

Migatronic PILOT 1500 HP Instruction Manual
PILOT 1500 HP
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d'instruction
Bruksanvisning
Gebruikershandleiding
Käyttöohje
Manuale d’istruzione
Valid from 0435 50113105 I
DK – INDHOLDSFORTEGNELSE - Advarsel / Elektromagnetisk Støjudståling..................................... 3
- Generel beskrivelse / Tilslutning og Brug....................................... 4
- Tekniske data.............................................................................5
- Betjeningsvejledning ..................................................................6
- Vedligeholdelse / Fejlsøgning / Garantibestemmelser...............8
- Kredsløbsdiagram....................................................................51
Reservedelsliste.......................................................................53
GB – ENGLISH - Warning/Electromagnetic disturbances......................................9
- General description / Initial operation.......................................10
- Technical data..........................................................................11
- Initial instructions......................................................................12
- Maintenance / Locations of errors / Warranty ..........................14
- Circuit diagram.........................................................................51
- Spare parts list .........................................................................53
D – INHALTSVERZEICHNIS - Warnung / Elektromagnetische Verträglichkeit ........................15
- Allgemeine Beschreibung / Inbetriebnahme.............................16
- Technische Daten ....................................................................17
- Allgemeine Bedienung .............................................................18
- Wartung / Fehlersuche / Garantiebedingungen ........................20
- Koppeldiagramm......................................................................51
- Ersatzteilliste............................................................................53
F - INDEX - Avertissement / Emission de bruit électromagnétique .............21
- Description générale / Mise en service ....................................22
- Données techniques.................................................................23
- Notice d'utilisation ....................................................................24
- Entretien / Recherche des pannes / Warranty .........................26
- Diagramme de circuit ...............................................................51
- Liste des pièces de rechange...................................................53
S – INNEHÅLLSFÖRTECKNING - Varning / Elektromagnetisk störning.........................................27
- Generell beskrivning / Idrifttagning...........................................28
- Tekniska data...........................................................................29
- Användarinstruktion..................................................................30
- Underhåll / Felsökning / Garantibestämmelser.........................32
- Kretsscheman ..........................................................................51
- Reservdelslista.........................................................................53
NL – INHOUD - Waarschuwing / Elektromagnetische emissie..........................33
- Algemene omschrijving / In gebruikname ................................34
- Technische specificaties ..........................................................35
- Gebruiksaanwijzing..................................................................36
- Onderhoud / Verhelpen van storingen / Warranty....................38
- Electrisch schema....................................................................51
- Onderdelenlijst .........................................................................53
FIN – SISÄLTÖ - Varoitus / Sähkömagneettiset häiriöt........................................39
- Yleistä/Ennen käyttöönottoa.....................................................40
- Tekniset tiedot..........................................................................41
- Käyttöönotto.............................................................................42
- Huolto / Vianetsintä/ Takuu ......................................................44
- Kytkentäkaavio.........................................................................51
- Varaosaluettelo............................................................................. 53
SOMMARIO - Rischi / Emissioni elettromagnetiche .......................................45
- Descrizione generale / Operazioni iniziali ................................46
- Dati tecnici................................................................................47
- Istruzioni iniziali........................................................................48
- Manutenzione / Ricerca errori / Garanzia.................................50
- Schema elettrico.......................................................................51
- Parti di ricambio........................................................................53
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: PILOT 1500 HP
As of: week 32 2000
conforms to directives 73/23/EEC and 89/336/EEC.
European Standards: EN/IEC60974-1
EN/IEC60974-10
Issued in Fjerritslev on 7th August 2000.
Peter Roed
Managing director
3
DANSK
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse, overholder
kravene i den europæiske standard EN/IEC 60974-10. Standarden
har til formål at sikre, at svejseudstyr ikke forstyrrer eller bliver forstyrret af andet elektrisk udstyr som følge af elektromagnetisk støjudstråling. Da også lysbuen udsender støj, forudsætter anvendelse uden
forstyrrelser, at der tages forholdsregler ved installation og anvendelse. Brugeren
skal sikre, at andet elektrisk udstyr i området ikke
forstyrres.
Følgende skal tages i betragtning i det omgivne område:
1. Netkabler og signalkabler i svejseområdet, som er tilsluttet
andre elektriske apparater.
2. Radio- og fjernsynssendere og modtagere.
3. Computere og elektroniske styr esystemer.
4. Sikkerhedskritisk udstyr, f.eks. overvågning og processty ring.
5. Brugere af pacemakere og høreapparater.
6. Udstyr som anvendes til kalibrering og måling.
7. Tidspunkt på dagen, hvor svejsning og andre aktiviteter foregår.
8. Bygningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være nødvendigt at tage særlige forholdsregler (f.eks. information om midlertidigt
svejsearbejde).
Metoder til minimering af forstyrrelser:
1. Undgå anvendelse af udstyr som kan blive forstyrret.
2. Korte svejsekabler.
3. Læg plus- og minuskabel tæt på hinanden.
4. Placer svejsekablerne på gulvniveau.
5. Signalkabler i svejseområdet fjernes fra netkabler.
6. Signalkabler i svejseområdet beskyttes, f.eks med skærmning.
7. Isoleret netforsyning af følsomme apparater.
8. Skærmning af den komplette svejseinstallation kan overvejes i
ganske særlige tilfælde.
ADVARSEL
Lysbuesvejsning og -skæring kan ved forkert brug være farlig for såvel bruger som omgivelser. Derfor
må udstyret kun anvendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være opmærksom på følgende:
Elektrisk stød
- Svejseudstyret skal installeres forskriftsmæssigt (Stærkstrømsreglementet og Fællesregulativet).
- Undgå berøring af spændingsførende dele i svejsekredsen eller elektroder med bare hænder. Brug aldrig
defekte eller fugtige svejsehandsker.
- Isolér dig selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).
- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).
- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).
- Sørg for korrekt vedligeholdelse af svejseudstyret. Beskadiges kabler og isoleringer skal arbejdet omgående afbrydes og reparation foretages.
- Reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
Svejse- og skærelys
- Beskyt øjnene idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med
foreskrevet filtertæthed.
- Beskyt kroppen mod lyset fra lysbuen idet huden kan tager skade af stråling. Brug beskyttende beklædning
der dækker alle dele af kroppen.
- Arbejdsstedet bør om muligt afskærmes og andre personer i området advares mod lyset fra lysbuen.
Svejserøg og gas
- Røg og gasser, som dannes ved svejsning, er farligt at indånde. Sørg for passende udsugning og ventilation.
Brandfare
- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.
- Arbejdstøjet skal også være sikret mod gnister og sprøjt fra lysbuen (Brug evt. brandsikkert forklæde og
pas på åbenstående lommer).
Støj
- Lysbuen frembringer akustisk støj, og støjniveauet er betinget af svejseopgaven. Det vil i visse tilfælde
være nødvendigt at beskytte sig med høreværn.
Anvendelse af maskinen til andre formål end det, den er beregnet til (f.eks. optøning af vandrør) frarådes og
sker i givet tilfælde på eget ansvar.
Gennemlæs denne instruktionsbog omhyggeligt,
inden udstyret installeres og tages i brug!

4
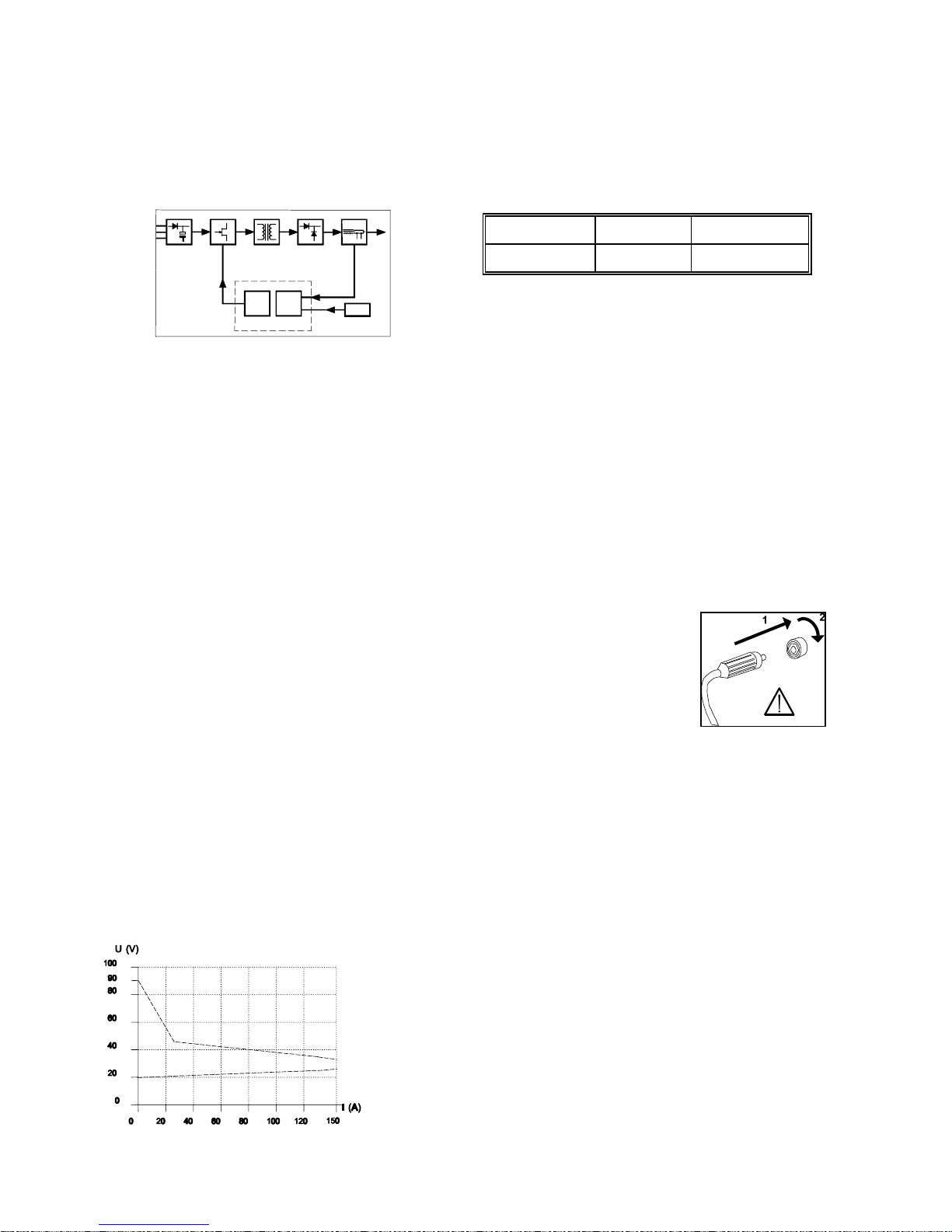
GENEREL BESKRIVELSE
PILOT 1500 HP er en enkelt-faset svejsemaskine,
som er baseret på inverter teknologi.
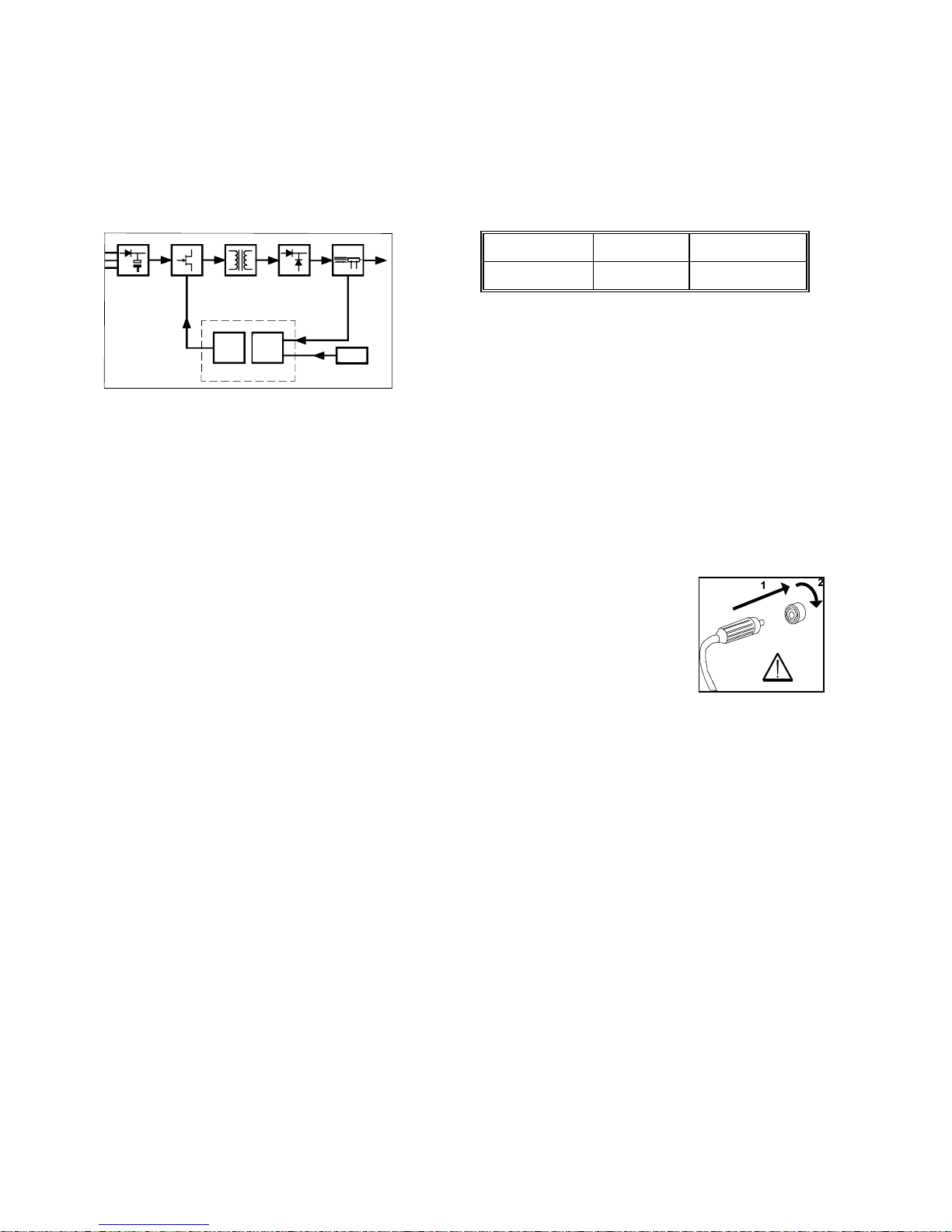
Blokdiagram PILOT 1500 HP
SWITCH
DRIVER
REGULATOR
REF
CONTROL
PILOT 1500 HP maskinen er hovedsageligt konstrueret til TIG-svejsning og indeholder funktioner såsom:
- variabel slope-down
- variabel gasefterstrømning
- Mulighed for 2-takt eller 4-takt
- LIFTIG- eller HF-tænding
- Strømindstilling fra TIG-brænder
- Digitalt display
Maskinen er konstrueret til svejsning med beklædte
elektroder og er udstyret med Anti-freeze.
Ved LIFTIG-tænding tændes TIG-lysbuen når der er
skabt kontakt mellem svejseemnet og wolframelektroden. Tasten aktiveres, og lysbuen etableres ved at
løfte elektroden fra svejseemnet.
Ved HF-tænding etableres TIG-lysbuen uden kontakt.
En høj-frekvens (HF) impuls aktiverer lysbuen, når
tasten aktiveres.
TILSLUTNING OG BRUG
Installationsvejledning specielt for Danmark
Før maskinen kan tages i brug skal den monteres med
et netstik, hvilket skal foretages af autoriseret og kvalificeret personale.
Netspænding Sikring Netkabel
230 V T 16 3x1,5mm²
Maskinen er ikke leveret med et normalt dansk netstik
med jord eller de almindeligt kendte Schuko-stik for
230 V, da disse ikke må anvendes til denne type svejsemaskiner. Dette skyldes at maskinen ikke må forsynes fra almindelige boligstikkontakter ligegyldigt om
det er med eller uden jord, idet maskinens mærkestrøm overstiger 13 A.
Netstikket skal enten være den danske flerfasede stikprop efter afsnit 107-2-D1 i stærkstrømsreglementet,
normblad DK6-1a, eller en "industristikprop" efter
EN60309-2, normblad 2-II eller 2-IV. Anvendes en flerfaset stikprop kan der vælges en vilkårlig "L" og de øvrige skal ikke forbindes.
Stikprop
symbol
Lednings-
farve
Funktion
Gul/grøn Sikkerhedsleder
(jord)
N Blå Nul-leder
L brun Fase-leder
Stikprop efter
afsnit 107-2-D1 i
stærkstrøms-
reglementet:
"Industristikprop"
efter EN60309-2:
Enfaset (Blå) Trefaset (Rød)
Nettilslutning
Efter montering af netstikket er maskinen klar til brug.
Konfigurering
Hvis maskinen udstyres med svejsebrænder og svejsekabler, der er underdimensioneret i forhold til svejsemaskinens specifikationer f.eks. med hensyn til den
tilladelige belastning, påtager MIGATRONIC sig intet
ansvar for beskadigelse af kabler, slanger og eventuelle følgeskader.
5
Vigtigt:
Når stelkabel og svejsebrænder tilsluttes maskinen, er god
elektrisk kontakt nødvendigt for
at undgå at stik og kabler ødelægges!
Tilslutning af svejsekabler /
Tilslutning af TIG brænder
Svejsekablerne tilsluttes på forsiden af maskinen. Vær
opmærksom på, at stikket skal drejes cirka en kvart
omgang, efter at kablet er stukket ind i bøsningen, da
stikket ellers kan blive beskadiget på grund af for stor
kontaktmodstand.
Belastning af maskinen (eksempel)
Alle data gælder kun for PILOT 1500 HP maskiner.
Når PILOT 1500 HP anvendes, sker der en opvarmning af forskellige dele i maskinen, og disse dele afkøles igen, når der holdes pause.
Ved normalt brug vil det ikke være muligt at overbelaste maskinen, og ved strømindstillinger op til 80A er
det derfor ikke nødvendigt med afkølingsperioder. Hvis
maskinen indstilles til en højere svejsestrøm end angivet ovenfor, vil der være behov for perioder, hvor maskinen afkøles.
Varigheden af disse afkølingsperioder afhænger af
strømindstillingen, og der bør ikke slukkes for maskinen under afkøling for at undgå, at køleventilatoren
stoppes. Hvis der ved brug af maskinen ikke er tilstrækkeligt lange perioder til afkøling, vil maskinens
termosikring automatisk afbryde svejsningen, og maskinen vil indikere overophedning.
Når maskinen er tilstrækkeligt afkølet, er den klar til
brug igen. Den tilladelige belastning er:
PILOT 1500 HP TIG MMA
100% belastning 100 A 80 A
60% belastning 120 A 100 A
35% belastning 150 A 150 A
Ovennævnte værdier gælder for disse svejsemaskiner. For andre typer se venligst typeskilt.
60 % belastning betyder, at der ved en strømindstilling
på 100 A skal være en afkølingsperiode på 4 minutter
efter en svejseperiode på 6 minutter, idet der i ovenstående skema regnes med 10 minutter imellem start
på hver svejseperiode.
TEKNISKE DATA
Strømkilde PILOT 1500 HP
Netspænding
Netsikring
Effekt, max.
Virkningsgrad
Strømområde DC
Tilladelig belastning:
ved 100 % intermittens
ved 60 % intermittens
ved 35 % intermittens
Tomgangsspænding max.
Elektrodediameter (MMA)
Slope-down
Gasefterstrømning
TIG tænding
1
Beskyttelsesklasse
2
Anvendelsesklasse
Norm
Dimensioner (hxbxl)
Vægt
1x230 V ±10%
16 A
4,6 kVA
0,85
15 - 150 A
MMA TIG
80 A / 23,2 V 100 A / 14 V
100 A / 24 V 120 A / 14,8 V
150 A / 26 V 150 A / 16 V
90 V
1,6 – 3,25 mm
0 - 10 sek.
3 - 30 sek.
HF / LIFTIG
IP 23
S
EN/IEC60974-1
EN/IEC60974-10
34x20,5x41 cm
12,8 kg
Specifikationer og andre detaljer kan ændres uden forudgående varsel
1 Maskinen må anvendes udendørs, idet den opfylder kravene til beskyttel-
sesklasse IP23. Dette gælder under forudsætning af, at maskinen anbringes på "fødderne"
2 S Maskinen opfylder de krav der stilles for svejsning i områder med for-
øget risiko for elektrisk chok
6
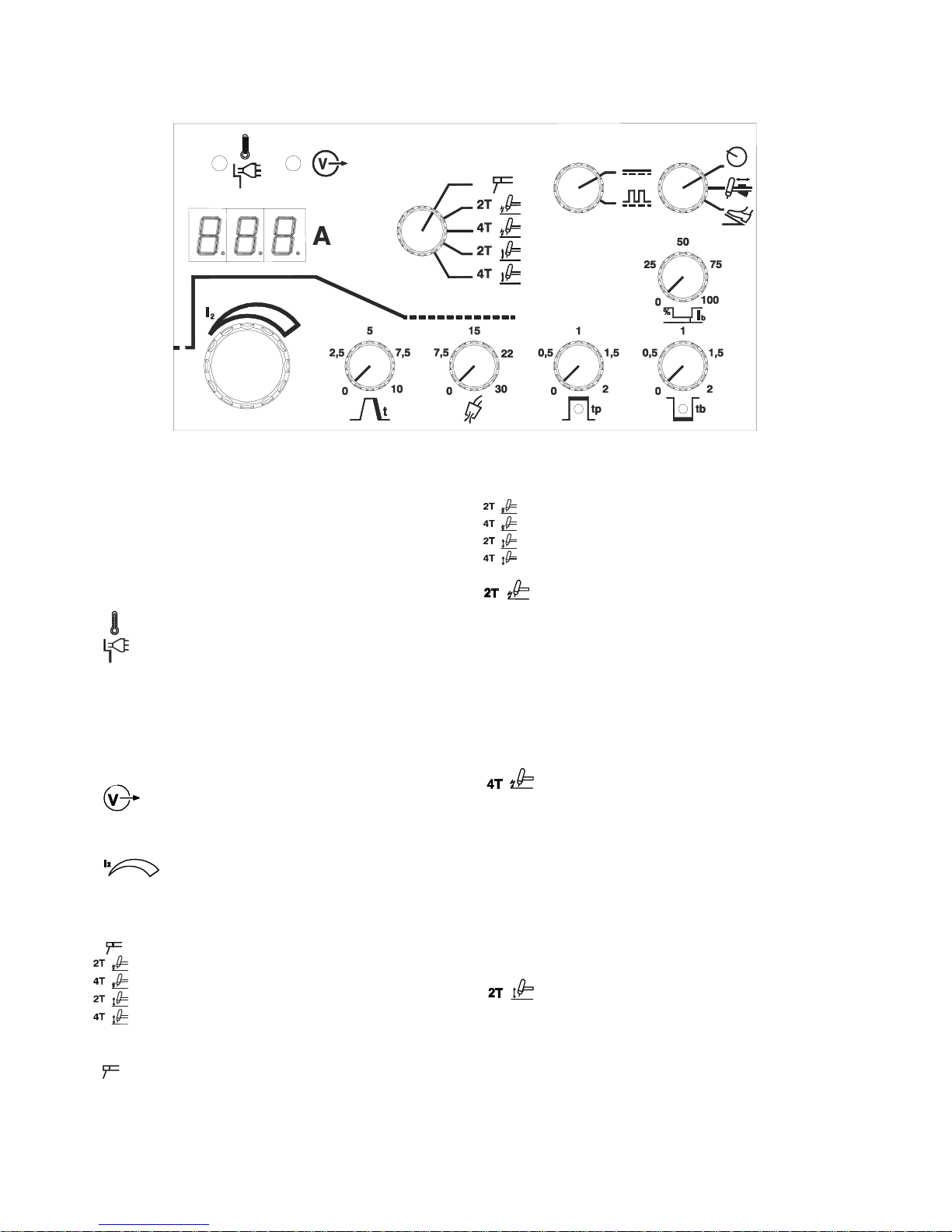
BETJENINGSVEJLEDNING
GENERELT
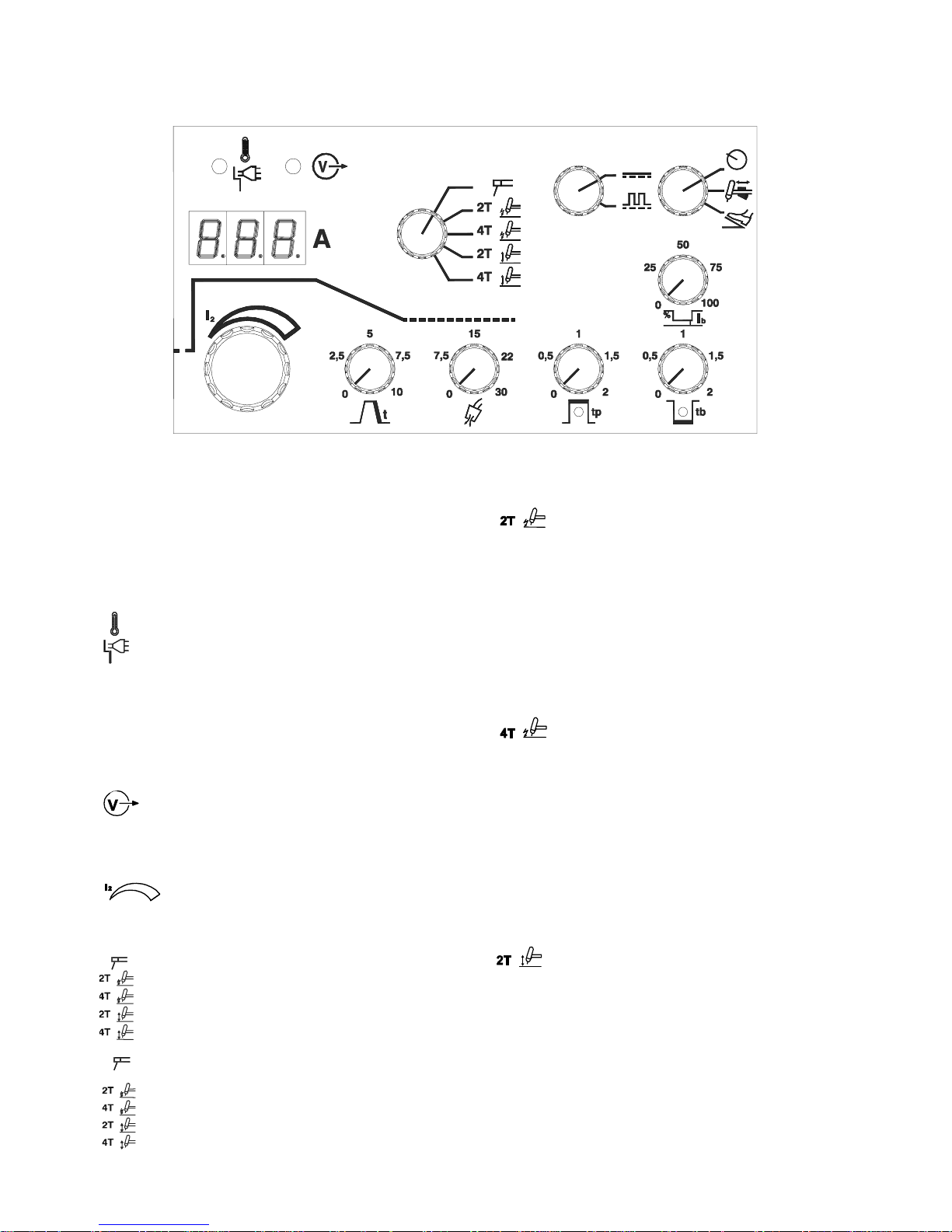
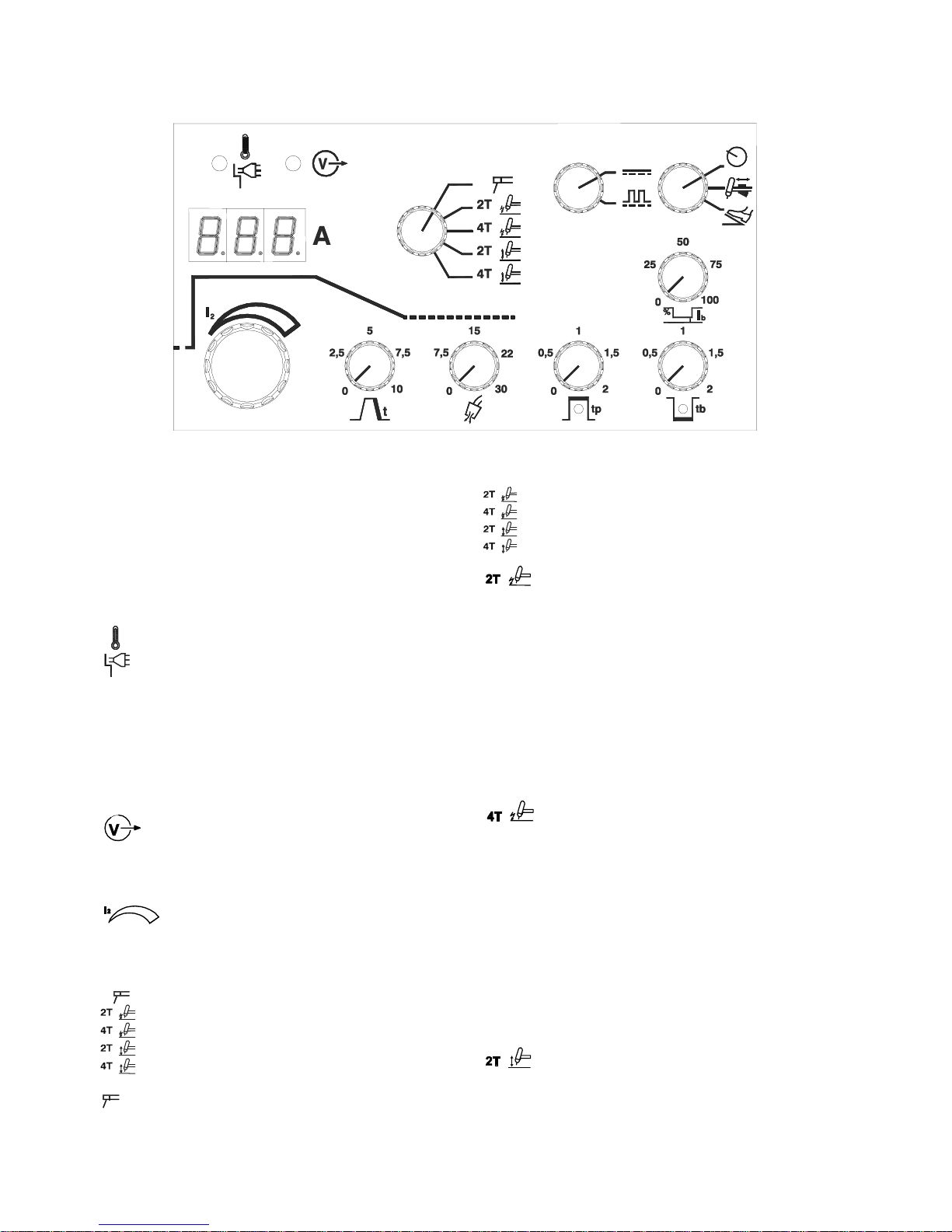
Digitalt display
Kontrolpanelet har et tredelt display med lysdioder, der
viser svejsestrømmen. Ved stand-by vises den indstillede svejsestrøm. Under svejsning vises den gennemsnitlige svejsestrøm.
Fejludkobling
Lys i den gule lampe indikerer at maskinen enten
er overophedet p.g.a. overbelastning eller at net-
spændingen ligger uden for de tilladte grænser
(195-265 V). Når tilstanden med overophedning eller
forkert netspænding ophører indkobles maskinen automatisk. Derfor skal svejsekablerne anbringes således at
der ikke er fare for at der utilsigtet opstår lysbue når maskinen genindkobler.
Svejsespænding
Svejsespændingsindikatoren lyser af sikkerhedshensyn, når der er spænding på elektroden eller
brænderen.
Svejsestrøm
Svejsestrømmen indstilles ved hjælp af denne knap. Svejsestrømmen er justerbar fra 15 A til maskinens maksimumstrøm.
Funktionsknap
Med denne knap vælges mellem MMA- eller TIGsvejsning, mellem 2T og 4T ved TIG-svejsning og
valg af tændingsmetode ved TIG-svejsning.
Dette symbol betyder MMA-svejsning.
Dette symbol betyder TIG-svejsning.
Totakt
Dette symbol betyder berøringsløs tænding. Lysbuen startes på følgende måde:
1) Svejsebrænderen anbringes således at wolframelektroden er ganske tæt på svejsestedet (1-2
mm).
2) Der trykkes på svejsebrænderens tast og maskinens højspændingsgenerator frembringer en
spændingsimpuls som starter lysbuen og svejseforløbet er i gang. Svejseforløbet ophører når
tasten på brænderen slippes.
Fire-takt
Dette symbol betyder berøringsløs tæn-
ding. Lysbuen startes på følgende måde:
1) Svejsebrænderen anbringes således at wolframelektroden er ganske tæt på svejsestedet (1-2
mm).
2) Der trykkes på svejsebrænderens tast og maskinens højspændingsgenerator frembringer en
spændingsimpuls som starter lysbuen og tasten
slippes. For at afslutte svejseforløbet trykkes der
igen på brænderens tast. Lysbuen slukker når
slope-down-tiden er udløbet.
To-takt
Dette symbol betyder LIFTIG-tænding. Lys-
buen startes på følgende måde:
1) Svejsebrænderen holdes således at wolframelektroden har kontakt til svejsestedet.
2) Der trykkes vedvarende på svejsebrænderens
tast.
3) Brænderen løftes og derved dannes der lysbue
og svejseforløbet er i gang. Svejseforløbet ophører når tasten på brænderen slippes.
7
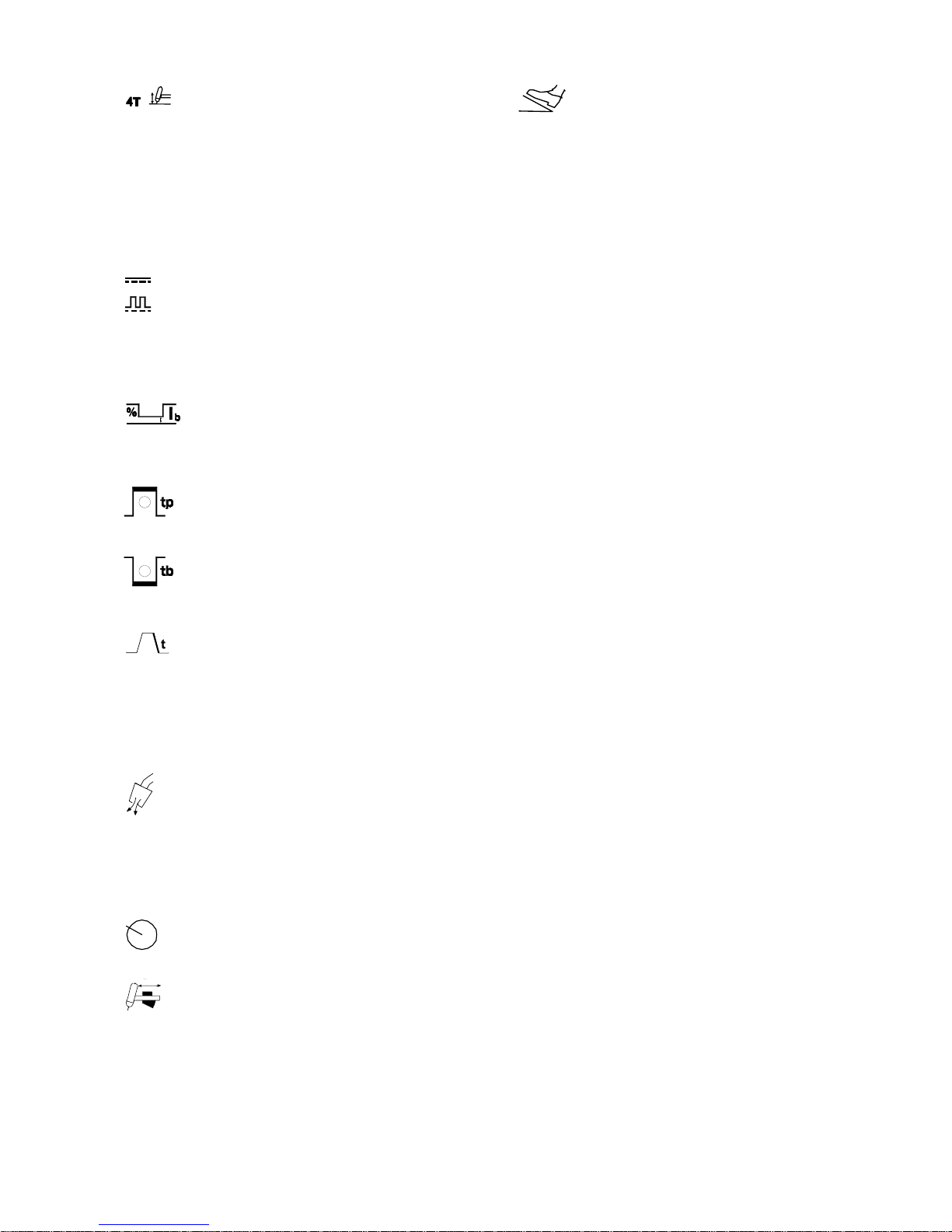
Fire-takt
Dette symbol betyder LIFTIG-tænding. Lysbuen startes på følgende måde:
1) Svejsebrænderen holdes således at wolframelektroden har kontakt til svejsestedet.
2) Der trykkes vedvarende på svejsebrænderens tast.
3) Brænderen løftes og derved dannes lysbuen og tasten slippes. For at afslutte svejseforløbet trykkes der
igen på brænderens tast. Lysbuen slukker når slopedown-tiden er udløbet.
Pulssvejsning
Med denne knap kan der skiftes mellem normal
svejsning uden puls og pulssvejsning. Ved pulssvejsning skal basisstrømmen, pulsstrømstiden og basisstrømstiden indstilles til de ønskede værdier med de respektive knapper.
Basisstrøm
Basisstrømmen indstilles i procent i forhold til
den indstillede svejsestrøm I
2.
Pulsstrømmen indstilles
med knappen som normalt indstiller svejsestrømmen I
2.
Pulsstrømstid
Tiden for pulsstrømmen indstilles mellem
0,003 og 2 sekunder.
Basisstrømstid
Tiden for basisstrømmen indstilles mellem
0,003 og 2 sekunder.
Slope-down (fungerer kun i 4-takt)
Når svejsningen stoppes med brændertasten,
går maskinen ind i en slope-down fase. I løbet af denne
fase sænkes strømmen fra den indstillede svejsestrøm
til slutstrømmen. Det er varigheden af denne fase, der
indstilles som slope-down-tiden. Tiden angives i sekunder fra 0 til 10 sek.
Gasefterstrømning
Gasefterstrømningstiden er tiden, fra lysbuen
slukker, til gastilførslen afbrydes. Tiden angives i
sekunder fra 3 til 30 sek. Tiden indstilles således at wolframelektroden og svejsestedet beskyttes mod oxidering.
Strømindstilling
Internal betjening
Drejeknappen under displayet anvendes til indstilling af strømmen.
Brænderbetjening
Indstillingen foretages ved hjælp af reguleringsknappen på svejsepistolen, hvis en sådan knap forefindes. Den maksimale svejsestrøm indstilles med knappen på frontpanelet. Med brænderreguleringen vil det
være muligt at skrue ned for strømmen til maskinens
minimumstrøm.
Fjernbetjening
Regulering ved hjælp af en pedal. Den
maksimale svejsestrøm indstilles med knappen på
frontpanelet.
Ved hjælp af pedalen er det muligt af ændre fra minimum til maksimum. Maksimum er den indstillede
strøm på displayet.
Faste funktioner
Nedenstående funktioner er faste og kan ikke til- og
frakobles betjeningspanelet.
Anti-freeze
Anti-freeze-funktionen er altid aktiv. Ved MMA- og
TIG-svejsning sker det, at elektroden brænder fast til
emnet.
Maskinen vil registrere, at elektroden er brændt fast
og derefter sænke svejsestrømmen til 8A. Dette
letter afbrækning af elektroden. Svejsningen kan
herefter genoptages på normal vis.
Gasforstrømning
Gasforstrømningstiden er tiden, fra brændertasten
aktiveres, og gasstrømningen begynder, til HF-tændingen kobles ind, eller brænderen kan løftes væk
fra emnet når LIFTIG benyttes. Tiden er fastsat til
0,1 sek.

8
VEDLIGEHOLDELSE
PILOT maskinerne er stort set vedligeholdelsesfrie. Dog
kan særlig støvet, fugtig eller aggressiv luft udgøre en
unormalt hård belastning for svejsemaskinen.
For at sikre en problemfri drift skal følgende eftersyn udføres en gang årligt, eller efter behov.
- Ventilatorvingerne og kølekanalen renses for snavs
med trykluft.
Manglende vedligeholdelse kan medføre nedsat driftssikkerhed samt bortfald af garanti.
FEJLSØGNING
Fejlsøgning må kun foretages af kvalificeret personale.
Maskinen virker ikke og/eller displayet lyser ikke:
Der er ingen netforsyning, eller netsikringen er måske
beskadiget. Check at både netforsyning og sikring er intakte.
Netfejl:
Kontroller sikring og netspænding, idet ydelse er afhængig af korrekt netspænding.
Overheat:
Opstår, hvis maskinen overbelastes. Det kan ske,
- hvis der svejses med højere belastning end maskinen tillader,
- hvis maskinen trænger til rengøring, eller
- hvis maskinens lufttil- og fragang er helt eller delvis
blokeret.
Check maskindata, eller rengør ventilatorvinger og kølekanal med ren, tør trykluft.
GARANTIBESTEMMELSER
MIGATRONIC yder 12 måneders garanti mod
skjulte mangler ved produktet. En sådan mangel
skal meddeles senest to måneder efter at den er
konstateret. Garantien gælder i 12 måneder fra det
tidspunkt, hvor produktet er faktureret til slutkunde.
Garantien bortfalder ved fejl, der kan henføres til forkert installation, skadedyrsangreb, transportskader,
vand- og brandskader, lynnedslag, anvendelse i forbindelse med synkrongeneratorer og anvendelse i
specielt aggressive miljøer, som ligger udenfor produktets specifikation.
Mangelfuld vedligeholdelse
Garantien bortfalder, hvis produktet ikke er vedligeholdt forskriftsmæssigt. Eksempelvis hvis produktet
er tilsmudset i en grad, hvor maskinens køling
hindres. Garantien dækker ikke skader, der kan
føres tilbage til en uautoriseret og mangelfuld
reparation af produktet eller til anvendelse af
uoriginale dele.
Sliddele
Sliddele (f.eks. svejseslanger, svejsekabler og
trådtrisser) dækkes ikke af garantien.
Følgeskader
Anvendelse af produktet skal straks ophøre efter
konstatering af fejl, således at produktet ikke bliver
yderligere beskadiget. Følgeskader, som skyldes
anvendelse efter konstatering af fejl, dækkes ikke.
Garantien omfatter ikke følgeskader på andre genstande som følge af fejl ved produktet.
9
ENGLISH
Electromagnetic emissions and the radiation of electromagnetic disturbances
This welding equipment for industrial and professional use is in
conformity with the European Standard EN/IEC60974-10. The
purpose of this standard is to prevent the occurrence of situations
where the equipment is disturbed or is itself the source of
disturbance in other electrical equipment or appliances. The arc
radiates disturbances, and therefore, a trouble-free performance
without disturbances or disruption, requires that certain measures
are taken when installing and using the welding equipment. The user
must ensure that the operation of the machine does not occasion disturbances of the above mentioned nature.
The following shall be taken into account in the surrounding area:
1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.
2. Radio or television transmitters and receivers.
3. Computers and any electrical control equipment.
4. Critical safety equipment e.g. electrically or electronically con-
trolled guards or protective systems.
5. Users of pacemakers and hearing aids etc.
6. Equipment used for calibration and measurement.
7. The time of day that welding and other activities are to be
carried out.
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment it may
be necessary to take special and additional precautions in order to
prevent problems of emission (e.g. information of temporary welding
work).
Methods of reducing electromagnetic emissions:
1. Avoid using equipment which is able to be disturbed.
2. Use short welding cables.
3. Place the positive and the negative cables close together.
4. Place the welding cables at or close to floor level.
5. Remove signalling cables in the welding area from the supply
cables.
6. Protect signalling cables in the welding area, e.g. with selective
screening.
7. Use separately-insulated mains supply cables for sensitive
electronic equipment.
8. Screening of the entire welding installation may be considered
under special circumstances and for special applications.
WARNING
Arc welding and cutting can be dangerous to the user, people working nearby, and the surroundings if the
equipment is handled or used incorrectly. Therefore, the equipment must only be used under the strict
observance of all relevant safety instructions. In particular, y our attention is drawn to the following:
Electricity
- The welding equipment must be installed according to safety regulations and by a properly trained and qualified
person.
- Avoid all contact with live components in the welding circuit and with electrodes and wires if you have bare hands.
Always use dry welding gloves without holes.
- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).
- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).
- Make sure that the welding equipment is correctly maintained. In the case of damaged cables or insulation work
must be stopped immediately in order to carry out repairs.
- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
Light and heat emissions
- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet with
suitable radiation protection glass.
- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective
clothes, covering all parts of the body.
- The place of work should be screened, if possible, and other persons in the area warned against the light from the
arc.
Welding smoke and gases
- The breathing in of the smoke and gases emitted during welding is damaging to health. Make sure that any exhaust
systems are working properly and that there is sufficient ventilation.
Fire hazard
- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be
removed from the place of welding.
- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch out
for folds and open pockets).
Noise
- The arc generates surface noise according to welding task. In some cases, use of hearing aids is necessary.
Use of the machine for other purposes than it is designed for (e.g. to unfreeze water pipes) is strongly deprecrated. If
occasion should arise this will be carried out without responsibility on our part.
Read this instruction manual carefully
before the equipment is installed and in operation
10
GENERAL DESCRIPTION
The PILOT 1500 HP is a single-phase welding
machine based on inverter technology.
Block diagram PILOT 1500 HP
SWITCH
DRIVER
REGULATOR
REF
CONTROL
The PILOT 1500 HP machine is mainly designed for
TIG welding, and features functions such as:
- variable slope down
- variable gas post-flow time
- option of 2-times or 4-times operation
- LIFTIG or HF-ignition can be selected
- current control from the TIG torch handle-remote
control facility
- Digital display
The machine is designed also for welding with coated
electrodes and is equipped with Antifreeze function.
In LIFTIG ignition the TIG arc is ignited after making
contact between the workpiece and the tungsten
electrode, after which the trigger is activated and the
arc established by lifting the electrode away from the
workpiece.
In HF ignition the TIG arc is ignited without contact. A
high-frequency (HF) impulse initiates the arc when the
trigger is activated.
INITIAL OPERATION
Mains connection
After the mains cable has been connected, the
machine is ready for use. Please note that all cable
connections must be made by authorised and qualified
staff.
Mains voltage Fuse Mains cable
230 V T 16 3 x 1.5 mm
2
Connection of welding cables /
Connection of TIG torch
Connect the welding cables to the front of the
machine. Please note that the plug must be turned 45
degrees after insertion into the socket - otherwise the
plug can be damaged due to excessive contact resistance.
Configuration
MIGATRONIC disclaims all responsibility for damaged
cables and other damages related to welding with
under sized welding torch and welding cables
measured by welding specifications e.g. in relation to
permissible load.
Important!
In order to avoid destruction of
plugs and cables, good electric
contact is required when
connecting earth cable and
welding torch to the machine.
Usage of the machine (example)
All data refers to PILOT 1500 HP machines.
When welding with PILOT 1500 HP machines a heating of various components of the machine takes place
and during breaks these components will cool down
again.
It is not possible to overload the machine in normal
use, and there is no need for cooling down periods at
current settings up to 80 Amps. When the machine is
set for welding currents higher than these, there will be
a need for periods during which the machine can cool
down.
The length of these periods depends on the current
setting, and the machine should not be switched off in
the meantime. If the periods for cooling down during
use of the machine are not sufficiently long, the overheating protection will automatically stop the welding
process and the yellow LED will come on.
The yellow LED switches off when the machine has
cooled down sufficiently, and the machine is ready for
welding. Max. load is:
11
PILOT 1500 HP TIG MMA
100% max. load 100 A 80 A
60% max. load 120 A 100 A
35% max. load 150 A 150 A
Above-mentioned values are valid for these welding
machines only. For other types, please see type plate.
60 % max. load when MMA welding means that a
cooling period of 4 minutes after welding for 6 minutes
is required at a current setting of 100 A; 10 minutes
between start of each welding period must be calculated in connection with the above table.
TECHNICAL DATA
Power source PILOT 1500 HP
Mains voltage
Fuse
Consumption, max.
Efficiency
Current range DC
Permitted load:
at 100 % duty cycle
at 60 % duty cycle
at 35 % duty cycle
Open circuit voltage DC, max.
Electrode diameter (MMA)
Slope down
Gas post-flow
TIG ignition
1
Protection class
2
Application class
Standards
Dimensions, hxwxl
Weight
1x230 V ±10%
16 A
4.6 kVA
0.85
15 – 150 A
MMA TIG
80 A / 23.2 V 100 A / 14 V
100 A / 24 V 120 A / 14.8 V
150 A / 26 V 150 A / 16 V
90 V
1.6 – 3.25 mm
0 - 10 secs
3 - 30 secs
HF / LIFTIG
IP 23
S
EN/IEC60974-1
EN/IEC60974-10
34x20.5x41 cm
12.8 kg
Specifications and other details may be subject to
alteration without prior notice
1 The machine is designed for outdoor applications as it meets the
demands of protection class IP23. However, it is a condition that the
machine is placed in an upright position.
2 S The machine meets the standards which are demanded of machines
working in areas where there is an increased risk of electric shock
12
INITIAL INSTRUCTIONS
GENERALLY
Digital display
The control panel is equipped with a tripartite LED
display showing the welding current. During standby
the pre-set welding current is displayed, while the
mean current is shown during welding.
Disconnection error
A yellow LED indicates that the machine is
overheated due to overloading or because
mains voltage exceeds permissible range (195265V). When the situation is back to normal, the
machine will reconnect automatically. Therefore, welding cables are to be placed so as to avoid the risk of
unintended establishment of the arc when the
machine reconnects.
Welding voltage
For safety reasons the welding voltage LED
lights if the electrode or the torch is under voltage.
Welding current
Welding current is adjusted by means of
this button. The current is adjustable from 15 A to the
maximum current of the machine.
Function switch
This switch is used to choose between MMA or
TIG welding, between two-stroke and four-stroke
in TIG welding, and to choose ignition method in
TIG welding.
This symbol means MMA welding.
This symbol means TIG welding.
Two-stroke
This symbol means contact-free striking. The
arc is established in the following way:
1) The torch is placed so that the Tungsten electrode
is quite close to the welding spot (1 or 2 mm).
2) The torch trigger is activated, and the high voltage
generator of the machine will produce a voltage
impulse that ignites the arc. The welding process
has started. The welding process will stop when
the torch trigger is deactivated.
Four-stroke
This symbol means contact-free striking.
The arc is established in the following way:
1) The torch is placed so that the Tungsten electrode
is quite close to the welding spot (1 or 2 mm).
2) The torch trigger is activated, and the high voltage
generator of the machine will produce a voltage
impulse that ignites the arc. The torch trigger is
deactivated. The welding process will stop when
the torch trigger is reactivated. The arc will
extinguish after the period of slope-down time.
Two-stroke
This symbol means LIFTIG ignition. The arc
is established in the following way:
1) The torch is placed so that the Tungsten electrode
has contact with the welding spot.
2) The torch trigger must be kept pressed down.
3) The arc is established by lifting the torch, and the
welding process has started. In order to stop the
welding process, the torch trigger is deactivated.

13
Four-stroke
This symbol means LIFTIG ignition. The arc
is established in the following way:
1) The torch is placed so that the Tungsten electrode
has contact with the welding spot.
2) The torch trigger must be kept pressed down.
3) The arc is established by lifting the torch, and the
torch trigger is deactivated. In order to stop the
welding process, the torch trigger is reactivated.
The arc will extinguish after the period of slopedown time.
Pulse welding
This key pad is used for shift between welding
without pulse and pulse welding. Base amp, pulse
time and base amp time are adjusted to the requested
values during pulse welding by using the respecitive
key pads.
Base amp
Base amp is set in per cent in relation to
adjusted welding current I
2
. Pulse current are set by
using the key pad normally used for setting of welding
current I
2
.
Pulse time
Time for pulse current are adjusted between
0.003 and 2 secs.
Base amp time
Time for base amp are adjusted between
0.003 and 2 secs.
Slope-down (in four-stroke only)
When welding is stopped by activation of the
trigger the machine enters into slope-down. During
this period the current is decreased to the final
current. The length of this period is the slopedown
period which is indicated in seconds from 0 to 10
secs.
Gas post-flow
The gas post-flow time is the period from the
extinction of the arc to the interruption of the
gas supply. The time is indicated in seconds from 3-30
secs. The time is adjusted so the tungsten electrode
and weld are protected against oxidation.
Current control mode
Internally:
In internal mode the current is adjusted by
means of the turn button below the display.
Torch control:
Adjustment is made by means of the adjustment button on the welding torch if such one exists.
The maximum welding current is adjusted on the
button on the machine control panel. By means of the
torch adjustment it is possible to decrease the current
to the minimum current of the machine, but not to exceed the max. setting on the machine control panel.
Remote control
Adjustment is made by means of pedal. The
maximum welding current is adjusted on the button on
the control panel. By means of the pedal it is possible
to vary the amount between minimum and maximum
of the set current on the display.
Fixed functions
A number of functions are fixed and cannot be
connected or disconnected from the control panel.
Antifreeze
The antifreeze function is always active. When
welding MMA or TIG it may occur that the electrode
sticks to the work piece. The machine will register that
the electrode sticks and it will then decrease the
welding current to 8 A which make it easy to break the
electrode off the work piece. Welding can then be
restarted as usual.
Pre-flow
Pre-flow is the period of time for which gas flows after
the torch switch is pressed and before the HF arc is
established, or until the torch is lifted away from the
workpiece in the Liftig process fixed at 0.1 sec.

14
MAINTENANCE
The PILOT welding machines require virtually no
maintenance. However, exposure to extremely dusty,
damp or corrosive air is damaging to welding
machines.
In order to prevent problems arising, the following
procedure should be observed at least once a year.
- open the machine and clean it with clean, dry,
compressed air
Lack of maintenance can lead to reduced reliability
and repeal of the guarantee.
LOCATIONS OF ERRORS
Attempts to locate errors should only be made by
trained experts.
The machine does not work and/or the display does
not light:
Check that mains fuse has not been damaged and
that mains supply is switched on. Replace fuse and/or
switch on supply if necessary.
Mains error:
Occurs if there is too low or too high voltage on the
supply mains.
Ensure that mains fuse and supply are as specified.
Overheat:
Occurs if the machine is overloaded. This occurs
when welding with higher load than permitted, or if the
machine needs cleaning.
Ensure machine data or clean modules with clean,
dry, compressed air through the cooling ducts.
WARRANTY REGULATIONS
All MIGATRONIC machines carry a twelve month
guarantee against hidden defects. Such defects
must be notified no later than two months after it has
been noticed. The warranty runs for twelve months
after invoicing to end customer.
The warranty becomes void by faults that can be
attributed to incorrect installation, pests, transport
damage, water- and fire damage, strokes of
lightning, use in connection with a synchronous
generator and use under abnormal conditions, which
lies beyond the product specification.
Lack of maintenance
There is a lapse of warranty if the product is not
properly maintained e.g. if the product is dirty to such
a degree that cooling is hindered. The warranty does
not cover damages which can be traced back to
unauthorised and incorrect repairs of the product.
Wear parts
The warranty does not cover wear parts (welding
hoses, welding cables and wire drive rolls)
Resulting damages
Use of the product must stop immediately after
acknowledgement of a defect in order to avoid
further damage of the product. The warranty does
not cover resulting damages due to use of the
product after acknowledgement of a defect. Moreover, the warranty does not cover resulting damages
on other items due to product defect.

15
DEUTSCH
Elektromagnetische Störungen
Diese Maschine für den professionellen Einsatz ist in Übereinstimmung mit der Europäischen Norm EN/IEC60974-10. Diese
Norm regelt die Austrahlung und die Anfälligkeit elektrischer Geräte
gegenüber elektromagenetischer Störung. Da das Lichtbogen auch
Störungen aussendet, setzt ein problemfreier Betrieb voraus, daß
gewisse Maßnahmen bei Installation und Benutzung getroffen
werden. Der Benutzer
trägt die Verantwortung dafür, daß andere
elektrischen Geräte im Gebiet nicht gestört werden.
In der Arbeitsumgebung sollte folgendes geprüft werden:
1. Netzkabel und Signalkabel in der Nähe der Schweißmaschine,
die an andere elektrischen Geräte angeschloßen sind.
2. Rundfunksender- und empfänger.
3. Computeranlagen und elektronische Steuersysteme.
4. Sicherheitssensible Ausrüstungen, wie z.B. Steuerung und Über-
wachungseinrichtungen.
5. Personen mit Herzschrittmacher und Hörgeräten.
6. Geräte zum Kalibrieren und Messen.
7. Tageszeit, zu der das Schweißen und andere Aktivitäten stattfinden sollen.
8. Baukonstruktion und ihre Anwendung.
Wenn eine Schweißmaschine in Wohngebieten angewendet wird,
können Sondermaßnahmen notwendig sein (z.B. Information über
zeitweilige Schweißarbeiten).
Maßnahmen um die Aussendung von elektromagnetischen Störungen zu reduzieren:
1. Nicht Geräte anwenden, die gestört werden können.
2. Kurze Schweißkabel.
3. Plus- und Minuskabel dich aneinander anbringen.
4. Schweißkabel auf Bodenhöhe halten.
5. Signalkabel im Schweißgebiet von Netzkabel entfernen.
6. Signalkabel in Schweißgebiet schützen, z.B. durch Abschirmung.
7. Separate Netzversorgung für sensible Geräte z.B. Computer.
8. Abschirmung der kompletten Schweißanlage kann in Sonderfällen in Betracht gezogen werden.
WARNUNG
Durch verkehrte Anwendung können Lichtbogenschweißen und -schneiden gefährlich für sowohl Benutzer
als auch Umgebungen sein. Deshalb darfen die Geräte nur unter Beobachtung aller relevanten Sicherheitsvorschriften benutzt werden. Bitte insbesondere folgendes beobachten:
Elektrizität
- Das Schweißgerät vorschriftsmäßig installieren.
- Jeglichen Kontakt mit stromführenden Teilen im Schweißkreis oder in Elektroden mit bloßen Händen vermeiden.
Nie defekte oder feuchte Schweißerhandschuhe anwenden.
- Eine gute Erdverbindung sichern (z.B. Schuhe mit Gummisohlen anwenden).
- Eine sichere Arbeitsstellung anwenden (z.B. Fallunhälle vermeiden).
- Korrekte Wartung des Schweißgeräts unternehmen. Bei Beschädigung der Kabel oder Isolierungen muß die Arbeit
umgehend unterbrochen werden, und Reparationen durchgeführt werden.
- Reparationen und Wartung des Schweißgeräts sollen immer von einem Person mit der notwendigen Kenntnis hiervon unternommen werden.
Licht- und Hitzestrahlung
- Die Augen schützten, weil selbst eine kurzzeitige Einwirkung zu Dauerschäden führen kann. Deshalb ist es notwendig einen Schweißerhelm mit geeignetem Strahlenschutzschild anzuwenden.
- Den Körper gegen das Licht vom Lichtbogen schützen, weil die Haut durch Strahlung geschädigt werden kann.
Immer Arbeitsschutzanzug anwenden, der alle Teile des Körpers deckt.
- Die Arbeitsstelle ist, wenn möglich, abzuschirmen, und andere Personen in der Umgebung müßen vor dem Licht
gewarnt werden.
Schweißrauch und Gase
- Das Einatmen von Rauch und Gase, die beim Schweißen entstehen, sind gesundheitsgefährlich. Deshalb ist gute
Absaugung und Ventilation notwendig.
Feuergefahr
- Die Hitzestrahlung und der Funkelflug vom Lichtbogen bilden eine Feuergefahr. Leicht entflammbare Stoffe müßen
deshalb vom Schweißbereich entfernt werden.
- Die Arbeitskleidung muß gegen Funken vom Lichtbogen ges ichert werden (Evt. eine feuerfeste Schürze anwenden
und auf Falten oder offenstehenden Taschen achtgeben).
Geräusch
- Das Lichtbogen bringt akustisches Geräusch hervor, der Geräuschpegel ist aber von der Schweißaufgabe abhänging. In gewissen Fällen ist Tragen des Gehörschutzes notwending.
Wir raten Anwendung der Maschine für andere Zwecken als berechnet (z.B. Abtauen der Wasserrohre) ab. Gegebenenfalls ist das in eigener Verantwortung
Bitte diese Bedienungsanleitung gründlich durchlesen,
bevor die Anlage installiert und benutzt wird!
16
ALLGEMEINE BESCHREIBUNG
PILOT 1500 HP ist eine auf der Switch-mode-Techno-
logie basierende, einphasige Schweißanlage.
Blockdiagram PILOT 1500 HP
SWITCH
DRIVER
REGULATOR
REF
CONTROL
Die Maschine ist in TIG/MMA DC Ausführung lieferbar.
Die Maschine ist für Schweißen mit umhüllten Elektroden konstruiert und ist mit Anti-freeze ausgestattet.
Die PILOT 1500 HP Maschine ist hauptsächlich für
das WIG-Schweißen konstruiert und hat Funktionen
wie:
- Variable Stromabsenkung
- Variable Gasnachströmung
- 2-Takt oder 4-Takt
- LIFTIG oder HF-Zündung
- Stromeinstellung vom WIG-Brenner
- Digitales Display
Die LIFTIG-Zündung erfolgt durch Aufsetzen des
Brenners auf das Werkstück und anschließende Betätigung des Brennerschaltknopfes. Der Lichtbogen
etabliert sich beim Abheben des Brenners vom Werkstück.
Wenn auf HF-Zündung eingestellt wurde, erzeugt die
HF-Einheit nach Ablauf der Gasvorströmzeit und solange, bis registriert wird, daß der Lichtbogen gezündet ist, ein hochfrequentes Signal.
Der MIGATRONIC Stützpunktpartner in Ihrer Nähe
steht Ihnen gerne zur Verfügung, wenn Sie Beratung
zu den Bereichen
- Zubehör, Verschleißteile, Arbeitsschutzartikel
- und, und, und
wünschen.
Man freut sich dort auf Ihren Anruf.
static characteristic
INBETRIEBNAHME
Netzanschluß
Nach Anschluß des Netzsteckers ist die Anlage betriebsbereit. Der Anschluß darf nur von qualifiziertem
Fachpersonal vorgenommen werden.
Netzspannung Sicherung Netzkabel
230 V T 16 3 x 1.5 mm2
Anschluß der Schweißkabel /
Anschluß des WIG-Brenners
Die Schweißkabel müssen auf der Vorderseite der
Anlage angeschlossen werden. Bitte achten Sie darauf, daß der Stecker etwa eine Viertel-Umdrehung
gedreht werden muß, nachdem das Kabel in die
Buchse gesteckt worden ist. Der Stecker würde sonst
aufgrund eines zu hohen Übergangswiderstandes beschädigt werden.
Konfiguration
Wenn die Maschine mit unterdimensioniertem
Schweißbrenner und Schweißkabel in Verhältnis zu
den Spezifikationen ausgestattet ist, z.B. bezüglich
der Belastung des Erlaubten, nimmt MIGATRONIC für
Beschädigung der Kabel, Schläuche und eventuelle
Folgeschäden keine Verantwortung über.
Wichtig!
Guter elektrischer Kontakt ist
notwendig während Anschluss
der Massekabel und des
Schweißbrenners, weil Stecker
und Kabel sonst zerstört
werden können.
Einschaltdauer
(am Beispiel des PILOT 1500 HP)
Beim Einsatz der Maschine tritt eine Erwärmung ihrer
Bauteile ein. Diese führt im Normalbetrieb jedoch nicht
zu einer Überlastung, da Kühlperioden bei Stromeinstellungen bis zu 80 A nicht notwendig sind.
Wird die Maschine mit höheren Schweißstromeinstellungen betrieben, ist es erforderlich, gewisse Kühlperioden einzulegen.
Die Dauer der Kühlperioden ist vom eingestellten
Schweißstrom abhängig. Das Gerät sollte während
der Abkühlungsphase nicht abgeschaltet werden.
Wenn die Kühlperioden nicht lang genug sind, unterbricht die Thermosicherung der Maschine automatisch
den Schweißvorgang. Die gelbe Leuchtdiode leuchtet
auf.
Ist die Maschine ausreichend abgekühlt, erlischt die
gelbe Leuchtdiode, und die Maschine kann wieder
eingesetzt werden. Die zulässige Einschaltdauer (ED)
beträgt:
17
PILOT 1500 HP TIG DC MMA
100% ED 100 A 80 A
60% ED 120 A 100 A
35% ED 150 A 150 A
Beispiel:
60% ED während des MMA-Schweißens bedeutet,
daß bei einer Stromeinstellung von 100 A nach 6
Minuten Schweißvorgang eine Pause von 4 Minuten
eingelegt werden muß.
Dies bedeutet, daß zwischen dem Start des ersten
und des zweiten Schweißvorgangs zehn Minuten
liegen müssen.
Schutzklasse
Die Maschine ist für die Anwendung im Freien vorgesehen und erfüllt die Anforderungen der Schutzklasse
IP 23. Dies gilt jedoch nur unter der Voraussetzung,
daß das Gerät in waagrechter Position betrieben wird.
Es muß sichergestellt sein, daß die Be- und Entlüftungsöffnungen nicht blockiert sind.
TECHNISCHE DATEN
Stromquelle PILOT 1500 HP
Netzspannung
Sicherung
Anschlußleistung max.
Wirkungsgrad
Strom DC
Zulässige Belastung:
bei 100 % ED
bei 60 % ED
bei 35 % ED
Max. Leerlaufspannung DC
Elektrodendurchmesser (MMA)
Stromabsenkung
Gasnachströmung
TIG Zündung
1
Schutzklasse
2
Anwendungsklasse
Normen
Maße HxBxL
Gewicht
1x230 V ±10%
16 A
4,6 kVA
0,85
15 - 150 A
MMA TIG
80 A / 23,2 V 100 A / 14 V
100 A / 24 V 120 A / 14,8 V
150 A / 26 V 150 A / 16 V
90 V
1,6 – 3,25 mm
0 - 10 Sek.
3 - 30 Sek.
HF / LIFTIG
IP 23
S
EN/IEC60974-1
EN/IEC60974-10
34x20,5x41 cm
12,8 kg
Spezifikationen und andere Details können ohne Vorankündigung geändert werden.
1 Die Maschine ist für die Anwendung im Freien vorgesehen, da sie die An-
sprüche an die Schutzklasse IP 23 erfüllt.
Dies gilt jedoch nur unter der Voraussetzung, daß sich die Maschine in
waagrechter Position befindet.
2 S Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter elek-
trischer Gefährdung.
18
ALLGEMEINE BEDIENUNG
GENERELL
Digitales Display
Das Schaltbrett ist mit einem dreigeteilten Diode-Display ausgestattet, das den Schweißstrom zeigt.
Während Stand-by kann der eingestellte Schweißstrom gesehen werden. Während des Schweißens ist
der durchschnittliche Strom zu ersehen.
Auskupplungsfehler
Das gelbe Diode zeigt an, daß die Maschine
wegen Überlastung überhitzt ist, oder daß die
Netzspannung die zulässigen Grenzen (195265V) überschreitet. Wenn der Zustand mit Überhitzung oder verkehrter Netzspannung aufhört, wird
die Maschine automatisch angekuppelt. Deshalb
müssen die Schweißkabel ohne Gefahr von unbeabsichtigter Erzeugung des Lichtbogens bei der Wiederankupplung der Maschine angebracht werden.
Schweißspannung
Der Schweißspannungsanzeiger leuchtet aus
Sicherheitsgründen beim Anliegen einer Spannung
auf der Elektrode bzw. auf dem Brenner auf.
Schweißstrom
Die Stromstärke kann mit diesem Knopf
eingestellt werden. Die Maschine ist ab 15 A bis max.
Strom einstellbar.
Funktionsknopf
Mit diesem Knopf kann zwischen MMA oder
WIG Schweißen, zwischen Zwei-Takt oder
Vier-Takt in WIG Schweißen, und Zündungsmethode in WIG Schweißen gewählt werden.
Dieses Symbol bedeutet MMA Schweißen.
Dieses Symbol bedeutet WIG Schweißen.
Zwei-Takt
Dieses Symbol bedeutet berührungsfreie Zündung.
Den Lichtbogen wie folgt erzeugen:
1) Den Schweißbrenner so anbringen, daß die Wol-
framelektrode sich hautnah an die Schweißstelle
(1 or 2 mm) befindet.
2) Den Brennerschaltknopf drücken. Der durch den
Hochspannungsgenerator der Maschine erzeugte
Spannungsimpuls erzeugt den Lichtbogen, und
der Schweißbetrieb ist in Gang. Der Schweißbetrieb wird beendet, wenn der Brennerschaltknopf
losgelassen wird.
Vier-Takt
Dieses Symbol bedeutet berührungsfreie
Zündung. Den Lichtbogen wie folgt erzeugen:
1) Den Schweißbrenner so anbringen, daß die Wol-
framelektrode sich hautnah an die Schweißstelle
(1 or 2 mm) befindet.
2) Den Brennerschaltknopf drücken. Der durch den
Hochspannungsgenerator der Maschine erzeugte
Spannungsimpuls erzeugt den Lichtbogen, und
der Brennerschaltknopf kann losgelassen werden.
Um den Schweißbetrieb zu beenden den Brennerschaltknopf wieder drücken. Der Lichtbogen erlöscht nach Auslauf der Stromabsenkungszeit.
Zwei-Takt
Dieses Symbol bedeutet LIFTIG-Zündung.
Den Lichtbogen wie folgt erzeugen:
1) Den Schweißbrenner so anbringen, daß die Wol-
framelektrode mit der Schweißstelle Kontakt hat.
 Loading...
Loading...