

Migatronic SIGMA GALAXY 300 COMPACT/S, SIGMA GALAXY 400 COMPACT/S, SIGMA GALAXY 500 COMPACT/S User Manual

BRUGSVEJLEDNING
USER GUIDE
BETRIEBSANLEITUNG
GUIDE DE L’UTILISATEUR
BRUKSANVISNING
GUIDA PER L’UTILIZZATORE
GEBRUIKERSHANDLEIDING
KÄYTTÖOHJE
GUÍA DE USUARIO
KEZELÉSI ÚTMUTATÓ
PODRĘCZNIK UŻYTKOWNIKA
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
NÁVOD K OBSLUZE
SIGMA GALAXY 300/400/500 COMPACT/S
50115002 C2 Valid from 2017 week 20
2
Dansk ..................................................................3
English ..............................................................11
Deutsch ............................................................. 19
Français ............................................................. 27
Svenska ............................................................. 35
Italiano .............................................................43
Nederlands .......................................................51
Suomi ................................................................ 59
Español .............................................................67
Magyar ..............................................................75
Polski .................................................................83
Русский ...........................................................91
Česky ................................................................. 99
3
Tilslutning og ibrugtagning
Advarsel
Læs advarsel og
brugsanvisning omhyggeligt
igennem inden installation og
ibrugtagning og gem til senere
brug.
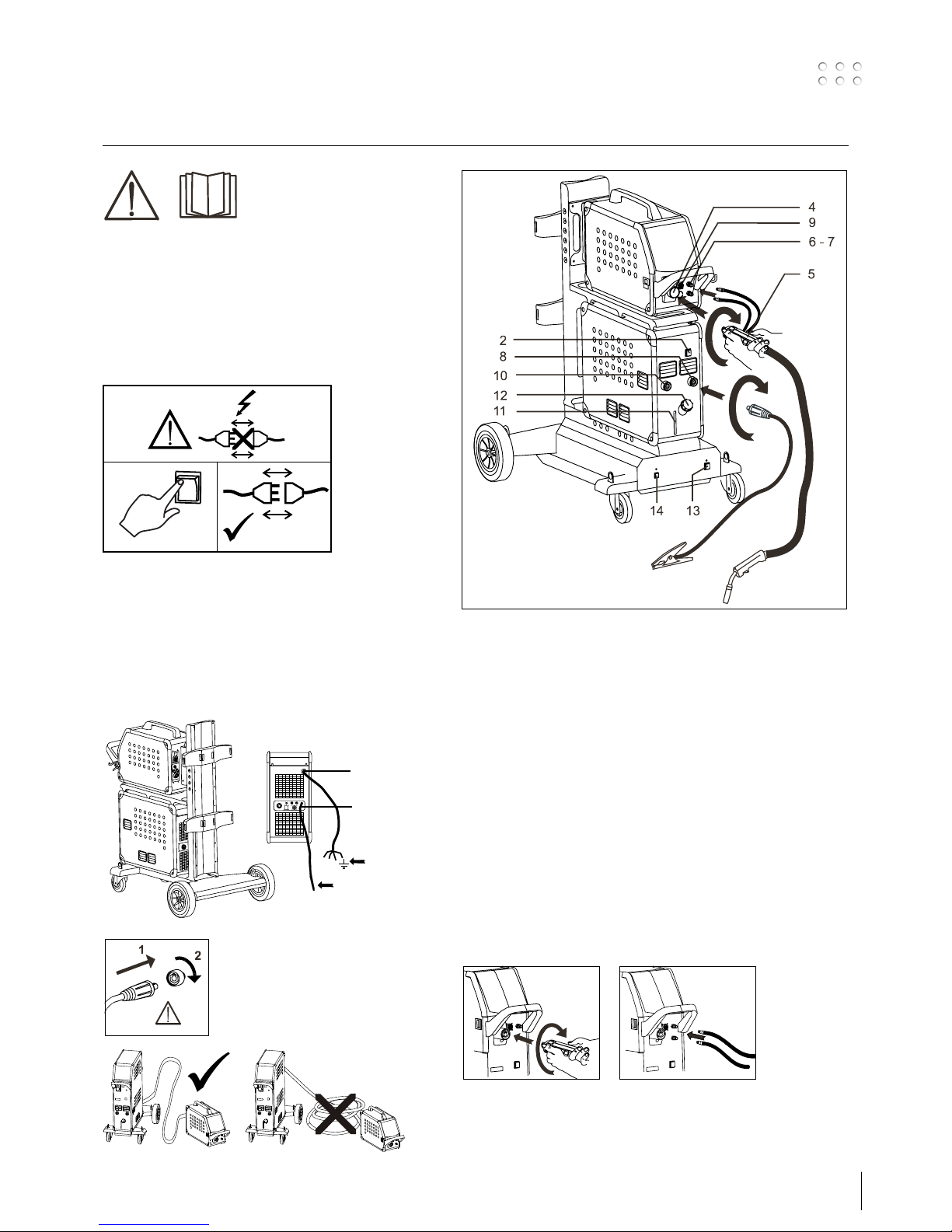
Installation
Nettilslutning
Tilslut maskinen til den netspænding den er konstrueret
til. Se typeskiltet (U1) bag på maskinen.
0
l
1
2
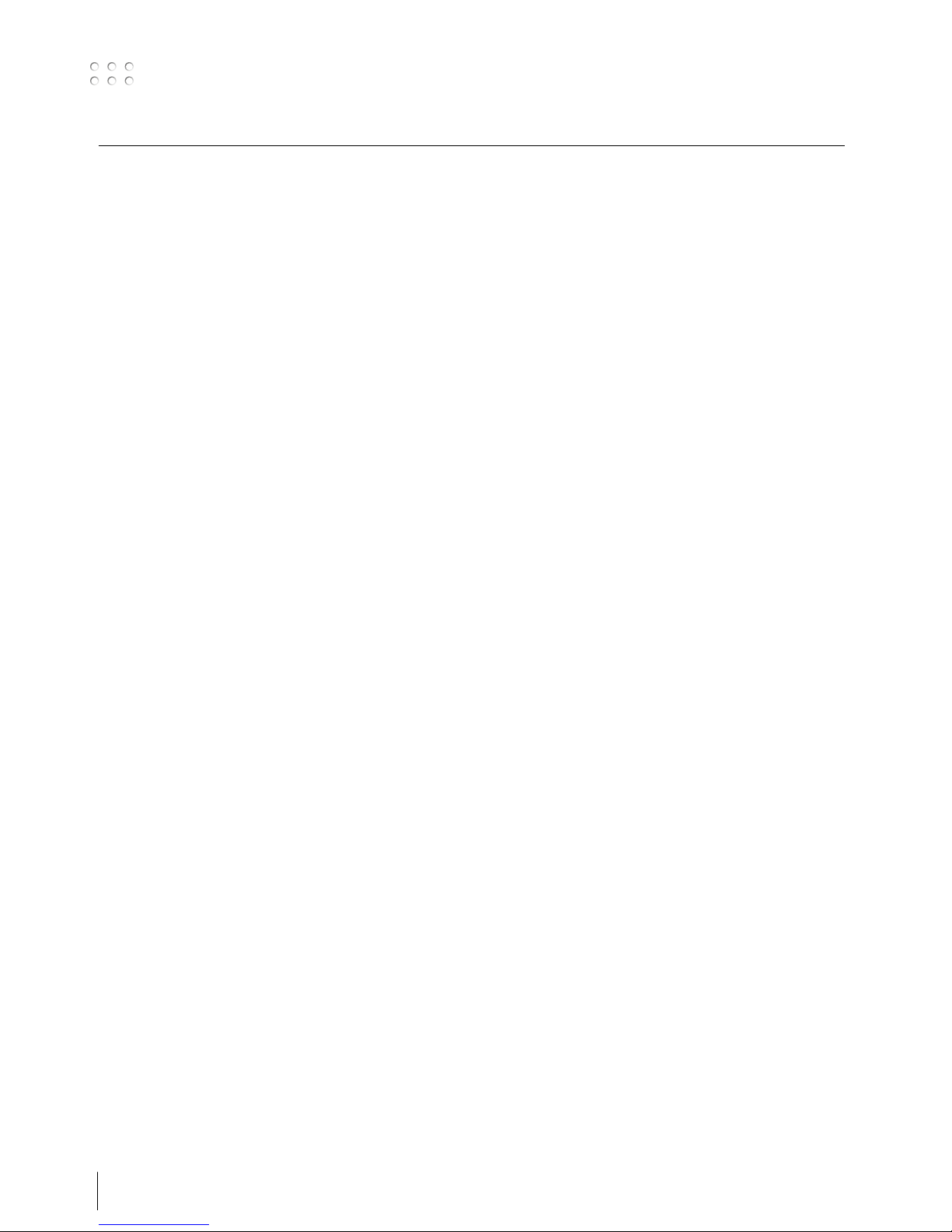
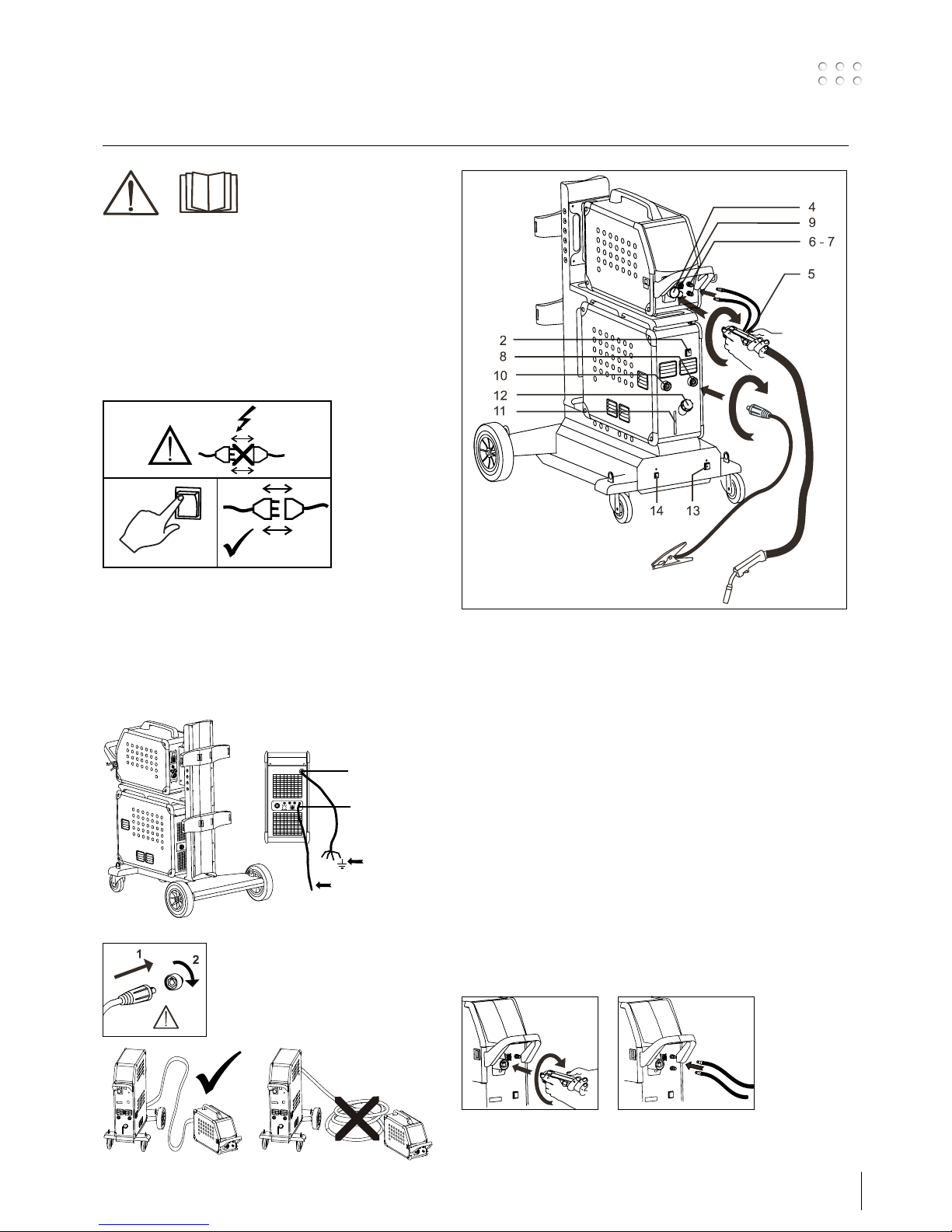
Tilslutning af beskyttelsesgas
Gasslangen, som udgår fra bagsiden af maskinen (3),
tilsluttes en gasforsyning med en reduktionsventil
(2-6bar). (Obs. Nogle typer reduktionsventiler kan kræve
højere udgangstryk end 2 bar for at fungere optimalt).
En/to gasflasker kan fikseres bag på vognen.
Vigtigt!
Når stelkabel og svejseslange
tilsluttes maskinen, er god elektrisk
kontakt nødvendig, for at undgå at
stik og kabler ødelægges.
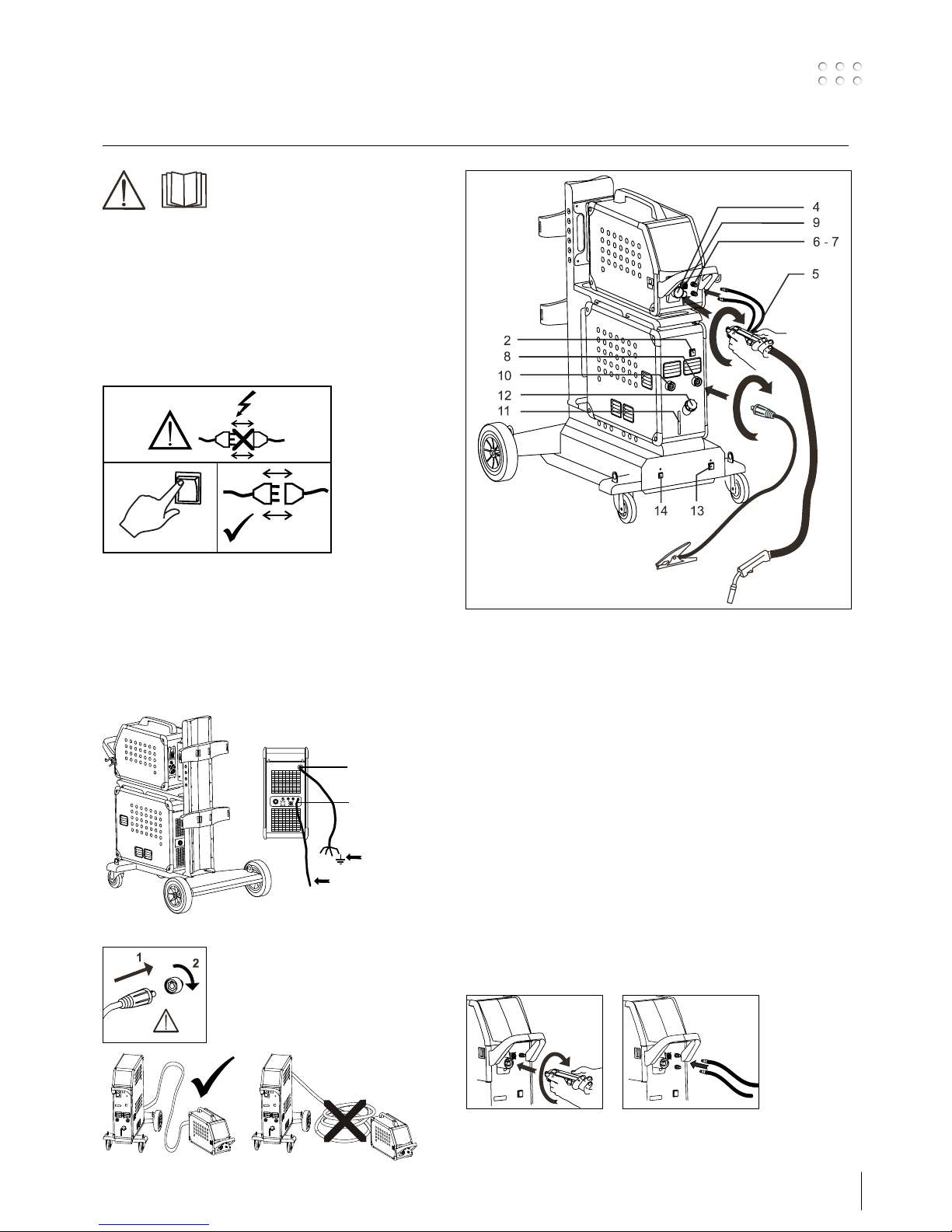
1. Nettilslutning
2. Tænd – sluk knap
3. Tilslutning beskyttelsesgas
4. Tilslutning - svejseslange
5. Svejseslange
6. Tilslutning for køleslanger
7. Tilslutning for køleslanger
8. Stelklemme (MIG) eller elektrodeholder-tilslutning
9 Tilslutning for MIG Manager® eller
push-pull svejseslange (ekstra udstyr)
10. Stelklemme (MMA) eller elektrodeholder-tilslutning
11. Aflæsning af kølevæskestand
12. Påfyldning af kølevæske
13. Tænd – sluk for autotrafo (ekstra udstyr)
14. Aktivering af autotrafo i standby (ekstra udstyr)
Tilslutning af svejseslange
Hvis svejseslangen er en MIG Manager
®
, skal der
endvidere være monteret MIG Manager kit (ekstra
udstyr) med multistik på fronten af maskinen (9).
F
Power
GAS 2-6 Bar
1
3
F
F
4
Tilslutning og ibrugtagning
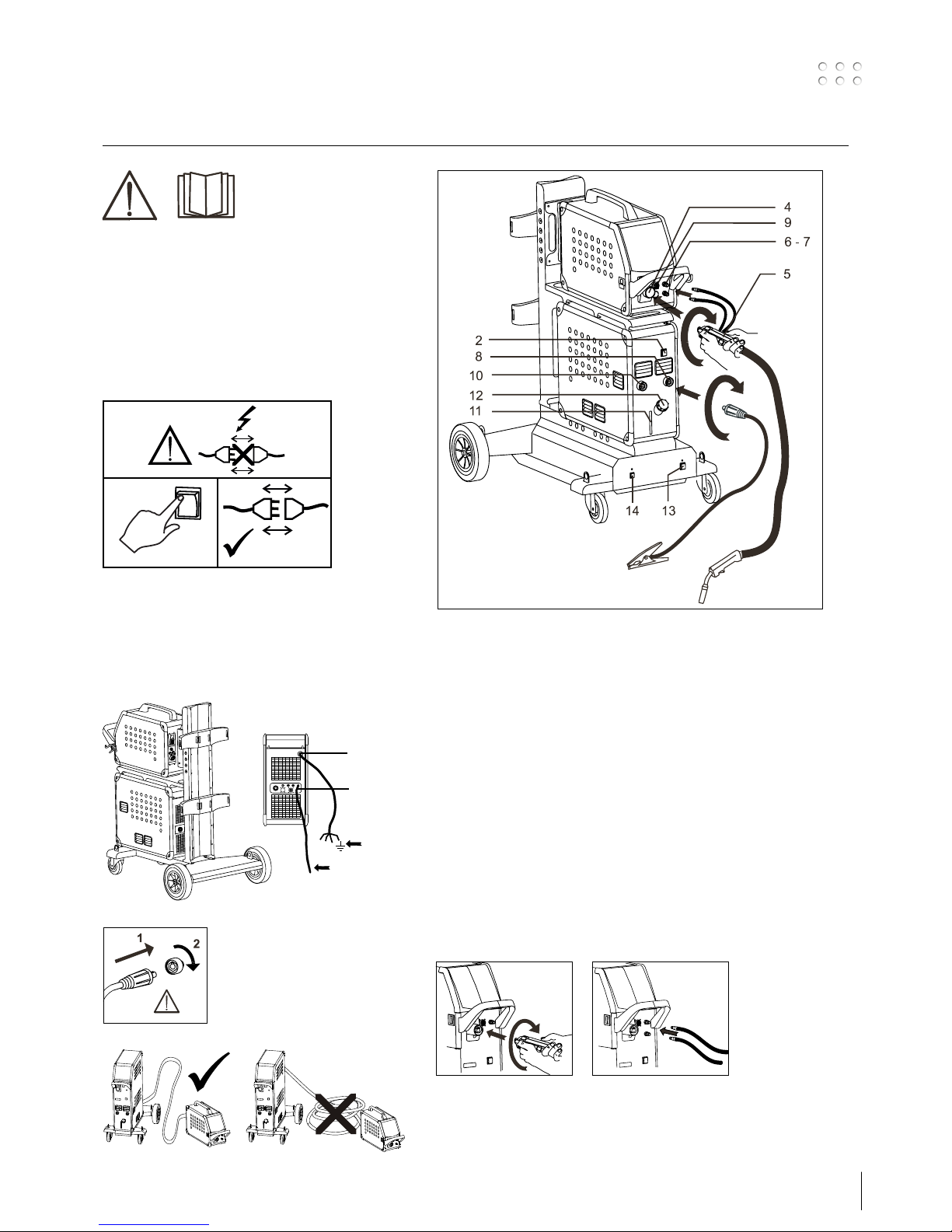
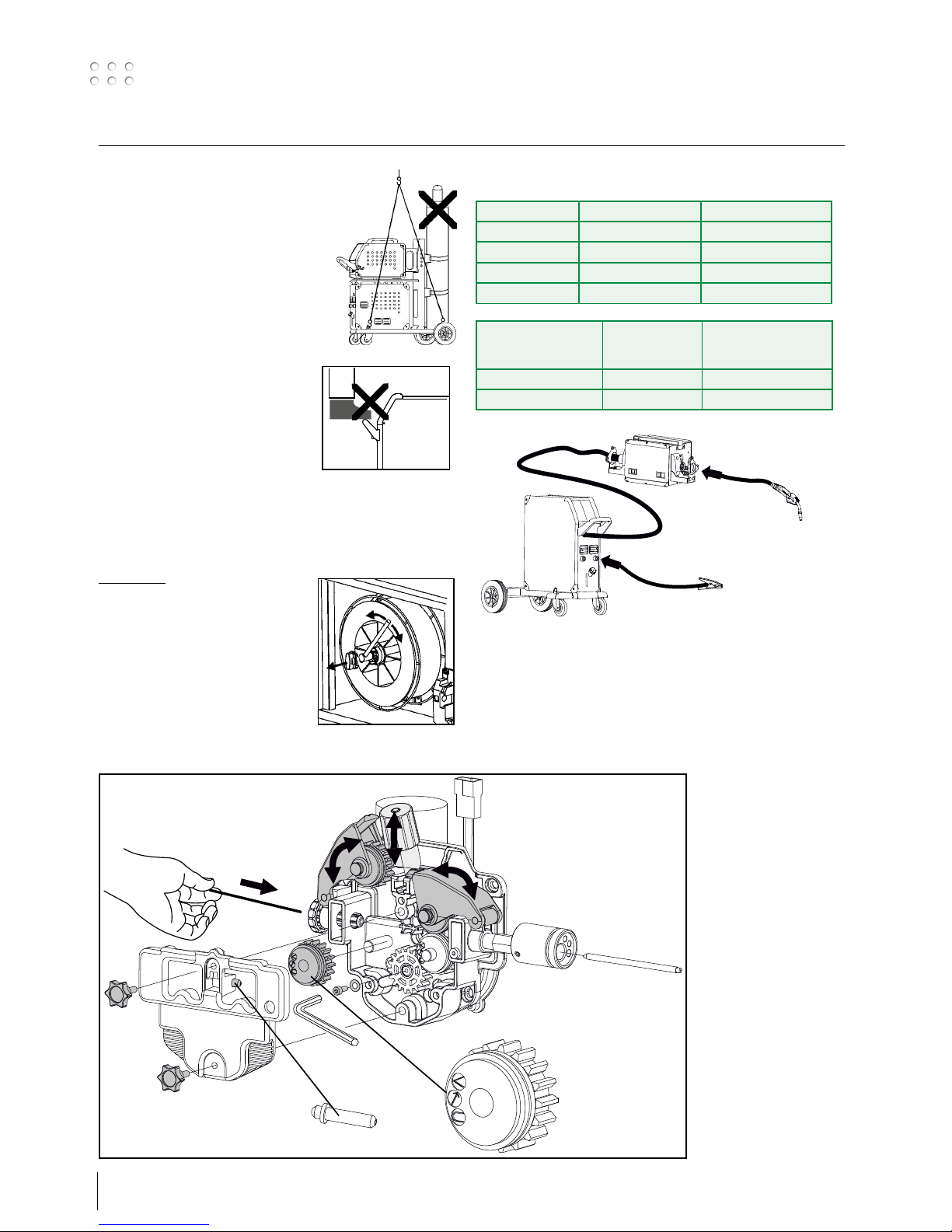
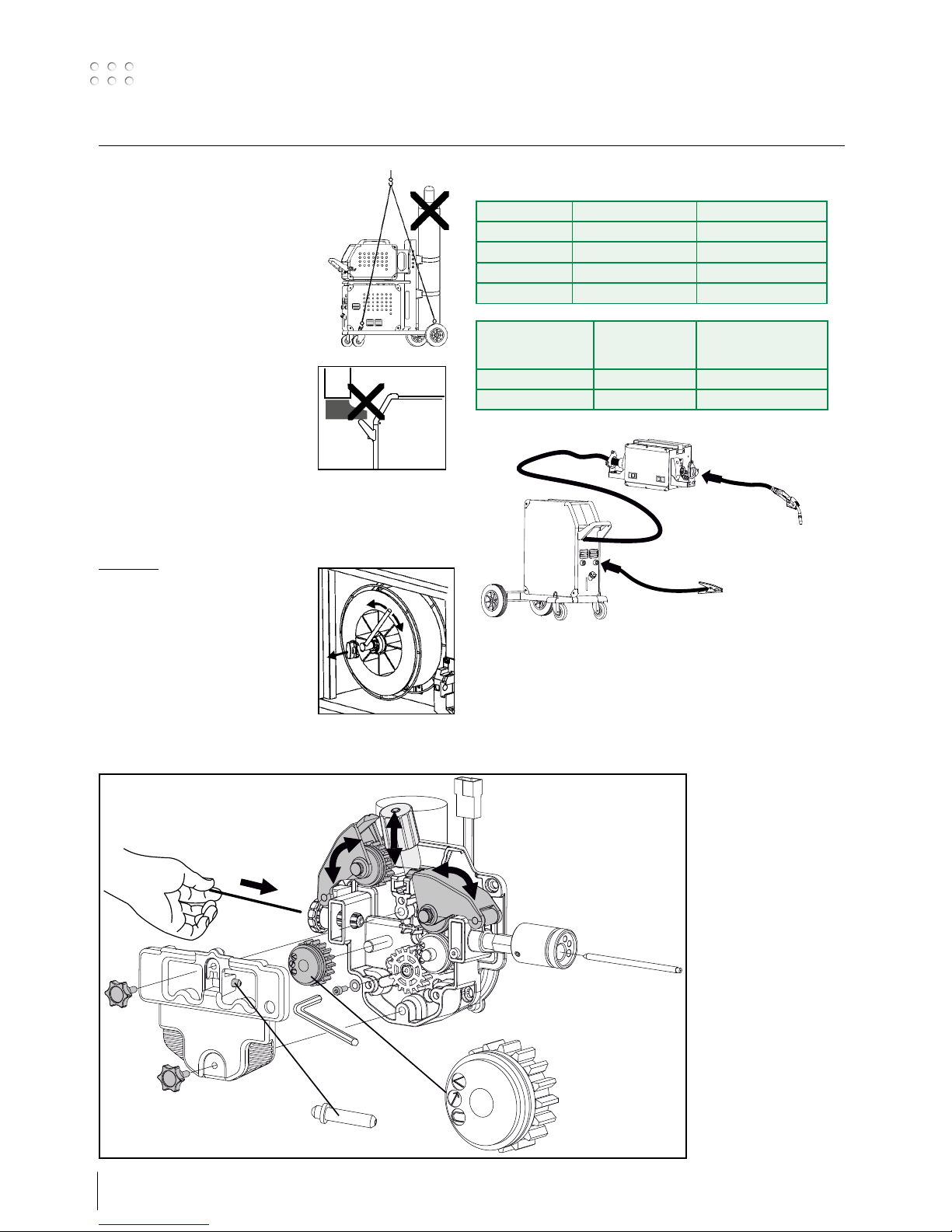
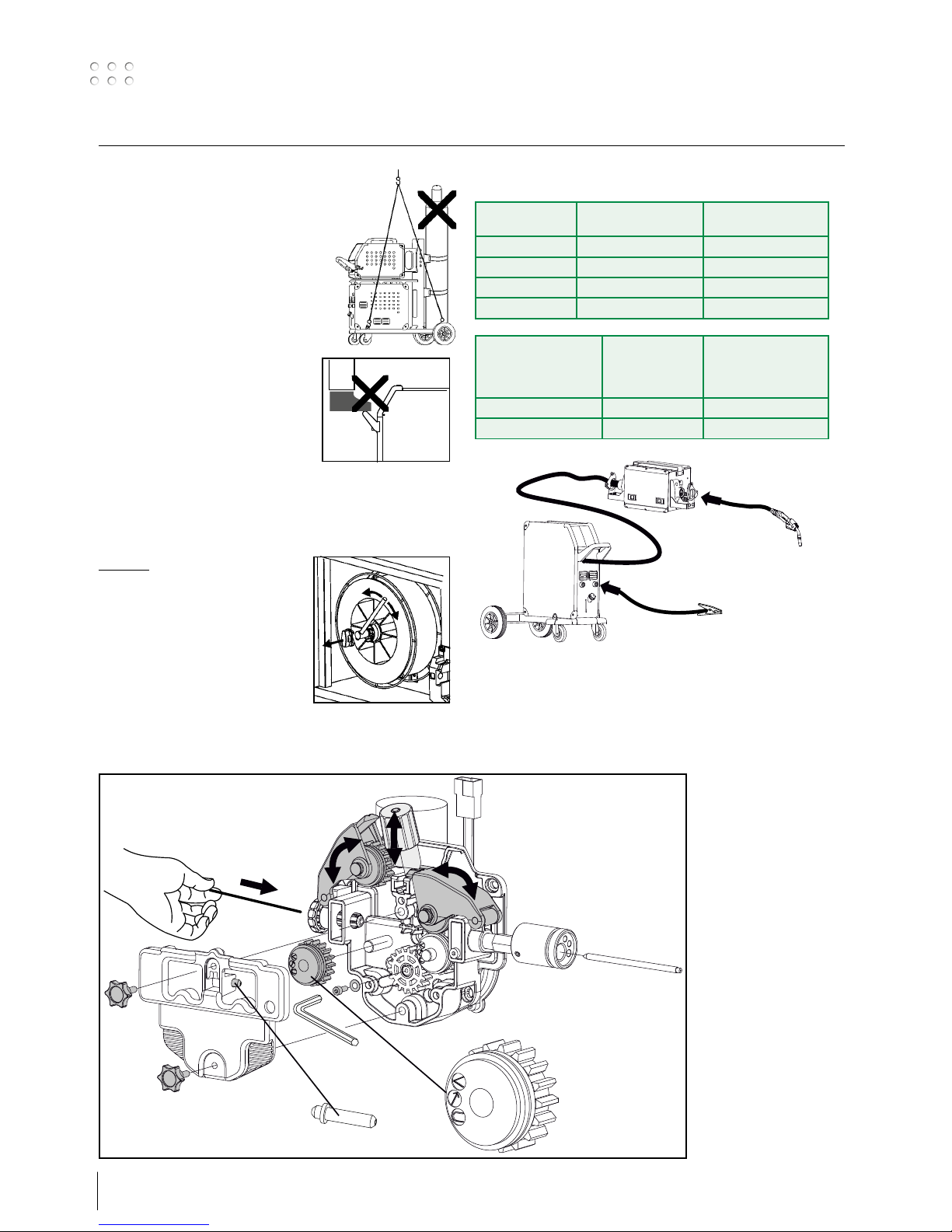
Løfteanvisning
Når maskinen løftes, skal løftepunkterne, som vises på figuren, anvendes.
Maskinen må ikke løftes med monteret
gasflaske!
Kabelstørrelser
Svejsestrøm DC PULS
200 A 35 mm² 35 mm²
300 A 50 mm² 70 mm²
400 A 95 mm² / 2x50 mm² 95 mm² / 2x50 mm²
500 A 2x70 mm² 2x70 mm²
Svejseproces Afstand til
arbejdsemne
(a+b)
Total kabellængde
i svejsekredsløb
(a+b+c)
MIG - IAC og puls 10 m 20 m
MIG - ingen puls 30 m 60 m
Tilslutning af elektrodeholder for MMA
Elektrodeholder og stelkabel tilsluttes plusudtag (10) og minusudtag (8). Polariteten vælges efter elektrodeleverandørens
anvisning.
a
b
c
Justering af trådbremse
Bremsen justeres så stramt at trådrullen standser inden
svejsetråden kører ud over kanten på rullen. Bremsekraften er
afhængig af vægten på trådrullen, og trådhastigheden.
Fabriksindstillet til 15kg.
Justering:
• Afmonter drejeknappen ved at
stikke en tynd skruetrækker ind
bagved knappen og ryk derefter
knappen ud.
• Juster trådbremsen ved at
spænde eller løsne låsemøtrikken
på trådnavets aksel.
• Monter drejeknappen igen.
Løft ikke maskinen i håndtaget.
Træd ikke op på håndtaget.
x4
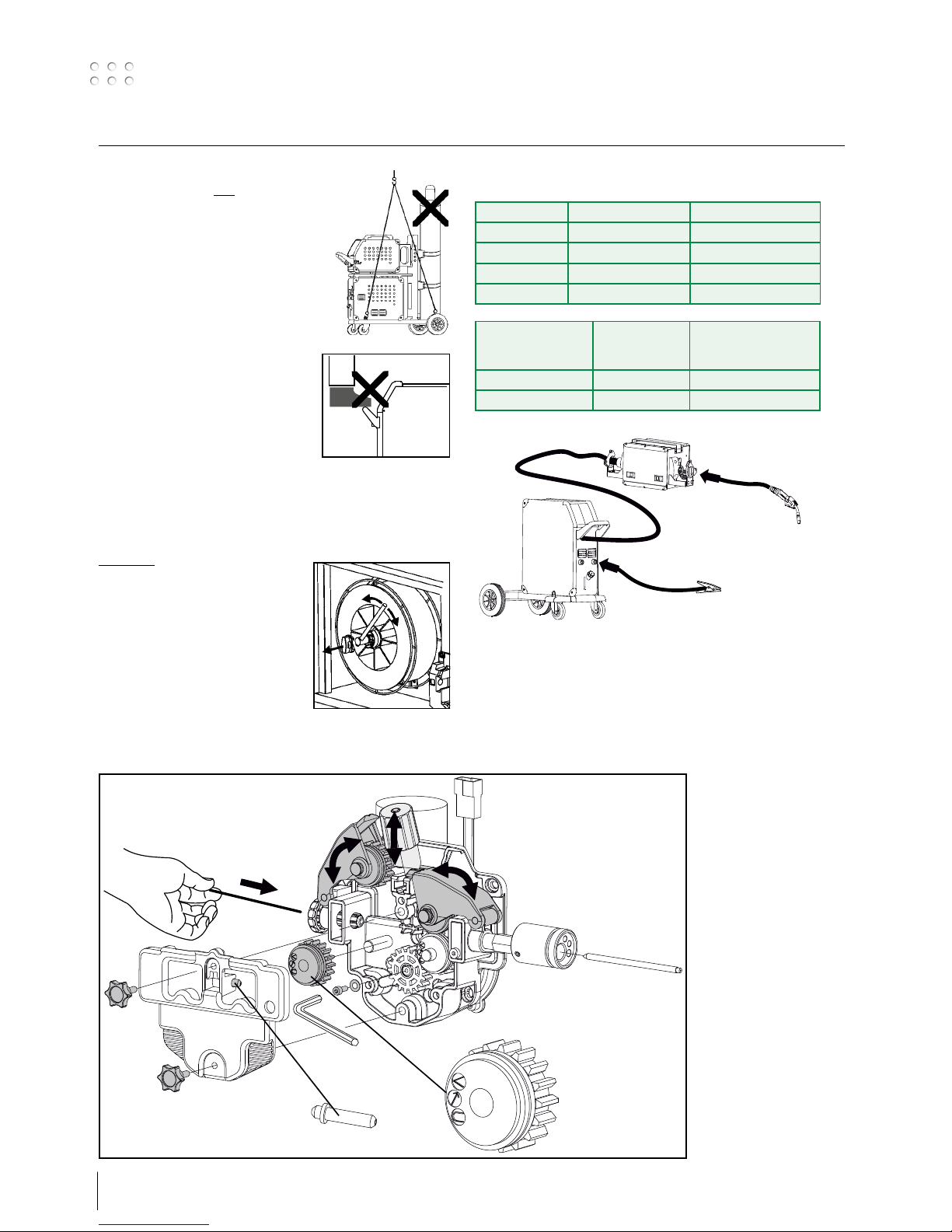
Montering af dele i trådfremføring
Fingerskruens tryk
indstilles, således at
trådtrisserne netop glider
på tråden, når denne
bremses ved kontaktdysen
5
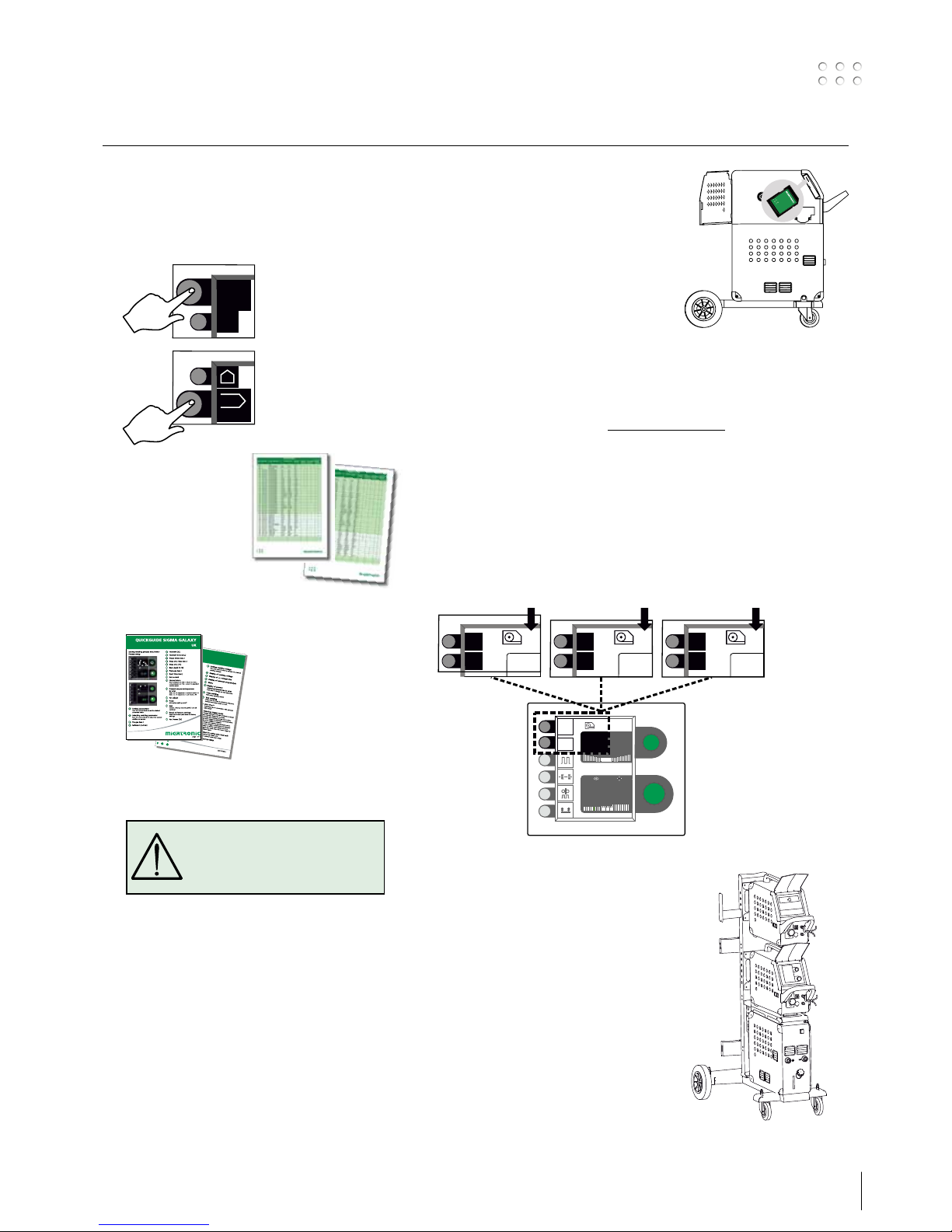
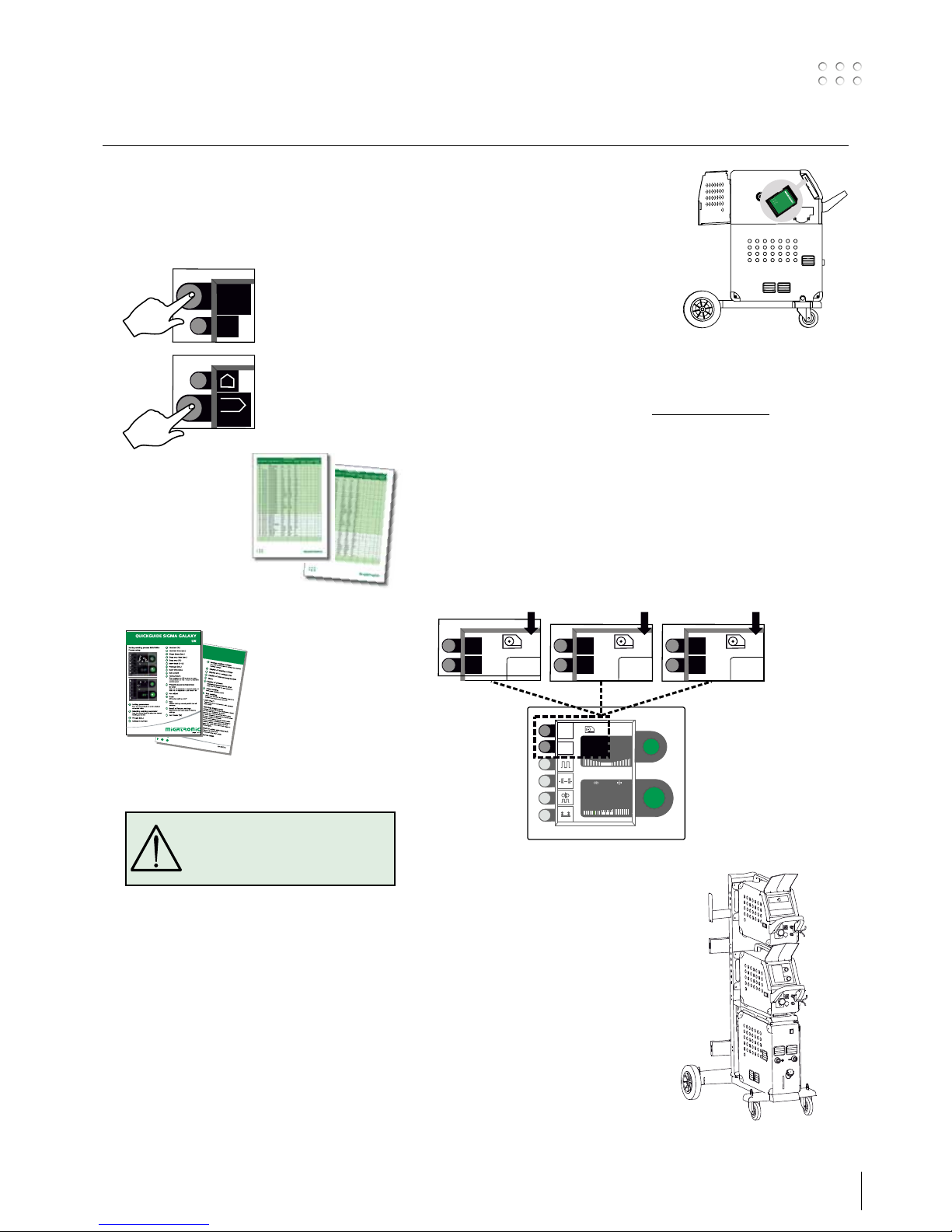
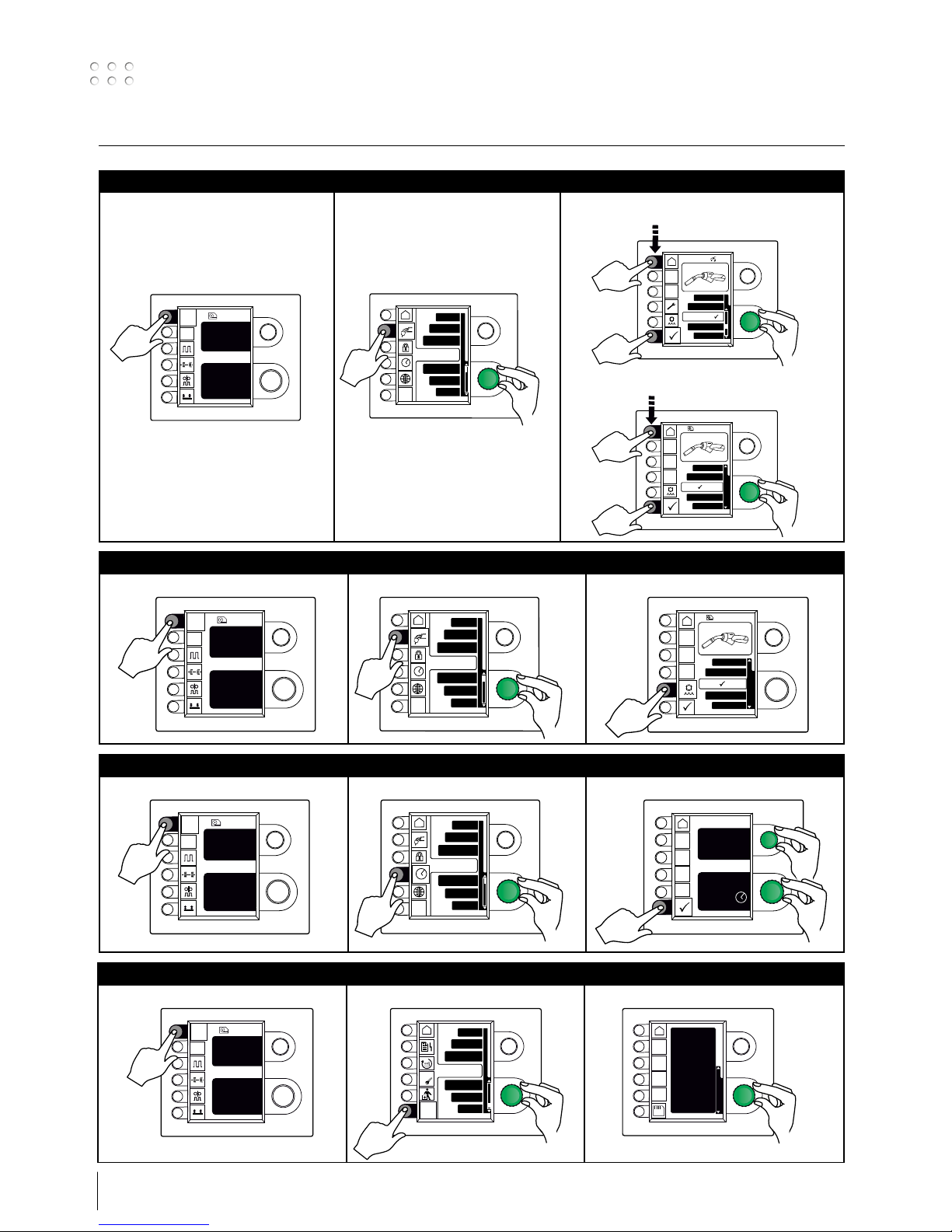
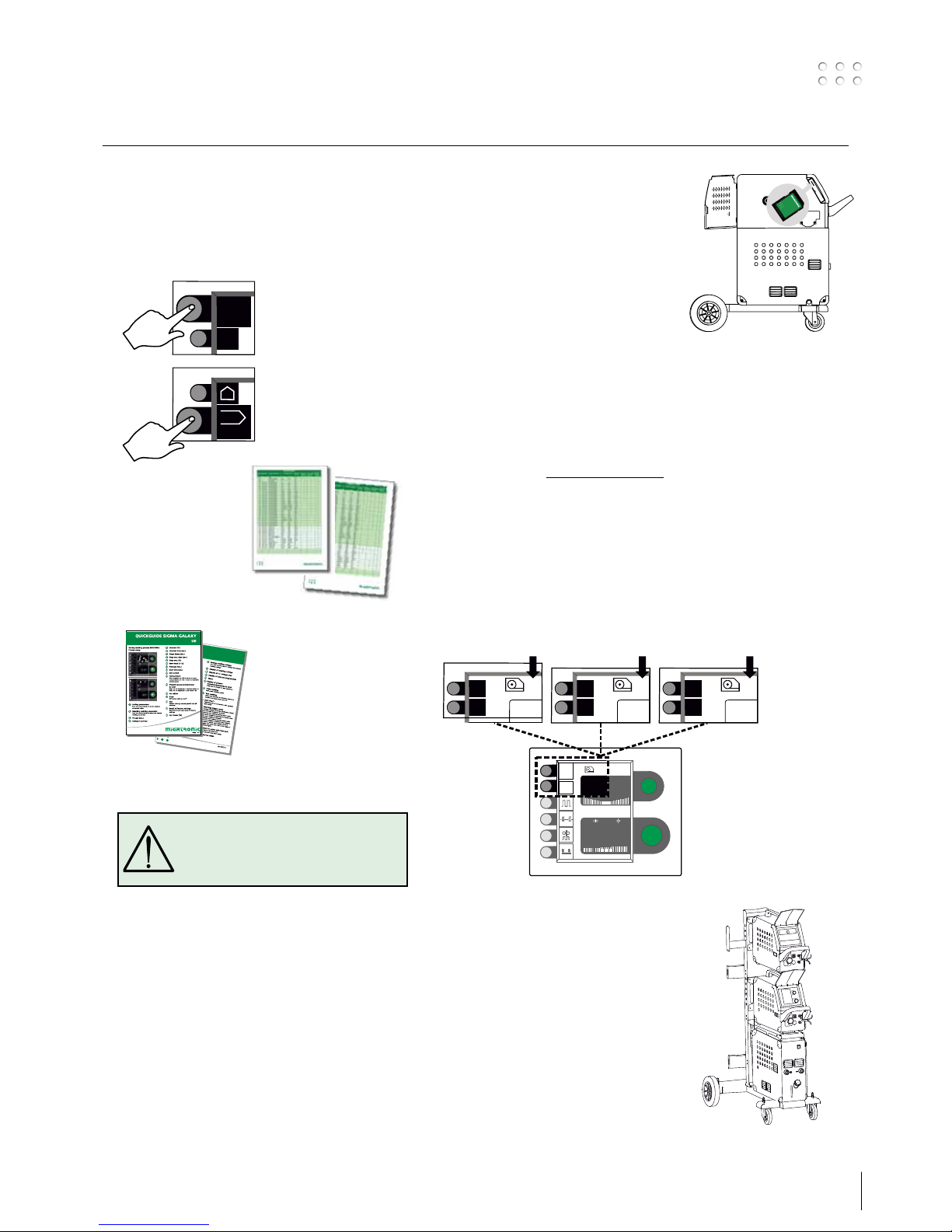
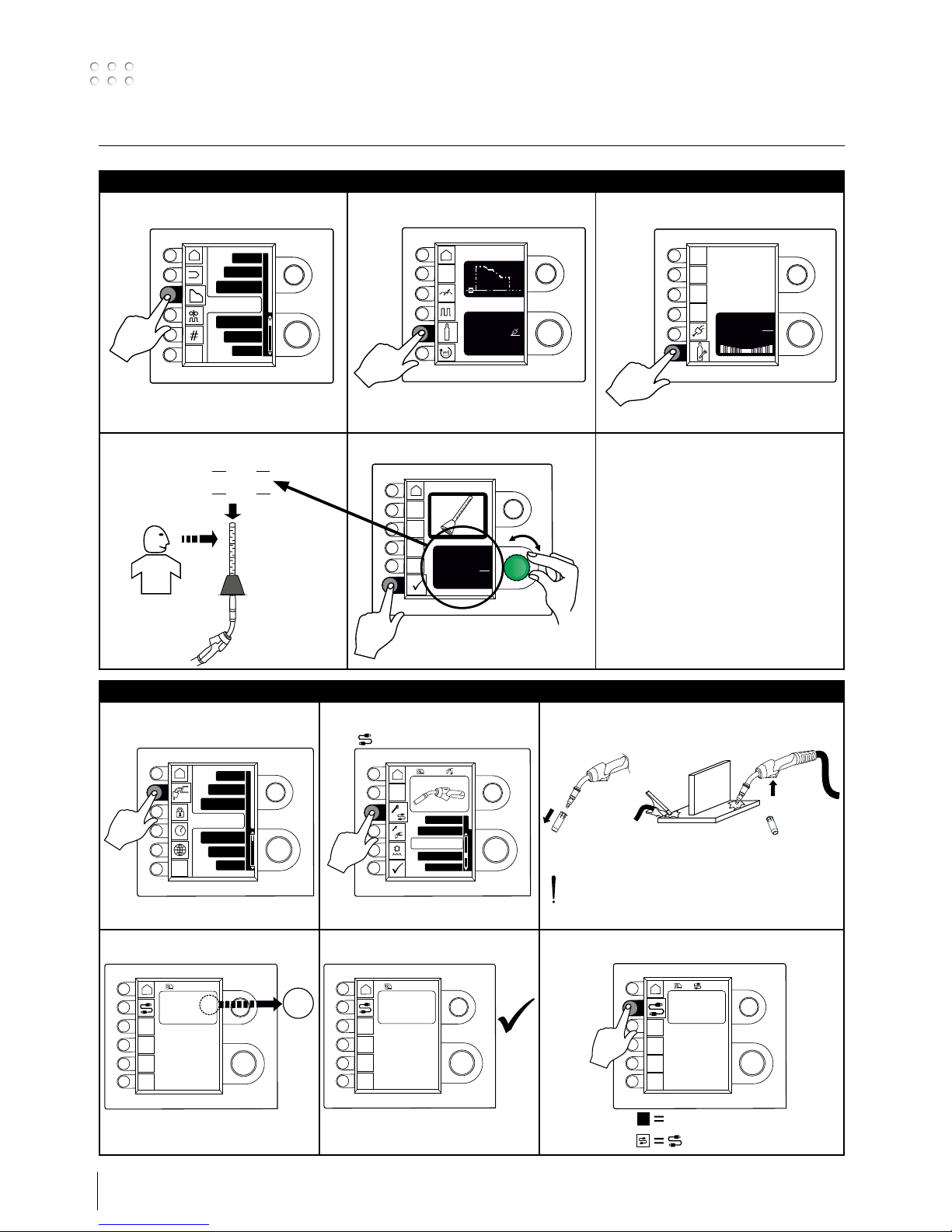
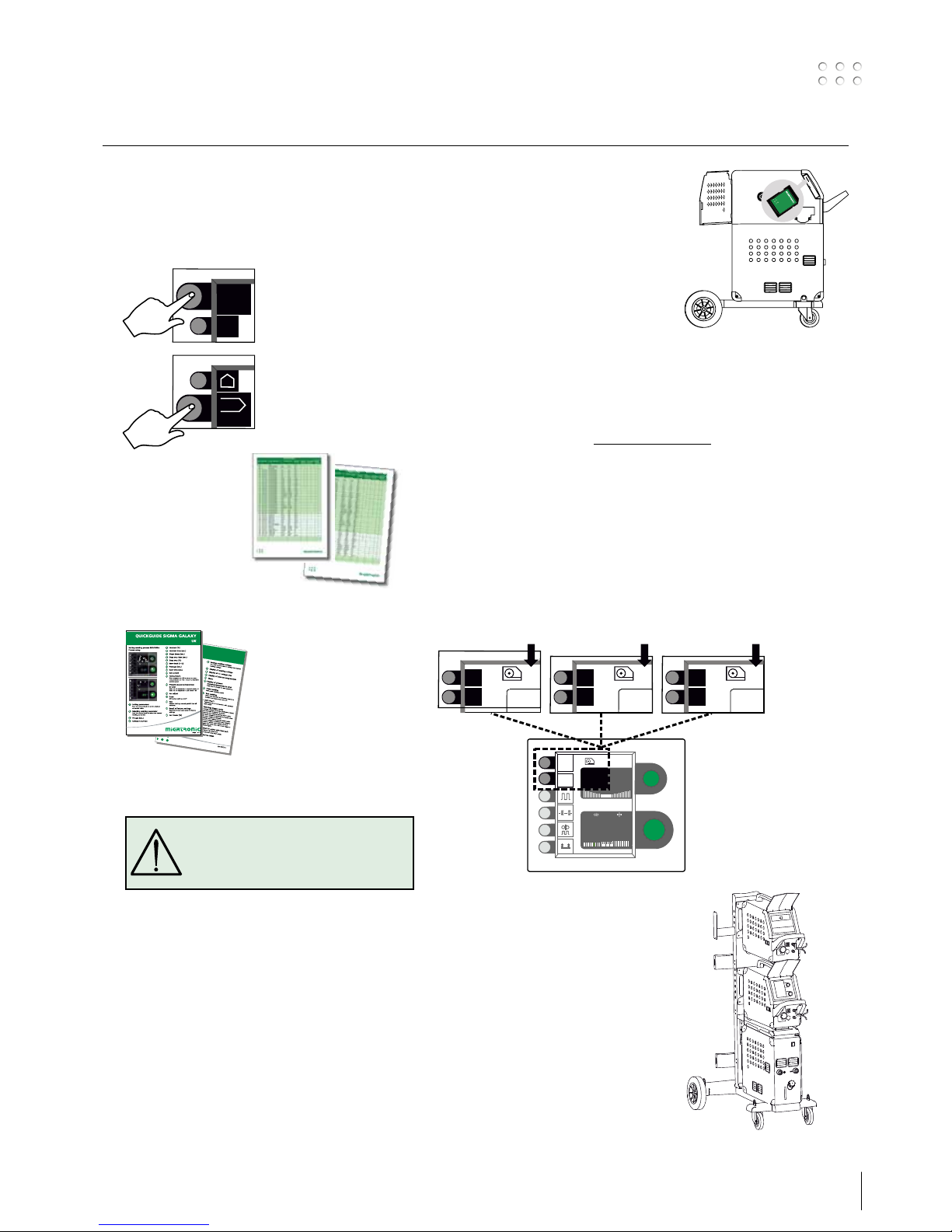
Flere trådbokse
Opstilling med MWF 41 Master (feeder i) og
Slave (feeder 1-2)
Slaveenheden gøres aktiv med et kort tryk
på svejseslangens kontakt/tast, og dennes
grønne lampe vil derefter tænde.
Alle indstillinger foretages på masterenhedens kontrolpanel, og gemmes
automatisk til næste gang slave-enheden
aktiveres.
Bemærk at MWF 41 Slave og RWF har samme
funktioner.
Både Master og Slave skal udstyres med
vandkølede slanger, hvis vandkøling er aktiv.
MENU
9
/9
#
i
15.
0.0
MENU
9
/9
#
1
15.
0.0
MENU
9
/9
#
2
15.
0.0
Slave 1Master Slave 2
MENU
9
/9
#
i
15.0V
125A
0.0 V
6.2m/min 5.0mm
Tilslutning og ibrugtagning
ADVARSEL
Når der trykkes på svejseslangens
kontakt/tast er der spænding på
svejsetråden/elektroden.
Software indlæsning
• Indsæt SIGMA SD-kortet i slidsen i
maskinens højre side.
• Tænd maskinen.
• Displayet blinker kortvarigt med seks
streger.
• Vent indtil maskinens display viser den
indstillede strøm.
• Sluk maskinen og tag SD-kortet ud
• Maskinen er nu klar til brug.
Alle trådbokse som er tilkoblet får indlæst den nye software.
Hvis kontrolboksen udskiftes er det nødvendigt at lægge software ind i
den nye boks igen, ved hjælp af et SD kort.
Softwaren kan downloades fra www.migatronic.com
Licens SW
Ved tilkøb af ekstralicenser til programmer eller særlige funktioner skal
MigaLic.dat filerne indlæses på samme vis som SW-pakker.
Husk at gemme en sikkerhedskopi af filerne.
MigaLic.txt filen indeholder information om maskinens licensnummer og
de gemte licenser på SD-kort.
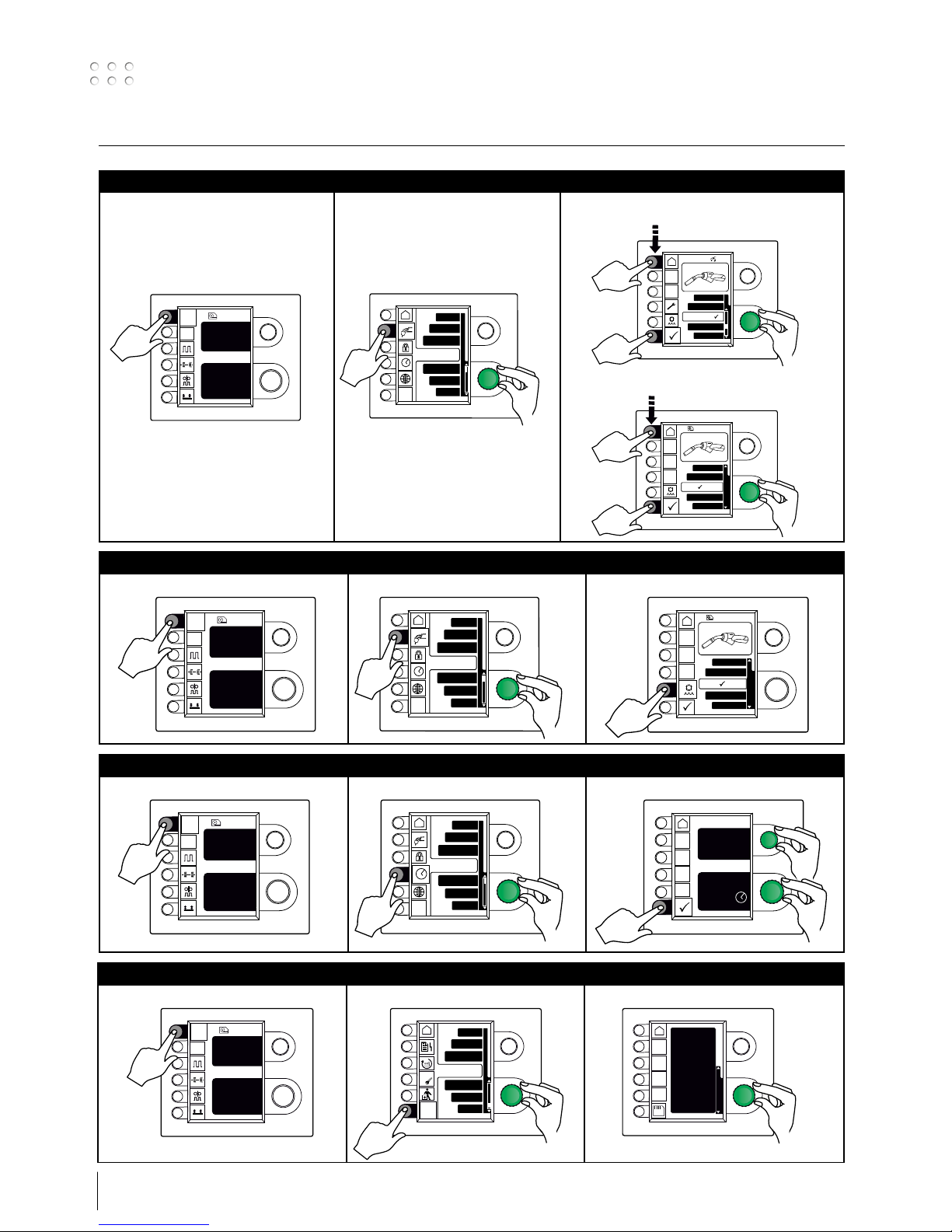
Tænd, tryk, svejs
Indstilling af svejseprogram.
• Tænd svejsemaskinen på hovedafbryderen (2)
• Vælg svejseprogram
Se i Quickguide hvordan det vælges for din
svejsemaskine. Vælg
det svejseprogram, som
passer til den svejsetråd
og beskyttelsesgas eller
evt. elektrode, der skal
svejses med.
Se programliste
• Indstil svejsestrøm og sekundære parametre
Se Quickguide
• Maskinen er nu klar til at svejse
MENU
9
/9
#
1
2
PROG
Opstilling med
MWF 41 Master og Slave
Vogn med automatisk netspændingsomkobling
(ekstra udstyr)
Maskiner leveret med autotrafo monteret i vognen kan
tilsluttes følgende spændinger:
3x230V, 3x400V, 3x440V og 3x500V.
Autotrafoen tændes (grøn indikator lyser) på
netafbryderen (13). Den indbyggede energisparefunktion
vil automatisk slukke for svejsemaskinen efter
40minutters stilstand. Tryk på knappen (14) for at tænde
maskinen igen (rød indikator lyser).
Energisparefunktionen kan sættes ud af drift af en
Migatronic tekniker.
6
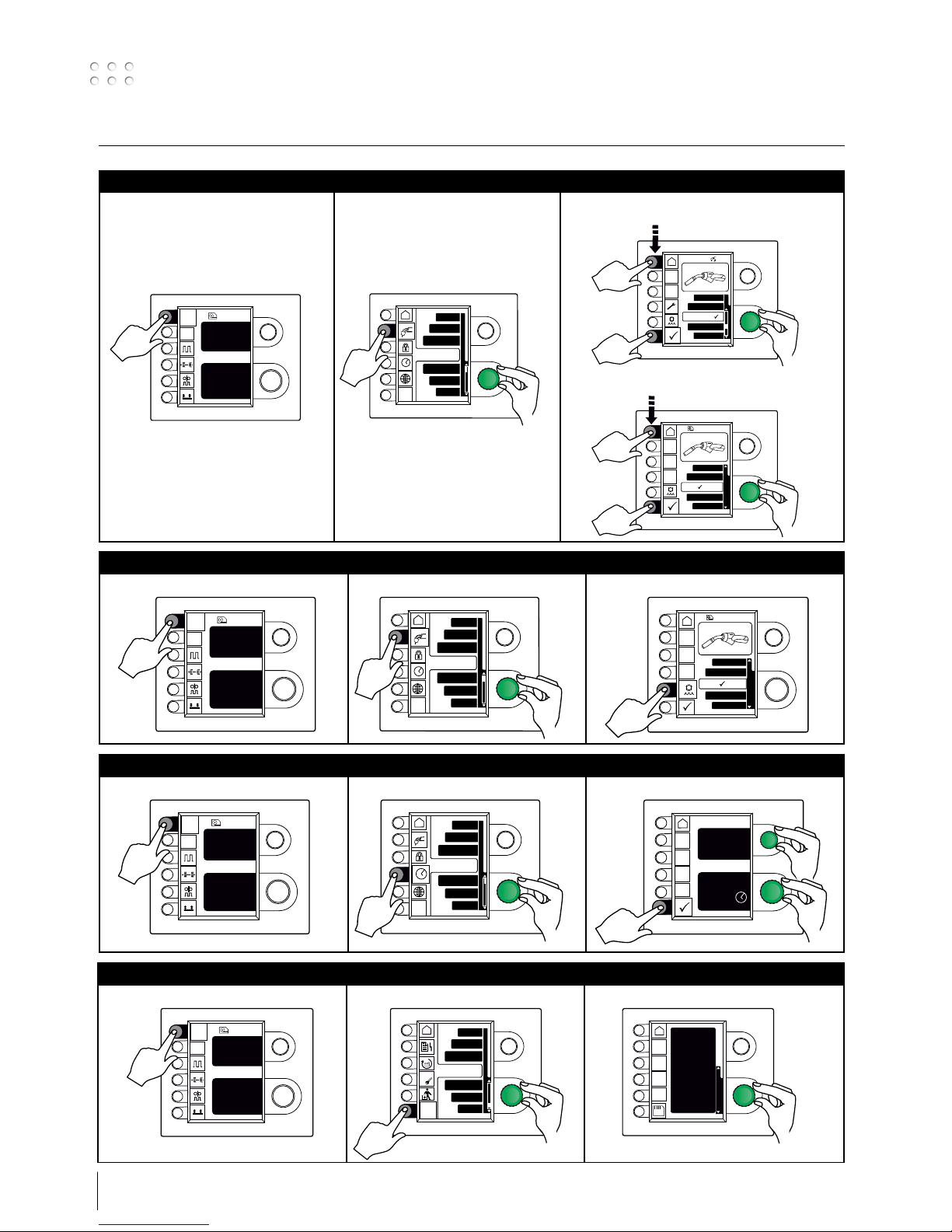
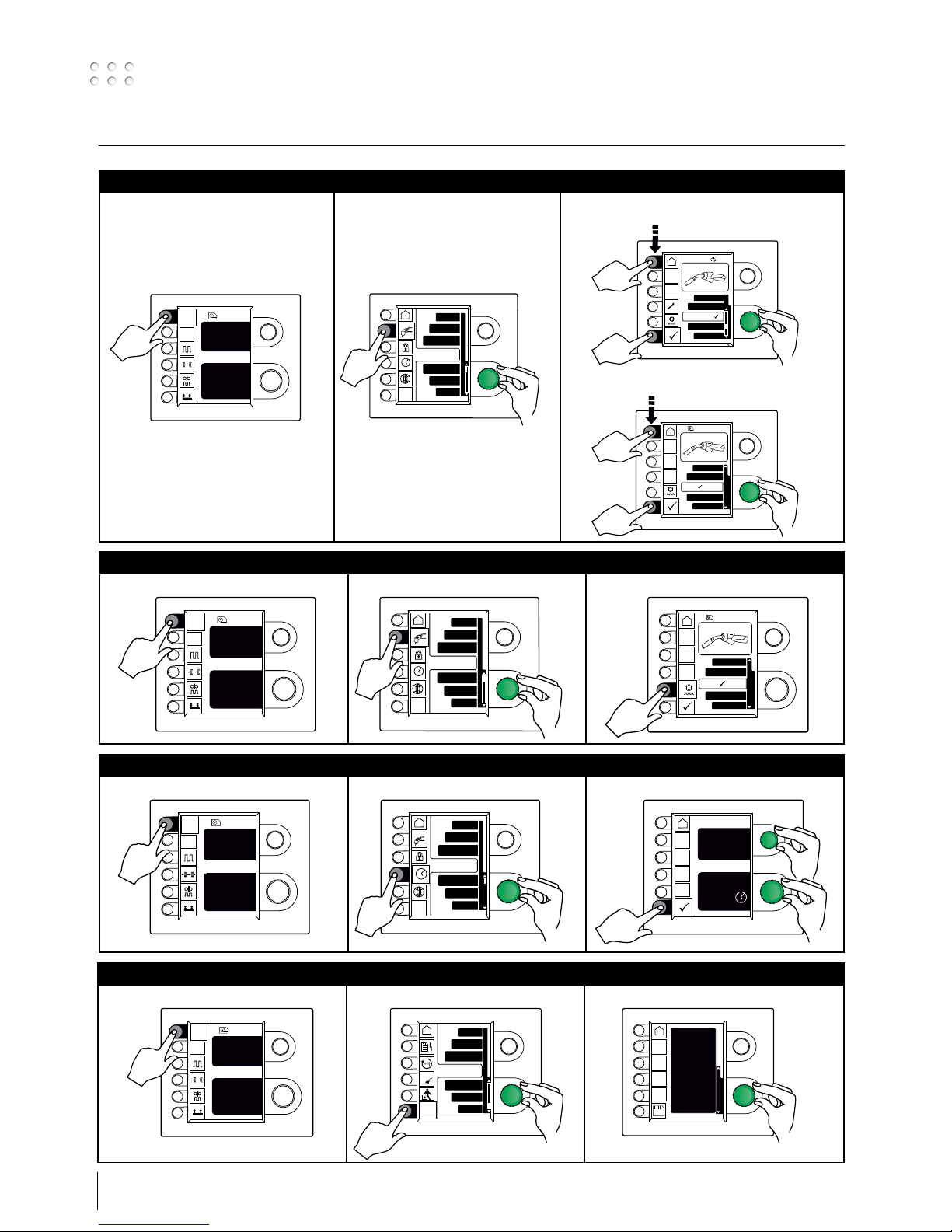
Specielle funktioner
Visning af softwareversioner/licensnr.
I
MENU
9
/9
#
i
1
II
Job
Service
Statistic
Processsetup
Lic
?
2
1
III
Software versions
SD
Licenceno.:
000004D21234
Weldingpackage:
(10645900) A7
Wirefeeder :
(10001341) 2.07
Powermodule 400A:
(10001703) 7.01
MIG manager:
(10060001) 4.31
1
Indstilling af tid
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
1
2
III
Hour Min
Sec
Day
Month Year
13 21
00
06 05
2010
Hour
0
1
2
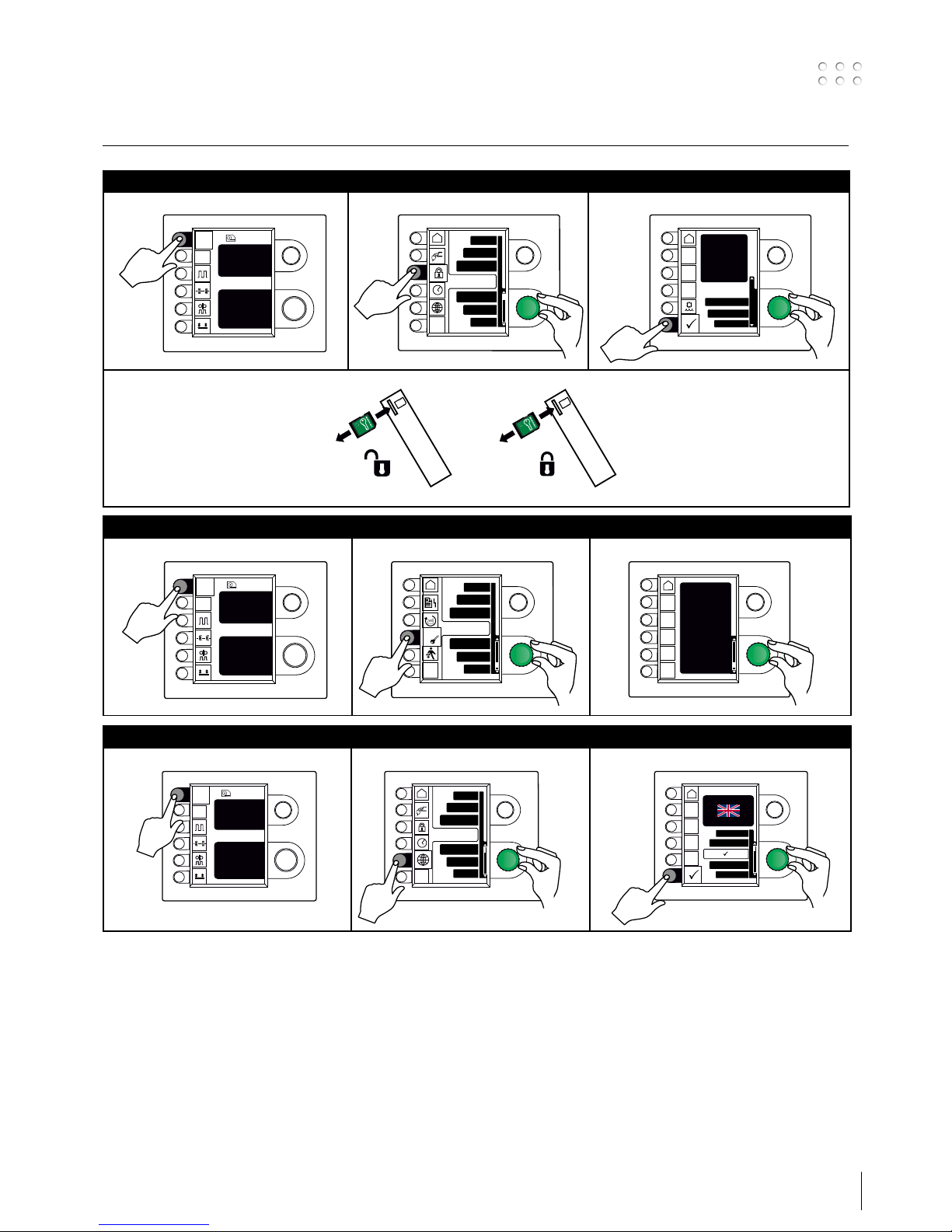
Til-/frakobling af vandkøling (MIG/MAG)
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Dialog
Standard / OFF
i
Analog remote
Mig manager
Konfiguration af intern/ekstern kontrol
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Sequence 1 - 7
Mig manager
Sequence 1 - 7
Analog remote
Sequence 1 - 7
MIG-ATWIST
V2 (Nov. 2010)
2
1
x2
3
Dialog
Standard / OFF
i
Analog remote
Mig manager
2
1
3
x2
7
Specielle funktioner
Sprogvalg
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
Wire feeder sel.
2
1
III
English
Deutsch
Polski
Dansk
1
2
Visning af licensoversigt
I
MENU
9
/9
#
i
1
II
Job
Service
Statistic
Processsetup
Lic
?
1
2
III
Licence
Lic.: 000004D21234
Licences total: 83
P001 P004
P101 P102 P103 P104
P106 P109 P111 P112
P113 P114 P116 P117
P118 P119 P120 P121
P122 P123 P125 P126
P127 P128 P132 P133
P152 P153 P157 P163
Gold card: 5666 min.
Statistics:Yes
1
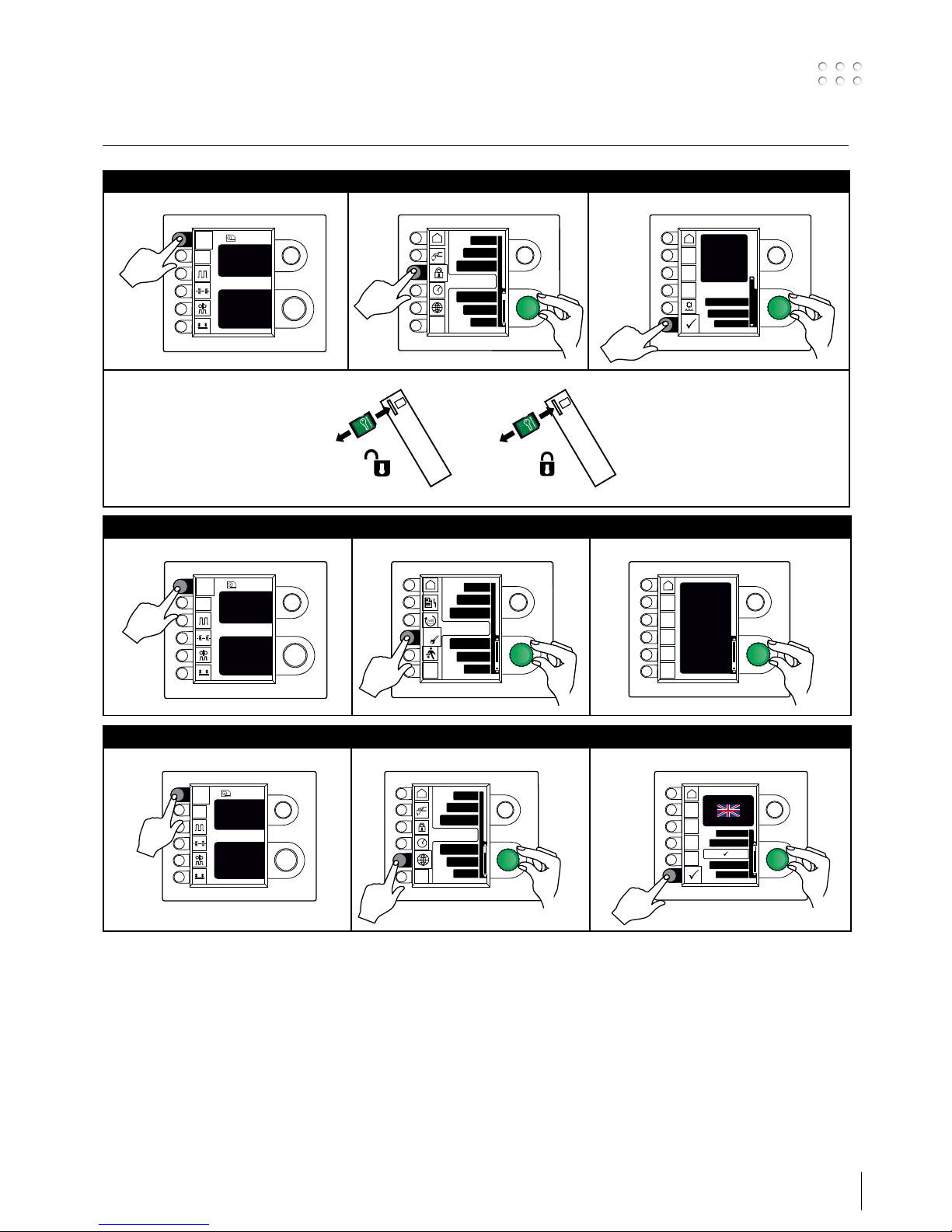
Låsefunktion (option)
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Functions locked
Level 2
Level 3
Level 1
MENU
DUO plus
Pulse welding
2
1
8
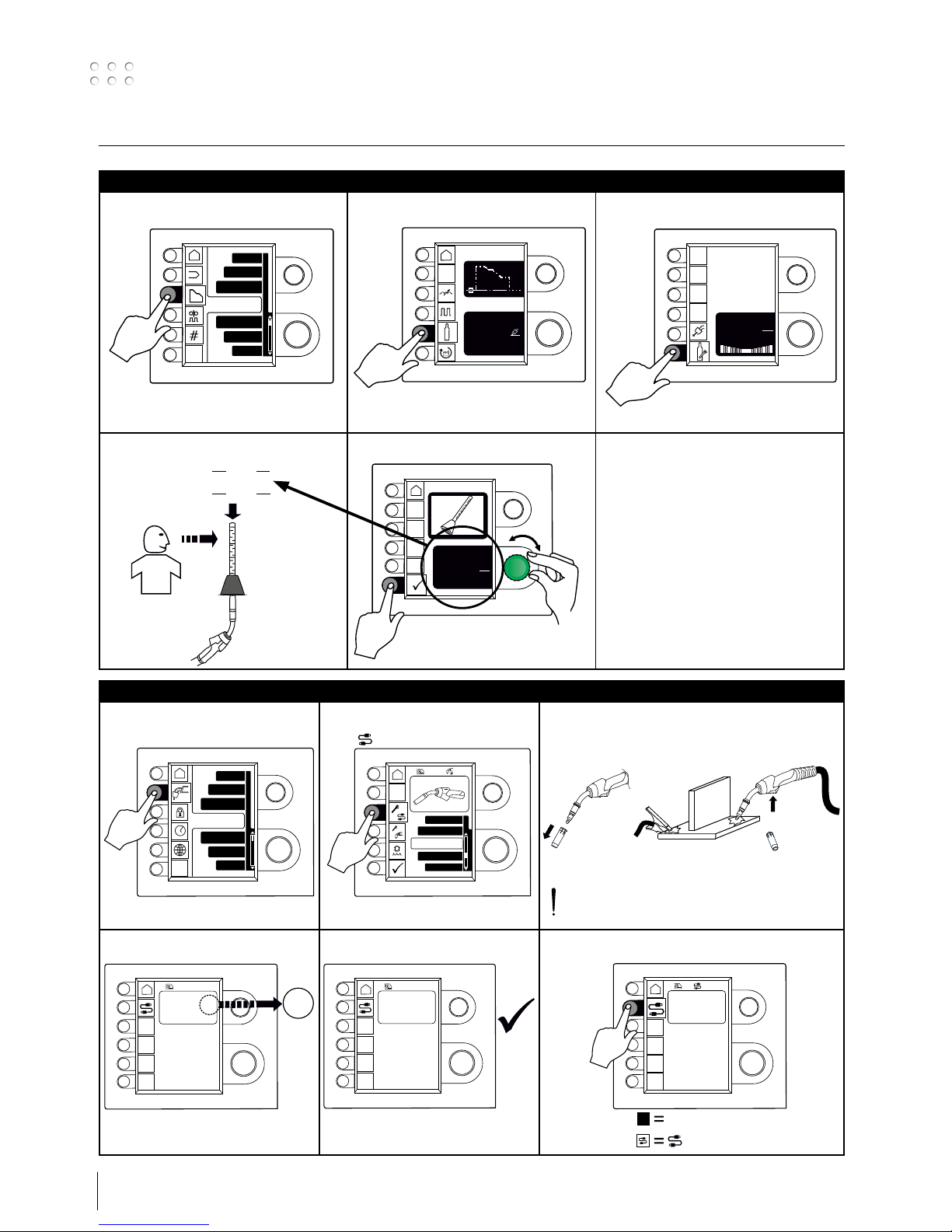
Specielle funktioner
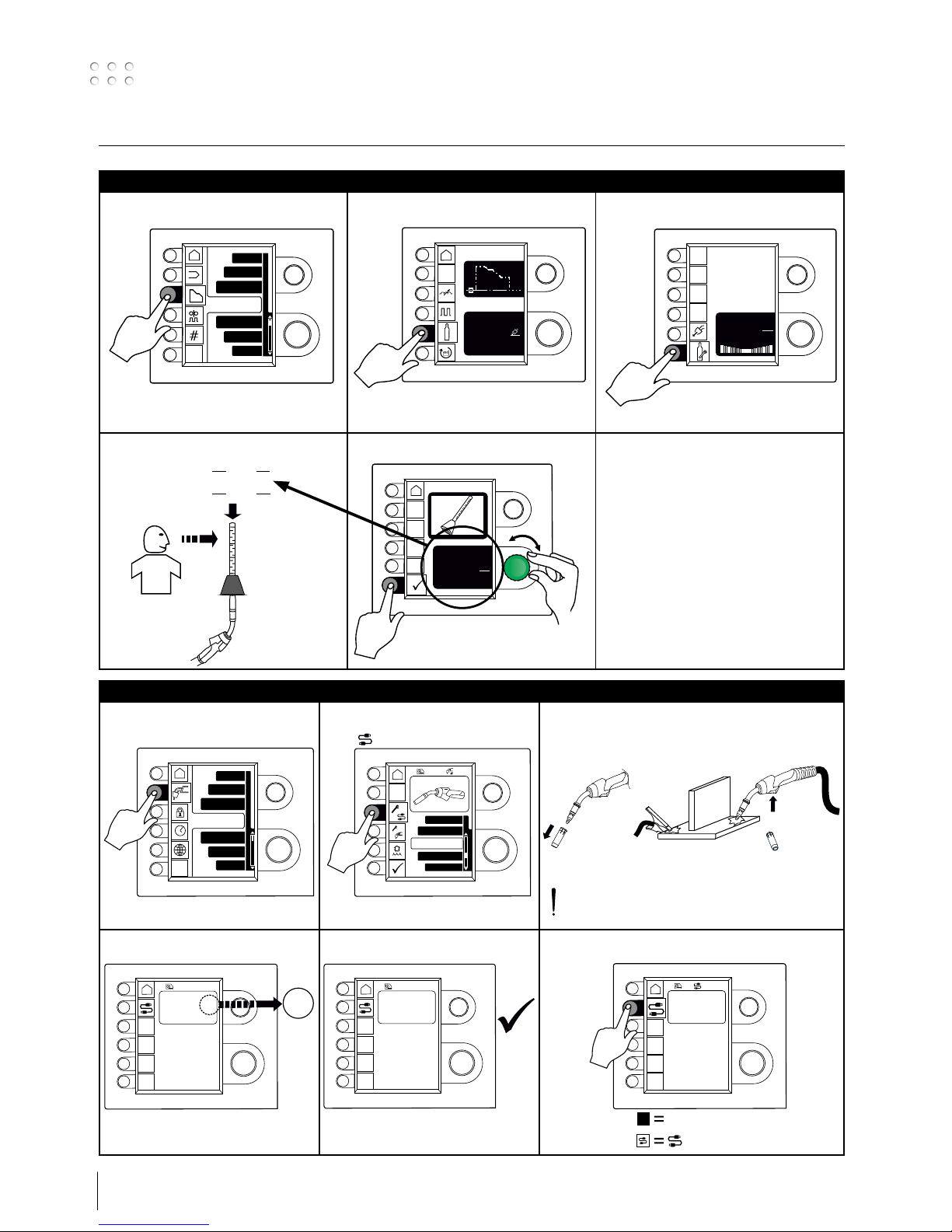
Kalibrering af gasflow (ikke alle modeller)
I II III
IV V
Job
Statistic
Process setup
Service
Machine setup
PROG
0.0
Pre gas
Set current:
A
125
S
t1
IGC
Gas flow - IGC
0.5
min
L
0 %
Set current:
A
125
min
L
10
=
20
=
min
L
min
L
10
20
min
L
-0.3
min
L
Flow: 10 l/min
1
2
Kabelkompensering (kalibrering af modstand i svejseslange)
I
Process setup
Job
Machine setup
Statistic
Wire feeder sel.
II
MIG-ATWIST
V2 (Nov. 2010)
i
Factor
III
1
2
IV
i
Cable compensation
Factor:
Compensation: Off
- - -
- - -
V
i
Cable compensation
Factor:
Compensation: Off
12.3
VI
Std.
i
Cable compensation
Factor:
Compensation: On
12.3
Svejseemnets overflade skal være ren for
at sikre god kontakt med brænderen.
9
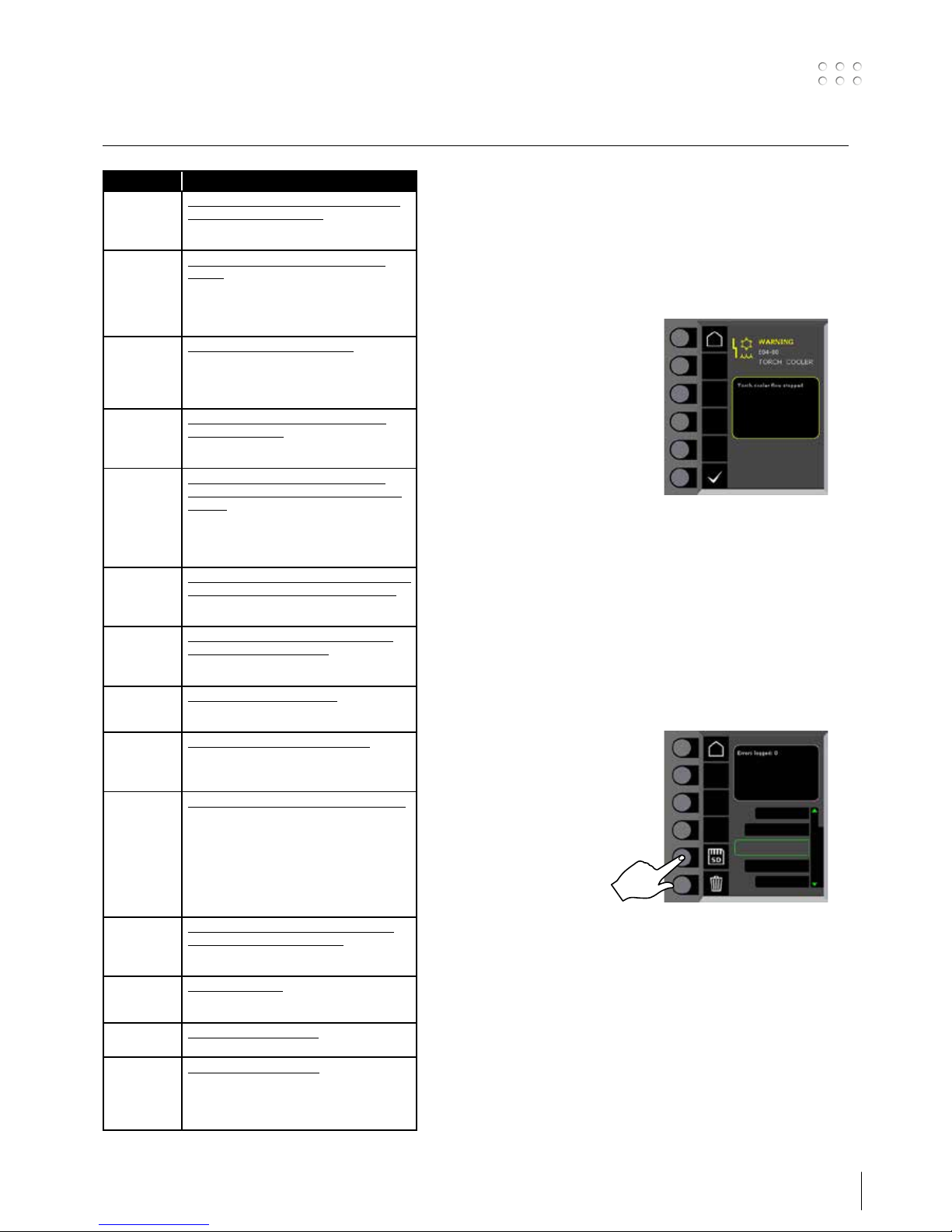
Fejlhåndtering
SIGMA Galaxy har et avanceret selvbeskyttelsessystem indbygget. Ved
fejl lukker maskinen automatisk for gastilførslen, afbryder svejsestrømmen og stopper trådfremførelsen.
Udvalgte fejl:
Kølefejl:
Kølefejl vises på maskiner med
monteret vandflowkit, i tilfælde af at
kølevandet ikke kan cirkulere som følge
af forkert tilslutning eller tilstopning.
Kontroller at køleslangerne er korrekt
tilsluttet, efterfyld vandbeholderen og
efterse svejseslange og tilslutningsstudser. Kølefejlen afmeldes med et kort
tryk på P-knappen
Gasfejl:
Gasfejl kan skyldes for lavt eller for højt tryk på gastilførslen.
Kontroller at trykket på gastilførslen er højere end 2 bar og mindre end
6 bar, svarende til 5 l/min og 27 l/min.
Gasfejl kan sættes ud af funktion ved at indstille manuel gasflow til
27l/min. Gasfejlen afmeldes med et kort tryk på P-knappen.
Fejllog
Alle fejl gemmes i maskinens fejllog
under menuen Service.
Fejlloggen kan distribueres, når der
indsættes et SD-kort og trykkes på
følgende tast:
Fejlloggen er nu gemt på SD-kortet.
Fejlloggen kan nulstilles, når der trykkes
på tasten ud for skraldespanden.
Fejlfinding og udbedring
Fejlkode Årsag og udbedring
E13-03 Det er ikke muligt at aktivere
DuoPlus, mens Sequence Repeat er
aktiv
Slå Sequence Repeat fra, før du
aktiverer DuoPlus.
E20-00
E20-02
E21-00
E21-06
E21-08
Der er ingen software i kontrolboksen
Download software til SD kortet, sæt
SD kortet i boksen og tænd maskinen. Udskift evt. SD kortet.
E20-01
E21-01
E22-02
SD kortet er ikke formateret
Formater SD kortet i en PC som FAT
og download software til SD kortet.
Udskift evt. SD kortet.
E20-03
E21-02
E22-08
SD kortet har flere filer med samme
navn
Slet SD kortet og download software
igen.
E20-04 Kontrolboksen har forsøgt at ind-
læse flere data end den kan have i
hukommelsen
Indlæs SD kortet igen eller udskift SD
kortet. Tilkald MIGATRONIC Service,
hvis problemet ikke løses.
E20-05
E20-06
E22-03
Software på SD kortet er låst til en
anden type kontrolboks
Anvend et SD kort med software som
passer til din type kontrolboks.
E20-07 Den interne kopibeskyttelse tillader
ikke adgang til mikroprocessoren
Indlæs SD kortet i maskinen igen eller
tilkald MIGATRONIC Service.
E20-08
E20-09
E21-05
Kontrolboksen er defekt
Tilkald MIGATRONIC Service.
E20-10
E21-07
E22-01
E22-06
Den indlæste fil er fejlbehæftet
Indlæs SD kortet igen eller udskift SD
kortet.
E20-11 Manglende kommunikation til strøm-
kilde
Skift mellemkabel, hvis dette er
beskadiget. Tjek at strømkilde og
trådboks passer sammen (MK1/MK1
eller MK2/MK2).
Hvis problemet ikke er løst indlæs da
SD kortet igen eller tilkald
MIGATRONIC Service.
E21-03
E21-04
Den indlæste svejseprogrampakke
passer ikke til kontrolboksen
Anvend et SD kort med software som
passer til din kontrolboks.
E21-09 For lidt intern hukommelse
Svejseprogrampakke kan ikke
indlæses.
E22-04
E22-07
DSP-printet er defekt
Tilkald MIGATRONIC Service
E22-05 Dataoverførselsfejl
Sluk og tænd maskinen. Udskift SD
kortet, hvis fejlen vedbliver.
Kontakt evt. forhandleren
10
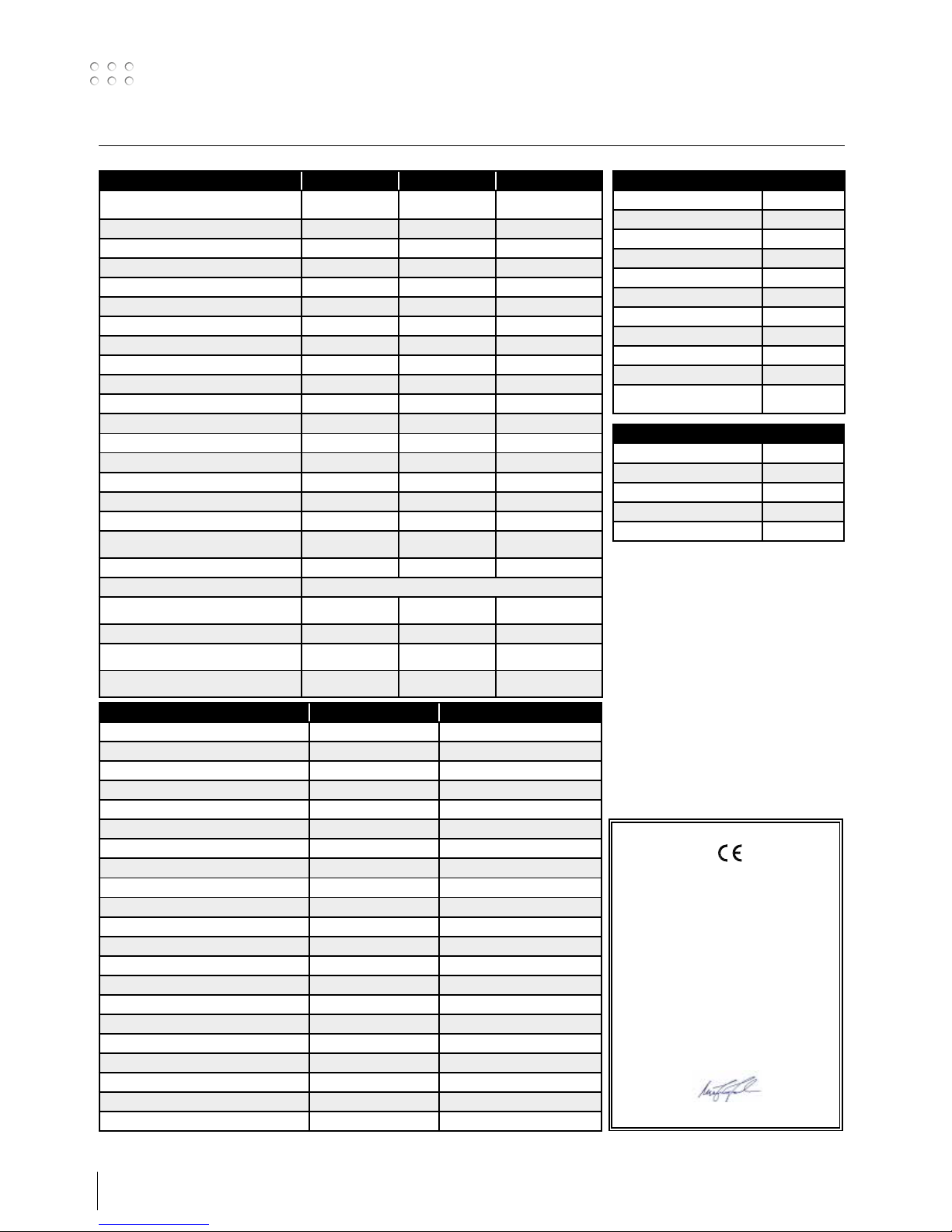
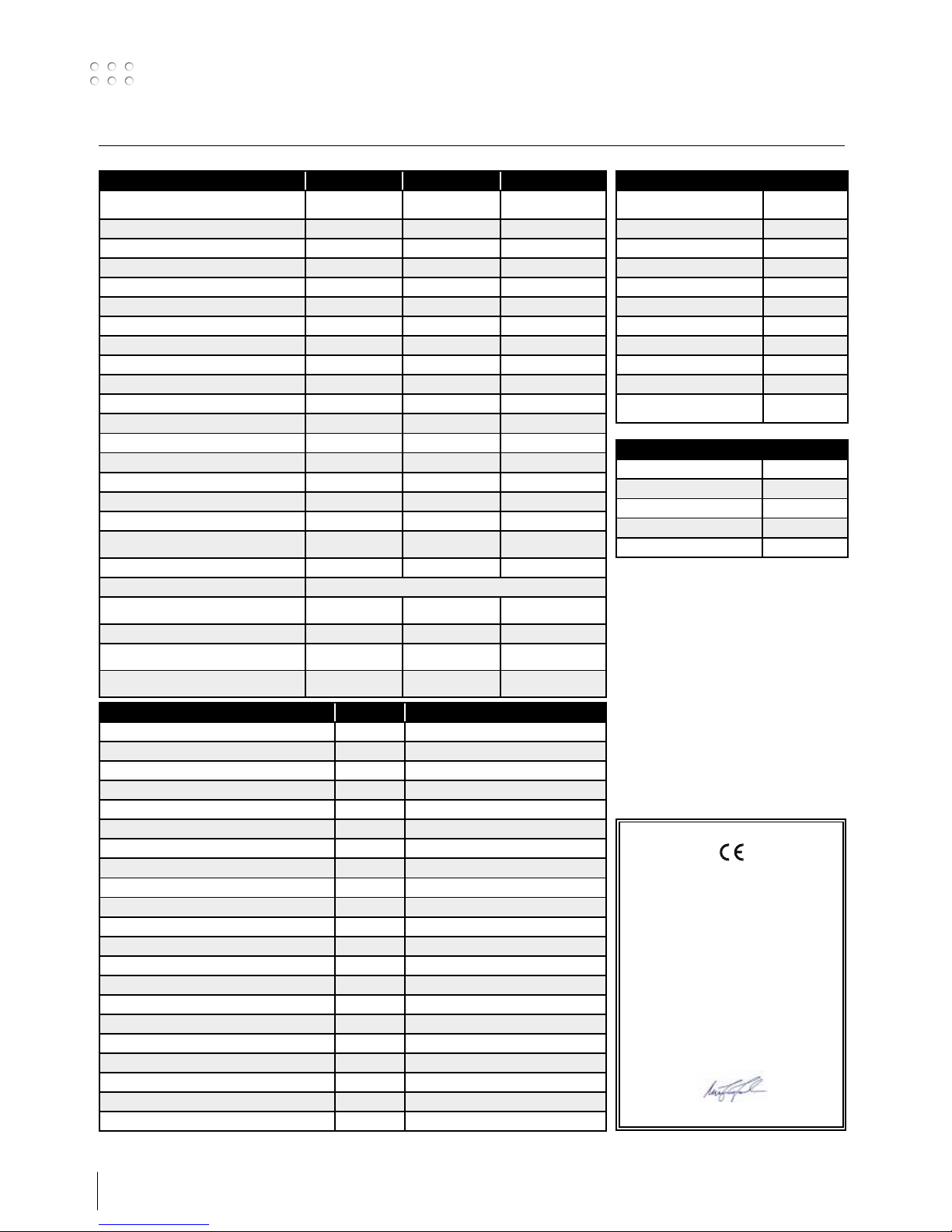
STRØMKILDE SIGMA Galaxy 300 SIGMA Galaxy 400 SIGMA Galaxy 500
Netspænding ±15% (50-60Hz), V
- Autotrafo tilbehør ±15% (50-60Hz), V
3x400
3x230-500
3x400
3x230-500
3x400
3x230-500
Minimum generatorstørrelse, kVA 19 29 36
Sikring, A 16 20 32
Netstrøm, effektiv, A 16,0 16,5 29,3 (380V)/27,8 (400V)
Netstrøm, max., A 18,3 28,2 35,0 (380V)/36,8 (400V)
Effekt, 100%, kVA 11,1 11,4 19,3
Effekt, max., kVA 12,7 19,5 24,2
Effekt, tomgang, VA 40 40 40
Virkningsgrad 0,84 0,82 0,90
Powerfaktor 0,90 0,90 0,90
Strømområde, A 15-300 15-400 15-500
Intermittens, 100% 20°C (MIG), A 300 310 475
Intermittens, maks. 20°C (MIG), A/% 300/100 400 500/80
Intermittens, 100% 40°C (MIG), A/V 270/30,8 280/31,2 420/36,8
Intermittens, 60% 40°C (MIG), A/V 350/34,0 450/38,0
Intermittens, maks. 40°C (MIG), A/%/V 300/80/32,0 400/40/36,0 500/55/40,0
Tomgangsspænding, V 69-76 69-76 78-95
1)
Anvendelsesklasse, C
1)
Anvendelsesklasse, S
S/CE S/CE S/CE
S/CE/CCC
2)
Beskyttelsesklasse IP23 IP23 IP23
Normer EN/IEC60974-1, EN/IEC60974-2, EN/IEC60974-5, EN/IEC60974-10
Dimensioner C-L (HxBxL), mm
Dimensioner C-W (HxBxL), mm
906x524x925
1051x524x925
906x524x925
1051x524x925
906x524x925
1051x524x925
Dimensioner S-L/W (HxBxL), mm 1144x524x1031 1144x524x1031 1144x524x1031
Vægt C-L, kg
Vægt C-W, kg
58
69
60
71
60
71
Vægt S-L, kg
Vægt S-W, kg
74
85
76
87
76
87
TRÅDBOKS MWF 41/intern
Trådfremføringshastighed, m/min 0,5-30,0
Brændertilslutning EURO
Trådspolediameter, mm 300
Intermittens, 100 % 40°C, A/% 420/100
Intermittens, 60% 40°C, A/% 500/60
2)
Beskyttelsesklasse IP23
Tråddiameter, mm 0,6-2,4
Gastryk, MPa (bar) 0,6 (6,0)
Dimensioner (HxBxL), mm 440x245x780
Vægt, kg 19
Normer EN/IEC60974-5,
EN/IEC60974-10
KØLEMODUL
Køleeffekt, W 1100
Tankkapacitet, liter 3,5
Flow, bar - °C - l/min 1,2 - 60 -1,75
Maks. tryk, bar 3
Normer EN/IEC60974-2
BETJENING PROCES VÆRDIOMRÅDE
Valg af tastemetode, 2-takt/4-takt MIG/MAG 2/4
Kontrol af strøm/spænding/trådhastighed - Lokal/brænder/fjernkontrol
Rangering af tråd MIG/MAG Ja
Brænderkøling - Vandkølet/luftkølet
Hotstart % MMA 0,0-100,0
Hotstart-tid, sek. MMA 0,0-20,0
Arc power, % MMA 0,0-150,0
Gasforstrømning, sek. MIG/MAG 0,0-10,0
Krybestart, m/min MIG/MAG 0,5-24,0
Hotstart, % Synergisk -99 - +99
Hotstart tid, sek. Synergisk 0,0-20,0
Strømsænkningstid, sek. Synergisk 0,0-10,0
Stopstrøm, A Synergisk 0-100
Stopstrømtid, sek. Synergisk 0,0-10,0
Burn back MIG/MAG 0-30
Gasefterstrømning, sek. MIG/MAG 0-20,0
Sekvenstimer / punktsvejsetid, sek. MIG/MAG 0,0-50,0
DUO Plus™ effekttrim, %
MIG/MAG 0-50
DUO Plus™ tid, sek. MIG/MAG 0,1-9,9
Elektronisk drossel -5,0 - +5,0
Sekvens, sekvenstrin 9
1) S Maskiner opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok
2) Angiver at maskinen er beregnet for såvel indendørs som udendørs anvendelse
EU-OVERENSSTEMMELSESERKLÆRING
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Danmark
erklærer, at nedennævnte maskine
Type: SIGMA Galaxy
er i overensstemmelse med bestemmelserne i
direktiverne 2014/35/EU
2014/30/EU
2011/65/EU
Europæiske EN/IEC60974-1
standarder: EN/IEC60974-2
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Udfærdiget i Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
Tekniske data
11
Connection and operation
Warning
Read warning notice and
instruction manual carefully prior
to initial operation and save the
information for later use.
Permissible installation
Mains connection
Connect the machine to the correct mains supply. Please read
the type plate (U1) on the rear side of the machine.
0
l
1
2
Connection of shielding gas
Connect the gas hose, which branches off from the back panel
of the welding machine (3), to a gas supply with pressure
regulator (2-6 bar). (Note: Some types of pressure regulators
require an output pressure of more than 2 bar to function
optimally).
One/two gas cylinders can be mounted on the bottle carrier
on the back of the trolley.
Important!
In order to avoid destruction of plugs
and cables, good electric contact is
required when connecting earth cables
and welding hoses to the machine.
1. Mains connection
2. Power switch
3. Connection of shielding gas
4. Connection of welding hose
5. Welding hose
6. Connection of cooling hoses
7. Connection of cooling hoses
8. Connection of earth clamp (MIG) or electrode holder
9 Connection of MIG Manager® or push-pull welding hose
(option)
10. Connection of earth clamp (MMA) or electrode holder
11. Cooling liquid level control
12. Refill of cooling liquid
13. Power switch for autotransformer (optional)
14. Activation of autotransformer in standby (optional)
Connection of welding hose
Moreover, a MIG Manager kit (optional) needs to be mounted
with a multiplug on the front of the machine (9) if the
welding hose is equipped with a MIG Manager®.
F
Power
GAS 2-6 Bar
1
3
F
F
12
Connection and operation
Cable dimensions
Welding current DC PULSE
200 A 35 mm² 35 mm²
300 A 50 mm² 70 mm²
400 A 95 mm² / 2x50 mm² 95 mm² / 2x50 mm²
500 A 2x70 mm² 2x70 mm²
Welding process Distance to
work piece
(a+b)
Total cable length
in welding circuit
(a+b+c)
MIG - IAC and pulse 10 m 20 m
MIG - non pulse 30 m 60 m
Connection of electrode holder for MMA
The electrode holder and earth cable are connected to
plus connection (10) and minus connection (8). Observe the
instructions from the electrode supplier when selecting polarity.
a
b
c
Lift instructions
The lifting points must be used (please
see figure) when lifting the machine.
The machine must not be lifted with
mounted gas bottle.
Do not lift the machine by the handle.
Do not step on the handle.
Adjustment of wire brake
The wire brake must ensure that the wire reel brakes sufficiently
before the welding wire runs over the edge of the reel. The
brake force is dependent on the weight of the wire reel and wire
feed speed. Factory setting is 15kg.
Adjustment:
• Dismount the control knob by
placing a thin screw driver behind
the knob and thereafter pull it
out.
• Adjust the wire brake by fastening
or loosening the self-locking nut
on the axle of the wire hub.
• Remount the control knob.
x4
Assembly of parts in wire feed unit
The pressure of the
thumbscrew is adjusted to
allow the wire feed roll
just to slide on the wire
when this is stopped at
the contact tip
13
Connection and operation
Various wire feed units
Set-up with MWF 41 Master (feeder i) and
Slave (feeder 1-2)
Press the torch trigger briefly to activate
the slave unit. The green LED will be turned
on. Use the master control panel to set all
parameters. Settings are saved automatically
until the slave unit is activated.
Please note that MWF 41 Slave and RWF
have identical functions.
If water-cooling is active, both master and
slave must be equipped with water-cooled
hoses.
MENU
9
/9
#
i
15.
0.0
MENU
9
/9
#
1
15.
0.0
MENU
9
/9
#
2
15.
0.0
Slave 1Master Slave 2
MENU
9
/9
#
i
15.0V
125A
0.0 V
6.2m/min 5.0mm
WARNING
When you activate the torch trigger,
there is voltage applied to the
welding wire/electrode.
Software reading
• Insert the SIGMA SD-card in the slide in
the right side of the machine.
• Turn on the machine.
• The display flashes shortly with six lines.
• Wait until the set current is displayed.
• Turn off the machine and remove the
SD card.
• The machine is now ready for use.
All connected wire feed units will be updated with the new software.
It is necessary to read software inside the new control unit by means of a
SD card, if the control unit has been exchanged.
The software can be downloaded from www.migatronic.com
Licence SW
If additional licences for programs or special functions have been bought,
then the MigaLic.dat files should be read by the machine in the same way
as SW-packages. Please remember to save a backup file.
The MigaLic.txt file contains information about machine licence number
and containing licences at the SD-card.
Switch on, press, weld
Welding program setting.
• Switch on the welding machine on the main switch (2)
• Select welding program
Please read how this
should be selected on
your welding machine in
the quick guide. Select
the welding program
suitable for the welding
wire and shielding gas or
possible electrode in use.
See program table
• Adjust the welding current and secondary parameters
Please read your quickguide
• The machine is now ready to weld
MENU
9
/9
#
1
2
PROG
Use of
MWF 41 Master and Slave
Trolley with automatic mains voltage transition
(special equipment)
Machines supplied with autotransformer can be
connected to the following mains supplies:
3x230V, 3x400V, 3x440V og 3x500V.
Press the power switch (13) to turn on the
autotransformer (green indicator light). The built-in
energy saver function will automatically turn off the
welding machine after 40 minutes of inactivity. Press the
button (14) to turn on the machine again (red indicator
light).
The energy saver function can be permanently
disconnected by a Migatronic technician.
14
Special functions
Display of software versions/licence number
I
MENU
9
/9
#
i
1
II
Job
Service
Statistic
Processsetup
Lic
?
2
1
III
Software versions
SD
Licenceno.:
000004D21234
Weldingpackage:
(10645900) A7
Wirefeeder :
(10001341) 2.07
Powermodule 400A:
(10001703) 7.01
MIG manager:
(10060001) 4.31
1
Setting of time
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
1
2
III
Hour Min
Sec
Day
Month Year
13 21
00
06 05
2010
Hour
0
1
2
Connection/disconnection of water cooling (MIG/MAG)
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Dialog
Standard / OFF
i
Analog remote
Mig manager
Configuration of internal/external control
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Sequence 1 - 7
Mig manager
Sequence 1 - 7
Analog remote
Sequence 1 - 7
MIG-ATWIST
V2 (Nov. 2010)
2
1
x2
3
Dialog
Standard / OFF
i
Analog remote
Mig manager
2
1
3
x2
15
Special functions
Selecting language
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
Wire feeder sel.
2
1
III
English
Deutsch
Polski
Dansk
1
2
Display of licenses
I
MENU
9
/9
#
i
1
II
Job
Service
Statistic
Processsetup
Lic
?
1
2
III
Licence
Lic.: 000004D21234
Licences total: 83
P001 P004
P101 P102 P103 P104
P106 P109 P111 P112
P113 P114 P116 P117
P118 P119 P120 P121
P122 P123 P125 P126
P127 P128 P132 P133
P152 P153 P157 P163
Gold card: 5666 min.
Statistics:Yes
1
Lock function (Option)
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Functions locked
Level 2
Level 3
Level 1
MENU
DUO plus
Pulse welding
2
1
16
Special functions
Calibration of gas flow (not all models)
I II III
IV V
Job
Statistic
Process setup
Service
Machine setup
PROG
0.0
Pre gas
Set current:
A
125
S
t1
IGC
Gas flow - IGC
0.5
min
L
0 %
Set current:
A
125
min
L
10
=
20
=
min
L
min
L
10
20
min
L
-0.3
min
L
Flow: 10 l/min
1
2
Cable compensation (calibration of resistance in welding hose)
I
Process setup
Job
Machine setup
Statistic
Wire feeder sel.
II
MIG-ATWIST
V2 (Nov. 2010)
i
Factor
III
1
2
IV
i
Cable compensation
Factor:
Compensation: Off
- - -
- - -
V
i
Cable compensation
Factor:
Compensation: Off
12.3
VI
Std.
i
Cable compensation
Factor:
Compensation: On
12.3
The surface of the workpiece must be clean
to ensure good contact with the torch.

17
Troubleshooting and solution
Error code Cause and solution
E13-03 DuoPlus cannot be activated while
Sequence Repeat is active
Deactivate Sequence Repeat before
activating DuoPlus.
E20-00
E20-02
E21-00
E21-06
E21-08
There is no software present in the control
unit
Download software to the SD card, insert
the SD card in the control unit and turn
on the machine. Replace the SD card if
necessary.
E20-01
E21-01
E22-02
The SD card is not formatted
The SD card must be formatted in a PC as
FAT and download software to the SD card.
Replace the SD card if necessary.
E20-03
E21-02
E22-08
The SD card has more files of the same
name
Delete files on the SD card and reload
software.
E20-04 The control unit has tried to read more data
than is accessible in the memory
Insert the SD card again or replace the SD
card.
Contact MIGATRONIC Service if this does not
solve the problem.
E20-05
E20-06
E22-03
Software on the SD card is locked for
another type of control unit
Use a SD card with software that matches
your control unit.
E20-07 The internal copy protection does not allow
access to the micro-processor
Insert the SD card in the machine again or
contact MIGATRONIC Service.
E20-08
E20-09
E21-05
The control unit is defective
Contact MIGATRONIC Service
E20-10
E21-07
E22-01
E22-06
The loaded file has an error
Insert the SD card in the machine again or
replace the SD card
E20-11 Lacking communication to the power source
Replace the intermediary cable if it is
damaged. Check that power source and
wire feed unit fit together (MK1/MK1 or
MK2/MK2).
If this does not solve the problem, insert
the SD card again or contact MIGATRONIC
Service.
E21-03
E21-04
The welding program package does not
match this control unit
Use a SD card with software that matches
your control unit.
E21-09 The internal memory is to small
Welding program package cannot be
loaded.
E22-04
E22-07
DSP-PCB is defective
Contact MIGATRONIC Service.
E22-05 Data transmission error
Turn on and off the machine. Exchange
the SD card if the error is displayed again.
Contact your dealer if necessary.
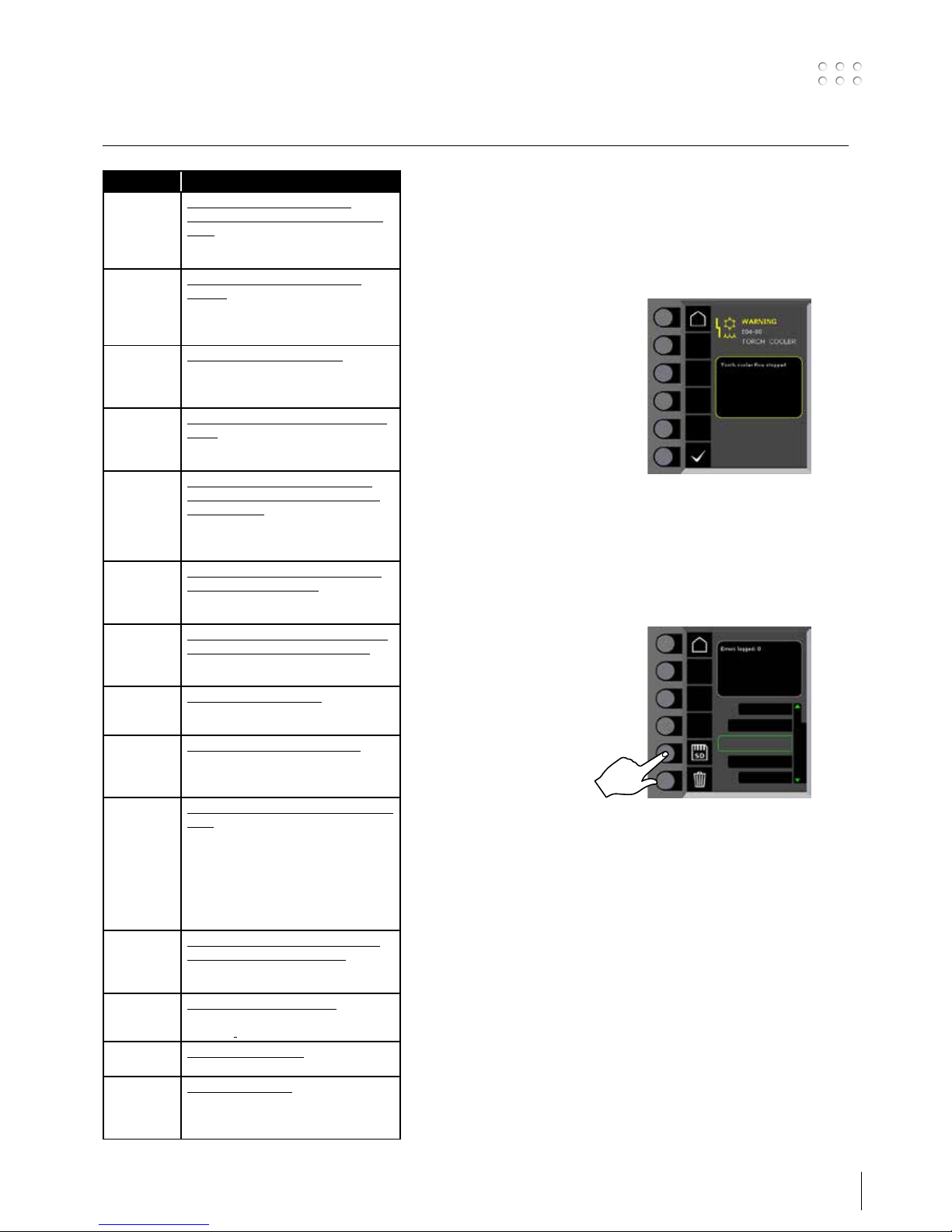
Error handling
SIGMA Galaxy has a sophisticated built-in self-protection system.
The machine automatically stops the gas supply, interrupts the welding
current and stops the wire feeding in case of an error.
Selected errors:
Torch cooling fault:
Cooling fault is indicated on machines
equipped with water flow kit in case of
no circulation of the cooling liquid due
to faulty connection or choking.
Check that the cooling hoses are
correctly connected, top up the water
tank and check welding hose and
branches. The cooling fault is cancelled
by pressing shortly on the P–key pad.
Gas control fault:
Gas fault exists due to a to low or high pressure on the gas flow.
Make sure that the pressure on the gas flow is higher than 2 bar and
less than 6 bar, corresponding to 5 l/min and 27 l/min.
The fault is disconnected by adjusting the manual gas flow to 27 l/min.
The gas fault is reset by a short pressure on the P–key pad.
Error log
All errors are saved in the machine error
log in the menu Service. The error log
can be distributed, when inserting a
SD-card and pressing the following key
pad:
The error log is now saved at the SDcard.
The error log can be reset when
pressing the key pad with the
trash bin.
18
Technical data
POWER SOURCE SIGMA Galaxy 300 SIGMA Galaxy 400 SIGMA Galaxy 500
Mains voltage ±15% (50-60Hz), V
- Autotransformer optional ±15% (50-60Hz), V
3x400
3x230-500
3x400
3x230-500
3x400
3x230-500
Minimum generator size, kVA 19 29 36
Fuse, A 16 20 32
Mains current, effective, A 16.0 16.5 29.3 (380V)/27.8 (400V)
Mains current, max., A 18.3 28.2 36.8 (380V)/35.0 (400V)
Power, 100%, kVA 11.1 11.4 17.9
Power, max., kVA 12.7 19.5 24.2
Power, open circuit, VA 40 40 40
Efficiency 0.84 0.82 0.90
Power factor 0.90 0.90 0.90
Current range, A 15-300 15-400 15-500
Duty cycle, 100% 20°C (MIG), A 300 310 475
Duty cycle, max. 20°C (MIG), A/% 400/60 500/80
Duty cycle, 100% 40°C (MIG), A/V 270/30.8 280/31.2 420/36.8
Duty cycle, 60% 40°C (MIG), A/V 350/34.0 450/38.0
Duty cycle, max. 40°C (MIG), A/%/V 300/80/32.0 400/40/36.0 500/55/40.0
Open circuit voltage, V 69-76 69-76 78-95
1)
Sphere of application, C
1)
Sphere of application, S
S/CE S/CE S/CE
S/CE/CCC
2)
Protection class IP23 IP23 IP23
Standards EN/IEC60974-1. EN/IEC60974-2. EN/IEC60974-5. EN/IEC60974-10
Dimensions C-L (HxWxL), mm
Dimensions C-W (HxWxL), mm
906x524x925
1051x524x925
906x524x925
1051x524x925
906x524x925
1051x524x925
Dimensions S-L/W (HxWxL), mm 1144x524x1031 1144x524x1031 1144x524x1031
Weight C-L, kg
Weight C-W, kg
58
69
60
71
60
71
Weight S-L, kg
Weight S-W, kg
74
85
76
87
76
87
WIRE FEED UNIT MWF 41/internal
Wire feed speed, m/min 0.5-30.0
Torch connection EURO
Wire-reel diameter, mm 300
Duty cycle, 100 % 40°C, A/% 420/100
Duty cycle, 60% 40°C, A/% 500/60
2)
Protection class IP23
Wire diameter, mm 0.6-2.4
Gas pressure, MPa (bar) 0.6 (6.0)
Dimensions (HxWxL), mm 440x245x780
Weight, kg 19
Standards EN/IEC60974-5.
EN/IEC60974-10
COOLING UNIT
Cooling efficiency, W 1100
Tank capacity, liter 3.5
Flow, bar - °C - l/min 1.2 - 60 - 1.75
Pressure max., bar 3
Standards EN/IEC60974-2
FUNCTION PROCESS VALUE RANGE
Selection of trigger mode, 2-times / 4-times MIG/MAG 2/4
Control of current/voltage/ wire feed speed - local/torch control/remote control
Wire inching MIG/MAG yes
Torch cooling - water cooled/air cooled
Hot-start % MMA 0.0-100.0
Hot-start-time, sec. MMA 0.0-20.0
Arc power, % MMA 0.0-150.0
Gas pre-flow, sec. MIG/MAG 0.0-10.0
Soft-start, m/min MIG/MAG 0.5-24.0
Hot-start, % Synergic -99 - +99
Hot-start-time, sec. Synergic 0.0-20.0
Slope down time, sec. Synergic 0.0-10.0
Stop Amp, A Synergic 0-100
Stop Amp time, sec. Synergic 0.0-10.0
Burn back MIG/MAG 0-30
Gas post-flow, sec MIG/MAG 0.0-20.0
Sequence timer / Spot welding time, sec. MIG/MAG 0.0-50.0
DUO Plus™ efficiency, %
MIG/MAG 0-50
DUO Plus™ time, sec. MIG/MAG 0.1-9.9
Electronic choke -5.0 - +5.0
Sequence, Sequencesteps 9
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: SIGMA Galaxy
conforms to directives: 2014/35/EU
2014/30/EU
2011/65/EU
European standards: EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
1) S This machine meets the demand made for machines which are to operate in areas with increased hazard of electric chocks.
2) Equipment marked IP23 is designed for indoor and outdoor applications.
19
Anschluss und Inbetriebnahme
Warnung
Lesen Sie die Warnhinweise und
Betriebsanleitung sorgfältig vor
der Inbetriebnahme und speichern
Sie die Information für den
späteren Gebrauch.
Zulässige Installation
Netzanschluss
Die Maschine soll an eine Netzspannung angekuppelt
werden, die mit den Angaben auf dem Typenschild (U1)
hinter die Maschine übereinstimmt.
0
l
1
2
Schutzgasanschluss
Den Gasschlauch an der Rückseite der Maschine (3) an
eine Gasversorgung mit Druckregler (2-6 bar) anschließen.
(NB! Einige Druckreglertypen fordern einen hoheren
Ausgangsdruck als 2 bar um optimal zu funktionieren).
Eine Gasflasche/zwei Gasflaschen können hinter die Wagen
fixiert werden.
Wichtig!
Achten Sie auf festen Sitz der Anschlüsse
von Massekabel und Schweißschlauch.
Die Stecker und Kabel können sonst
beschädigt werden.
1. Netzanschluss
2. Ein- und Ausschalter
3. Schutzgasanschluss
4. Anschluß - Schweißschlauch
5. Schweißschlauch
6. Schnellkupplung für Kühlschlauche
7. Schnellkupplung für Kühlschlauche
8. Anschluß für Masseklemme (MIG) oder Elektrodenhalter
9 Anschluß für MIG Manager
®
oder Push-Pull
Schweißschlauch (Extra)
10. Anschluß für Masseklemme (MMA) oder
Elektrodenhalter
11. Ablesen von Kühlflüssigstand
12. Nachfüllen von Kühlflüssigkeit
13. Ein- und Ausschalter - Autotrafo (Extra)
14. Aktivierung des Auto-Transformator in
Energiesparmodus (Extra)
Anschluß der Schweißschlauch
Wenn der Schweißschlauch ein MIG Manager
®
ist, soll ein
MIGManager Kit (Extra) mit Multi Stecker auf der Vorderseite
der Maschine (9) montiert werden.
F
Power
GAS 2-6 Bar
1
3
F
F
20
Anschluss und Inbetriebnahme
Kabelgrößen
Schweißstrom DC PULS
200 A 35 mm² 35 mm²
300 A 50 mm² 70 mm²
400 A 95 mm² / 2x50 mm² 95 mm² / 2x50 mm²
500 A 2x70 mm² 2x70 mm²
Schweißprozess Abstand zum
Werkstück
(a+b)
Gesamtkabellänge im
Schweißkreislauf
(a+b+c)
MIG - IAC und Puls 10 m 20 m
MIG - ohne Puls 30 m 60 m
Anschluss des Elektrodenhalters für MMA
Elektrodenhalter und Massekabel werden an Pluspol (10) und
Minuspol (8) angeschlossen. Die zu wählende Polarität ist von
den zu verwendenden Elektroden abhängig und wird gemäß
den Herstellerangaben (siehe Elektroden-Verpackung) gewählt.
a
b
c
Hebeanweisung
Wenn die Maschine angehoben werden
soll, muss an den der Abbildung
gezeigten Hebepunkten angesetzt
werden.
Die Maschine darf nicht mit montierter
Gasflasche angehoben werden!
Die Maschine nicht
am Handgriff anheben.
Nicht auf den Handgriff treten.
Justierung der Drahtbremse
Die Bremse wird so fest eingestellt, daß die Drahtrolle stoppt,
ehe der Schweißdraht über den Rand läuft. Die Bremsekraft ist
vom Gewicht der Drahtrolle und der Drahtfördergeschwindigkeit
abhängig. Werkeinstellung = 15kg.
Justierung:
• Der Drehknopf kann
abmontiert werden, wenn ein
Schraubendreher hinter den
Knopf platziert ist. Danach kann
der Knopf ausgezogen werden.
• Die Drahtbremse kann durch
Festspannen oder Lockern der
Gegenmutter auf die Achse der
Drahtnabe justiert werden.
• Der Drehknopf muß wieder montiert werden.
x4
Montage der Teile in Drahtvorschubeinheit
Mit Hilfe der
Rändelschraube am
Spannbolzen wird der
Andruck der Förderrollen
so eingestellt, daß eine
gleichmässige Förderung
des Drahtes gewährleistet
ist, ohne den Draht zu
deformieren.
21
Anschluss und Inbetriebnahme
Mehreren Drahtvorschubeinheiten
Anwendung der MWF 41 Master (Feeder i)
und Sklave-Einheiten (Feeder 1-2)
Durch kurze Betätigung des Schweißbrennertasters die Sklave-Einheit aktivieren. Die
grüne Lichtdiode schaltet danach ein.
Alle Einstellungen auf dem Bedienfeld der
Master-Einheit vornehmen. Die Einstellungen
werden bis Aktivierung der Sklave-Einheit
automatisch gespeichert.
Hinweis: MWF 41 Sklave und RWF haben
dieselben Funktionen.
Wenn Wasserkühlung aktiv ist, müssen
sowohl Master als auch Sklave mit wassergekühlten Schweißschläuchen ausgerüstet
sein.
MENU
9
/9
#
i
15.
0.0
MENU
9
/9
#
1
15.
0.0
MENU
9
/9
#
2
15.
0.0
Slave 1Master Slave 2
MENU
9
/9
#
i
15.0V
125A
0.0 V
6.2m/min 5.0mm
WARNUNG
Bei Betätigung des Brennertasters liegt
Spannung an dem Schweißdraht und
der Elektrode an.
Software Einlesen
• Die SIGMA SD-Karte wird in die Schlitze
in der rechten Seite der Maschine
eingesetzt.
• Die Maschine ist dann eingeschaltet.
• Das Display blinkt kurz mit 6 Strichen.
• Bitte warten bis das Display den eingestellten Strom zeigt.
• Die maschine muss wieder aufgeschaltet und die SD Karte entfernt
werden.
• Die Maschine ist jetzt gebrauchsfertig.
Neue Software wird in allen angekuppelten Drahtvorschubeinheiten
eingelesen.
Wenn die Kontrolleinheit ausgewechselt wird, ist es notwendig Software in
der neuen Einheit durch Anwendung einer SD Karte einzulegen
Software kann auf www.migatronic.com eingelest werden.
Lizenz SW
Wenn mehre Lizenzen für Programme oder Sonderfunktionen erkauft sind,
werden die MigaLic.dat Datei wie die anderen Softwarepackungen eingelest. Bitte eine Sicherheitskopie der Software speichern.
Die MigaLic.txt Datei enthält Information über Maschinenlizenznummer
und die gespeicherten Lizenzen auf der SD-Karte.
Einschalten, Drücken, Schweißen
Welding program setting.
• Die Schweißmaschine auf den Hauptschalter (2) einschalten
• Schweißprogramm wählen
Sehen Sie sich die
Quick-guide, wie es für
Ihre Schweißmaschine
geltend ist. Wählen
Sie das Programm,
das zum Schweißen
der Schweißdraht und
Schutzgas, eventueller
Elektrode anpasst.
Lesen Sie sich
die Programmliste
• Schweißstrom und sekundäre Parameter einstellen
Bitte Ihre Quickguide
durchlesen
• Die Maschine ist jetzt schweißbereit
MENU
9
/9
#
1
2
PROG
Anwendung der MWF 41
Master und Slave Einheiten
Fahrwagen mit automatischer
Netzspannungsumschaltung (Sonderausrüstung)
Maschinen, die einen Autotrafo in der Wagen montiert
haben, können zu den folgende Netzspannungen
angekuppelt werden:
3x230V, 3x400V, 3x440V und 3x500V.
Der Autotrafo schaltet mit dem Hauptschalter
(13) ein (grüne Anzeige leuchtet). Der eingebaute
Energiesparmodus bewirkt, dass die Versorgungsspannung
zur Schweißmaschine nach 40 Minuten Inaktivität
auskuppelt. Die Maschine schaltet durch Drücken auf die
Taste (14) wieder ein (rote Anzeige leuchtet).
Wenn der Energiesparmodus nicht erwünscht ist, kann ein
Migatronic Techniker die Funktion auskuppeln.
22
Sonderfunktionen
Weisung der Softwareversion/Lizenznummer
I
MENU
9
/9
#
i
1
II
Job
Service
Statistic
Processsetup
Lic
?
2
1
III
Software versions
SD
Licenceno.:
000004D21234
Weldingpackage:
(10645900) A7
Wirefeeder :
(10001341) 2.07
Powermodule 400A:
(10001703) 7.01
MIG manager:
(10060001) 4.31
1
Einstellung der Zeit
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
1
2
III
Hour Min
Sec
Day
Month Year
13 21
00
06 05
2010
Hour
0
1
2
An- und Auskuppelung der Wasserkühlung (MIG/MAG)
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Dialog
Standard / OFF
i
Analog remote
Mig manager
Konfiguration der interne/externe Regelung
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Sequence 1 - 7
Mig manager
Sequence 1 - 7
Analog remote
Sequence 1 - 7
MIG-ATWIST
V2 (Nov. 2010)
2
1
x2
3
Dialog
Standard / OFF
i
Analog remote
Mig manager
2
1
3
x2

23
Sonderfunktionen
Wahl der Sprache
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
Wire feeder sel.
2
1
III
English
Deutsch
Polski
Dansk
1
2
Zeigen der Lizenzübersicht
I
MENU
9
/9
#
i
1
II
Job
Service
Statistic
Processsetup
Lic
?
1
2
III
Licence
Lic.: 000004D21234
Licences total: 83
P001 P004
P101 P102 P103 P104
P106 P109 P111 P112
P113 P114 P116 P117
P118 P119 P120 P121
P122 P123 P125 P126
P127 P128 P132 P133
P152 P153 P157 P163
Gold card: 5666 min.
Statistics:Yes
1
Sperrfunktion (Extra)
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Functions locked
Level 2
Level 3
Level 1
MENU
DUO plus
Pulse welding
2
1
24
Sonderfunktionen
Kalibrierung des Gasdurchflusses (nicht alle Modelle)
I II III
IV V
Job
Statistic
Process setup
Service
Machine setup
PROG
0.0
Pre gas
Set current:
A
125
S
t1
IGC
Gas flow - IGC
0.5
min
L
0 %
Set current:
A
125
min
L
10
=
20
=
min
L
min
L
10
20
min
L
-0.3
min
L
Flow: 10 l/min
1
2
Kabelkompensation (Kalibrierung des Widerstandes im Schweißbrenner)
I
Process setup
Job
Machine setup
Statistic
Wire feeder sel.
II
MIG-ATWIST
V2 (Nov. 2010)
i
Factor
III
1
2
IV
i
Cable compensation
Factor:
Compensation: Off
- - -
- - -
V
i
Cable compensation
Factor:
Compensation: Off
12.3
VI
Std.
i
Cable compensation
Factor:
Compensation: On
12.3
Die Oberfläche des Werkstücks muss rein sein
zur Sicherstellung des guten Kontakts mit
dem Brenner.
25
Fehlersuche und Ausbesserung
Fehlerhandhabung
SIGMA Galaxy hat ein fortschrittliches Selbstschutz-system.
Die Maschine automatisch stoppt die Gaszufuhr, unterbricht den
Schweißstrom und stoppt die Drahtzuführung, wenn ein Fehler
entsteht.
Ausgewählte Fehler:
Kühlungsfehler
Kühlungsfehler wird angezeigt auf
Geräte mit Wasserdurchflusskit, falls der
Kühlkreislauf unterbrochen oder der
Kühlmitteldurchfluss zu gering ist.
Kontrollieren Sie bitte, dass die
Kühleinheit korrekt angeschlossen
ist und der Wasserbehälter
ausreichend gefüllt ist. Überprüfen
Sie den Schweißbrenner und die
Wasserkühlanschlüsse.
Durch kurzes Drücken auf die P-Taste
wird der Kühlungsfehler abgemeldet.
Gas Fehler
Die Gasmenge ist zu gering oder zu groß.
Kontrollieren Sie bitte, dass die Gaszufuhr höher als 2 bar und weniger
als 6 bar ist, d.h. zwischen 5 l/min und 27 l/min.
Gasfehler wird außer Tätigkeit gesetzt, wenn der manuelle Gasfluß zu
27 l/min eingestellt wird.
Der Gasfehler wird durch kurzen Drücken auf die P-Taste abgemeldet.
Fehlerliste
Alle Fehler sind in der Maschine im
Menü Service gespeichert. Die Fehlerliste kann durch Einsetzen einer SDKarte und Drücken der folgenden Taste
distribuiert werden:
Die Fehlerliste ist dann auf die SD-Karte
gespeichert.
Die Fehlerliste kann durch Drücken
der Taste mit dem Mülleimer
nullgesetzt werden.
Fehlerkodes Ursache und Ausbesserung
E13-03 DuoPlus lässt sich nicht aktivieren, wenn
Sequence Repeat aktiv ist.
Sequence Repeat deaktivieren, bevor Sie
DuoPlus aktivieren.
E20-00
E20-02
E21-00
E21-06
E21-08
Es gibt keine Software in der Kontrolleinheit
Software auf die SD-Karte herunterladen,
die SD-Karte in die Kontrolleinheit einsetzten und die Maschine einschalten. Die
SD-Karte eventuell austauschen.
E20-01
E21-01
E22-02
Die SD-Karte ist nicht formatiert
Die SD-Karte in einem PC als FAT
formatieren und die Software auf die
SD-Karte herunterladen. Die SD-Karte
eventuell austauschen.
E20-03
E21-02
E22-08
Die SD-Karte hat mehrere Dateien mit
demselben Namen
Die SD-Karte leeren und die Software
wieder herunterladen.
E20-04
Die Kontrolleinheit hat versucht mehr
Daten einzulesen als gespeichert werden
können
Die SD-Karte wieder einlesen oder
austauschen. Migatronic Kundenservice
anrufen, wenn das Problem weiterhin
besteht.
E20-05
E20-06
E22-03
Die Software auf der SD-Karte ist für einen
anderen Typ Kontrolleinheit geschlossen
Eine SD-Karte anwenden, deren Software
zu Ihrer Kontrolleinheit passt.
E20-07
Der interne Kopieschutz erlaubt keinen
Zutritt zum Mikroprozessor
Die SD-Karte wieder einlesen oder
Migatronic Kundenservice anrufen.
E20-08
E20-09
E21-05
Die Kontrolleinheit ist defekt
Migatronic Kundenservice anrufen.
E20-10
E21-07
E22-01
E22-06
Die eingelesene Datei ist fehlerhaft
Die SD-Karte wieder einlesen oder austauschen.
E20-11
Fehlende Kommunikation zur Stromquelle
Das Zwischenschlauchpaket austauschen,
wenn es beschädigt ist. Prüfen, ob
Stromquelle und Drahtvorschubeinheit
zusammen passen (MK1/MK1 oder
MK2/MK2).
Wenn das Problem weiterhin besteht, die
SD-Karte wieder einlesen oder Migatronic
Kundenservice anrufen.
E21-03
E21-04
Das eingelesene Schweißprogrampaket
passt nicht zur Kontrolleinheit
Eine SD-Karte anwenden, deren Software
zu Ihrer Kontrolleinheit passt.
E21-09
Zu wenig Speicher
Das Schweißprogrampaket kann nicht
eingelesen werden.
E22-04
E22-07
Die DSP-Platine ist defekt
Migatronic Kundenservice anrufen.
E22-05
Datenübertragungsfehler
Die Maschine aus- und einschalten. Die
SD-Karte austauschen, wenn der Fehler
weiterhin besteht.
Ihren Händler eventuell kontaktieren.
26
Technische Daten
STROMQUELLE SIGMA Galaxy 300 SIGMA Galaxy 400 SIGMA Galaxy 500
Netzspannung ±15% (50-60Hz), V
- Auto-Transformator (Extra) ±15% (50-60Hz), V
3x400
3x230-500
3x400
3x230-500
3x400
3x230-500
Mindestgröße des Generators, kVA 19 29 36
Sicherung, A 16 20 32
Effektiver Netzstrom, A 16,0 16,5 29,3 (380V)/27,8 (400V)
Max. Netzstrom, A 18,3 28,2 35,0 (380V)/36,8 (400V)
Leistung, 100%, kVA 11,1 11,4 19,3
Leistung, max., kVA 12,7 19,5 24,2
Leistung, Leerlauf, VA 40 40 40
Wirkungsgrad 0,84 0,82 0,90
Leistungsfaktor 0,90 0,90 0,90
Strombereich, A 15-300 15-400 15-500
Zulässige ED, 100% 20°C (MIG), A 300 310 475
Zulässige ED, max. 20°C (MIG), A/% 300/100 400 500/80
Zulässige ED, 100% 40°C (MIG), A/V 270/30,8 280/31,2 420/36,8
Zulässige ED, 60% 40°C (MIG), A/V 350/34,0 450/38,0
Zulässige ED, max. 40°C (MIG), A/%/V 300/80/32,0 400/40/36,0 500/55/40,0
Leerlaufspannung, V 69-76 69-76 78-95
1)
Anwendungsklasse, C
1)
Anwendungsklasse, S
S/CE S/CE S/CE
S/CE/CCC
2)
Schutzklasse IP23 IP23 IP23
Norm EN/IEC60974-1, EN/IEC60974-2, EN/IEC60974-5, EN/IEC60974-10
Maße C-L (HxBxL), mm
Maße C-W (HxBxL), mm
906x524x925
1051x524x925
906x524x925
1051x524x925
906x524x925
1051x524x925
Maße S-L/W (HxBxL), mm 1144x524x1031 1144x524x1031 1144x524x1031
Gewicht C-L, kg
Gewicht C-W, kg
58
69
60
71
60
71
Gewicht S-L, kg
Gewicht S-W, kg
74
85
76
87
76
87
DRAHTVORSCHUBEINHEIT MWF 41/compact
Drahtfördergeschwindigkeit, m/min
0,5-30,0
Brenneranschluss EURO
Drahtspulendurchmesser, mm 300
Zulässige ED, 100% 40°C 420/100
Zulässige ED, 60% 40°C 500/60
2)
Schutzklasse IP23
Drahtdurchmesser, mm 0,6-2,4
Gasdruck, MPa (bar) 0,6 (6,0)
Maße (HxBxL), mm 440x245x780
Gewicht, kg 19
Norm EN/IEC60974-5,
EN/IEC60974-10
KÜHLEINHEIT
Kühlleistung, W 1100
Tankkapazität, liter 3,5
Durchflussmenge, bar - °C - l/min 1,2 - 60 -1,75
Druck max., bar 3
Norm EN/IEC60974-2
BEDIENUNG VERFAHREN WERTBEREICH
Schalterfunktion, 2-Takt/4-Takt MIG/MAG 2/4
Regelung vom Strom/Spannung/Drahtfördergesch.keit - Interne Regelung/Brennerregelung/Fernregler
Einfädeln vom Draht MIG/MAG Ja
Brennerkühlung - Wassergekühlt/Luftgekühlt
Hotstart % MMA 0,0-100,0
Hotstartzeit, Sek. MMA 0,0-20,0
Arc Power, % MMA 0,0-150,0
Gasvorströmung, Sek. MIG/MAG 0,0-10,0
Einschleichen, m/min MIG/MAG 0,5-24,0
Hotstart, % Synergisch -99 - +99
Hotstartzeit, Sek. Synergisch 0,0-20,0
Stromabsenkzeit, Sek. Synergisch 0,0-10,0
Stopstrom, A Synergisch 0-100
Stopstromzeit, Sek. Synergisch 0,0-10,0
Drahtrückbrand (Burn back) MIG/MAG 0-30
Gasnachströmung, Sek. MIG/MAG 0-20,0
Sequenz-Timer / Punktschweißzeit, Sek. MIG/MAG 0,0-50,0
DUO Plus™ Wirkungsgrad, %
MIG/MAG 0-50
DUO Plus™ Zeit, Sek. MIG/MAG 0,1-9,9
Elektronische Drossel -5,0 - +5,0
Sequenz, Sequenz-Stufen 9
EU-KONFORMITÄTSERKLÄRUNG
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Dänemark
erklärt, dass das unten erwähnte Gerät
Typ: SIGMA Galaxy
den Bestimmungen der EU-Richtlinien
2014/35/EU
2014/30/EU
2011/65/EU entspricht
Europäische EN/IEC60974-1
Normen: EN/IEC60974-2
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Ausgestellt in Fjerritslev am 17.05.2017
Niels Jørn Jakobsen
CEO
1) S Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter elektrischer Gefährdung
2) Geräte, die der Schutzklasse IP23 entsprechen, sind für den Innen-und Außeneinsatz ausgelegt
27
Branchement et fonctionnement
Attention
Lisez attentivement la fiche de mise
en garde/le mode d’emploi avant la
première utilisation et conservez ces
informations en vue de leur utilisation
ultérieure.
Installation autorisée
Raccordement électrique
Branchez la machine à une prise secteur adaptée. Veuillez lire
la plaque signalétique (U1) à l’arrière de la machine.
0
l
1
2
Raccordement au gaz de protection
Raccorder le tuyau de gaz qui se trouve sur le panneau arrière
de la machine (3) et le relier à une alimentation en gaz
avec régulateur de pression (2-6 bars). (A noter : pour une
utilisation optimale certains types de régulateurs de pression
nécessitent une pression de sortie supérieur à 2 bars).
Une/deux bouteilles de gaz peuvent être installées à l’arrière
du chariot.
Important !
Afin d’éviter la destruction des prises
et câbles, assurez-vous que le contact
électrique est bien établi lors du
branchement des câbles de mise à la terre
et des torches de soudage à la machine.
1. Raccordement électrique
2. Interrupteur d’alimentation
3. Raccordement au gaz de protection
4. Raccordement de la torche de soudage
5. Torche de soudage
6. Raccordement des tuyaux du système de refroidissement
7. Raccordement des tuyaux du système de refroidissement
8. Raccordement de la pince de mise à la terre (MIG) ou du
porte-électrode
9 Raccordement des torches de soudage MIG Manager
®
ou
push-pull (en option)
10. Raccordement de la pince de mise à la terre (MMA) ou du
porte-électrode
11. Niveau du liquide de refroidissement
12. Remplissage du liquide de refroidissement
13. Interrupteur de l’autotransformateur (en option)
14. Activation de l’autotransformateur en veille (en option)
Raccordement de la torche de soudage
Pour les torches de soudage MIG Manager
®
, un kit spécial
(disponible en option) doit être installé à l’avant de la machine
à l’aide d’une multiprise (9).
F
Power
GAS 2-6 Bar
1
3
F
F
28
Branchement et fonctionnement
Dimensions des câbles
Courant
de soudage
COURANT CONTINU PULSÉ
200 A 35 mm² 35 mm²
300 A 50 mm² 70 mm²
400 A 95 mm² / 2x50 mm² 95 mm² / 2x50 mm²
500 A 2x70 mm² 2x70 mm²
Procédé de soudage Distance par
rapport à la
pièce
(a+b)
Longueur totale du
câble dans le circuit
de soudage
(a+b+c)
MIG – IAC et pulsé 10 m 20 m
MIG – non pulsé 30 m 60 m
Branchement du porte-électrode pour le soudage MMA
Le porte-électrode et le câble de masse sont branchés sur la
borne plus (10) et la borne moins (8). Respectez les instructions
relatives à la polarité indiquées par le fournisseur des électrodes.
a
b
c
Instructions de levage
Veillez à respecter les points de levage
indiqués (voir figure) lors de levage de la
machine.
La machine ne doit pas être soulevée
avec une bouteille de gaz installée.
Ne pas soulever la machine
par la poignée.
Ne pas marcher sur la poignée.
Réglage du frein dédié au fil
Le frein du dévidoir ralentit la bobine en fonction de
l’avancement du fil de soudage. La force du frein dépend du
poids de la bobine et de la vitesse de dévidage.
La valeur par défaut est de 15 kg.
Réglage :
• Démontez le bouton de réglage
en plaçant un petit tournevis
derrière le bouton puis sortez ce
dernier.
• Réglez le frein en serrant ou
desserrant l’écrou autobloquant
au niveau de l’axe du moyeu.
• Réinstallez le bouton.
x4
Assemblage des pièces dans le dévidoir
Le réglage de la pression
sur le galet doit permettre
l’arrêt du fil au niveau du
tube de contact.
29
Branchement et fonctionnement
Utilisation de plusieurs dévidoirs
Utilisation du MWF 41 Master (dévidoir i) et
Slave (dévidoir 1-2)
Un bref appui sur la gâchette de la torche
active l’unité esclave et allume le voyant vert.
Tous les paramètres sont réglés sur le
panneau de commande de l’unité maîtresse
et sont enregistrés automatiquement jusqu’à
l’activation de l’unité esclave.
Veuillez noter que le MWF 41 Slave et le RWF
ont les mêmes fonctions.
Si le refroidissement par eau est actif, le
maître et l’esclave doivent tous deux être
équipés de torches refroidies par eau.
MENU
9
/9
#
i
15.
0.0
MENU
9
/9
#
1
15.
0.0
MENU
9
/9
#
2
15.
0.0
Slave 1Master Slave 2
MENU
9
/9
#
i
15.0V
125A
0.0 V
6.2m/min 5.0mm
Attention
L’activation de la gâchette de la torche
génère une tension au niveau du fil de
soudage/à l’électrode.
Lecture Software
• Insérer la carte SD SIGMA dans le lecteur
situé à l’intérieur du dévidoir (côté droit)
• Démarrer la machine
• Les afficheurs clignotent brièvement
avec six ”–“
• Attendre jusqu’à ce que le courant de
soudage soit affiché
• Eteindre la machine et enlever la carte
SD
• La machine est maintenant disponible avec ses nouveaux softwares
Tous les dévidoirs reliés à la machine seront mis à jour par le nouveau
logiciel.
Si l’unité de commande a été changée, le logiciel doit être lu dans la
nouvelle unité au moyen d’une carte SD. Vous pouvez télécharger le
logiciel à l’adresse suivante: www.migatronic.com
Licences
En cas d’achat de licences supplémentaires pour des programmes ou
des fonctions spécifiques, les fichiers MigaLic.dat doivent être lus par la
machine de la même manière que pour les progiciels. Il est alors important
de créer un fichier de sauvegarde.
Le fichier MigaLic.txt contient les informations sur le numéro de licence de
la machine et sur les licences de la carte SD.
Connecter, démarrer, souder
Réglage du programme de soudage
• Démarrer la machine à l’aide de l’interrupteur (2)
• Sélectionner le programme de soudage
Veuillez vous référer
au guide de démarrage
rapide livré avec la
machine. Un programme
de soudage peut
être sélectionné en
fonction de la nuance
de fil utilisé, du gaz
de protection ou de
l’électrode.
Voir la table des
programmes
• Ajuster le courant de soudage et les paramètres
secondaires
Veuillez consulter votre
guide rapide
• La machine est désormais prête pour le soudage.
MENU
9
/9
#
1
2
PROG
Utilisation du
MWF 41 Master et Slave
Chariot avec dispositif de transition de la tension de
secteur (équipement spécial)
Les machines fournies avec un autotransformateur
peuvent être branchées aux tensions secteur suivantes:
3x230V, 3x400V, 3x440V og 3x500V.
Un interrupteur (13) permet de mettre
l’autotransformateur sous tension (voyant vert). La
fonction intégrée d’économie d’énergie désactive
automatiquement la machine de soudage au bout de
40 minutes d’inaction. Appuyez sur le bouton (14) pour
réactiver la machine (voyant rouge).
Vous pouvez demander à un technicien de désactiver la
fonction d’économie d’énergie.
30
Fonctions speciales
Affichage de la version du logiciel/du numéro de licence
I
MENU
9
/9
#
i
1
II
Job
Service
Statistic
Processsetup
Lic
?
2
1
III
Software versions
SD
Licenceno.:
000004D21234
Weldingpackage:
(10645900) A7
Wirefeeder :
(10001341) 2.07
Powermodule 400A:
(10001703) 7.01
MIG manager:
(10060001) 4.31
1
Réglage de l’heure
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
1
2
III
Hour Min
Sec
Day
Month Year
13 21
00
06 05
2010
Hour
0
1
2
Mise en route / arrêt du refroidissement de la torche (MIG/MAG)
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Dialog
Standard / OFF
i
Analog remote
Mig manager
Configuration du réglage interne / externe
I
MENU
9
/9
#
i
1
II
Process setup
Job
Machine setup
Statistic
2
1
III
Sequence 1 - 7
Mig manager
Sequence 1 - 7
Analog remote
Sequence 1 - 7
MIG-ATWIST
V2 (Nov. 2010)
2
1
x2
3
Dialog
Standard / OFF
i
Analog remote
Mig manager
2
1
3
x2
 Loading...
Loading...