

Migatronic PI 500 ROBO User Manual

BRUGSVEJLEDNING
USER GUIDE
BETRIEBSANLEITUNG
GUIDE DE L’UTILISATEUR
BRUKSANVISNING
GUIDA PER L’UTILIZZATORE
GEBRUIKERSHANDLEIDING
KÄYTTÖOHJE
GUÍA DE USUARIO
PI 500 ROBO
50115026 B1 Valid from 2017 week 20
2
Dansk ..................................................................3
English ..............................................................11
Deutsch ............................................................. 19
Français ............................................................. 27
Svenska ............................................................. 35
Italiano .............................................................43
Nederlands .......................................................51
Suomi ................................................................ 59
Español .............................................................67
3
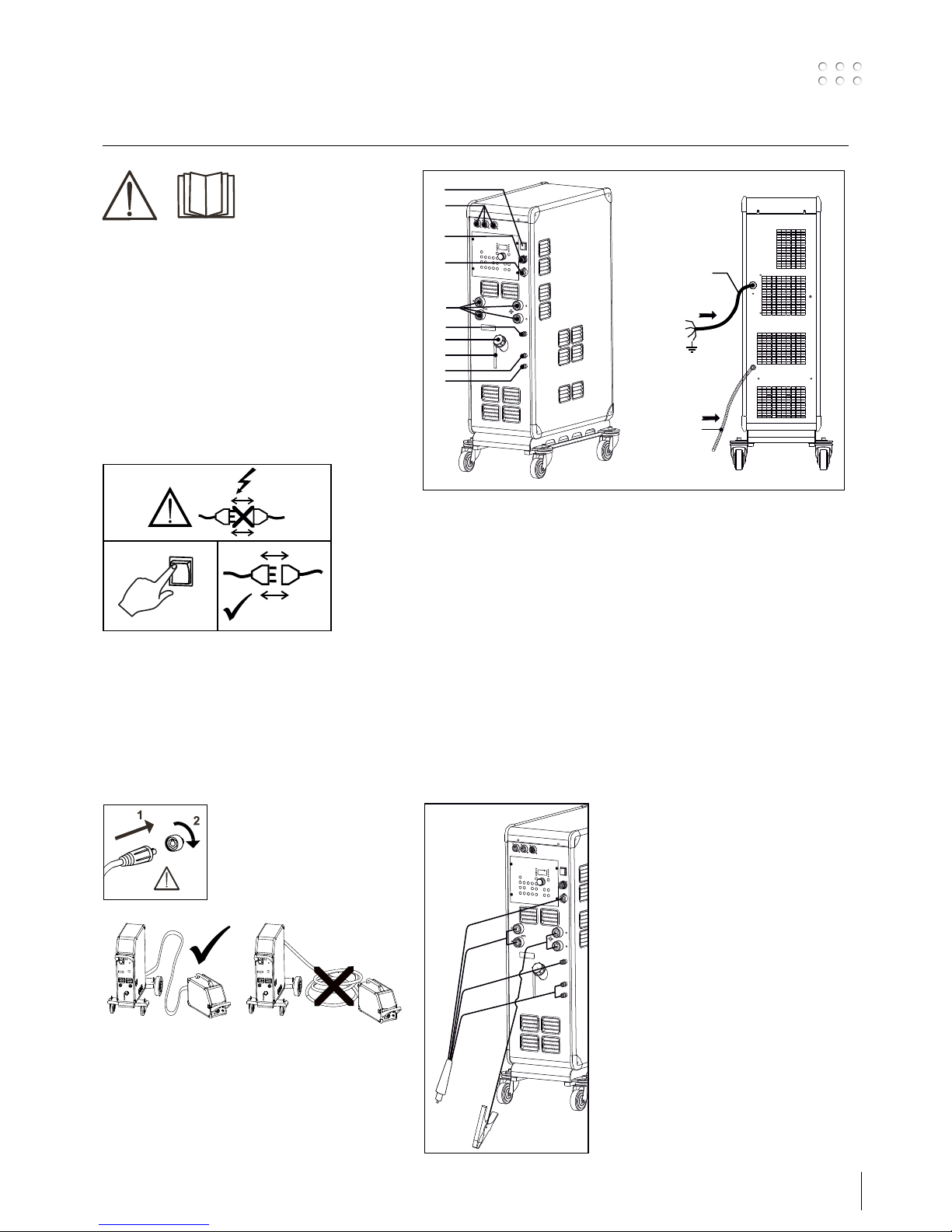
Tilslutning og ibrugtagning
Power
1
F
F
F
Gas 2-6 bar
3
2
4
5
6
7
8
9
10
11
12
Advarsel
Læs advarsel og brugsanvisning omhyggeligt
igennem inden installation
og ibrugtagning og gem til
senere brug.
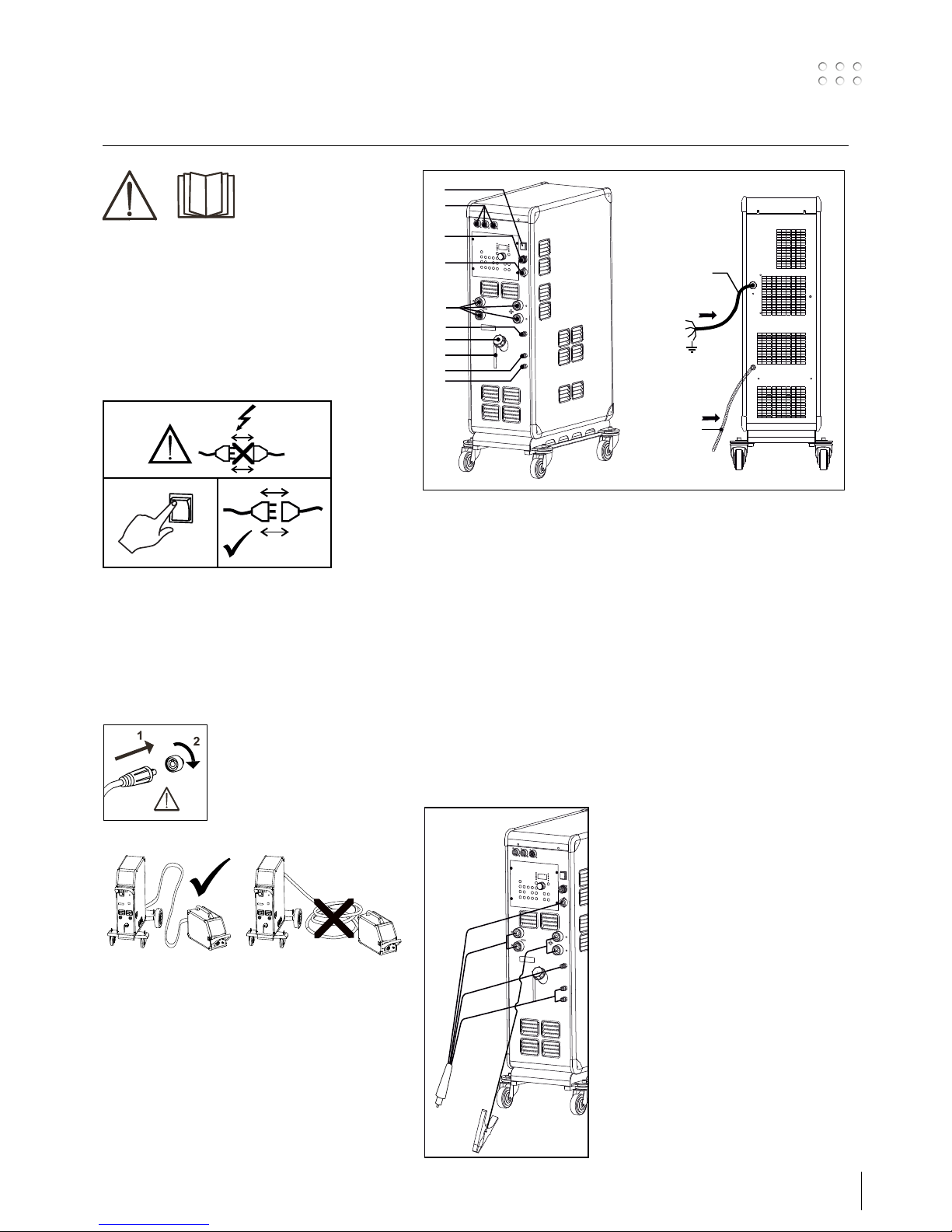
Installation
Nettilslutning
Tilslut maskinen til den netspænding den er
konstrueret til. Se typeskiltet (U
1
) bag på maskinen.
0
l
1
2
Tilslutning af beskyttelsesgas
Gasslangen, som udgår fra bagsiden af maskinen (3),
tilsluttes en gasforsyning med en reduktionsventil
(2-6bar). (Obs. Nogle typer reduktionsventiler kan
kræve højere udgangstryk end 2 bar for at fungere
optimalt).
Vigtigt!
Når stelkabel og svejseslange
tilsluttes maskinen, er god
elektrisk kontakt nødvendig,
for at undgå at stik og kabler
ødelægges.
1. Nettilslutning
2. Tænd – sluk knap
3. Gasslange
4. Tilslutning beskyttelsesgas
5. Stelklemme eller elektrodeholdertilslutning
6. Tilslutning 7-polet stik
7. Tilslutning køleslanger
8. Tilslutning køleslanger
9. Aflæsning af kølevæskestand
10. Påfyldning af kølevæske
11. Tilslutning fjernkontrol
12. Tilslutning CAN
Tilslutning af svejseslange
4
Tilslutning af elektrodeholder for MMA
Elektrodeholder og returstrømkabel tilsluttes
plusudtag og minusudtag. Polariteten vælges efter
elektrodeleverandørens anvisning.
Tilslutning af CWF enhed (option)
Det er muligt at forbinde op til 8 CWF Multi enheder
på PI 500 ROBO via et dedikeret CAN-stik placeret
på maskinens bagside (option). Maskinen er dog
som standard ikke forberedt for CWF, og det er
derfor nødvendigt at gå ind i brugermenuen, vælge
undermenuen “Fdr” og herefter gå ind i “Act”
(Active devices) og indstille parameteren til 1 (se
brugermenu).
PI kan da kontrollere CWF direkte fra betjeningspanelet, hvor det i hver enkelt program kan vælges
CWF enhed og CWF trådprogram fra 1 til 20.
Svejsning stoppes, og afhængig af brugerindstilling
kan fejlkoden “Fdr” vises, når CWF-enheden sættes i
OFF-mode. Dette er en information til brugeren om,
at CWF-enheden ikke reagerer på startsignal fra PI.
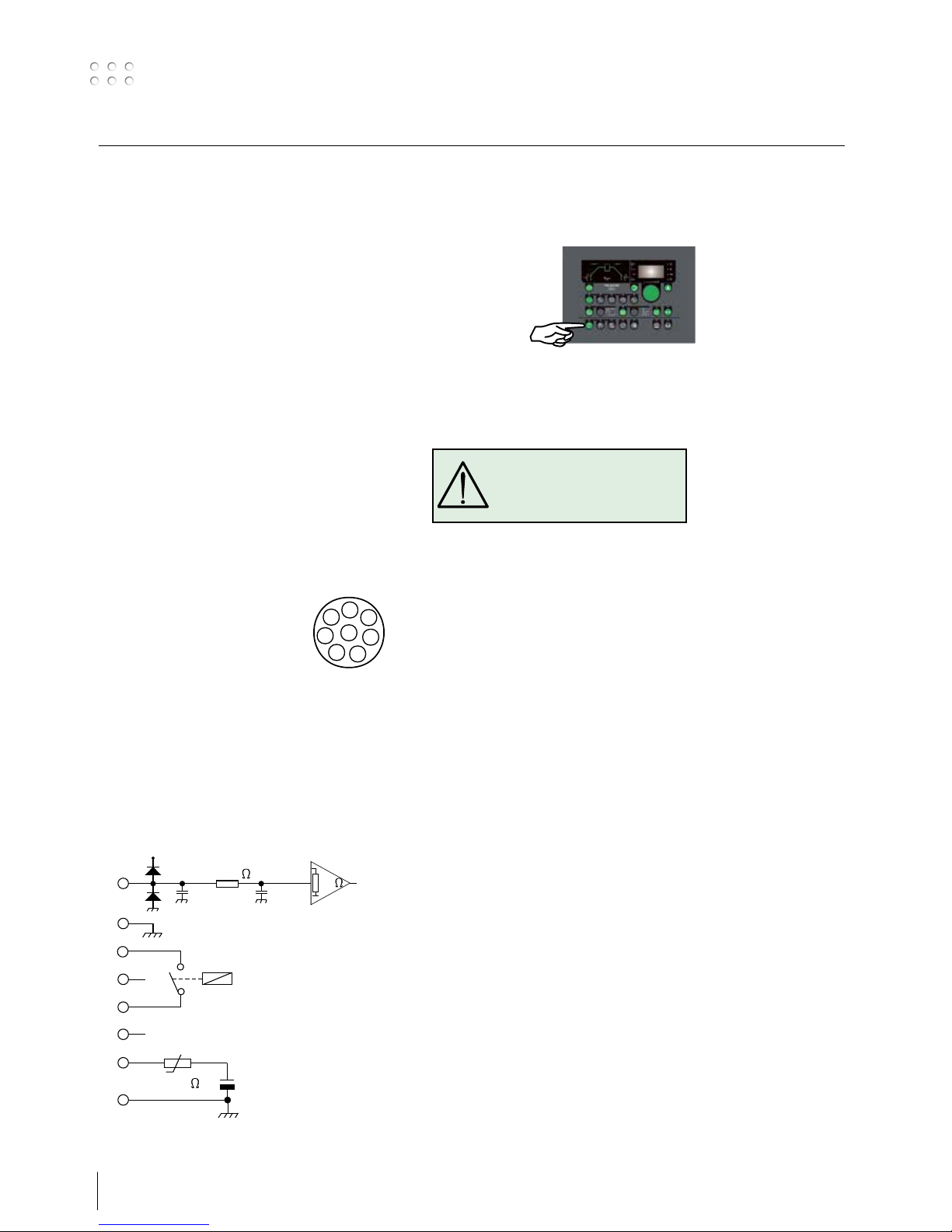
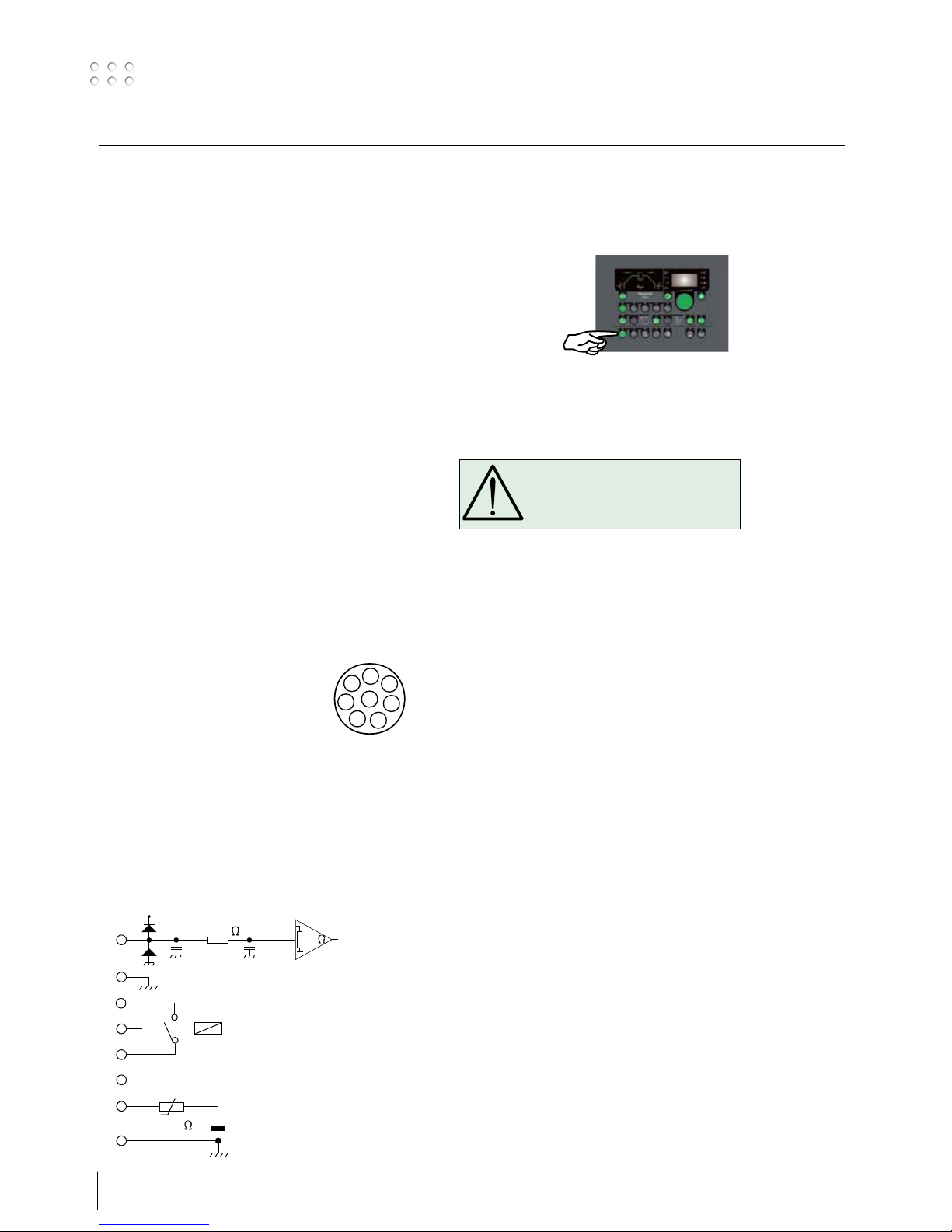
Tilslutning af fjernkontrol
PI kan fjernreguleres via en fjernkontrol eller en
svejseautomat. Fjernkontrolstikket (11) har terminaler
for følgende funktioner:
A: Input-signal for svejsestrøm,
0 - +10V indgangsimpedans:
1Mohm
B: Signal-nul
C: Output-signal for etableret
lysbue (max. 1A), fuldt isoleret
D: NC
E: Output-signal for etableret lysbue (max. 1A),
fuldt isoleret
F: NC
G: Forsyningsspænding +24VDC. Kortslutningssikret
med PTC modstand (max. 50mA)
H: Forsynings-nul
Tænd, tryk, svejs
Indstilling af svejseprogram
• Tænd svejsemaskinen på hovedafbryderen (2)
• Vælg proces
Se i Quickguide
• Indstil svejsestrøm og sekundære parametre
Se Quickguide
• Maskinen er nu klar til at svejse
Tilslutning og ibrugtagning
ADVARSEL
Når der trykkes på svejseslangens
kontakt/tast er der spænding på
svejsetråden og elektroden.
A
B
C
H
G
F
E
D
A
+15V
100 nF
20 K
1 M
B
C
D
E
F
G
H
24 VDC
+
PTC 70
100 nF
5
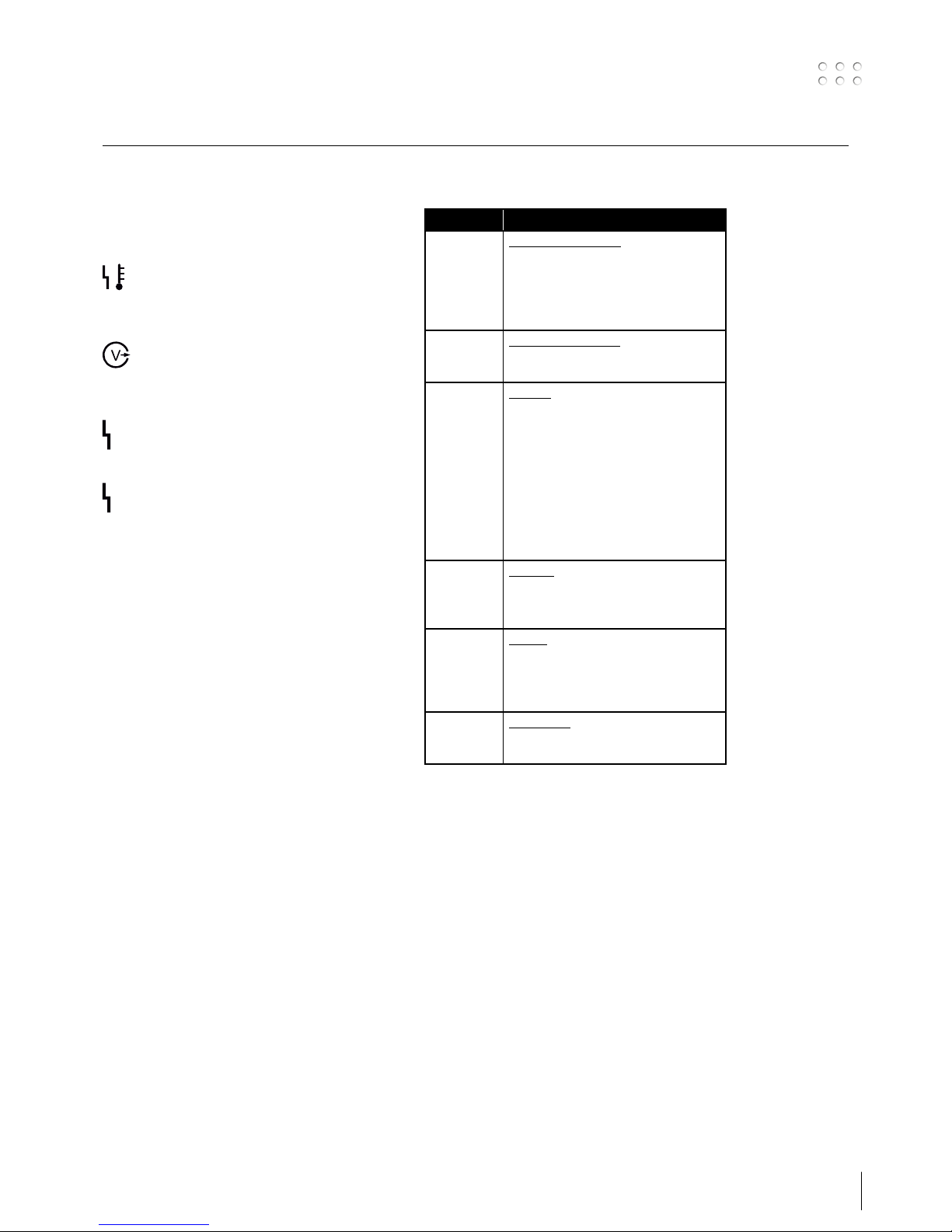
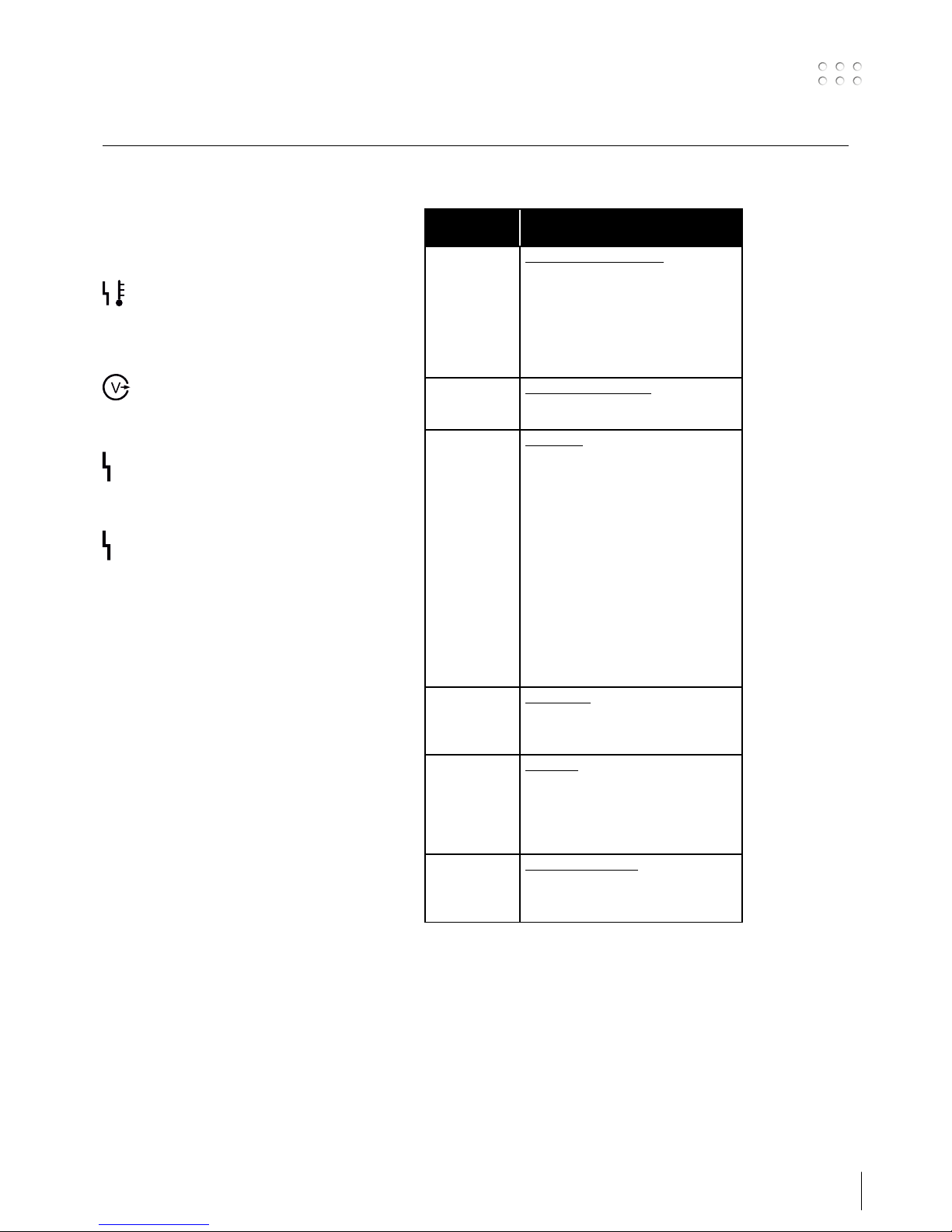
Fejlfinding og udbedring
Fejlkode Årsag og udbedring
E04-02 Svejsespændingsfejl
Ikonet vises, når netspændingen er for
høj. E04-01 vises, når netspændingen
er for lav.
Tilslut maskinen til
400V AC, +/-15% 50-60Hz
Fdr Kommunikationsfejl
Forbindelsen imellem PI og CWFenhed er gået tabt.
H2O
Kølefejl
Kølefejl vises i tilfælde af tilslutning
af manglende/forkert brænder eller
ved problemer i kølemodulet (ved
tilsluttet flowkontrolkit).
Kontroller at køleslangerne er korrekt
tilsluttet, efterfyld vandbeholderen
og efterse svejseslange og tilslutningsstudser.
Fejlmeddelelsen fjernes ved at trykke
MMA-tasten.
PA.L
Panellås
Tekst vises, når panellås er aktiveret
i brugermenu (ref. afsnittet “brugermenu”).
GAS Gasfejl
Svejsningen stopper og teksten GAS
blinker i displayet i tilfælde af beskyttelsegasfejl. Fejlmeddelelsen fjernes
ved at trykke MMA-tasten.
PG.L Programlås
Tekst vises, når programlås er
aktiveret i brugermenu.
Udvalgte fejlkoder
PI har et avanceret selvbeskyttelsessystem indbygget.
Ved fejl lukker maskinen automatisk for gastilførslen
og afbryder svejsestrømmen.
Fejltilstande i maskinen vises med symboler og fejlkoder.
Temperaturfejl
Indikatoren lyser, når strømkilden er
overophedet. Lad maskinen være tændt, indtil den er
afkølet af de indbyggede blæsere.
Svejsespænding
Svejsespændingsindikatoren lyser af sikkerhedshensyn, hvis der er spænding på elektroden eller
brænderen.
Netfejl
Netfejlsindikatoren lyser, hvis netspændingen er
mere end 15% lavere end den beregnede spænding.
Visning af fejlkoder
Indikatoren ved siden af ikonet blinker, når der
opstår andre typer fejl. Samtidigt vises fejlkode i
displayet.
6
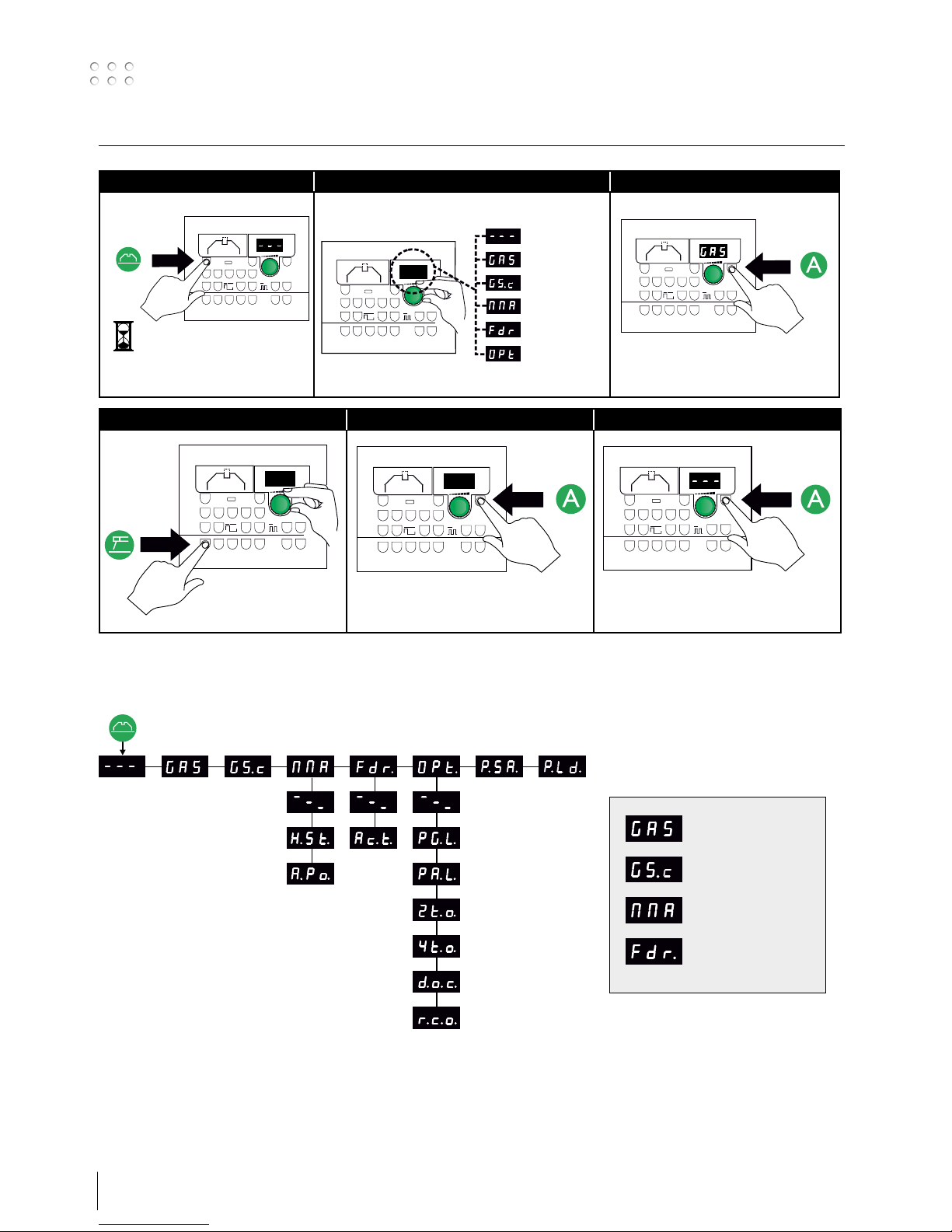
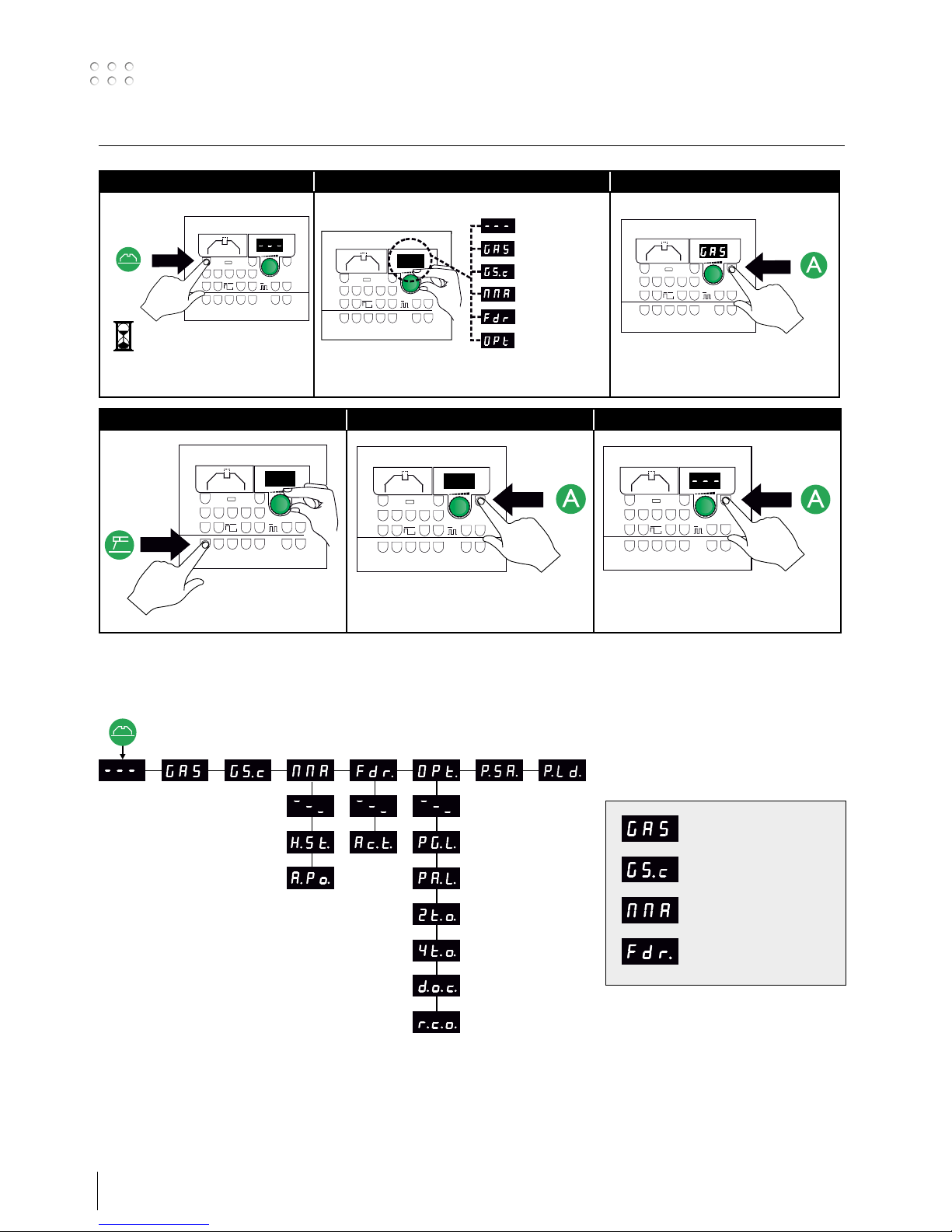
Specielle funktioner
1. Åbn brugermenu 2. Find menuvalg 3. Vælg menupunkt
3 secs
TIG AC/DC
DOC
Kun aktiv i MMA
Kun aktiv i TIG
Kun aktiv i TIG
Forlad/Exit menu
TIG AC/DC
DOC
Kun IGC
TIG AC/DC
DOC
4. Indstil parameter 5. Gem valgte data 6. Forlad/Exit menu
TIG AC/DC
DOC
TIG AC/DC
DOC
TIG AC/DC
DOC
Parametre og menuvalg
Kun aktiv i MMA
Kun aktiv i TIG
Kun aktiv i TIG
Kun IGC
7
Specielle funktioner
Exit fra brugermenu
Åben/luk gasventilen for at fylde brænderen, checke
gasflasken og trykventilen. Tryk “A“ for at åbne/lukke gassen. Der vil automatisk blive lukket for gassen, når brugermenuen
forlades.
Kalibrering af gasflow ved 10 og 20 liter ved hjælp af
flowmeter (81010000).
Undermenu for MMA processen
Exit fra undermenu
Værdi af Hot Start
Værdi af Arc Power
Undermenu for CWF Multi
Exit fra undermenu
Aktiv kontrol af CWF
0 = ingen CWF (fabriksindstilling)
1 = minimum 1 CWF
Undermenu der indeholder forskellige undermenuer
Exit fra undermenu (retur til hovedmenu)
Programlås
0 = ulåst (fabriksindstilling)
1 = låst P3 til P64
2 = låst P1 til P64
Panellås
0 = ulåst (fabriksindstilling)
1 = låst
2 = låst (som tilstand 1)
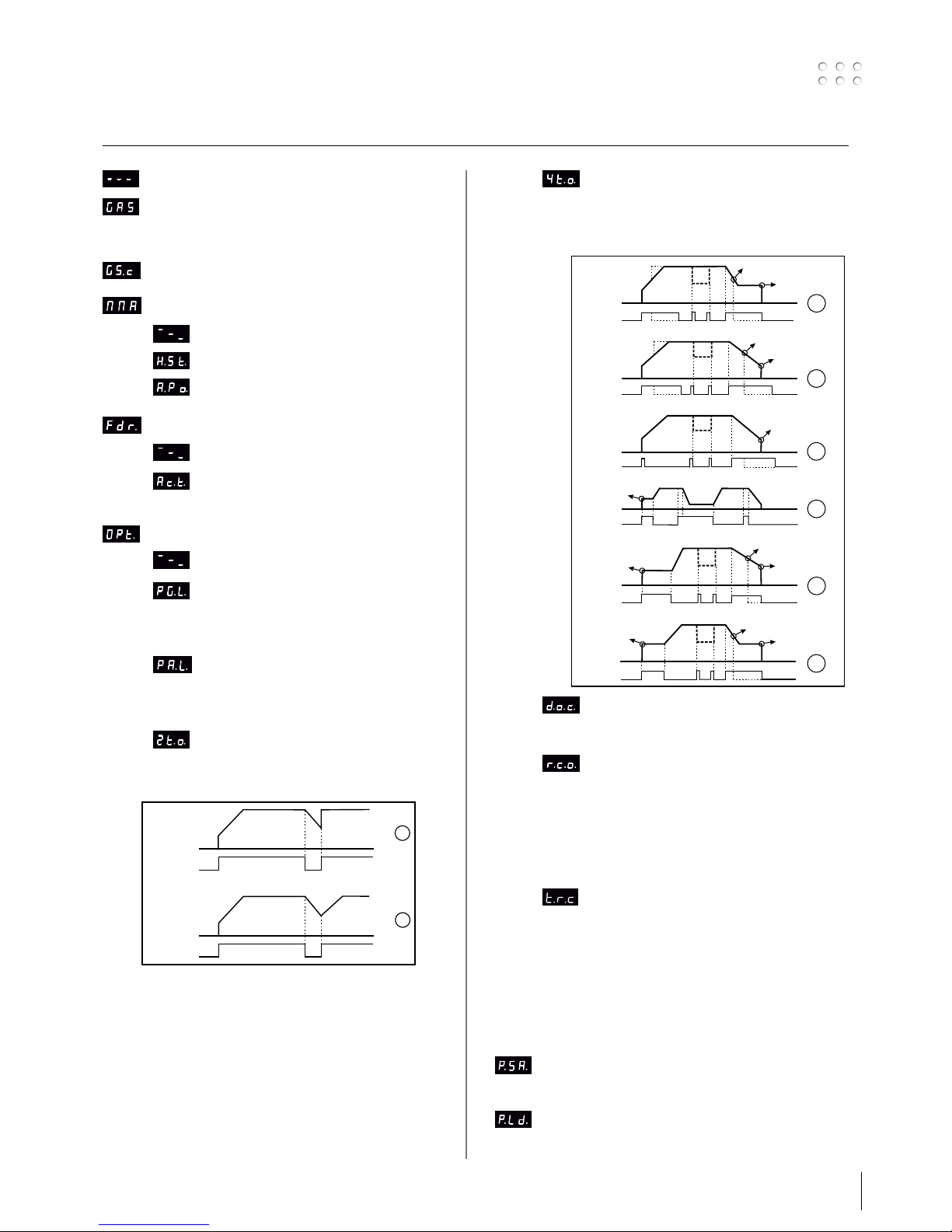
2-takt metodevalg
0: retur til svejsestrøm ved step
(fabriksindstilling)
1: Retur til svejsestrøm ved slope-up
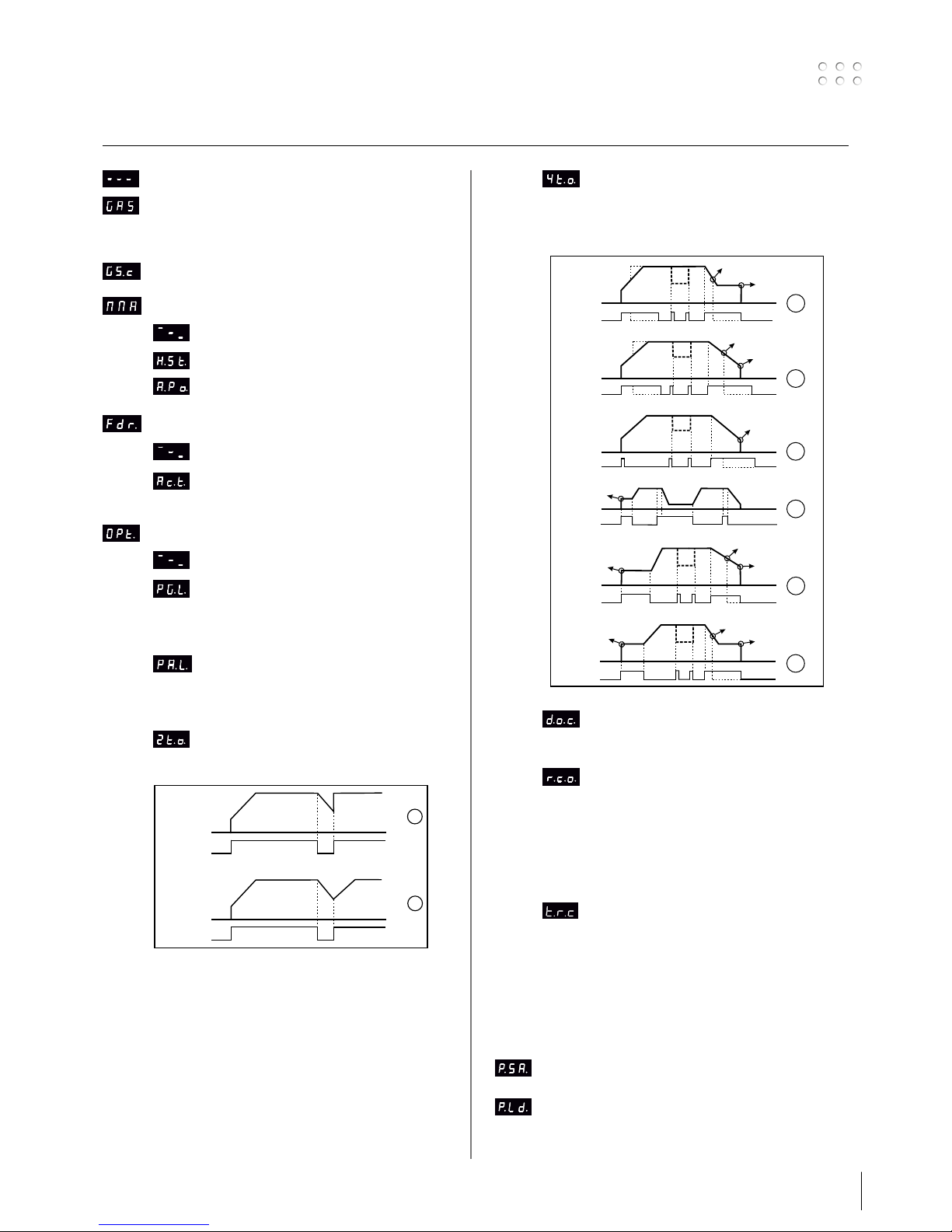
4-takt metodevalg
Gør det muligt at vælge imellem 6 forskellige metoder til at kontrollere brændertasten, når maskinen
er indstillet til 4-takt tastemetode (Liftig eller HF). De
følgende diagrammer viser de forskellige principper.
Vælg imellem 0...5 (1=fabriksindstilling)
Dynamic Oxide Control
0 = deaktiveret
1 = aktiveret (fabriksindstilling)
Remote Control Option
Svejsestrøm kan kontrolleres op til tidligere indstillet
eller maks. Ekstern referencespænding kan være
0-10V eller 0-5V (metode 2 og 3 giver lavere opløsning)
0 = 0-10V Imin to ISET (fabriksindstilling)
1 = 0-10V Imin to IMAX
2 = 0-5V Imin to ISET
3 = 0-5V Imin to IMAX
Torch Remote Control (Fjernregulering af brænder)
Gør det muligt at kontrollere brugen af
reguleringsmodulet på brænderhåndtaget når
håndtagsregulering er aktiv.
0 = Indstilling af strømreference (fabriksindstilling).
1 = Aktivering/deaktivering af TIG-A-Tack (TIG-A-
Tack knappen deaktiveres). Reguleringsmodulet
håndteres som følger:
Trin 1-3: TIG-A-Tack er aktiv
Trin 4-7: Brændertasten er inaktiv
Trin 8-10: TIG-A-Tack er inaktiv
Gemmer alle programindstillinger i en fil på SD-kort. Der skal
indsættes et SD-kort inde i maskinen (på samme måde som ved
SW-update).
Indlæser programindstillinger fra SD-kort.
Programindstillingerne skal være gemt vha. P.SA.
Alle ovenstående menuvalg ændres ikke ved reset til fabriksindstilling.
1
Press / Release
By STEP
0
By SlopeUP
Press / Release
Press / Release
Press / Release
Press / Release
Press / Release
Stop when
slope completed
Keep
final current
0
1
2
3
Press / Release
Keep
final current
5
Press / Release
Stop when
slope completed
4
Stop when
key is released
Stop when
key is released
Stop when
slope completed
Stop when
key is released
Keep
start current
Keep
start current
Keep
start current
Stop when
key is released
8
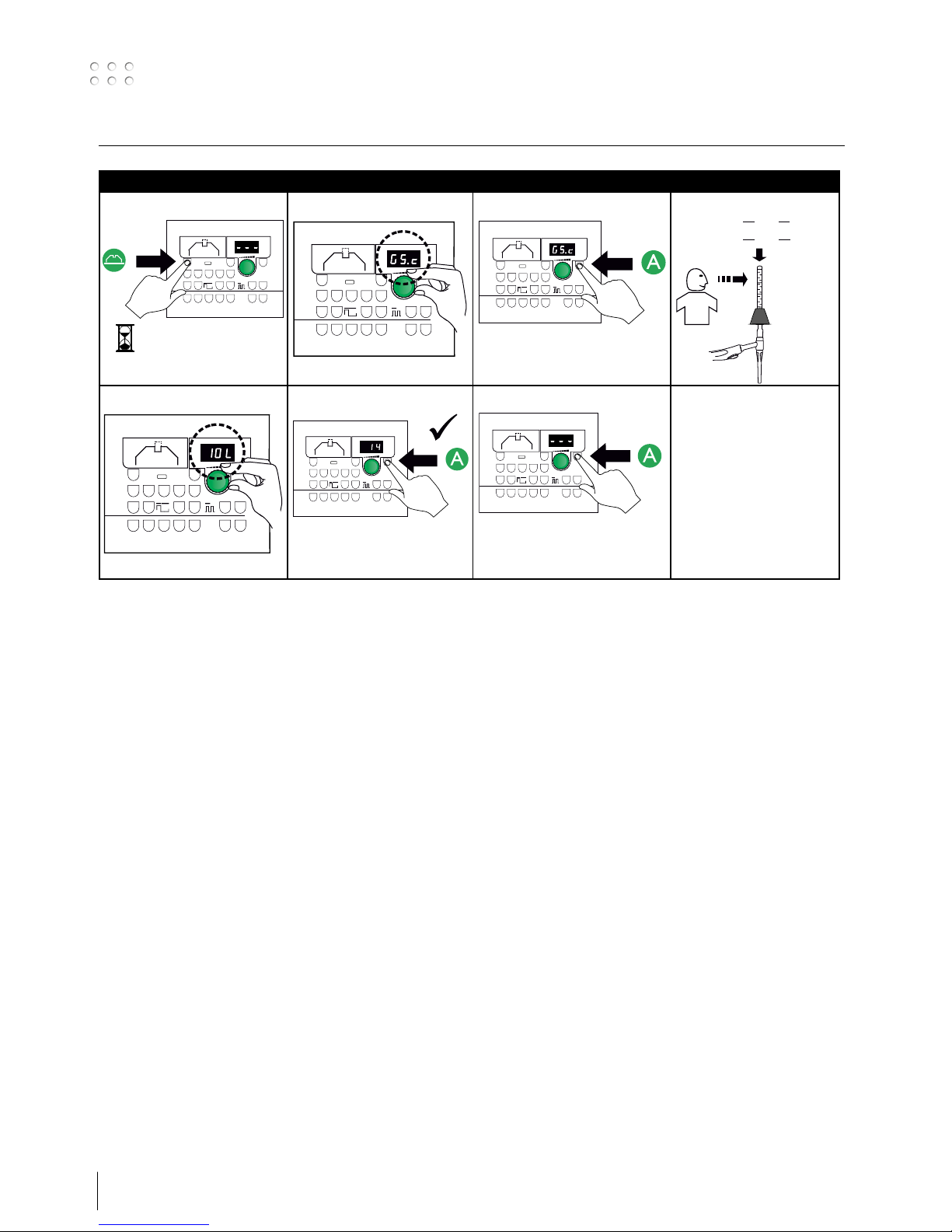
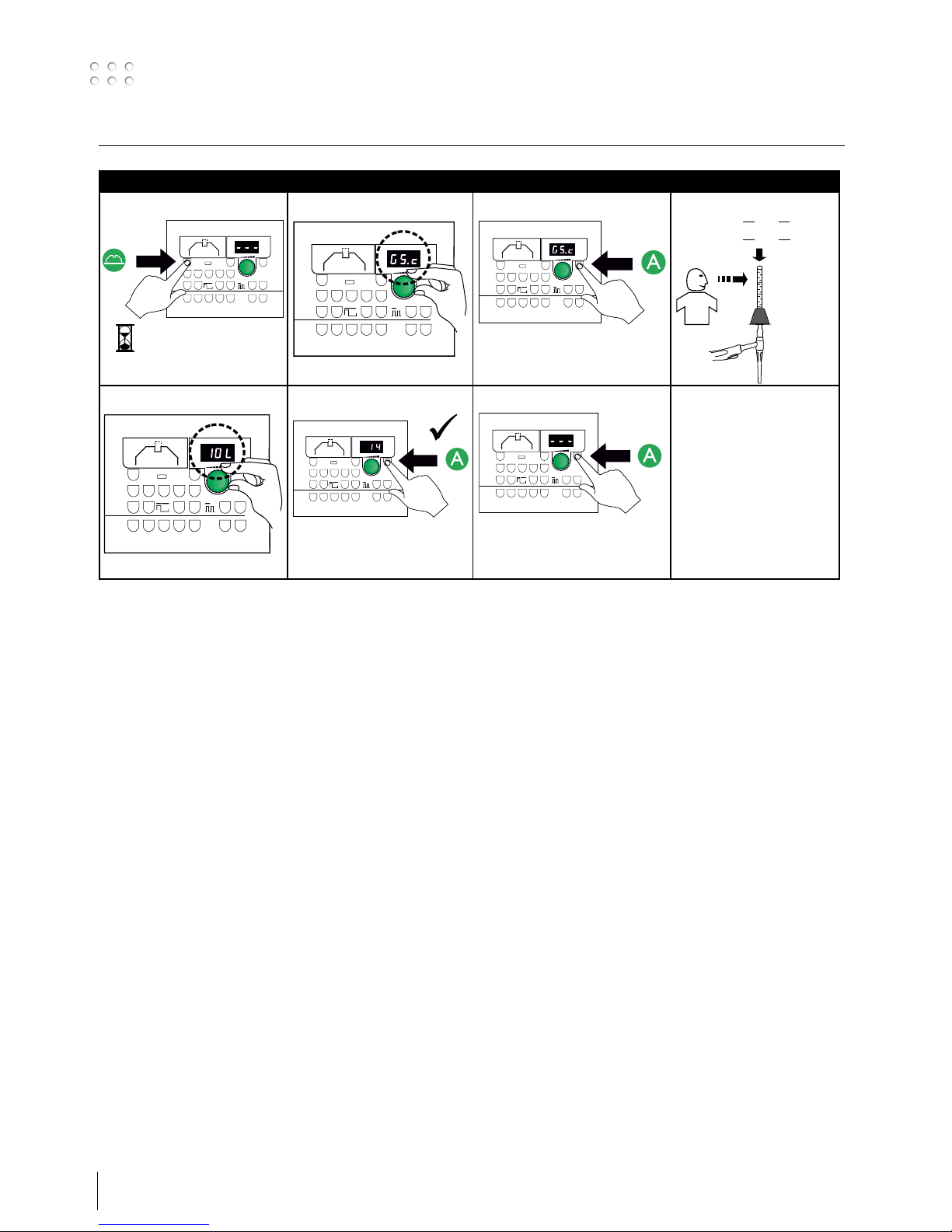
Specielle funktioner
Kalibrering af gasflow (ikke alle modeller)
I II III IV
V VI VII
3 secs
TIG AC/DC
DOC
TIG AC/DC
DOC
TIG AC/DC
DOC
min
L
10
=
20
=
Flowmeter
No.: 81010000
min
L
min
L
10
20
min
L
TIG AC/DC
DOC
TIG AC/DC
DOC
TIG AC/DC
DOC
9
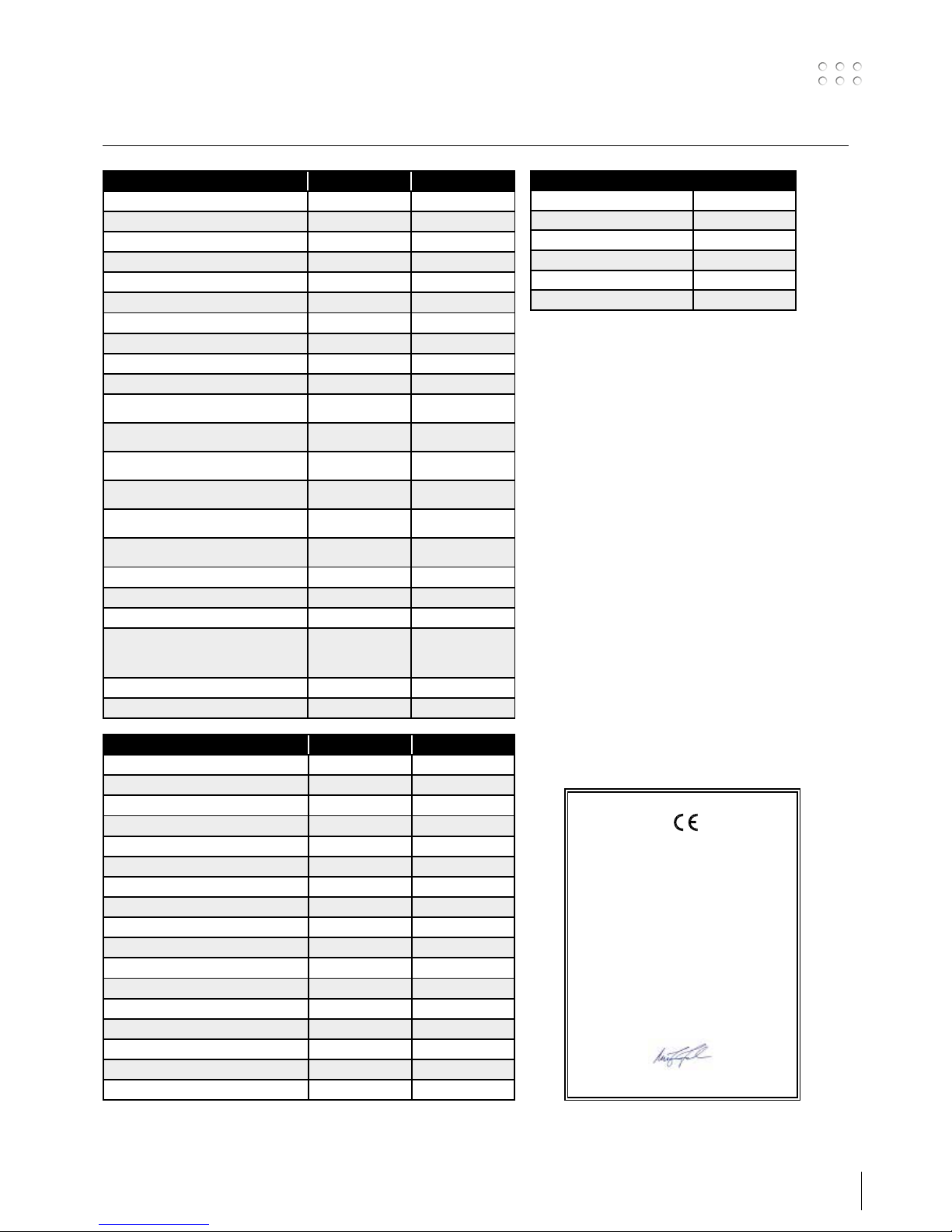
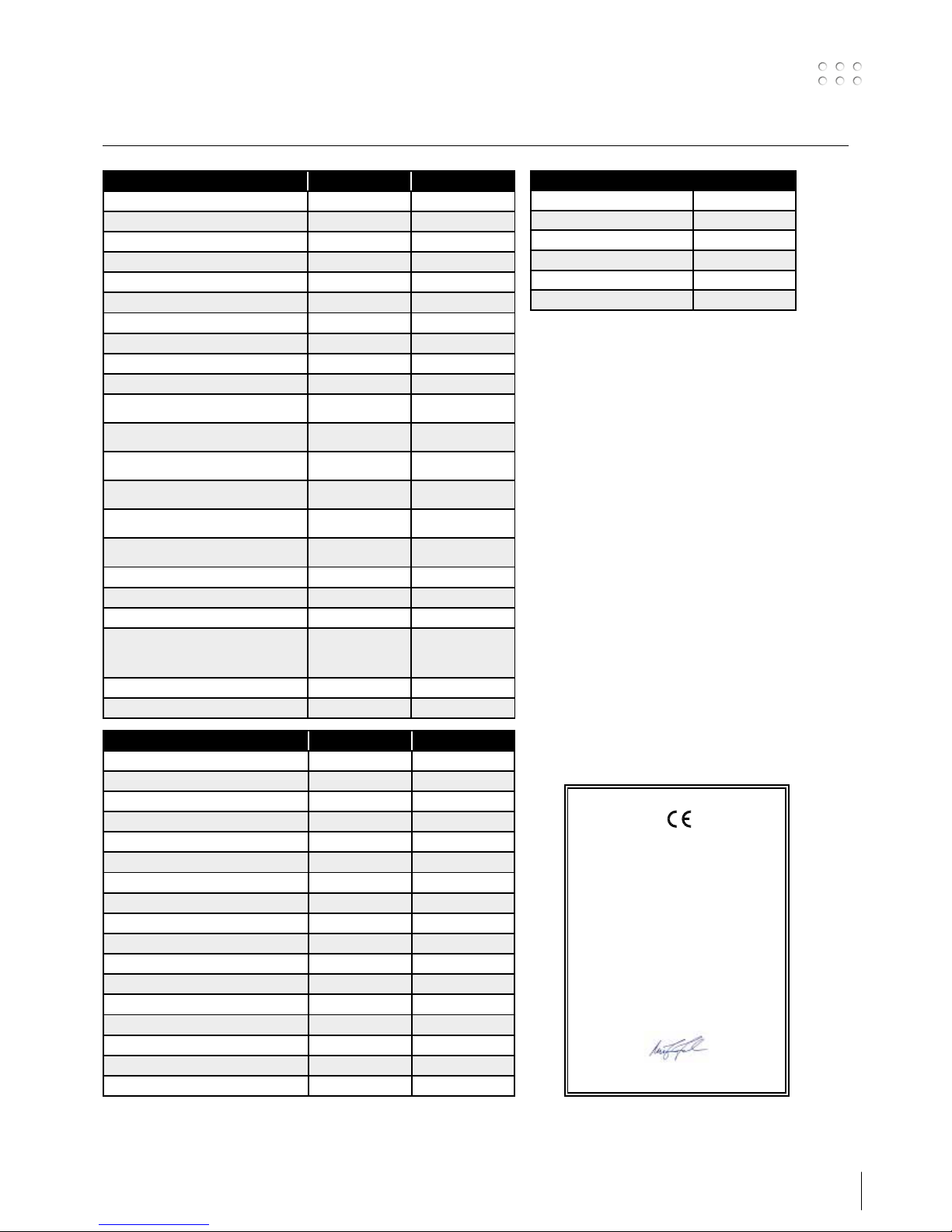
STRØMKILDE PI 500 ROBO AC PI 500 ROBO DC
Netspænding ±15% (50Hz-60Hz), V 3x400 3x400
Minimum generatorstørrelse, kVA 36 35
Netsikring, A 32 32
Netstrøm, effektiv, A 27,2 26,1
Netstrøm, max., A 35,1 33,7
Effekt, 100%, kVA 18,8 18,1
Effekt, max, kVA 24,2 23,3
Tomgangseffekt, W 40 40
Virkningsgrad 0,87 0,91
Effektfaktor 0,89 0,93
Strømområde MMA, A
Strømområde TIG, A
5-500
5-500
5-500
5-500
100% intermittens v/20°C TIG, A
100% intermittens v/20°C MMA, A
475
475
475
475
max. intermittens v/20°C TIG, A/%
max. intermittens v/20°C MMA, A/%
500/80
500/65
500/80
500/80
100% intermittens v/40°C TIG, A/V
100% intermittens v/40°C MMA, A/V
420/26,8
420/36,8
420/26,8
420/36,8
60% intermittens v/40°C TIG, A/V
60% intermittens v/40°C MMA, A/V
500/30,0
450/38,0
500/30,0
450/38,0
max. intermittens v/40°C TIG, A/%/V
max. intermittens v/40°C MMA, A/%/V
500/60/30,0
500/40/40,0
500/60/30,0
500/40/40,0
Tomgangsspænding, V
95 95
1
Anvendelsesklasse S/CE S/CE
2
Beskyttelsesklasse IP23S IP23S
Normer EN/IEC60974-1,
EN/IEC60974-2,
EN/IEC60974-3,
EN/IEC60974-10
EN60974-1,
EN60974-2,
EN60974-3,
EN60974-10
Dimensioner (hxbxl), mm 1000x410x685 1000x410x685
Vægt, kg 80 59,50
FUNKTIONER PROCES VÆRDIOMRÅDE
Arc power, % Elektrode 0-100
Hot-start, % Elektrode 0-100
Anti-freeze TIG/Elektrode Altid aktiv
Startstrøm, % TIG 1-200
Slutstrøm, % TIG 1-90
Slope-up, sek. TIG 0-20
Slope-down, sek. TIG 0-20
Gasforstrømning, sek. TIG 0-10
Gasefterstrømning, sek. TIG 0-20
Punktsvejsetid, sek. TIG 0-600
Pulstid, sek. MMA 0,01-10,0
Pausetid, sek. MMA 0,01-10,0
Basisstrøm, % MMA 10-90
Sekundær strømniveau, % TIG 10-200
Beskyttelsesgasflow, l/min TIG 5-27
TIG-tænding TIG HF/LIFTIG
2/4-takt tastemetode TIG 2/4
1) S Maskiner opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok
2) Maskinen må anvendes udendørs, idet den opfylder kravene til beskyttelsesklasse IP23S.”
EU-OVERENSSTEMMELSESERKLÆRING
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Danmark
erklærer, at nedennævnte maskine
Type: PI ROBO
er i overensstemmelse med bestemmelserne i
direktiverne 2014/35/EU
2014/30/EU
2011/65/EU
Europæiske EN/IEC60974-1
standarder EN/IEC60974-2
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Udfærdiget i Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
Tekniske data
KØLEMODUL
Kølekapacitet (1 l/min), W 1650
Kølekapacitet (1,5 l/min), W 1900
Tankkapacitet, liter 3,5
Flow, bar - °C - l/min 3,0 - 60 - 1,5
Maks. tryk, bar 4,5
Normer EN/IEC60974-2
10
11
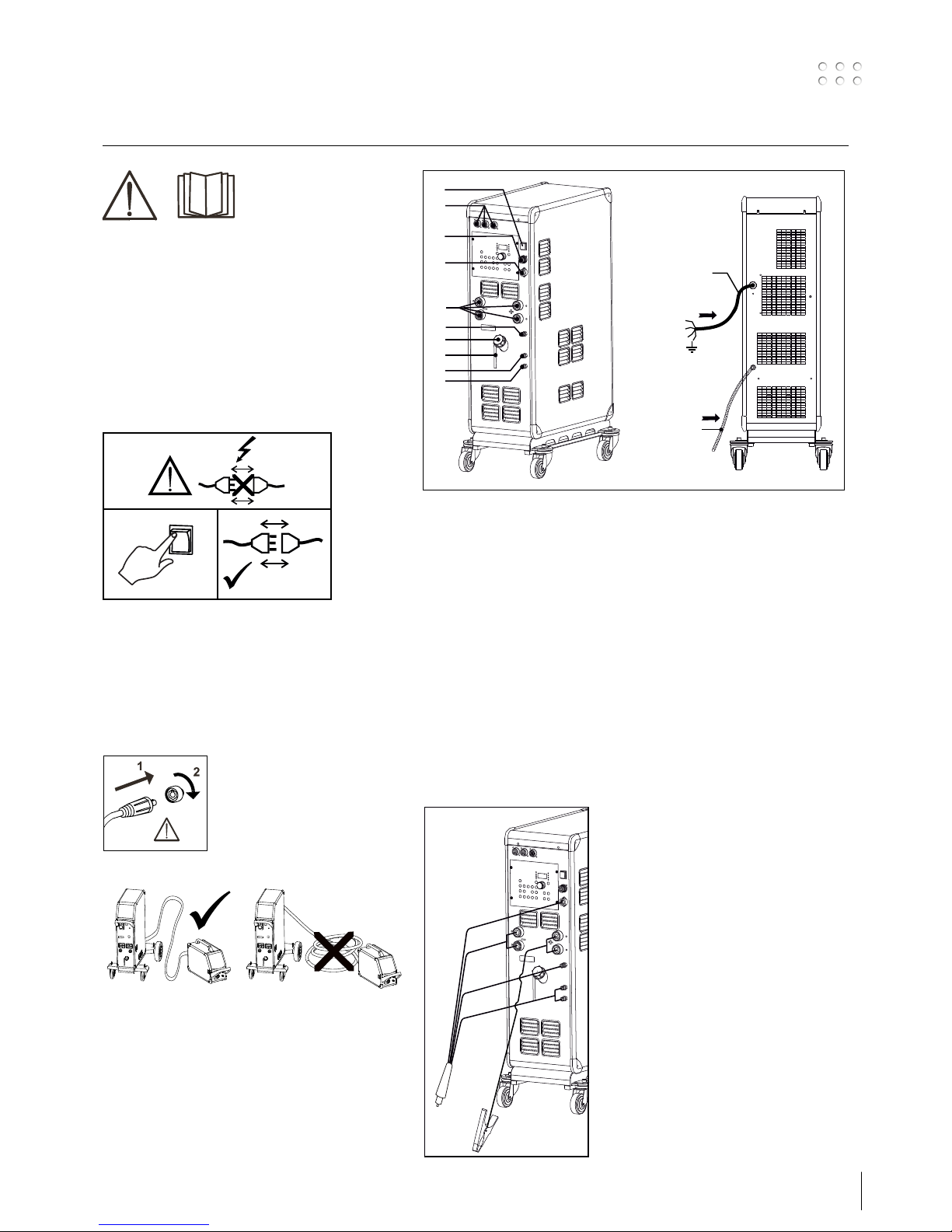
Connection and operation
1. Mains connection
2. Power switch
3. Gas hose
4. Connection of shielding gas
5. Connection of earth clamp or electrode holder
6. Connection 7-pole plug (TIG)
7. Connection of cooling hoses
8. Connection of cooling hoses
9. Cooling liquid level control
10. Refill of cooling liquid
11. Connection of remote control
12. CAN connection
Connection of welding hose
Power
1
F
F
F
Gas 2-6 bar
3
2
4
5
6
7
8
9
10
11
12
Warning
Read warning notice and
instruction manual carefully
prior to initial operation and
save the information for
later use.
Permissible installation
Mains connection
Connect the machine to the correct mains supply.
Please read the type plate (U
1
) on the rear side of the
machine.
0
l
1
2
Connection of shielding gas
Connect the gas hose, which branches off from the
back panel of the welding machine (3), to a gas supply
with pressure regulator (2-6 bar). (Note: Some types of
pressure regulators require an output pressure of more
than 2 bar to function optimally).
Important!
In order to avoid destruction
of plugs and cables, good
electric contact is required when
connecting earth cables and
welding hoses to the machine.
12
Connection and operation
WARNING
When you activate the torch trigger,
there is voltage applied to the
welding wire and electrode.
Connection of electrode holder for MMA
The electrode holder and return current cable
are connected to plus tap and minus tap. Observe
the instructions from the electrode supplier when
selecting polarity.
CWF Multi (option)
It is possible to connect to the PI ROBO with up to 8
CWF Multi units via dedicated CAN BUS connector
placed on the rear side of machine (option). In order
to permit this control capability, enter the USER Menu
and select “Fdr” (feeder), then access “Act” (Active
devices) and set the parameter to 1. (see USER MENU)
Now the PI is ready to control the CWF directly from
the box: for each TIG welding program it is possible
to select what CWF unit must be activated and the
relative CWF program in the range 1 to 20.
Depending from the settings on the CWF, if the
unit is in OFF mode the error message “Fdr” can
be displayed on PI and the welding procediment
stopped. This is to inform the user the CWF is not
responding to start signal from PI.
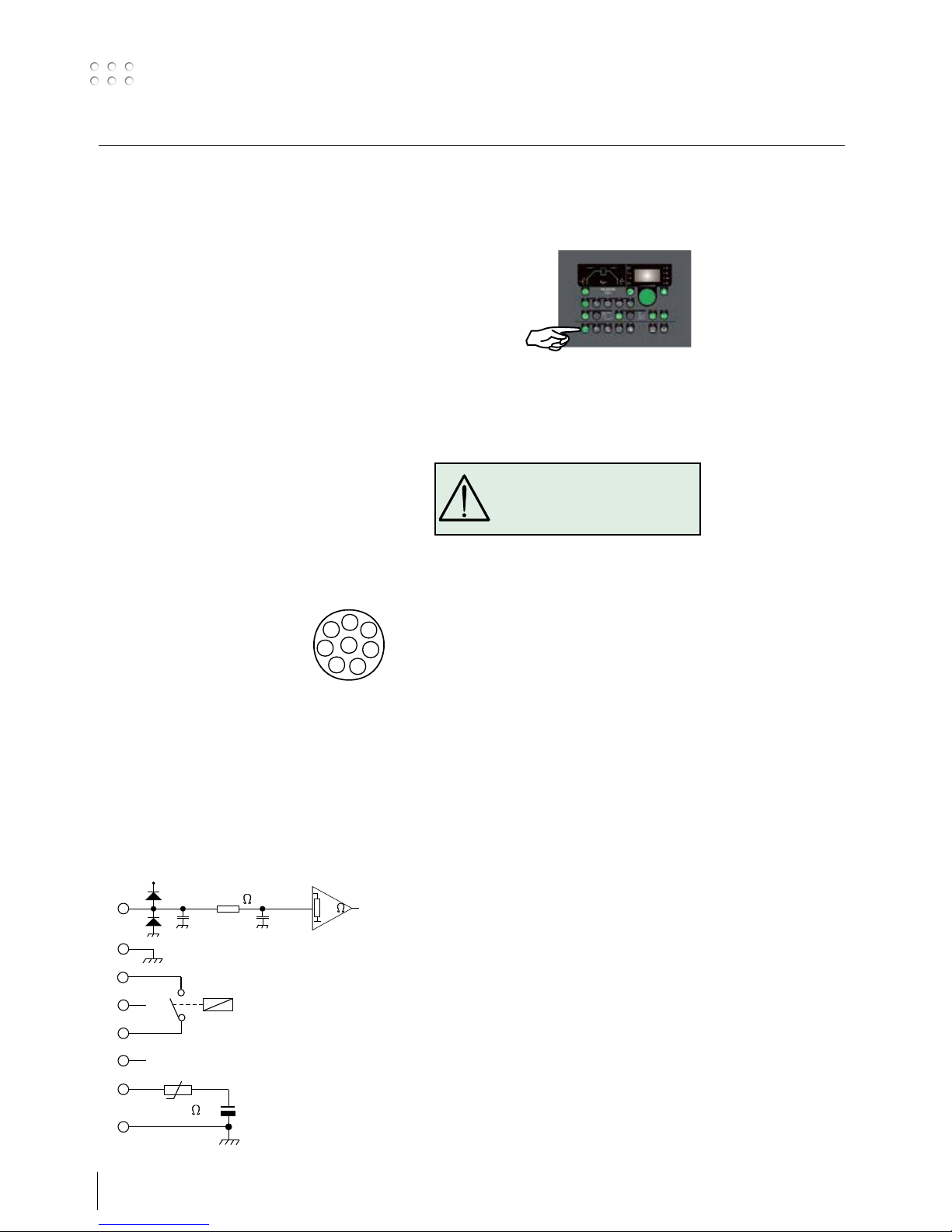
Connection of remote control
PI can be controlled via a remote control or a welding
robot. The remote control socket (11) has terminals
for the following functions:
A: Input signal for welding current,
0 – +10V input impedance:
1Mohm
B: Signal ground
C: Arc detect – contact of relay
(max. 1Amp), fully insulated
D: N.C.
E: Arc detect – contact of relay (max. 1Amp), fully
insulated
F: N.C.
G: Supply +24VDC. Short circuit protected with PTC
resistor (max. 50mA)
H: Supply ground
Switch on, press, weld
Welding program setting
• Switch on the welding machine on the main switch
(2)
• Select process
See Quickguide
• Adjust the welding current and secondary
parameters. Please read your quickguide
• The machine is now ready to weld
A
B
C
H
G
F
E
D
A
+15V
100 nF
20 K
1 M
B
C
D
E
F
G
H
24 VDC
+
PTC 70
100 nF
13
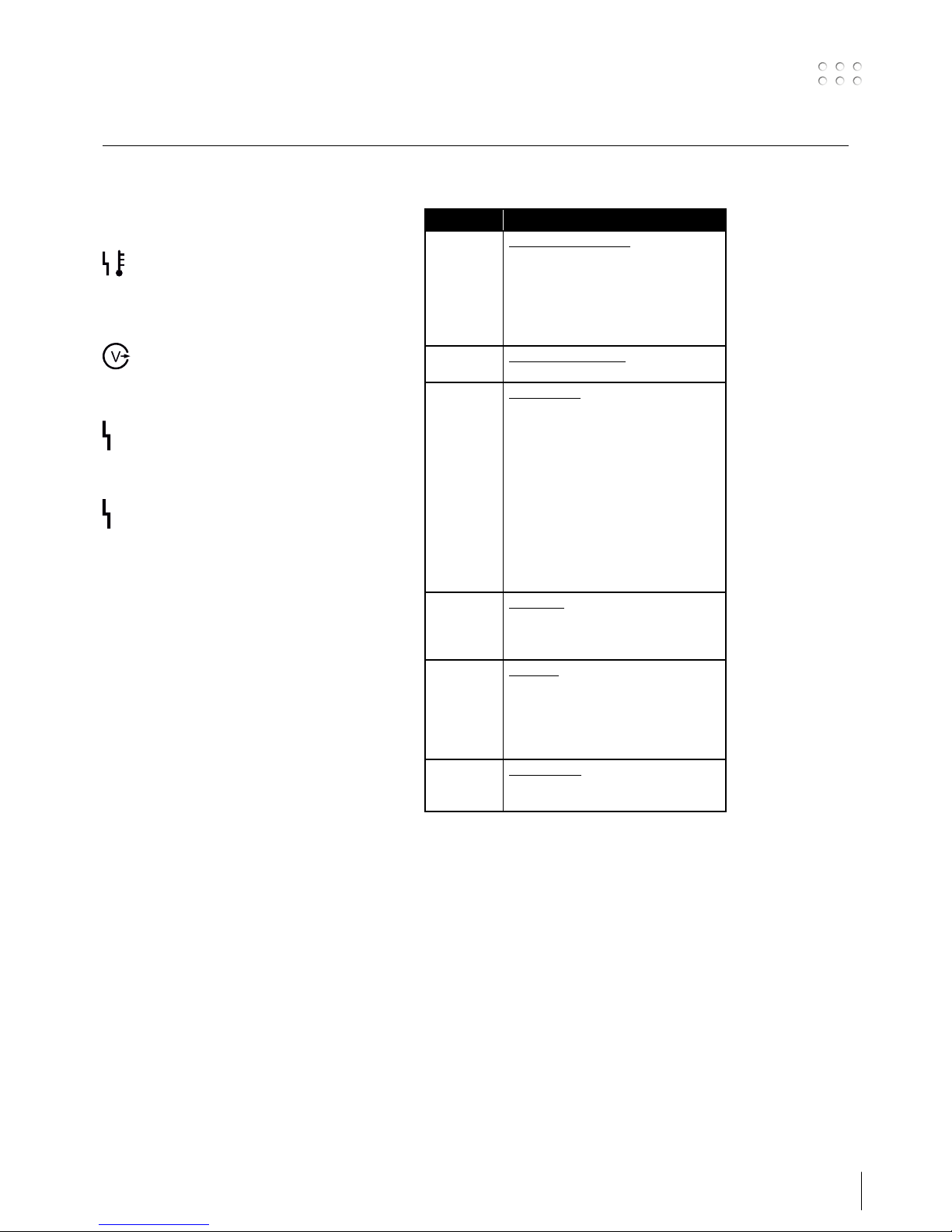
Troubleshooting and solution
Error code Cause and solution
E04-02 Welding voltage error
The icon will be shown, when the
mains voltage is to high.
E04-01 will be shown, when the mains
voltage is to low.
Connect the welding machine to
400V AC, +/-15% 50-60Hz
Fdr Communication error
PI and CWF unit are disconnected.
H2O
Cooling fault
Cooling fault is shown in case of
connection of wrong type of torch, or
if a torch has not been connected.
If a flow control kit has been selected,
the cooling fault may indicate
problems in the cooling unit.
Check that the cooling hoses are
correctly connected, top up the water
tank and check welding hose and
branches.
Reset the error message by pressing
the keypad MMA.
PA.L
Panel lock
Text is displayed, when panel lock
is activated in the user menu (ref.
paragraph “user menu”).
GAS Gas fault
Welding stops and the text GAS
flashes in the display due to shield
gas fault. The error message can be
removed by pressing the MMA-key
pad.
PG.L Program lock
Text is displayed when program lock is
activated in the user menu.
Selected error codes
PI has a sophisticated built-in self-protection system.
The machine automatically stops the gas supply and
interrupts the welding current in case of an error.
Errors are indicated by symbols and error codes.
Temperature fault
The indicator is illuminated, when the power
source is overheated.
Leave the machine on until the built-in fans have
cooled it down.
Welding voltage indicator
The welding voltage indicator is illuminated
for reasons of safety and in order to show if there is
voltage at the output taps.
Mains error indicator
The mains error indicator is illuminated if the
mains voltage is more than 15% lower than the rated
voltage.
Fault symbols
The indicator flashes when other types of errors
occur. At the same time an error code is shown in the
display.
14
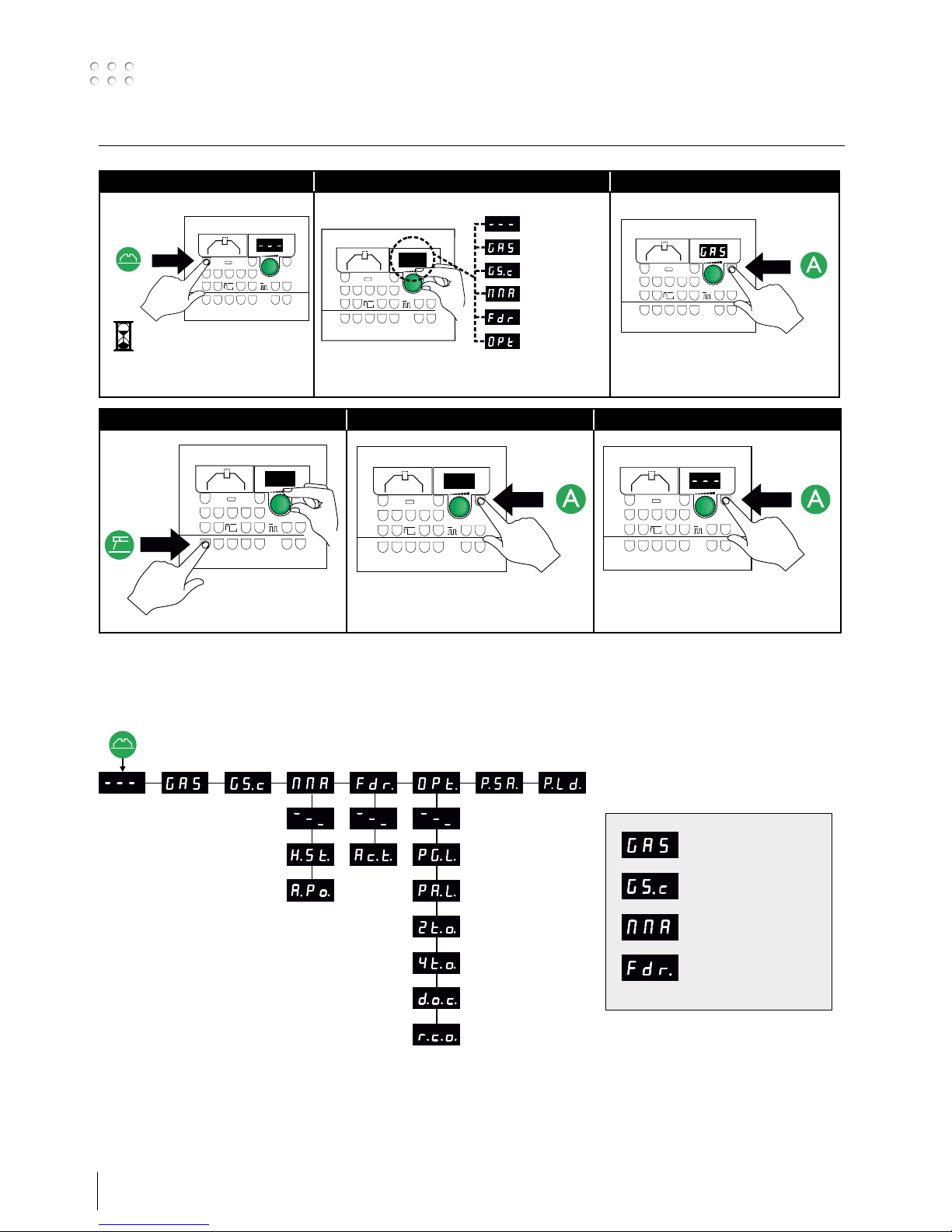
Special functions
1. Open menu 2. Find menu selection 3. Select menu point
3 secs
TIG AC/DC
DOC
Active only in MMA
Active only in TIG
Active only in TIG
Exit menu
TIG AC/DC
DOC
Only IGC
TIG AC/DC
DOC
4. Set parameter 5. Save selected data 6. Exit menu
TIG AC/DC
DOC
TIG AC/DC
DOC
TIG AC/DC
DOC
Parameters and menu selection
Active only in MMA
Only IGC
Active only in TIG
Active only in TIG
15
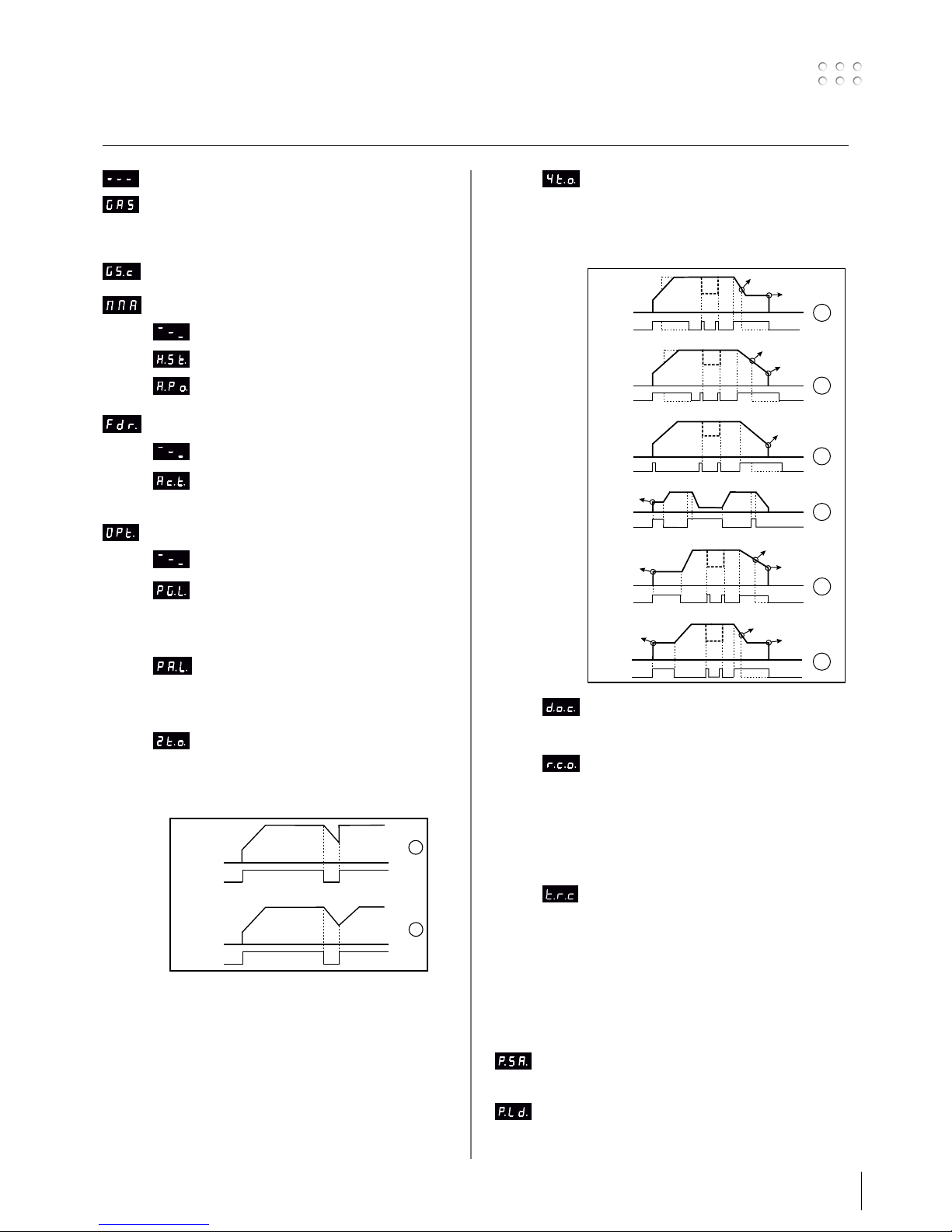
Special functions
Exit from the USER menu
Open/Close the gas valve in order to purge the torch,
check the gas bottle and pressure reducer. Press “A“
to Open/Close the gas. Exiting the USER menu will close the gas
anyway.
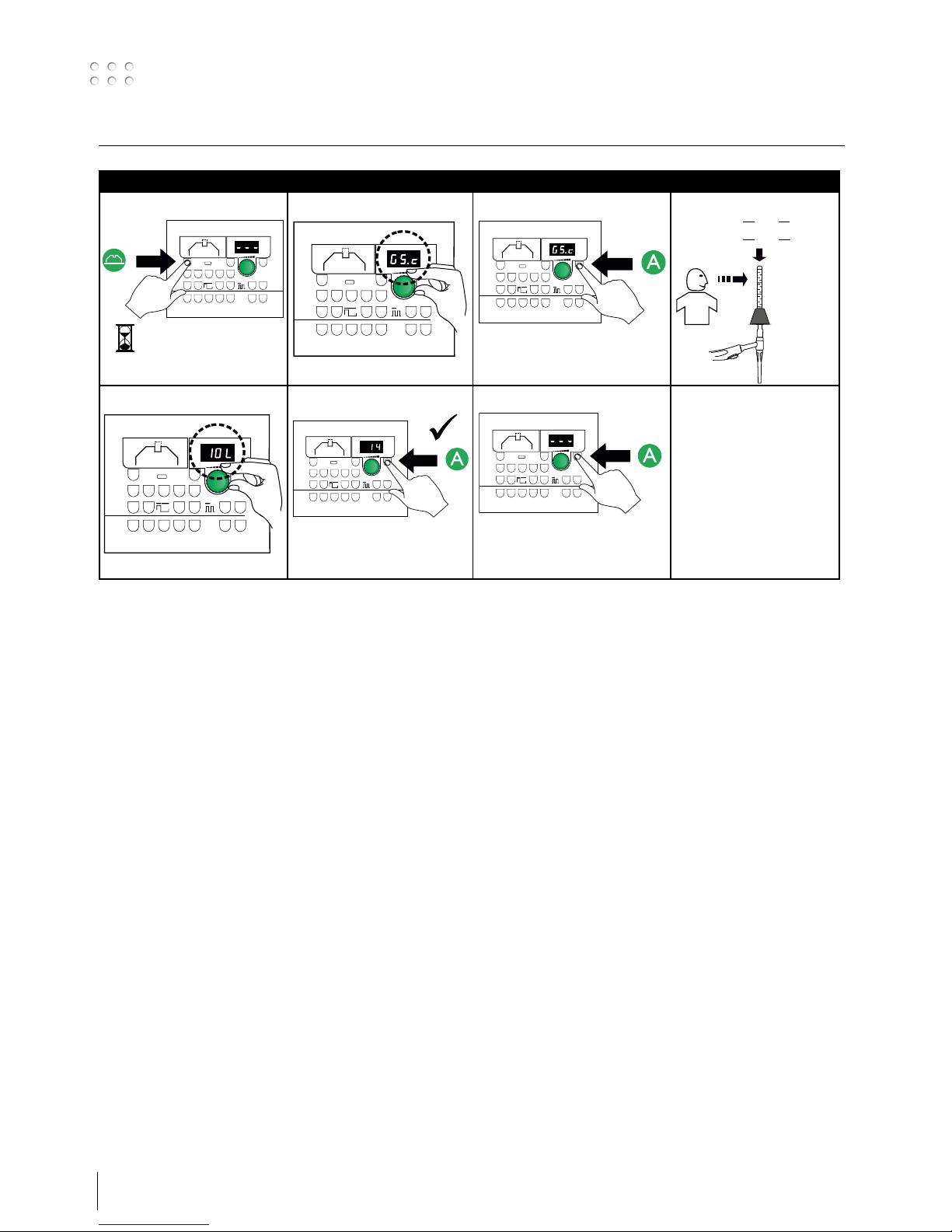
Calibration of gas flow at 10 and 20 litres by means of
flowmeter (81010000).
Submenu for MMA procediment
Exit from submenu
Value of Hot Start
Value of Arc Power
Submenu for wire feeder
Exit from submenu
Active control of CWF
0 = no CWF (default)
1 = at least one CWF
Submenu containing different options
Exit from submenu
Programs LOCK
0 = unlocked (default setting)
1 = locked P3 to P64
2 = locked P1 to P64
Panel LOCK
0 = unlocked (default setting)
1 = locked
2 = locked (as mode 1)
2-times option for torch trigger
0: return to welding current by step. (default)
1: return to welding current by slope up
4-times option for torch trigger
Permit to define 6 different ways to control the
torch trigger when the machine is set as 4Times
stroke (Lift or HF). For detailed description of
different behaviours see the following diagrams.
Select a value in the range 0...5 (1=default setting).
Dynamic Oxide Control
0 = disabled
1 = enabled (default setting)
Remote Control Option
Welding current can be controlled up to previous
SET or to MAX. External reference voltage can
be 0-10V or 0-5V (Condition 2 & 3 presents lower
resolution)
0 = 0-10V Imin to ISET (default)
1 = 0-10V Imin to IMAX
2 = 0-5V Imin to ISET
3 = 0-5V Imin to IMAX
Torch Remote Control
Makes it possible to control how the control unit
on the handle is used when torch adjustment is
enabled.
0 = Setting the current reference (factory default).
1 = Enabling/disabling TIG-A-Tack (the TIG-A-Tack
button is disabled). The control unit is handled
as follows:
Steps 1-3: TIG-A-Tack is enabled
Steps 4-7: The trigger is disabled
Steps 8-10: TIG-A-Tack is disabled
Saves all program settings in an SD card file. Insert an SD card
in the machine (same procedure as for SW update).
Loads program settings from SD card. Use P.SA. to save
program settings.
All the above settings will not be changed during reset to factory
settings.
1
Press / Release
By STEP
0
By SlopeUP
Press / Release
Press / Release
Press / Release
Press / Release
Press / Release
Stop when
slope completed
Keep
final current
0
1
2
3
Press / Release
Keep
final current
5
Press / Release
Stop when
slope completed
4
Stop when
key is released
Stop when
key is released
Stop when
slope completed
Stop when
key is released
Keep
start current
Keep
start current
Keep
start current
Stop when
key is released
16
Special functions
Calibration of gas flow (not all models)
I II III IV
V VI VII
3 secs
TIG AC/DC
DOC
TIG AC/DC
DOC
TIG AC/DC
DOC
min
L
10
=
20
=
Flowmeter
No.: 81010000
min
L
min
L
10
20
min
L
TIG AC/DC
DOC
TIG AC/DC
DOC
TIG AC/DC
DOC
17
Technical data
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: PI ROBO
conforms to directives: 2014/35/EU
2014/30/EU
2011/65/EU
European standards: EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
1) S This machine meets the demand made for machines which are to operate in areas with increased hazard of electric chocks.
2) Equipment marked IP23S is designed for indoor and outdoor applications.
POWER SOURCE PI 500 ROBO AC PI 500 ROBO DC
Mains voltage ±15% (50Hz-60Hz), V 3x400 3x400
Minimum generator size, kVA 36 35
Fuse, A 32 32
Mains current, effective, A 27.2 26.1
Mains current, max., A 35.1 33.7
Power, (100%), kVA 18.8 18.1
Power, max, kVA 24.2 23.3
Power open circuit, W 40 40
Efficiency 0.87 0.91
Power factor 0.89 0.93
Current range MMA, A
Current range TIG, A
5-500
5-500
5-500
5-500
100% duty cycle at 20°C TIG, A
100% duty cycle at 20°C MMA, A
475
475
475
475
max. duty cycle at 20°C TIG, A/%
max. duty cycle at 20°C MMA, A/%
500/80
500/65
500/80
500/80
100% duty cycle at 40°C TIG, A/V
100% duty cycle at 40°C MMA, A/V
420/26.8
420/36.8
420/26.8
420/36.8
60% duty cycle at 40°C TIG, A/V
60% duty cycle at 40°C MMA, A/V
500/30.0
450/38.0
500/30.0
450/38.0
max. duty cycle at 40°C TIG, A/%/V
max. duty cycle at 40°C MMA, A/%/V
500/60/30.0
500/40/40.0
500/60/30.0
500/40/40.0
Open circuit voltage, V
95 95
1
Application class S/CE S/CE
2
Protection class IP23S IP23S
Standards EN/IEC60974-1.
EN/IEC60974-2.
EN/IEC60974-3.
EN/IEC60974-10
EN60974-1.
EN60974-2.
EN60974-3.
EN60974-10
Dimensions (hxwxl), mm 1000x410x685 1000x410x685
Weight, kg 80 59.50
FUNCTION PROCESS VALUE RANGE
Arc-power, % Electrode 0-100
Hot-start, % Electrode 0-100
Anti-freeze TIG/Electrode always on
Start AMP, % TIG 1-200
Stop AMP, % TIG 1-90
Slope-up, sec. TIG 0-20
Slope-down, sec. TIG 0-20
Gas pre-flow, sec. TIG 0-10
Gas post-flow, sec. TIG 0-20
Spot welding time, sec. TIG 0-600
Pulse time, sec. MMA 0.01-10.0
Pause time, sec. MMA 0.01-10.0
Base AMP, % MMA 10-90
Second current (Bilevel), % TIG 10-200
Shield gas flow, l/min TIG 5-27
TIG-ignition TIG HF/LIFTIG
2/4 times triggermode TIG 2/4
COOLING UNIT
Cooling efficiency (1 l/min), W 1650
Cooling efficiency (1,5 l/min), W 1900
Tank capacity, liter 3.5
Flow, bar - °C - l/min 3.0 - 60 - 1.5
Pressure max., bar 4.5
Standard EN/IEC60974-2
18
19
Anschluss und Inbetriebnahme
Warnung
Lesen Sie die Warnhinweise
und Betriebsanleitung
sorgfältig vor der
Inbetriebnahme und
speichern Sie die Information
für den späteren Gebrauch.
Zulässige Installation
Netzanschluss
Die Maschine soll an eine Netzspannung angekuppelt
werden, die mit den Angaben auf dem Typenschild
(U
1
) hinter die Maschine übereinstimmt.
0
l
1
2
Schutzgasanschluss
Den Gasschlauch an der Rückseite der Maschine (3)
an eine Gasversorgung mit Druckregler (2-6 bar)
anschließen. (NB! Einige Druckreglertypen fordern
einen hoheren Ausgangsdruck als 2bar um optimal zu
funktionieren).
Wichtig!
Achten Sie auf festen Sitz der
Anschlüsse von Massekabel und
Schweißschlauch.
Die Stecker und Kabel können
sonst beschädigt werden.
1. Netzanschluss
2. Ein- und Ausschalter
3. Gasschlauch
4. Schutzgasanschluss
5. Anschluß für Masseklemme oder Elektrodenhalter
6. Anschluss 7-poliger Stecker
7. Schnellkupplung für Kühlschläuche
8. Schnellkupplung für Kühlschläuche
9. Ablesen von Kühlflüssigstand
10. Nachfüllen von Kühlflüssigkeit
11. Fernbedienungsanschluß
12. CAN-Anschluss
Anschluß der Schweißschlauch
Power
1
F
F
F
Gas 2-6 bar
3
2
4
5
6
7
8
9
10
11
12
20
Anschluss und Inbetriebnahme
WARNUNG
Bei Betätigung des Brennertasters
liegt Spannung an dem Schweißdraht
und der Elektrode an.
Anschluß von Elektrodenhalter für MMA
Der Elektrodenhalter und Rückstromkabel sind zu Plusbuchse und Minusbuchse anschlossen. Die zu wählende
Polarität ist von den zu verwendenden Elektroden
abhängig und wird gemäß den Herstellerangaben (siehe
Elektroden-Verpackung) gewählt.
Externe CWF Multi einheit (Option)
Es ist möglich bis zu 8 CWF Multi Einheiten auf PI ROBO
durch einen CAN Stecker auf die Rückseite der Maschine
(Option) zu verbinden. Die Maschine ist aber als Standard
nicht für CWF vorbereitet, und es ist deshalb notwendig,
das Benutzermenü zu wählen, danächst das Untermenü
“Fdr” und dann Parameter 1 wählen (siehe BENUTZERMENÜ).
PI kann danach die CWF Einheit direkt von der PI Kontrolleinheit kontrollieren, wo die CWF Einheit und CWF Drahtprogramm vom 1 bis 20 gewählt werden können.
Das Schweißen stoppt, und abhängig von Benutzereinstellung wird die Fehlerköte ”Fdr” gezeigt, wenn
die CWF-Einheit in OFF-Modus gesetzt wird. Dies ist
Information für den Benutzer darüber daß die CWFEinheit nicht auf Startbescheiden von der PI Maschine
reagiert.
Fernbedienungsanschluß
PI ROBO Maschinen mit Fernreglerstecker (11) können
über Fernregler oder direkt vom Schweißautomaten
gesteuert werden. Der Fernbedienungsanschluß hat
folgende Funktionen:
A: Eingangssignal für Schweißstrom-
steuerung, 0 - +10V Eingangswider-
stand: 1Mohm
B: Bezugspunkt für alle Signale
C: Ausgangssignal für brennenden
Lichtbogen (max. 1A), völlig isoliert
D: Keine Belegung
E: Ausgangssignal für brennenden Lichtbogen (max.
1A), völlig isoliert
F: Keine Belegung
G: Versorgungsspannung +24VDC. Mit PTC Widerstand
(max. 50mA) kurzschlussgesichert
H: Masse
Einschalten, Drücken, Schweißen
Einstellung des Schweißprograms
• Die Schweißmaschine auf den Hauptschalter (2) einschalten
• Prozess wählen
Siehe Kurz-
anleitung
• Schweißstrom und sekundäre Parameter einstellen.
Bitte Ihre Quickguide durchlesen
• Die Maschine ist jetzt schweißbereit
A
B
C
H
G
F
E
D
A
+15V
100 nF
20 K
1 M
B
C
D
E
F
G
H
24 VDC
+
PTC 70
100 nF
21
Fehlersuche und Ausbesserung
Fehlerkodes
Ursache und Ausbesserung
E04-02 Schweißspannungsfehler
Das Symbol für Netzspannungsfehler
wird angezeigt, wenn die Netzspannung zu hoch ist.
E04-01 wird angezeigt, wenn die
Netzspannung zu niedrig ist.
Schließen Sie die Maschine bitte an:
400V AC +/- 15% 50-60 Hz
Fdr Kommunikationsfehler
Verbindung zwischen PI und CWFEinheit ist ausgeschaltet.
H2O Kühlfehler
Fehler wegen Anschluss des falschen
Brennertyps oder fehlendes Anschluss
des Brenners.
Wenn eine Flowkontrolllösung in der
Kühleinheit eingebaut ist, kann der
Kühlfehler Probleme in der Einheit
indikieren.
Kontrollieren Sie bitte, dass die Kühleinheit korrekt angeschlossen ist
und der Wasserbehälter ausreichend
gefüllt ist. Überprüfen Sie den
Schweißbrenner und die Wasserkühlanschlüsse.
Der Fehler wird durch Drücken der
MMA-Tast nullgestellt.
PA.L Brettschloss
Text wird gezeigt, wenn das Brettschloss aktiviert ist (Ref. Abschnitt
“Benutzermenü”).
GAS Gasfehler
Das Schweißen stoppt und der Text
GAS blinkt im Display, wenn ein
Schutzgasfehler entstanden ist. Der
Fehler wird durch Drücken der MMATast nullgestellt.
PG.L Programmverschluss
Text wird angezeigt, wenn
Programmverschluss im Menü
aktiviert ist.
Ausgewählte Fehlerkodes
PI hat ein fortschrittliches Selbstschutzsystem.
Die Maschine automatisch stoppt die Gaszufuhr
und unterbricht den Schweißstrom, wenn ein Fehler
entsteht.
Fehlerzustände in der Maschine werden mit Symbolen
und Fehlerkodes gezeigt.
Temperaturfehler
Der Indikator leuchtet, wenn die Stromquelle
überhitzt ist.
Lassen Sie bitte die Maschine eingeschaltet, bis die
eingebauten Lüfter sie genug abgekühlt haben.
Schweißspannung
Der Schweißspannungsanzeiger leuchtet aus
Sicherheitsgründen beim Anliegen einer Spannung auf
der Elektrode bzw. auf dem Brenner auf.
Netzfehler
Der Netzfehlerindikator leuchtet, wenn die
Netzspannung mehr als 15% niedriger als die
berechnete Spannung ist.
Anzeige von Fehlersymbolen
Der Indikator neben dies Symbol blinkt, wenn
andere Fehlerarten aufgetreten sind. Gleichzeitig wird
das Fehlersymbol im Display angezeigt.
22
Sonderfunktionen
1. Menü öffnen 2. Menüwahl finden 3. Menüpunkt wählen
3 secs
TIG AC/DC
DOC
Nur aktiv in MMA
Nur aktiv in WIG
Nur aktiv in WIG
Exit Menü
TIG AC/DC
DOC
Nur IGC
TIG AC/DC
DOC
4. Parameter einstellen 5. Gewählte Daten speichern 6. Menü verlassen
TIG AC/DC
DOC
TIG AC/DC
DOC
TIG AC/DC
DOC
Parameter und Menüwahl
Nur aktiv in MMA
Nur aktiv in WIG
Nur aktiv in WIG
Nur IGC
23
Sonderfunktionen
Exit vom Benutzermenü
Öffnen/Schließen das Gasventil für Entfüllen des Brenners,
Nachprüfung der Gasflasche und des Druckreglers. Zum
Öffnen/Schließen des Gases “A” drücken. Das Gas wird automatisch
geschlossen, wenn das Benutzermenü verlassen wird.
Kalibrieren der Gasmenge bei 10 und 20 Liter durch
Anwendung eines Durchflussmeters (81010000).
Untermenü für den MMA Prozeß
Exit vom Untermenu
Hot Start Wert
Arc Power Wert
Untermenü für CWF Multi
Exit vom Untermenu
Aktive Kontrolle der CWF Einheit
0 = Keine CWF Einheit (Fabrikseinstellung)
1 = minimum 1 CWF
Untermenü, das verschiedene Unterpunkte enthält
Exit vom Untermenu (zurück zu Hauptmenü)
Programmschloss
0 = nicht geschlossen (Fabrikseinstellung)
1 = geschlossen P3 zu P64
2 = geschlossen P1 zu P64
Brettchloss
0 = nicht geschlossen (Fabrikseinstellung)
1 = geschlossen
2 = geschlossen (wie Zustand 1)
2-Takt Tastenmethode
0: Retournieren sofort zum eingestellten
Schweißstrom (Fabrikseinstellung)
1: Retournieren zum Schweißstrom während
Stromanstieg
4-Takt Tastenmethode
Ermöglicht Wahl zwischen 6 verschiedene Methoden
zur Kontrolle der Brennertasten, wenn die Maschine
zu 4-Tastenmethode eingestellt ist (Liftig oder HF).
Die folgenden Diagrammen zeigen die verschiedenen
Prinzipen. Es ist möglich zwischen 0...5 zu wahlen
(1=Fabrikseinstellung)
Dynamic Oxide Control
0 = Deaktiviert
1 = Aktiviert (Fabrikseinstellung)
Remote Control Option
Der Schweißstrom kann bis zu früher eingestellten
Strom oder Max. Strom kontrolliert werden. Externe
Referenzspannung kann 0-10V oder 0-5V (Methode 2
und 3 resultieren in niedriger Auflösung).
0 = 0-10V Imin to ISET (Fabrikseinstellung)
1 = 0-10V Imin to IMAX
2 = 0-5V Imin to ISET
3 = 0-5V Imin to IMAX
Torch Remote Control (Fernregelung des Brenners)
Ermöglicht es, den Gebrauch des Regelungsmoduls
am Brennerhandgriff zu kontrollieren, wenn
Regelung vom Brennerhandgriff aus aktiv ist.
0 = Einstellung der Stromreferenz (Werkseinstellung)
1 = Aktivierung/Deaktivierung von TIG-A-Tack
(Deaktivierung der TIG-A-Tack-Taste).
Das Regelungsmodul wie folgt handhaben:
Stufe 1-3: TIG-A-Tack ist aktiv
Stufe 4-7: Brennertaste ist inaktiv
Stufe 8-10: TIG-A-Tack ist inaktiv
Speichert alle Programmeinstellungen in einer SD-KartenDatei. Eine SD-Karte in die Maschine einstecken (gleiche
Vorgehensweise wie bei SW-Update).
Liest die Programmeinstellungen von der SD-Karte ein. Die
Programmeinstellungen mittels P.SA. speichern.
Alle obenerwähnten Menüwahlen wird nicht durch Reset zu Fabrikseinstellung geändert.
1
Press / Release
By STEP
0
By SlopeUP
Press / Release
Press / Release
Press / Release
Press / Release
Press / Release
Stop when
slope completed
Keep
final current
0
1
2
3
Press / Release
Keep
final current
5
Press / Release
Stop when
slope completed
4
Stop when
key is released
Stop when
key is released
Stop when
slope completed
Stop when
key is released
Keep
start current
Keep
start current
Keep
start current
Stop when
key is released
24
Sonderfunktionen
Kalibrierung des Gasdurchflusses (nicht alle Modelle)
I II III IV
V VI VII
3 secs
TIG AC/DC
DOC
TIG AC/DC
DOC
TIG AC/DC
DOC
min
L
10
=
20
=
Flowmeter
No.: 81010000
min
L
min
L
10
20
min
L
TIG AC/DC
DOC
TIG AC/DC
DOC
TIG AC/DC
DOC

25
Technische Daten
1) S Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter elektrischer Gefährdung
2) Geräte, die der Schutzklasse IP23S entsprechen, sind für den Innen-und Außeneinsatz ausgelegt
EU-KONFORMITÄTSERKLÄRUNG
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Dänemark
erklärt, dass das unten erwähnte Gerät
Typ: PI ROBO
den Bestimmungen der EU-Richtlinien
2014/35/EU
2014/30/EU
2011/65/EU entspricht
Europäische EN/IEC60974-1
Normen: EN/IEC60974-2
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Ausgestellt in Fjerritslev am 17.05.2017
Niels Jørn Jakobsen
CEO
STROMQUELLE PI 500 ROBO AC PI 500 ROBO DC
Netzspannung ±15% (50Hz-60Hz), V 3x400 3x400
Mindestgröße des Generators, kVA 36 35
Sicherung, A 32 32
Effektiver Netzstrom, A 27,2 26,1
Max. Netzstrom, A 35,1 33,7
Leistung, 100%, kVA 18,8 18,1
Leistung, max, kVA 24,2 23,3
Leistung, Leerlauf, W 40 40
Wirkungsgrad 0,87 0,91
Leistungsfaktor 0,89 0,93
Strombereich MMA, A
Strombereich TIG, A
5-500
5-500
5-500
5-500
100% Einschaltdauer bei 20°C TIG, A
100% Einschaltdauer bei 20°C MMA, A
475
475
475
475
Max. Einschaltdauer bei 20°C TIG, A/%
Max. Einschaltdauer bei 20°C MMA, A/%
500/80
500/65
500/80
500/80
100% Einschaltdauer bei 40°C TIG, A/V
100% Einschaltdauer bei 40°C MMA, A/V
420/26,8
420/36,8
420/26,8
420/36,8
60% Einschaltdauer bei 40°C TIG, A/V
60% Einschaltdauer bei 40°C MMA, A/V
500/30,0
450/38,0
500/30,0
450/38,0
Max. Einschaltdauer bei 40°C TIG, A/%/V
Max. Einschaltdauer bei 40°C MMA, A/%/V
500/60/30,0
500/40/40,0
500/60/30,0
500/40/40,0
Leerlaufspannung, V
95 95
1
Anwendungsklasse S/CE S/CE
2
Schutzklasse IP23S IP23S
Normen EN/IEC60974-1,
EN/IEC60974-2,
EN/IEC60974-3,
EN/IEC60974-10
EN60974-1,
EN60974-2,
EN60974-3,
EN60974-10
Dimensionen (HxBxL), mm 1000x410x685 1000x410x685
Gewicht, kg 80 59,50
BEDIENUNG VERFAHREN WERTBEREICH
Arc-power, % Elektrode 0-100
Hot-Start, % Elektrode 0-100
Anti-Klebe-Funktion WIG/Elektrode immer aktiv
Startstrom, % WIG 1-200
Stopstrom, % WIG 1-90
Stromanstieg, Sek. WIG 0-20
Stromsenkung, Sek. WIG 0-20
Gasvorströmung, Sek. WIG 0-10
Gasnachströmung, Sek. WIG 0-20
Punktschweißzeit, Sek. WIG 0-600
Pulszeit, sek. MMA 0,01-10,0
Pausenzeit, Sek. MMA 0,01-10,0
Grundstrom, % MMA 10-90
Ruhestrom, % WIG 10-200
Schutzgasmenge, l/min WIG 5-27
WIG-Zündung WIG HF/LIFTIG
2/4-Takt Tastenfunktion WIG 2/4
KÜHLEINHEIT
Kühlleistung (1 l/min), W 1650
Kühlleistung (1,5 l/min), W 1900
Tankkapazität, liter 3,5
Durchflussmenge, bar - °C - l/min 3,0 - 60 - 1,5
Druck max., bar 4,5
Norm EN/IEC60974-2
26
 Loading...
Loading...