

Migatronic RALLY MIG 160 Instruction Manual
RALLY MIG 160
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d'instruction
Bruksanvisning
Valid from 0332 50111809 B
DK – INDHOLDSFORTEGNELSE - Advarsel / Elektromagnetisk støjudstråling............................3
- Ibrugtagning / Tekniske data..................................................4
- Betjeningsvejledning ..............................................................4
- Vedligeholdelse / Fejlsøgning................................................5
- Reklamationsbestemmelser ..................................................6
- Kredsløbsdiagram................................................................23
- Reservedelsliste
GB – CONTENTS - Warning / Electromagnetic emissions ...................................7
- Initial operation / Technical data............................................8
- Control switches.....................................................................8
- Maintenance / Trouble shooting ............................................9
- Claims...................................................................................10
- Circuit diagram .....................................................................23
- Spare parts list
D – INHALTSVERZEICHNIS - Warnung / Elektromagnetische Verträglichkeit...................11
- Inbetriebnahme / Technische Daten....................................12
- Einstellfunktionen .................................................................12
- Wartung / Fehlersuche.........................................................13
- Reklamationsbedingungen ..................................................14
- Koppeldiagramm..................................................................23
- Ersatzteilliste
F – INDEX - Avertissement / Emission de bruit électromagnétique........15
- Mise en Service / Données techniques...............................16
- Boutons de réglage..............................................................16
- Entretien / Recherche des pannes ......................................17
- Claims...................................................................................18
- Diagramme de circuit...........................................................23
- Liste des pièces de rechange
S – INNEHÅLLSFÖRTECKNING - Varning/magnetiska störfält..............................................19
- Installation / Teknisk data.....................................................20
- Användarinstruktion..............................................................20
- Underhåll/ Felsökning ..........................................................21
- Reklamationsbestemmelser ................................................22
- Kretsschema.........................................................................23
- Reservdelslista
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: Rally MIG 160
as of: week 01, 2000
conforms to directives 73/23/EEC and 89/336/EEC.
European Standards: EN/IEC60974-1
EN50199
Issued in Fjerritslev on 1st January 2000.
Peter Roed
Managing director
DANSK
Lysbuesvejsning og -skæring kan ved forkert brug være farlig for såvel bruger som omgivelser. Derfor
må udstyret kun anvendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være opmærksom på følgende:
Elektrisk stød
- Svejseudstyret skal installeres forskriftsmæssigt (Stærkstrømsreglementet og Fællesregulativet).
- Undgå berøring af spændingsførende dele i svejsekredsen eller elektroder med bare hænder. Brug aldrig de-
- Isolér dig selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).
- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).
- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).
- Sørg for korrekt vedligeholdelse af svejseudstyret. Beskadiges kabler og isoleringer skal arbejdet omgående
- Reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
Svejse- og skærelys
- Beskyt øjnene idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med fore-
- Beskyt kroppen mod lyset fra lysbuen idet huden kan tager skade af stråling. Brug beskyttende beklædning
- Arbejdsstedet bør om muligt afskærmes og andre personer i området advares mod lyset fra lysbuen.
Svejserøg og gas
- Røg og gasser, som dannes ved svejsning, er farligt at indånde. Sørg for passende udsugning og ventilation.
Brandfare
- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.
- Arbejdstøjet skal også være sikret mod gnister og sprøjt fra lysbuen (Brug evt. brandsikkert forklæde og
Støj
- Lysbuen frembringer akustisk støj, og støjniveauet er betinget af svejseopgaven. Det vil i visse tilfælde
nvendelse af maskinen til andre formål end det, den er beregnet til (f.eks. optøning af vandrør) frarådes og sker i
givet tilfælde på eget ansvar.
fekte eller fugtige svejsehandsker.
afbrydes og reparation foretages.
skrevet filtertæthed.
der dækker alle dele af kroppen.
pas på åbenstående lommer).
være nødvendigt at beskytte sig med høreværn.
ADVARSEL
Gennemlæs denne instruktionsbog omhyggeligt,
inden udstyret installeres og tages i brug!
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse, overholder kravene i den europæiske standard EN50199. Standarden
har til formål at sikre, at svejseudstyr ikke forstyrrer eller bliver
forstyrret af andet elektrisk udstyr som følge af elektromagnetisk
støjudstråling. Da også lysbuen udsender støj, forudsætter anvendelse uden forstyrrelser, at der tages forholdsregler ved installation og anvendelse. Brugeren skal sikre, at andet elektrisk
udstyr i området ikke forstyrres.
Følgende skal tages i betragtning i det omgivne område:
1. Netkabler og signalkabler i svejseområdet, som er tilsluttet
andre elektriske apparater.
2. Radio- og fjernsy nssendere og modtagere.
3. Computere og elektroniske sty resy stemer.
4. Sikkerhedskritisk udsty r, f.eks. overvågning og processtyr ing.
5. Brugere af pacemakere og høreapparater.
6. Udsty r som anvendes til kalibrering og måling.
7. Tidspunkt på dagen, hvor svejsning og andre aktiviteter foregår.
8. By gningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være nødvendigt at tage særlige forholdsregler (f.eks. information om midlertidigt svejsearbejde).
Metoder til minimering af forstyrrelser:
1. Undgå anvendelse af udstyr som kan blive forstyrret.
2. Korte svejsekabler.
3. Læg plus- og minuskabel tæt på hinanden.
4. Placer svejsekablerne på gulvniveau.
5. Signalkabler i svejseområdet fjernes fra netkabler.
6. Signalkabler i svejseområdet beskyttes, f.eks med skærmning.
7. Isoleret netforsyning af følsomme apparater.
8. Skærmning af den komplette svejseinstallation kan overvejes i
ganske særlige tilfælde.
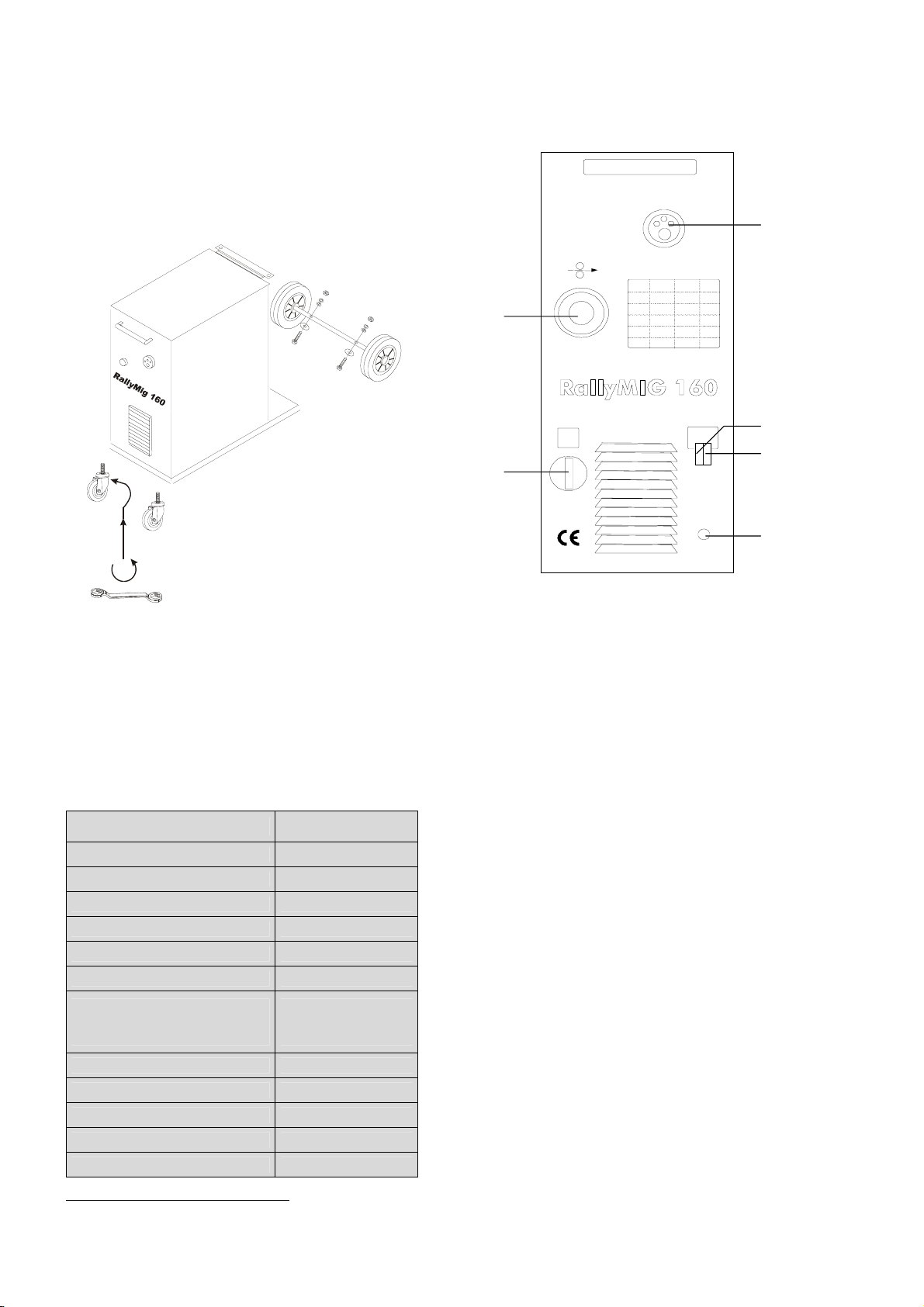
IBRUGTAGNING
Samling af maskinen
Maskinen monteres med drejehjul og bagaksel med
baghjul. Drejehjulene kan monteres uden at maskinen skal åbnes. Til montagen anvendes enten en
stjernenøgle eller en lille topnøgle.
BETJENINGSVEJLEDNING
5
3
1
2
4
6
Nettilslutning
Maskinen er beregnet for 230V (220-240V) og må
ikke tilsluttes andre spændinger.
Tilslutning af gasflaske
Maskinen er beregnet for anvendelse af 6/10kg gasflaske med en maksimal højde på 100 cm. Større flasker må ikke anvendes på grund af risiko for at maskinen vælter eller overbelastes.
TEKNISKE DATA Rally MIG 160
Netspænding 230 V / 50 Hz
Effekt (60% intermittens) 4,8 kVA
Sikring T 13 A
Maks. strøm 21 A
Tomgangsspænding (DC) 17,5 – 31,5 V
Strømområde 30 – 150 A
Intermittens 20 %
Intermittens 60 %
Intermittens 100 %
150 A
90 A
70 A
1. On
Lyser når maskinen er tændt.
2. Overophedning
Lyser hvis svejsning automatisk afbrydes som
følge af overophedning af maskinens transformator. Når transformatorens temperatur igen er
normal, kan svejsningen fortsætte.
3. Trinløs indstilling af trådhastighed
1,0 – 10 m/min.
4. Hovedafbryder og trinomskifter for svejsespænding
5. Tilslutning af svejsebrænder
6. Sikring
1 A træg sikring.
Spændingstrin 5
Temperaturklasse F
1
Beskyttelsesklasse IP 21
Dimensioner 230x550x665 mm
Vægt 49 kg
1
Maskinen er beregnet for indendørs anvendelse, idet
den opfylder kravene til beskyttelsesklasse IP21.

VEDLIGEHOLDELSE
Manglende vedligeholdelse kan medføre nedsat
driftssikkerhed og bortfald af garanti.
Trådfremføringsenheden
Trådfremføringsenheden skal regelmæssigt efterses ved trådtrissen og tråddyse. Trådleder og kapillarrør skal udskiftes, hvis tråden deformeres eller
kobberbelægningen beskadiges ved passage gennem trådleder og kapillarrør. Undertiden kan afskrabet kobberstøv blokere passage gennem trådlederen. Trådleder og kapillarrør skal justeres og
rengøres efter behov. Desuden skal sporet i trådtrissen også regelmæssigt efterses og rengøres.
Slangen
Slangen skal beskyttes mod overlast og må ikke
trædes på eller køres over. Slangen bør afmonteres, og trådlederen blæses ren med trykluft efter
behov.
Svejsebrænderen
Kontaktdysen og gasdysen på svejsebrænderen er
vigtige komponenter, som hyppigt skal efterses og
rengøres. Svejsesprøjt skal fjernes og derefter påføres MIG-spray. Ved rengøring bør gasdysen
være afmonteret.
Rens ikke ved at slå brænderen mod hårde emner.
Strømkilde
Strømkilde, ensretter og transformator skal regelmæssigt blæses rene for støv.
Vigtigt
Når der skal åbnes til strømkilden, skal netspændingen til svejsemaskinen afbrydes. Dette gælder
også ved udskiftning af elektronikboks.
FEJLSØGNING
Stødvis trådfremføring.
1. Indgangsdysen og trådtrissens rille flugter ikke.
2. Rulle med svejsetråd går for stramt på akslen.
Undertiden er tråden spolet forkert, så den
"krydser".
3. Indgangsdyse eller kontaktdyse er slidt eller
snavset, evt. tilstoppet.
4. Svejsetråden er uren eller af dårlig kvalitet, evt.
rusten.
5. For lavt tryk på modrullen.
For meget sprøjt ved svejsningen.
1. For stor trådhastighed i forhold til spænding.
2. Slidt kontaktdyse.
Svejsningen bliver kokset og "sprød".
Ved punktsvejsning fremkommer en karakteristisk top.
1. Utilstrækkelig gastilførsel – for lavt tryk eller flasken er tom.
2. Gasdyse tilstoppet.
3. Utætheder i systemet, således at atmosfærisk
luft pga. injectorvirkningen suges med ind og
blandes med beskyttelsesgassen.
Tråden brænder gentagne gange fast i kontaktdysen og går trægt.
1. Kan bero på, at tråden er blevet deformeret i
trådlederen. Klip tråden ved trådtrissen, og træk
den deformerede tråd ud af trådlederen. Sæt ny
tråd i og kontroller modrullens tryk.
2. Slidt kontaktdyse.
Skulle der opstå problemer, som ikke umiddelbart
kan afhjælpes udfra ovenstående afsnit om fejlsøgning, skal maskinen indleveres til autoriseret Migatronic Center eller forhandler, som vil sikre at fejlen
afhjælpes.

GARANTIBESTEMMELSER
MIGATRONIC yder 12 måneders garanti mod skjulte
mangler ved produktet. En sådan mangel skal meddeles senest to måneder efter at den er konstateret.
Garantien gælder i 12 måneder fra det tidspunkt, hvor
produktet er faktureret til slutkunde.
Garantien bortfalder ved fejl, der kan henføres til forkert installation, skadedyrsangreb, transportskader,
vand- og brandskader, lynnedslag, anvendelse i forbindelse med synkrongeneratorer og anvendelse i
specielt aggressive miljøer, som ligger udenfor produktets specifikation.
Mangelfuld vedligeholdelse
Garantien bortfalder, hvis produktet ikke er vedligeholdt forskriftsmæssigt. Eksempelvis hvis produktet er
tilsmudset i en grad, hvor maskinens køling hindres.
Garantien dækker ikke skader, der kan føres tilbage til
en uautoriseret og mangelfuld reparation af produktet
eller til anvendelse af uoriginale dele.
Sliddele
Sliddele (f.eks. svejseslanger, svejsekabler og trådtrisser) dækkes ikke af garantien.
Følgeskader
Anvendelse af produktet skal straks ophøre efter konstatering af fejl, således at produktet ikke bliver
yderligere beskadiget. Følgeskader, som skyldes anvendelse efter konstatering af fejl, dækkes ikke. Garantien omfatter ikke følgeskader på andre genstande
som følge af fejl ved produktet.
ENGLISH
Arc welding and cutting can be dangerous to the user, people working nearby, and the surroundings if the
equipment is handled or used incorrectly. Therefore, the equipment must only be used under the strict
observance of all relevant safety instructions. In particular, y our attention is drawn to the following:
Electricity
- The welding equipment must be installed according to safety regulations and by a properly trained and qualified
- Avoid all contact with live components in the welding circuit and with electrodes and wires if you have bare
- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).
- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).
- Make sure that the welding equipment is correctly maintained. In the case of damaged cables or insulation work
- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
Light and heat emissions
- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet
- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective
- The place of work should be screened, if possible, and other persons in the area warned against the light from
Welding smoke and gases
- The breathing in of the smoke and gases emitted during welding is damaging to health. Make sure that any
Fire hazard
- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be
- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch
Noise
- The arc generates surface noise according to welding task. In some cases, use of hearing aids is necessary.
Use of the machine for other purposes than it is designed for (e.g. to unfreeze water pipes) is strongly
deprecrated. If occasion should arise this will be carried out without responsibility on our part.
person.
hands. Always use dry welding gloves without holes.
must be stopped immediately in order to carry out repairs.
with suitable radiation protection glass.
clothes, covering all parts of the body.
the arc.
exhaust systems are working properly and that there is sufficient ventilation.
removed from the place of welding.
out for folds and open pockets).
WARNING
Read this instruction manual carefully
before the equipment is installed and in operation
Electromagnetic emissions and the radiation of electromagnetic disturbances
This welding equipment for industrial and professional use is in
conformity with the European Standard EN50199. The purpose of
this standard is to prevent the occurrence of situations where the
equipment is disturbed or is itself the source of disturbance in other
electrical equipment or appliances. The arc radiates disturbances,
and therefore, a trouble-free performance without disturbances or
disruption, requires that certain measures are taken when installing
and using the welding equipment. The user
operation of the machine does not occasion disturbances of
the above mentioned nature.
The following shall be taken into account in the surrounding area:
1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.
2. Radio or television transmitters and receivers.
3. Computers and any electrical control equipment.
4. Critical safety equipment e.g. electrically or electronically controlled guards or protective systems.
5. Users of pacemakers and hearing aids etc.
6. Equipment used for calibration and measurement.
7. The time of day that welding and other activities are to be
carried out.
must ensure that the
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment it
may be necessary to take special and additional precautions in
order to prevent problems of emission (e.g. information of temporary welding work).
Methods of reducing electromagnetic emissions:
1. Avoid using equipment which is able to be disturbed.
2. Use short welding cables.
3. Place the positive and the negative cables close together.
4. Place the welding cables at or close to floor level.
5. Remove signalling cables in the welding area from the supply
cables.
6. Protect signalling cables in the welding area, e.g. with
selective screening.
7. Use separately-insulated mains supply cables for sensitive
electronic equipment.
8. Screening of the entire welding installation may be considered under special circumstances and for special applications.

INITIAL OPERATING
Mounting of the machine
The machine should be mounted with turning wheels
and rear axle with rear wheels. The turning wheels
can be mounted without opening the machine. Use
either a ring spanner or a small wheel spanner.
CONTROL SWITCHES
5
3
1
2
4
6
Mains supply
The machine is designed for 230V (220-240V) and
must not be connected to other voltages.
Gas connection
The mashine is designed for use of a 6/10 kg gas
bottle with a maximum height of 100 cm. Larger
bottles must not be used due to risk of overloading
the machine or the machine will overturn.
TECHNICAL DATA Rally MIG 160
Mains voltage 230 V / 50 Hz
Consumption (duty cycle 60%) 4.8 kVA
Fuse T 13 A
Maximum input current 21 A
Open circuit voltage (DC) 17.5 – 31.5 V
Welding current range 30 – 150 A
Duty cycle, 20 %
Duty cycle, 60 %
Duty cycle, 100 %
150 A
90 A
70 A
1. On
Lights when the machine has been turned on.
2. Overheating
Lights if the welding process is automatically
stopped due to overheating of the transformer.
The light extinguishes when the transformer
temperature has dropped to normal, and welding can continue.
3.
Wire feed speed control
Infinitely variable (1.0 - 10 m/min).
4. Main switch and switch for welding voltage
5. Connection of welding hose
6. Fuse
1 A slow.
Voltage adjustment 5
Insulation class F
1
Protection class IP 21
Dimensions (WxHxL) 230x550x665 mm
Weight 49 kg
1 This machine is designed for indoor operation and
meets the requirements of protection class IP21.

MAINTENANCE
Insufficient maintenance may result in reduced
operational reliability and in lapse of guarantee.
Wire feed unit
This unit must be cleaned with dry, clean, compressed air and maintained regularly at the wire feed
roll and the capillary tubes, as it is of great
importance for a satisfactory welding result and a
minimum of wear and tear that the wire passes
through the wire drive system without any deformations of the wire or the wire feed roll. The
contact tips must be checked often and changed if
the copper plating of the wire is damaged on its way
through the tips. Copper dust may prevent free
passage of wire through the torch liner. Check and
cleaning of the capillary tubes and the wire drive
rolls is recommended when necessary.
Welding hose
Great care should be taken to ensure that the
welding hose is not overloaded. It should not be
pulled over sharp edges, and heavy machines
should not run over it as this may damage the torch
liner.
The torch hose assembly should be dismantled
when necessary and blown out with clean, dry compressed air. The torch must be disconnected from
the machine during this process.
Welding torch
There are many parts in the welding torch that have
to be cleaned regularly. The main ones are the
contact tips and the gas shroud.
During the welding process, these parts are bombarded with spatter that sticks to the shroud. This
may disturb the shielding gas flowing from the gas
shroud down to the molten pool, and must be
removed regularly. The use of MIGATRONIC MIG
SPRAY loosens spatter.
During the cleaning process, the gas shroud should
be removed. Do not clean by banging or hitting the
torch.
Power source
The rectifier and transformer should be blown out
with dry air occasionally, otherwise the air circulation will be affected by the dust.
Important!
Make sure that the machine is disconnected from
the mains supply when the power source needs to
be opened for e.g. replacement of control unit.
TROUBLE SHOOTING
Too little welding effect.
The welding seam forms a bead standing proud
of the plate.
1. One of the three fuses in the main switch is not
working. (This applies to three-phase machines
only).
2. The welding voltage is too low.
Switch one setting higher.
The wire feed is blocking.
1. The inlet nozzle and the wire are not in alignment with each other.
2. The reel of wire is too taut, the wire must come
off the reel evenly.
3. The inlet or contact tip has worn out or is
blocked up.
4. The welding wire is not clean or it is rusty. It
could also be of an inferior quality.
5. The pressure roller has to be tightened.
Spatter.
1. The wire feed is too fast for the voltage setting.
2. Worn out contact tip.
Porous weld. A cone is formed w hen spot welding.
1. Insufficient gas - too little pressure or the bottle
is empty.
2. Contact tip is blocked up.
3. Leakage air is pumped in and mixes with the
shielding gas.
The wire keeps sticking in the contact tip and
feeds at slow speed.
1. The damaged wire should be cut off, pulled out
and replaced. The pressure on the wire feed
roller should be checked and adjusted if necessary.
2. Worn out contact tip.
3. Wire feed speed may need increasing.
If any problems arise that cannot immediately be
remedied on basis of the above section on Trouble
Shooting, the machine should be taken to an
authorised Migatronic distributor for repair.
 Loading...
Loading...