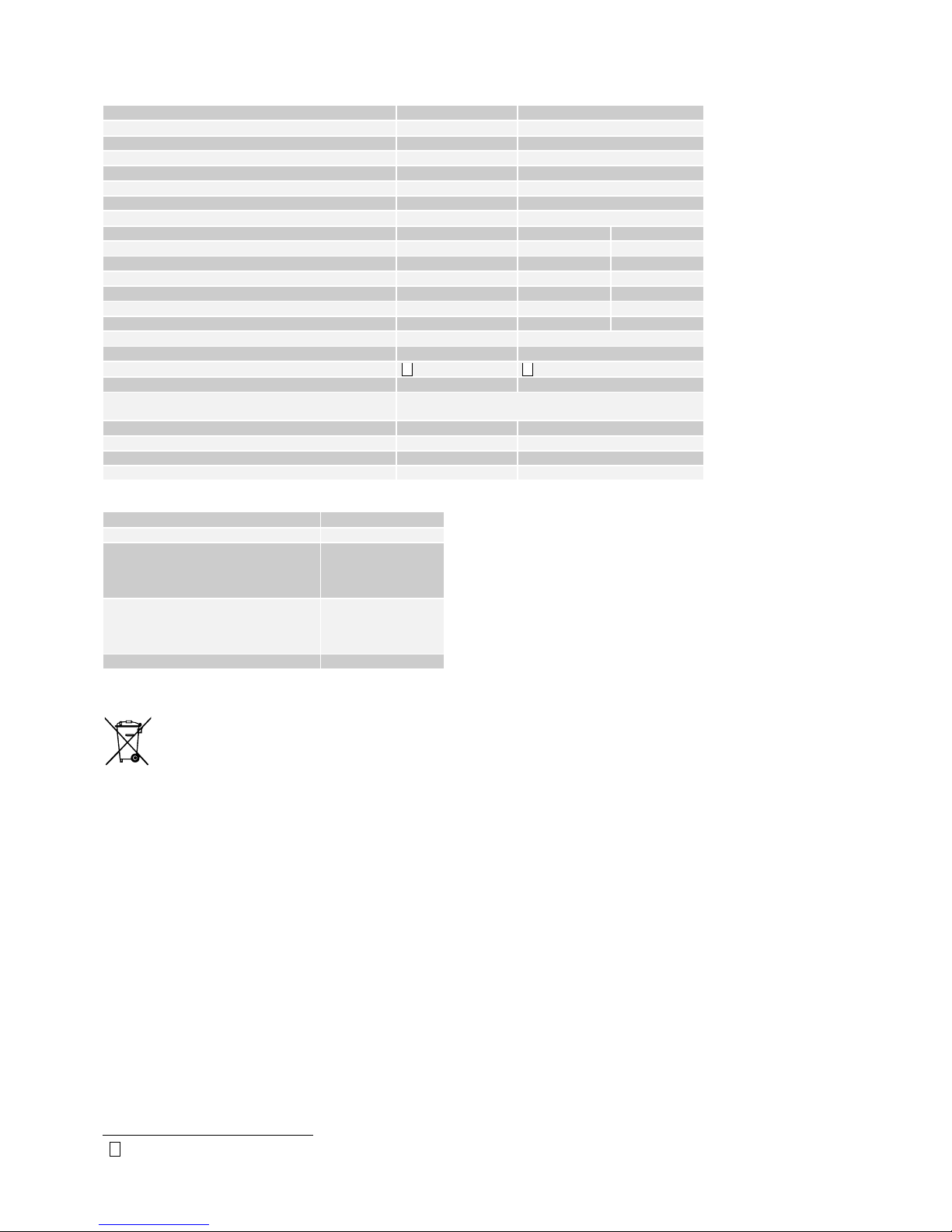
TECHNICAL DATA
Power source: ZETA 60 ZETA 100
Mains voltage (50Hz-60Hz) 3x400 V ±15% 3 x 400 V ±15%
Fuse 10 A 20 A
Mains current, effective 6.8 A 19.1 A
Power, (100%) 4.7 kVA 13.2 kVA
Power, max 7.4 kVA 29.9 kVA
Open circuit power < 35 W < 35 W
Efficiency 0.9 0.8
Permitted load: Cuttin
g
Gougin
g
100% duty cycle (40°C ambient temp) 40 A / 96 V 75 A / 110 V 75 A / 130 V
60% duty cycle (40°C ambient temp) 50 A / 100 V 85 A / 114 V 85 A / 134 V
40% duty cycle (40°C ambient temp) 60 A / 104 V 100 A / 120 V 35% duty cycle (40°C ambient temp) - - 100 A/ 130 V
100% duty cycle (20°C ambient temp) 45 A / 98 V - 60% duty cycle (20°C ambient temp) 55 A / 102 V - Open circuit voltage 241 V 248 V
Current range 20-60 A 20-100 A
1
Application class
S S
2
Protection class (IEC 529) IP 23 IP 23
Standards EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensions (hxwxl) 360x220x570 mm 405x345x675 mm
Weight 27 kg 36 k
g
(
6 m)/39 kg (15 m
)
Cut quality 12 mm <25 mm
Cut max. 18 mm <35 mm
Autotransformer: ZETA 100
Mains voltage (50Hz-60Hz) 3x230-500 V ±15%
Mains current, effective 46.8 A (230 V)
26.9 A (400 V)
24.5 A (440 V)
21.5 A (500 V)
Mains current, max. 33.2 A (230 V)
19.1 A (400 V)
17.4 A (440 V)
15.3 A (500 V)
Weight, incl. autotransformer 112 kg
Dispose of the product according to
local standards and regulations.
www.migatronic.com/goto/weee
1
S
The machine meets the standards which are demanded of machines working in areas where there is an increased risk of electric shock
2
Equipment marked IP23 is designed for indoor and outdoor applications
13
PRODUKTÜBERSICHT
ZETA 60/100 ist eine luftgekühlte Plasmaschneidmaschine.
Schweißschläuche
Die Maschinen können mit Rückstromkabeln und
Verschleißteile vom MIGATRONIC Programm ausgestattet werden.
Transportwagen (Option)
Die Maschinen kann mit einem Transportwagen als
Zubehör bestellt werden.
WAS IST PLASMASCHNEIDEN
Plasmaphysik
Der Plasmalichtbogen ist ein sehr konzentrierter Lichtbogen, denn durch die sehr kleine Öffnung der Plasmadüse erfolgt eine Einengung des Lichtbogens. Diese
Einengung hat Temperaturen von mehr als 15000°C zur
Folge, und die Geschwindigkeit des Plasmastrahls ist
rund 2-mal die Schallgeschwindigkeit. Die hohe Temperatur macht das Material flüssig, und es wird durch die
kinetische Energie des Lichtbogens weggepreßt.
Ein ideales Plasmagas ist molekular, hat eine hohe
Wärmeleitfähigkeit, ist leicht zu ionisieren und hat ein
hohes Molekulargewicht. Preßluft ist als Plasmagas sehr
geeignet. Der Brenner muß aber eine besondere
Konstruktion haben, da die Preßluft Sauerstoff enthält.
Der Plasmabrenner
Ein Plasmabrenner ähnelt einem WIG-Schweißbrenner,
bei dem eine Düse eingebaut ist, um eine mechanische
Einengung des Lichtbogens zu bewirken.
Die Elektrode besteht aus Kupfer mit einem in die Spitze
eingepreßten Hafniumstift. Die Düse ist aus Kupfer. Mit
dem Düsenmantel wird die Düse festgehalten. Der
Düsenmantel ist so ausgeschaltet, daß Düse und
Düsenmantel eine gute Luftkühlung bekommen.
Es gibt nur eine Preßluftzuleitung zum Brenner, wo das
Gas in Plasmagas und Kühlgas geteilt wird. Damit der
Lichtbogen gezündet werden kann, gibt es im ZETA
einen Hochfrequenzgenerator, der bewirkt, daß Funken
zwischen der Elektrode und der Düse springen. Dadurch
wird das Plasmagas ionisiert, und der Pilotlichtbogen
zündet.
Zur Sicherheit und um Erhitzung und Verschleiß zu vermeiden, ist die Pilotlichtbogenzeit auf 3 Sek. beschränkt.
Schneiden in Metallnetz und Gitter
Der Brenner soll ständig vorwärts geführt werden, wenn
der Lichtbogen auf das Werkstück übertragt ist, und der
Schneidprozeß inganggesetzt ist. Sonst schaltet der
Lichtbogen aus. Dasselbe passiert, wenn der Brenner
vom Werkstück weggeführt wird.
Die ”Gitter” Funktion muß für Schneiden in Metalnetz,
Gitter oder andere getrennten Materalien angewendet
werden. Der Lichtbogen ist immer in dieser Funktion
einschaltet. Leider werden Brenner- und Verschleissteile schneller verschlissen, und der Schneidprozeß
wird langsamer.
ANSCHLUß UND
INBETRIEBNAHME
Netzanschluß
Die Maschine ist für Anchluß zur an dem Typenschild
angegebenen Netzspannung berechnet. Nach Anschluß des Netzsteckers ist die Anlage betriebsbereit.
Der Anschluß darf nur von qualifiziertem Fachpersonal vorgenommen werden. Der Ausschalter
schaltet die Maschine ein und aus.
Fernbedienungsanschluß (ZETA 100)
Zeta 100 Maschinen für Automat ist mit Fernreglerstecker ausgestattet und können über Fernregler oder
direkt vom Schweißautomaten gesteuert werden. Der
Fernbedienungsanschluß hat folgende Funktionen:
A: Eingangssignal für Schweißstrom-
steuerung, 0 - +10V Eingangs-
widerstand: 1Mohm
B: Bezugspunkt für alle Signale
C: Ausgangssignal für brennenden
Lichtbogen (max. 1A), völlig isoliert
D: Keine Belegung
E: Ausgangssignal für brennenden Lichtbogen (max.
1A), völlig isoliert
F: Keine Belegung
G: Versorgungsspannung +24VDC. Mit PTC Wider-
stand (max. 50mA) kurzschlussgesichert.
H: Masse
Generatorbetrieb
Diese Schweißmaschine kann auf alle Versorgungen
angewendet werden, die Strom/Spannung in Sinusformen abgeben und nicht die in den technischen
Daten angegebenen erlaubten Spannungstoleranzen
überschreiten. Motorisierte Generatoren, die das
obenerwähnte einhalten, können als Versorgung
angewendet werden. Wenden Sie sich an Ihren
Generatorlieferanten vor Anschluss Ihrer Schweißmaschine. MIGATRONIC empfiehlt Anwendung eines
Generators mit elektronischem Regler und Versorgung von mindestens 1,5 x Höchstverbrauch (kVA)
der Schweißmaschine. Die Garantie erlischt, wenn
Schäden wegen falscher oder schlechter Versorgung
entstanden sind.
14
Druckluftanschluß
Der Druckluftschlauch muß hinter der Stromquelle
verbunden werden. Die Druckluft muß rein und
trocken sein, so daß die Verschleißteile im Brenner
nicht verschlissen. Zu Erreichung reiner und trockener
Luft, kann ein Luftfilter montiert werden. Die Druck-
luftanlage muß eine Kapazität von mindestens
120 l/min bei einem Druck von 6-8 bar auf ZETA 60
und mindestens 180 l/min bei einem Druck von 68 bar auf ZETA 100 haben. Der Kompressor darf nicht
8 bar übersteigen.
ZETA hat Reduzierventil und Manometer eingebaut.
Einstellung der Schneidluft
Die Maschine ist mit einem Luftdruckindikator ausgestattet, der die Maschine aufschaltet, wenn der
Luftdruck weniger als 3 bar ist.
Die Maschine einschalten
Auf die ”Lufttest” Taste drücken (das Gasventil wird
geöffnet)
Die Taste festhalten und den Luftdruck für 3,5 bar
einstellen. Die Luftdruckgröße hängt von
Materialtyp, Dicke und Stromstärke ab. Nicht 6 bar
übersteigen.
Die Taste loslassen.
Schneidprozeß
Den Schneidstrom im Verhältnis zu Materialtyp and
Dicke einstellen.
Schneidmethode wählen: Normal oder ”Gitter”
Schneiden.
Den Brenner von Personen und Objekten weghalten
und die Brennertaste drücken. Der Pilotlichtbogen
einschalten.
Den Brenner dicht auf das Werkstück plazieren, und
der Lichtbogen wird übertragt. Der Pilotlichtbogen
schaltet aus, wenn der Brenner binnen 3 Sek. nach
Einschalten des Pilotlichtbogens dicht auf das Werkstück plaziert wird. Den Schneidprozeß von einem
Ende des Werkstücks anfangen, so daß Schlacken
und Spritzer nicht zum Brenner retourniert werden.
Den Brenner muß geneigt werden, wenn es
notwendig ist, mitten eines Werkstücks zu schneiden.
Der Pilotlichtbogen erlaubt Übertragung des
Lichtbogens, auch auf schmutzige und gemalte
Oberflächen.
Schnittgeschwindigkeit
Die korrekte Schnittgeschwindigkeit ermöglicht
Schneiden des Materials og Entfernung des Materials
von der Gegenseite des Werkstücks.
Bei korrekter Schnittgeschwindigkeit hat der Plasmastrahl einen Winkel von 15-20 Grad. Damit können
reine Schneidecken ohne Schlacke erreicht werden.
Wenn man den Brenner zu langsam führt, wird der
Schnitt breiter, und die Wärmezone mit
geschmolzenem Material an der Unterseite des Werkstücks wird grösser.
Zu hohe Schneidgeschwindigkeit wird so einwirken,
daß das Material nicht durchgeschneidet wird und
Schlack und Spritzer werden retourniert.
Der Brenner muss vertikal gegen das Werkstück
während des Schneidprozess festgehalten.
Vorteile des Plasmaschneidens
Das Plasmaschneiden hat mehrere Vorteile gegenüber dem Azetylenschneiden. Der Schneidbad ist
schmaler mit dem hohen Inhalt an Oxygen in
Azetylenschneiden.
Die hohe Temperatur und Druckluft entfernen das
gescholzene Material und hinterließen reine Schneidflächen.
Plasmaschneiden kann für alle elektrisch führenden
Materialien angewendet werden.
Verschleißteile
Der Brenner hat zwei Verschleißteile, die Elektrode
und die Düse.
Die Elektrodenspitze aus Hafnium wird während des
Schneidens verschlissen und muss ausgetauscht
werden, wenn die Vertiefung 2-3mm erricht hat.
Eine verschlissene Elektrode hat schlechte
Zündeigenschaften und geringere Schnittqualität zur
Folge, under der Plasmalichtbogen neigt zum Abreissen (zu langer Lichtbogen).
Die Düse von Spritzern freizuhalten. Nach längerem
Gebrauch ist auch die Düse abgenutzt, wodurch die
Schnittqualität geringer wird.
Das Lebensdauer ist variabel und hängt von Schneidaufgaben ab.
Fahrwagen mit automatischer
Netzspannungsumschaltung (Sonderausrüstung)
Maschinen, die mit Auto-transformator im Fahrwagen
geliefert werden, sind an folgende Netzspannungen
anschließbar: 3x230V, 3x400V, 3x440V und 3x500V.
Den Autotransformator mittels des Hauptschalters (1)
einschalten (grüne Anzeige leuchtet). Die eingebaute
Energiesparfunktion wird automatisch die Schweißmaschine nach 40 Minuten Inaktivität ausschalten.
Die Taste (2) drücken um die Maschine wieder einzuschalten (rote Anzeige leuchtet). Die Energiesparfunktion kann von einem Migatronic-Techniker außer
Betrieb gesetzt werden.
BITTE BEMERKEN!
Der Fluß soll mit Hilfe des Plasmagastestgerät
kontrolliert werden.
Der Fluß SOLL zwischen die zwei Striche auf
das Testgerät liegen. Sonst wird die
Konsequenz entweder schlechte
Schneidqualität oder kurze Lebensdauer der
Verschleißteile.
15
KONTROLLEINHEIT
ZETA 60
ZETA 100
Drehknopf
Die Maschine ist mit einem Drehknop
versorgen, der für Einstellung des
Schneidstroms angewendet wird.
20-60A für ZETA 60,
20-100A für ZETA100
Plasmalichtbogen
Der Plasmalichtbogenanzeiger leuchtet
aus Sicherheitsgründen beim Anliegen einer
Spannung auf der Elektrode bzw. auf dem Brenner
auf.
Überhitzungsfehler:
Die Überhitzungsanzeige leuchtet auf,
wenn der Schneidbetrieb wegen einer Überhitzung
der Anlage unterbrochen wurde. Die Leuchtdiode
erlischt etwa 5 Sekunden nachdem sich das Gerät
wieder ausreichend abgekühlt hat.
Netzfehler:
Die Leuchtdiode für Netzfehler leuchtet,
wenn die Netzspannung 15% zu niedrig ist.
Pressluftanzeige
Diese Lampe leuchtet auf, wenn der
Druck der Pressluft weniger als 3 bar ist. Die
Maschine stoppt.
Brennerfehler
Die Brenneranzeige blinkt, wenn ein Kurzschluß im Brenner entsteht (defekter Brenner oder
schlechte Sammlung der Elektrische Teile wie z.B.
Elektrode, Düse usw.). Die Maschine stoppt.
Die Brenneranzeige leuchtet, wenn der Brennerkopf nicht komplett ist. Die Anzeige informiert dem
Benutzer über die Gefahr für elektrischen Schlag,
weil die exponierte elektrischen Teilen für hohe
Spannung ausgesetzt ist. Die Maschine stoppt.
PLS (ZETA 100)
Der Text wird beim Kurzschluss im Plasmabrenner
gezeigt.
LO.P (ZETA 100)
Der Text wird gezeigt, wenn der Luftdruck von der
Luftzufür zu niedrig ist.
HI.P (ZETA 100)
Der Text wird gezeigt, wenn der Luftdruck von der
Luftzufür zu hoch ist.
Anzeige von Fehlersymbolen
Der Indikator neben dies Symbol blinkt, wenn andere
Fehlerarten aufgetreten sind. Gleichzeitig wird das Fehlersymbol im
Display angezeigt.
Ausgewählte Fehlerkodes:
(Der Fehler wird durch Drücken der
-Taste nullgestellt.)
Spannungsfehler
Das Symbol für Netzspannungsfehler wird angezeigt, wenn
die Netzspannung zu hoch ist. E04-01 wird angezeigt, wenn die
Netzspannung zu niedrig ist.
Schließen Sie die Maschine bitte an: 400V AC +/- 15% 50-60 Hz.
ANDERE FEHLERTYPEN
Wenn andere Fehlersymbole im Display angezeigt werden, soll die
Maschine aus- und eingeschalten werden, damit das Symbol
entfernt wird.
Wenn das Fehlersymbol mehrmals erscheint, ist eine Reparatur der
Stromquelle notwendig.
Wahl der Schneidmethode
Allgemeines Schneiden
Diese Funktion ist immer Aktiv im allgemeinen Schneiden.
”Gitter” Schneiden
Diese Funktion solll nur in Sonderfällen angewendet werden
(z.B. Schneiden in Metallnetz), weil die Lebensdauer der
Brennerverschleißteile verkurzt wird, und die
Schneidegeschwindigkeit gedrosselt wird.
Fugen (ZETA 100)
Für diese Funktion wird eine spezielle Düse angewendet, die
sichert, daß der Plasmabogen das geschmeltzte Material
wegbläst, und dann eine Fuge bildet. Während des Fugens soll der
Brenner in einer Neigung von 45° im Verhältnis zu Schneidstück gehalten werden, und der Benutzer soll sich sichern, daß der Brenner
das geschmelzte Material in korrekter Richtung geblasen wird.
Der Luftdruck soll für mindestens 3,5 bar eingestellt werden.
(ZETA 100)
Diese Funktion ermöglicht Zeigen der Lichtbogenspannung
oder Schneidstrom. Die Taste wird für 3 Sekunden festgehalten, und die Diode neben “A” wird ausgeschaltet, wenn die
Lichtbogenspannung gezeigt wird. Retournieren zu Schneidstrom
durch Widerdrücken an die Taste.
Luftdrucktest
Das Gasventil wird geöffnet ohne daß der Lichtbogen ein-
schaltet. Kontrolle und eventuelle Einstellung des Luftdruckmessers hinter der Maschine ist dann möglich. Der Luftdruck soll
3,5 bar für ZETA 60 sein. Für ZETA 100 ist 4,0 bar empfehlenswert
für Schneiden und 3,5 bar für Fugen.
Durch Drücken der Luftdrucktest Taste zeigt das Display auf
ZETA 100 den Druck der Druckluft.
16
TECHNISCHE DATEN
Stromquelle: ZETA 60 ZETA 100
Netzspannung (50Hz-60Hz) 3x400 V ±15% 3 x 400 V ±15%
Netzsicherung 10 A 20 A
Netzstrom, effektiv 6,8 A 19,1 A
Effekt, (100%) 4,7 kVA 13,2 kVA
Effekt, max 7,4 kVA 29,9 kVA
Effekt, leerlauf < 35 W < 35 W
Wirkungsgrad 0,9 0,8
Schneiden Fugen
Zulässige ED 100% (40°C Temp) 40 A / 96 V 75 A / 110 V 75 A / 130 V
Zulässige ED 60% (40°C Temp) 50 A / 100 V 85 A / 114 V 85 A / 134 V
Zulässige ED 40% (40°C Temp) 60 A / 104 V 100 A / 120 V Zulässige ED 35% (40°C Temp) - - 100 A/ 130 V
Zulässige ED 100% (20°C Temp) 45 A / 98 V - Zulässige ED 60% (20°C Temp) 55 A / 102 V - Leerlaufspannung 241 V 248 V
Schweißstrombereich 20-60 A 20-100 A
1
Anwendungsklasse
S S
2
Schutzklasse (IEC 529) IP 23 IP 23
Normen EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensionen (HxBxL) 360x220x570 mm 405x345x675 mm
Gewicht 27 kg 36 k
g
(
6 m)/39 kg (15 m
)
Qualitätsschnitt 12 mm <25 mm
Trennschnitt 18 mm <35 mm
Autotransformator:
ZETA 100
Netzspannung (50Hz-60Hz) 3x230-500 V ±15%
Netzstrom, effektiv 46,8 A (230 V)
26,9 A (400 V)
24,5 A (440 V)
21,5 A (500 V)
Netzstrom, max. 33,2 A (230 V)
19,1 A (400 V)
17,4 A (440 V)
15,3 A (500 V)
Gewicht, inkl. Autotranformator 112 kg
Entsorgen Sie das Produkt gemäss
den örtlichen Standards.
www.migatronic.com/goto/weee
1
S
Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter elektrischer Gefährdung.
2
Geräte, die der Schutzklasse IP23 entsprechen, sind für Innen- und Außengebrauch berechnet
17
PROGRAMME DE LA MACHINE
ZETA 60/100 est une machine de découpe au plasma
refroidie par air.
Tuyaux de soudage
La machine peut être équipée de câbles de retour de
courant, de pièces de rechange etc. du programme
MIGATRONIC.
Chariot (option)
Les machines peuvent être livrées avec un chariot de
transport.
DEFINITION DE LA DECOUPE
AU PLASMA
L’arc plasma est un arc très chaud obtenu en comprimant
un gaz ionisé dans le petit orifice de l’embout de la torche.
En limitant la largeur de l’arc, il est possible d’atteindre de
très hautes températures (supérieures à 15 000 C°) ainsi
qu’une très haute vitesse du gaz. La haute température
permet de faire fondre la pièce à découper tandis que la
haute vitesse du gaz permet de retirer le métal fondu de la
pièce à usiner.
L’idéal est d’utiliser un gaz inerte pour la découpe au
plasma mais de l'air comprimé peut également être utilisé.
Cependant, la présence d'oxygène dans l'air comprimé
doit être prise en compte lors de la conception de la
torche.
Torche de découpe au plasma
La torche de découpe au plasma est quelque peu
similaire à une torche TIG mais est conçue de sorte à
forcer le passage de l’arc dans un très petit orifice de
l’embout de la torche.
L’électrode est fabriquée en cuivre et l’extrémité présente
une petite pièce en hafnium. L’embout est fabriqué en
cuivre.
L’air comprimé traverse la torche et est utilisé pour créer
le gaz plasma et refroidir la torche.
L’allumage de l’arc est obtenu par une décharge à haute
fréquence entre l’électrode et l’embout (arc pilote). L’arc
pilote est limité à 3 secondes maximum afin d’empêcher
tout chauffage de la torche et toute usure excessive des
consommables.
Lorsque la torche est placée à proximité de la pièce à
usiner, l’arc est transféré vers cette dernière, l’arc pilote
s’éteint et l’opération de découpe commence.
Découpe de grilles et treillis métalliques
Une fois l’arc transféré vers la pièce à usiner et la
découpe lancée, il est nécessaire de déplacer en
permanence la torche vers l’avant afin que l’arc soit
toujours placé entre la torche et le métal solide. Sinon,
l’arc s'éteint. La même chose se produit si la torche est
éloignée de la pièce à usiner.
S’il est nécessaire de découper une grille, un treillis
métallique ou bien d’autres matériaux discontinus, l’option
“Grid” (grille) doit être utilisée en appuyant sur la touche
en question du panneau avant. Dans ce mode, la
machine maintiendra l’arc pilote allumé empêchant ainsi
l’extinction de l'arc. Toutefois, dans ce mode de découpe,
les consommables et composants de la torche s’useront
plus vite et l’efficacité de la découpe s'en trouvera réduite.
INSTRUCTIONS PREALABLES
Raccordement au secteur
Assurez-vous que la tension d’entrée est correcte. Elle doit
correspondre à la tension spécifiée sur la plaque signalétique
de la machine. Une fois la prise électrique branchée sur le
secteur, la machine est prête à être utilisée. Veuillez noter que
tous les branchements électriques doivent être réalisés par le
personnel autorisé et qualifié. La machine est mise en marche
avec l’interrupteur principal.
Connexion de la commande à distance
(ZETA 100 AUTOMAT)
Les machines ZETA 100 conçues pour des applications
automatisées et équipées d’une prise 8 broches peuvent être
contrôlées par une commande à distance ou par une interface
robotique. Les broches de la prise présentent les
branchements suivants :
A: Signal d’entrée du courant de soudage, 0 – +10V.
Impédance : 1 Mohm
B: Mise à la masse
C: Détection de l’arc – Contact relais
(max. 1 A), complètement isolé
D: Non utilisé
E: Détection de l’arc – Contact relais
(max. 1 A), complètement isolé
F: Non utilisé
G: Alimentation +24 VDC. Protection court-circuit avec
résistance variable PTC (max. 50 mA).
H: Masse alimentation
Utilisation de générateurs
Cette machine de soudage est compatible avec toutes les
alimentations secteur qui délivrent un courant et une tension de
forme sinusoïdale et qui n’excèdent pas les plages de tension
autorisées, indiquées dans les spécifications techniques.
Les générateurs motorisés conformes aux conditions ci-dessus
peuvent servir de source d’alimentation principale.
Consultez votre fournisseur de générateur avant de connecter
votre machine de soudage.
Migatronic préconise l’utilisation d’un générateur muni d’un
régulateur électronique et d’une alimentation d’au moins
1,5 x la consommation maximale en kVA de la machine de
soudage. La garantie ne couvre pas les dommages provoqués
par une alimentation secteur inadaptée ou défectueuse.
18
Alimentation en air comprimé
Le tuyau d’alimentation en air comprimé doit être relié à
l’arrière du module d’alimentation. L’air doit être propre et
sec afin d'empêcher l’usure rapide des composants de la
torche. Un filtre à air peut être installé spécialement à cet
effet.
La capacité minimale du compresseur doit être de 120 l/min
pour une pression de 6-8 bar sur la ZETA 60 et de 180 l/min
pour une pression de 6-8 bar sur la ZETA 100. Le
compresseur ne doit pas dépasser 8 bar.
À l’arrière du module d’alimentation se trouve un filtre à air
avec un manomètre et un régulateur de pression.
Réglage de la pression d’air
Le module d’alimentation est équipé d’un pressostat qui
arrêtera la machine si la pression à l’entrée descend endessous de 3 bar (voir panneau avant ci-dessus)
Allumez la machine
Appuyez sur le bouton “test air” du panneau avant (la
soupape à gaz s’ouvrira)
Contrôlez la pression d’air sur le manomètre puis réglez
la pression sur 3,5 bar tout en gardant le bouton “test air”
appuyé. Différentes valeurs de pression peuvent être
utilisées en fonction du type de matériau, de l’épaisseur
et de l’ampérage. Ne pas dépasser 6 bar.
Relâchez le bouton-poussoir
Découpe
Ajustez le courant de coupe sur la valeur adaptée au type et
à l’épaisseur du matériau.
Sélectionnez le mode de découpe : normal ou “grid” (grille).
Veillez à tenir la torche à l’écart des personnes et des objets
puis appuyez sur le déclencheur de la torche. L’arc pilote
s’allume.
Placez la torche à proximité de la pièce à usiner et l’arc sera
transféré. Si la torche n’est pas déplacée à proximité de la
pièce à usiner dans les 3 secondes suivant l’allumage de
l’arc pilote, ce dernier s’éteindra et l’opération devra être
répétée.
Débutez la découpe depuis l'une des extrémités de la pièce
à usiner afin d’empêcher les scories et projections de revenir
sur la torche. Si la découpe doit être commencée au milieu
de la pièce à usiner, inclinez la torche afin d'éviter le retour
des scories et des projections sur cette dernière.
L’arc pilote permettra de transférer l’arc également sur des
pièces à usiner sales ou peintes.
Vitesse de coupe
L’utilisation d’une vitesse de coupe correcte permet de
découper complètement le matériau et de retirer le matériau
ainsi fondu du côté opposé de la pièce à usiner en évitant le
retour des étincelles et projections.
En utilisant une vitesse de coupe correcte, le matériau fondu
s’écoulera selon un angle de
10-15° par rapport à l’axe de la torche, ce qui permettra une
découpe nette des angles sans laisser de scories.
Une vitesse de coupe trop faible élargira la zone de
découpe, augmentera la zone d’influence thermique et
laissera des scories sur la surface de coupe.
Une vitesse de coupe trop élevée ne permettra pas de
découper toute l'épaisseur du matériau et entraînera le
retour de étincelles et projections.
Pendant la découpe, la torche doit toujours être placée
perpendiculairement à la pièce à usiner.
Avantages de la découpe au plasma
La découpe au plasma offre de nombreux avantages par
rapport à l’oxycoupage. La zone d’influence thermique est
plus petite tandis que la haute teneur en oxygène de
l’oxycoupage empêche toute utilisation sur de l’acier
inoxydable. La température de la découpe au plasma est
supérieure à celle de l’oxycoupage et le flux d’air comprimé
retire le matériau fondu laissant ainsi des bords propres.
La découpe au plasma peut être utilisée sur tous les
matériaux conducteurs.
Pièces d’usure
La torche présentent 2 pièces d’usure : l’électrode et
l’embout.
L’extrémité en hafnium de l’électrode s’abîme pendant la
découpe et lorsque cette usure atteint 2-3 mm, l’électrode
doit être remplacée. Une électrode usagée rendra difficile
l’allumage de l’arc pilote entraînant une instabilité de l'arc et
une mauvaise qualité de coupe.
L’embout ne doit présenter aucune projection. L'orifice
deviendrait alors plus large et irrégulier entraînant ainsi une
baisse de la qualité de coupe.
La durée de vie des consommables est variable et dépend
également de l'application.
Torche et pièces de rechange
Utilisez uniquement des pièces d’usure et de rechange
d’origine.
Chariot avec dispositif de transition de la tension de
secteur (équipement spécial)
Les machines fournies avec un auto-transformateur peuvent
être branchées aux tensions secteur suivantes :
3*230V, 3*400V, 3*440V og 3*500V.
Un interrupteur (1) permet de mettre l’autotransformateur
sous tension (voyant vert). La fonction intégrée d’économie
d’énergie désactive automatiquement la machine de
soudage au bout de 40 minutes d’inaction. Appuyez sur le
bouton (2) pour réactiver la machine (voyant rouge).
Vous pouvez demander à un technicien de désactiver la
fonction d’économie d’énergie.
Please note!
It is important to control the flow by means of
the plasma gas test device.
The flow MUST be set between the two lines
on the gas test device.
If the flow is not within this area, it will result
in either bad cutting quality or decreased
lifetime on the wearing parts.

19
UNITE DE COMMANDE
ZETA 60
ZETA 100
Bouton de commande
La machine est équipée d'un bouton de
commande qui est utilisé pour régler le
courant de coupe :
20-60A pour le modèle ZETA 60
20-100A pour le modèle ZETA 100.
Voyant d’arc plasma
Le voyant d’arc plasma s’allume pour des
raisons de sécurité ainsi que pour indiquer s'il
existe une tension à la sortie de la torche.
Voyant de surchauffe
Le voyant de surchauffe s’allume si la
découpe est interrompue en raison d’une
surchauffe de la machine.
Voyant courant défaillant
Le voyant courant défaillant s'allume si la
tension du secteur est inférieure à la tension
nominale de plus de 15 %.
Indicateur de la pression d’air
L’indicateur de la pression d’air s’allume si
la pression est inférieure à 3 bar provoquant ainsi
l'arrêt de la machine.
Alarme torche
Voyant ROUGE clignotant : un courtcircuit s'est produit à l'intérieur de la torche (torche
endommagée ou mauvaise assemblage des
composants électriques tels que l’électrode,
l'embout etc.). Le générateur est arrêté.
Voyant ROUGE ALLUME EN CONTINU : la tête
de la torche n’est pas complètement montée. Cette
alarme informe l’opérateur du risque de choc
électrique en raison de l’exposition des
composants électriques à de hautes tensions. Le
générateur est arrêté.
PLS (ZETA 100)
Ce message s’affiche en cas de court-circuit de la torche
plasma.
LO.P (ZETA 100)
Ce message s’affiche lorsque la pression de
l’alimentation en air est insuffisante.
HI.P (ZETA 100)
Ce message s’affiche lorsque la pression de
l’alimentation en air est trop élevée.
Symboles d’erreur
Le voyant situé à côté de l’icône clignote lorsque d’autres
types d’erreurs sont détectés. Un symbole d’erreur apparaît
simultanément à l’écran.
Exemples de codes d’erreur :
(Le code d’erreur peut être effacé par une pression sur la touche
.)
Erreur secteur
L’icône apparaît lorsque la tension secteur est trop élevée.
Le message E04-01 apparaît lorsque la tension secteur est
insuffisante.
La machine de soudage doit être raccordée à un courant
de 400 V AC, +/-15 % 50-60 Hz.
AUTRES TYPES D’ERREURS
Si d’autres symboles d’erreur apparaissent, la machine doit être mise
hors tension puis sous tension pour effacer le symbole.
L’affichage répété du symbole d’erreur indique que la source
d’alimentation doit être réparée.
Mode de découpe
Découpe normale
Cette fonction doit être utilisée en général.
Découpe “Grid” (grille)
Cette fonction ne doit être utilisée que dans des conditions
particulières dans la mesure où elle accélère l'usure des
consommables de la torche et ralentit la découpe.
Gougeage (ZETA 100)
Cette fonction est utilisée avec une buse spéciale permettant
à l’arc plasma d’éliminer le matériau fondu et, par
conséquent, de créer une rainure. Lors du gougeage, la torche doit
être inclinée à 45° par rapport à l’élément à souder et orientée de
sorte que le matériau fondu soit éliminé en toute sécurité.
La pression de l’air comprimé doit être réglée à 3,5 bars.
(ZETA 100)
Cette fonction permet d’afficher la tension d’arc ou le courant
de découpe. Appuyez sur la touche pendant 3 secondes ; le
voyant lumineux situé à côté de l’indicateur « A » s’éteint lorsque la
tension d’arc s’affiche. Appuyez de nouveau sur la touche pour
revenir au courant de découpe.
Test pression d’air
En appuyant sur ce bouton, la soupape à gaz s’ouvrira sans
allumer d’arc. Cette opération permet de contrôler la pression
d’air sur le manomètre placé à l’arrière de la machine et de régler ce
dernier sur une pression maximale de 3,5 bars pour le ZETA 60. Pour
le ZETA 100, il est recommandé d’appliquer une pression de 4,0 bars
pour le coupage et de 3,5 bars pour le gougeage.
Sur le ZETA 100, lorsque la touche TEST PRESSION D’AIR est
activée, la pression de l’air comprimé apparaît sur l'écran.
20
CARACTERISTIQUES TECHNIQUES
Alimentation: ZETA 60 ZETA 100
Tension de secteur (50Hz-60Hz) 3x400 V ±15% 3 x 400 V ±15%
Fusible 10 A 20 A
Courant secteur efficace 6,8 A 19,1 A
Puissance, (100%) 4,7 kVA 13,2 kVA
Puissance, max 7,4 kVA 29,9 kVA
Puissance en circuit ouvert < 35 W < 35 W
Efficacité 0,9 0,8
Charge autorisée : Coupage Gougeage
100% du facteur d’utilisation (temp. ambiante 40°C) 40 A / 96 V 75 A / 110 V 75 A / 130 V
60% du facteur d’utilisation (temp. ambiante 40°C) 50 A / 100 V 85 A / 114 V 85 A / 134 V
40% du facteur d’utilisation (temp. ambiante 40°C) 60 A / 104 V 100 A / 120 V 35% du facteur d’utilisation (temp. ambiante 40°C) - - 100 A / 130 V
100% du facteur d’utilisation (temp. ambiante 20°C) 45 A / 98 V - 60% du facteur d’utilisation (temp. ambiante 20°C) 55 A / 102 V - Tension en circuit ouvert 241 V 248 V
Plage de courant 20-60 A 20-100 A
1
Classe d’application
S
S
2
Classe de protection (IEC 529) IP 23 IP 23
Normes EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensions (hxlxL) 360x220x570 mm 405x345x675 mm
Poids 27 k
g
36 k
g
(
6 m)/39 kg (15 m)
Qualité de coupe 12 mm <25 mm
Coupe max. 18 mm <35 mm
Autotransformateur: ZETA 100
Tension de secteur (50Hz-60Hz) 3x230-500 V ±15%
Courant secteur efficace 46,8 A (230 V)
26,9 A (400 V)
24,5 A (440 V)
21,5 A (500 V
)
Courant secteur, max. 33,2 A (230 V)
19,1 A (400 V)
17,4 A (440 V)
15,3 A (500 V)
Poids, autotransformateur incl. 112 kg
Veillez à mettre le produit au rebut selon
les normes et réglementations locales.
www.migatronic.com/goto/weee
1
S
La machine respecte les normes exigées pour les machines fonctionnant dans des environnements présentant de hauts risques de choc électrique.
2
Tout équipement portant la marque IP23 est conçu pour un usage en extérieur et intérieur.
 Loading...
Loading...