

Migatronic PILOT 200 HP Instruction Manual
PILOT 200 HP
Brugsanvisning
Instruction manual
Betriebsanleitung
Bruksanvisning
Käyttöohje
Valid from 0404 50113121
DK – INDHOLDSFORTEGNELSE
- Advarsel / Elektromagnetisk støjudstråling
.........................................
3
- Generel beskrivelse / Tilslutning og Brug
...............................................
4
- Tekniske data / Betjeningsvejledning
.....................................................
5
- Betjeningsvejledning boks
......................................................................
6
- Vedligeholdelse / Fejlsøgning
.................................................................
8
- Garantibestemmelser
.............................................................................
8
- Reservedelsliste
GB - CONTENTS
- Warning / Electromagnetic emissions
....................................................
9
- General description / Initial operation
...................................................
10
- Technical specifications / Initial instructions
.........................................
11
- Initial instructions control box
...............................................................
12
- Maintenance / Location of errors
..........................................................
14
- Warranty
...............................................................................................
14
- Spare parts list
D – INHALTSVERZEICHNIS
- Warnung / Elektromagnetische Störungen
..........................................
15
- Allgemeine Beschreibung / Inbetriebnahme
........................................
16
- Technische Daten / Allgemeine Bedienung
.........................................
17
- Allgemeine Bedienung Kontroll Box
.....................................................
18
- Wartung / Fehlersuche
.........................................................................
20
- Garantiebedingungen
...........................................................................
20
- Ersatzteilliste
.............................................................................................
S – INNEHÅLLSFÖRTECKNING
- Varning/ Elektromagnetisk störning
..................................................
21
- Allmän beskrivning / Anslutning och användning
.................................
22
- Teknisk data / Funktionsbeskrivning
....................................................
23
- Funktionsbeskrivning box
.....................................................................
24
- Underhåll / Felsökning
..........................................................................
26
- Garantibestämmelser
...........................................................................
26
- Reservdelslista
FIN – SISÄLLYSLUETTELO
- Varoitus / Sähkömagneettiset häiriöt
................................................
27
- Yleistä / Kytkentä ja käyttöönotto
.........................................................
28
- Tekniset tiedot / Käyttökytkimet ja -liitännät
.........................................
29
- Toimintopaneeli
....................................................................................
30
- Huolto / Vianetsintä
..............................................................................
32
- Takuuehdot
..........................................................................................
32
- Varaosaluettelo
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: PILOT 200 HP
A
s of week 44, 2003
conforms to directives 73/23/EEC and 89/336/EEC.
European Standards: EN/IEC60974-1
EN/IEC60974-10
Issued in Fjerritslev on 24th October 2003.
Peter Roed
Managing director
3
DANSK
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse, overholder kravene i den europæiske standard EN/IEC60974-10. Standarden har til formål at sikre, at svejseudstyr ikke forstyrrer eller bliver forstyrret af andet elektrisk udstyr som følge af elektromagnetisk
støjudstråling. Da også lysbuen udsender støj, forudsætter anvendelse uden forstyrrelser, at der tages forholdsregler ved installation
og anvendelse.
Brugeren skal sikre, at andet elektrisk udstyr i
området ikke forstyrres.
Følgende skal tages i betragtning i det omgivne område:
1. Netkabler og signalkabler i svejseområdet, som er tilsluttet
andre elektriske apparater.
2. Radio- og fjernsynssendere og modtagere.
3. Computere og elektroniske styresystemer.
4. Sikkerhedskritisk udstyr, f.eks. overvågning og processtyring.
5. Brugere af pacemakere og høreapparater.
6. Udstyr som anvendes til kalibrering og måling.
7. Tidspunkt på dagen, hvor svejsning og andre aktiviteter foregår.
8. Bygningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være nødvendigt at tage særlige forholdsregler (f.eks. information om midlertidigt svejsearbejde).
Metoder til minimering af forstyrrelser:
1. Undgå anvendelse af udstyr som kan blive forstyrret.
2. Korte svejsekabler.
3. Læg plus- og minuskabel tæt på hinanden.
4. Placer svejsekablerne på gulvniveau.
5. Signalkabler i svejseområdet fjernes fra netkabler.
6. Signalkabler i svejseområdet beskyttes, f.eks med skærmning.
7. Isoleret netforsyning af følsomme apparater.
8. Skærmning af den komplette svejseinstallation kan overvejes i
ganske særlige tilfælde.
ADVARSEL
Lysbuesvejsning og -skæring kan ved forkert brug være farlig for såvel bruger som omgivelser. Derfor
må udstyret kun anvendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være opmærksom på følgende:
Elektrisk stød
- Svejseudstyret skal installeres forskriftsmæssigt (Stærkstrømsreglementet og Fællesregulativet).
- Undgå berøring af spændingsførende dele i svejsekredsen eller elektroder med bare hænder. Brug aldrig defekte eller fugtige svejsehandsker.
- Isolér dig selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).
- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).
- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).
- Sørg for korrekt vedligeholdelse af svejseudstyret. Beskadiges kabler og isoleringer skal arbejdet omgående
afbrydes og reparation foretages.
- Reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
Svejse- og skærelys
- Beskyt øjnene idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med foreskrevet filtertæthed.
- Beskyt kroppen mod lyset fra lysbuen idet huden kan tager skade af stråling. Brug beskyttende beklædning
der dækker alle dele af kroppen.
- Arbejdsstedet bør om muligt afskærmes og andre personer i området advares mod lyset fra lysbuen.
Svejserøg og gas
- Røg og gasser, som dannes ved svejsning, er farligt at indånde. Sørg for passende udsugning og ventilation.
Brandfare
- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.
- Arbejdstøjet skal også være sikret mod gnister og sprøjt fra lysbuen (Brug evt. brandsikkert forklæde og
pas på åbenstående lommer).
Støj
- Lysbuen frembringer akustisk støj, og støjniveauet er betinget af svejseopgaven. Det vil i visse tilfælde
være nødvendigt at beskytte sig med høreværn.
Anvendelse af maskinen til andre formål end det, den er beregnet til (f.eks. optøning af vandrør) frarådes og
sker i givet tilfælde på eget ansvar.
Gennemlæs denne instruktionsbog omhyggeligt,
inden udstyret installeres og tages i brug!
4
GENEREL BESKRIVELSE
PILOT 200 HP er en enfaset svejsemaskine, som er
baseret på inverter teknologi.
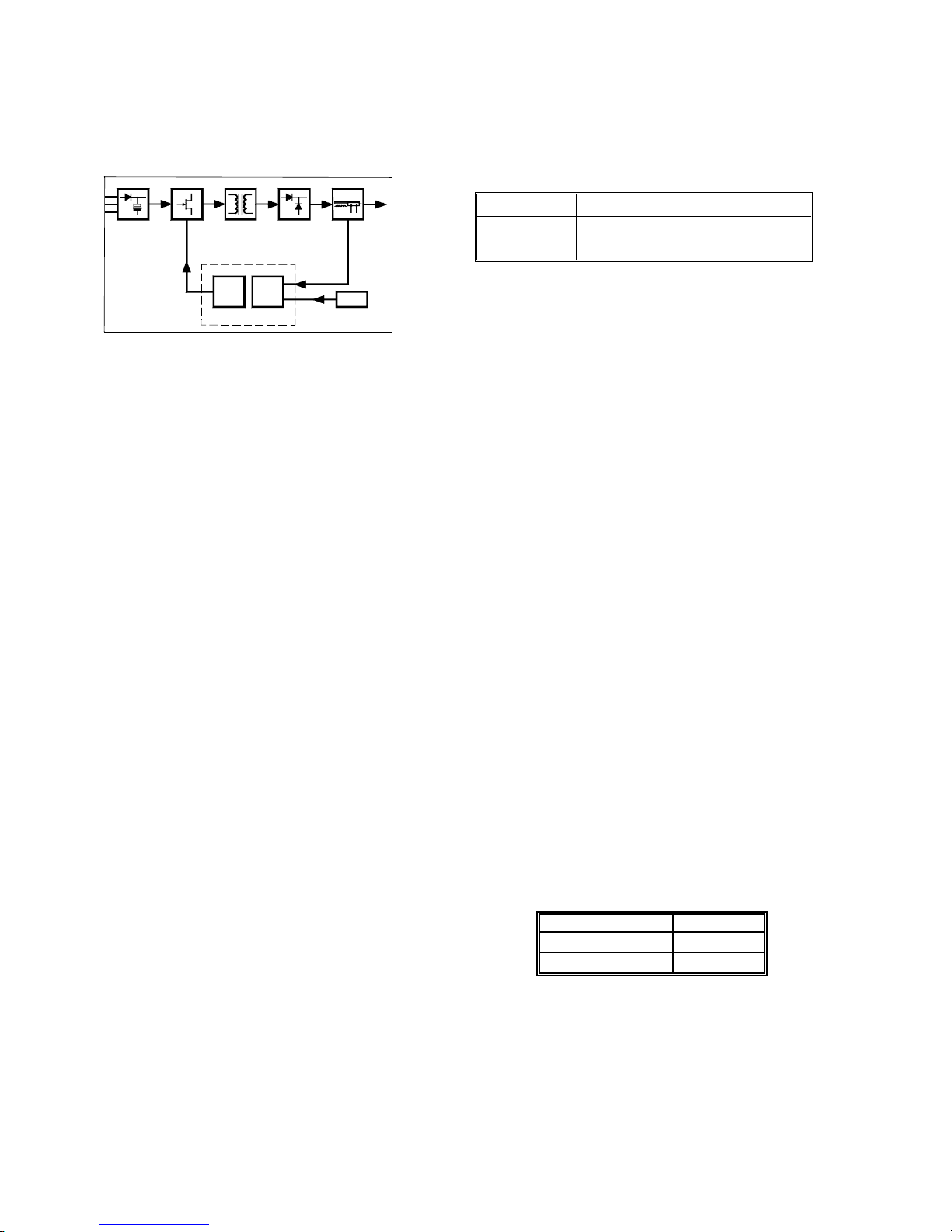
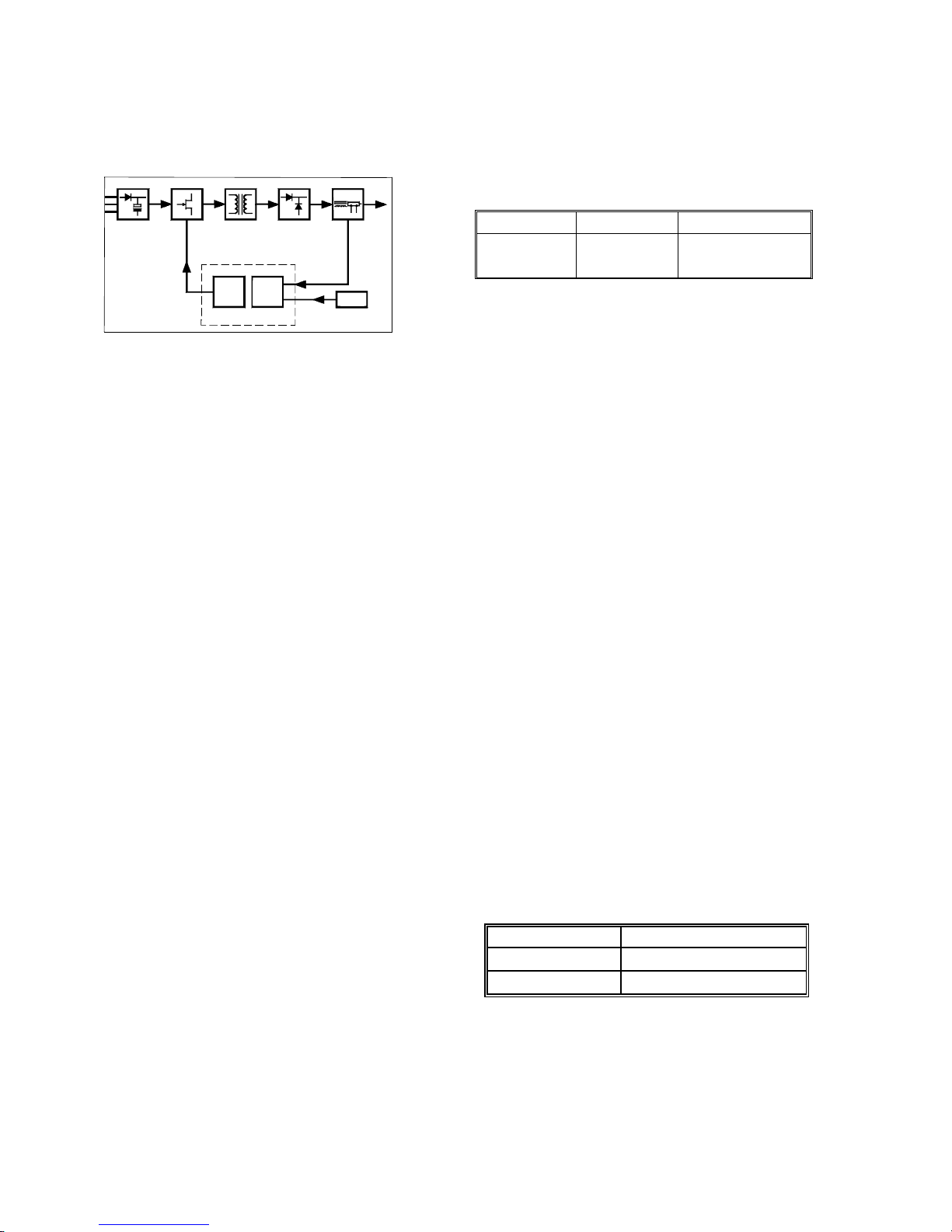
Blokdiagram PILOT 200 HP
SWITCH
DRIVER
REGULATOR
REF
CONTROL
PILOT 200 HP maskinen er hovedsageligt konstrueret til TIG-svejsning, og indeholder funktioner såsom:
-
Digitalt display
-
variabel slope-down
- variabel gas for- og efterstrømning
- Mulighed for 2-takt eller 4-takt
- LIFTIG- eller HF-tænding
-
Strømindstilling fra:
-
betjeningspanel,
-
TIG-brænder
- TIG-svejsning med puls
- Mange ekstrafunktioner såsom:
- startstrøm,
- slope up,
- puls-frekvens i særlig menu.
Ved LIFTIG-tænding tændes TIG-lysbuen når der er
skabt kontakt mellem svejseemnet og wolframelektroden. Tasten aktiveres, og lysbuen etableres ved at
løfte elektroden fra svejseemnet.
Ved HF-tænding etableres TIG-lysbuen uden kontakt.
En højfrekvens (HF) impuls aktiverer lysbuen, når
tasten aktiveres.
Maskinen er desuden velegnet til svejsning med
beklædte elektroder og er udstyret med Hot start, Arc
Power og Anti-freeze.
TILSLUTNING OG BRUG
Nettilslutning
Efter montering af netstikket er maskinen klar til brug.
Bemærk, at netstikket skal monteres af autoriseret
personale.
Netspænding Sikring Netkabel
230V
50/60 Hz
Automat: 35A
Smelte: T25A
3x4 mm2 H07RN-F
(strømværdi=35A)
Tilslutning af svejsekabler /
Tilslutning af TIG brænder
Svejsekablerne tilsluttes på forsiden af maskinen.
Vær opmærksom på, at stikket skal drejes cirka en
kvart omgang, efter at kablet er stukket ind i bøsningen, da stikket ellers kan blive beskadiget på grund af
for stor kontaktmodstand.
Konfigurering
Hvis maskinen udstyres med svejsebrænder og svejsekabler, der er underdimensioneret i forhold til svejsemaskinens specifikationer f.eks. med hensyn til
den tilladelige belastning, påtager MIGATRONIC sig
intet ansvar for beskadigelse af kabler, slanger og
eventuelle følgeskader.
Belastning af maskinen
Når PILOT 200 HP anvendes, sker der en opvarmning af forskellige dele i maskinen, og disse dele afkøles igen, når der holdes pause.
Ved normalt brug vil det ikke være muligt at overbelaste maskinen, og ved strømindstillinger op til eksempelvis 150A er det derfor ikke nødvendigt med afkølingsperioder. Hvis maskinen indstilles til en højere
svejsestrøm end angivet ovenfor, vil der være behov
for perioder, hvor maskinen afkøles.
Varigheden af disse afkølingsperioder afhænger af
strømindstillingen, og for at undgå at køleventilatoren
stoppes under afkøling bør maskinen ikke slukkes.
Hvis der ved brug ikke er tilstrækkeligt lange perioder
til afkøling, vil termosikringen automatisk afbryde
svejsningen, og maskinen vil indikere overophedning.
Efter tilstrækkelig afkøling, er maskinen klar til brug
igen. Den tilladelige belastning er:
100% belastnin
g
150
A
60% belastning 170 A
30% belastning 200 A
60 % belastning betyder, at der ved en strømindstilling på 170 A på en PILOT 200 HP skal være en afkølingsperiode på 4 minutter efter en svejseperiode
på 6 minutter, idet der i ovenstående skema regnes
med 10 minutter imellem start på hver svejseperiode.
5
TEKNISKE DATA
Strømkilde PILOT 200 HP
Netspænding 1x230V ±10%
50/60 Hz
Netsikring Smeltesikring 25 A
Automatsikring 35 A
Virkningsgrad 0,85
Strøm MMA DC 5 - 200 A
Strøm TIG AC/DC 5 - 200 A
Tilladelig belastning:
- ved 100 % intermittens 150 A
- ved 60 % intermittens 170 A
- ved 30 % intermittens 200 A
Tomgangsspænding 92 V
TIG start HF / LIFTIG
Slope-up 0,0 - 10 sek.
Slope-down 0,0 - 16 sek.
Gasforstrømning 0,1 - 5,0 sek.
Gasefterstrømning 3 - 25 sek.
Startstrøm 0 – 100 % (50%)
Slutstrøm 0 – 100 % (0%)
Puls frekvens 0,2 - 99,9 Hz (20 Hz)
Puls balance 20 – 80 % (20 %)
Hot start MMA (Strømniveau +20 %) 0,0 - 5,0 sek (0 sek)
1
Beskyttelsesklasse IP 23
2
Anvendelsesklasse
S
Norm EN/IEC60974-1
EN/IEC60974-10
Dimensioner (B-H-L) 15x24x41 cm
Vægt 7,7 kg
Tallene i parentes angiver MIGATRONICs
default / fabriksindstilling
1
Maskinen må anvendes udendørs, idet den opfylder kravene til
beskyttelsesklasse IP23. Dette gælder under forudsætning af,
at maskinen anbringes på "fødderne"
2
SMaskinen opfylder de krav der stilles for svejsning i områder
med forøget risiko for elektrisk chok
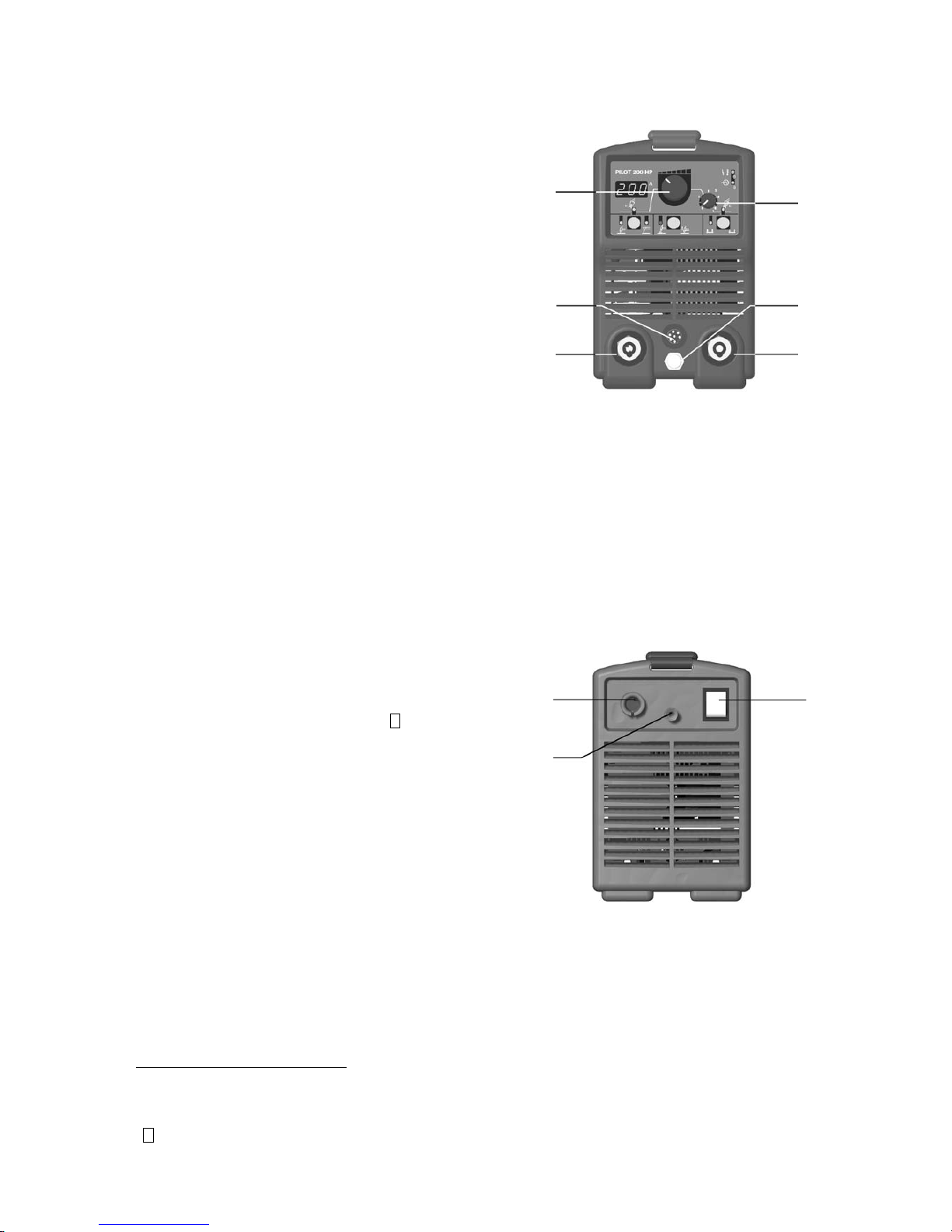
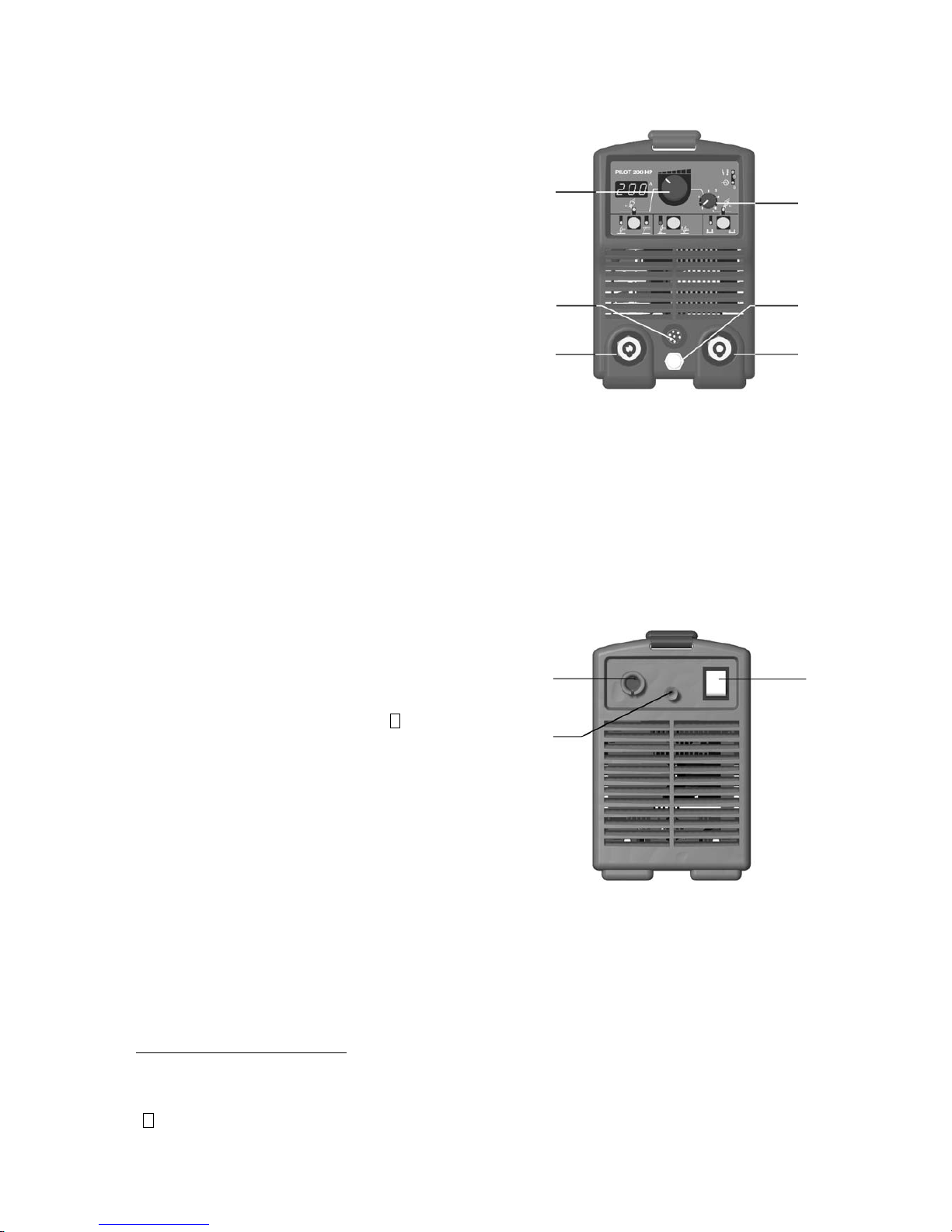
BETJENINGSVEJLEDNING
1
3
2
4
5
6
1. Indstilling af svejsestrøm samt andre parameterindstillinger
2. Udtag til TIG-brændertilslutning
3. Udtag til svejsestrøm + pol
4. Indstilling af slope-down
5. Lynkobling til beskyttelsesgasudtag
6. Udtag til svejsestrøm ÷ pol
7
8
9
7. Netkabel indgang 1x230V
8. Tilslutning til beskyttelsesgas
9. Hovedafbryder ON/OFF

6
BETJENING AF BOKS
GENERELT
Kontrollampe
Denne lampe lyser når der er tændt
for maskinen.
Digitalt display
Kontrolpanelet har et trecifret
display, som viser svejse-
strømmen. Ved stand-by vises
den indstillede svejsestrøm. Under svejsning vises
den aktuelle svejsestrøm.
Svejsestrøm
Svejsestrømmen indstilles ved
hjælp af den store drejeknap.
Svejsestrømmen er justerbar fra
3 A til maskinens maksimumstrøm.
Fejl indikering
For høj eller for lav spænding:
Lampen lyser et kort øjeblik når der
tændes for maskinen og hvis netspændingen enten
er for høj eller for lav.
Overbelastning:
Lampen lyser også ved overbelastning og temperaturovervågningen vil udkoble maskinen. I tilfælde af udkobling skal maskinen forblive
tændt således at den afkøles. Efter tilstrækkelig afkøling indkobles maskinen automatisk igen.
Ved udkobling skal det kontrolleres at svejsebrænderens placering ikke udgør en fare når maskinen
automatisk genindkobles!
Procesvalg mellem TIG- og
MMA-svejsning
Når den grønne lampe til ven-
stre lyser er maskinen indstillet
til TIG-svejsning. Blinkende grøn lampe indikerer at
TIG-puls er valgt. Når den røde lampe til højre lyser
er maskinen indstillet til MMA-svejsning.
To-takt / firetakt-omskifter
To-takt
: Tryk på knappen således
at den røde lampe slukkes. Svejseforløbet begynder, når bræn-
dertasten trykkes ind. Når brændertasten slippes ved
afslutningen af svejseforløbet, påbegyndes slopedown og derefter gasefterstrømningen. Maskinen kan
gentastes under slope-down og gasefterstrømning.
Fire-takt
: Tryk på knappen således at den røde lampe lyser. Svejseforløbet begynder, når brændertasten
trykkes ind. Tasten kan herefter slippes, og svejsningen fortsætter. For at afslutte svejsningen trykkes
brændertasten ind igen, hvorefter slope-down fasen
påbegyndes
Tændingsmetode ved
TIG-svejsning
Der kan vælges mellem to forskel-
lige tændingsmetoder ved TIGsvejsning: HF og LIFTIG. Når den røde lampe lyser
er HF-tænding valgt.
Denne knap anvendes endvidere til at fremkalde dybereliggende superbruger-funktioner. Se senere beskrivelse.

7
Gasforstrømning
Gasforstrømningstiden er tiden, fra brændertasten aktiveres, og gasstrømningen
begynder, til HF-tændingen kobles ind,
eller brænderen kan løftes væk fra emnet
når LIFTIG benyttes. Tiden angives i se-
kunder fra 0,1 til 5,0 sek. Tiden indstilles
når denne knap holdes inde samtidig med at den
store drejeknap justeres.
Slope-down
Når svejsningen stoppes med brændertasten, går maskinen ind i en
slope-down fase. I løbet af denne fase sænkes strømmen fra den indstillede svejsestrøm til slutstrømmen.
Det er varigheden af denne fase, der
indstilles som slope-down-tiden. Tiden angives i sekunder fra 0 til 16 sek.
Gasefterstrømning
Gasefterstrømningstiden er tiden, fra lysbuen slukker, til gastilførslen afbrydes. Tiden angives i sekunder fra 3 til 25 sek. Tiden indstilles når denne knap holdes inde
samtidig med at den store drejeknap justeres.
Brænderbetjening
Indstillingen foretages ved hjælp af reguleringsknappen på svejsepistolen, hvis en sådan knap forefindes.
Den maksimale svejsestrøm indstilles med knappen
på frontpanelet. Med brænderreguleringen vil det være muligt at skrue ned for strømmen til maskinens minimumstrøm.
Skjulte superbrugerfunktioner
Maskinen har nogle dybereliggende funktioner, som kan juste-
res for at optimere maskinens
anvendelse. Funktionerne lukkes op for justering ved
at holde knappen for TIG-tændingsmetode inde indtil
displayet skifter til tekst. Den store drejeknap drejes
nu indtil den ønskede parameter, der skal justeres, vises i displayet. Derefter trykkes kortvarigt på knappen
for TIG-tændingsmetode og værdien justeres på den
store drejeknap. Tryk kortvarigt på knappen for TIGtændingsmetode igen for lagring af værdien i maskinens hukommelse. Med den store drejeknap kan
andre parametre nu vælges eller der kan trykkes kortvarigt på en vilkårlig knap (dog ikke knappen for TIGtændingsmetode) for at afslutte og lukke menuen.
Maskinen har følgende superbruger-parametre:
A StA Startstrøm (TIG)
B Sto Stopstrøm (TIG )
C US Slope up (TIG)
D LC Grundstrøm (TIG-puls)
E Fr Puls frekvens (TIG-puls)
F rAt Puls tid (TIG puls)
G Hot Hotstarttid (MMA)
H AC Reset til fabriksindstillinger
- Startstrøm (TIG)
Indstilles fra 3A til maskinens maks. svejsestrøm.
Hvis der vælges en værdi der er mindre en 3A vil
startstrømmen være 50% af indstillet svejsestrøm.
Hvis der vælges en værdi der er større en maks.
svejsestrøm, vil startstrømmen være den samme
som indstillet svejsestrøm.
Fabriksindstilling: 50%
- Stopstrøm (TIG)
Kan indstilles fra 3A til maskinens maks. svejsestrøm.
Hvis der vælges en værdi der er større en maks.
svejsestrøm, vil stopstrømmen være den samme
som indstillet svejsestrøm.
Fabriksindstilling: 3A
- Slope up (TIG)
Kan indstilles fra 0,1 til 2,55 sek.
Fabriksindstilling: 0,1 sek
- Grundstrøm (TIG)
Kan indstilles i området 20-100% af den valgte pulsstrøm.
Fabriksindstilling: 60%
- Pulsfrekvens (TIG)
Kan indstilles i området 0,2-50 Hz (pulser pr. sek.).
Fabriksindstilling: 2,5 Hz.
- Pulstid / Grundstrømstid (TIG)
Kan indstilles i området 20-100%.
Fabriksindstilling: 40%
- Hotstarttid (MMA)
Kan indstilles fra 0,0 til 5,0 sek.
Hotstartstrømmen er 20% over indstillet svejsestrøm.
Fabriksindstilling: 0,0 sek
Faste funktioner
Følgende funktioner er faste og kan ikke til- og frakobles betjeningspanelet:
- Anti-freeze
-Arc Power
- Anti-freeze
Anti-freeze-funktionen er altid aktiv. Ved MMA- og
TIG-svejsning sker det, at elektroden brænder fast til
emnet.
Maskinen vil registrere, at elektroden er brændt fast
og derefter sænke svejsestrømmen til 12A. Dette letter afbrækning af elektroden. Svejsningen kan herefter genoptages på normal vis.
- Arc Power
Arc power-funktionen bruges til at stabilisere lysbuen
i elektrodesvejsning. Dette sker ved at forøge svejsestrømmen under kortslutningerne. Denne ekstra
strøm ophører, når der ikke længere er en kortslutning. Funktionen er optimeret til en lang række af rutile og basiske elektroder.

8
VEDLIGEHOLDELSE
PILOT maskinerne er stort set vedligeholdelsesfrie.
Dog kan særlig støvet, fugtig eller aggressiv luft udgøre en unormal hård belastning for svejsemaskinen.
For at sikre en problemfri drift skal følgende eftersyn
udføres en gang årligt, eller efter behov.
- Ventilatorvingerne og kølekanalen renses for
snavs med trykluft.
Manglende vedligeholdelse kan medføre nedsat
driftssikkerhed og bortfald af garanti.
FEJLSØGNING
Fejlsøgning må kun foretages af kvalificeret personale.
Maskinen virker ikke og/eller displayet lyser ikke:
Der er ingen netforsyning, eller netsikringen er måske
beskadiget.
Check at både netforsyning og sikring er intakte.
Netfejl:
Kontroller sikring og netspænding, idet ydelse er afhængig af korrekt netspænding.
Overheat:
Opstår, hvis maskinen overbelastes. Dette kan ske,
- hvis der svejses med højere belastning end ma-
skinen tillader,
- hvis maskinen trænger til rengøring, eller
- hvis maskinens lufttil- og afgang er helt eller del-
vist blokeret.
Check maskindata, eller rengør ventilatorvinger og
kølekanal med ren, tør trykluft.
Når fejlen er rettet, skal maskinen slukkes, derefter
genstartes for at fjerne fejlindikationen.
GARANTIBESTEMMELSER
MIGATRONIC yder 12 måneders garanti mod skjulte mangler ved produktet. En sådan mangel skal meddeles senest
to måneder, efter at den er konstateret. Garantien gælder i
12 måneder fra det tidspunkt, hvor produktet er faktureret til
slutkunde.
Garantien dækker materiale- og fabrikationsfejl, som ikke
umiddelbart kan erkendes.
Bortfald af garanti:
Uhensigtsmæssige produktegenskaber
Garantien omfatter ikke åbenbare egenskaber ved produktet, som efterfølgende findes uhensigtsmæssigt.
Forkert installation
Garantien dækker ikke fejl som skyldes forkert installation af
produktet, eksempelvis tilslutning til forkert netspænding.
Forkert eller unormal anvendelse
Garantien dækker ikke ved anvendelse af produktet til
andre formål, end hvad det er beregnet til.
Hvis produktet
anvendes i mere end otte timer dagligt, vil fejl, der kan
føres tilbage til denne intensive driftsbetingelse, ikke
være dækket af garantien.
Mangelfuld vedligeholdelse
Garantien bortfalder, hvis produktet ikke er vedligeholdt forskriftsmæssigt. Eksempelvis hvis produktet er tilsmudset i
en grad, hvor maskinens køling hindres. Garantien dækker
ikke skader, der kan føres tilbage til en uautoriseret og mangelfuld reparation af produktet.
Overbelastning/ekstrem belastning
Garantien dækker ikke overbelastning eller ekstrem belastning. Det gælder også transportskader, skader der opstår
som følge af forkert håndtering, fald m.m. Garantien dækker
ikke unormale forhold med hensyn til temperatur, fugt eller
miljøbelastninger, udover hvad produktet er beregnet til.
Skadedyrsangreb
Garantien dækker ikke defekter som skyldes angreb af skadedyr.
Sliddele
Dele af produktet, som udsættes for slitage, dækkes ikke af
garantien. Disse dele er eksempelvis, svejsebrænder og
svejsekabler. Garantien dækker ikke forringelse som følge
af normalt brug, herunder skrammer, rustangreb og mekanisk beskadigelse. Svejsekabler og svejseslanger samt
dele heraf betragtes som sliddele og er derfor ikke omfattet
af garantien.
Følgeskader
Anvendelse af produktet skal straks ophøre, efter at der erkendes en fejl, således at produktet ikke bliver yderligere
beskadiget. Følgeskader, som skyldes anvendelse efter at
der er erkendt fejl, dækkes ikke. Garantien omfatter ikke følgeskader på andre genstande som følge af fejl ved produktet.
9
ENGLISH
Electromagnetic emissions and the radiation of electromagnetic disturbances
This welding equipment for industrial and professional use is in
conformity with the European Standard EN/IEC60974-10. The
purpose of this standard is to prevent the occurrence of situations
where the equipment is disturbed or is itself the source of
disturbance in other electrical equipment or appliances. The arc
radiates disturbances, and therefore, a trouble-free performance
without disturbances or disruption, requires that certain measures
are taken when installing and using the welding equipment.
The
user must ensure that the operation of the machine does not
occasion disturbances of the above mentioned nature.
The following shall be taken into account in the surrounding area:
1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.
2. Radio or television transmitters and receivers.
3. Computers and any electrical control equipment.
4. Critical safety equipment e.g. electrically or electronically con-
trolled guards or protective systems.
5. Users of pacemakers and hearing aids etc.
6. Equipment used for calibration and measurement.
7. The time of day that welding and other activities are to be
carried out.
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment it may
be necessary to take special and additional precautions in order to
prevent problems of emission (e.g. information of temporary
welding work).
Methods of reducing electromagnetic emissions:
1. Avoid using equipment which is able to be disturbed.
2. Use short welding cables.
3. Place the positive and the negative cables close together.
4. Place the welding cables at or close to floor level.
5. Remove signalling cables in the welding area from the supply
cables.
6. Protect signalling cables in the welding area, e.g. with
selective screening.
7. Use separately-insulated mains supply cables for sensitive
electronic equipment.
8. Screening of the entire welding installation may be considered
under special circumstances and for special applications.
WARNING
Arc welding and cutting can be dangerous to the user, people working nearby, and the surroundings if the
equipment is handled or used incorrectly. Therefore, the equipment must only be used under the strict
observance of all relevant safety instructions. In particular, your attention is drawn to the following:
Electricity
- The welding equipment must be installed according to safety regulations and by a properly trained and qualified
person.
- Avoid all contact with live components in the welding circuit and with electrodes and wires if you have bare
hands. Always use dry welding gloves without holes.
- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).
- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).
- Make sure that the welding equipment is correctly maintained. In the case of damaged cables or insulation work
must be stopped immediately in order to carry out repairs.
- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
Light and heat emissions
- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet
with suitable radiation protection glass.
- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective
clothes, covering all parts of the body.
- The place of work should be screened, if possible, and other persons in the area warned against the light from
the arc.
Welding smoke and gases
- The breathing in of the smoke and gases emitted during welding is damaging to health. Make sure that any
exhaust systems are working properly and that there is sufficient ventilation.
Fire hazard
- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be
removed from the place of welding.
- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch
out for folds and open pockets).
Noise
- The arc generates surface noise according to welding task. In some cases, use of hearing aids is necessary.
Use of the machine for other purposes than it is designed for (e.g. to unfreeze water pipes) is strongly
deprecrated. If occasion should arise this will be carried out without responsibility on our part.
Read this instruction manual carefully
before the equipment is installed and in operation
10
GENERAL DESCRIPTION
The PILOT 200 HP is a single-phase welding machine based on
inverter technology
.
Block diagram PILOT 200 HP
SWITCH
DRIVER
REGULATOR
REF
CONTROL
The PILOT 200 HP machine is mainly designed for
TIG welding, and features functions such as:
- Digital display
- variable slope down
- adjustable gas pre-flow and gas post-flow time
- option of 2-times or 4-times operation
- LIFTIG or HF-ignition
- Current control from:
- the control panel,
-TIG-torch
- TIG welding with pulse
- Many extra functions such as:
- start amp,
- slope up,
- pulse-frequency in special menu.
In LIFTIG ignition the TIG arc is ignited after making
contact between the workpiece and the tungsten
electrode, after which the trigger is activated and the
arc established by lifting the electrode away from the
workpiece.
In HF ignition the TIG arc is ignited without contact. A
high-frequency (HF) impulse initiates the arc when
the trigger is activated.
Moreover, the machine is designed for welding with
coated electrodes and is equipped with
Hot-start, Arc
Power and Antifreeze
.
INITIAL OPERATION
Mains connection
After the mains cable has been connected, the
machine is ready for use. Please note that all cable
connections must be made by authorised and
qualified staff.
Mains voltage Fuse Mains cable
230V
50/60 Hz
Automatic: 35A
Safety: T25A
3x4 mm2 H07RN-F
(current = 35A)
Connection of welding cables /
Connection of TIG torch
Connect the welding cables to the front of the
machine. Please note that the plug must be turned 45
degrees after insertion into the socket - otherwise the
plug can be damaged due to excessive contact resistance.
Configuration
MIGATRONIC disclaims all responsibility for
damaged cables and other damages related to
welding with under sized welding torch and welding
cables measured by welding specifications e.g. in
relation to permissible load.
Usage of the machine
When welding with PILOT 200 HP machines a
heating of various components of the machine takes
place and during breaks these components will cool
down again.
It is not possible to overload the machine in normal
use, and there is no need for cooling down periods at
current settings up to e.g. 150 A.. When the machine
is set for welding currents higher than these, there will
be a need for periods during which the machine can
cool down.
The length of these periods depends on the current
setting, and the machine should not be switched off in
the meantime. If the periods for cooling down during
use of the machine are not sufficiently long, the overheating protection will automatically stop the welding
process and the machine indicates overload.
The machine is ready for welding when the machine
has cooled down sufficiently. Max. load is:
100% max. load 150 A
60% max. load 170 A
30% max. load 200 A
60 % max. load means that a cooling period of 4
minutes after welding for 6 minutes is required at a
current setting of 170 Amps on a PILOT 200 HP; 10
minutes between start of each welding period must
be calculated in connection with the above table.
11
TECHNICAL DATA
Power source PILOT 200 HP
Mains voltage 1x230V ±10%
50/60 Hz
Mains fuse Safety fuse 25 A
Automatic fuse 35 A
Efficiency 0.85
Current MMA DC 5 - 200 A
Current TIG AC/DC 5 - 200 A
Permitted load:
- at 100 % duty cycle 150 A
- at 60 % duty cycle 170 A
- at 30 % duty cycle 200 A
Open circuit voltage 92 V
TIG start HF / LIFTIG
Slope up 0.0 - 10 secs
Slope down 0.0 - 16 secs
Gas pre-flow 0.1 - 5.0 secs
Gas post-flow 3 - 25 secs
Initial current 0 – 100 % (50%)
Final current 0 – 100 % (0%)
Pulse frequency 0.2 - 99.9 Hz (20 Hz)
Pulse balance 20 – 80 % (20 %)
Hot start MMA (current +20 %) 0.0-5.0 secs (0 sec.)
1
Protection class IP 23
2
Application class
S
Standards EN/IEC60974-1
EN/IEC60974-10
Dimensions (W-H-L) 15x24x41 cm
Weight 7,7 kg
The numbers in brackets indicate the original
MIGATRONIC setting
1
The machine is designed for outdoor applications as it meets
the demands of protection class IP23. However, it is a
condition that the machine is placed in an upright position.
2
SThe machine meets the standards which are demanded of
machines working in areas where there is an increased risk
of electric shock
INITIAL INSTRUCTIONS
1
3
2
4
5
6
1. Setting of welding current and other parameters
2. Outlet for TIG torch
3. Outlet for welding current +pole
4. Setting of slope-down
5. Quick-release fitting for shielding gas outlet
6. Outlet for welding current ÷pole
7
8
9
7. Supply cable 1 x 230 V
8. Outlet for shielding gas
9. Main switch ON/OFF
 Loading...
Loading...