

Migatronic PI 350 PLASMA User Manual
50115028 B1 Valid from 2017 week 17
PI 350 PLASMA
BETJENINGSPANELER
CONTROL PANELS
BEDIENFELDER
FUNKTIONSPANELER
PANNELLI DI CONTROLLO
BEDIENINGSPANELEN
OHJAUSPANEELIT
PANEL STEROWANIA
ПАНЕЛЬ УПРАВЛЕНИЯ
2
Dansk ..................................................................3
English ................................................................9
Deutsch ............................................................. 15
Svenska ............................................................. 21
Italiano .............................................................27
Nederlands .......................................................33
Suomi ................................................................ 39
Polski .................................................................45
Русский ........................................................... 51
3
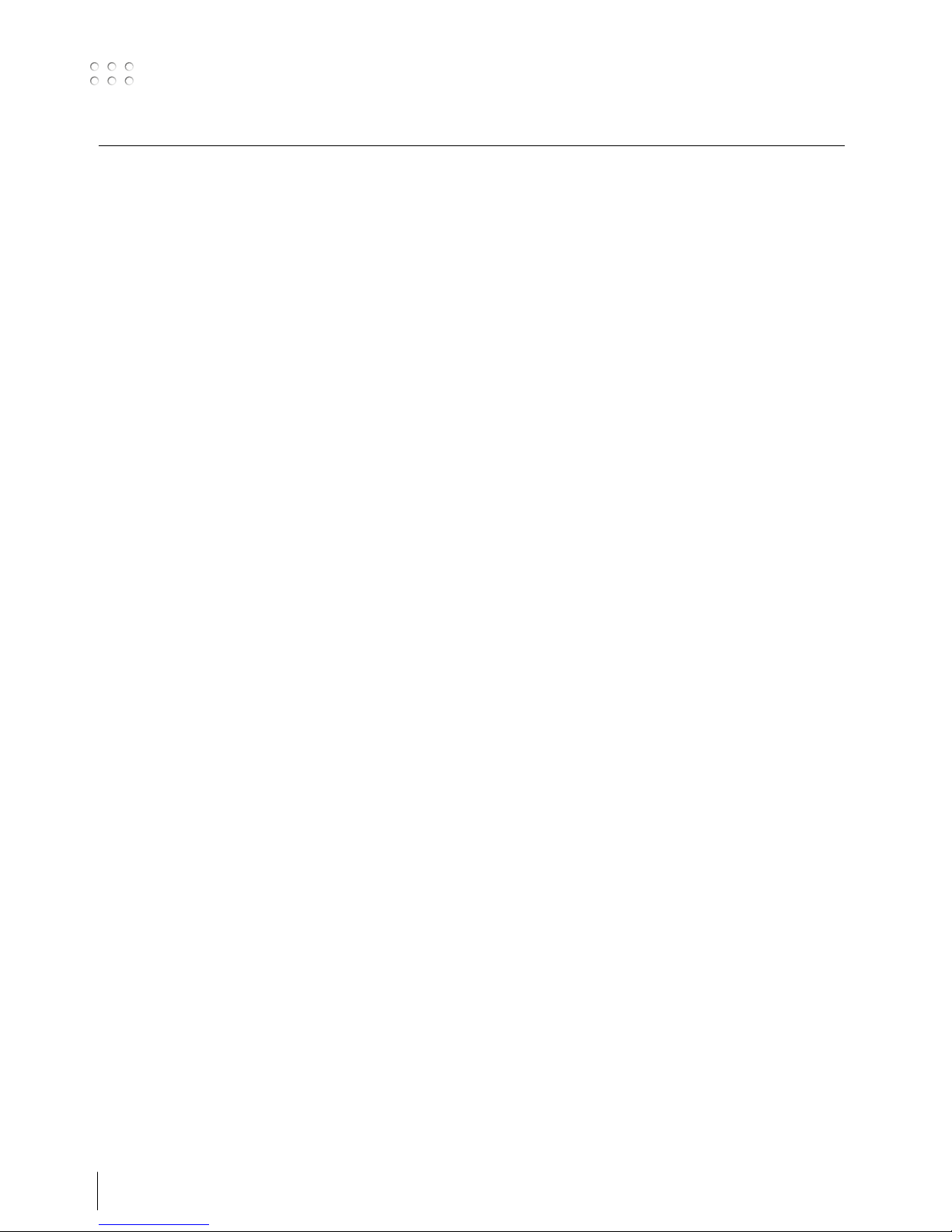
PI Plasma betjeningspanel
t 1 t 2
%
V
TIG PLASMA
GAS
L
/min
GAS GAS
/min
L
t
Drejeknap
Maskinen er forsynet med en drejeknap, som
an-vendes til indstilling af “parametre”. F.eks.
strøm, pulstid, slope-up tid etc.
Denne drejeknap er placeret i højre side af betjenings-
panelet. Det digitale display viser værdien af de valgte
parametre. Parameterens enhed vises til højre for
diplayet.
En parameter vælges med en trykknap i det felt, hvor
funktionen er placeret. Den valgte funktion vises med et
indikationslys. Derefter drejes der på drejeknappen for at
indstille en ny parameterværdi.
Programindstillinger
Denne funktion gør det muligt at gemme
programmer i maskinen og derved at kunne skifte
imellem forskellige komplette indstillinger. Mens tasten
trykkes ind, viser displayet et “P” efterfulgt af et nummer:
“1”, “2” osv. Hvert af disse numre er en indstilling af alle
maskinens parametre og funktioner. Man kan dermed
have en indstilling til hver af de svejseopgaver, som
maskinen benyttes til.
Det er muligt at have 64 indstillinger i alle svejseprocesser
(MMA, TIG og PLASMA) = i alt 192 programpladser.
Hver enkelt Program vælges ved:
1. Vælg imellem MMA, TIG DC eller PLASMA.
2. Vælg til sidst programnr. (P01…P64). Der skiftes
mellem programmer ved at benytte drejeknappen, når
programtasten er trykket nede.
Når programtasten vælges, vises den sidst anvendte
programindstilling i den pågældende programgruppe
(MMA, TIG DC og PLASMA).
Reset af svejseprogrammer
Vælg det pågældende program, der ønskes reset til
fabriksindstilling. Hold -knappen nede i 10 sek. uden
at dreje på drejeknappen. Når displayet blinker med det
pågældende programnummer, er programmet indstillet til
fabriksindstilling, og -knappen kan igen slippes.
1
1
2
2 3
3
4
4
5
5
Svejsestrøm
Når denne tast aktiveres, vil man på drejeknappen
indstille svejsestrømmen. Variabel fra 5A til 350A i
Plasma eller fra 5A til 500A i TIG/MMA. Når der ikke svejses,
vil den indstillede strøm vises i displayet, mens der under
svejsning bliver vist den aktuelle svejsestrøm. Under pulssvejsning vil der automatisk skiftes til at vise en gennemsnitsværdi
af svejsestrømmen, når skift mellem svejsestrøm og grundstrøm bliver hurtigere, end det er muligt at opfatte.
Enheder for parameter
Enheder for den parameter, der er vist i displayet.
Valg af svejseproces
Elektrode svejsning (MMA)
Tryk på tasten for at vælge Elektrodesvejsning.
TIG svejsning
Tryk på tasten for at vælge TIG svejsning.
PLASMA svejsning
Tryk på tasten for at vælge PLASMA svejsning.
TIG og PLASMA svejsning
TIG og PLASMA svejsning
Parametrene kan indstilles ved hjælp af drejeknap-
pen, når de vises i displayet. Tryk på tasten, indtil den
relevante parameter er valgt.
Gasforstrømning/Pre-flow [s]
Gasforstrømningstiden er tiden, fra brænder-
tasten aktiveres, og gasstrømningen begynder, til
HF-tændingen kobles ind. Tiden kan indstilles mellem 0 og
10 sekunder. I LIFTIG varer perioden, indtil brænderen løftes
væk fra emnet.
Startstrøm [A%]
Lige efter at lysbuen er etableret, regulerer
maskinen svejsestrømmen til den værdi, der er
angivet med denne parameter. Startstrømmen indstilles
som en procentdel af svejsestrømmen og er variabel mellem
1-200% af svejsestrømmen. Bemærk at en strømværdi på
højere end 100% genererer en startstrøm, der er højere end
svejsestrømmen.
6
6 7
7
8
t 1 t 2
t
1
8
9
12
10
9
10
11
13
20
14
15
16
17
18
19
21
22 23
24 25
2627 28 29

4
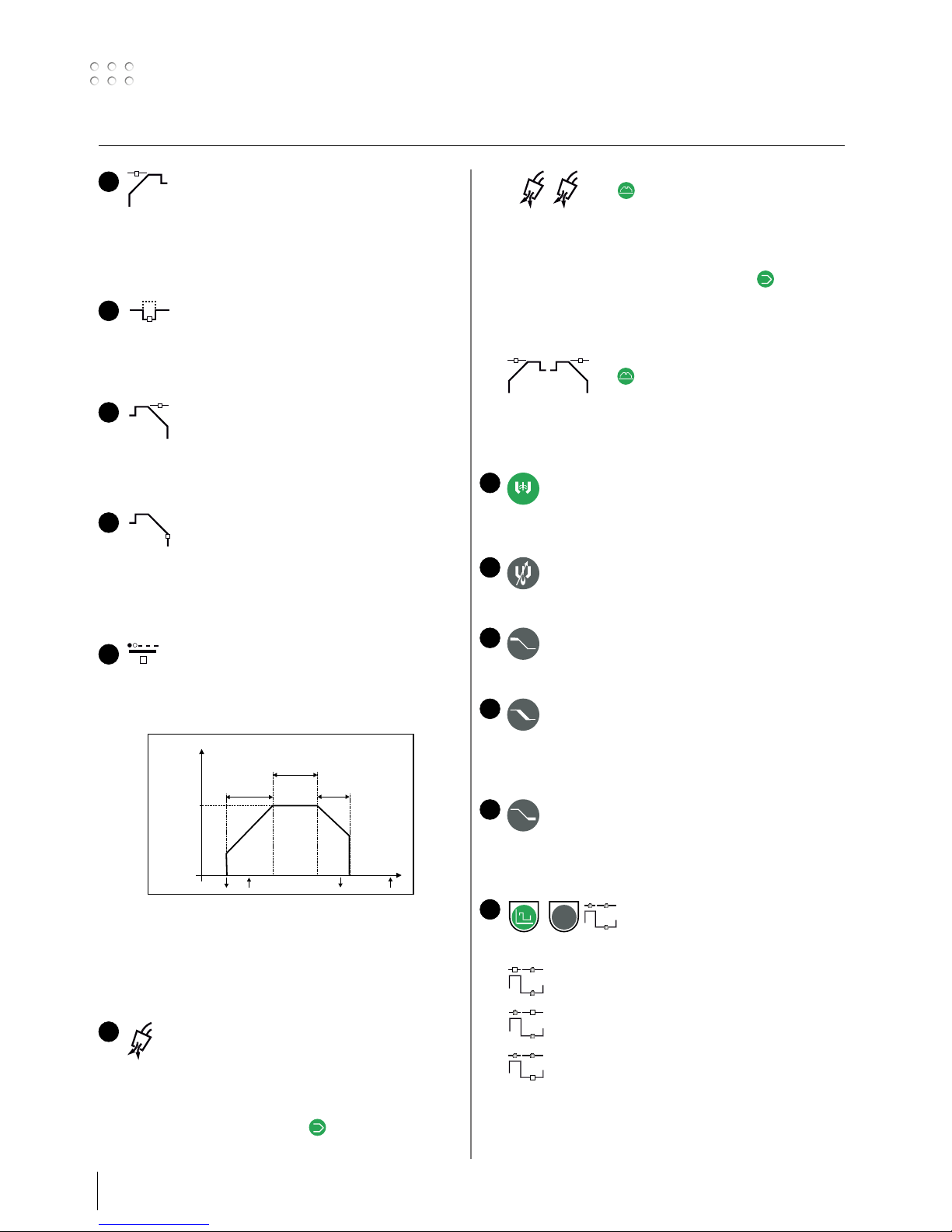
Slope-up [s]
Når lysbuen er etableret, går svejseprocessen ind
i slope-up-fasen, hvor svejsestrømmen hæves fra
den værdi, der er valgt som startstrøm, til den ønskede
svejsestrøm. Varigheden af denne fase er strømstigningstiden. Tiden kan indstilles mellem 0 og 20 sekunder i trin
af 0,1 sek.
Sekundær strømniveau (kun TIG DC 4-takt)
Variabel fra 10 til 200% af svejsestrømmen.
Denne funktion kan kun vælges i fire-takt ved hurtigt at
presse og slippe brændertasten. Bemærk at en strømværdi
på mere end 100% genererer en sekundær strøm, der er
højere end svejsestrømmen.
Slope-down [s]
Når svejsningen stoppes med brændertasten,
går maskinen ind i slope-down-fasen. I løbet af
denne fase sænkes strømmen fra den indstillede svejsestrøm til slutstrømmen. Det er varigheden af denne fase,
der indstilles som strømsænkningstiden. Tiden kan indstilles mellem 0 og 20 sekunder i trin af 0,1 sek.
Slutstrøm [A%]
Strømsænkningsfasen afsluttes, når strømstyrken
er faldet til slutstrømmen. Det er i firetakt muligt
at fortsætte i slutstrømmen, indtil brændertasten slippes,
afhængigt af valg i brugermenu. Slutstrømmen indstilles
som en procentdel mellem 1 og 90% af den indstillede
svejsestrøm.
Punktsvejsetid
Punktsvejsetiden i TIG er tiden, fra strømstigningen er afsluttet, til strømsænkningen påbegyndes.
Punktsvejsetiden er derfor den tid, der svejses med den
indstillede strøm. Lysdioden blinker, når funktionen er
aktiv.
Tiden skal indstilles, inden lysbuen tændes. Ved at slippe
svejsebrænderens tast er det muligt at afbryde punktsvejsetiden. Tiden kan indstilles mellem 0,01 og 600 sek.
Funktionen er frakoblet, når tiden er indstillet til 0 sek.
Under hæftesvejsning kan tiden indstilles fra 0,01 sek. til
2,5 sek. (se TIG-A-TACK).
Gasefterstrømning / Post-flow [s]
Gasefterstrømningstiden er tiden, fra lysbuen
slukker, til gastilførslen afbrydes. Tiden kan
indstilles mellem 0 og 20 sekunder.
I TIG DC kan synergisk post-flow (option) aktiveres
ved at indstille tiden til mindre end 0 sek., hvis IGC kit
er monteret. Displayet viser da IGC, og den aktuelle
gasefterstrømning. Det synergiske post-flow kan justeres
+/- 50% ved at trykke på -knappen og justere på
drejeknappen (når funktionen er aktiv).
11
IGC Gaskontrolkit
Tryk på -knappen indtil gasfor- og
efterstrømningsikonerne oplyses.
Gasflowet kan indstilles mellem 4 og 26 l/min.
Synergisk gas flow kan aktiveres i TIG DC ved at indstille
l/min til mindre end 4 l. Displayet viser da IGC og det
aktuelle gas flow. Det synergiske gasflow kan justeres
+/- 50% ved at trykke på -knappen og justere på
drejeknappen (når funktionen er aktiv).
Gasreguleringen sættes ud af drift og gasventilen åbnes
helt ved at indstille gasflowraten til 27l.
CWF trådprogram (option)
Tryk på -tasten indtil strømstignings-
og strømsænkningsikonerne tændes.
Displayet viser X.YY, hvor X er CWF enhedens ID-nummer,
og YY er CWF-enhedens trådprogram. Drej på drejeknappen for at vælge ID/program. 0.00 anvendes, når CWF er
fravalgt (fabriksindstilling).
Pilotlysbue on/off (PLASMA svejsning)
Tryk på knappen i 6 sekunder for at aktivere pilot-
lysbuen. Plasmagassystemet åbnes straks for at
rense brændersystemet. Lysbuen slukkes, når tasten gentrykkes.
Pilotlysbueintensitet (PLASMA svejsning)
Tryk på knappen for at genkalde og regulere pilot-
lysbueintensiteten. Strømstyrken kan reguleres fra
3-20A i trin af 0,5 A.
Plasmagasflow (PLASMA svejsning)
Tryk på knappen for at regulere mængden af
plasmagas. Gasflowmængden kan reguleres fra
0,1-9,0l i trin af 0,1 l.
Plasmagas slope-down (PLASMA svejsning)
Det er muligt at skabe en meget præcis gas slope-
down, der er synkroniseret med strøm slope-down.
Denne funktion er beregnet til ”keyhole” svejsninger.
Tryk på knappen for at indstille slope-down tiden. Tiden
kan reguleres i trin af 0,1 s.
Plasmagas slutværdi (PLASMA svejsning)
Dette er slutværdien af plasmagasmængden ved
slutningen af plasmagas slope-down.
Denne fastholdes, indtil svejsningen stoppes. Denne
funktion er beregnet til ”keyhole” svejsninger. Tryk på
knappen for at indstille værdien. Værdien kan reguleres
fra 0,1-9,0 l i trin af 0,1 l.
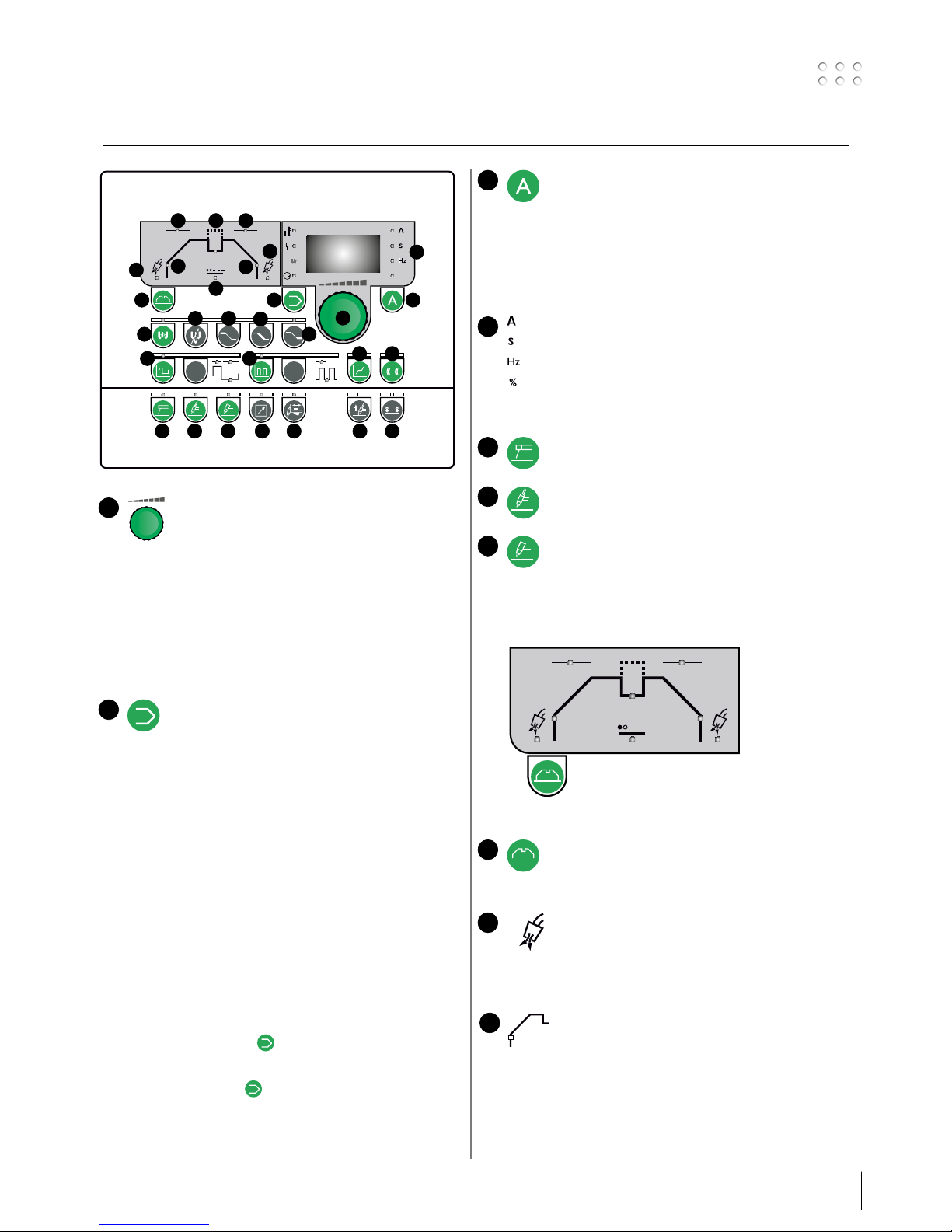
Langsom puls
Anvendes til valg af langsom
puls. Pulsstrømmen er den samme
som indstillet strøm. Herefter er det muligt at indstille
følgende pulsparametre:
Pulstid
Variabel fra 0,01 til 10 sek. i DC
Pausetid
Variabel fra 0,01 til 10 sek.
Basisstrøm
Variabel fra 10 til 90% af pulsstrømmen.
PI Plasma betjeningspanel
12
13
14
15
tid
strøm
taste ned ( ) / op ( )
slope-up
slope-down
punktsvejsetid
Indstillet
svejsestrøm
t
2
16
17
t
2
t
1
18
19
GAS
L
/min
20
GAS
t
21
GAS
/min
L
22
5
Hurtig puls
Anvendes til valg af hurtig puls.
Pulsstrømmen er den samme
som indstillet strøm. Herefter er det muligt at indstille
følgende pulsparametre:
Pulsfrekvens
Variabel fra 25 Hz til 988 Hz i TIG DC/ PLASMA og
variabel fra 25-100 Hz i MMA.
Basisstrøm
Variabel fra 10 til 90% af pulsstrømmen.
Synergi PLUSTM
Maskinen indstiller i denne funktion automatisk
og dynamisk alle overordnede pulsparametre, når
max. svejsestrømmen er indstillet på drejeknappen.
TIG hæftesvejsning TIG-A-TACK
TM
Det er muligt at gemme en hæftesvejsefunktion i
det enkelte aktuelle program, så man kan foretage
et hurtigt skift fra svejsning til hæftesvejsning. Der vil være
følgende parametre til rådighed i denne funktion TIG DC
og Plasma:
- HF Lysbuetænding 2-takt
- Ingen slope-up/slope-down
- Ingen puls
- Pre-gas/post-gas værdier genbruges fra det aktuelle
program
- Punktsvejsetid fra 0,01 til 2,5 sek. i trin af 0,01 sek. ind-
stilles ved at vælge parameteren “punktsvejsetid” .
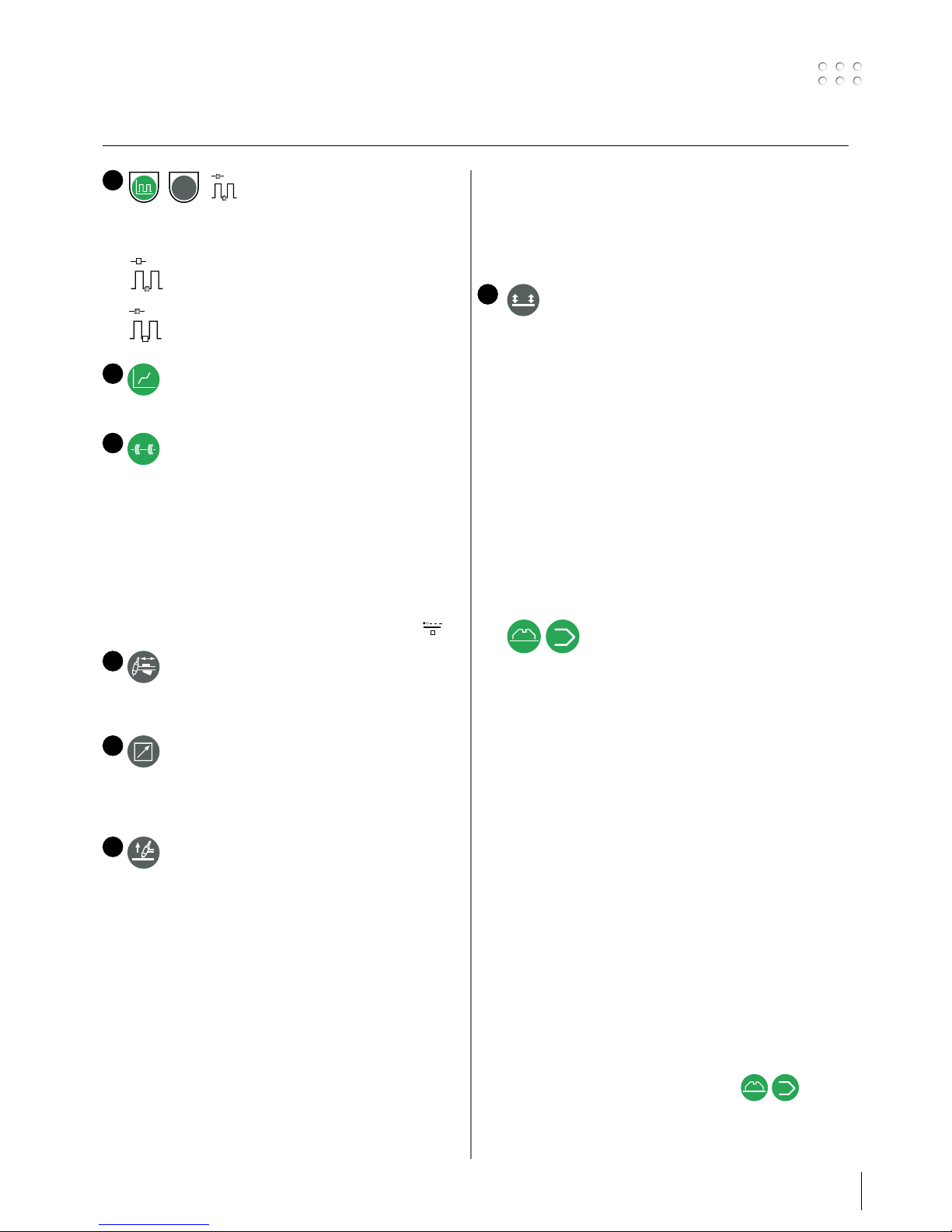
Brænderregulering/fjernbetjening – 7-pin stik
Svejsestrømmen indstilles ved hjælp af brænder-
potentiometret (extra udstyr). Den maksimale
svejsestrøm indstilles på frontpanelet.
Minimumstrøm er 5A.
Fjernbetjening – 8-pin stik
Kan anvendes til fodpedal (ekstra udstyr) og fjern-
betjeninger (ekstra udstyr) der benytter 8-pin stik.
Anvendes til justering af strøm.
Den maksimale svejsestrøm indstilles på frontpanelet.
Den aktuelle strøm vises i displayet.
Tændingsmetode
Der kan vælges mellem to forskellige tændings-
metoder ved TIG-svejsning: HF og LIFTIG.
Tændingsmetoden kan ikke ændres under svejsning.
LIFTIG-tænding er aktiv, når indikatoren er oplyst. En
tredje funktion tillader brug af TIG brænder uden tast:
LIFTIG uden tast af brænder.
HF-tænding
I HF-tænding skal elektroden ikke berøre emnet.
En HF-impuls tænder lysbuen, når brændertasten
aktiveres. Skulle man ved et uheld berøre emnet under
HF-tænding, vil maskinen stoppe tændingen. Løft
elektroden og genstart tændingen.
LIFTIG-tænding
Elektroden skal berøre svejseemnet for at tænde TIG lysbuen. Brændertasten aktiveres, og lysbuen etableres, når
elektroden løftes fra svejseemnet.
LIFTIG-tænding uden tast af brænder (TIG)
Denne funktion tillader brug af TIG brænder uden tast:
tænd lysbuen ved at lade elektroden røre svejseemnet og
derefter løfte brænderen for at etablere lysbuen.
Hold tasten inde i 3 sekunder og funktionen er aktiveret,
når lysdioden begynder at blinke. Sluk lysbuen ved at
fjerne brænderen fra svejseemnet.
Valg af tastemetode
Der kan vælges tastemetode. Når lysdioden er
tændt, er der valgt fire-takt, og når lysdioden
er slukket, er der valgt to-takt. Der kan ikke ændres
tastemetode, når der svejses.
To-takt
Svejseforløbet begynder, når brændertasten trykkes ind.
Når brændertasten slippes, påbegyndes strømsænkningen.
Det er muligt at vælge imellem 2 typer 2-takt triggermode. Læs om 2-takt mulighederne under afsnittet
”Brugermenu”.
Fire-takt (kun TIG)
Svejseforløbet begynder, når brændertasten trykkes ind.
Hvis brændertasten slippes under slope-up perioden fortsætter svejsningen med den indstillede svejsestrøm. For
at afslutte svejsningen trykkes brændertasten ind igen i
mere end 0,5 sek., hvorefter strømsænkningen påbegyndes. Strømsænkningen kan standses ved at slippe tasten.
Herefter påbegyndes gasefterstrømningen. Det er muligt
at vælge imellem 3 typer 4-takt trigger-mode. Læs om
4-takt mulighederne under afsnittet “Brugermenu”.
Reset af alle programmer
Det er muligt at returnere til fabriksind-
stilling af alle programmer på én gang.
Maskinen vil herefter være indstillet med følgende
parametre:
• MMA strøm 80A
• MMA hotstart 50%
• MMA arc power 50%
• TIG strøm 80A
• TIG punktstrøm 80A
• PLASMA strøm 80A
• PLASMA pilotlysbue 10A
• PLASMAGAS 3,0l
• PLASMAGAS slope-down 0 sek.
• PLASMAGAS slutstrøm 0,1l
• Beskyttelsesgas 3,0l
• Gasforstrømning 0,0 sek.
• Gasefterstrømning 3,0 sek.
• Ingen slope-up/slope-down
• Startstrøm 40%
• Slutstrøm 20%
• Sekundær strømniveau 50%
• Grundstrøm 40%
• Hurtig pulsfrekvens 49Hz
• Pausetid = Pulstid = 0,1 sek.
• Kølemetode = 1 (ekstern køling)
Reset funktionen aktiveres ved at slukke for maskinen og
vente, indtil displayet slukkes.
Følgende taster holdes nede samtidigt:
Maskinen tændes, og ovennævnte taster
holdes nede, indtil displayet viser “X.XX”. Tasterne kan
herefter slippes.
X.XX er programmets software version.
PI Plasma betjeningspanel
23
24
25
26
27
28
29
6
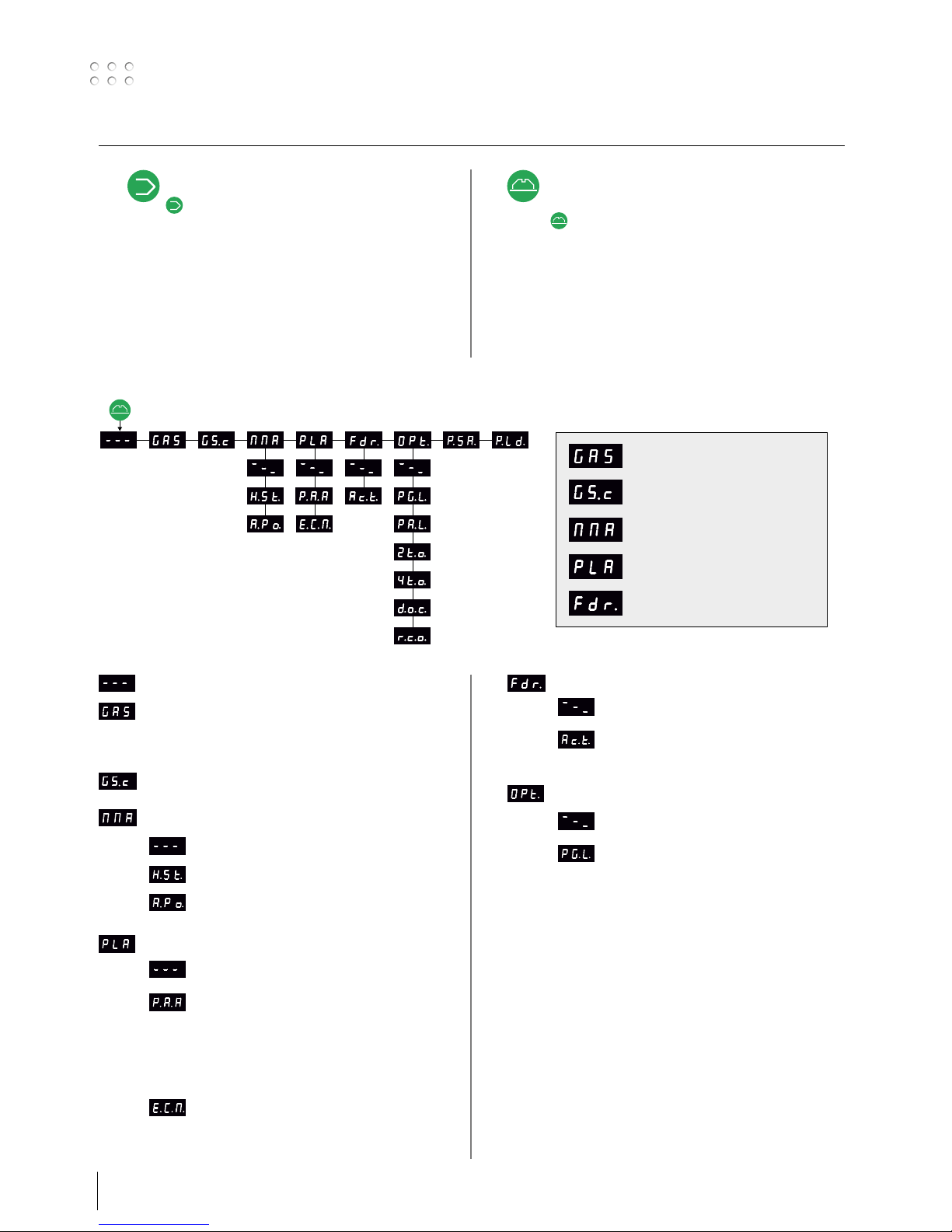
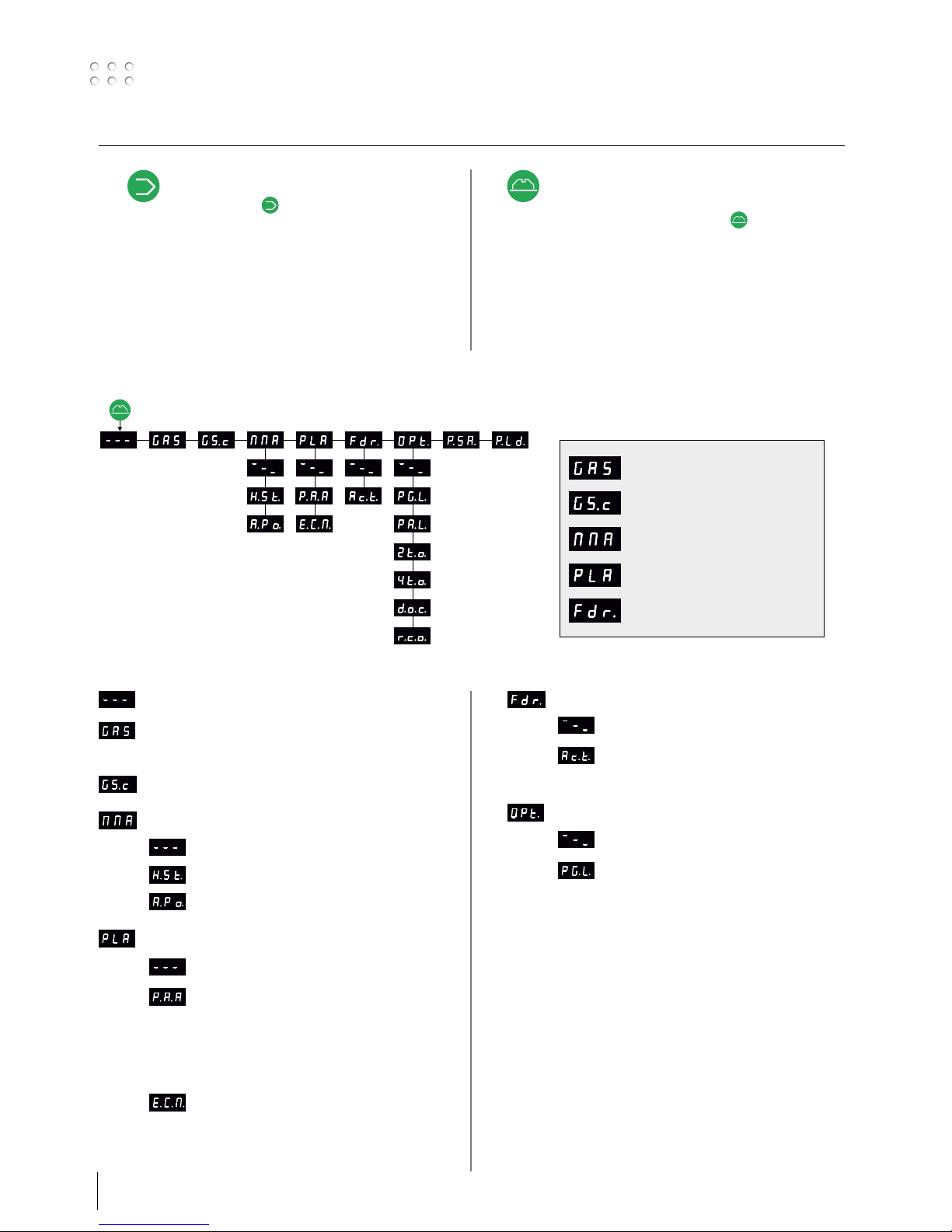
Brugermenu
Denne menu gør det muligt at lave sine egne
avancerede brugerindstillinger.
Tryk på -tasten i 3 sekunder for at åbne op for
menuen, når maskinen ikke svejser. Drej på drejeknappen
indtil det ønskede menuvalg vises og aktiver valget ved at
trykke på ”A” tasten.
Hold MMA knappen nede for at ændre parametrene og
drej igen drejeknappen. Tryk på ”A” tasten for at gemme
de valgte data. Menuen og dens underpunkter forlades
ved at vælge ”- - -” med ”A” tasten.
Diagrammet nedenfor viser alle parametre og menuvalg:
Reset af et enkelt program
Vælg det pågældende program og tryk på
-tasten. Hold knappen inde i 5 sek. uden at
dreje på drejeknappen. Displayet vil vise det aktuelle
programnummer med blinkende segmenter som
indikation på, at reset er i gang. Når knappen slippes,
vil det aktuelle program indeholde fabriksindstilling (se
ovenstående værdier).
PI Plasma betjeningspanel
Parametre og menuvalg
Kun aktiv i MMA
Kun aktiv i PLASMA
Kun aktiv i TIG og PLASMA
Kun aktiv i TIG og PLASMA
Exit fra brugermenu
Åben/luk gasventilen for at fylde brænderen, checke gas-
flasken og trykventilen. Tryk “A“ for at åbne/lukke gassen.
Der vil automatisk blive lukket for gassen, når brugermenuen forlades.
Kalibrering af gasflow ved 10 og 20 liter ved hjælp af flow-
meter (81010000)
Undermenu for MMA processen
Exit fra undermenu
Værdi af Hot Start
Værdi af Arc Power
Undermenu for PLASMA processen
Exit fra undermenu
Aktiv pilotlysbue
Kontrollerer aktivering af Pilotlysbuen under
svejsning
0: Lysbue altid OFF
1: Lysbue altid ON under slope-up og slope-down
2: lysbue altid ON (standardindstilling)
External Cooling Mode (Eksternt kølevalg)
Vælg imellem intern og extern køling
0: INTERN køling
1: EKSTERN køling (fabriksindstilling)
Undermenu for CWF Multi
Exit fra undermenu
Aktiv kontrol af CWF
0 = ingen CWF (fabriksindstilling)
1 = minimum 1 CWF
Undermenu der indeholder forskellige undermenuer
Exit fra undermenu (retur til hovedmenu)
Programlås
Beskyttelse af program P3 til P64 (tilstand 1)
eller P1 til P64 (tilstand 2) mod utilsigtet ændring af:
• svejsestrømme, slopes, tider
• Tastemetode 2T/4T
• Intern/ekstern regulering
• Pulsvalg
Det er stadigt muligt at vælge imellem programmer og
svejseproces.
Program P1 og P2 er ulåste(tilstand 1), så der er fuld
kontrol af alle parametre.
Når programlåsen er aktiveret, vil displayet blinke med
skriften “PG.L.”
0 = ulåst (fabriksindstilling)
1 = låst P3 til P64
2 = låst P1 til P64
Kun IGC
7
PI Plasma betjeningspanel
Panellås
Taster og drejeknap er låst ud fra tilstand 1 eller 2.
Når panellåsen er aktiveret, vil displayet blinke med skriften
“PA.L.”
0 = ulåst (fabriksindstilling)
1 = låst undtagen “pilot lysbue TIL/FRA”
2 = Alt låst
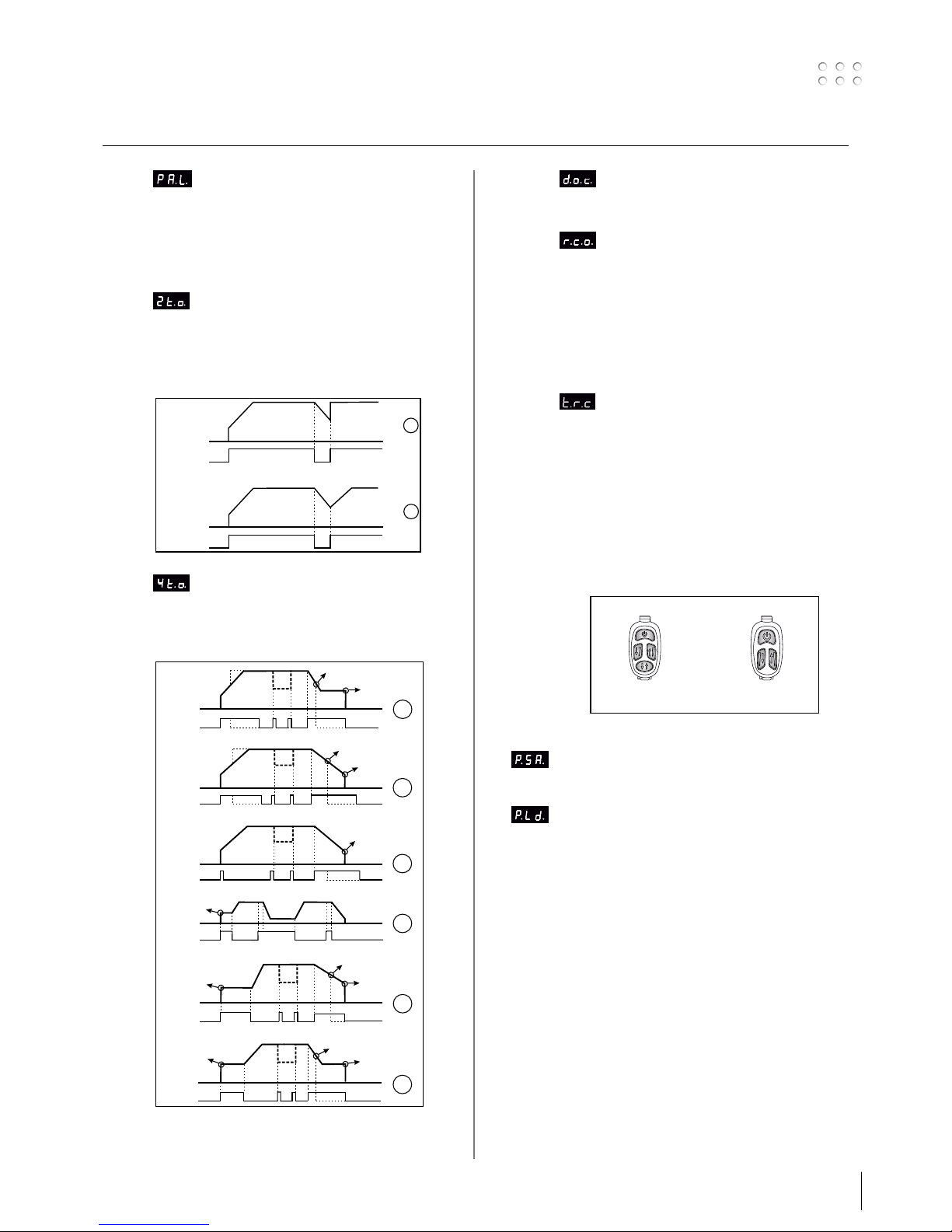
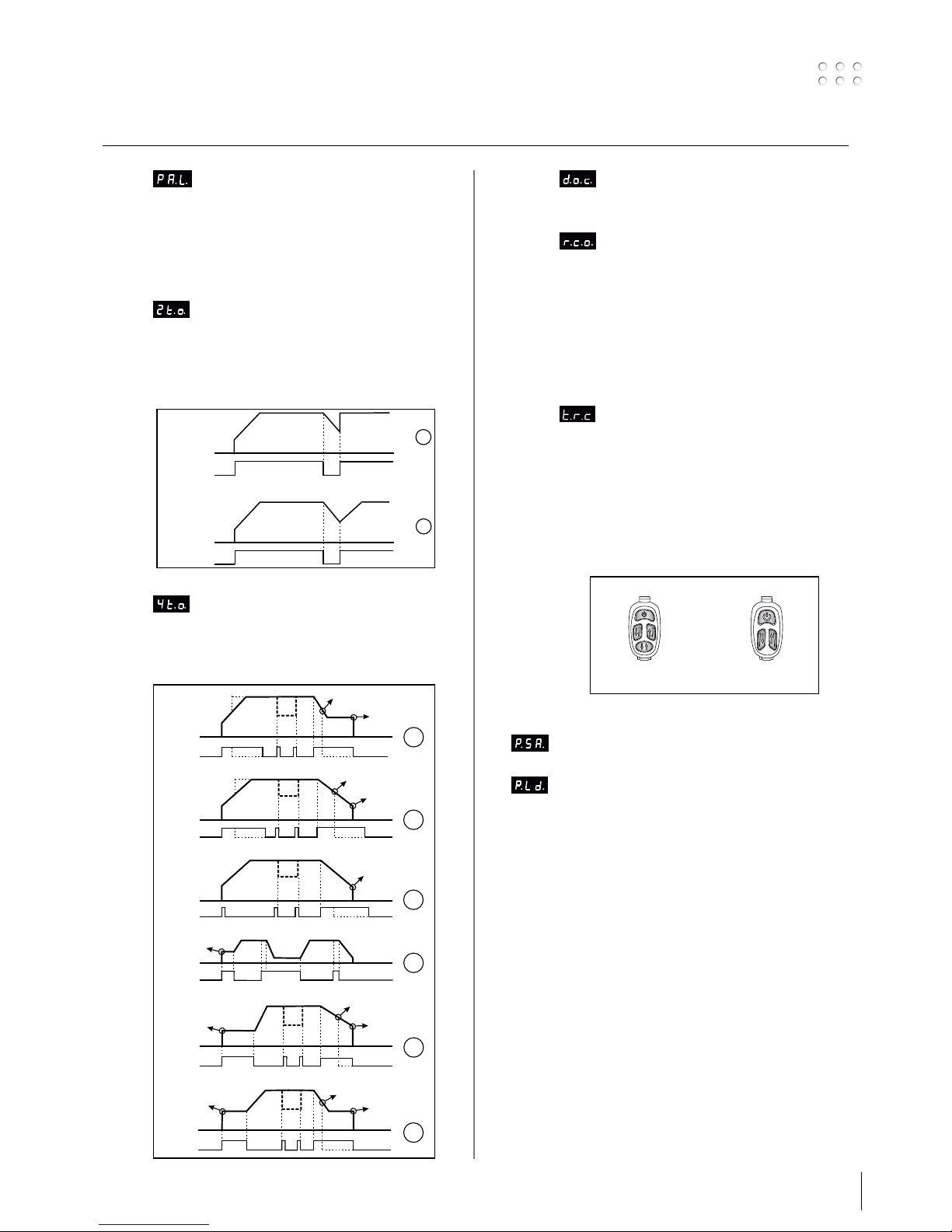
2-takt metodevalg
Gør det muligt at vælge mellem 2 forskellige
metoder til at kontrollere gentastning af maskinen under
strømsænkning. De følgende diagrammer viser de forskellige principper.
0: retur til svejsestrøm ved step (fabriksindstilling)
1: Retur til svejsestrøm ved slope-up
4-takt metodevalg
Gør det muligt at vælge imellem 6 forskellige
metoder til at kontrollere brændertasten, når maskinen er
indstillet til 4-takt tastemetode (Liftig eller HF). De følgende
diagrammer viser de forskellige principper. Vælg imellem
0...5 (1=fabriksindstilling).
Dynamic Oxide Control
0 = deaktiveret
1 = aktiveret (fabriksindstilling)
Remote Control Option
Gør det muligt at vælge imellem 4 forskellige
metoder afhængigt af tilsluttet ekstern enhed. Svejsestrøm kan kontrolleres op til tidligere indstillet eller maks.
Ekstern referencespænding kan være 0-10V eller 0-5V
(metode 2 og 3 giver lavere opløsning).
0 = 0-10V Imin to ISET (fabriksindstilling)
1 = 0-10V Imin to IMAX
2 = 0-5V Imin to ISET
3 = 0-5V Imin to IMAX
Torch Remote Control
(Fjernregulering af brænder)
Gør det muligt at kontrollere brugen af
reguleringsmodulet på brænderhåndtaget, når
håndtagsregulering er aktiv.
0 = Indstilling af strømreference (fabriksindstilling)
1 = Aktivering/deaktivering af TIG-A-Tack (TIG-A-
Tack knappen deaktiveres). Reguleringsmodulet
håndteres som følger:
Trin 1-3: TIG-A-Tack er aktiv
Trin 4-7: Brændertasten er inaktiv
Trin 8-10: TIG-A-Tack er inaktiv
2 = Up/Down modul
* Langt tryk for konstant forøgelse/reducering
Gemmer alle programindstillinger i en fil på SD-kort. Der
skal indsættes et SD-kort inde i maskinen (på samme måde
som ved SW-update).
Indlæser programindstillinger fra SD-kort.
Programindstillingerne skal være gemt vha. P.SA.
Alle ovenstående menuvalg ændres ikke ved reset til
fabriksindstilling.
1
Press / Release
By STEP
0
By SlopeUP
Press / Release
Press / Release
Press / Release
Press / Release
Press / Release
Stop when
slope completed
Keep
final current
0
1
2
3
Press / Release
Keep
final current
5
Press / Release
Stop when
slope completed
4
Stop when
key is released
Stop when
key is released
Stop when
slope completed
Stop when
key is released
Keep
start current
Keep
start current
Keep
start current
Stop when
key is released
TIG-A-Tack
aktiv/inaktiv
Tast
2A/* 2A/*
Tast
2A/
* 2A/*
8
9
PI Plasma control panel
t 1 t 2
%
V
TIG PLASMA
GAS
L
/min
GAS GAS
/min
L
t
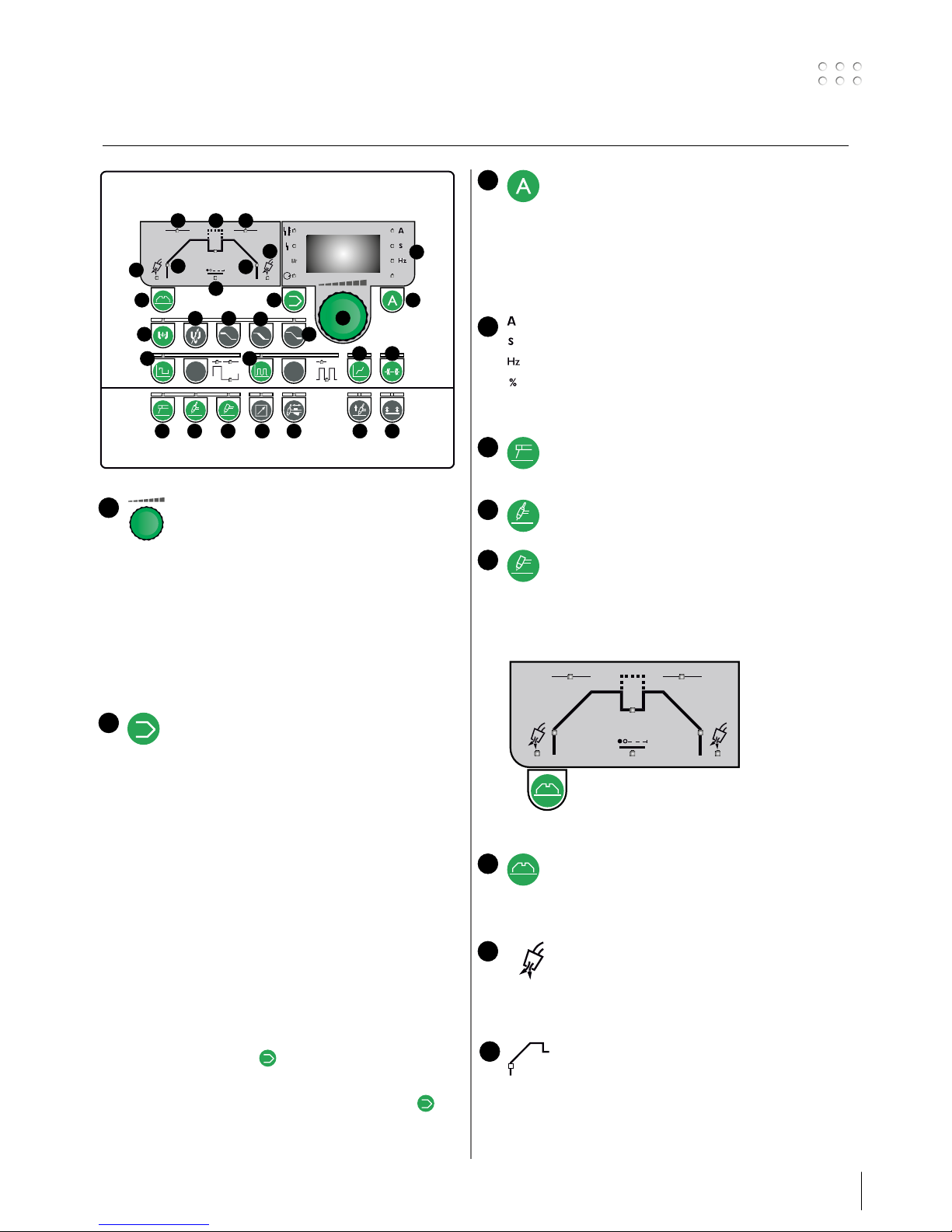
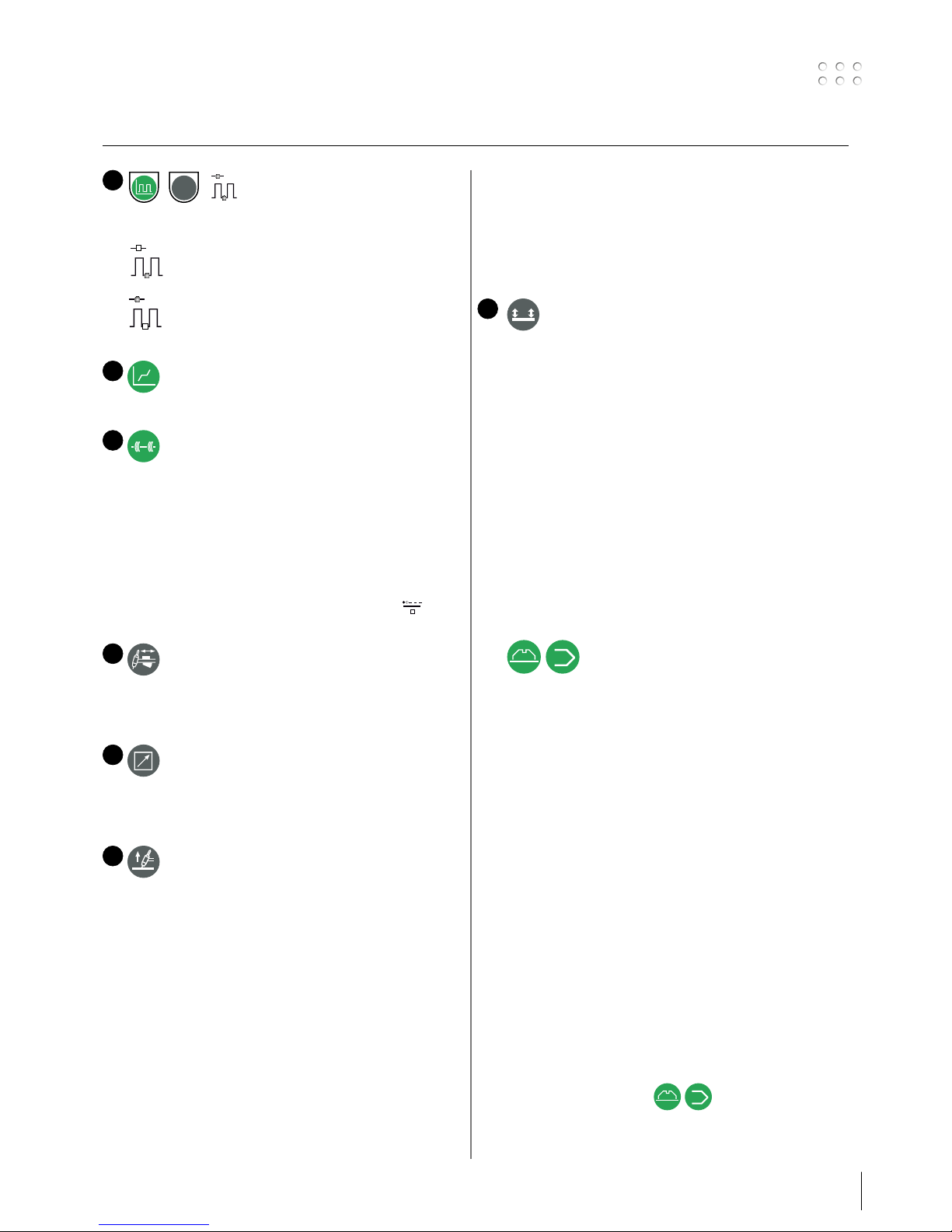
Control knob
All parameters are set by the use of only one
control knob. These parameters include current,
pulse time, slope-up time, etc.
This control knob is positioned in the right side of the
control panel. The digital display shows the value of
the parameter being set. The unit of measurement of
the parameter is shown on the right side of the digital
display.
A parameter can be selected by means of the relative
keypad in the relevant section. A bright indication light
indicates the parameter selected. The control knob is then
used for setting a new value.
Storage of parameters - programs
This function enables storage of programs
(often used machine settings) and shift from one
complete program to another. By pressing the keypad the
display shows a “P” and a number: “1”, “2” etc.
Each number includes a program with all parameters and
functions of the machine. It is therefore possible to have
one program for each welding job for which the machine
is used.
It is possible to store 64 settings in each welding process
(MMA, TIG and PLASMA) = 192 program settings.
Each program can be selected by:
1. Choose between MMA, TIG or PLASMA.
2. Select program number (P01…P64). The control knob
can be used for shifting between the programs when
the key pad is kept pressed down.
The latest used program setting in the relevant program
group (MMA, TIG and PLASMA) will be shown when the
program key pad is selected.
Reset of welding programs
Select the program that needs to be reset to factory
settings. Then keep the -key pad pressed for 5 seconds
without turning the encoder.
The program has been reset when the current program
number is flashing on and off in the display and the
-key pad can then be released again.
1
1
2
2 3
3
4
4
5
5
Welding current
The key pad can be used to display the welding
current. Adjustable from 5A to 350A in Plasma mode
and 5A to 500A in TIG/MMA mode. After the welding process
has stopped, the adjusted current is shown on the display.
During welding, however, the actual welding current is
shown. During pulse welding an average welding current is
automatically shown when shifting between welding current
and base current becomes faster than possible viewing.
Units for parameters
Units of measurement of the selected parameter.
Selection of welding process
Electrode welding (MMA)
Is used for selection of electrode welding. It is not
possible to change welding process during welding.
TIG welding
Press this knob to activate TIG process
PLASMA welding
Press this knob to activate TIG process
TIG and PLASMA welding
TIG and PLASMA welding
The parameters can be adjusted with the control
knob after they are shown on the display. Press the
relative key to select the parameter. The relevant LED will
illuminate.
Pre-flow [s]
Pre-flow is the period of time for which gas flows
after the torch switch is pressed and before the HF
arc is established. Variable 0-10 sec. In the LIFTIG process
the period is the time until the torch is lifted away from the
workpiece.
Start Amp [A%]
Immediately after the arc has been established,
the machine regulates the welding current to
the value stated in the Start Amp parameter. Start Amp is
set as a percentage of the required welding current and is
variable between 1-200% of the welding. Please note that
values higher than 100% generate a Start Amp bigger than
welding current.
6
6 7
7
8
t 1 t 2
t
1
8
9
12
10
9
10
11
13
20
14
15
16
17
18
19
21
22 23
24 25
2627 28 29

10
Slope-up [s]
Once the arc has been established, the welding
process enters a slope-up stage during which the
welding current is increased in linear fashion from the
value stated in the Start Amp parameter to the required
welding current. The duration of this slope-up time is
variable 0-20 sec in steps of 0.1 sec.
Second current level (only TIG 4T stroke)
Adjustable from 10 to 200% of welding current.
It is activated in four-times only by pressing and releasing
quickly the torch trigger. Please note that values bigger
than 100% generate a secondary current bigger than
welding current.
Slope-down [s]
When welding has stopped by activating the
trigger, the machine enters a slope-down stage.
During this stage current is reduced from welding current
to Final Amp over a period of time called the slope-down
time and variable 0-20 sec in steps of 0.1 sec.
Final Amp [A%]
The slope-down stage is completed when the
current level has fallen to the value stated in
the Final Amp parameter. In TIG 4-times it is possible to
continue in Final Amp mode until the trigger is released,
depending from settings in user menu.
Final Amp is stated as a percentage of the required
welding current and is variable between 1-90% of the
welding current.
Spot time
The spot time in TIG is the time from the end of
slope up to beginning of slope down. Therefore, during
spot time the machine is welding with the adjusted
current. The LED flashes on and off when the function is
active.
Set the timer before igniting the arc. The torch trigger,
depending from the selected torch mode can interrupt
the spot welding time. Variable 0.01 - 600 secs.
The function is disconnected when the time is set to 0sec.
When used during tack welding, the timer can be set from
0.01 sec to 2.5 secs (See TIG-A-TACK).
Post-flow [s]
Post-flow is the period of time for which gas
flows after the arc is extinguished and is variable
0-20sec.
Synergic post-flow (option) can be activated in TIG DC by
adjusting time to less than 0 secs, if the IGC kit has been
mounted. The displays shows then IGC and the current
post-flow. The synergic post-flow can be adjusted +/- 50%
by pressing the -key pad and adjusting the control
knob (when the function is active).
11
IGC Gas control kit
Press on the -key pad until the gas pre-
flow and gas post-flow icons are turned
on. The gas flow is variable 4 - 26 l/min.
Synergic gas flow can be activated in TIG DC by setting
l/min to less than 4 l. The display shows then IGC and
the current gas flow level. The synergic gas flow can be
adjusted +/- 50% by pressing the -key pad and ajusting
the control knob (when the function is active).
The gas valve will be completely open and the gas
adjustment is disconnected when the gas flow rate is set
to 27l.
CWF wire program (option)
Press on the -key pad until the slope-
up and slope-down icons are turned on.
The display will show X.YY where X is the CWF unit and
YY is the relative program number to be used. Rotate
the encoder to select unit/program. 0.00 is used when NO
CWF must be activated. (default).
Pilot arc on/off (PLASMA welding)
Press the key pad for 6 seconds to turn ON the
pilot arc. Plasma gas will be opened immediately
to purge the torch system. Press again the key pad to turn
OFF the arc.
Pilot arc intensity (PLASMA welding)
Press the key pad to recall and regulate the
intensity of pilot arc. Amperage can be regulated
in the range of 3..20Amp in steps of 0.5Amps
Plasma gas flow (PLASMA welding)
Press the key pad to recall and regulate the
quantity of PLASMA GAS. Gas flow can be
regulated in the range of 0,1 .. 9,0 liters in steps of 0,1 l.
Plasma gas slope down (PLASMA welding)
The generator can produce a very precise gas
slope, synchronized with current slope down. It is
intended for “keyhole” applications.
Length of gas slope can be maximum the length of
current slope. Press the key pad to recall and regulate the
time for slope. Time can be regulated in steps of 0,1 sec.
Plasma gas final value (PLASMA welding)
This is the value of PLASMA gas reached at the
end of GAS slope down. It is kept until welding
procediment is stopped. It is intended for “keyhole”
applications. Press the key pad to recall and regulate the
value. It can be regulated in the range of 0,1 .. 9,0 liters in
steps of 0,1 l.
Slow pulse
Is used for selection of slow pulse.
The pulse current is equal to the set
current. It is possible to adjust:
Pulse time
Adjustable from 0.01 to 10 sec.
Pause time
Adjustable from 0.01 to 10 sec.
Base amp
Adjustable from 10 to 90% of the pulse current.
PI Plasma control panel
12
13
14
15
time
Amp
trig down ( ) / up ( )
slope-up
slope-down
spot
welding time
Set welding
current
t
2
16
17
t
2
t
1
18
19
GAS
L
/min
20
GAS
t
21
GAS
/min
L
22

11
PI Plasma control panel
Fast pulse
Is used for selection of fast pulse.
The pulse current is equal to the set
current. It is possible to adjust:
Pulse frequency
For TIG DC/Plasma welding the range is 25-988 Hz
and for MMA DC welding the range is 25-100 Hz.
Base amp
Adjustable from 10 to 90% of the pulse current.
Synergy PLUSTM
The machines automatically and dynamically adjust
all overall pulse parameters during welding, when
the peak welding current has been set by encoder.
TIG tack welding TIG-A-TACK
TM
The machine offers one tack welding function in
the individual program to allow quick switch-over
from welding to tack welding. In TIG DC and Plasma the
following features will be available:
- Arc ignition HF 2-times
- No slope-up/slope-down
- No pulse
- Reuse of pre-gas/post-gas values from the current
program
- Spot TIME from 0.01 to 2.5 secs in steps of 0.01 sec. Set
the value by selecting the parameter “spot time” .
Torch adjustment/remote control –
7-poled plug
The regulation of welding current is made by
means of the torch potentiometer (optional).
The maximum current reachable is the level previously
adjusted on the front panel. The minimum current is 5A.
External adjustment – 8-poled plug (optional)
Can be used for foot pedal (optional) and remote
control units (optional) that use a 8-poled plug.
The function is used for adjustment of the current.
The maximum current reachable is the level previously
adjusted on the front panel. The actual current is shown
on the display.
Ignition methods
It is possible to choose between 2 different
methods of ignition for TIG welding: HighFrequency (HF) and LIFTIG ignition. The ignition method
cannot be changed during welding. The LIFTIG ignition
is active when the indicator is illuminated. The HF is
automatically active when the LED is switched off. A third
option permits the use of a TIG torch without trigger:
LIFTIG without TRIGGER.
HF-ignition (TIG and PLASMA welding)
In HF-TIG ignition the eletrode should not touch the
workpiece. A high-frequency (HF) impulse initiates the arc
when the torch trigger is activated.
The HF will not arise and the machine will stop if the
electrode is in contact with the workpiece. Detach the
electrode and start ignition again
LIFTIG-ignition (only TIG)
In LIFTIG ignition the TIG arc is ignited after making
contact between the workpiece and the tungsten
electrode, after which the trigger is activated and the arc
is established by lifting the electrode from the workpiece.
LIFTIG-ignition without Torch trigger (TIG)
This operation offers the possibility of using TIG torches without
trigger: turn ON the arc by touching the workpiece with the
electrode and lift the torch to ignite the arc. To activate the
operation keep pressed for 3 seconds the keypad “trigger
mode”: the relative led flashes on and off to indicate the new
function. Turn OFF the arc by removing the torch from the
workpiece.
Trigger mode
Selection of trigger mode. Four-times trigger mode is
active when the LED is illuminated, and two-times trigger
mode is active when the LED is turned off. It is not possible to
change trigger method during the welding process.
Two-times
The welding process begins by pressing the torch trigger.
Welding continues until the trigger is released again which
effects the slope-down period. It is possible to configure the
machine to work in 2 different ways when this mode is selected.
For detailed information read the section “USER MENU” conc.
“2t.o.”
Four-times (only TIG)
The welding process begins by pressing the torch trigger. If the
torch trigger is released during the slope-up period welding
continues with the adjusted welding current. In order to stop
the welding process the trigger must be pressed again for more
than 0.5s after which the slope-down period begins. The slopedown period can be stopped by releasing the trigger. Thereafter
the post-flow starts. It is possible to configure the machine to
work in 3 different ways when this mode is selected. For detailed
information read the section “USER MENU” conc. “4t.o.”
Reset to factory settings of all programs
It is possible to recall all factory standard
parameters. In this case all programs in the
machine will be reset to the following value:
• MMA current 80A
• MMA hotstart 50%
• MMA arc power 50%
• TIG Current 80A
• TIG Spot Current 80A
• Plasma current 80A
• Plasma pilot arc 10A
• Plasma gas 3.0 liters
• Plasma gas slope down 0 sec.
• Plasma gas final value 0.1 liters
• Shield gas 3.0 liters
• Pre-flow 0.0 sec
• Post-flow 3.0 sec
• No slope-up/slope-down
• Start amp 40%
• Stop amp 20%
• Second Current level 50%
• Base amp 40%
• Fast pulse frequency 49Hz
• Pause time = Pulse time = 0.1 sec
• Cooling method = 1 (external cooling)
The reset procedure is as follows:
Switch off the machine and wait until display is extinguished.
Press the following key pads simultaneously:
Switch on the machine and keep the above keys
pressed until the display shows “X.XX”. Then release the keys.
X.XX is the software version of program.
23
24
25
26
27
28
29
12
Reset to factory settings of a single program
Select the program in question, then press and
keep pressed the -key pad for 5 secs. without
turning the encoder. The display will show the current
program number by flashing the segments to confirm the
reset. Then you can release the key pad and the current
program will be reset to factory settings (see values
above).
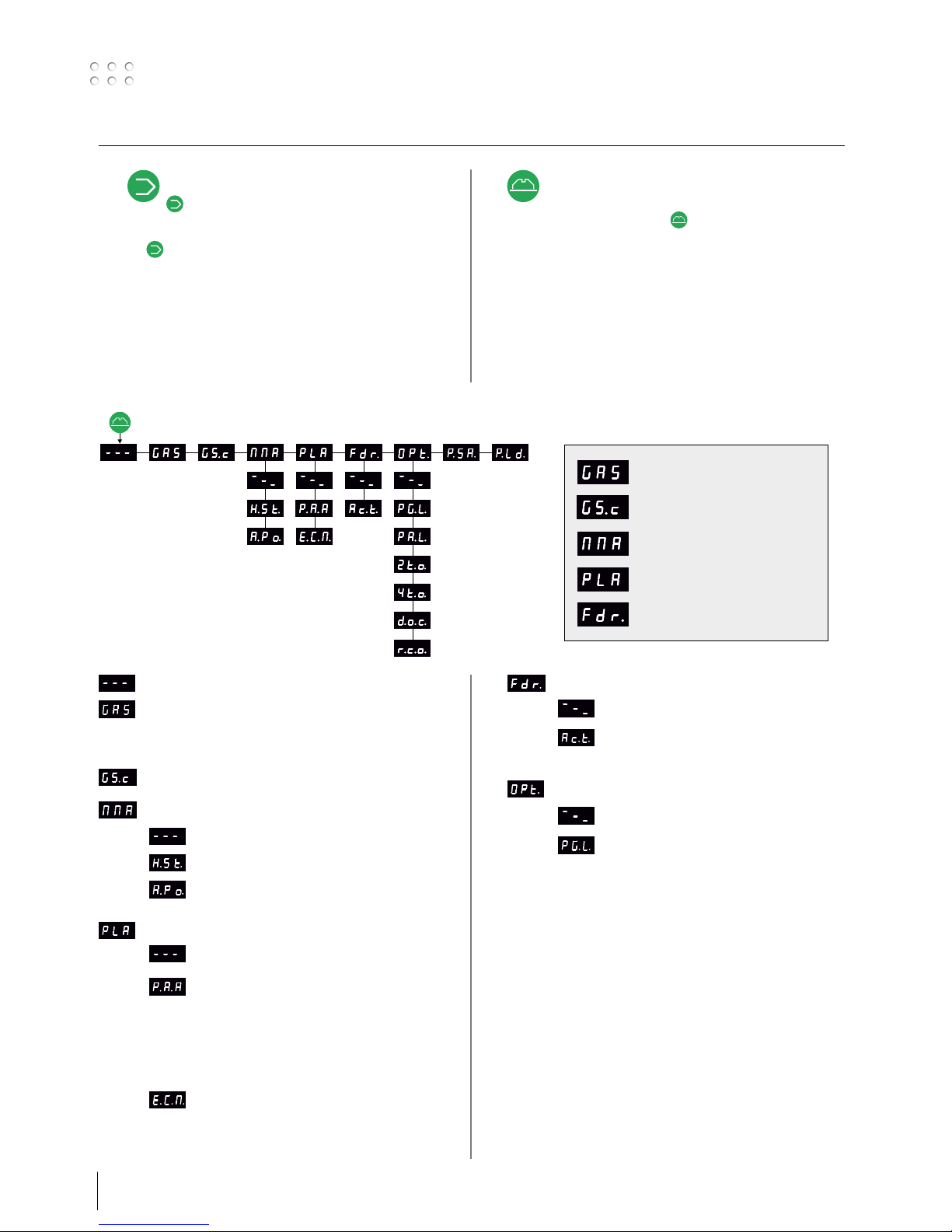
User menu
This menu is intended to permit advanced settings
and controls of machine.
To access the user menu, press the knob for 3 seconds
when the machine is not welding. Rotate the encoder
to point the desired option and activate the selection by
pressing “A”.To change the values of parameters press the
knob MMA and rotate the encoder. Press “A” to save the
data. The menu can be leaved by choosing “- - -“ with the
“A” knob.
The following diagram display all parameters and options
of menu.
PI Plasma control panel
Parameters and options of menu
Exit from the USER menu
Open/Close the gas valve in order to purge the torch, check
the gas bottle and pressure reducer. Press “A“ to Open/Close
the gas. Exiting the USER menu will close the gas anyway.
Calibration of gas flow at 10 and 20 litres by means of
flowmeter (81010000).
Submenu for MMA procediment
Exit from submenu
Value of Hot Start
Value of Arc Power
Submenu for PLASMA procediment
Exit from submenu
Pilot Arc Active
Controls the activation of Pilot Arc during
welding.
0: Arc always OFF
1: Arc ON only during slope-up and slope-down
2: Arc always ON (default)
External Cooling Mode
Selects the Internal or External Cooling unit
0: INTERNAL cooler
1: EXTERNAL cooler (default)
Submenu for wire feeder
Exit from submenu
Active control of CWF
0 = no CWF (default)
1 = at least one CWF
Submenu containing different options:
Exit from submenu
Programs LOCK
Protection of programs P3 to P64 (mode 1) or P1
to P64 (mode 2) for all procediment against unintentional
change of:
• welding currents, slopes, timing
• Trigger selection 2T/4T
• Current reference EXT/Internal
• Pulsations
It is still possible to select different programs and welding
procediment.
Programs P1 and P2 are unlocked (mode 1), permitting
full control of relative parameters. When pressing locked
key pads or rotating the encoder for locked parameters,
the display will flash “PG.L.” to remember the active
protection.
0 = unlocked (default setting)
1 = locked P3 to P64
2 = locked P1 to P64
Active only in MMA mode
Active only in PLASMA mode
Active only in TIG and PLASMA
Active only in TIG and PLASMA
Only IGC
13
PI Plasma control panel
Panel LOCK
Keypads and encoder are disabled according to
selected mode 1 or 2.
When pressing locked key pads or rotating the encoder, the
display will flash “PA.L.” to remember the active protection.
0 = unlocked (default setting)
1 = locked, except “pilot arc ON/OFF”
2 = Completely locked
2-times option for torch trigger
Permit to define 2 different ways to control
the retrigger of machine during slope down. For detailed
description of different behaviours see the following
diagrams.
0: return to welding current by step (default)
1: return to welding current by slope up
4-times option for torch trigger
Permit to define 6 different ways to control the
torch trigger when the machine is set as 4Times stroke (Lift
or HF). For detailed description of different behaviours see
the following diagrams. Select a value in the range 0...5
(1=default setting)
Dynamic Oxide Control
0 = disabled
1 = enabled (default setting)
Remote Control Option
It is possible to select 4 different ways depending
from the external device connected to 8-pole plug
(option).
Welding current can be controlled up to previous SET or
to MAX. External reference voltage can be 0-10V or 0-5V
(Condition 2 & 3 presents lower resolution)
0 = 0-10V Imin to ISET (default)
1 = 0-10V Imin to IMAX
2 = 0-5V Imin to ISET
3 = 0-5V Imin to IMAX
Torch Remote Control
Makes it possible to control how the control unit
on the handle is used when torch adjustment is enabled.
0 = Setting the current reference (factory default).
1 = Enabling/disabling TIG-A-Tack (the TIG-A-Tack
button is disabled). The control unit is handled as
follows:
Steps 1-3: TIG-A-Tack is enabled
Steps 4-7: The trigger is disabled
Steps 8-10: TIG-A-Tack is disabled
2 = Up/Down module
* Keep pressed for constant increase/reduction
Saves all program settings in an SD card file. Insert an SD
card in the machine (same procedure as for SW update).
Loads program settings from SD card. Use P.SA. to save
program settings.
All the above settings will not be changed during reset to factory
settings.
1
Press / Release
By STEP
0
By SlopeUP
Press / Release
Press / Release
Press / Release
Press / Release
Press / Release
Stop when
slope completed
Keep
final current
0
1
2
3
Press / Release
Keep
final current
5
Press / Release
Stop when
slope completed
4
Stop when
key is released
Stop when
key is released
Stop when
slope completed
Stop when
key is released
Keep
start current
Keep
start current
Keep
start current
Stop when
key is released
Enabling/Disabling
TIG-A-Tack
Trigger
2A/* 2A/*
2A/* 2A/*
Trigger
14

15
PI Plasma Bedienfeld
t 1 t 2
%
V
TIG PLASMA
GAS
L
/min
GAS GAS
/min
L
t
Drehregler
Das Schweißgerät ist mit einem Drehregler versehen,
der zur Einstellung aller stufenlosen Parameter, wie
z.B. Schweißstrom, Pulszeit, Slope up-Zeit etc., verwendet
wird.
Das Display zeigt den Wert des eingestellten Parameters und
rechts ist die Parametereinheit ersiehtbar.
Sollen Parameter verändert oder im Display angezeigt
werden, muß die Folientaste des entsprechenden Parameterfeldes gedrückt werden, bis die Leuchtdiode des gewünschten
Parameters aufleuchtet.
Parameter-Programmspeicherung
Diese Funktion ermöglicht Speicherung von
Programme (oft angewendeten Einstellungen
der Maschine) und zugleich Wechsel zwischen komplette
Einstellung (Programme). Durch Drücken der Taste zeigt das
Display ein “P” und eine Nummer: “1”, “2” usw.
Jede Nummer ist eine Einstellung aller Parameter und
Funktionen der Maschine. Es ist deshalb möglich, eine
Einstellung für jede Arbeitsaufgabe zu haben.
Die Funktion ermöglicht Speicherung von 64 Einstellungen
in jedem Schweißprozeß (MMA, WIG und PLASMA) = 192
Programmeinstellungen.
Jedes Programm kann durch:
1. MMA, WIG DC oder PLASMA wählen
2. Programmnummer (P01…P64) wählen. Der Drehregler
kann für Wechsel zwischen Programm angewendet
werden, wenn die Taste festgehalten wird
gewählt werden.
Wenn die Programmtaste ist gewählt, wird die letzt
angewendete Programmeinstellung in den relevanten
Programmgruppe (MMA, WIG DC und PLASMA) gezeigt.
Nullstellung eines Schweißprogramms
Das gewünschte Programm wird gewählt und die -Taste
wird für 10 Sek. ohne Drehen des Drehknopf festgehalten.
Wenn das Display mit der betreffenden Programmnummer
blinkt, ist das Programm nullgestellt, und die -Taste kann
wieder losgelassen werden.
1
1
2
2 3
3
4
4
5
5
Schweißstrom
Wenn diese Taste angewählt wird, kann der Schweiß-
strom-Wert am Drehregler eingestellt werden.
Variabel ab 5A bis 350A in Plasma und 500A in TIG/MMA.
Wenn es nicht geschweißt wird, wird der eingestellte Strom im
Display gezeigt, aber während des Schweißens ist der aktuelle
Strom zu ersehen. Während des Pulsschweißens wird ein durchschnittlicher Schweißstrom gezeigt, wenn das Wechsel zwischen
Schweißstrom und Grundstrom schneller wird, als es möglich ist,
aufzufassen
Einheiten für Parameter
Einheiten für den im Display gezeigten Parameter.
Wahl der Schweißprozeß
Elektrodenschweißen (MMA)
Wahl des Elektrodenschweißens durch Drücken der Taste.
WIG Schweißen
Wahl der WIG Schweißens durch Drücken der Taste.
PLASMA Schweißen
Wahl des PLASMA Schweißens durch Drücken der Taste.
WIG und PLASMA Schweißen
WIG und PLASMA Schweißen
Wenn die Parameter im Display gezeigt werden, können
sie eingestellt werden. Die Taste muß gewählt werden,
und der Indikator erlischt.
Gasvorströmung [s]
Die Gasvorströmzeit ist die Zeit von der Betätigung
des Brennerschaltknopfes bis zum Einschalten der
Hochfrequenz. Die Zeit ist zwischen 0 bis 10 Sek. einstellbar. In
LIFTIG dauert die Periode, bis der Brenner weg vom Werkstück
gehoben wird.
Startstrom [A%]
Unmittelbar nach Erzeugung des Lichtbogens stellt
sich die Schweißanlage auf den durch den Parameter
“Start-Strom” vorgegebenen Wert ein. Den Anfangsstrom als
Prozentwert des gewünschten Schweißstroms einstellen. Er ist
variabel zwischen 1-200% des Schweißstroms. Bitte bemerken
Sie, daß Werten höher als 100% in einem Startstrom höher als
dem Schweißstrom resultiert.
6
6 7
7
8
t 1 t 2
t
1
8
9
12
10
9
10
11
13
20
14
15
16
17
18
19
21
22 23
24 25
2627 28 29
16
Stromanstieg [s]
Nach der Erzeugung des Lichtbogens geht der
Schweißprozeß in eine Stromanstiegsphase über,
in der der Schweißstrom linear von dem als Startstrom
eingegebenen Wert auf den gewünschten Schweißstrom
ansteigt. Die Dauer dieser Phase wird durch die Stromanstiegszeit vorgegeben. Die Zeit ist zwischen 0 bis 20 Sek. in
Stufen von 0,1 Sek. einstellbar.
Ruhestrom (nur WIG DC 4-Takt)
Variabel 10 bis 200% der Schweißstrom. Diese
Funktion kann nur in 4-Takt durch eine kurze
Betätigung und Loslassen der Brennertaste gewählt.
Bitte bemerken Sie, daß Werten höher als 100% in einem
Ruhestrom höher als dem Schweißstrom resultiert.
Stromabsenkung [s]
Wenn der Schweißbetrieb durch eine Betätigung
des Potentiometers beendet wird, geht die Anlage
in eine Stromabsenkphase über. Während dieser Phase wird
der Strom vom eingestellten Schweißstrom auf den Endstrom
(Stop Amp.) gesenkt. Die Zeit ist zwischen 0 bis 20 Sek. in
Stufen von 0,1 Sek. einstellbar.
Stopstrom [A%]
Die Stromabsenkphase endet, wenn die Strom-
stärke den als Stop-Strom eingegebenen Wert
erreicht hat. In 4-Takt kann der Endstrom fortsetzen, bis
die Brennertaste losgelassen wird abhängig von Wahl in
Benutzermenü. Als Stopstrom kann ein prozentualer Anteil
des eingestellten Schweißstroms zwischen 1 und 90% gewählt
werden.
Punktschweißzeit
Die Punktschweißzeit ist die Zeit vom Ende des
Stromanstiegs bis zum Beginn des Stromabfalls. Die Punktschweißzeit ist deshalb die Zeit, in welcher mit dem eingestellten Strom geschweißt wird. Die Lichtdiode blinkt wenn
die Funktion aktiv ist.
Bevor Lichtbogenstart soll die Punktschweißzeit eingestellt
werden. Es ist möglich die Punktschweißzeit zu unterbrechen,
wenn die Brennertaste losgelassen wird. Zwischen 0,01600Sek. einstellbar. Die Funktion ist ausgekuppelt, wenn
die Zeiteinstellung ist 0 Sek. Die Zeit kann von 0,01 Sek. zu
2,5Sek. im Heftschweißen eingestellt werden (bitte TIG-ATACK lesen).
Gasnachströmung [s]
Die Gasnachströmzeit ist die Zeit vom Erlöschen des
Lichtbogens bis zur Unterbrechung der Gaszufuhr.
Die Zeit ist zwischen 0 und 20 Sek. einstellbar.
In WIG DC kann Synergische Gasnachströmung (option) durch
Einstellung der Zeit unter 0 Sek. aktiviert werden, wenn IGC
Kit montiert ist. Das Display zeigt dann IGC und aktuelle Gasnachströmung. Durch Drücken der -Taste und Justieren
des Drehknopfs kann die synergische Gasnachströmung
+/-50% justiert werden.
11
IGC Gaskontrolle
Die -Taste muß festgehalten werden, bis
die Gasvor- und Gasnachströmungs-Ikonen
erlischen. Der Gasfluß kann zwischen 4 und 26 l/min eingestellt
werden.
Synergische Gasflußmenge kann in WIG DC durch Einstellung
l/min unter 4 l aktiviert werden. Das Display zeigt dann IGC
und aktuelle Gasflußmenge. Durch Drücken der -Taste und
Justieren des Drehknopfs kann die Synergiche Gasflußmenge
+/- 50% justiert werden (wenn die Funktion aktiv ist).
Das Gasventil wird ganz geöffnet und die Gasregulierung ist
ausser Betrieb wenn die Gasmenge auf 27L eingestellt wird.
CWF Drahtprogramm (Option)
Die -Taste drücken, bis die Stromanstiegs-
und Stromabsenkungsindikatoren erlischen.
Das Display zeigt X.YY, wo X ist die CWF Identifikationsnummer und YY ist das CWF-Drahtprogramm. Der Drehknopf
muss für Wahl der Einheit/des Programms gedreht. 0.00 wird
angewendet, wenn CWF ist nicht aktiv (Fabrikseinstellung).
Pilotlichtbogen on/off (PLASMA Schweißen)
Aktivierung des Plasmalichtbogens durch Drücken der
Taste in 6 Sek. Zu Reinigung des Brennersystems wird
das Plasmagassystem sofort geöffnet, wenn die Taste wieder
gedrückt wird.
Pilotlichtbogenintensität (PLASMA Schweißen)
Die Taste drücken zur Zurückrufen und Regulierung der
Pilotlichtbogenintensität. Die Stromstärke ist zwischen
3-20 A in Stufen von 0,5 A einstellbar.
Plasmagasflow (PLASMA Schweißen)
Die Plasmagasmenge kann durch Drücken der Taste
eingestellt werden. Die Gasflowmenge is zwischen 0,19,0 l in Stufen von 0,1 l einstellbar.
Plasmagasnachströmung
(PLASMA Schweißen)
Erreichung einer sehr präzisen Gasnachströmung, die
mit Stromabsenkung synchroniziert ist, ist möglich. Diese
Funktion ist für das ”Keyhole” Schweißen berechnet. Die Zeit
ist in Stufen von 0,1 Sek. einstellbar.
Plasmagas Endwert (PLASMA Schweißen)
Die Endwert der Plasmagasmenge am Ende der
Plasmagasnachströmung. Sie wird festgehalten, bis
das Schweißen stoppt. Diese Funktion ist für das ”Keyhole”
Schweißen berechnet. Die Wert ist zwischen 0,1 – 9,0 l in
Stufen von 0,1 l einstellbar.
Langsamer Puls
Wahl des langsames Pulses. Der Pulsstrom ist gleich eingestelltem Strom.
Folgendes kann eingestellt werden:
Pulszeit
Von 0,01 bis 10 Sek. einstellbar.
Pausenzeit
Von 0,01 bis 10 Sek. einstellbar.
Grundstrom
Kann ab 10 bis 90% der Pulsstromstärke eingestellt
werden.
PI Plasma Bedienfeld
12
13
14
15
Zeit
Amp
Taste drücken ( ) / loslassen ( )
Stromanstieg
Stromsenkung
Punktschweißzeit
Eingestellter
Schweißstrom
t
2
16
17
t
2
t
1
18
19
GAS
L
/min
20
GAS
t
21
GAS
/min
L
22
17
Schneller Puls
Wahl des schnelles Pulses. Pulsstrom ist
gleich eingestelltem Strom. Folgendes
kann eingestellt werden:
Pulsfrequenz
Variabel vom 25-988 Hz in TIG DC/Plasma und vom
25-100 Hz in MMA.
Grundstrom
Kann ab 10 bis 90% der Pulsstromstärke eingestellt
werden.
Synergy PLUSTM
Die Maschine justiert automatisch und dynamisch alle
Pulseparameter während Schweißens wenn das max.
Schweißstrom auf Drehregler eingestellt ist.
WIG Heftschweißen TIG-A-TACK
TM
Es ist möglich, eine Heftschweiß-Funktion im aktuellen
Programm zu speichern, welche das Umschalten von
Schweißen auf Heftschweißen ermöglicht. Folgende Parameter
sind in dieser Funktion in WIG DC und Plasma verfügbar:
• Zündungsmethode HF 2-Takt
• Kein Stromanstieg und keine Stromabsenkung
• Kein Pulsschweißen
• Wiederverwendung der Pre-Gas/Post-Gas-Werte vom
aktuellen Programm
• Punktschweißzeit ist von 0,01 bis 2,5 Sekunden in Stufen
von 0,01 Sekunde mittels des “Punktschweißzeit”
-Parameters einstellbar.
Brennerreglerung/Fernreglerung –
7-poliger Stecker
Die Einstellung des Schweißstroms erfolgt vom Reglerpotentiometer am Brennerhandgriff aus (Option).
Max. Stromstärke wird im Bedienfeld eingestellt.
Die Min. Stromstärke ist 5A.
Fernreglerung – 8-poliger Stecker (Option)
Kann für Fußregler (Option) und Fernregler (Option),
die einen 8-poligen Stecker anwenden, benutzt
werden. Die Funktion ermöglicht Stromeinstellung. Max.
Stromstärke wird im Bedienfeld eingestellt. Die aktuelle
Stromstärke wird im Display gezeigt.
Zündungsmethoden
Hier kann zwischen den Zündungsmethoden: HF oder
LIFTIG gewählt werden. Die Zündungsmethode kann
nicht während des Schweißens geändert werden. Die LIFTIG
Zündungsmethode ist aktiv wenn der Indikator leuchtet. HF
ist automatisch aktiv wenn der Indikator ausschaltet ist. Eine
dritte Methode ermöglicht Anwendung des WIG Brenners
ohne Taste: LIFTIG ohne Taste.
HF-Zünden
Beim HF-Zünden soll die Elektrode nicht das Werkstück
berühren. Der Lichtbogen wird mit Hilfe eines HochfrequenzImpulses durch Betätigung des Brennerschalters gezündet.
Die HF wird nicht entstanden und die Maschine stoppt, wenn
die Elektrode das Werkstück berührt. Die Elektrode entfernen
und wieder prüfen.
LIFTIG-Zünden (nur WIG)
Beim LIFTIG-Zünden erfolgt das Zünden des WIG-Lichtbogens
durch Berühren des Werkstücks mit der Elektrode;
anschließend wird der Brennerschalter betätigt und der
Lichtbogen durch Entfernen der Elektrode vom Werkstück
gezündet.
LIFTIG ohne Brennertaste (TIG)
Diese Methode ermöglicht Anwendung der Brenner ohne Taste:
Der Lichtbogen wird durch Berühren des Werkstücks mit der Elektrode; anschließend durch Entfernen der Elektrode vom Werkstück
gezündet. Die Funktion wird durch Festhalten der Taste in 3 Sek.
aktiviert: die Lichtdiode blinkt wenn die Funktion aktiv ist. Durch
Entfernen des Brenners vom Werkstück schaltet der Lichtbogen
aus.
Triggermethode
Hier kann zwischen 2-Takt- und 4-Takt-Zündmethode
gewählt werden. 4-Takt Triggermethode ist aktiv wenn
der Indikator leuchtet und 2-Takt Triggermethode ist aktiv wenn
der Indikator aufschaltet ist. Ein Umschalten zwischen diesen
Funktionen ist während des Schweißvorgangs nicht möglich.
2-Takt
Der Schweißvorgang wird durch Drücken des Brennertaste gestartet
und dauert solange, bis die Brennertaste wieder losgelassen wird.
Anschließend wird die einstellbare Stromabsenkzeit aktiviert. Es ist
möglich, 2 Typen von 2-Takt Tastenmethode zu wählen. Die 2-Takt
Möglichkeiten sind im Abschnitt ”Benutzermenü” zu ersehen.
4-Takt (nur WIG)
Beim ersten Drücken der Brennertaste setzt der Schweißvorgang
ein. Bei Loslassen der Brennertaste während des Stromanstiegs
setzt das Schweißen mit dem eingestellten Schweißstrom fort.
Bei der nächsten Betätigung der Brennertaste in mehr als 0,5Sek.
wird die Stromabsenkung aktiviert. Die Stromabsenkung kann
durch Loslassung der Taste wieder gestoppt werden. Dann fing die
Gasnachströmung an. Es ist möglich, 3 Typen von 4-Takt Tastenmethode zu wählen. Die 4-Takt Möglichkeiten sind im Abschnitt
”Benutzermenü” zu ersehen.
Nullstellung aller Schweißprogramme
Es ist möglich, alle Standardparameter zu einstellen
durch Nullstellung. Die Maschine ist zu folgenden
Parametern nullgestellt:
• MMA Strom 80A
• MMA Hot-Start 50%
• MMA Arc-power 50%
• WIG Strom 80A
• WIG Punktstrom 80A
• PLASMA Strom 80A
• PLASMA Pilotlichtbogen 10A
• PLASMAGAS 3,0l
• PLASMAGAS Nachströmung 0 sek.
• PLASMAGAS Endwert 0,1l
• Schutzgas 3,0l
• Gasvorströmung 0,0 sek.
• Gasnachströmung 3,0 sek.
• Keiner Stromanstieg/keine Stromabsenkung
• Startstrom 40%
• Stopstrom 20%
• Ruhrstrom 50%
• Grundstrom 40%
• Schnelle Pulsfrequenz 49 Hz
• Pausenzeit = Pulszeit = 0,1 sek.
• Kühlmodus = 1 (externe Kühlung)
Die Nullstellung funktionert wie so:
Die Maschine aufschalten und warten, bis das Display aufgeschaltet
ist. Beide Tasten drücken:
Die Maschine anschalten und die Tasten drücken, bis das Display
„X.XX“ zeigt. Dann die Tasten loslassen.
X.XX ist die Software Version.
PI Plasma Bedienfeld
23
24
25
26
27
28
29
18
Nullstellung eines Schweißprogramms
Das gewünschte Programm wird gewählt und die
-Taste wird für 5 Sek. ohne Drehen des Drehknopf festgehalten. Wenn das Display mit der betreffenden
Programmnummer blinkt, ist das Programm nullgestellt, und
die -Taste kann wieder losgelassen werden.
Benutzermenü
Dies Menü ermöglicht Ihre eigene avancierten
Benutzereinstellungen.
Zu Öffnen des Menüs muss die -Taste in 3 Sekunden
gedrückt werden, wenn die Maschine nicht schweisst. Den
Drehknopf drehen bis die gewünschte Menüwahl gezeigt
wird und die Wahl durch drücken die „A“ Taste aktivieren.
Zu Änderung der Parameter muss die MMA Taste gedrückt
und den Drehknopf geändert werden. Die „A“ Taste wieder
drücken und die gewählten Daten werden dann gespeichert.
Das Menü kann durch „- - -“ an die „A“ Taste verlassen
werden.
Das nebenerwähnte Diagramm zeigt alle Parameter und
Menüwahl:
PI Plasma Bedienfeld
Parameter und Menüwahl
Nur aktiv in MMA
Nur aktiv in PLASMA
Nur aktiv in WIG und PLASMA
Nur aktiv in WIG und PLASMA
Exit vom Benutzermenü
Öffnen/Schließen das Gasventil für Entfüllen des Brenners,
Nachprüfung der Gasflasche und des Druckreglers. Zum
Öffnen/Schließen des Gases “A” drücken. Das Gas wird automatisch
geschlossen, wenn das Benutzermenü verlassen wird.
Kalibrieren der Gasmenge bei 10 und 20 Liter durch
Anwendung eines Durchflussmeters (81010000).
Untermenü für den MMA Prozeß
Exit vom Untermenu
Hot Start Wert
Arc Power Wert
Untermenü für den PLASMA Prozeß
Exit vom Untermenu
Pilot Arc Active
Kontrolle des Pilotlichtbogens während des
Schweißens
0: Lichtbogen OFF
1: Lichtbogen ON während Stromanstieg und
Stromabsenkung
2: Lichtbogen immer ON (Fabrikseinstellung)
External Cooling Mode
(Wahl der externe Kühlung)
Wahl zwischen interne oder externe Kühlung
0: INTERNE Kühlung
1: EXTERNE Kühlung (Fabrikseinstellung)
Untermenü für CWF Multi
Exit vom Untermenu
Aktive Kontrolle der CWF Einheit
0 = Keine CWF Einheit (Fabrikseinstellung)
1 = minimum 1 CWF
Untermenü, das verschiedene Unterpunkte enthält
Exit vom Untermenu (zurück zu Hauptmenü)
Programmschloss
Schutz des Programms P3 bis P64 (Zustand
1) oder P1 zu P64 (Zustand 2) gegen ungeabsichtigter
Änderung der:
• Schweißströme, Slopes, Zeiten
• Tastenmethode 2T/4T
• Interne/Externe Reglerung
• Pulswahl
Programme und Schweißprozeß können immer noch
gewechselt werden. Programm P1 und P2 sind nicht
geschlossen (Zustand 1), so hier haben Sie volle Kontrolle
aller Parameter. Wenn das Programmschloss aktiviert ist,
blinkt das Display mit “PG.L.”
0 = nicht geschlossen (Fabrikseinstellung)
1 = geschlossen P3 zu P64
2 = geschlossen P1 zu P64
Nur IGC
 Loading...
Loading...