

Migatronic PI 250 MMA, PI 350 MMA, PI 500 MMA Instruction Manual
PI 250/350/500 MMA
PI 350 MMA CELL
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d'instruction
Manuale d’istruzione
Bruksanvisning
Gebruikershandleiding
Käyttöohje
Руководство по эксплуатации
Valid from 2014 week 49 50113224 D

DK – INDHOLDSFORTEGNELSE - Maskinprogram / Ibrugtagning ................................................................. 3 - 4
- Betjeningsvejledning ................................................................................ 5 - 6
- Tekniske data ................................................................................................ 6
- Kredsløbsdiagram ................................................................................ 39 - 41
UK – CONTENTS - Machine programme / Initial operation ..................................................... 7 - 8
- Control unit ............................................................................................. 9 - 10
- Technical data ............................................................................................. 10
- Circuit diagram ..................................................................................... 39 - 41
D – INHALTSVERZEICHNIS - Produktübersicht / Anschluß und Inbetriebnahme ................................ 11 - 12
- Kontrolleinheit ...................................................................................... 13 - 14
- Technische Daten ........................................................................................ 14
- Koppeldiagramme ..................................................................................... 39 - 41
F – TABLE DES MATIERES - Programme de la machine / Mise en marche initiale ........................... 15 - 16
- Unité de commande ............................................................................. 17 - 18
- Caractéristiques techniques ........................................................................ 18
- Schéma électrique ............................................................................... 39 - 41
I – INDICE - Gamma / Operazioni iniziali ................................................................. 19 - 20
- Pannello di controllo ............................................................................. 21 - 22
- Dati tecnici ................................................................................................... 22
- Schemi elettrici ..................................................................................... 39 - 41
SE – INNEHÅLLSFÖRTECKNING - Maskinprogram / Igångsättning ............................................................ 23 - 24
- Funktionsbeskrivning ........................................................................... 25 - 26
- Teknisk data ................................................................................................ 26
- Kretsloppsdiagram ............................................................................... 39 - 41
NL – INHOUD - Machine programma / Ingebruikname ................................................. 27 - 28
- Besturingsunit ...................................................................................... 29 - 30
- Technische gegevens ................................................................................. 30
- Elektrisch schema ................................................................................ 39 - 41
FI – SISÄLLYSLUETTELO - Tuoteohjelma / Ennen käyttöä ............................................................. 31 - 32
- Ohjausyksikkö ...................................................................................... 33 - 34
- Tekniset tiedot ............................................................................................. 34
- Kytkentäkaavio ..................................................................................... 39 - 41
РУС – СОДЕРЖАНИЕ - Программа поставки / Начало работы .............................................. 35 - 36
- Блок управления ................................................................................. 37 - 38
- Технические данные ................................................................................. 38
- Схема цепи ......................................................................................... 39 - 41
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: PI 250/350/500 MMA
As of Week 02 2013
Type: PI 350 MMA CELL
As of Week 02 2013
conforms to directives 2006/95/EC
2004/108/EC
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-10 (Class A)
Issued in Fjerritslev on 7 January 2013.
Anders Hjarnø Jørgensen
CEO
MASKINPROGRAM
PI 250/350/500 MMA er en trefaset svejsemaskine til
MMA-svejsning. Maskinen er luftkølet.
PI 350 MMA CELL er en trefaset svejsemaskine til
MMA-svejsning med cellulose elektroder. Maskinen er
luftkølet.
Svejseslanger og kabler
Til maskinerne kan MIGATRONIC fra sit produktprogram levere elektrodeholdere, returstrømkabler,
sliddele mm.
Transportvogn (ekstraudstyr)
Maskinerne kan leveres med transportvogn som
ekstraudstyr.
PI 350/500 MMA og PI 350 MMA CELL kan leveres
med simpel 4-hjulet transportvogn eller transportvogn
med indbygget værktøjsbakke, brænderholder og
indbygget opbevaring af tilsatsmaterialer.
PI 250 MMA kan leveres med transportvogn med
indbygget værktøjsbakke, brænderholder og
indbygget opbevaring af tilsatsmaterialer.
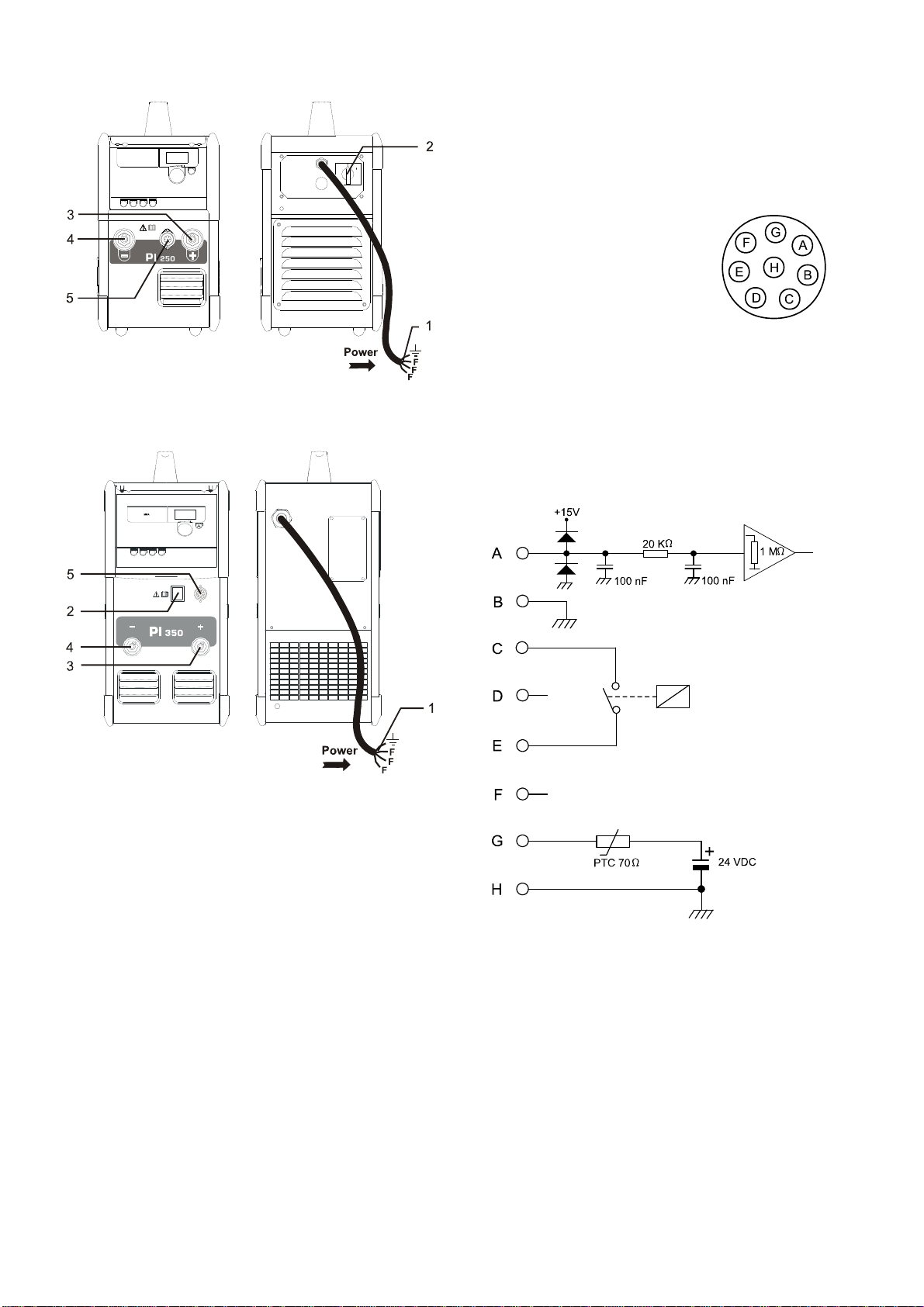
IBRUGTAGNING
Nettilslutning
Maskinen skal tilsluttes en netforsyning og
beskyttelsesjord. Efter montering af netstikket (1) er
maskinen klar til brug. Netstikforbindelsen skal
foretages af autoriseret og kvalificeret personale.
Tænd og sluk maskinen ved hjælp af afbryderen (2)
på bagsiden af maskinen.
Konfigurering
Hvis maskinen udstyres med svejsebrænder og
svejsekabler, der er underdimensioneret i forhold til
svejsemaskinens specifikationer f.eks. med hensyn til
den tilladelige belastning, påtager MIGATRONIC sig
intet ansvar for beskadigelse af kabler, slanger og
eventuelle følgeskader.
Generatordrift
Denne svejsemaskine kan anvendes på alle
forsyninger, som afgiver sinusformet strøm og
spænding, og som ikke overskrider de tilladte
spændingstolerancer, der er angivet i de tekniske
data.
Motoriserede generatorer, som overholder ovenstående, kan anvendes som forsyning. Spørg altid
generatorleverandøren til råds før du tilslutter din
svejsemaskine.
MIGATRONIC anbefaler at anvende en generator,
der har elektronisk regulator og som kan levere
mindst 1,5 x svejsemaskinens maksimale kVA
forbrug.
Garantien bortfalder ved skader, som er opstået på
grund af forkert eller dårlig forsyning.
Bortskaf produktet i overensstemmelse med
gældende regler og forskrifter.
www.migatronic.com/goto/weee
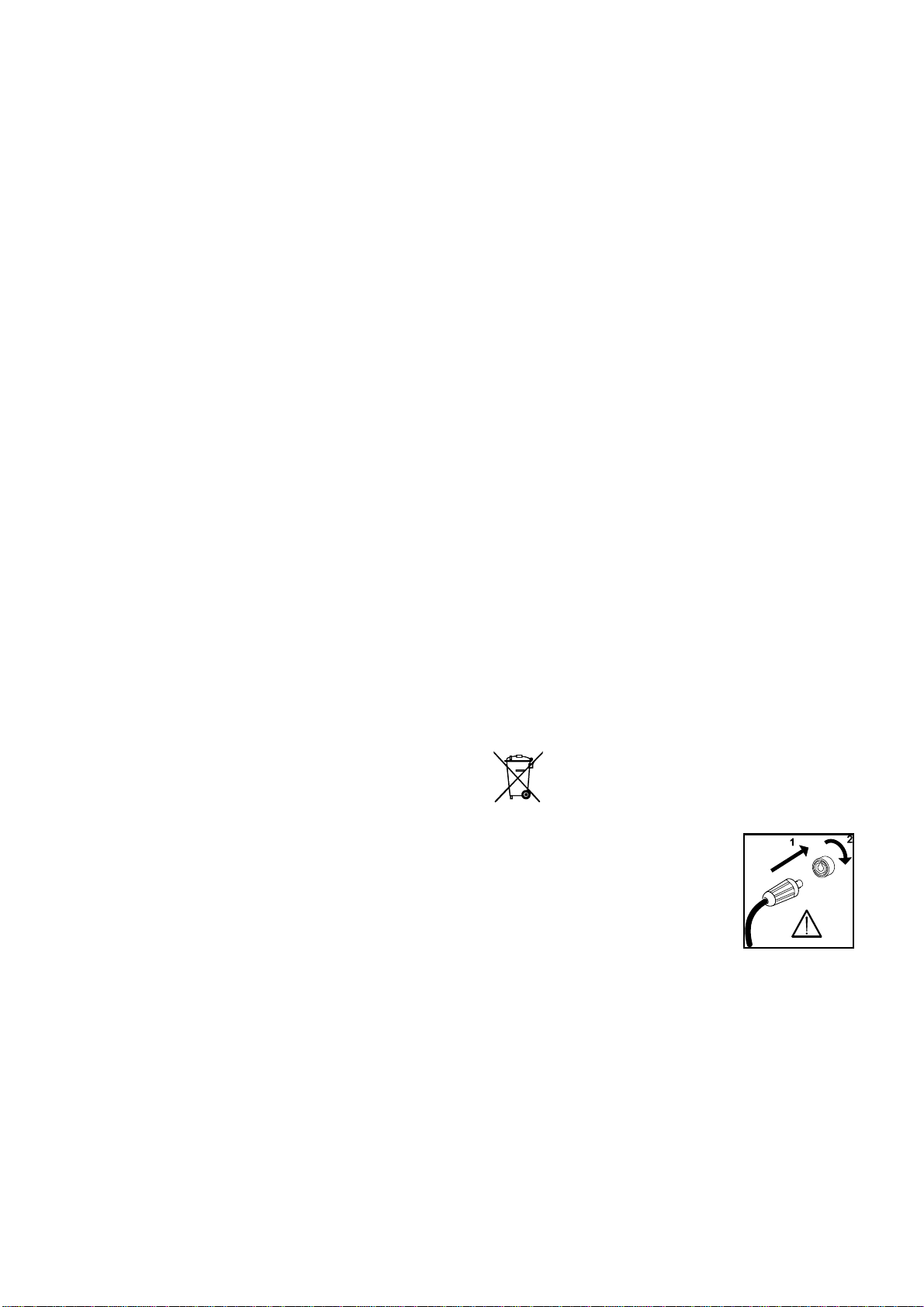
Vigtigt!
Når stelkabel og elektrodeholder tilsluttes maskinen, er god elektrisk
kontakt nødvendig, for at undgå at
stik og kabler ødelægges.
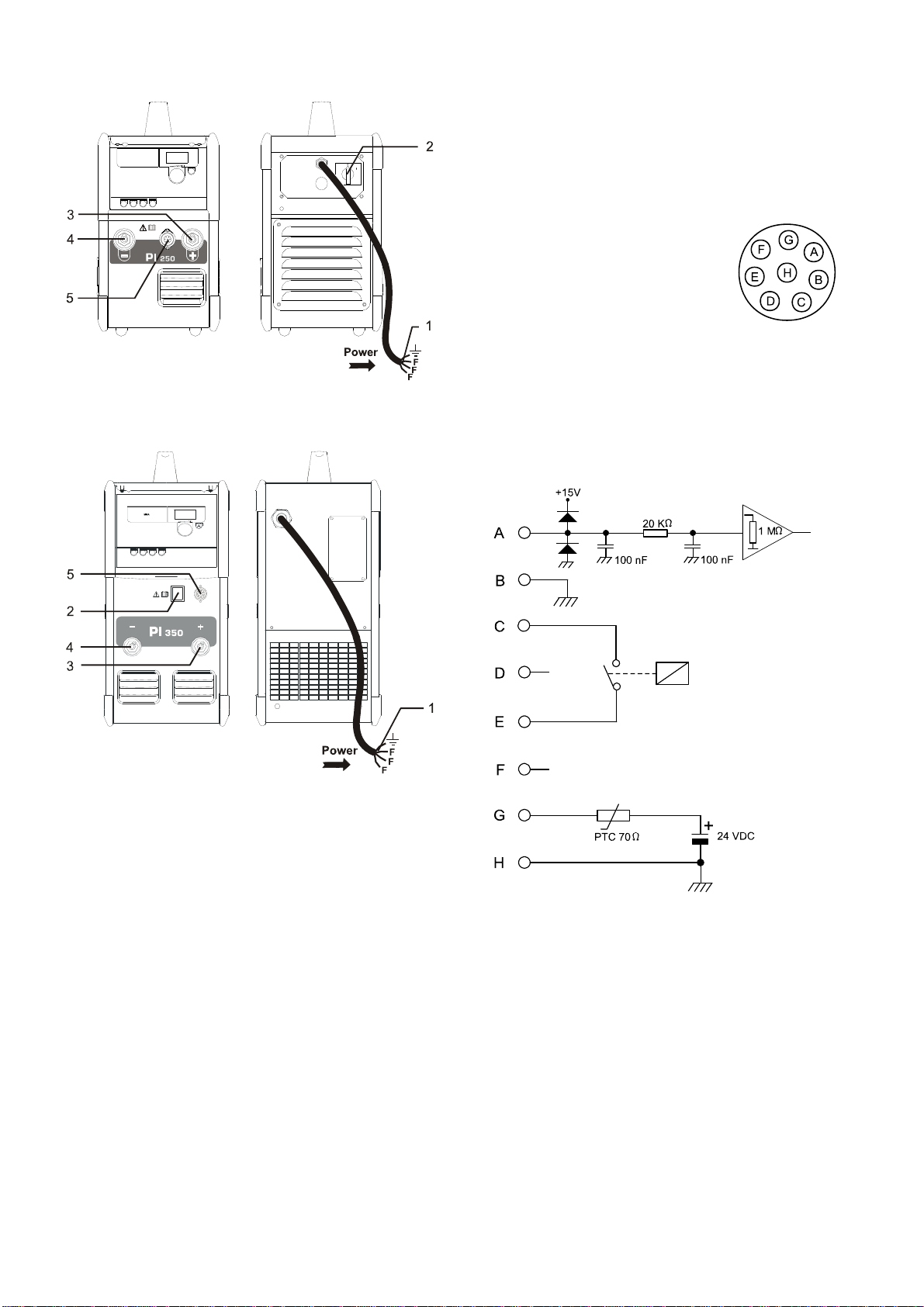
Tilslutning af svejsekabler
Elektrodeholder og returstrømkabel tilsluttes plusudtag
(3) og minusudtag (4) på forsiden af maskinen.
Polariteten vælges efter elektrodeleverandørens
anvisning.
3
PI 250 MMA
PI 350/500 MMA
PI 350 MMA CELL
Tilslutning af fjernkontrol (PI 250)
Tilslutning af fjernkontrol sker via det 7-polede stik (5).
Tilslutning af fjernkontrol (PI 350/500)
PI 350/500 maskiner, der er udstyret med et 8-polet
fjernkontrolstik (5) kan fjernreguleres via en fjernkontrol eller en svejseautomat. Fjernkontrolstikket har
terminaler for følgende funktioner:
A: Input-signal for svejsestrøm, 0 -
+10V indgangsimpedans:
1Mohm
B: Signal-nul
C: Output-signal for etableret
lysbue (max. 1A), fuldt isoleret
D: NC
E: Output-signal for etableret lysbue (max. 1A), fuldt
isoleret
F: NC
G: Forsyningsspænding +24VDC. Kortslutningssikret
med PTC modstand (max. 50mA)
H: Forsynings-nul
Brug af maskinen
Under svejsning sker der en opvarmning af forskellige
dele i maskinen, og disse dele afkøles igen, når der
holdes pause. Det er vigtigt, at luftstrømningen ikke
reduceres eller stoppes.
Hvis maskinen indstilles til høje svejsestrømme, vil der
være behov for perioder, hvor maskinen afkøles.
Varigheden af disse afkølingsperioder afhænger af
strømindstillingen, og der bør ikke slukkes for
maskinen under afkølingen. Hvis der ved brug af
maskinen, ikke er tilstrækkeligt lange perioder til
afkøling, vil maskinens termosikring automatisk
afbryde svejsningen, og den gule lampe på fronten vil
lyse. Når maskinen er tilstrækkeligt afkølet, slukkes
den gule lampe, og maskinen er klar til brug igen.
4
BETJENINGSVEJLEDNING
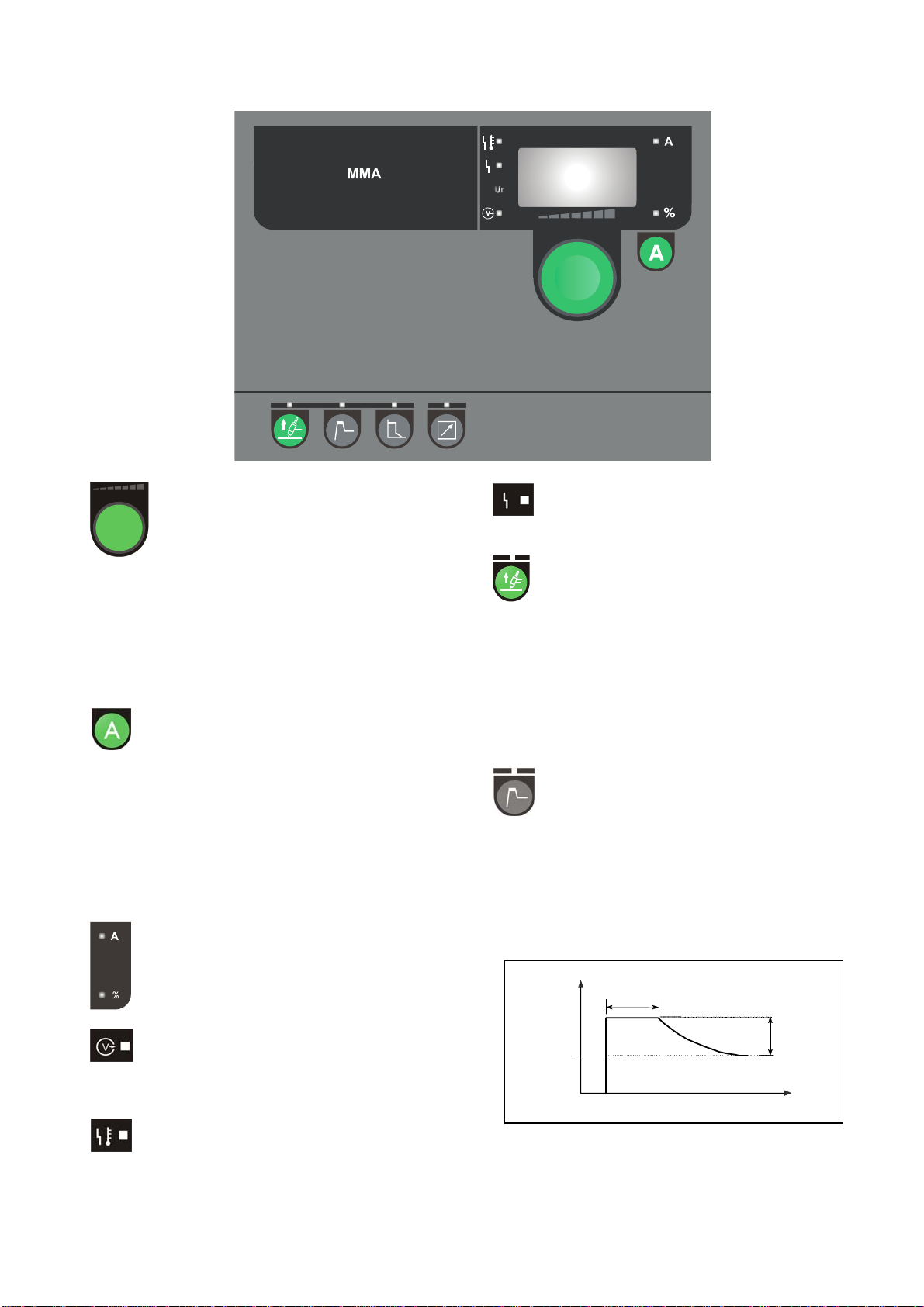
Drejeknap
Maskinen er forsynet med en drejeknap,
som anvendes til indstilling af “parametre”.
Denne drejeknap er placeret i højre side af
betjeningspanelet. Det digitale display viser
værdien af de valgte parametre. Parameterens enhed
vises til højre for displayet.
En parameter vælges med en trykknap i det felt, hvor
funktionen er placeret. Den valgte funktion vises med
et indikationslys. Derefter drejes der på drejeknappen
for at indstille en ny parameterværdi.
Svejsestrøm/Lysbuespænding
Når denne tast aktiveres, vil man på dreje-
knappen indstille svejsestrømmen. Variabel fra
5A til 500A afhængig af maskintype. Når der ikke
svejses, vil den indstillede strøm vises i displayet,
mens der under svejsning bliver vist den aktuelle
svejsestrøm.
Hold tasten inde i 3 sekunder for at få vist
lysbuespændingen. Når tasten aktiveres igen, vises
svejsestrømmen.
Enheder for parameter
Enheder for den parameter, der er vist i
displayet.
Svejsespænding
Svejsespændingsindikatoren lyser af
sikkerhedshensyn, hvis der er spænding på
elektroden eller brænderen.
Overophedning
Overophedningsindikatoren lyser, hvis
svejsningen er blevet afbrudt på grund af
overophedning af maskinen.
Netfejl
Netfejlsindikatoren lyser, hvis netspændingen
er mere end 15% lavere end den beregnede
spænding.
Tændingsmetode
Det er muligt at TIG svejse ved LIFTIG
tænding. LIFTIG-tænding er aktiv, når
indikatoren er oplyst.
LIFTIG-tænding:
Elektroden skal berøre svejseemnet for at tænde TIG
lysbuen. Lysbuen etableres, når elektroden løftes fra
svejseemnet.
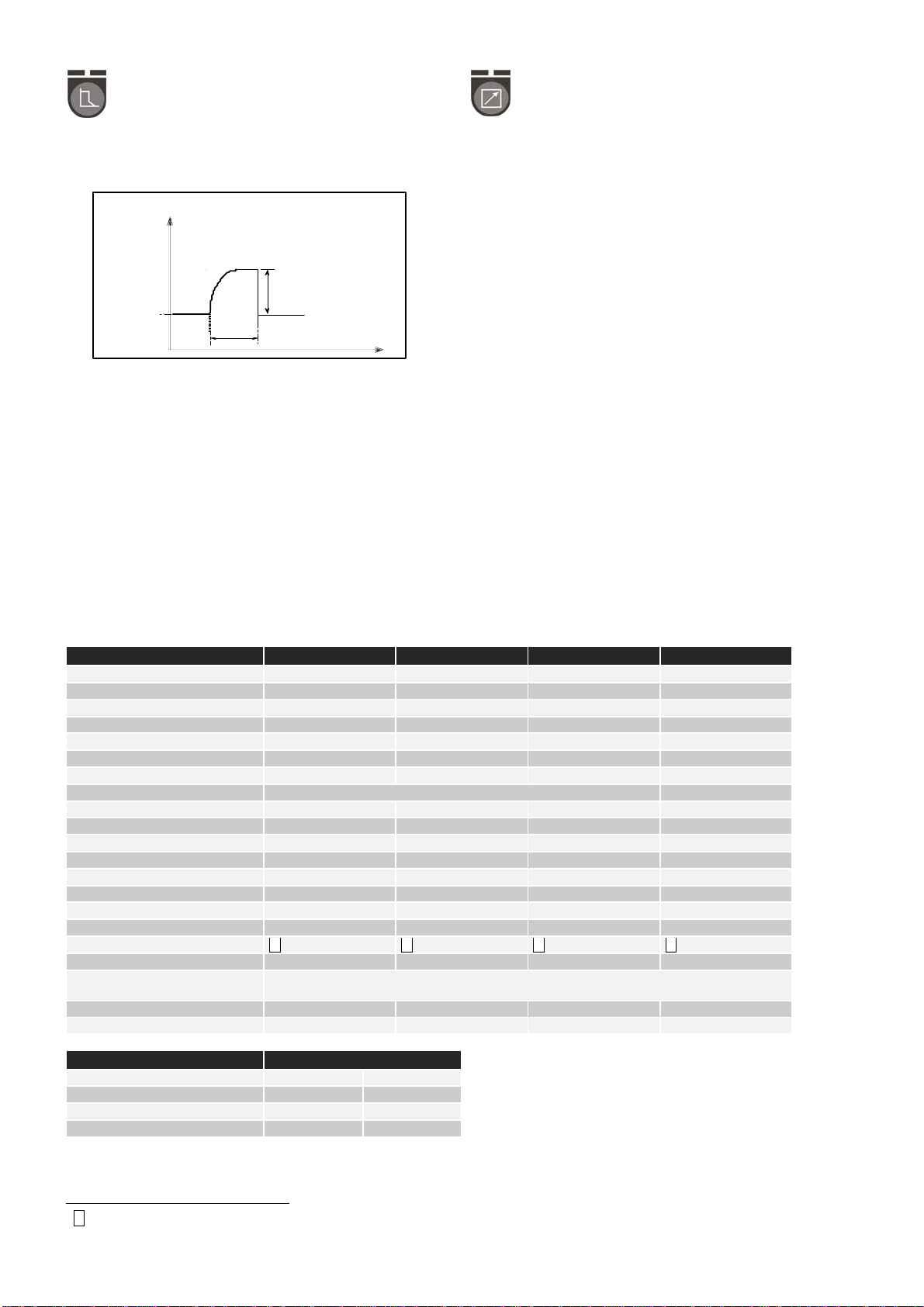
Hotstart
Hotstart er en funktion, som hjælper med til at
etablere lysbuen ved elektrodesvejsningens
start. Dette gøres ved at øge svejsestrømmen (når
elektroden sættes mod emnet) i forhold til den indstillede strøm. Denne forhøjede startstrøm holdes i et
halvt sekund, hvorefter den falder til den indstillede
værdi for svejsestrømmen.
strøm
0,5 s
Ekstra
strømbidrag
Indstil let
svejsestrøm
Svejsning
start
fra hotstartfunktionen
tid
Hotstart-værdien angiver den procentværdi, som startstrømmen forøges med, og den kan indstilles mellem
0 og 100 % af den indstillede svejsestrøm.
5
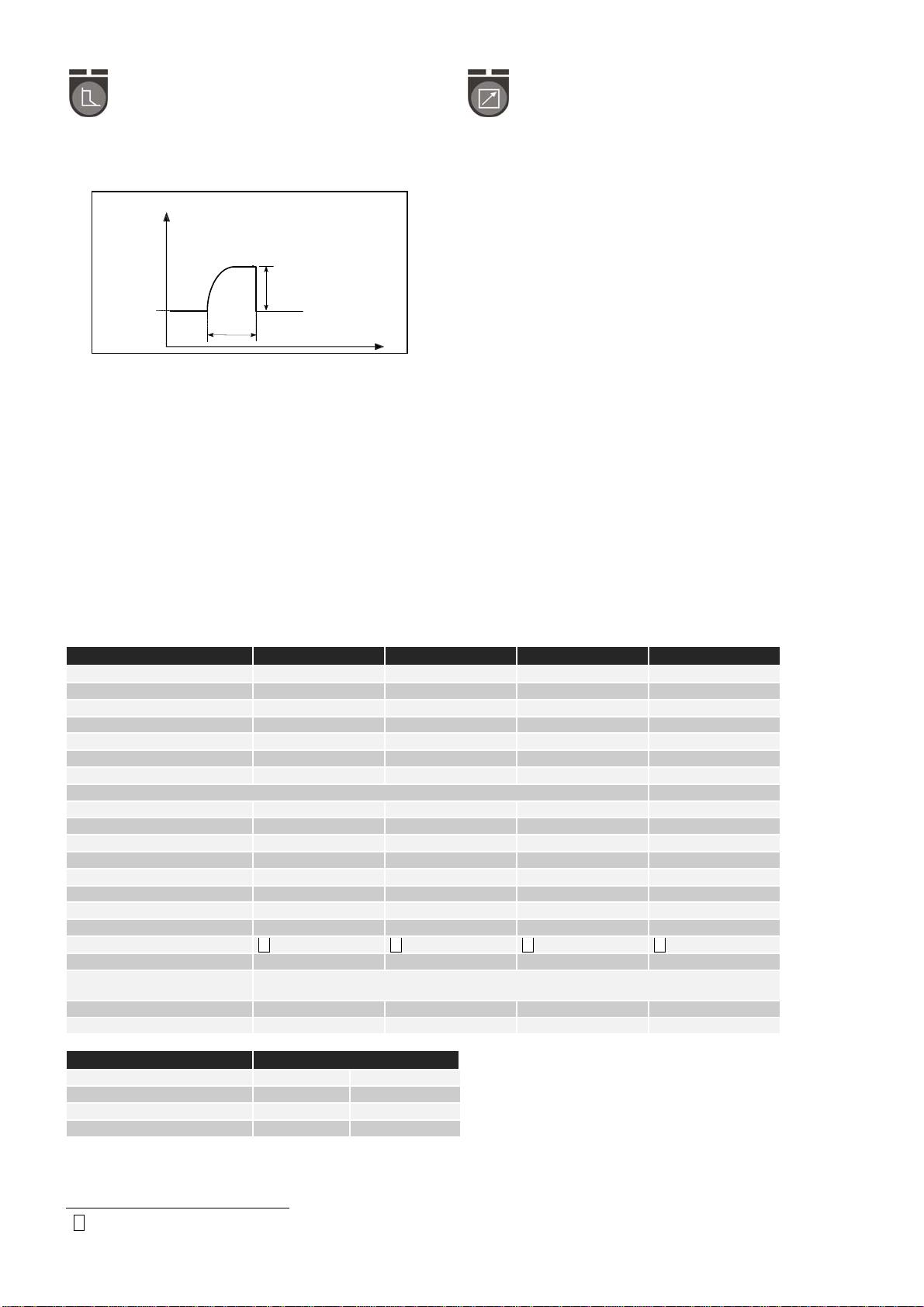
Arc-power
g
1
SSS
S
2
S
Arc-power-funktionen bruges til at stabilisere
lysbuen i elektrodesvejsning. Dette sker ved
at forøge svejsestrømmen under kortslutningerne.
Denne ekstra strøm fjernes, når der ikke længere er
en kortslutning.
strøm
ekstern betjening.
Anti-freeze
Maskinen har indbygget anti-freeze funktion.
Anti-freeze-funktionen er med til at registrere og
Intern/ekstern betjening
Der kan vælges mellem intern og ekstern
betjening. Når lysdioden er tændt, er der valgt
sænke strømmen, når elektroder brænder fast til
emnet. Funktionen letter afbrækning af elektroden.
Svejsningen kan herefter genoptages på normal vis.
Eks tra strømbidrag fra
Indstillet
svejsestrøm
kortslutnin
arc power funktionen
tid
Arc-power kan indstilles mellem 0 og 100% af den
indstillede svejsestrøm.
Eks.: Hvis svejsestrømmen er sat til 40A og arc-
power til 50%, vil det ekstra strømbidrag blive
20A lig med 60A svejsestrøm under brug af arcpower. Hvis arc-power er sat til 100%, vil det
ekstra strømbidrag blive 40A lig med 80A.
TEKNISKE DATA
Strømkilde: PI 250 MMA PI 350 MMA PI 350 MMA CELL PI 500 MMA
Netspænding (50Hz-60Hz) 3x400 V ±15% 3x400 V ±15% 3x400 V ±15% 3x400 V ±15%
Netsikring 10 A 25 A 16 A 32 A
Netstrøm, effektiv 7,1 A 17,1 A 15,4 A 22,5 A
Effekt, (100%) 4,9 kVA 11,9 kVA 10,7 kVA 15,5 kVA
Effekt, max 9,0 kVA 16,0 kVA 13,2 kVA 23 kVA
Effekt, tomgang 35 W 40 W 40 W 40 W
Virkningsgrad 0,87 0,8 0,79 0,90
Tilladelig belastning:
Intermittens 40° 100% 150 A 280 A 250 A 330 A
Intermittens 40° 60% 190 A 325 A 275 A 400 A
Intermittens 40° 40% - 350 A - Intermittens 40° 35% 250 A - 300 A 500 A
Intermittens 20° 100% 170 A 340 A 300 A 400 A
Intermittens 20° 60% 210 A - - 500 A
Tomgangsspænding 95 V 95 V 95 V 95 V
Strømområde 5-250 A 5-350 A 5-300 A 5-500 A
Anvendelsesklasse
Beskyttelsesklasse (IEC 529) IP 23 IP 23 IP 23 IP 23
Norm EN/IEC60974-1
Dimensioner (hxbxl) 360x220x520 mm 550x250x640 mm 550x250x640 mm 550x250x640 mm
Vægt 20 kg 30 kg 31 kg 33 kg
Funktioner: Proces
Arc-power
Hot-start
Anti-freeze
TIG-tænding
Elektrode 0-100 %
Elektrode 0-100 %
TIG/Elektrode altid aktiv
TIG LIFTIG
EN/IEC60974-10 (Class A)
1
Maskinen opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok
2
Maskinen må anvendes udendørs, idet den opfylder kravene til beskyttelsesklasse IP23.”
6

MACHINE PROGRAMME
PI 250/350/500 MMA is a three-phased welding
machine for MMA welding. The machine is air-cooled.
PI 350 MMA CELL is a three-phased welding machine
for MMA welding with cellulose electrodes. The
machine is air-cooled.
Welding hoses
The machine can be equipped with electrode holders
and return current cables from the MIGATRONIC
programme.
Trolley (option)
The machines can be delivered with transport trolley
as option.
PI 350/500 MMA and PI 350 MMA CELL can be
delivered with a simple 4-wheel transport trolley or a
transport trolley with built-in tools tray, torch holder
and room for welding consumables.
PI 250 MMA can be delivered with a transport trolley
with built-in tools tray, torch holder and room for
welding consumables.
INITIAL OPERATION
Mains connection
The machine must be connected to a mains supply
and protection earthing. After the mains plug (1) has
been connected to the mains the machine is ready for
use. Please note that all cable connections must be
made by authorised and qualified staff. Switch on and
off the machine by means of the breaker (2) on the
rear of the machine.
Configuration
MIGATRONIC disclaims all responsibility for
damaged cables and other damages related to
welding with undersized welding torches and welding
cables measured by welding specifications e.g. in
relation to permissible load.
Generator use
This welding machine can be used at all mains
supplies providing sine-shaped current and voltage
and not exceeding the approved voltage tolerances
stated in the technical data. Motorised generators
observing the above can be used as mains supply.
Consult your supplier of generator prior to connecting
your welding machine. MIGATRONIC recommends
use of a generator with electronic regulator and supply
of minimum 1.5 x the maximum kVA consumption of
the welding machine. The guarantee does not cover
damage caused by incorrect or poor mains supply.
Dispose of the product according to local
standards and regulations.
www.migatronic.com/goto/weee
Important!
In order to avoid damage to plugs
and cables, good electric contact is
required when connecting the work
return cable and welding torch to the
machine.
Connection of welding cables
The electrode holder and return current cable are
connected to plus tap (3) and minus tap (4). Observe
the instructions from the electrode supplier when
selecting polarity.
Please note that the plug must be turned 45 degrees
after insertion into the socket - otherwise the plug can
be damaged due to excessive contact resistance.
7
PI 250 MMA
PI 350/500 MMA
PI 350 MMA CELL
Connection of remote control (PI 250)
Remote control is connected to the 7-poled plug (5).
Connection of remote control (PI 350/500)
PI 350/500 machines equipped with 8-pole control
interface (5) can be controlled via a remote control or
a welding robot. The remote control socket has
terminals for the following functions:
A: Input signal for welding current, 0 -
+10V input impedance: 1Mohm
B: Signal ground
C: Arc detect – contact of relay (max.
1Amp), fully insulated
D: N.C.
E: Arc detect – contact of relay (max. 1Amp), fully
insulated
F: N.C.
G: Supply +24VDC. Short circuit protected with PTC
resistor (max. 50mA).
H: Supply ground
Usage of the machine
When welding, a heating of various components of the
machine takes place and during breaks these
components will cool down again. It must be ensured
that the flow is not reduced or stopped.
When the machine is set for higher welding currents,
there will be a need for periods during which the
machine can cool down.
The length of these periods depends on the current
setting, and the machine should not be switched off in
the meantime. If the periods for cooling down during
use of the machine are not sufficiently long, the overheating protection will automatically stop the welding
process and the yellow LED in the front panel will
come on. The yellow LED switches off when the
machine has cooled down sufficiently and is ready for
welding.
8

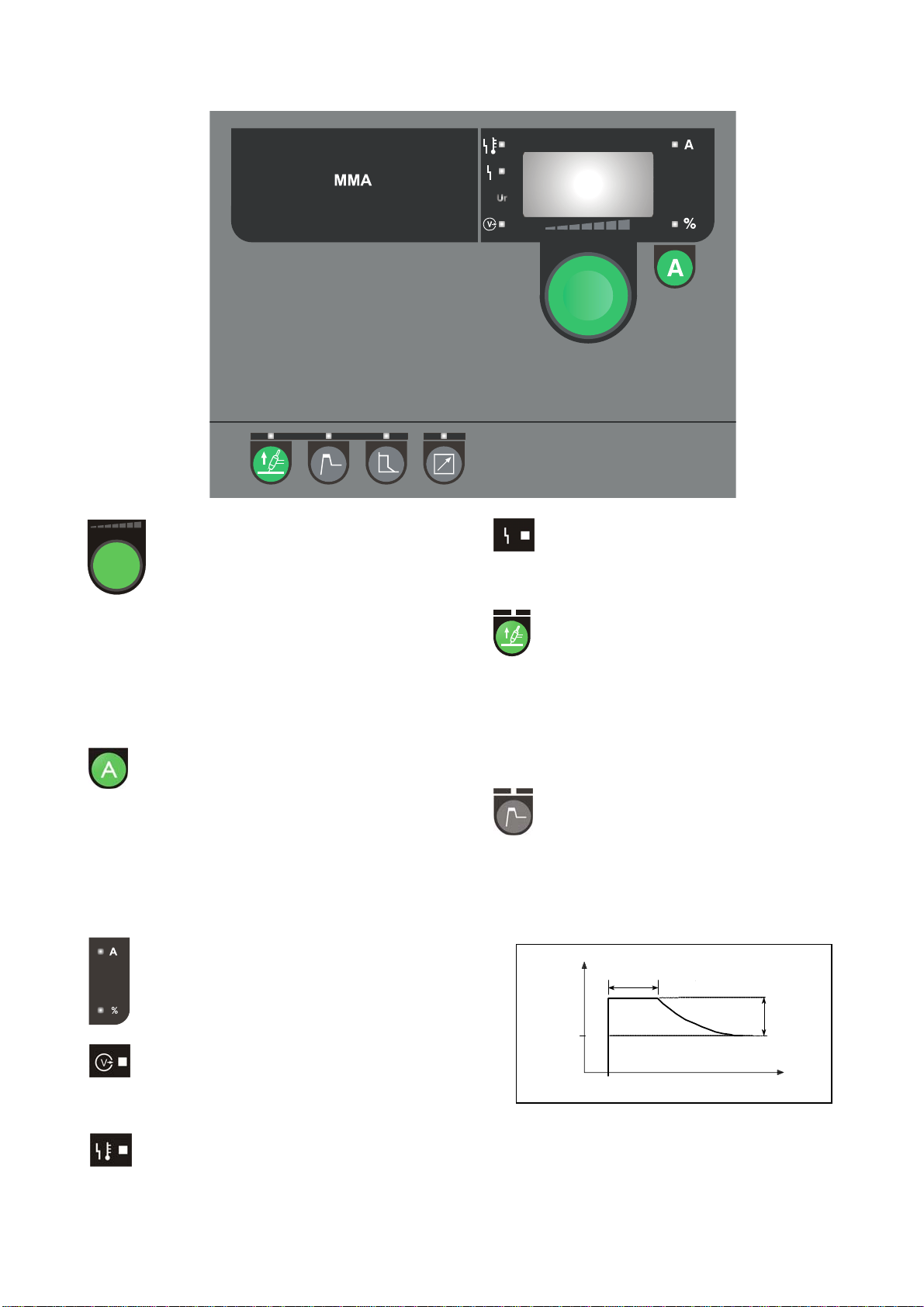
CONTROL UNIT
A
A
Control knob
All parameters are set by the use of only
one control knob.
This control knob is positioned in the right
side of the control panel. The digital display
shows the value of the parameter being set. The unit
of measurement of the parameter is shown on the
right side of the digital display.
A parameter can be selected by means of the relative
keypad in the relevant section. A bright indication light
indicates the parameter selected. The control knob is
then used for setting a new value.
Welding current/Arc voltage
The key pad can be used to display the
welding current. Adjustable from 5A to 500A
depending on the model. After the welding process
has stopped, the adjusted current is shown on the
display. During welding, however, the actual welding
current is shown.
Press the key for 3 seconds to display the arc voltage.
Press again “A” to display the welding current.
Units for parameters
Units of measurement of the selected
parameter.
Welding voltage indicator
The welding voltage indicator is illuminated for
reasons of safety and in order to show if there is
voltage at the output taps.
Overheating error indicator
The overheating indicator is illuminated if
welding is interrupted due to overheating of the
machine.
Mains error indicator
The mains error indicator is illuminated if the
mains voltage is more than 15% lower than the rated
voltage.
Ignition method
It is possible to weld in TIG by LIFTIG ignition.
The procediment LIFTIG is active when the
indicator is illuminated.
In LIFTIG ignition the TIG arc is ignited after making
contact between the workpiece and the tungsten
electrode, after which the trigger is activated and the
arc is established by lifting the electrode from the
workpiece.
Hot start
Hot start is a function that helps to establish
the arc at the beginning of MMA welding. This
can be achieved by increasing welding current (when
the electrode is applied to the workpiece) in relation to
the set value. This increased start amp is maintained
for half a second, after which it decreases to the set
value of welding current.
mp
0,5 s
dditional
current supply
from hot-start-
Set welding
current
Welding
start
function
time
The hot start value reflects the percentage value by
which initial current is increased, and can be set
between 0% and 100%.
9
Arc-power
A
A
1
S SSS
2
S
The arc power function is used to stabilise the
arc in MMA welding. This can be acheived by
increasing welding current during the short-circuits.
The additional current ceases when the short circuit is
no longer present.
mp
active when the indicator is illuminated.
Anti-freeze
This machine is provided with an anti-freeze control.
The anti-freeze-control reduces the current when the
Internal/external adjustment
It is possible to choose between internal and
external adjustment. The external adjustment is
electrodes stick to the weld piece. This makes it easier
to break off the electrode and welding can continue.
dditional current
supply from the arc
Set welding
current
shortcircuit
power function
time
Arc power can be adjusted between 0 and 100% of
the welding current setting.
E.g. If the welding current is set to 40A and arc
power to 50% the additional current is 20A
equals 60A when doing arc power. If the arc
power is set to 100% the additional current is
40A equals 80A when doing arc power.
TECHNICAL DATA
Power source: PI 250 MMA PI 350 MMA PI 350 MMA CELL PI 500 MMA
Mains voltage (50Hz-60Hz) 3x400 V ±15% 3x400 V ±15% 3x400 V ±15% 3x400 V ±15%
Fuse 10 A 25 A 16 A 32 A
Mains current, effective 7.1 A 17.1 A 15,4 A 22.5 A
Power, (100%) 4.9 kVA 11.9 kVA 10.7 kVA 15.5 kVA
Power, max 9.0 kVA 16.0 kVA 13.2 kVA 23 kVA
Open circuit power 35 W 40 W 40 W 40 W
Efficiency 0.87 0.8 0.79 0.90
Permitted load:
Duty cycle 40° 100% 150 A 280 A 250 A 330 A
Duty cycle 40° 60% 190 A 325 A 275 A 400 A
Duty cycle 40° 40% - 350 A - Duty cycle 40° 35% 250 A - 300 A 500 A
Duty cycle 20° 100% 170 A 340 A 300 A 400 A
Duty cycle 20° 60% 210 A - - 500 A
Open circuit voltage 95 V 95 V 95 V 95 V
Current range 5-250 A 5-350 A 5-300 A 5-500 A
Application class
Protection class (IEC 529) IP 23 IP 23 IP 23 IP 23
Standards EN/IEC60974-1
Dimensions (hxwxl) 360x220x520 mm 550x250x640 mm 550x250x640 mm 550x250x640 mm
Weight 20 kg 30 kg 31 kg 33 kg
Function: Proces
Arc-power Electrode 0-100 %
Hot-start Electrode 0-100 %
Anti-freeze TIG/Electrode always on
TIG-ignition TIG LIFTIG
EN/IEC60974-10 (Class A)
1
The machine meets the standards which are demanded of machines working in areas where there is an increased risk of electric shock
2
Equipment marked IP23 is designed for indoor and outdoor applications
10
PRODUKTÜBERSICHT
PI 250/350/500 MMA ist eine dreiphasighe Schweißmaschine für MMA Schweißen. Die Maschine ist
luftgekühlt.
PI 350 MMA CELL ist eine dreiphasighe Schweißmaschine für MMA Schweißen mit Cellulose
Elektroden. Die Maschine ist luftgekühlt.
Schweißschläuche
Die Maschinen können mit Elektrodenhaltern und
Rückstromkabeln vom MIGATRONIC Programm
ausgestattet werden.
Transportwagen (Option)
Ein Transportwagen kann als Zubehör bestellt
werden.
Ein einfaches Transportwagen mit 4-Rädern oder ein
Transportwagen mit eingebauter Werkzeugbacke,
eingebautem Brennerhalter und Raum für
Zusatzmaterialien kann für PI 350/500 MMA und
PI 350 MMA CELL bestellt werden.
Ein Transportwagen mit eingebauter Werkzeugbacke,
eingebautem Brennerhalter und Raum für Zusatzmaterialien kann für PI 250 MMA bestellt werden.
ANSCHLUß UND
INBETRIEBNAHME
Netzanschluß
Die Maschine soll zum Versorgungsnetz und Erde
angeschloßen werden. Nach Anschluß des
Netzsteckers (1) ist die Anlage betriebsbereit. Der
Anschluß darf nur von qualifiziertem Fachpersonal
vorgenommen werden. Der Ausschalter (2) hinter der
Maschine ein- und ausschaltet die Maschine.
Konfiguration
Bitte beachten Sie bei der Konfiguration der Schweißmaschine, daß die Schweißkabel und Schweißbrenner der technischen Spezifikation der Stromquelle
entsprechend ausgelegt sind. Für Schäden die durch
unterdimensionierte Schweißkabel und Brenner
entstanden sind übernimmt MIGATRONIC keine
Gewährleistung.
Generatorbetrieb
Diese Schweißmaschine kann auf alle Versorgungen
angewendet werden, die Strom/Spannung in Sinusformen abgeben und nicht die in den technischen
Daten angegebenen erlaubten Spannungstoleranzen
überschreiten. Motorisierte Generatoren, die das
obenerwähnte einhalten, können als Versorgung
angewendet werden. Wenden Sie sich an Ihren
Generatorlieferanten vor Anschluss Ihrer
Schweißmaschine. MIGATRONIC empfiehlt
Anwendung eines Generators mit elektronischem
Regler und Versorgung von mindestens
1,5 x Höchstverbrauch (kVA) der Schweißmaschine.
Die Garantie erlischt, wenn Schäden wegen falscher
oder schlechter Versorgung entstanden sind.
Entsorgen Sie das Produkt gemäss den
örtlichen Standards.
www.migatronic.com/goto/weee
Wichtig!
Guter elektrischer Kontakt ist notwendig während Anschluss der
Massekabel und des Schweißbrenners, weil Stecker und Kabel
sonst zerstört werden können.
Anschluß von Elektrodenhalter für MMA
Der Elektrodenhalter und Rückstromkabel sind zu
Plusbuchse (3) und Minusbuchse (4) anschlossen.
11

PI 250 MMA
PI 350/500 MMA
PI 350 MMA CELL
Anschluß der Fernreglerung (PI 250)
Die Fernreglerung muß auf den zirkularen 7-poligen
Stecker (5) angeschloßen werden.
Anschluß der Fernreglerung (PI 350/500 MMA)
PI 350/500 MMA Maschinen mit einem 8-poligen
Fernreglerstecker (5) können über Fernregler oder
direkt vom Schweißautomaten gesteuert werden. Der
Fernbedienungsanschluß hat folgende Funktionen:
A: Eingangssignal für Schweißstrom-
steuerung, 0 - +10V Eingangs-
widerstand: 1Mohm
B: Bezugspunkt für alle Signale
C: Ausgangssignal für brennenden
Lichtbogen (max. 1A), völlig isoliert
D: Keine Belegung
E: Ausgangssignal für brennenden Lichtbogen
(max. 1A), völlig isoliert
F: Keine Belegung
G: Versorgungsspannung +24VDC. Mit PTC Wider-
stand (max. 50mA) kurzschlussgesichert.
H: Masse
Anwendung der Maschine
Beim Einsatz der Maschine tritt eine Erwärmung ihrer
Bauteile ein.
Es muß sichergestellt sein, daß die Lüftungschlitze
nicht verdeckt sind.
Diese führt im Normalbetrieb jedoch nicht zu einer
Überlastung, da Kühlperioden nicht notwendig sind.
Wird die Maschine mit höheren Schweißstromeinstellungen betrieben, ist es erforderlich, gewisse
Kühlperioden einzulegen.
Die Dauer der Kühlperioden ist vom eingestellten
Schweißstrom abhängig. Das Gerät sollte während
der Abkühlungsphase nicht abgeschaltet werden.
Wenn die Kühlperioden nicht lang genug sind,
unterbricht die Thermosicherung der Maschine
automatisch den Schweißvorgang, und die gelbe
Leuchtdiode leuchtet auf. Wenn die Maschine
ausreichend abgekühlt ist, schaltet die gelbe
Leuchtdiode auf, und die Maschine kann wieder
eingesetzt werden.
12
KONTROLLEINHEIT
A
Drehregler
Das Schweißgerät ist mit einem Drehregler
versehen, der zur Einstellung aller
stufenlosen Parameter verwendet wird.
Das Display zeigt den Wert des
eingestellten Parameters und rechts ist die Parametereinheit ersiehtbar.
Sollen Parameter verändert oder im Display angezeigt
werden, muß die Folientaste des entsprechenden
Parameterfeldes gedrückt werden, bis die Leuchtdiode
des gewünschten Parameters aufleuchtet.
Schweißstrom/Lichtbogenspannung
Wenn diese Taste angewählt wird, kann der
Schweißstrom-Wert am Drehregler eingestellt
werden. Variabel ab 5A bis 500A abhängig von
Maschine.
Wenn es nicht geschweißt wird, wird der eingestellte
Strom im Display gezeigt, aber während des
Schweißens ist der aktuelle Strom zu ersehen.
Die Taste 3 Sekunden gedrückt halten zur Anzeige
der Lichtbogenspannung. Die Taste wieder aktivieren
zur Anzeige des Schweißstroms.
Einheiten für Parameter
Einheiten für den im Display gezeigten
Parameter.
Schweißspannung
Der Schweißspannungsanzeiger leuchtet aus
Sicherheitsgründen beim Anliegen einer Spannung
auf der Elektrode bzw. auf dem Brenner auf.
Überhitzungsfehler:
Die Überhitzungsanzeige leuchtet auf, wenn
der Schweißbetrieb wegen einer Überhitzung der
Anlage unterbrochen wurde.
Netzfehler
Die Leuchtdiode für Netzfehler leuchtet, wenn
die Netzspannung 15% zu niedrig ist.
Zündungsmethoden
WIG Schweissen is möglich durch LIFTIG
Zünden. Die LIFTIG Zündungsmethode ist
aktiv wenn der Indikator leuchtet.
LIFTIG-Zünden:
Beim LIFTIG-Zünden erfolgt das Zünden des WIGLichtbogens durch Berühren des Werkstücks mit der
Elektrode; anschließend wird der Brennerschalter
betätigt und der Lichtbogen durch Entfernen der
Elektrode vom Werkstück gezündet.
Hot start
Der Hot-Start ist eine Funktion, die bei
Aufnahme des MMA-Schweißbetriebs zur
Erzeugung des Lichtbogens beitragen kann. Dies
erfolgt dadurch, daß der Schweißstrom beim
Aufsetzen der Elektrode auf das Werkstück im
Verhältnis zum eingestellten Wert erhöht wird. Der
erhöhte Anfangsstrom bleibt eine halbe Sekunde
erhalten, und fällt anschließend auf den eingestellten
Schweißstromwert ab.
mp
0,5 s
Zusätzlicher
Strom durch
Eingestellter
Schweißstrom
Schweiß
beginn
Warmstartfunktion
Zeit
Die Hot-Start Wert gibt den Prozentwert ab, worum
der Start-Strom erhöht ist, und kann zwischen 0 und
100% des eingestellten Schweißstroms eingestellt
werden.
13

Arc-power
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
A
1
S SSS
2
S
Die Arc-power-Funktion dient zur
Stabilisierung des Lichtbogens während des
Elektroden-Schweißens. Dies erfolgt durch eine
vorübergehende Erhöhung der Schweißstromstärke
während der Kurzschlüsse. Dieser Sonderstrom
verschwindet, nachdem der Kurzschluß beendet ist.
mp
(Option). Max. Stromstärke wird die auf das Display
eingestellte Stromstärke.
Anti-Klebe-Automatik
Die Maschine hat eine Anti-Klebe-Automatik. Die
Funktion reduziert den Strom, wenn die Elektrode
Brennerreglerung
Die Einstellung des Schweißstroms erfolgt vom
Reglerpotentiometer am Brennerhandgriff aus
angeschweißt ist. Die Elektrode kann dann
abgebrochen werden, und dann kann wieder normal
Zusätzlicher Strom
durch Arc powerEingestellter
Schweißstrom
Kurzschluß
funktion
Zeit
Der Arc-power-Wert kann zwischen 0 und 100% des
eingestellten Schweißstroms eingestellt werden.
Beispiel:
Bei einem Arc-power-Wert von 50% wird ein Stromwert von z.B. 40A gleich 60A. Bei einem Arc-powerWert von 100% wird ein Stromwert von z.B. 40A
gleich 40A.
mit dem Schweißbetrieb begonnen werden.
TECHNISCHE DATEN
Stromquelle: PI 250 MMA PI 350 MM
Netzspannung (50Hz-60Hz) 3x400 V ±15% 3x400 V ±15% 3x400 V ±15% 3x400 V ±15%
Netzsicherung 10
Netzstrom, effektiv 7,1 A 17,1
Effekt, (100%) 4,9 kVA 11,9 kV
Effekt, max 9,0 kVA 16,0 kV
Effekt, leerlauf 35 W 40 W 40 W 40 W
Wirkungsgrad 0,87 0,8 0,79 0,90
Zulässige ED 40° 100% 150 A 280
Zulässige ED 40° 60% 190 A 325
Zulässige ED 40° 40% - 350
Zulässige ED 40° 35% 250 A - 300
Zulässige ED 20° 100% 170 A 340
Zulässige ED 20° 60% 210 A - - 500 A
Leerlaufspannung 95 V 95 V 95 V 95 V
Schweißstrombereich 5-250 A 5-350
Anwendungsklasse
Schutzklasse (IEC 529) IP 23 IP 23 IP 23 IP 23
Normen EN/IEC60974-1
Dimensionen (HxBxL) 360x220x520 mm 550x250x640 mm 550x250x640 mm 550x250x640 mm
Gewicht 20 kg 30 kg 31 kg 33 kg
Funktionen: Prozess
Arc power Elektrode 0-100 %
Hot-start Elektrode 0-100 %
Anti-freeze WIG/Elektrode immeraktiv
WIG-Zündung WIG LIFTIG
25
EN/IEC60974-10 (Class A)
1
Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter elektrischer Gefährdung.
2
Geräte, die der Schutzklasse IP23 entsprechen, sind für Innen- und Außengebrauch berechnet
14
PI 350 MMACELL PI 500 MMA
16
15,4
10,7 kV
13,2 kV
250
275
- -
300
5-300
32 A
22,5 A
15,5 kVA
23 kVA
330 A
400 A
500 A
400 A
5-500 A
PROGRAMME DE LA MACHINE
La PI 250/350/500 MMA est une machine triphasée
pour le soudage MMA. La machine est refroidie par
air.
La PI 350 MMA CELL est une machine triphasée pour
le soudage MMA avec des électrodes cellulose.
La machine est refroidie par air.
Torche de soudage
La machine peut être équipée de porte-électrodes et
de câbles de masse du programme MIGATRONIC.
Chariot (option)
La machine peut être livrée en option avec un chariot
de transport.
PI 350/500 MMA et PI 350 MMA CELL peuvent être
livrée avec un chariot de transport simple à 4 roues ou
avec un chariot de transport équipé d’un plateau
porte-outils intégré, d’un porte-torche et d’un espace
réservé aux matériaux de soudage.
PI 250 MMA peut être livrée avec un chariot de
transport équipé d’un plateau porte-outils intégré, d’un
porte-torche et d’un espace réservé aux matériaux de
soudage.
MISE EN MARCHE INITIALE
Raccordement électrique
La machine doit être reliée au secteur et équipée
d’une mise à la terre. Une fois la prise électrique (1)
branchée sur le secteur, la machine est prête à être
utilisée. Veuillez noter que tous les branchements
électriques doivent être réalisés par le personnel
autorisé et qualifié. Pour mettre en marche et arrêter
la machine, utilisez l’interrupteur (2) situé à l’arrière de
la machine.
Configuration
MIGATRONIC décline toute responsabilité en cas de
dommages causés sur les câbles ou autres résultant
de l'utilisation de torches ou de câbles de soudage
trop petits selon les spécifications de soudage pour
supporter par exemple la charge admissible.
Utilisation de générateurs
Cette machine de soudage est compatible avec toutes
les alimentations secteur qui délivrent un courant et
une tension de forme sinusoïdale et qui n’excèdent
pas les plages de tension autorisées, indiquées dans
les spécifications techniques.
Les générateurs motorisés conformes aux conditions
ci-dessus peuvent servir de source d’alimentation
principale.
Consultez votre fournisseur de générateur avant de
connecter votre machine de soudage.
Migatronic préconise l’utilisation d’un générateur muni
d’un régulateur électronique et d’une alimentation d’au
moins 1,5 x la consommation maximale en kVA de la
machine de soudage. La garantie ne couvre pas les
dommages provoqués par une alimentation secteur
inadaptée ou défectueuse.
Veillez à mettre le produit au rebut selon les
normes et réglementations locales.
www.migatronic.com/goto/weee
Important !
Afin d’éviter d’endommager les
prises et câbles, assurez-vous que
le contact électrique est bien établi
lors du branchement du câble de
retour et de la torche à la machine.
Branchement des câbles de soudage
Le porte-électrode et le câble de masse sont branchés
sur la borne plus (3) et la borne moins (4). Respectez
les instructions relatives à la polarité indiquées par le
fournisseur des électrodes.
Veuillez noter que la prise mâle doit être pivotée à
45 degrés une fois insérée dans la prise femelle, sinon
la prise mâle risque d’être endommagée en raison
d'une trop forte résistance de contact.
15
 Loading...
Loading...