

Migatronic PI 350 AC/DC, PI 500 AC/DC Instruction Manual
PI 350/500 AC/DC
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d'instruction
Gebruikershandleiding
Bruksanvisning
Manuale d’istruzione
Käyttöohje
Manual de instrucciones
kezelési útmutató
Instrukcja obsługi
Руководство по эксплуатации
Valid from 2014 week 18 50113220 K
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: PI 350/500 AC/DC
As of Week 02 2013
conforms to directives 2006/95/EC
2004/108/EC
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 7 January 2013.
Anders Hjarnø Jørgensen
CEO

DK – - Advarsel / Elektromagnetisk støjudstråling ................................................................. 5
INDHOLDSFORTEGNELSE - Maskinprogram / Ibrugtagning ................................................................................ 6 - 7
- Betjeningsvejledning ............................................................................................ 8 - 14
- Tekniske data ............................................................................................................ 15
- Vedligeholdelse / Garantibetingelser ......................................................................... 16
- Kredsløbsdiagram .......................................................................................... 149 - 150
GB – - Warning / Electromagnetic emissions ....................................................................... 17
CONTENTS - Machine programme / Initial operation ............................................................... 18 - 19
- Control unit ......................................................................................................... 20 - 26
- Technical data ........................................................................................................... 27
- Maintenance / Warranty conditions ........................................................................... 28
- Circuit diagram ............................................................................................... 149 - 150
D – - Warnung / Elektromagnetische Störungen ................................................................. 29
INHALTSVERZEICHNIS - Produktübersicht / Anschluß und Inbetriebnahme ............................................... 30 - 31
- Kontrolleinheit .................................................................................................... 32 - 38
- Technische Daten ...................................................................................................... 39
- Wartung / Garantiebedingungen ................................................................................. 40
- Koppeldiagramme ........................................................................................... 149 - 150
F – - Avertissement / Emissions électomagnétiques ........................................................... 41
TABLE DES MATIERES - Programme de la machine / Mise en marche initiale ............................................ 42 - 43
- Unité de commande ........................................................................................... 44 - 50
- Caractéristiques techniques ....................................................................................... 51
- Entretien / Conditions de garantie ............................................................................. 52
- Schéma électrique .......................................................................................... 149 - 150
NL – - Waarschuwing / Elektromagnetische storingen ......................................................... 53
INHOUD - Machineoverzicht / Aansluiting en ingebruikname ............................................. 54 - 55
- Besturingsunit .................................................................................................... 56 - 62
- Technische gegevens ............................................................................................... 63
- Onderhoud / Garantiebepalingen .............................................................................. 64
- Elektrisch schema .......................................................................................... 149 - 150
SE – - Varning / Elektromagnetisk störfält ............................................................................ 65
INNEHÅLLSFÖRTECKNING - Maskinprogram / Igångsättning .......................................................................... 66 - 67
- Funktionspanel ................................................................................................... 68 - 74
- Teknisk data .............................................................................................................. 75
- Underhåll / Garantivillkor ........................................................................................... 76
- Kretsloppsdiagram ......................................................................................... 149 - 150
I – - Attenzione / Emissioni elettromagnetiche ................................................................. 77
INDICE - Gamma dei prodotti / Collegamento e montaggio .............................................. 78 - 79
- Pannello di controllo ........................................................................................... 80 - 86
- Dati tecnici................................................................................................................. 87
- Manutenzione / Condizioni di garanzia ..................................................................... 88
- Schema elettrico ............................................................................................ 149 - 150
FI – - Varoitus / Sähkömagneettiset häiriöt ......................................................................... 89
SISÄLLYSLUETTELO - Tuoteohjelma / Ennen käyttöä ............................................................................ 90 - 91
- Ohjausyksikkö .................................................................................................... 92 - 98
- Tekniset tiedot ........................................................................................................... 99
- Huolto / Takuuehdot ................................................................................................ 100
- Kytkentäkaavio ............................................................................................... 149 - 150
ES – - Atención / Emisiones electromagnéticas ................................................................. 101
ÍNDICE - Programa de la máquina / Puesta en marcha ................................................ 102 - 103
- Unidad de control ........................................................................................... 104 - 110
- Datos técnicos ......................................................................................................... 111
- Mantenimiento / Condiciones de garantía ............................................................... 112
- Esquema eléctrico .......................................................................................... 149 - 150
HU – - Figyelmeztetés / Elektromágneses zavarok ............................................................ 113
TARTALOMJEGYZÉK - Termékismertetés / Csatlakozás és üzembehelyezés ................................... 114 - 115
- Vezérlés ......................................................................................................... 116 - 122
- Műszaki adatok .............................................................................................................. 123
- Karbantartás / Garanciafeltételek ............................................................................. 124
- Kapcsolási rajz ...................................................................................................... 149 - 150
PL – - Ostrzeżenie / Emisje elektromagnetyczne .............................................................. 125
SPIS TREŚCI - Opis spawarki / Wstępna eksploatacja ........................................................... 126 - 127
- Jednostka sterowania .................................................................................... 128 - 134
- Dane techniczne ..................................................................................................... 135
- Konserwacja / Gwarancja ....................................................................................... 136
- Schemat połączeń .......................................................................................... 149 - 150
РУС – - Предупреждения / Электромагнитные излучения .............................................. 137
СОДЕРЖАНИЕ - Программа поставки / Начало работы ........................................................ 138 - 139
- Блок управления .......................................................................................... 140 - 146
- Технические данные ............................................................................................. 147
- Техническое обслуживание / Условия гарантии ................................................. 148
- Схема цепи ................................................................................................... 149 - 150

DANSK
Lysbuesvejsning og -skæring kan ved forkert brug være farligt for såvel bruger som omgivelser. Derfor
må udstyret kun anvendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være
opmærksom på følgende:
Elektrisk stød
- Svejseudstyret skal installeres forskriftsmæssigt. Maskinen skal jordforbindes via netkablet.
- Sørg for regelmæssig kontrol af maskinens sikkerhedstilstand.
- Beskadiges kabler og isoleringer, skal arbejdet omgående afbrydes og reparation foretages.
- Kontrol, reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
- Undgå berøring af spændingsførende dele i svejsekredsen eller elektroder med bare hænder. Brug aldrig
defekte eller fugtige svejsehandsker.
- Isolér Dem selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).
- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).
- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).
Svejse- og skærelys
- Beskyt øjnene, idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med
foreskrevet filtertæthed.
- Beskyt kroppen mod lyset fra lysbuen, idet huden kan tage skade af stråling. Brug beskyttende beklædning, der
dækker alle dele af kroppen.
- Arbejdsstedet bør om muligt afskærmes, og andre personer i området advares mod lyset fra lysbuen.
Svejserøg og gas
- Røg og gasser, som dannes ved svejsning, er farlige at indånde. Sørg for passende udsugning og ventilation.
Brandfare
- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.
- Arbejdstøjet skal være sikret mod gnister og sprøjt fra lysbuen. Brug evt. brandsikkert forklæde og pas på
åbenstående lommer.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Støj
- Lysbuen frembringer akustisk støj, og støjniveauet er betinget af svejseopgaven. Det vil i visse tilfælde være
nødvendigt at beskytte sig med høreværn.
Farlige områder
- Særlig forsigtighed skal udvises når svejsearbejdet foregår i lukkede rum eller i højder hvor der er fare for at
falde ned.
Placering af svejsemaskinen
- Placer svejsemaskinen således, at der ikke er risiko for, at den vælter.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Anvendelse af maskinen til andre formål end det, den er beregnet til (f.eks. optøning af vandrør) frarådes og sker i
givet tilfælde på eget ansvar.
ADVARSEL
Gennemlæs denne betjeningsvejledning omhyggeligt,
inden udstyret installeres og tages i brug!
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse,
overholder kravene i den europæiske standard
EN/IEC60974-10 (Class A). Standarden har til formål at sikre, at
svejseudstyr ikke forstyrrer eller bliver forstyrret af andet elektrisk
udstyr som følge af elektromagnetisk støjudstråling. Da også
lysbuen udsender støj, forudsætter anvendelse uden forstyrrelser, at
der tages forholdsregler ved installation og anvendelse. Brugeren
skal sikre, at andet elektrisk udstyr i området ikke forstyrres.
Følgende skal tages i betragtning i det omgivne område:
1. Netkabler og signalkabler i svejseområdet, som er tilsluttet
andre elektriske apparater.
2. Radio- og fjernsynssendere og modtagere.
3. Computere og elektroniske styresystemer.
4. Sikkerhedskritisk udstyr, f.eks. overvågning og processtyring.
5. Brugere af pacemakere og høreapparater.
6. Udstyr som anvendes til kalibrering og måling.
7. Tidspunkt på dagen hvor svejsning og andre aktiviteter,
afhængig af elektrisk udstyr, foregår.
8. Bygningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være
nødvendigt at tage særlige forholdsregler (f.eks. information om
midlertidigt svejsearbejde).
Metoder til minimering af forstyrrelser:
1. Undgå anvendelse af udstyr, som kan blive forstyrret.
2. Anvend korte svejsekabler.
3. Læg plus- og minuskabel tæt på hinanden.
4. Placer svejsekablerne på gulvniveau.
5. Fjern signalkabler i svejseområdet fra netkabler.
6. Beskyt signalkabler i svejseområdet f.eks. med skærmning.
7. Benyt isoleret netforsyning til følsomme apparater.
8. Overvej skærmning af den komplette svejseinstallation.
5

MASKINPROGRAM
PI 350/500 AC/DC
PI 350/500 AC/DC er en vandkølet trefaset
svejsemaskine til MMA- og TIG-svejsning.
Maskinen kan leveres separat uden vogn eller
med integreret vogn.
Svejseslanger og kabler
Til maskinerne kan MIGATRONIC fra sit
produktprogram levere elektrodeholdere, TIGslanger, returstrømkabler, sliddele mm.
Af andet tilbehør kan tilbydes:
Fodkontrol (husk at tilslutte fjernkontrol
uden jumper, dedikeret til vandkølede
brændere)
Håndpotmeter (8-polet stik)
IGC (Intelligent Gas Control) kit
Vandflowkontrolkit
CWF trådfremføringsenhed
CAN fjernkontrol
IBRUGTAGNING
Nettilslutning
Inden maskinen tilkobles forsyningsnettet, skal det kontrolleres, at
den er beregnet til den aktuelle netspænding, og at forsikringen i
forsyningsnettet er i overensstemmelse med typeskiltet. Netkablet
(1) skal tilsluttes 3-faset vekselstrøm 50 eller 60 Hz og beskyttelsesjord. Rækkefølgen af faserne er uden betydning. Maskinen tændes
med hovedafbryderen (2).
Løfteanvisning
Når maskinen skal løftes, skal løftepunktet, som vises på figuren, anvendes.
Maskinen må ikke løftes med monteret
gasflaske!
Konfigurering
Hvis maskinen udstyres med svejsebrænder og svejsekabler, der er
underdimensioneret i forhold til svejsemaskinens specifikationer
f.eks. med hensyn til den tilladelige belastning, påtager
MIGATRONIC sig intet ansvar for beskadigelse af kabler, slanger
og eventuelle følgeskader.
Generatordrift
Denne svejsemaskine kan anvendes på alle forsyninger, som
afgiver sinusformet strøm og spænding, og som ikke overskrider de
tilladte spændingstolerancer, der er angivet i de tekniske data.
Motoriserede generatorer, som overholder ovenstående, kan
anvendes som forsyning. Spørg altid generatorleverandøren til råds
før du tilslutter din svejsemaskine.
MIGATRONIC anbefaler at anvende en generator, der har
elektronisk regulator og som kan levere mindst
1,5 x svejsemaskinens maksimale kVA forbrug.
Garantien bortfalder ved skader, som er opstået på grund af forkert
eller dårlig forsyning.
Bortskaf produktet i overensstemmelse med
gældende regler og forskrifter.
www.migatronic.com/goto/weee
Vigtigt!
Når stelkabel og svejsebrænder tilsluttes
maskinen, er god elektrisk kontakt
nødvendig, for at undgå at stik og kabler
ødelægges.
Tilslutning af gas
Gasslangen (3), som udgår fra bagsiden af maskinen, tilsluttes en
gasforsyning med en trykreduktion. Brænderens gasslange trykkes i
gasstudsen (4) i fronten af maskinen.
Tilslutning af svejsekabler
Svejsekabel og returstrømkabel tilsluttes på forsiden af maskinen.
Vær opmærksom på, at dinsestikket skal drejes cirka en kvart
omgang, efter at kablet er stukket ind i bøsningen, da stikket ellers
kan blive beskadiget på grund af for stor kontaktmodstand.
Tilslutning af TIG-brænder sker altid i minus (-) udtaget (5), mens
returstrømkablet tilsluttes plus (+) udtaget (6).
6
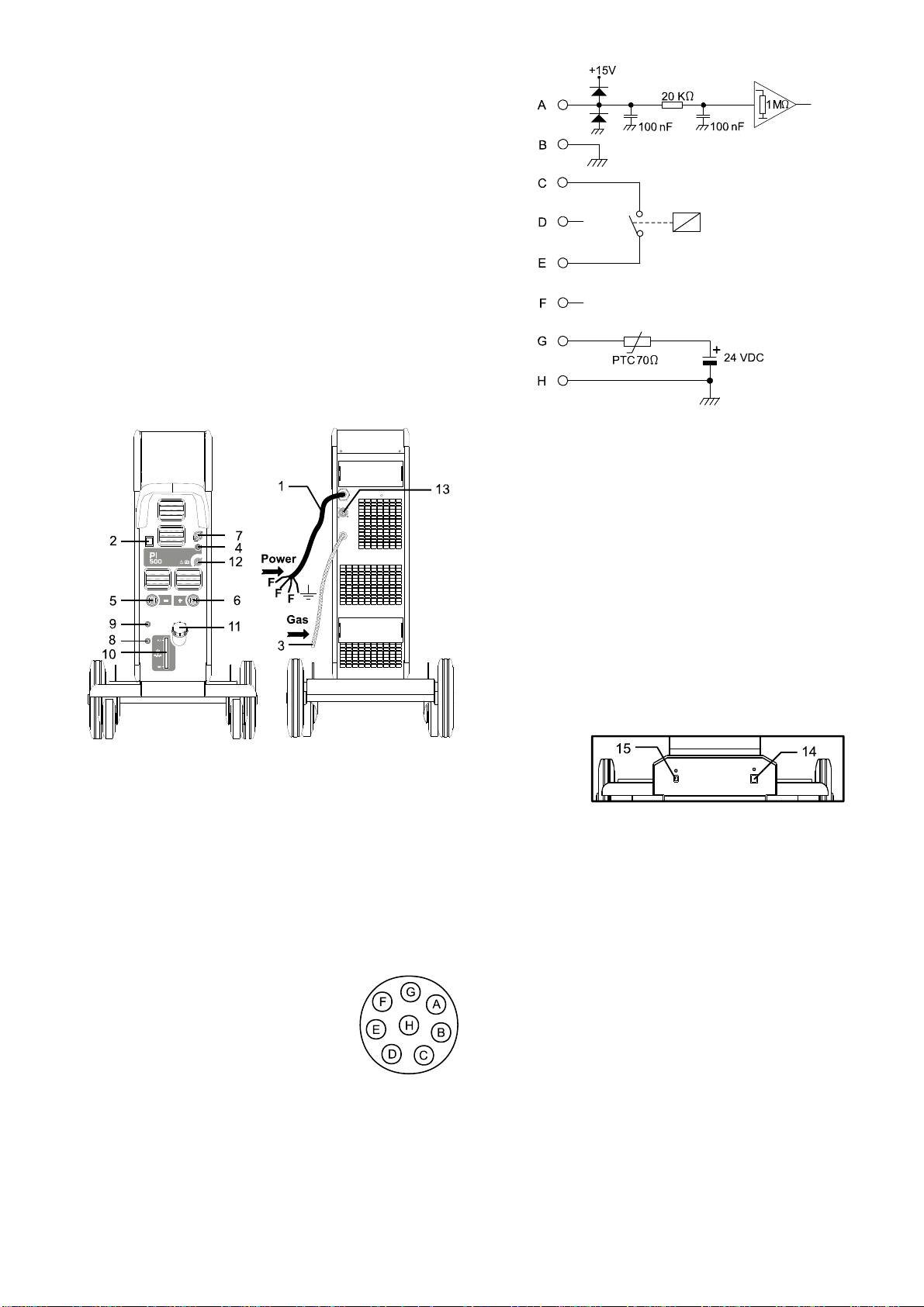
Kontrolsignalerne fra TIG-brænderen overføres til
maskinen via det cirkulære 7-polede stik (7). Når stikket
er samlet, sikres det ved at dreje omløberen i retningen
med uret.
Beklædte elektroder er på pakningen mærket med en
polaritet. Elektrodeholderen monteres på maskinens
plus/minus udtag i overensstemmelse med denne
mærkning.
Tilslutning af TIG brænder
Fremløbsslangen på den vandkølede brænder monteres
i den med blåt mærkede lynkobling (8), mens tilbageløbsslangen monteres i den med rødt mærkede lynkobling
(9).
Kontrol af kølevæske
Maskinen leveres med integreret kølemodul, og kølevandstanden bør med jævne mellemrum inspiceres ved
hjælp af vandstandskontrollen (10). Efterfyldning af
kølevæske sker gennem påfyldningsstudsen (11).
Tilslutning af elektrodeholder for MMA
Elektrodeholder og returstrømkabel tilsluttes plusudtag (6) og minusudtag (5). Polariteten vælges efter
elektrodeleverandørens anvisning.
Tilslutning af fodkontrol
Tilslutning af fodkontrol sker via det 7-polede stik (7), eller
via det 8-polede stik (12) afhængig af fodkontroltype.
Tilslutning af fjernkontrol
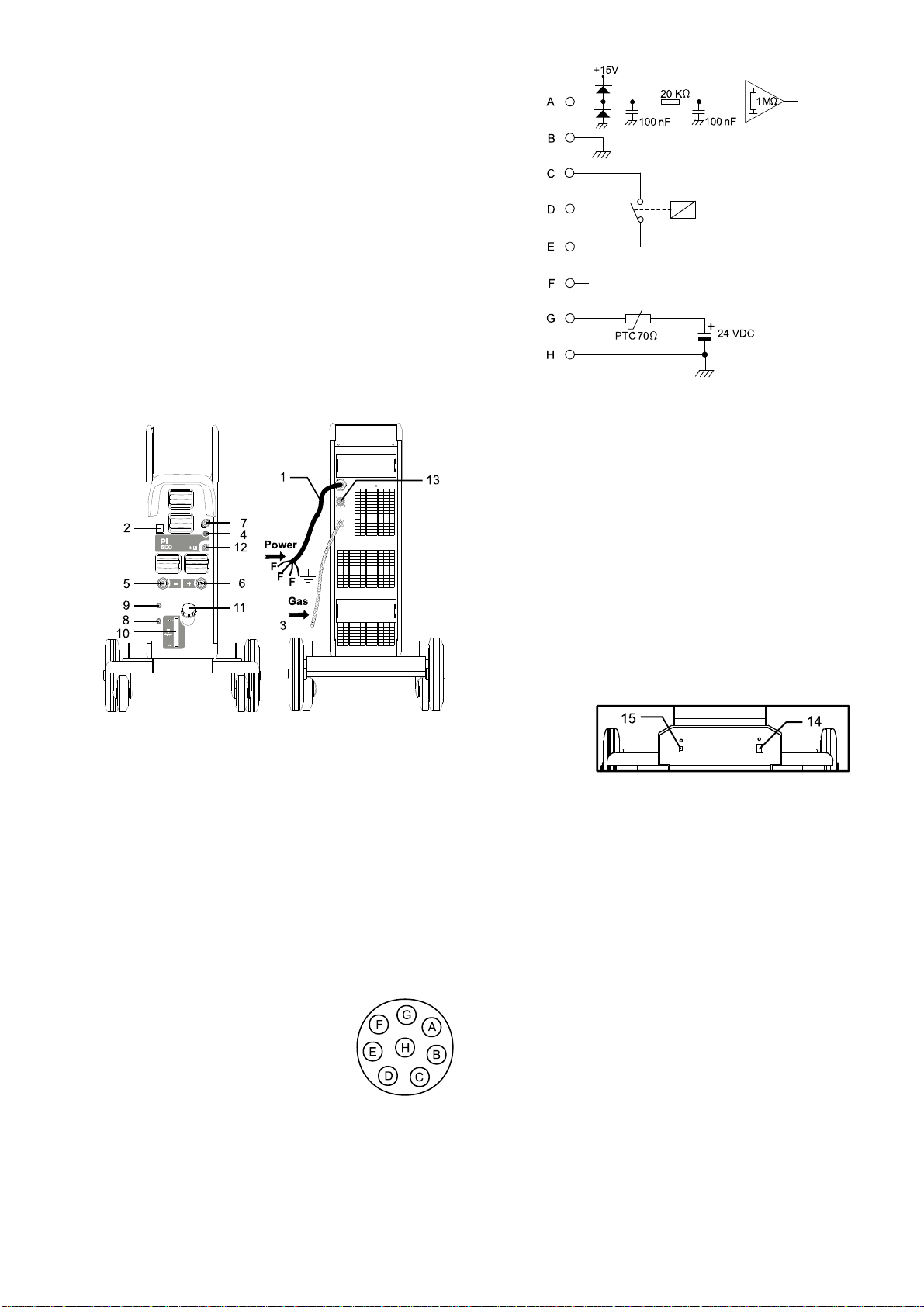
PI kan fjernreguleres via en fjernkontrol eller en svejseautomat. Fjernkontrolstikket (12) har terminaler for
følgende funktioner:
A: Input-signal for svejsestrøm, 0 –
+10V indgangsimpedans: 1Mohm
B: Signal-nul
C: Output-signal for etableret lysbue
(max. 1A), fuldt isoleret
D: NC
E: Output-signal for etableret lysbue (max. 1A), fuldt
isoleret
F: NC
G: Forsyningsspænding +24VDC. Kortslutningssikret
med PTC modstand (max. 50mA)
H: Forsynings-nul
Tilslutning af CWF enhed (option)
Det er muligt at forbinde op til 8 CWF Multi enheder på PI
via et dedikeret CAN stik (13) placeret på maskinens
bagside (option). Maskinen er dog som standard ikke
forberedt for CWF, og det er derfor nødvendigt at gå ind i
brugermenuen, vælge undermenuen "Fdr" og herefter
parameter 1 (se afsnit om brugermenu).
PI kan da kontrollere CWF direkte fra betjeningspanelet,
hvor det i hver enkelt program kan vælges CWF enhed
og CWF trådprogram fra 1 til 20.
Svejsning stoppes, og afhængig af brugerindstilling kan
fejlkoden “Fdr” vises, når CWF-enheden sættes i OFFmode. Dette er en information til brugeren om, at CWFenheden ikke reagerer på startsignal fra PI.
Vogn med automatisk netspændingsomkobling
(ekstra udstyr)
Maskiner leveret med autotrafo monteret i vognen kan
tilsluttes
følgende
spændinger:
3*230V,
3*400V,
3*440V og 3*500V.
Autotrafoen tændes (grøn indikator lyser) på netafbryderen (14). Den indbyggede energisparefunktion
vil automatisk slukke for svejsemaskinen efter
40 minutters stilstand. Tryk på knappen (15) for at
tænde maskinen igen (rød indikator lyser).
Energisparefunktionen kan sættes ud af drift af en
Migatronic tekniker.
Brug af maskinen
Under svejsning sker der en opvarmning af forskellige
dele i maskinen, og disse dele afkøles igen, når der
holdes pause. Det er vigtigt, at luftstrømningen ikke
reduceres eller stoppes.
Hvis maskinen indstilles til høje svejsestrømme, vil der
være behov for perioder, hvor maskinen afkøles.
Varigheden af disse afkølingsperioder afhænger af
strømindstillingen, og der bør ikke slukkes for maskinen
under afkølingen.
Hvis der ved brug af maskinen, ikke er tilstrækkeligt
lange perioder til afkøling, vil maskinens termosikring
automatisk afbryde svejsningen, og den gule lampe på
fronten vil lyse. Når maskinen er tilstrækkeligt afkølet,
slukkes den gule lampe, og maskinen er klar til brug igen.
7
BETJENINGSVEJLEDNING
Drejeknap
Maskinen er forsynet med en drejeknap,
som anvendes til indstilling af “parametre”.
F.eks. strøm, pulstid, slope-up tid etc.
Denne drejeknap er placeret i højre side af betjeningspanelet. Det digitale display viser værdien af de valgte
parametre. Parameterens enhed vises til højre for
displayet.
En parameter vælges med en trykknap i det felt, hvor
funktionen er placeret. Den valgte funktion vises med
et indikationslys. Derefter drejes der på drejeknappen
for at indstille en ny parameterværdi.
Programindstillinger
Denne funktion gør det muligt at gemme
programmer i maskinen og derved at kunne
skifte imellem forskellige komplette indstillinger. Mens
tasten trykkes ind, viser displayet et "P" efterfulgt af et
nummer: "1", "2" osv. Hvert af disse numre er en
indstilling af alle maskinens parametre og funktioner.
Man kan dermed have en indstilling til hver af de
svejseopgaver, som maskinen benyttes til.
Det er muligt at have 64 indstillinger i alle svejseprocesser (MMA DC, MMA AC, TIG DC og TIG AC) =
i alt 256 programpladser.
Hver enkelt Program vælges ved:
1. Vælg imellem MMA eller TIG.
2. Derefter vælg imellem DC eller AC.
3. Vælg til sidst programnr. (P01…P64). Der skiftes
mellem programmer ved at benytte drejeknappen,
når programtasten er trykket nede.
Når programtasten vælges, vises den sidst anvendte
programindstilling i den pågældende programgruppe
(MMA DC, MMA AC, TIG DC og TIG AC).
Reset af svejseprogrammer
Vælg det pågældende program, der ønskes reset til
fabriksindstilling. Hold
uden at dreje på drejeknappen. Når displayet blinker
med det pågældende programnummer, er
programmet indstillet til fabriksindstilling, og
knappen kan igen slippes.
-knappen nede i 10 sek.
-
Svejsestrøm/Lysbuespænding
Når denne tast aktiveres, vil man på dreje-
knappen indstille svejsestrømmen. Variabel fra
5A til 350A eller 500A afhængig af maskintype. Når der
ikke svejses, vil den indstillede strøm vises i displayet,
mens der under svejsning bliver vist den aktuelle
svejsestrøm. Under pulssvejsning vil der automatisk
skiftes til at vise en gennemsnitsværdi af svejsestrømmen, når skift mellem svejsestrøm og grundstrøm bliver
hurtigere, end det er muligt at opfatte.
Hold tasten inde i 3 sekunder for at få vist
lysbuespændingen (gælder KUN for TIG DC og
MMA DC). Når tasten aktiveres igen, vises
svejsestrømmen.
Enheder for parameter
Enheder for den parameter, der er vist i
displayet.
Svejsespændingsindikatoren lyser af sikkerhedshensyn, hvis der er spænding på elektroden eller
brænderen.
Overophedningsindikatoren lyser, hvis
svejsningen er blev afbrudt på grund af overophedning
af maskinen.
Netfejlsindikatoren lyser, hvis netspændingen
er mere end 15% lavere end den beregnede spænding.
Kølefejl vises i tilfælde af tilslutning af
manglende/forkert brænder eller ved problemer i kølemodulet (ved tilsluttet flowkontrolkit).
Kontroller at køleslangerne er korrekt tilsluttet, efterfyld
vandbeholderen og efterse svejseslange og tilslutningsstudser.
Fejlmeddelelsen fjernes ved at trykke på MMA-tasten.
på gastilførslen eller for stort modtryk fra slangen.
Kontroller at trykket på gastilførslen er højere end
2 bar eller 5 l/min og lavere end 6 bar eller 27 l/min.
Gasfejl kan sættes ud af funktion ved at indstille
manuelt gasflow til 27 l/min.
Gasfejl afmeldes med to tryk på
menu (ref. afsnittet "brugermenu").
opstår andre typer fejl. Samtidigt vises fejlkode i
displayet.
Svejsespænding
Overophedning
Netfejl
Kølefejl
Gasfejl
Gasfejl kan skyldes for lavt eller for højt tryk
-knappen.
Panellås
Tekst vises, når panellås er aktiveret i bruger-
Visning af fejlkoder
Indikatoren ved siden af ikonet blinker, når der
8
Udvalgte fejlkoder:
(Fejlmeddelelsen fjernes ved at trykke MMA-tasten)
Kølefejl
Kølefejl vises i tilfælde af, at kølevandet
ikke kan cirkulere som følge af forkert tilslutning eller
tilstopning.
Kontroller at køleslangerne er korrekt tilsluttet,
efterfyld vandbeholderen og efterse svejseslange og
tilslutningsstudser.
Spændingsfejl
Ikonet vises, når netspændingen er for
høj. E04-01 vises, når netspændingen er for lav.
Tilslut maskinen til 400V AC, +/-15% 50-60Hz.
ANDRE FEJLTYPER
Hvis andre fejlkode vises i display skal maskinen
slukkes og tændes for at fjerne meddelelsen.
Hvis fejlmeddelelsen vises gentagne gange, er
reparation af strømkilden nødvendig. Kontakt din
forhandler og oplys fejlkode.
TIG svejsning
TIG svejsning
Parametrene kan indstilles ved hjælp af drejeknappen, når de vises i displayet. Tryk på
tasten, indtil den relevante parameter er valgt.
Gasforstrømning/Pre-flow [s]
Gasforstrømningstiden er tiden, fra brænder-
tasten aktiveres, og gasstrømningen
begynder, til HF-tændingen kobles ind. Tiden kan
indstilles mellem 0 og 10 sekunder. I LIFTIG varer
perioden, indtil brænderen løftes væk fra emnet.
Startstrøm [A%]
Lige efter at lysbuen er etableret, regulerer
maskinen svejsestrømmen til den værdi,
der er angivet med denne parameter. Startstrømmen
indstilles som en procentdel af svejsestrømmen og er
variabel mellem 1-200% af svejsestrømmen. Bemærk at en strømværdi på højere end 100% genererer en startstrøm, der er højere end svejsestrømmen.
Slope-up [s]
Når lysbuen er etableret, går svejseproces-
sen ind i slope-up-fasen, hvor svejsestrømmen hæves fra den værdi, der er valgt som startstrøm,
til den ønskede svejsestrøm. Varigheden af denne
fase er strømstigningstiden. Tiden kan indstilles
mellem 0 og 20 sekunder i trin af 0,1 sek.
Sekundær strømniveau
Variabel fra 10 til 200% af svejsestrømmen.
Denne funktion kan kun vælges i fire-takt
ved hurtigt at presse og slippe brændertasten.
Bemærk at en strømværdi på mere end 100%
genererer en sekundær strøm, der er højere end
svejsestrømmen.
Slope-down [s]
Når svejsningen stoppes med brænder-
tasten, går maskinen ind i slope-downfasen. I løbet af denne fase sænkes strømmen fra
den indstillede svejsestrøm til slutstrømmen. Det er
varigheden af denne fase, der indstilles som
strøm-
sænkningstiden. Tiden kan indstilles mellem 0 og
20 sekunder i trin af 0,1 sek.
Slutstrøm [A%]
Strømsænkningsfasen afsluttes, når strøm-
styrken er faldet til slutstrømmen. Det er i
firetakt muligt at fortsætte i slutstrømmen, indtil
brændertasten slippes. Slutstrømmen indstilles som
en procentdel mellem 1 og 90% af den indstillede
svejsestrøm.
Punktsvejsetid
Punktsvejsetiden i TIG er tiden, fra strøm-
stigningen er afsluttet, til strømsænkningen
påbegyndes. Punktsvejsetiden er derfor den tid, der
svejses med den indstillede strøm. Lysdioden
blinker, når funktionen er aktiv.
Indstillet
svejsestrøm
strøm
Slope-up
pun k t svejsetid
Slope-down
taste ned ( ) / op ( )
tid
Tiden skal indstilles, inden lysbuen tændes. Ved at
slippe svejsebrænderens tast er det muligt at afbryde
punktsvejsetiden. Tiden kan indstilles mellem 0,01 og
600 sekunder. Funktionen er frakoblet, når tiden er
indstillet til 0 sek. Under hæftesvejsning kan tiden
indstilles fra 0,01 sek. Til 2,5 sek. (se TIG-A-TACK).
Gasefterstrømning / Post-flow [s]
Gasefterstrømningstiden er tiden, fra lysbuen
slukker, til gastilførslen afbrydes. Tiden kan
indstilles mellem 0 og 20 sekunder.
Synergisk post-flow (option) kan aktiveres ved at
indstille tiden til mindre end 0 sek., hvis IGC kit er
monteret. Displayet viser da IGC, og den aktuelle gasefterstrømning. Det synergiske post-flow kan justeres
+/- 50% ved at trykke på
-knappen og justere på
drejeknappen (når funktionen er aktiv).
9

IGC Gaskontrolkit (option)
Indstilling af gasflowmængden er mulig,
hvis et gaskontrolkit er installeret som
ekstraudstyr. Tryk på
-knappen indtil gasfor- og
efterstrømnings-ikonerne oplyses. Gasflowet kan
indstilles mellem 4 og 26 l/min.
Synergisk gas flow kan aktiveres ved at indstille l/min
til mindre end 4 l. Displayet viser da IGC og det
aktuelle gas flow. Det synergiske gasflow kan justeres
+/- 50% ved at trykke på
-knappen og justere på
drejeknappen (når funktionen er aktiv).
Gasreguleringen sættes ud af drift og gasventilen
åbnes helt ved at indstille gasflowraten til 27l.
CWF trådprogram (option)
Tryk på
-tasten indtil
strømstignings- og strømsænkningsikonerne tændes. Displayet viser X.YY,
hvor X er CWF enhedens ID-nummer, og YY er CWFenhedens trådprogram. Drej på drejeknappen for at
vælge ID/program. 0.00 anvendes, når CWF er
fravalgt (fabriksindstilling).
Strømtype
Anvendes til valg af AC (svejsning med
vekselstrøm). Ved TIG svejsning anvendes
vekselstrøm til svejsning af aluminiumslegeringer.
Øvrige materialer svejses med jævnstrøm.
AC-t-balance, tidsbaseret, (TIG)
Med denne funktion indstilles rensevirkningen
ved TIG-svejsning med vekselstrøm
(svejsning af aluminiumslegeringer). Funktionen er
en tidsbaseret balance mellem den positive og den
negative halvperiode. Der kan reguleres mellem 20
og 80%, idet %-angivelsen er baseret på den
negative halvperiodes andel af periodetiden.
Balancen reguleres således, at der er en passende
rensezone omkring smeltebadet. I MMA er tiden
fastlagt til 50%.
Når funktionen er indstillet til 100%, vil maskinen lave
en standard elektrodeforvarming med polariteten DC+.
Herefter vendes polariteten til DC– som standard
TIG DC. Denne funktion anvendes til at rengøre
svejseemnet, når lysbuen er tændt.
AC-frekvens
Vekselstrømmens frekvens kan indstilles i
området fra 25 til 150 Hz ved TIG-svejsning.
Ved TIG-svejsning medfører en lav frekvensindstilling
en forøget tendens til, at der dannes en stor kugle på
enden af wolframelektroden. Øges frekvensen vil
denne tendens formindskes. Frekvensen for MMAsvejsning kan indstilles fra 25 til 100 Hz. Det er dog
derudover muligt at indstille til 0 og derved ændre
polaritet (+/-) på dinsen.
Afhængigt af det indstillede strømniveau, vil AC
frekvensen blive justeret og begrænset ud fra
følgende kriterier: jo højere strømmen er, jo lavere
bliver AC frekvensen – se diagram. Hvis der vælges
en AC frekvens, der ikke er kompatibel med den
indstillede strøm, vil displayet blinke. Den ønskede AC
frekvens vil kun blive aktiveret, hvis strømmen
reduceres.
Under svejsning indikeres den automatisk reduktion i
AC-frekvensen ved en blinkende lysdiode, der først
slukkes, hvis strømmen justeres ned til det indikerede
niveau i diagrammet, og der da er opnået overensstemmelse imellem hertz og ampere.
Maks. AC frekvens som funktion af svejsestrøm
Elektrodeforvarmning, (TIG)
Forvarmning reguleres ind efter elektrodens
diameter, tilspidsning samt størrelsen af kuglen
på enden af elektroden. Der kan reguleres mellem 1
og 20, hvor 1 er minimal og 20 er maksimal
forvarmning. Hvis denne tid ikke er tilstrækkelig lang,
vil lysbuen slukke kort tid efter tændingen af lysbuen.
For lang forvarmning vil øge kuglen på spidsen af
wolframelektroden.
AC-I-balance, strømstyrkebaseret, (TIG AC)
Med denne funktion kan der ligeledes
foretages en regulering af rensevirkningen ved
AC TIG-svejsning med vekselstrøm.
Funktionens balance-
indstilling er baseret på
den positive periodes
strømstyrke i forhold til
den negative periodes
strømstyrke, med
angivelse i procent. En
reduktion af den positive
100% 150% 50%
rensestrøm kan have
den effekt, at wolframelektrodens levetid forbedres.
Variabel fra 30-170%. I MMA er værdien fastsat til
100%.
Langsom puls (TIG DC og AC)
Anvendes til valg af langsom puls.
Pulsstrømmen er den samme
som indstillet strøm. Herefter er det muligt at indstille
følgende pulsparametre:
Pulstid
Variabel fra 0,01 til 10 sek. i DC og fra 0,1 til
10 sek. i AC i trin af 0,01sek.
Pausetid
Variabel fra 0,01 til 10 sek. i DC og fra 0,1 til
10 sek. i AC i trin af 0,01sek.
Basisstrøm
Variabel fra 10 til 90% af pulsstrømmen.
10
Hurtig puls (TIG DC)
Anvendes til valg af hurtig puls.
Pulsstrømmen er den samme
som indstillet strøm. Herefter er det muligt at indstille
følgende pulsparametre:
Pulsfrekvens
Variabel fra 25 Hz til 988 Hz i TIG DC og
variabel fra 25-100 Hz i MMA.
Basisstrøm
Variabel fra 10 til 90% af pulsstrømmen.
Synergi PLUS
TM
(TIG DC)
Maskinen indstiller i denne funktion automatisk
og dynamisk alle overordnede pulsparametre i
DC-svejsning, når max. svejsestrømmen er indstillet
på drejeknappen.
TIG hæftesvejsning TIG-A-TACK
TM
Det er muligt at gemme et hæftesvejseprogram, så man kan foretage et hurtigt skift
fra svejsning til hæftesvejsning. Der vil være følgende
parametre til rådighed i denne funktion i TIG AC og
DC:
- HF Lysbuetænding 2-takt
- Ingen slope-up/slope-down
- Ingen puls
- Punktsvejsetid fra 0,01 til 2,5 sek. i trin af 0,01 sek.
indstilles ved at vælge parameteren “punktsvejse-
tid”
.
Elektrodesvejsning
Anvendes til valg af
elektrodesvejsning.
Det er ikke muligt af skifte svejseproces under
svejsning.
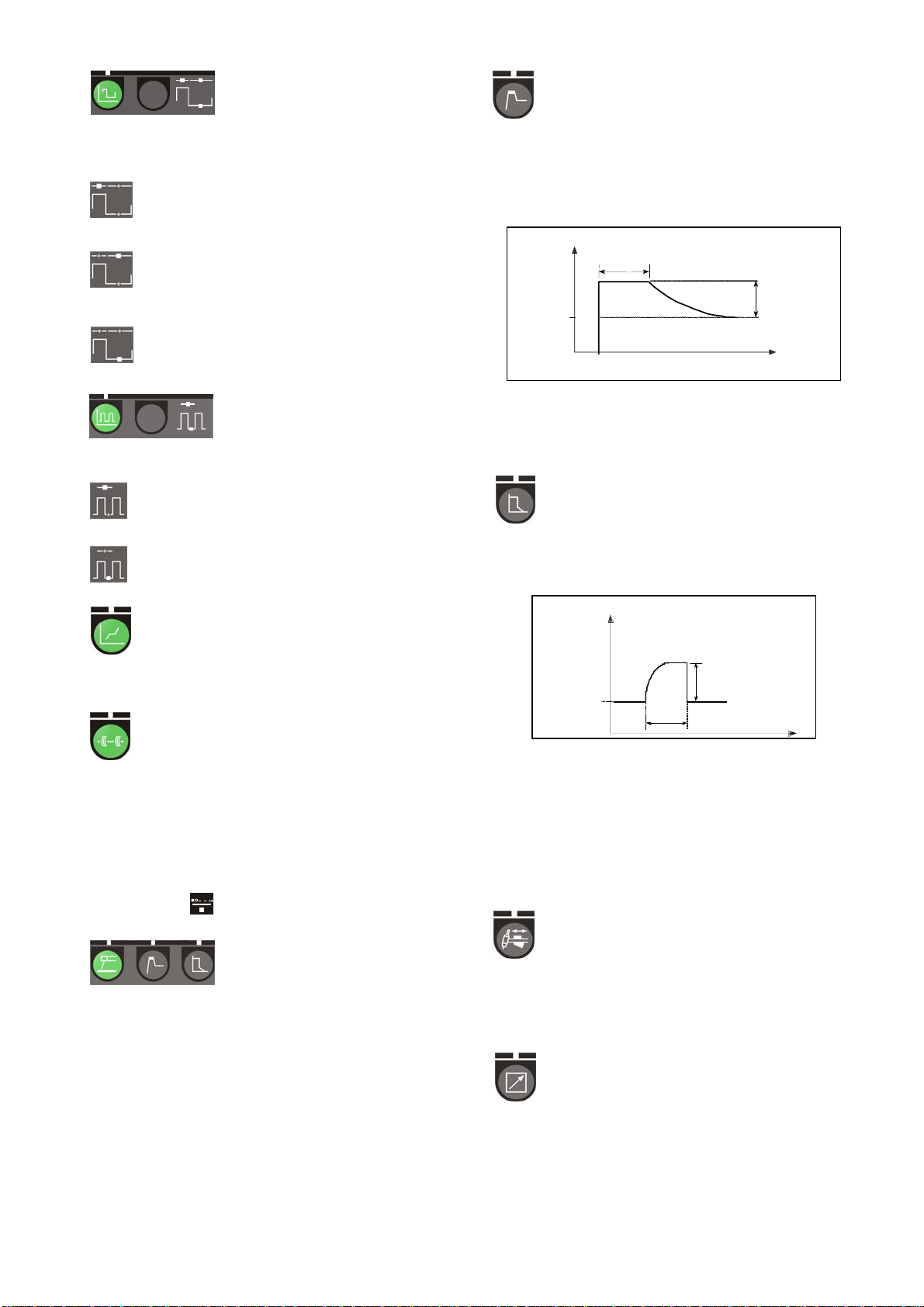
Hotstart
Hotstart er en funktion, som hjælper med til at
etablere lysbuen ved elektrodesvejsningens
start. Dette gøres ved at øge svejsestrømmen (når
elektroden sættes mod emnet) i forhold til den
indstillede strøm. Denne forhøjede startstrøm holdes i
et halvt sekund, hvorefter den falder til den indstillede
værdi for svejsestrømmen.
In dst ill et
svejsestrøm
strøm
Svejsning start
0,5 s
Eks t ra st rømbidr ag
fra hotstartfunktionen
tid
Hotstart-værdien angiver den procentværdi, som
startstrømmen forøges med, og den kan indstilles
mellem 0 og 100 % af den indstillede svejsestrøm.
Arc-power
Arc-power-funktionen bruges til at stabilisere
lysbuen i elektrodesvejsning. Dette sker ved
at forøge svejsestrømmen under kortslutningerne.
Denne ekstra strøm fjernes, når der ikke længere er
en kortslutning.
Indstillet
svejsestrøm
strøm
ko rt -
slutning
Ekstra strømbidrag fra
arc power funktionen
tid
Arc-power kan indstilles mellem 0 og 100% af den
indstillede svejsestrøm.
Eks.: Hvis svejsestrømmen er sat til 40 A og arc-
power til 50%, vil det ekstra strømbidrag blive
20 A lig med 60 A svejsestrøm under brug af
arc-power. Hvis arc-power er sat til 100%, vil
det ekstra strømbidrag blive 40 A lig med 80 A.
Brænderregulering / fjernbetjening –
7-pin stik
Svejsestrømmen indstilles ved hjælp af
brænderpotentiometret (extra udstyr).
Den maksimale svejsestrøm indstilles på frontpanelet.
Minimumstrøm er 5A.
Fjernbetjening – 8-pin stik (ekstra udstyr)
Kan anvendes til fodpedal (ekstra udstyr) og
fjernbetjeninger (ekstra udstyr) der benytter 8pin stik. Anvendes til at starte lysbuen og til justering
af strøm. Den maksimale svejsestrøm indstilles på
frontpanelet. Den aktuelle strøm vises i displayet.
Tændingsmetode
Der kan vælges mellem to forskellige
tændingsmetoder ved TIG-svejsning: HF og
LIFTIG. Tændingsmetoden kan ikke ændres under
svejsning. LIFTIG-tænding er aktiv, når indikatoren er
oplyst. En tredje funktion tillader brug af TIG brænder
uden tast: LIFTIG uden tast af brænder.
HF-tænding
I HF-tænding skal elektroden ikke berøre emnet. En
HF-impuls tænder lysbuen, når brændertasten
aktiveres. Skulle man ved et uheld berøre emnet
under HF-tænding, vil maskinen stoppe tændingen.
Løft elektroden og genstart tændingen.
LIFTIG-tænding
Elektroden skal berøre svejseemnet for at tænde TIG
lysbuen. Brændertasten aktiveres, og lysbuen
etableres, når elektroden løftes fra svejseemnet.
LIFTIG-tænding uden tast af brænder (TIG)
Denne funktion tillader brug af TIG brænder uden tast:
Tænd lysbuen ved at lade elektroden røre svejseemnet og derefter løfte brænderen for at etablere
lysbuen. Hold tasten inde i 3 sekunder og funktionen
er aktiveret, når lysdioden begynder at blinke. Sluk
lysbuen ved at fjerne brænderen fra svejseemnet.
11
Valg af tastemetode
Der kan vælges tastemetode. Når lysdioden er
tændt, er der valgt fire-takt, og når lysdioden er
slukket, er der valgt to-takt. Der kan ikke ændres
tastemetode, når der svejses.
To-takt
Svejseforløbet begynder, når brændertasten trykkes
ind. Når brændertasten slippes, påbegyndes
strømsænkningen. Det er muligt at vælge imellem
2 typer 2-takt triggermode. Læs om 2-takt
mulighederne under afsnittet ”Brugermenu”.
Fire-takt
Svejseforløbet begynder, når brændertasten trykkes
ind. Hvis brændertasten slippes under slope-up
perioden fortsætter svejsningen med den indstillede
svejsestrøm. For at afslutte svejsningen trykkes
brændertasten ind igen i mere end 0,5 sek., hvorefter
strømsænkningen påbegyndes. Strømsænkningen
kan standses ved at slippe tasten. Herefter
påbegyndes gasefterstrømningen.
Det er muligt at vælge imellem 4 typer 4-takt
triggermode. Læs om 4-takt mulighederne under
afsnittet "Brugermenu".
Anti-freeze
Maskinen har indbygget anti-freeze funktion. Antifreeze-funktionen er med til at registrere og sænke
strømmen, når elektroder brænder fast til emnet.
Funktionen letter afbrækning af elektroden.
Svejsningen kan herefter genoptages på normal vis.
Reset af alle programmer
Det er muligt at returnere til fabriksindstilling af alle
programmer på én gang. Maskinen vil herefter være
indstillet med følgende parametre:
MMA strøm 80A
MMA hotstart 50%
MMA arc power 50%
TIG strøm 80A
TIG punktstrøm 80A
Gasforstrømning 0,0 sek.
Gasefterstrømning 3,0 sek.
Ingen slope-up/slope-down
Startstrøm 40%
Slutstrøm 20%
Sekundær strømniveau 50%
Grundstrøm 40%
Hurtig pulsfrekvens 49 Hz
Pausetid = Pulstid = 0,1 sek.
AC-T-Balance = 65%
Elektrodeforvarmning = 5
Frekvens (AC) 50 Hz
AC-I-Balance = 100%
Reset funktionen aktiveres ved at slukke for maskinen
og vente, indtil displayet slukkes.
Følgende taster holdes nede
samtidigt:
Maskinen tændes, og ovennævnte taster holdes nede,
indtil displayet viser “X.XX”. Tasterne kan herefter
slippes.
X.XX er programmets software version.
Reset af et enkelt program
Vælg det pågældende program og tryk på -
tasten. Hold knappen inde i 5 sek. uden at
dreje på drejeknappen. Displayet vil vise det aktuelle
programnummer med blinkende segmenter som
indikation på, at reset er i gang. Når knappen slippes,
vil det aktuelle program indeholde fabriksindstilling (se
ovenstående værdier).
BRUGERMENU
Denne menu gør det muligt at lave sine egne
avancerede brugerindstillinger.
Tryk på
-tasten i 3 sekunder for at åbne op for
menuen. Drej på drejeknappen indtil det ønskede
menuvalg vises og aktiver valget ved at trykke på ”A”
tasten. Hold MMA knappen nede for at ændre
parametrene og drej igen drejeknappen. Tryk på ”A”
tasten for at gemme de valgte data. Menuen og dens
underpunkter forlades ved at vælge ”- - -” med ”A”
tasten.
Det følgende diagram viser alle parameter- og
funktionsvalg i brugermenuen.
12
Exit fra brugermenu
Åben/luk gasventilen for at fylde brænderen,
checke gasflasken og trykventilen. Tryk “A”
for at åbne/lukke gassen. Der vil automatisk blive
lukket for gassen, når brugermenuen forlades.
Undermenu for CWF Multi
Exit fra undermenu
Aktiv kontrol af CWF
0 = ingen CWF (fabriksindstilling)
1 = minimum 1 CWF
Undermenu der indeholder forskellige
undermenuer
Exit fra undermenu (retur til
hovedmenu)
Programlås
Beskyttelse af program P3 til P64
(tilstand 1) eller P1 til P64 (tilstand 2) mod
utilsigtet ændring af:
svejsestrømme, slopes, tider
Tastemetode 2T/4T
Intern/ekstern regulering
Pulsvalg
Det er stadigt muligt at vælge imellem
programmer og svejseproces.
Program P1 og P2 er ulåste (tilstand 1), så
der er fuld kontrol af alle parametre.
Når programlåsen er aktiveret, vil displayet
blinke med skriften “PG.L.”
0 = ulåst (fabriksindstilling)
1 = låst P3 til P64
2 = låst P1 til P64
Panellås
Komplet fastlåsning af boks. Alle
taster og drejeknappen er låste.
Når panellåsen er aktiveret, vil displayet
blinke med skriften “PA.L.”
0 = ulåst (fabriksindstilling)
1 = låst
2 = låst (som tilstand 1)
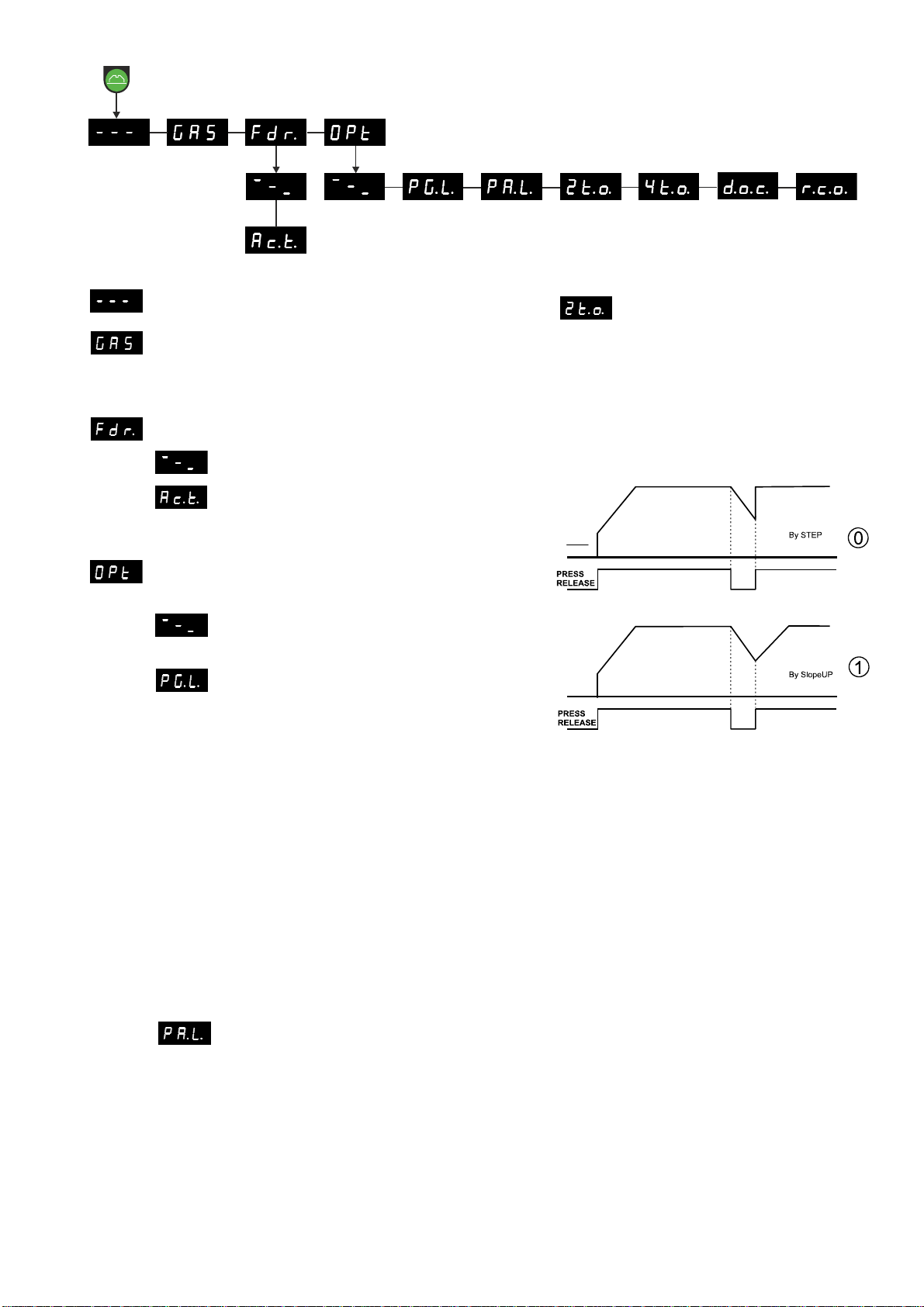
2-takt metodevalg
Gør det muligt at vælge mellem
2 forskellige metoder til at kontrollere
gentastning af maskinen under
strømsænkning. De følgende diagrammer
viser de forskellige principper.
0 = retur til svejsestrøm ved step (fabriks-
indstilling).
1 = retur til svejsestrøm ved slope-up
13

4-takt metodevalg
Gør det muligt at vælge imellem
4 forskellige metoder til at kontrollere
brændertasten, når maskinen er indstillet til
4-takt tastemetode (Liftig eller HF). Metode 3
kaldes 4T-REPEAT og tillader aktiv lysbue
ved slutningen af slope-down og gør det
nemmere at genstarte sekvens. I metode 3
er funktionen “Sekundært strømniveau”
frakoblet. De følgende diagrammer viser de
forskellige principper. Vælg imellem 0...3
(1=fabriksindstilling)
Dynamic Oxide Control
(til AC svejsning).
0 = deaktiveret
1 = aktiveret (fabriksindstilling)
Remote Control Option
Gør det muligt at vælge imellem
4 forskellige metoder afhængigt af tilsluttet
ekstern enhed.
Svejsestrøm kan kontrolleres op til tidligere
indstillet eller maks.
Ekstern referencespænding kan være 0-10V
eller 0-5V (metode 2 og 3 giver lavere
opløsning)
0 = 0-10V Imin to ISET (fabriksindstilling)
1 = 0-10V Imin to IMAX
2 = 0-5V Imin to ISET
3 = 0-5V Imin to IMAX
Alle ovenstående menuvalg ændres ikke ved reset til
fabriksindstilling.
14
TEKNISKE DATA
1
S S
2
S
Strømkilde: PI 350 AC/DC PI 500 AC/DC
Netspænding (50Hz-60Hz) 3 x 400 V ±15% 3x400 V ±15%
Netsikring 25 A 32 A
Netstrøm, effektiv 17,3 A 27,2 A
Netstrøm, max. 22,7 A 35,1 A
Effekt, (100%) 12,0 kVA 18,8 kVA
Effekt, max 15,7 kVA 24,2 kVA
Effekt, tomgang 40 W 40 W
Virkningsgrad 0,88 0,87
Effektfaktor 0,86 0,89
Strømområde 5-350 A 5-500 A
Tilladelig belastning:
100 % intermittens v/20°C TIG
100 % intermittens v/20°C MMA
Max. intermittens v/20°C TIG
Max. intermittens v/20°C MMA
100 % intermittens v/40°C TIG
100 % intermittens v/40°C MMA
60 % intermittens v/40°C TIG
60 % intermittens v/40°C MMA
Max. intermittens v/40°C TIG
Max. intermittens v/40°C MMA
Tomgangsspænding 95 V 95 V
Anvendelsesklasse
Beskyttelsesklasse (IEC 529) IP 23 IP 23
Normer
Dimensioner (hxbxl) 98x54,5x109 cm 98x54,5x109 cm
Vægt excl. kølevæske 72 kg 77 kg
Kølemodul:
Køleeffekt 1,2 kW
Tankkapacitet 3,5 liter
Norm EN/IEC60974-2
Flow 1,75 l/min – 1,2 bar – 60°C
Tryk max. 3 bar
Funktioner: Proces PI 350/500 AC/DC
Arc-power Elektrode 0-100 %
Hot-start Elektrode 0-100 %
Anti-freeze TIG/Elektrode altid aktiv
Startstrøm TIG 1-200 %
Slutstrøm TIG 1-90 %
Slope-up TIG 0-20 sek
Slope-down TIG 0-20 sek
Gasforstrømning TIG 0-10 sek
Gasefterstrømning TIG 0-20 sek
Punktsvejsetid TIG 0-600 sek
Pulstid TIG/MMA 0,01-10 sek.
Pausetid TIG/MMA 0,01-10 sek.
Basisstrøm TIG/MMA 10-90 %
Sekundær strømniveau TIG 10-200 %
AC-balance (TIG/MMA AC) 20-80 % (50% i MMA)
AC-balance, Ampere (TIG/MMA AC) 30-170 % (100% i MMA)
AC-frekvens*
TIG-tænding TIG HF / LIFTIG
Triggerfunktion TIG 2/4-takt
340 A
330 A
350A/95%
350A/90%
290 A
290 A
350 A
350 A
350A/60%
350A/60%
475 A
475 A
500A/80%
500A/65%
420 A
420 A
500 A
450 A
500A/60%
500A/55%
EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-3
EN/IEC60974-10 (Class A)
(TIG/MMA AC) 25-150 HZ (kun AC)
1
Maskinen opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok
2
Maskinen må anvendes udendørs, idet den opfylder kravene til beskyttelsesklasse IP23.”
15

VEDLIGEHOLDELSE
Maskinen skal regelmæssigt vedligeholdes og
rengøres for at undgå funktionsfejl og sikre driftssikkerhed.
Manglende vedligeholdelse har indflydelse på driftssikkerheden og resulterer i bortfald af garanti.
ADVARSEL!
Service- og rengøringsarbejder på åbnede
svejsemaskiner må kun udføres af kvalificeret
personale. Anlægget skal frakobles forsyningsnettet (netstik trækkes ud!). Vent ca. 5 minutter
før vedligeholdelse og reparation, da alle kondensatorer skal aflades da der er risiko for stød.
Kølemodul
- Kølevæskeniveau og frostsikring efterprøves, og
kølevæske efterfyldes efter behov.
- Èn gang om året renses vandtank og vand-
slangerne i svejseslangen for snavs og gennemskylles med rent vand. Derefter påfyldes ny
kølevæske. Maskinen leveres fra Migatronic med
kølevæske af typen propan-2-ol i
blandingsforholdet 23% propan-2-ol og 77%
demineraliseret vand, hvilket giver frostsikring til
-9°C (se bestillingsnummer i reservedelslisten).
Strømkilde
- Strømkildens ventilatorvinge og køletunnel skal
rengøres med trykluft efter behov.
- Der skal mindst én gang årligt gennemføres eftersyn og rengøring af kvalificeret servicetekniker.
GARANTIBETINGELSER
Migatronic svejsemaskiner kvalitetskontrolleres
løbende i hele produktionsforløbet og afprøves som
samlede enheder gennem omhyggelig, kvalitetssikret
funktions- og sluttest.
Migatronic yder 12 måneders garanti på nye
svejsemaskiner, der ikke er registreret. Hvis nye
svejsemaskiner registreres inden for 6 uger efter
fakturering, udvides garantiperioden til 24 måneder.
Registrering skal foretages på internetadressen:
www.migatronic.com/warranty. Som bevis for
registreringen gælder registreringsbeviset, der
fremsendes pr. e-mail. Den originale faktura samt
registreringsbeviset er købers dokumentation for, at
svejsemaskinen er omfattet af en 24 måneders
garanti.
Såfremt registrering ikke foretages, er standard
garantiperioden 12 måneder for nye svejsemaskiner,
regnet fra dato for fakturering til slutkunde. Den
originale faktura er dokumentation for garantiperioden.
Migatronic yder garanti i henhold til gældende
garantibetingelser ved at udbedre mangler eller fejl
ved svejsemaskiner, der påviseligt inden for
garantiperioden måtte skyldes materiale- eller
produktionsfejl.
Der ydes som hovedregel ikke garanti på
svejseslanger, da disse anses som sliddele; dog vil
fejl og mangler, som opstår inden for 6 uger efter
ibrugtagning og som skyldes materiale- eller
produktionsfejl, blive betragtet som
garantireklamation.
Enhver form for transport i forbindelse med en
garantireklamation er ikke omfattet af Migatronics
garantiydelse og vil derfor ske for købers regning og
risiko.
I øvrigt henvises til Migatronic gældende
garantibetingelser som er tilgængelig på:
www.migatronic.com/warranty.
16
ENGLISH
Arc welding and cutting can be dangerous to the user, people working nearby, and the surroundings if the
equipment is handled or used incorrectly. Therefore, the equipment must only be used under the strict
observance of all relevant safety instructions. In particular, your attention is drawn to the following:
Electricity
- The welding equipment must be installed according to safety regulations and by a properly trained and qualified
person. The machine must be connected to earth through the mains cable.
- Make sure that the welding equipment is correctly maintained.
- In the case of damaged cables or insulation, work must be stopped immediately in order to carry out repairs.
- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
- Avoid all contact with live components in the welding circuit and with electrodes and wires if you have bare
hands. Always use dry welding gloves without holes.
- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).
- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).
Light and heat emissions
- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet
with suitable radiation protection glass.
- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective
clothes, covering all parts of the body.
- The place of work should be screened, if possible, and other persons in the area warned against the light from
the arc.
Welding smoke and gases
- The breathing in of the smoke and gases emitted during welding is damaging to health. Make sure that any
exhaust systems are working properly and that there is sufficient ventilation.
Fire hazard
- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be
removed from the place of welding.
- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch
out for folds and open pockets).
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Noise
- The arc generates acoustic noise according to welding task. In some cases, use of hearing aids is necessary.
Dangerous areas
- Special consideration must be taken when welding is carried out in closed areas or in heights where there is a
danger of falling down.
Positioning of the machine
- Place the welding machine so there is no risk that the machine will tip over.
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Use of the machine for other purposes than it is designed for (e.g. to unfreeze water pipes) is strongly deprecrated.
If the occasion should arise this will be carried out without responsibility on our part.
WARNING
Read this instruction manual carefully
before the equipment is installed and in operation
Electromagnetic emissions and the radiation of electromagnetic disturbances
This welding equipment for industrial and professional use is in
conformity with the European Standard EN/IEC60974-10 (Class A).
The purpose of this standard is to prevent the occurrence of
situations where the equipment is disturbed or is itself the source of
disturbance in other electrical equipment or appliances. The arc
radiates disturbances, and therefore, a trouble-free performance
without disturbances or disruption, requires that certain measures
are taken when installing and using the welding equipment. The
user must ensure that the operation of the machine does not
occasion disturbances of the above mentioned nature.
The following shall be taken into account in the surrounding area:
1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.
2. Radio or television transmitters and receivers.
3. Computers and any electrical control equipment.
4. Critical safety equipment e.g. electrically or electronically
controlled guards or protective systems.
5. Users of pacemakers and hearing aids etc.
6. Equipment used for calibration and measurement.
7. The time of day that welding and other activities are to be
carried out.
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment it may
be necessary to take special and additional precautions in order to
prevent problems of emission (e.g. information of temporary welding
work).
Methods of reducing electromagnetic emissions:
1. Avoid using equipment which is able to be disturbed.
2. Use short welding cables.
3. Place the positive and the negative cables close together.
4. Place the welding cables at or close to floor level.
5. Remove signalling cables in the welding area from the supply
cables.
6. Protect signalling cables in the welding area, e.g. with selective
screening.
7. Use separately-insulated mains supply cables for sensitive
electronic equipment.
8. Screening of the entire welding installation may be considered
under special circumstances and for special applications.
17
MACHINE PROGRAMME
PI 350/500 AC/DC
PI 350/500 AC/DC is a water-cooled threephased welding machine for MMA and TIG
welding. The machine can be delivered both
separately without a trolley or with an integrated
trolley included.
Welding hoses
The machine can be equipped with TIG welding
hoses, electrode holders and return current
cables from the MIGATRONIC programme.
Moreover, we can offer you the following:
Foot control (remember to insert a special
version without jumper inside, dedicated for
water cooled torches)
Handpotmeter (8-pole connector)
IGC (Intelligent Gas Control) kit
Water flow control kit
CWF wire feed unit
CAN remote control
INITIAL OPERATION
Mains connection
Before connecting the power source to the mains supply, ensure
that the power source is of the same voltage as the mains voltage
provided and that the fuse in the mains supply is of the correct
size. The mains cable (1) of the power source must be connected
to the correct three-phase alternating current (AC) supply of 50 Hz
or 60 Hz and with earth connection. The sequence of the phases
is not of significance. The power source is switched on with the
mains switch (2).
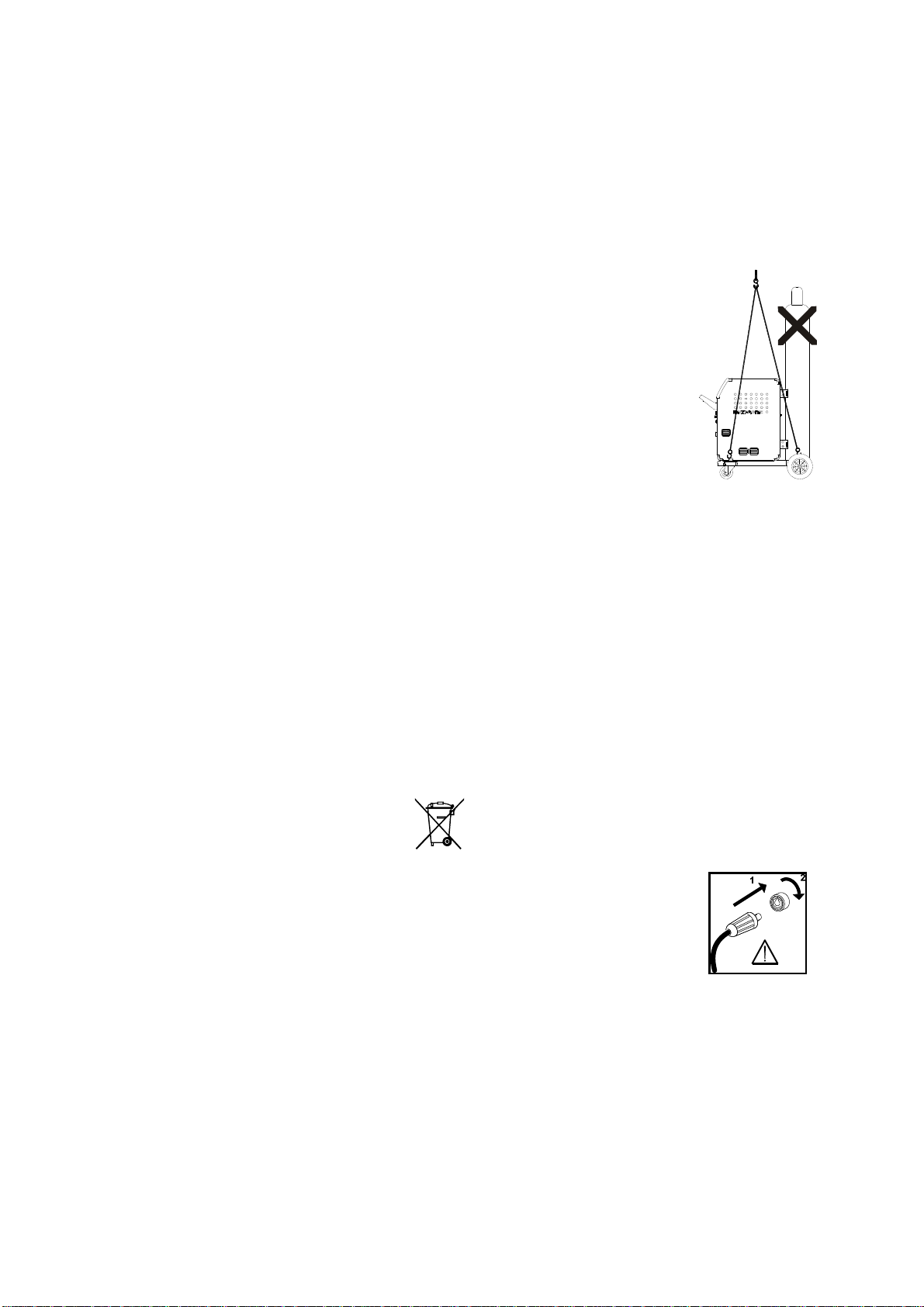
Lifting instructions
The lifting point must be used as shown in
the following drawing. The machine must
not be lifted with a mounted gas bottle!
Configuration
MIGATRONIC disclaims all responsibility for damaged cables
and other damages related to welding with undersized welding
torches and welding cables measured by welding specifications
e.g. in relation to permissible load.
Generator use
This welding machine can be used at all mains supplies
providing sine-shaped current and voltage and not exceeding
the approved voltage tolerances stated in the technical data.
Motorised generators observing the above can be used as
mains supply. Consult your supplier of generator prior to
connecting your welding machine. MIGATRONIC recommends
use of a generator with electronic regulator and supply of
minimum 1.5 x the maximum kVA consumption of the welding
machine. The guarantee does not cover damage caused by
incorrect or poor mains supply.
Dispose of the product according to
local standards and regulations.
www.migatronic.com/goto/weee
Important!
In order to avoid damage to plugs and
cables, good electric contact is required
when connecting the work return cable and
welding torch to the machine.
Gas connection
Connect the gas hose (3) to the gas system by means of a gas
pressure reducer with flow control. Fit and secure the gas hose to
the gas connection (4) on the front of the machine.
Connection of welding cables
Connect the welding cables and the return current cable to the
front of the machine.
Please note that the plug must be turned 45 degrees after
insertion into the socket - otherwise the plug can be damaged due
to excessive contact resistance.
Always connect the TIG torch in the minus (-) socket (5) and the
return current cable in the plus (+) socket (6).
18
The control signals from the TIG torch are transmitted to
the machine through the circular 7-pin plug (7). When the
plug has been assembled please secure it by turning the
"circulator" clockwise. Connect the gas hose to the quick
connection.
COATED ELECTRODES: Electrodes are marked with a
polarity on the packing. Connect the electrode holder in
accordance with this marking to the plus or minus sockets
of the machine.
Connection of TIG torch
Mount the flow hose on the water cooled torch in the quick
connection marked with blue (8) and the return hose in
the quick connection marked with red (9).
Control of cooling liquid
The machine is delivered with integrated water cooling
and the cooling liquid level should be checked regularly by
means of the level control (10). The refilling of cooling
liquid takes place through the filler neck (11).
Connection of electrode holder for MMA
The electrode holder and return current cable are
connected to plus tap (6) and minus tap (5). Observe the
instructions from the electrode supplier when selecting
polarity.
Connection of foot control
Foot control is connected to the 7-poled plug (7) or
through the 8-poled plug (12) (depending on the foot
control type).
Connection of remote control
PI machines equipped with 8-pole control interface (12)
can be controlled via a remote control or a welding robot.
The remote control socket has terminals for the following
functions:
A: Input signal for welding current, 0 –
+10V input impedance: 1Mohm
B: Signal ground
C: Arc detect – contact of relay (max.
1Amp), fully insulated
D: N.C.
E: Arc detect – contact of relay (max. 1Amp), fully
insulated
F: N.C.
G: Supply +24VDC. Short circuit protected with PTC
resistor (max. 50mA).
H: Supply ground
CWF Multi (option)
It is possible to connect to the PI with up to 8 CWF Multi
units via dedicated CAN BUS connector (13) placed on
the rear side of machine (option). In order to permit this
control capability, enter the USER Menu and select "Fdr"
(feeder), then access "Act" (Active devices) and set the
parameter to 1 (see USER MENU).
Now the PI is ready to control the CWF directly from the
box: for each TIG welding program it is possible to select
what CWF unit must be activated and the relative CWF
program in the range 1 to 20.
Depending from the settings on the CWF, if the unit is in
OFF mode the error message “Fdr” can be displayed on
PI and the welding procediment stopped. This is to inform
the user the CWF is not responding to start signal from PI.
Trolley with automatic mains voltage transition
(Special equipment)
Machines
supplied with
autotransformer
can be
connected to the
following mains supplies:
3*230V, 3*400V, 3*440V og 3*500V.
Press the power switch (14) to turn on the autotransformer (green indicator light). The built-in energy
saver function will automatically turn off the welding
machine after 40 minutes of inactivity. Press the button
(15) to turn on the machine again (red indicator light).
The energy saver function can be permanently
disconnected by a Migatronic technician.
Usage of the machine
When welding, a heating of various components of the
machine takes place and during breaks these
components will cool down again. It must be ensured that
the flow is not reduced or stopped.
When the machine is set for higher welding currents,
there will be a need for periods during which the machine
can cool down.
The length of these periods depends on the current
setting, and the machine should not be switched off in the
meantime. If the periods for cooling down during use of
the machine are not sufficiently long, the overheating
protection will automatically stop the welding process and
the yellow LED in the front panel will come on. The yellow
LED switches off when the machine has cooled down
sufficiently and is ready for welding.
19
CONTROL UNIT
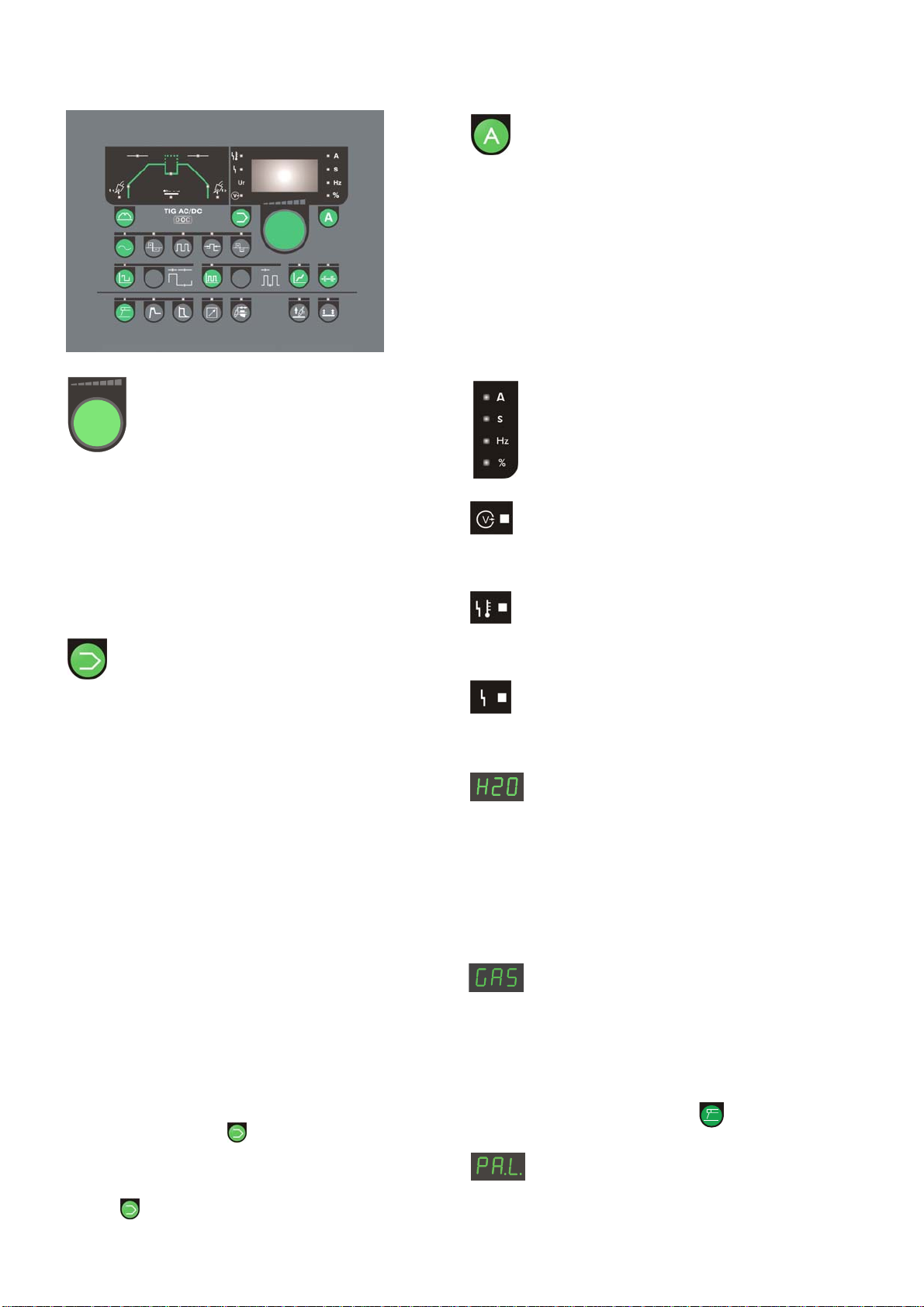
Control knob
All parameters are set by the use of only
one control knob. These parameters include
current, pulse time, slope-up time, etc.
This control knob is positioned in the right
side of the control panel. The digital display shows the
value of the parameter being set. The unit of
measurement of the parameter is shown on the right
side of the digital display.
A parameter can be selected by means of the relative
keypad in the relevant section. A bright indication light
indicates the parameter selected. The control knob is
then used for setting a new value.
Storage of parameters - programs
This function enables storage of programs
(often used machine settings) and shift from
one complete program to another. By pressing the
keypad the display shows a "P" and a number: "1", "2"
etc. Each number includes a program with all
parameters and functions of the machine. It is
therefore possible to have one program for each
welding job for which the machine is used.
It is possible to store 64 settings in each welding
process (MMA DC, MMA AC/DC, TIG DC and TIG
AC/DC) = 256 program settings.
Each program can be selected by:
1. Choose between MMA or TIG.
2. Then choose between DC or AC.
3. Finally, select program number (P01…P64). The
control knob can be used for shifting between the
programs when the key pad is kept pressed down.
The latest used program setting in the relevant
program group (MMA DC, MMA AC, TIG DC and TIG
AC) will be shown when the program key pad is
selected.
Reset of welding programs
Select the program that needs to be reset to factory
settings. Then keep the
10 secs without turning the encoder.
The program has been reset when the current
program number is flashing on and off in the display
and the
-key pad can then be released again.
- key pad pressed for
Welding current/Arc voltage
The key pad can be used to display the
welding current.
Adjustable from 5A to 350A or 500A depending on the
machine model. After the welding process has
stopped, the adjusted current is shown on the display.
During welding, however, the actual welding current is
shown. During pulse welding an average welding
current is automatically shown when shifting between
welding current and base current becomes faster than
possible viewing.
Press the key for 3 seconds to display the arc voltage
(valid ONLY for TIG DC and MMA DC). Press again
“A” to display the welding current.
Units for parameters
Units of measurement of the selected
parameter.
The welding voltage indicator is illuminated for
reasons of safety and in order to show if there is
voltage at the output taps.
The overheating indicator is illuminated if
welding is interrupted due to overheating of the
machine.
The mains error indicator is illuminated if the
mains voltage is more than 15% lower than the rated
voltage.
Cooling fault is shown in case of connection
of wrong type of torch, or if a torch has not been
connected. If a flow control kit has been selected, the
cooling fault may indicate problems in the cooling unit.
Check that the cooling hoses are correctly connected,
top up the water tank and check welding hose and
branches.
The error code can be reset by pressing the MMA-key
pad.
pressure on the gas flow or too high back-pressure
from the hose.
Check that the pressure on the gas flow is higher than
2 bar or 5 l/min. and lower than 6 bar or 27 l/min.
The gas error function can be deactivated by setting
the manual gas flow at 27 l/min.
Cancel gas errors by pressing the
activated in the user menu (ref. paragraph "user
menu").
20
Welding voltage indicator
Overheating error indicator
Mains error indicator
Cooling fault
Gas errors
Gas errors are caused by too low or too high
key twice.
Panel lock
Text is displayed, when panel lock is
Fault symbols
A
The indicator next to the icon blinks when other
types of errors occur. At the same time a fault symbol is
shown in the display.
Selected error codes:
(The error code can be reset by pressing the MMA-key pad.)
Torch cooling fault
Cooling fault is shown in case of no circulation
of the cooling liquid due to faulty connection or choking.
Check that the cooling hoses are correctly connected, top up
the water tank and check welding hose and branches.
Mains supply fault
The icon will be shown, when the mains
voltage is to high. E04-01 will be shown when the mains
voltage is to low.
Connect the welding machine to 400V AC, +/-15% 5060Hz.
OTHER TYPES OF FAULTS
If other fault symbols are shown in the display, the machine
shall be switched off and then on to dispose of the symbol.
If the fault symbol is shown repeatedly, repair of the power
source is required. Contact your distributor with information
of the fault.
TIG welding
TIG welding
The parameters can be adjusted with the control
knob after they are shown on the display. Press the
relative key to select the parameter. The relevant LED will
illuminate.
Pre-flow [s]
Pre-flow is the period of time for which gas flows
after the torch switch is pressed and before the HF
arc is established. Variable 0-10 sec.
In the LIFTIG process the period is the time until the torch is
lifted away from the workpiece.
Start Amp [A%]
Immediately after the arc has been established, the
machine regulates the welding current to the value
stated in the Start Amp parameter. Start Amp is set as a
percentage of the required welding current and is variable
between 1-200% of the welding current. Please note that
values higher than 100% generate a Start Amp bigger than
welding current.
Slope-up [s]
Once the arc has been established, the
welding process enters a slope-up
stage during which the welding current is
increased in linear fashion from the value stated
in the Start Amp parameter to the required
welding current. The duration of this slope-up
time is variable 0-20 sec in steps of 0.1 sec.
Second current level
Adjustable from 10 to 200% of welding
current. It is activated in four-times only
by pressing and releasing quickly the torch
trigger. Please note that values bigger than
100% generate a secondary current bigger than
welding current.
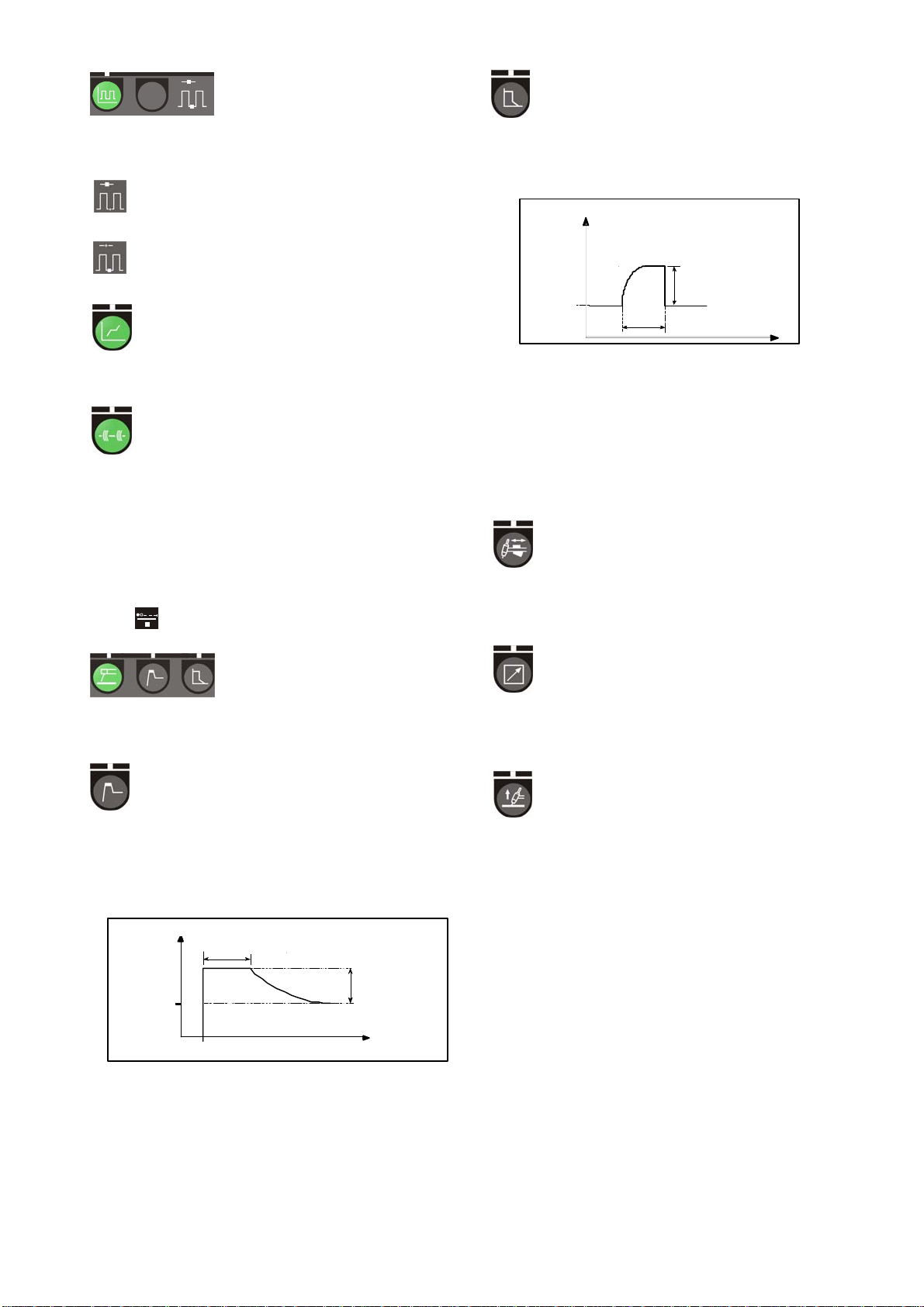
Slope-down [s]
When welding has stopped by
activating the trigger, the machine
enters a slope-down stage. During this stage
current is reduced from welding current to Final
Amp over a period of time called the slope-down
time and variable 0-20 sec in steps of 0.1 sec.
Final Amp [A%]
The slope-down stage is completed
when the current level has fallen to the
value stated in the Final Amp parameter. In 4times it is possible to continue in Final Amp
mode until the trigger is released. Final Amp is
stated as a percentage of the required welding
current and is variable between 1-90% of the
welding current.
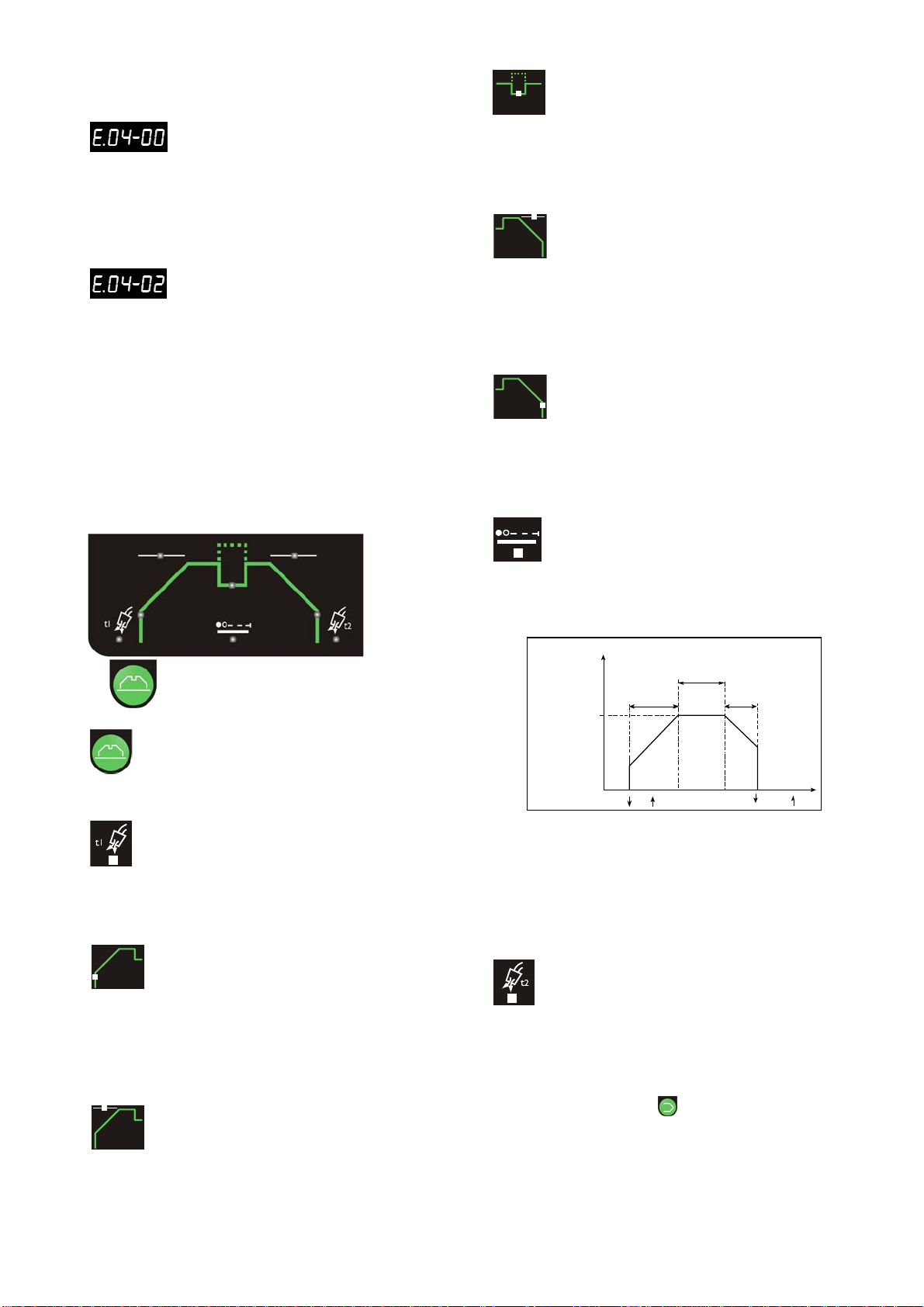
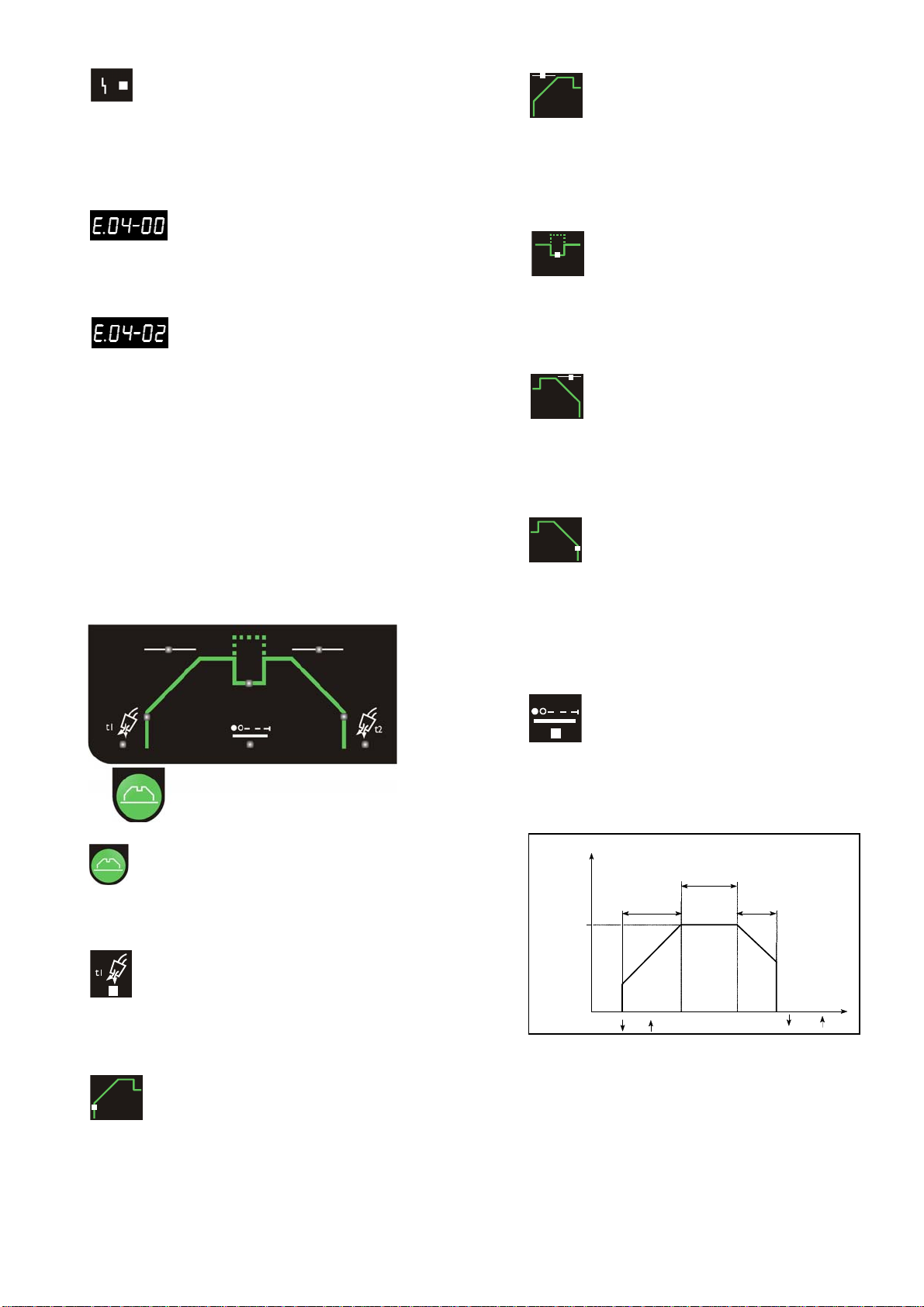
Spot time
The spot time in TIG is the time from
the end of slope up to beginning of
slope down. Therefore, during spot time the
machine is welding with the adjusted current.
The LED flashes on and off when the function is
active.
mp
spot
welding time
Set welding
current
slope-up
slope-down
time
trig down ( ) / up ( )
Set the timer before igniting the arc. The torch
trigger, depending from the selected torch mode
can interrupt the spot welding time.
Variable 0.01-600 sec. The function is
disconnected when the time is set to 0 sec.
When used during tack welding, the timer can be
set from 0.01 sec to 2.5 secs (See TIG-ATACK).
21
Post-flow [s]
Post-flow is the period of time for which gas
flows after the arc is extinguished and is
variable 0-20 sec.
Synergic post-flow (option) can be activated by
adjusting time to less than 0 secs, if the IGC kit has
been mounted. The displays shows then IGC and the
current post-flow. The synergic post-flow can be
adjusted +/- 50% by pressing the
-key pad and
adjusting the control knob (when the function is
active).
IGC Gas control kit (option)
Adjustment of the gas flow is possible
if a gas control kit has been installed
as special equipment. Press on the
-key pad until
the gas pre-flow and gas post-flow icons are turned
on. The gas flow is variable 4 - 26 l/min.
Synergic gas flow can be activated by setting l/min to
less than 1 l. The display shows then IGC and the
current gas flow level. The synergic gas flow can be
adjusted +/- 50% by pressing the
-key pad and
adjusting the control knob (when the function is
active).
The gas valve will be completely open and the gas
adjustment is disconnected when the gas flow rate is
set to 27l.
CWF wire program (option)
Press on the
-key pad until the
slope-up and slope-down icons are
turned on. The display will show X.YY where X is the
CWF unit and YY is the relative program number to be
used. Rotate the encoder to select unit/program. 0.00
is used when NO CWF must be activated. (default)
Current type
It is possible to select either AC (alternating
current) or DC (direct current). In the TIGwelding process, AC is used for welding of aluminium
and its alloys, while DC is used for the welding of other
materials.
AC-t-balance (based on time) (TIG)
Adjustment of the refinement function during
the AC TIG welding of aluminium and its
alloys. The function is a balance based on time
between the positive and negative half period.
Adjustment is possible between 20 and 80 percent as
the statement in percent is based on the negative part
of the period time. Adjustment continues until a
suitable refinement zone is established around the
molten pool. In MMA the value is fixed to 50%.
By forcing the parameter to 100%, in TIG MODE the
machine executes a standard “Electrode Preheat” in
polarity DC+ then reverse the polarity to DC– like a
standard DC TIG. This function is used to clean the
workpiece when the arc is turned on.
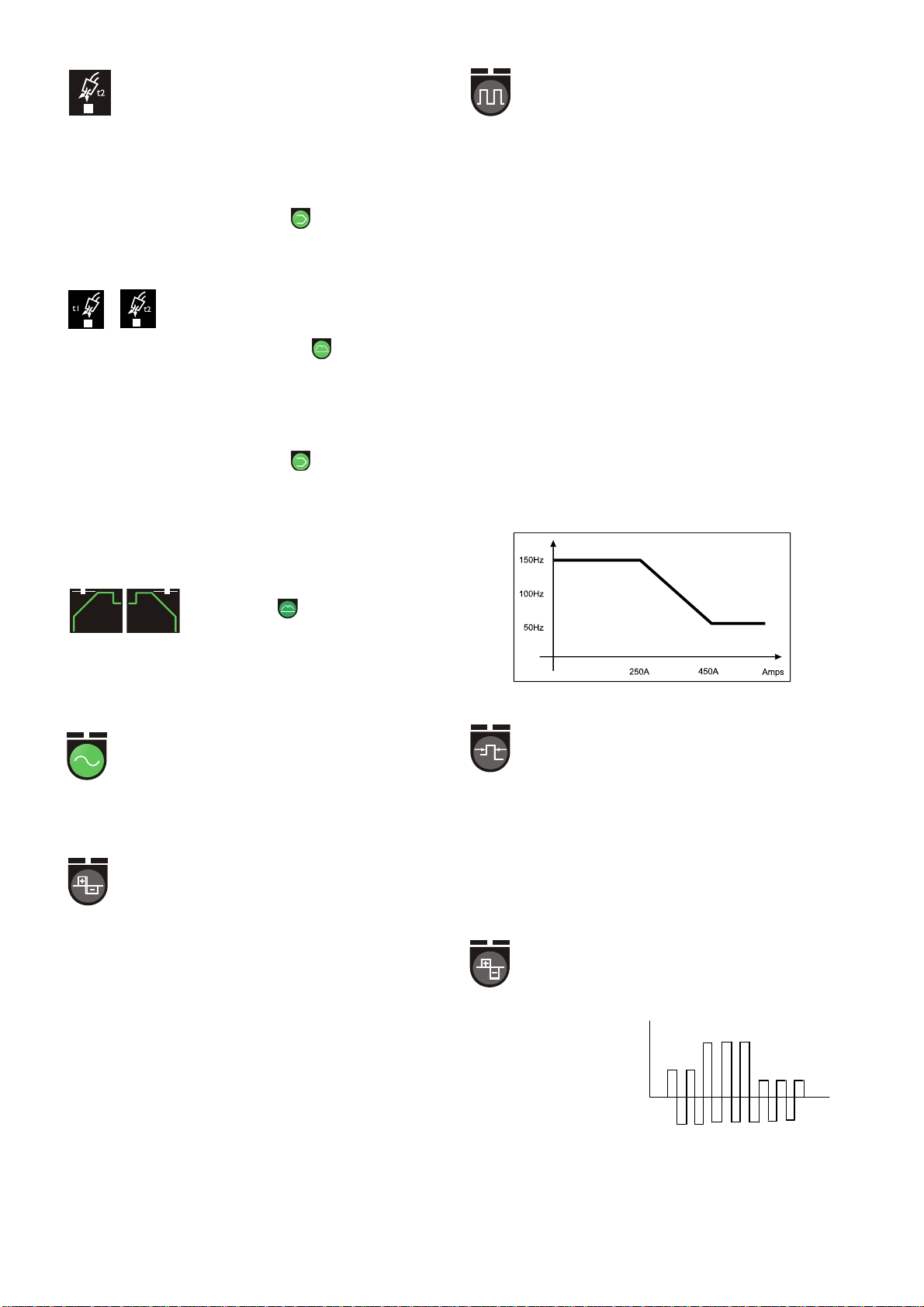
AC-frequency
The AC frequency can be adjusted from 25 to
150 Hz for TIG welding. A low frequency
during TIG welding increases the tendency for the
formation of a large ball at the end of the tungsten
electrode. Increasing the frequency will reduce this
tendency. The frequency for MMA-welding can be
adjusted from 25 to 100 Hz. Forcing the Frequency to
0 Hz in MMA just reverse the polarity of
Electrode (+/-), avoiding the need of exchanging
Electrode Clamp and Ground cable.
Depending from the selected value of current, the AC
frequency is regulated and limited according to the
following criteria: higher is the current, lower will be the
AC frequency – see diagram. When selecting an AC
frequency not compatible with the selected current,
the display will start flashing. The requested AC
frequency value will only be active in case the current
is lowered.
During welding, the automatic reduction of ACfrequency is indicated by continuous flashing of the
green indicator above the keypad. If the current is
lowered according to the diagram the indicator will
switch off to indicate the restored full compatibility
between Hertz and Amperes.
Maximum AC frequency as function of welding current
Electrode preheating
The length of the preheat period depends on
both the diameter of the electrode and the
angle of the point of the electrode, as well as the size
of the ball at the end of the electrode.
Adjustment is possible from 1 to 20, with 1 being the
minimum and 20 being the maximum preheat periods.
If the period is too short the pilot arc will extinguish
shortly after ignition. The size of the ball at the end of
the electrode will increase if the pre-heat period is too
long.
AC-I-balance, current intensity based
(only TIG)
The purpose of the function is also adjustment
of the refinement zone during AC TIG welding.
However, this balance is
based on the current
intensity of the positive
period proportional to the
current intensity of the
negative period. A
reduction of the positive
refinement current may
100% 150% 50%
have the effect that the lifetime of the tungsten
electrode improves. Adjustment is possible between
30 and 170%. In MMA the value is fixed to 100%.
22
Slow pulse
A
A
A
Amp
(TIG DC and TIG AC)
Is used for selection of slow pulse.
The pulse current is equal to the set current. It is
possible to adjust:
Pulse time
Adjustable from 0.01 to 10 sec. in DC and
from 0.1 to 10 sec. in AC, in steps of 0.01 sec.
Pause time
Adjustable from 0.01 to 10 sec. in DC and
from 0.1 to 10 sec. in AC, in steps of 0.01 sec.
Base amp
Adjustable from 10 to 90% of the pulse
current.
Fast pulse (only TIG DC)
Is used for selection of fast pulse.
The pulse current is equal to the
set current. It is possible to adjust:
Pulse frequency
For TIG DC welding the range is 25-988 Hz and
For MMA DC welding the range is 25-100 Hz.
Base amp
Adjustable from 10 to 90% of the pulse current.
Synergy PLUS
TM
(only TIG DC)
The machines automatically and dynamically
adjust all overall pulse parameters during
welding, when the peak welding current has been set
by encoder.
TIG tack welding TIG-A-TACK
TM
The machine offers one tack welding program
to allow a quick switch from welding to tack
welding. In TIG DC and AC the following features will
be available:
- Arc ignition HF 2-times
- No slope-up/slope-down
- No pulse
- Spot TIME from 0.01 to 2.5 secs in steps of 0.01
sec. Set the value by selecting the parameter
“spot time”
.
Electrode welding (MMA)
Is used for selection of electrode
welding. It is not possible to
change welding process during welding.
Hot start
Hot start is a function that helps to establish
the arc at the beginning of MMA welding. This
can be achieved by increasing welding current (when
the electrode is applied to the workpiece) in relation to
the set value. This increased start amp is maintained
for half a second, after which it decreases to the set
value of welding current.
mp
0,5 s
dditional
current supply
from hot-start-
Set welding
current
Welding
start
function
time
The hot start value reflects the percentage value by
which initial current is increased, and can be set
between 0% and 100%.
Arc-power
The arc power function is used to stabilise the
arc in MMA welding. This can be achieved by
increasing welding current during the short-circuits.
The additional current ceases when the short circuit is
no longer present.
dditional current
supply from t he arc
Set w elding
current
sho rt-
cir cu it
power function
time
Arc power can be adjusted between 0 and 100% of
the welding current setting.
E.g. If the welding current is set to 40A and arc power
to 50% the additional current is 20A equals 60A
when doing arc power. If the arc power is set to
100% the additional current is 40A equals 80A
when doing arc power.
Torch adjustment /
remote control – 7-poled plug
The regulation of welding current is made by
means of the torch potentiometer (optional). The
maximum current reachable is the level previously
adjusted on the front panel. The minimum current is
5A.
External adjustment –
8-poled plug (optional)
Can be used for foot pedal (optional) and
remote control units (optional) that use a 8-poled plug.
The function is used for arc ignition and adjustment of
the current. The maximum current reachable is the
level previously adjusted on the front panel. The actual
current is shown on the display.
23
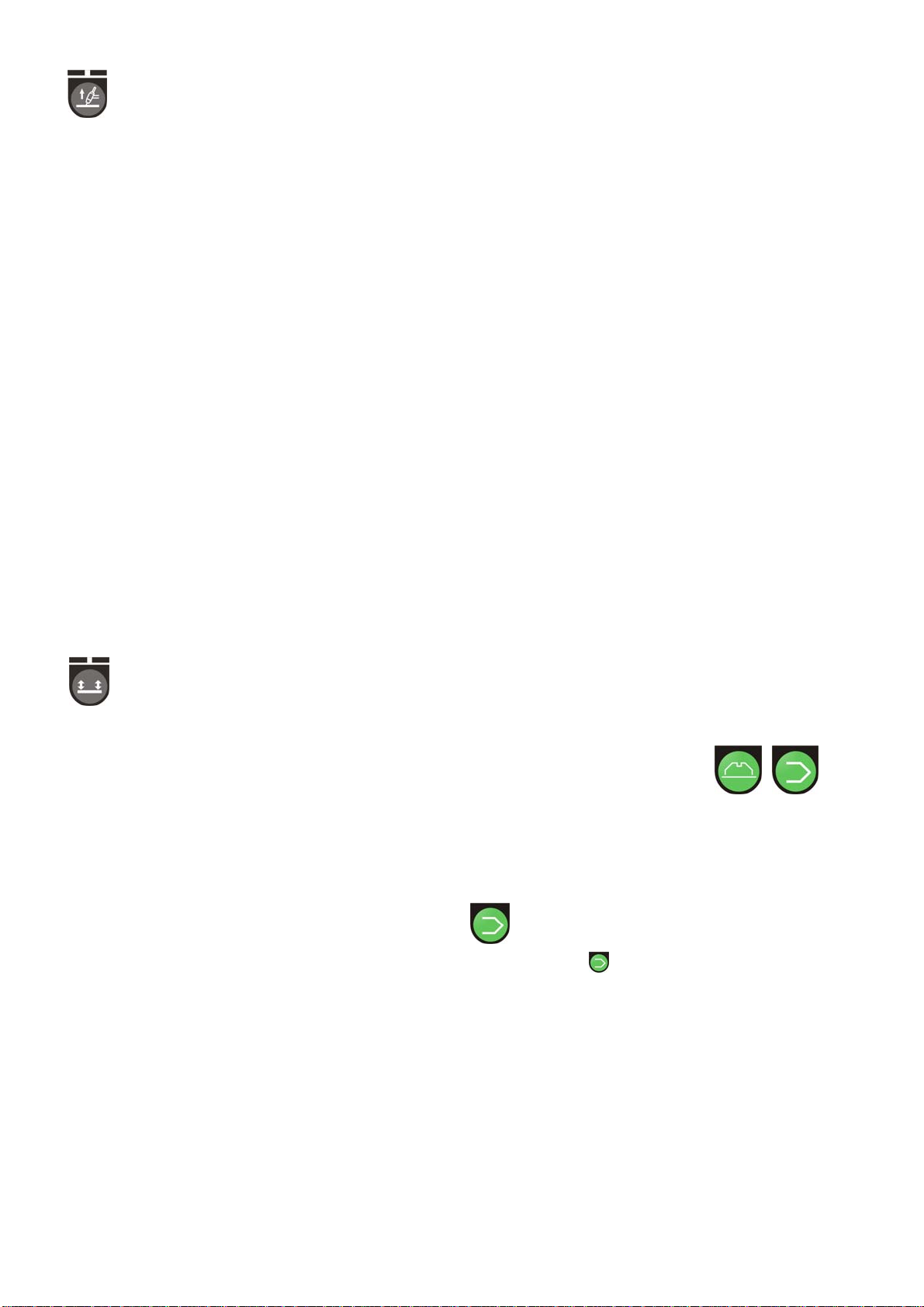
Ignition methods
It is possible to choose between 2 different
methods of ignition for TIG welding: HighFrequency (HF) and LIFTIG ignition. The ignition
method cannot be changed during welding. The
LIFTIG ignition is active when the indicator is
illuminated. The HF is automatically active when the
LED is switched off. A third option permits the use of a
TIG torch without trigger: LIFTIG without TRIGGER.
HF-ignition
In HF-TIG ignition the eletrode should not touch the
workpiece. A high-frequency (HF) impulse initiates the
arc when the torch trigger is activated.
The HF will not arise and the machine will stop if the
electrode is in contact with the workpiece. Detach the
electrode and start ignition again
LIFTIG-ignition
In LIFTIG ignition the TIG arc is ignited after making
contact between the workpiece and the tungsten
electrode, after which the trigger is activated and the
arc is established by lifting the electrode from the
workpiece.
LIFTIG-ignition without Torch trigger (TIG)
This operation offers the possibility of using TIG
torches without trigger: turn ON the arc by touching
the workpiece with the electrode and lift the torch to
ignite the arc. To activate the operation keep pressed
for 3 seconds the keypad “trigger mode”: the relative
led flashes on and off to indicate the new function.
Turn OFF the arc by removing the torch from the
workpiece.
Trigger mode
Selection of trigger mode. Four-times trigger
mode is active when the LED is illuminated,
and two-times trigger mode is active when the LED is
turned off. It is not possible to change trigger method
during the welding process.
Two-times
The welding process begins by pressing the torch
trigger. Welding continues until the trigger is released
again which effects the slope-down period It is
possible to configure the machine to work in 2 different
ways when this mode is selected.
For detailed information read the section “USER
MENU” conc. “2t.o.”
Four-times
The welding process begins by pressing the torch
trigger. If the torch trigger is released during the slopeup period welding continues with the adjusted welding
current. In order to stop the welding process the
trigger must be pressed again for more than 0.5s after
which the slope-down period begins. The slope-down
period can be stopped by releasing the trigger.
Thereafter the post-flow starts.
It is possible to configure the machine to work in
4 different ways when this mode is selected.
For detailed information read the section “USER
MENU” conc. “4t.o.”
Anti-freeze
This machine is provided with an anti-freeze control.
The anti-freeze-control reduces the current when the
electrodes stick to the weld piece. This makes it easier
to break off the electrode and welding can continue.
Reset to factory settings of all programs
It is possible to recall all factory standard parameters.
In this case all programs in the machine will be reset
to the following value:
MMA current 80A
MMA hotstart 50%
MMA arc power 50%
TIG Current 80A
TIG Spot Current 80A
Pre-flow 0.0 sec
Post-flow 3.0 sec
No slope-up/slope-down
Start amp 40%
Stop amp 20%
Second Current level 50%
Base amp 40%
Fast pulse frequency 49Hz
Pause time = Pulse time = 0.1 sec
AC-T-Balance (AC) 65%
Electrode Pre-heating (AC) 5
Frequency (AC) 50Hz
AC-I-Balance (AC) 100%
The reset procedure is as follows:
Switch off the machine and wait until display is
extinguished.
Press the following key pads
simultaneously:
Switch on the machine and keep the above keys
pressed until the display shows “X.XX”. Then release
the keys.
X.XX is the software version of program.
Reset to factory settings
of a single program
Select the program in question, then press and
keep pressed the
turning the encoder. The display will show the current
program number by flashing the segments to confirm
the reset. Then you can release the key pad and the
current program will be reset to factory settings (see
values above).
-key pad for 5 secs without
24
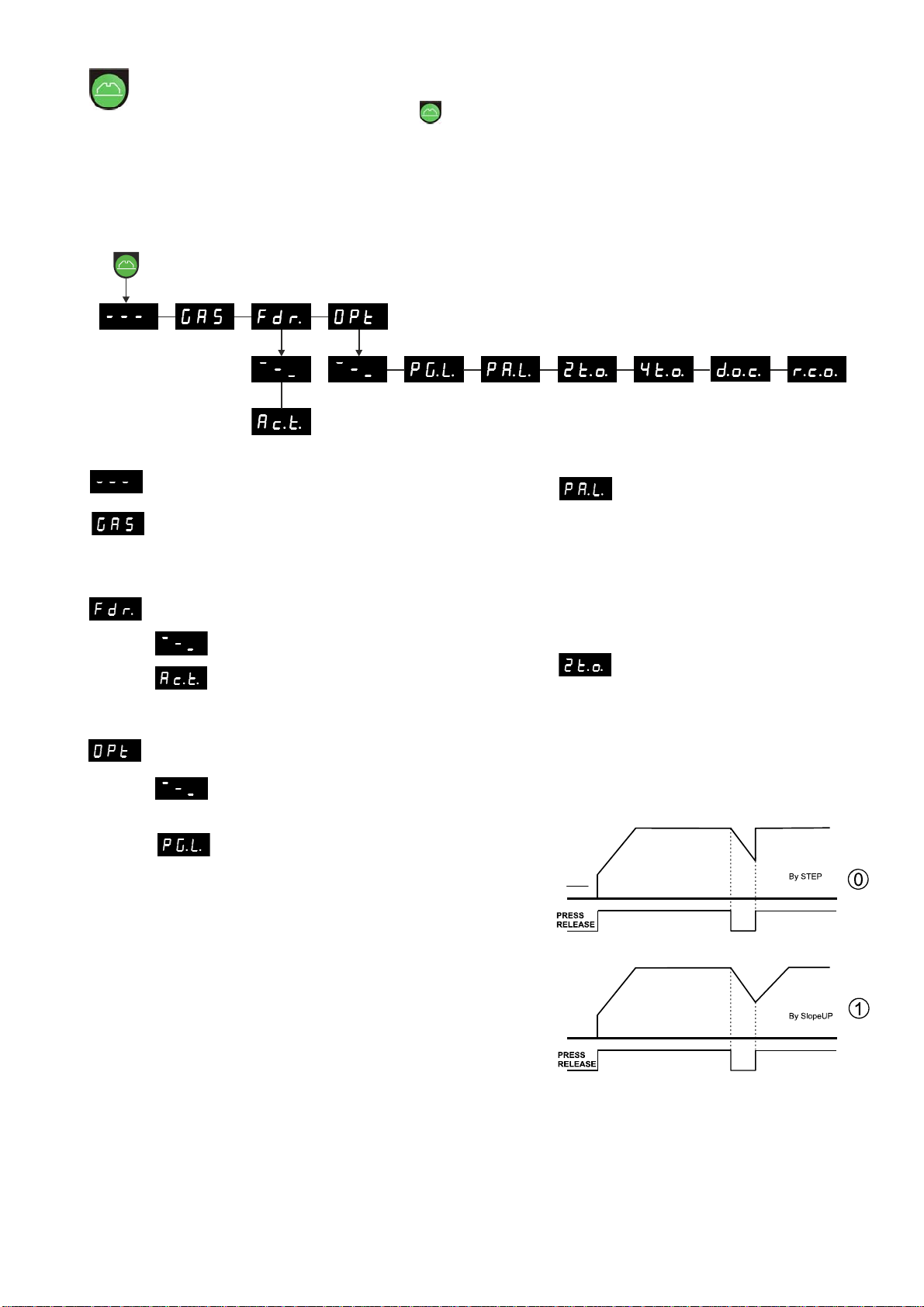
USER MENU
This menu is intended to permit advanced settings and controls of machine.
To access the user menu, press the knob
for 3 seconds when the machine is not
welding, MMA or TIG mode. Rotate the encoder to point the desired option and activate the
selection by pressing “A”.
To change the values of parameters press the knob MMA and rotate the encoder. Press “A” to
save the data. Exit from menu by pressing ”- - -” with the ”A” knob.
The following diagram display all parameters and options of menu.
Exit from the USER menu
Open/Close the gas valve in order to purge
the torch, check the gas bottle and pressure
reducer. Press “A to Open/Close the gas. Exiting the
USER menu will close the gas anyway.
Submenu for wire feeder
Exit from submenu
Active control of CWF
0 = no CWF (default)
1 = at least one CWF
Submenu containing different options:
Exit from the submenu (go back to
main menu)
Programs LOCK.
Protection of programs P3 to P64
(mode 1) or P1 to P64 (mode 2) for all
procediment against unintentional change
of:
Welding currents, slopes, timing
Trigger selection 2T/4T
Current reference EXT/Internal
Pulsations
It is still possible to select different
programs and welding procediment.
Programs P1 and P2 are unlocked (mode
1), permitting full control of relative
parameters.
When pressing locked key pads or rotating
the encoder for locked parameters, the
display will flash “PG.L.” to remember the
active protection.
0 = unlocked (default setting)
1 = locked P3 to P64
2 = locked P1 to P64
Panel LOCK.
Complete lock of box. All keypads
and Encoder are disabled.
When pressing locked key pads or rotating
the encoder, the display will flash “PA.L.” to
remember the active protection.
0 = unlocked (default setting)
1 = locked
2 = locked (as mode 1)
2-times option for torch trigger
Permit to define 2 different ways
to control the retrigger of machine during
slope down. For detailed description of
different behaviours see the following
diagrams.
0 = Immediate return to welding current
(default)
1 = Return to welding current by slope up.
25
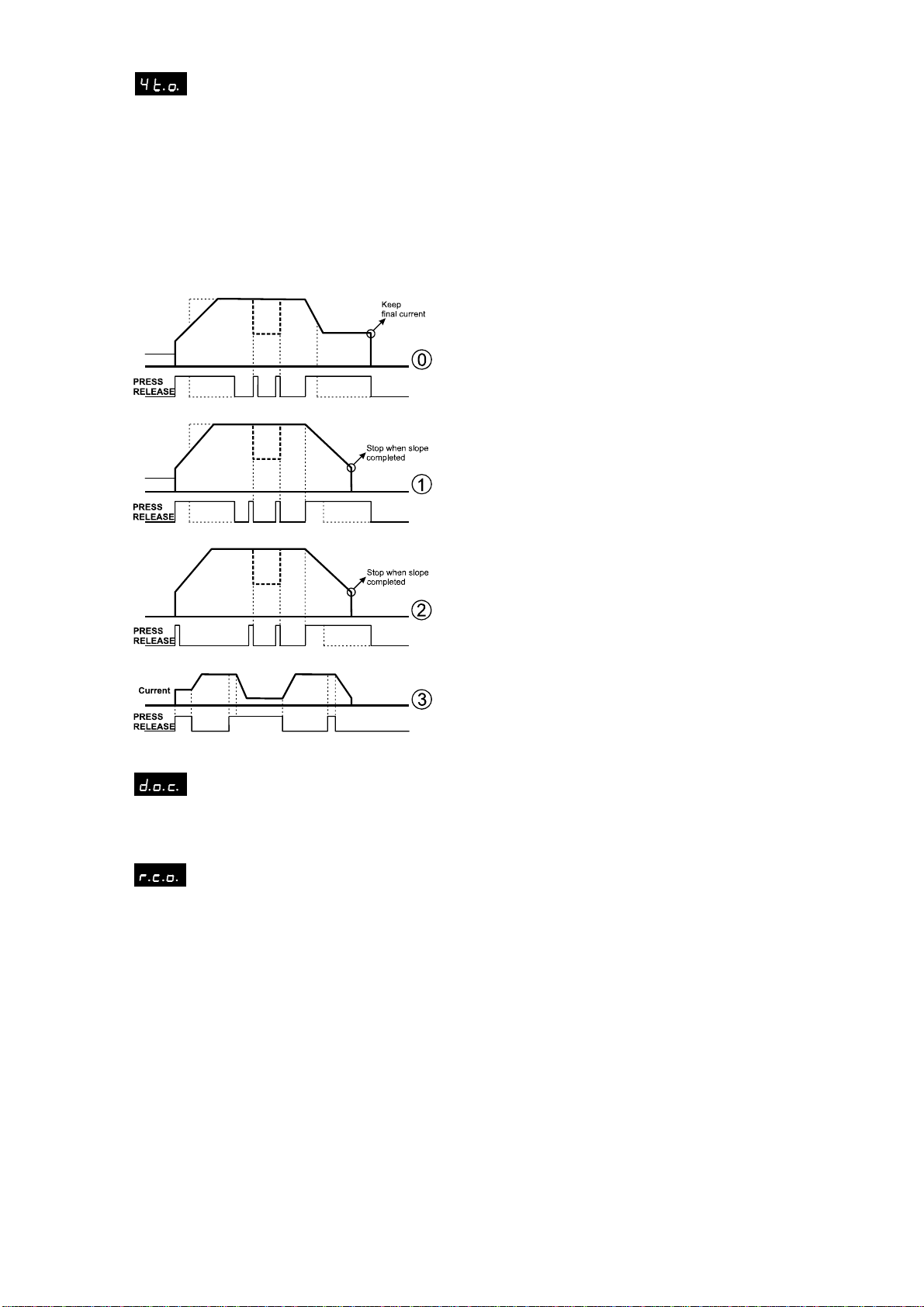
4-times option for torch trigger.
Permit to define 4 different ways
to control the torch trigger when the
machine is set as 4Times stroke (Lift or
HF). Mode 3 is called 4T-REPEAT and
permits to keep the arc active also at the
end of slope down for an easier restart of
sequence. In Mode 3 the function “Second
current level” is disabled. For detailed
description of different behaviours see the
following diagrams. Select a value in the
range 0...3 (1=default setting).
Dynamic Oxide Control
(for AC welding)
0 = disabled
1 = enabled (factory settings)
Remote Control Option
It is possible to select 4 different
ways depending from the external device
connected to 8-pole plug(option)
Welding current can be controlled up to
previous SET or to MAX.
External reference voltage can be 0-10V or
0-5V (Condition 2 & 3 presents lower
resolution)
0 = 0-10V Imin to ISET (factory settings)
1 = 0-10V Imin to IMAX
2 = 0-5V Imin to ISET
3 = 0-5V Imin to IMAX
All above settings are not modified via Reset.
26
TECHNICAL DATA
1
S S
2
S
Power source: PI 350 AC/DC PI 500 AC/DC
Mains voltage (50Hz-60Hz) 3 x 400 V ±15% 3x400 V ±15%
Fuse 25 A 32 A
Mains current, effective 17.3 A 27.2 A
Mains current, max. 22.7 A 35.1 A
Power, (100%) 12.0 kVA 18.8 kVA
Power, max 15.7 kVA 24.2 kVA
Open circuit power 40 W 40 W
Efficiency 0.88 0.87
Power factor 0.86 0.89
Current range 5-350 A 5-500 A
Permitted load:
100 % duty cycle at/20°C TIG
100 % duty cycle at/20°C MMA
Max. duty cycle at/20°C TIG
Max. duty cycle at/20°C MMA
100 % duty cycle at/40°C TIG
100 % duty cycle at/40°C MMA
60 % duty cycle at/40°C TIG
60 % duty cycle at/40°C MMA
Max. duty cycle at/40°C TIG
Max. duty cycle at/40°C MMA
Open circuit voltage 95 V 95 V
Application class
Protection class (IEC 529) IP 23 IP 23
Standards
Dimensions (hxwxl) 98x54.5x109 cm 98x54.5x109 cm
Weight excl. cooling liquid 72 kg 77 kg
Cooling unit:
Cooling efficiency 1.2 kW
Tank capacity 3.5 litres
Standard EN/IEC60974-2
Flow 1.75 l/min – 1.2 bar – 60°C
Pressure max. 3 bar
Function: Process PI 350/500 AC/DC
Arc-power Electrode 0-100 %
Hot-start Electrode 0-100 %
Anti-freeze TIG/Electrode always on
Start AMP TIG 1-200 %
Stop AMP TIG 1-90 %
Slope-up TIG 0-20 secs
Slope-down TIG 0-20 secs
Gas pre-flow TIG 0-10 secs
Gas post-flow TIG 0-20 secs
Spot welding time TIG 0-600 secs
Pulse time TIG/MMA 0,01-10 secs
Pause time TIG/MMA 0,01-10 secs
Base Amp TIG/MMA 10-90 %
Second current (Bilevel) TIG 10-200%
AC-balance (TIG/MMA AC) 20-80 % (50% in MMA)
AC-balance, Ampere (TIG/MMA AC) 30-170 % (100% in MMA)
AC-frequency (TIG/MMA AC) 25-150 HZ (only AC)
TIG-ignition TIG HF / LIFTIG
Triggerfunction TIG 2/4-stroke
340 A
330 A
350A/95%
350A/90%
290 A
290 A
350 A
350 A
350A/60%
350A/60%
475 A
475 A
500A/80%
500A/65%
420 A
420 A
500 A
450 A
500A/60%
500A/55%
EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-3
EN/IEC60974-10 (Class A)
1
The machine meets the standards which are demanded of machines working in areas where there is an increased risk of electric shock
2
Equipment marked IP23 is designed for indoor and outdoor applications
27

MAINTENANCE
The machine requires periodical maintenance and
cleaning in order to avoid malfunction and
cancellation of the guarantee.
WARNING !
Only trained and qualified staff members can
carry out maintenance and cleaning. The
machine must be disconnected from the mains
supply (pull out the mains plug!). Thereafter, wait
around 5 minutes before maintenance and
repairing, as all capacitors need to be discharged
due to risk of shock.
Cooling unit
- Liquid level and frost protection must be checked
and cooling liquid refilled as required.
- Drain the cooling liquid out of the cooling module
and welding hoses. Remove dirt and flush with
pure water in the tank and cooling hoses. Fill up
with new cooling liquid. The machine is delivered
with a cooling liquid of type propan-2-ol in the ratio
23% propan-2-ol and 77% demineralized water,
which provides an anti-freeze solution up to -9°C.
(See article number in the spare parts list).
Power source
- Clean the fan blades and the components in the
cooling pipe with clean, dry, compressed air as
required.
- A trained and qualified staff member must carry
out inspection and cleaning at least once a year.
WARRANTY CONDITIONS
Migatronic welding machines are quality-tested
continuously throughout the production process and
undergo a thorough, quality-assured final function
test as assembled units.
The warranty period is 12 months for new welding
machines if no registration is carried out.
Upon registration of new welding machines within
6 weeks from invoicing, the warranty period is
extended to 24 months.
Registration must be made on the online address:
www.migatronic.com/warranty. The certificate of
registry is proof of the registration and will be sent by
e-mail. The original invoice and the certificate of
registry will document to the buyer that the welding
machine falls within the scope of a 24 months
warranty period.
If registration is not made, the standard warranty
period is twelve months for new welding machines,
as from the date of invoicing to end user. The original
invoice is documentation for the warranty period.
Migatronic provides warranty according to the
warranty conditions in force through remedying
defects in the welding machines that can be proved
to be caused by improper materials or workmanship
in the warranty period.
As a main rule, warranty is not provided for welding
hoses as they are considered to be wear parts;
defects that occur within 6 weeks after putting into
operation and which are caused by improper
materials or workmanship will, however, be
considered warranty claims.
All forms of transport in connection with a warranty
claim fall outside the scope of Migatronic’s warranty
and will take place for buyer’s own account and risk.
We refer to Migatronic’s warranty conditions at
www.migatronic.com/warranty
28
DEUTSCH
Durch unsachgemäße Anwendung kann Lichtbogenschweißen und -schneiden sowohl für den Benutzer als
auch für die Umgebungen gefährlich werden. Deshalb dürfen die Geräte nur unter Einhaltung aller relevanten
Sicherheitsvorschriften betrieben werden. Bitte insbesondere folgendes beachten:
Elektrizität
-
Das Schweißgerät vorschriftsmäßig installieren. Die Maschine muß durch dem Netzkabel geerdet werden.
- Korrekte Wartung des Schweißgeräts durchführen. Bei Beschädigung der Kabel oder Isolierungen muß die Arbeit
umgehend unterbrochen werden um den Fehler sofort beheben zu lassen.
- Reparatur und Wartung des Schweißgerätes dürfen nur vom Fachmann durchgeführt werden.
- Jeglichen Kontakt mit stromführenden Teilen im Schweißkreis oder den Kontakt mit Elektroden durch Berührung
vermeiden. Nie defekte oder feuchte Schweißerhandschuhe verwenden.
- Eine gute Erdverbindung sichern (z.B. Schuhe mit Gummisohlen anwenden).
- Eine sichere Arbeitsstellung einnehmen (z.B. Fallunfälle vermeiden).
Licht- und Hitzestrahlung
- Die Augen schützen, da selbst eine kurzzeitige Strahlung zu Dauerschäden führen kann. Deshalb ist es zwingend
notwendig ein entsprechendes Schweißschutzschild zu benutzen.
- Den Körper gegen das Licht vom Lichtbogen schützen, weil die Haut durch Strahlung geschädigt werden kann. Nur
Arbeitsschutzanzüge verwenden, die alle Teile des Körpers bedecken.
- Die Arbeitsstelle ist, wenn möglich, abzuschirmen. Personen in der näheren Umgebung müssen vor der Strahlung
geschützt werden.
Schweißrauch und Gase
- Das Einatmen von Rauch und Gase, die beim Schweißen entstehen, sind gesundheitsschädlich. Deshalb ist für gute
Absaugung und Ventilation zu sorgen.
Feuergefahr
- Die Hitzestrahlung und der Funkenflug vom Lichtbogen stellen eine Brandgefahr dar. Leicht entflammbare Stoffe
müssen deshalb vom Schweißbereich entfernt werden.
- Die Arbeitskleidung sollte vor Funken während dem Schweißen / Schneiden schützen (Evtl. eine feuerfeste Schürze
tragen und auf Falten oder offenstehenden Taschen achten).
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beachtet werden.
Geräusch
- Der Lichtbogen ruft Lärm hervor, der Geräuschpegel ist dabei aber von der Schweißaufgabe abhänging. In manchen
Fällen ist das Tragen eines Gehörschutzes notwendig.
Gefährliche Gebiete
- Vorsicht muß erwiesen werden, wenn das Schweißen im geschlossenen Räume oder in Höhen ausgeführt werden,
wo die Gefahr für Sturtz besteht.
Plazierung der Schweißmaschine
-
Die Schweißmaschine muß so plaziert werden, daß die Maschine nicht umkippt.
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beoachtet werden.
Wir raten von Anwendung der Maschine für andere Zwecke als angegeben (z.B. Abtauen der Wasserrohre) ab. Falsche
Anwendung liegt in eigener Verantwortung.
WARNUNG
Bitte diese Bedienungsanleitung gründlich durchlesen,
bevor die Anlage installiert und in Betrieb genommen wird!
Elektromagnetische Störungen
Diese Maschine für den professionellen Einsatz ist in
Übereinstimmung mit der Europäischen Norm
EN/IEC60974-10 (Class A). Diese Norm regelt die Ausstrahlung und
die Anfälligkeit elektrischer Geräte gegenüber elektromagenetischer
Störung. Da das Lichtbogen auch Störungen aussendet, setzt ein
problemfreier Betrieb voraus, daß gewisse Maßnahmen bei
Installation und Benutzung getroffen werden. Der Benutzer trägt die
Verantwortung dafür, daß andere elektrischen Geräte im Gebiet
nicht gestört werden.
In der Arbeitsumgebung sollte folgendes geprüft werden:
1. Netzkabel und Signalkabel in der Nähe der Schweißmaschine,
die an andere elektrischen Geräte angeschloßen sind.
2. Rundfunksender- und empfänger.
3. Computeranlagen und elektronische Steuersysteme.
4. Sicherheitssensible Ausrüstungen, wie z.B. Steuerung und
Überwachungseinrichtungen.
5. Personen mit Herzschrittmacher und Hörgeräten.
6. Geräte zum Kalibrieren und Messen.
7. Tageszeit, zu der das Schweißen und andere Aktivitäten
stattfinden sollen.
8. Baukonstruktion und ihre Anwendung.
Wenn eine Schweißmaschine in Wohngebieten angewendet wird,
können Sondermaßnahmen notwendig sein (z.B. Information über
zeitweilige Schweißarbeiten).
Maßnahmen um die Aussendung von elektromagnetischen
Störungen zu reduzieren:
1. Nicht Geräte anwenden, die gestört werden können.
2. Kurze Schweißkabel.
3. Plus- und Minuskabel dich aneinander anbringen.
4. Schweißkabel auf Bodenhöhe halten.
5. Signalkabel im Schweißgebiet von Netzkabel entfernen.
6. Signalkabel in Schweißgebiet schützen, z.B. durch
Abschirmung.
7. Separate Netzversorgung für sensible Geräte z.B. Computer.
8. Abschirmung der kompletten Schweißanlage kann in
Sonderfällen in Betracht gezogen werden
29
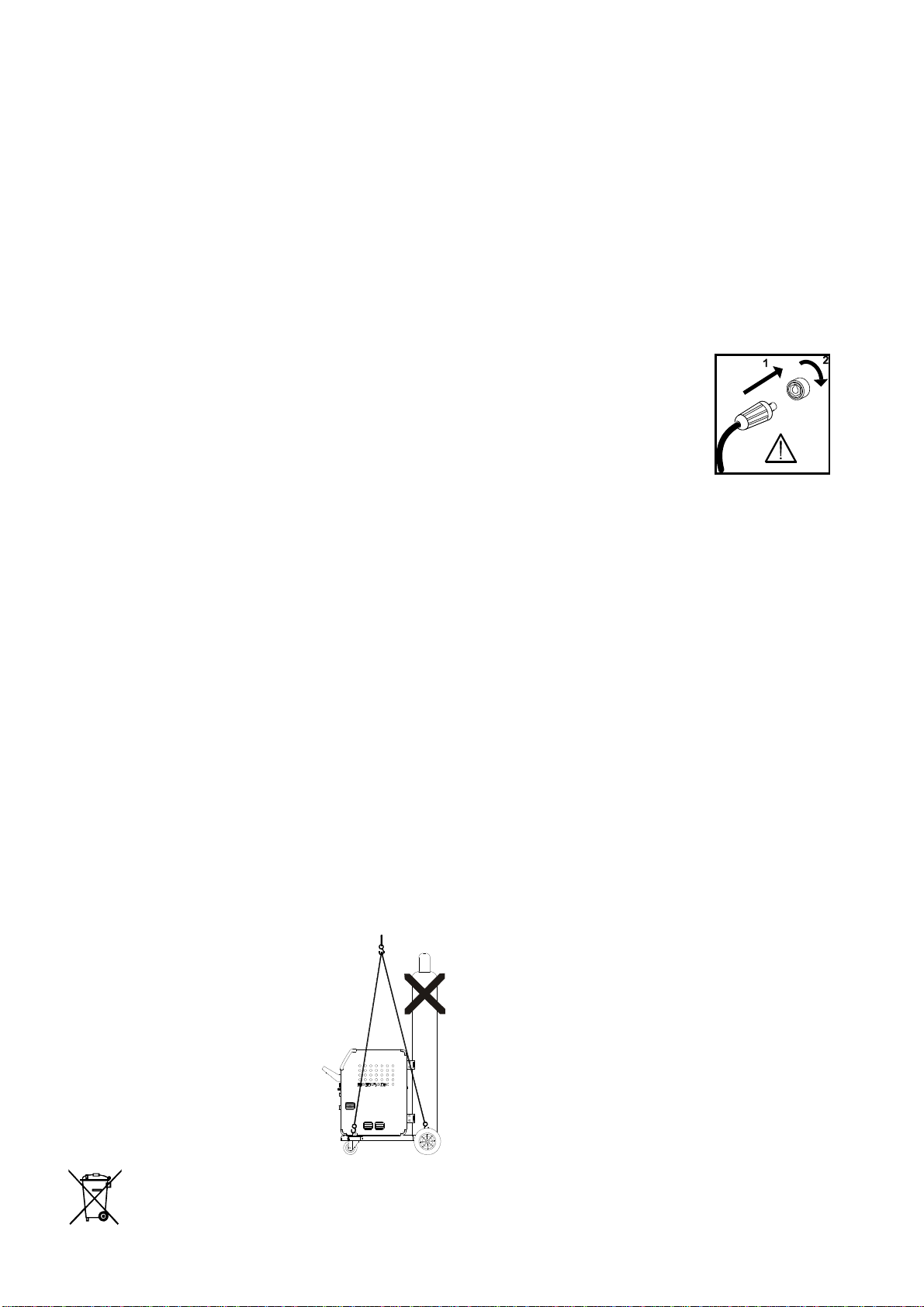
PRODUKTÜBERSICHT
PI 350/500 AC/DC
PI 350/500 AC/DC ist eine wassergekühlte dreiphasighe
Schweißmaschine für MMA und WIG Schweißen. Die
Maschine kann separat ohne Wagen oder mit integriertem
Wagen geliefert werden.
Schweißschläuche
Die Maschinen können mit WIG-Schläuchen,
Elektrodenhaltern und Rückstromkabeln vom MIGATRONIC
Programm ausgestattet werden.
Wir können außerdem das Folgenden geliefern:
Fußkontrolle (nur Fernkontrolle ohne Jumper für
wassergekühlte Brenner anwenden)
Handpotmeter (8-poliger Stecker)
IGC (Intelligent Gas Control) Kit
Wasserflußkontrolle
CWF Drahtvorschubeinheit
CAN Fernregler
ANSCHLUß UND INBETRIEBNAHME
Netzanschluss
Vor der Inbetriebnahme des Schweißgerätes muss folgendes
überprüft werden:
- Stimmt die Netzspannung mit den Angaben auf dem
Typenschild überein?
- Ist die betriebliche Netzinstallation entsprechend den
Angaben auf dem Typenschild ausgelegt und abgesichert?
- Ist der entsprechende Netzstecker an dem bereits
montierten Netzkabel angebracht?
Hinweis: Der Anschluss muss durch Elektrofach-personal und
nach den geltenden VDE-Vorschriften erfolgen.
Das Netzkabel (Pos. 1) ist 4-adrig (3 Phasen und Schutzleiter,
gelb-grüne Ader). Die Phasenlage ist beliebig und hat keinen
Einfluss auf die Funktion der Maschine. Die Stromquelle wird
über den Hauptschalter (2) eingeschaltet.
Konfiguration
Bitte beachten Sie bei der Konfiguration der Schweißmaschine, daß die Schweißkabel und Schweißbrenner der
technischen Spezifikation der Stromquelle entsprechend
ausgelegt sind. Für Schäden die durch unterdimensionierte
Schweißkabel und Brenner entstanden sind übernimmt
MIGATRONIC keine Gewährleistung.
Hebeanweisung
Die Hebepunkte müssen wie in den
folgende Zeichnung angewendet
werden. Die Maschine darf nicht mit
montierter Gasflasche gehoben
werden!
Entsorgen Sie das Produkt gemäss
den örtlichen Standards.
www.migatronic.com/goto/weee
Generatorbetrieb
Diese Schweißmaschine kann auf alle
Versorgungen angewendet werden, die
Strom/Spannung in Sinusformen abgeben und nicht
die in den technischen Daten angegebenen
erlaubten Spannungstoleranzen überschreiten.
Motorisierte Generatoren, die das obenerwähnte
einhalten, können als Versorgung angewendet
werden. Wenden Sie sich an Ihren Generatorlieferanten vor Anschluss Ihrer Schweißmaschine.
MIGATRONIC empfiehlt Anwendung eines
Generators mit elektronischem Regler und
Versorgung von mindestens 1,5 x Höchstverbrauch
(kVA) der Schweißmaschine. Die Garantie erlischt,
wenn Schäden wegen falscher oder schlechter
Versorgung entstanden sind.
Wichtig!
Guter elektrischer Kontakt ist
notwendig während Anschluss
der Massekabel und des
Schweißbrenners, weil Stecker
und Kabel sonst zerstört
werden können.
Gasanschluß
Der Gasschlauch an der Rückseite der Maschine
(3) wird an eine Gasversorgung mit Druckregler
angeschlossen. Der mit Schnellkupplung montierte
Schlauch wird auf den Gasanschluß (4) in der
Vorderseite der Maschine gedruckt.
Anschluß der Schweißkabel
Die Schweißkabel müssen auf der Vorderseite der
Anlage angeschlossen werden. Bitte achten Sie
darauf, daß der Stecker etwa eine ViertelUmdrehung gedreht werden muß, nachdem das
Kabel in die Buchse gesteckt worden ist. Der
Stecker würde sonst aufgrund eines zu hohen
Übergangswiderstandes beschädigt werden.
Der WIG-Brenner soll immer in der Minus (-)
Buchse (5) und das Rückstromkabel soll in der Plus
(+) Buchse (6) angeschloßen werden.
Die Kontrollsignale vom WIG-Brenner werden zur
Maschine durch den zirkularen 7-poligen Stecker (7)
übergeführt. Wenn der Stecker gesammelt ist, wird
er durch Drehung der Überwurfmutter im Uhrzeigerzinn gesichert. Das Gasschlauch vom WIG-Brenner
soll in die Schnellkupplung eingesteckt werden.
Elektroden sind auf der Packung immer mit einer
Polarität bezeichnet. Der Elektrodenhalter soll in
Übereinstimmung mit dieser Bezeichnung auf der
Plus/Minus Buchse montiert werden.
TIG-Brenneranschluß
Bei den wassergekühlten TIG Brennern werden die
beiden Kühlwasserschläuche in die
Schnellkupplungen (Pos. 8 blauer Anschluss =
Vorlauf) und (Pos. 9 roter Anschluss = Rücklauf)
eingesteckt.
Kontrolle der Kühlflüssigkeit
Die Maschine ist mit integriertem Brennerkühlmodul
geliefert, und der Kühlflüssigstand muß regelmässig
mittels des Wasserstandsregler (10) kontrolliert
werden. Kühlflüssigkeit kann durch den Einfüllstutzen (11) nachgefüllt werden.
30
 Loading...
Loading...