

Migatronic PI 200 DC HP, PI 250 DC HP, PI 200 AC/DC HP, PI 250 AC/DC HP Instruction Manual
PI 200/250 DC HP
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d’instruction
Manuale d’istruzione
Bruksanvisning
Käyttöohje
Manual de instrucciones
Gebruikershandleiding
Manual de instruções
Kezelési útmutató
Podręcznik obsługi
Руководство по эксплуатации
Návod k obsluze
Valid from 2017 week 36 50113201 Y3
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: PI 200 (250) DC HP
conforms to directives 2014/35/EU
2014/30/EU
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO

DK – - Maskinprogram / Ibrugtagning .............................................................................. 5 - 6
INDHOLDSFORTEGNELSE - Betjeningsvejledning ........................................................................................... 7 - 10
- Tekniske data .......................................................................................................... 11
- Kredsløbsdiagram ......................................................................................... 116 - 119
GB – - Machine programme / Initial operation ............................................................. 13 - 14
CONTENTS - Control unit ....................................................................................................... 15 - 19
- Technical data ......................................................................................................... 20
- Circuit diagram .............................................................................................. 116 - 119
D – - Produktübersicht / Anschluß und Inbetriebnahme ............................................. 21 - 22
INHALTSVERZEICHNIS - Kontrolleinheit ................................................................................................... 23 - 27
- Technische Daten ..................................................................................................... 28
- Koppeldiagramme ............................................................................................... 116 - 119
F - - Programme de la machine / Mise en marche initiale .............................................29 - 30
TABLE DES MATIERES - Unité de commande ................................................................................................31 - 35
- Caractéristiques techniques ........................................................................................... 36
- Schéma électrique .............................................................................................. 116 - 119
I – - Gamma dei prodotti / Collegamento e montaggio ............................................ 37 - 38
INDICE - Pannello di controllo ......................................................................................... 39 - 43
- Dati tecnici ............................................................................................................... 44
- Schema elettrico ........................................................................................... 116 - 119
SE – - Maskinprogram / Igångsättning ........................................................................ 45 - 46
INNEHÅLLSFÖRTECKNING - Funktionspanel ................................................................................................. 47 - 50
- Teknisk data ............................................................................................................ 51
- Kretsloppsdiagram ........................................................................................ 116 - 119
FI – - Tuoteohjelma / Ennen käyttöä .......................................................................... 53 - 54
SISÄLLYSLUETTELO - Ohjausyksikkö ................................................................................................... 55 - 59
- Tekniset tiedot ......................................................................................................... 60
- Kytkentäkaavio ............................................................................................. 116 - 119
ES – - Programa de la máquina / Puesta en marcha .................................................. 61 - 62
ÍNDICE - Unidad de control .............................................................................................. 63 - 67
- Datos técnicos ......................................................................................................... 68
- Esquema eléctrico ........................................................................................ 116 - 119
NL – - Machine programma / Ingebruikname .............................................................. 69 - 70
INHOUD - Besturingsunit ................................................................................................... 71 - 75
- Technische gegevens .............................................................................................. 76
- Elektrisch schema ......................................................................................... 116 - 119
PT – - Programa da máquina / Funcionamento inicial ................................................ 77 - 78
ÍNDICE - Unidade de comando ........................................................................................ 79 - 83
- Dados técnicos ........................................................................................................ 84
- Esquema eléctrico ........................................................................................ 116 - 119
HU – - Termékismertetés / csatlakozás, üzembehelyezés .......................................... 85 - 86
TARTALOMJEGYZÉK - Vezérlés ............................................................................................................ 87 - 91
- Műszaki adatok ............................................................................................................... 92
- Kapcsolási rajz .................................................................................................... 116 - 119
PL – - Opis spawarki / Wstępna eksploatacja ............................................................. 93 - 94
SPIS TREŚCI - Jednostka sterowania ....................................................................................... 95 - 99
- Dane techniczne .................................................................................................... 100
- Schemat połączeń ........................................................................................ 116 - 119
RU – - Программа поставки / Начало работы ...................................................... 101 - 102
СОДЕРЖАНИЕ - Блок управления ......................................................................................... 103 - 107
- Технические данные ............................................................................................ 108
- Схема цепи .................................................................................................. 116 - 119
CZ – - Popis stroje / Uvedení do provozu ................................................................ 109 - 110
OBSAH - Řídící panel ................................................................................................... 111 - 114
- Technická data ...................................................................................................... 115
- Schema zapojení .......................................................................................... 116 - 119


5
MASKINPROGRAM
PI 200/250 DC
PI 200 DC er enfaset og PI 250 DC er en trefaset svejsemaskine til MMA- og TIG-svejsning. Begge maskiner er
luftkølet, men kan leveres vandkølet som ekstraudstyr.
Svejseslanger og kabler
Til maskinerne kan MIGATRONIC fra sit produktprogram
levere elektrodeholdere, TIG-slanger, returstrømkabler,
sliddele mm.
Transportvogn (ekstraudstyr)
Maskinerne kan leveres med transportvogn med indbygget
værktøjsbakke, brænderholder og indbygget opbevaring af
tilsatsmaterialer.
Brænderkøling (ekstraudstyr)
Et separat kølemodul kan bestilles ved ordreafgivelse af
maskinen, således at både vandkølede og luftkølede
brændere kan benyttes.
Af andet tilbehør kan tilbydes:
Fodkontrol
IBRUGTAGNING
Nettilslutning
Maskinen skal tilsluttes en netforsyning og beskyttelsesjord.
Efter montering af netstikket (1) er maskinen klar til brug.
I Danmark må den enfasede maskine PI 200 DC ikke
forsynes fra en boligstikkontakt, idet maskines mærkestrøm
overstiger 13A. Netstikforbindelsen skal foretages af
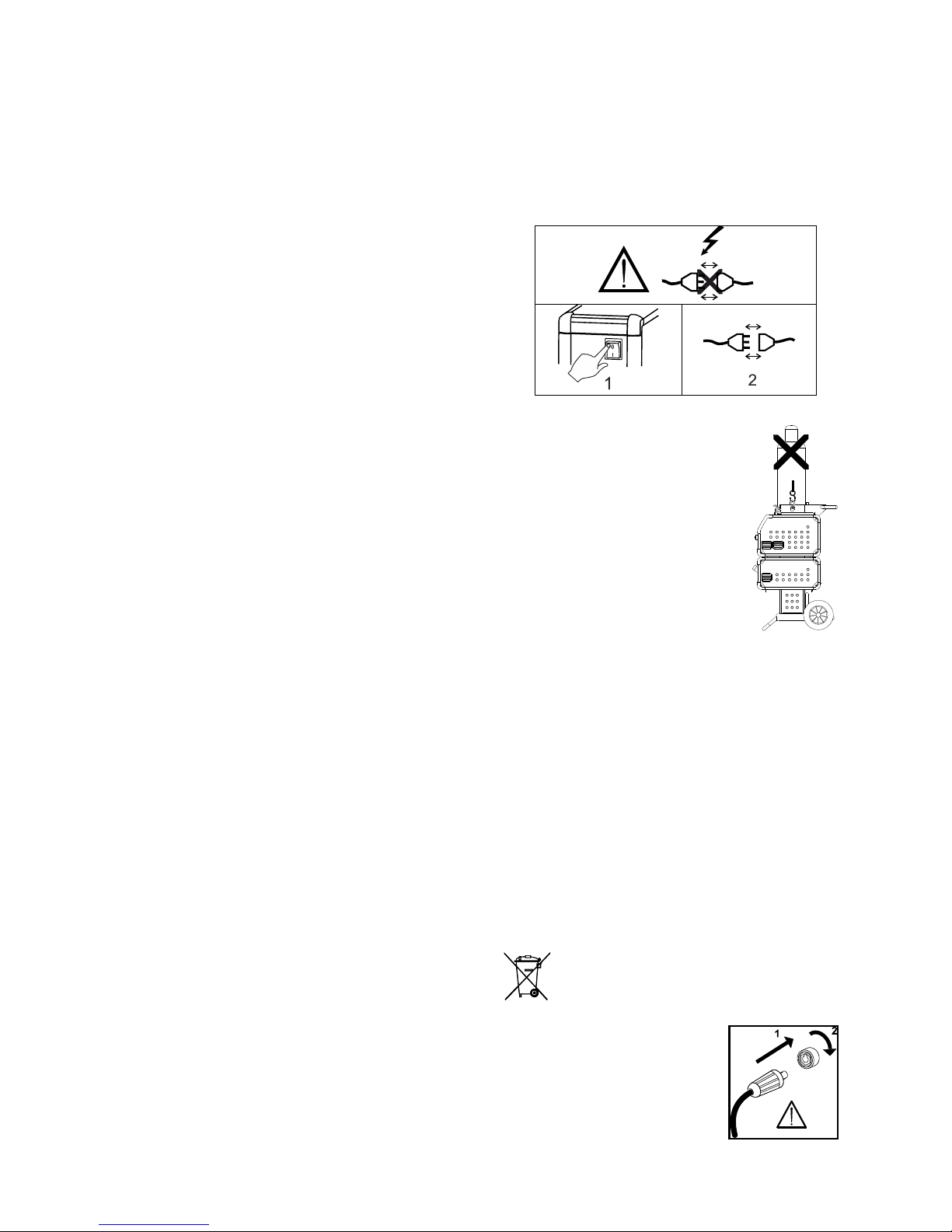
autoriseret og kvalificeret personale. Tænd og sluk maskinen
ved hjælp af afbryderen (3) på bagsiden af maskinen.
Løfteanvisning
Når maskinen skal løftes, skal løftepunktet, som vises på figuren,
anvendes.
Maskinen må ikke løftes med monteret
gasflaske!
Konfigurering
Hvis maskinen udstyres med svejsebrænder og
svejsekabler, der er underdimensioneret i forhold til
svejsemaskinens specifikationer f.eks. med hensyn til den
tilladelige belastning, påtager MIGATRONIC sig intet ansvar
for beskadigelse af kabler, slanger og eventuelle
følgeskader.
Generatordrift
Denne svejsemaskine kan anvendes på alle forsyninger,
som afgiver sinusformet strøm og spænding, og som ikke
overskrider de tilladte spændingstolerancer, der er angivet i
de tekniske data.
Motoriserede generatorer, som overholder ovenstående, kan
anvendes som forsyning. Spørg altid generatorleverandøren
til råds før du tilslutter din svejsemaskine.
MIGATRONIC anbefaler at anvende en generator, der har
elektronisk regulator og som kan levere mindst
1,5 x svejsemaskinens maksimale kVA forbrug.
Garantien bortfalder ved skader, som er opstået på grund af
forkert eller dårlig forsyning.
Bortskaf produktet i overensstemmelse med
gældende regler og forskrifter. Mere information
findes under Politikker pa www.migatronic.com
6
Vigtigt!
Når stelkabel og svejsebrænder tilsluttes
maskinen, er god elektrisk kontakt
nødvendig, for at undgå at stik og kabler
ødelægges.
Tilslutning af gas
Gasslangen, som udgår fra bagsiden af maskinen (2), tilsluttes
en gasforsyning med en reduktionsventil (2-6 bar). (Obs. Nogle
typer reduktionsventiler kan krave højere udgangstryk end 2 bar
for at fungere optimalt). Brænderens gasslange trykkes i
gasstudsen (6) i fronten af maskinen.
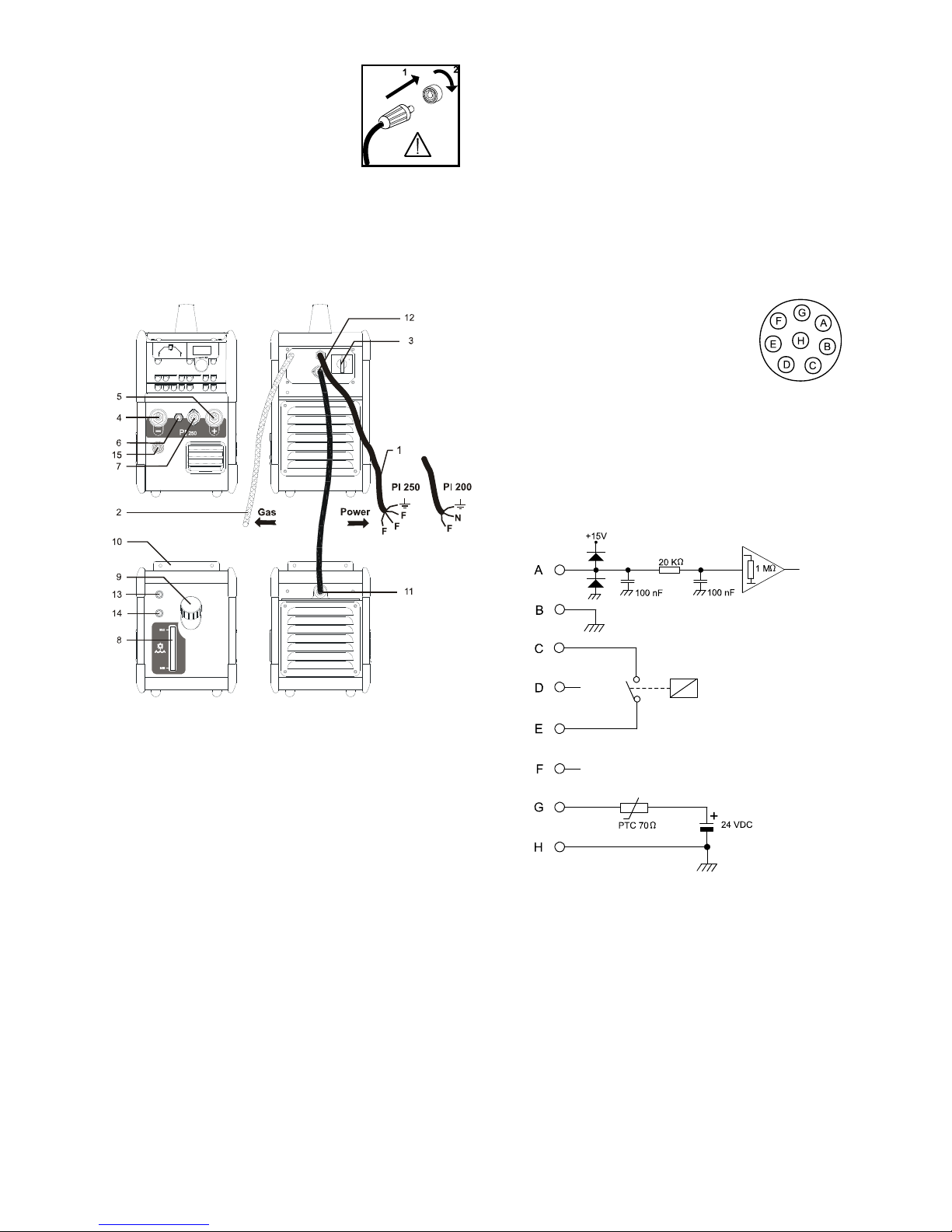
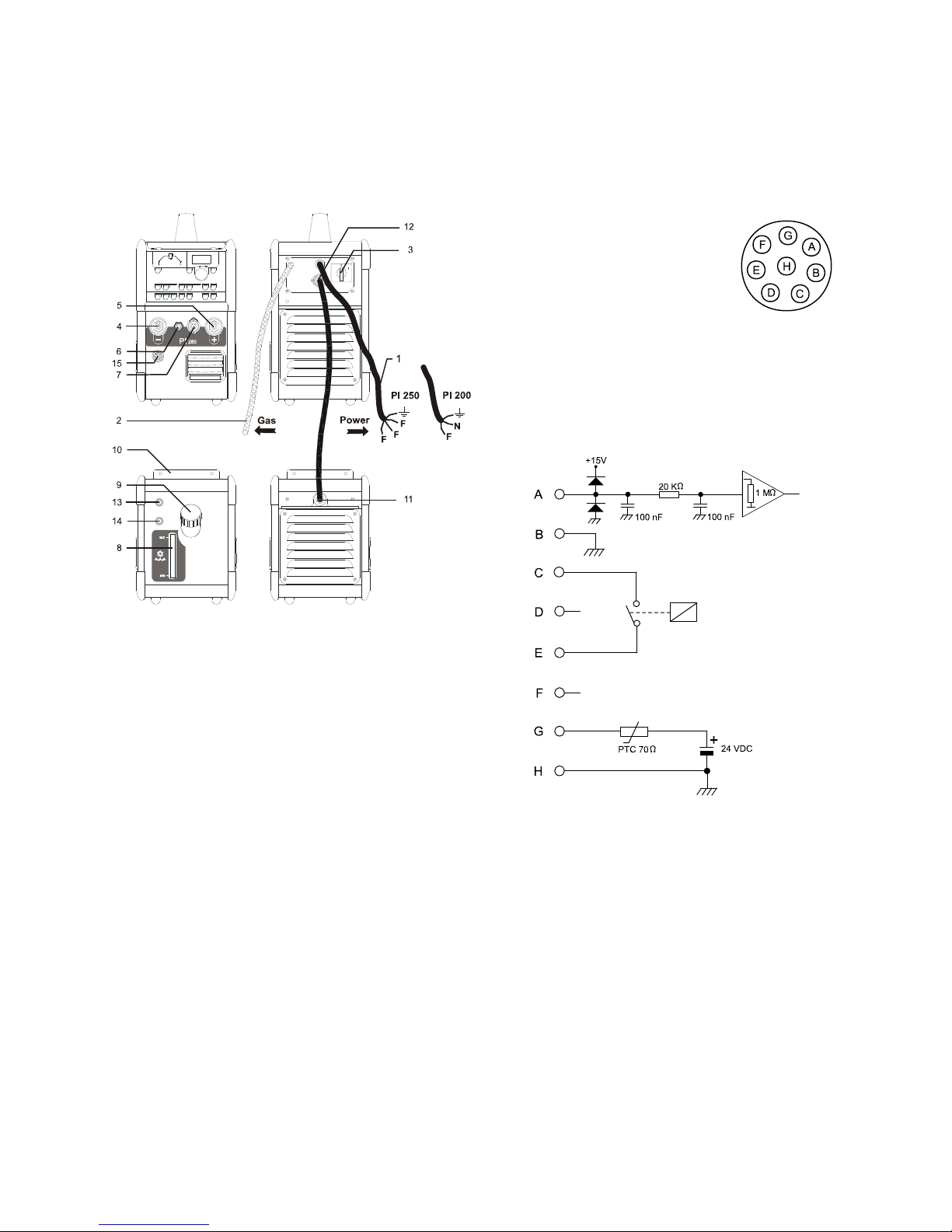
Tilslutning af svejsekabler
Svejsekabel og returstrømkabel tilsluttes på forsiden af
maskinen.
Vær opmærksom på, at dinsestikket skal drejes cirka en kvart
omgang, efter at kablet er stukket ind i bøsningen, da stikket
ellers kan blive beskadiget på grund af for stor kontaktmodstand.
Tilslutning af TIG-brænder sker altid i minus (-) udtaget (4),
mens returstrømkablet tilsluttes plus (+) udtaget (5).
Kontrolsignalerne fra TIG-brænderen overføres til maskinen via
det cirkulære 7-polede stik (7). Når stikket er samlet, sikres det
ved at dreje omløberen i retningen med uret.
Beklædte elektroder er på pakningen mærket med en polaritet.
Elektrodeholderen monteres på maskinens plus/minus udtag i
overensstemmelse med denne mærkning.
Tilslutning af kølemodul
Modulet fastgøres under svejsemaskinen med beslaget (10). Det
4-polede stik (11) monteres i den tilsvarende sokkel i maskinen
(12). Fremløbsslangen på den vandkølede brænder monteres i
den med blåt mærkede lynkobling (13), mens tilbageløbsslangen
monteres i den med rødt mærkede lynkobling (14).
Kølevandstanden kan kontrolleres ved hjælp af vandstandskontrollen (8). Efterfyldning af kølevæske sker gennem
påfyldningsstudsen (9).
Tilslutning af elektrodeholder for MMA
Elektrodeholder og returstrømkabel tilsluttes plusudtag
(5) og minusudtag (4). Polariteten vælges efter
elektrodeleverandørens anvisning.
Tilslutning af fodkontrol
Tilslutning af fodkontrol sker via det 7-polede stik (7),
eller via det 8-polede stik (15) afhængig af fodkontroltype.
Tilslutning af fjernkontrol
PI maskiner, der er udstyret med et fjernkontrolstik (15)
kan fjernreguleres via en fjernkontrol eller en svejseautomat. Fjernkontrolstikket har terminaler for følgende
funktioner:
A: Input-signal for svejsestrøm, 0 - +10V
indgangsimpedans: 1Mohm
B: Signal-nul
C: Output-signal for etableret lysbue (max.
1A), fuldt isoleret
D: NC
E: Output-signal for etableret lysbue (max. 1A), fuldt
isoleret
F: NC
G: Forsyningsspænding +24VDC. Kortslutningssikret
med PTC modstand (max. 50mA)
H: Forsynings-nul
Brug af maskinen
Under svejsning sker der en opvarmning af forskellige
dele i maskinen, og disse dele afkøles igen, når der
holdes pause. Det er vigtigt, at luftstrømningen ikke
reduceres eller stoppes.
Hvis maskinen indstilles til høje svejsestrømme, vil der
være behov for perioder, hvor maskinen afkøles.
Varigheden af disse afkølingsperioder afhænger af
strømindstillingen, og der bør ikke slukkes for maskinen
under afkølingen. Hvis der ved brug af maskinen, ikke er
tilstrækkeligt lange perioder til afkøling, vil maskinens
termosikring automatisk afbryde svejsningen, og den
gule lampe på fronten vil lyse. Når maskinen er
tilstrækkeligt afkølet, slukkes den gule lampe, og
maskinen er klar til brug igen.
7
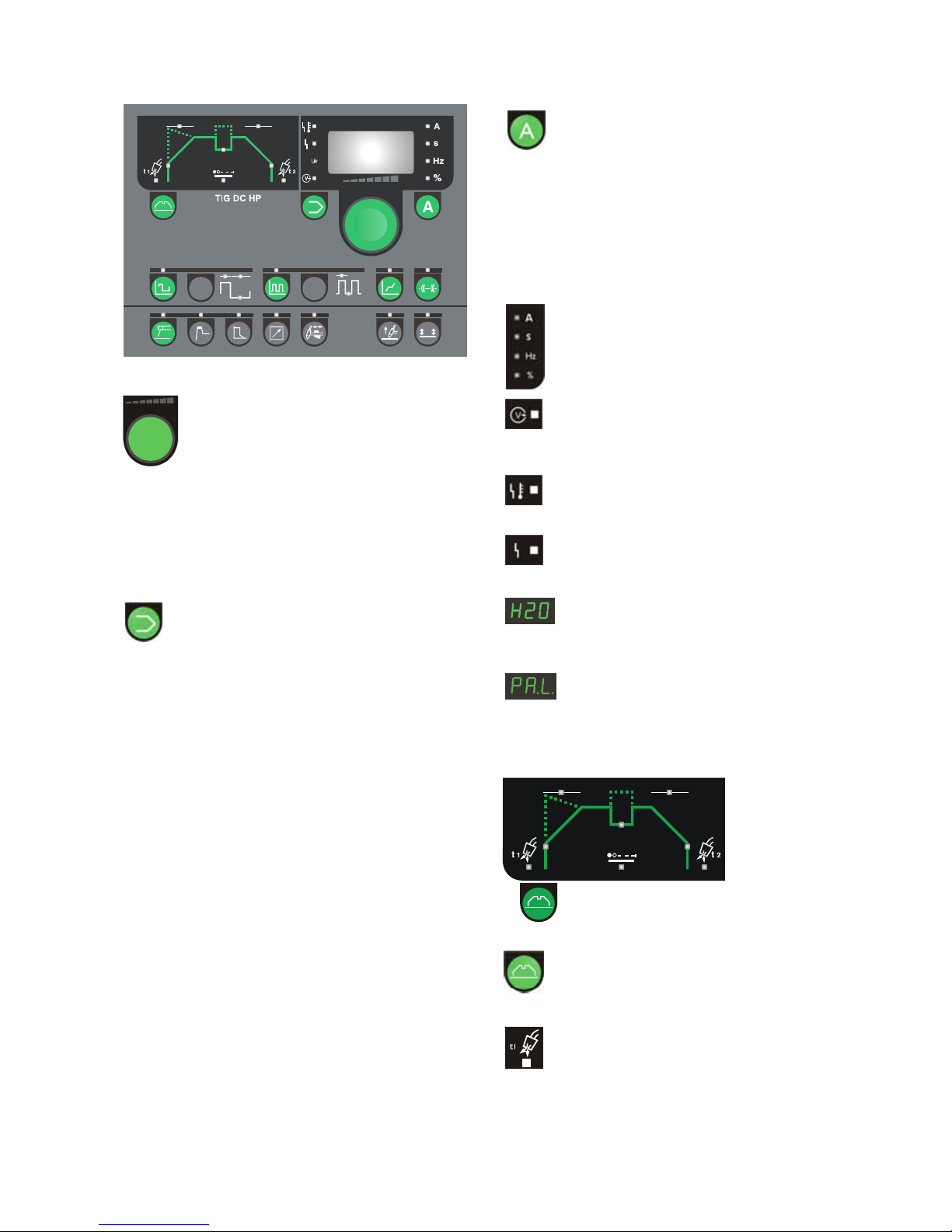
BETJENINGSVEJLEDNING
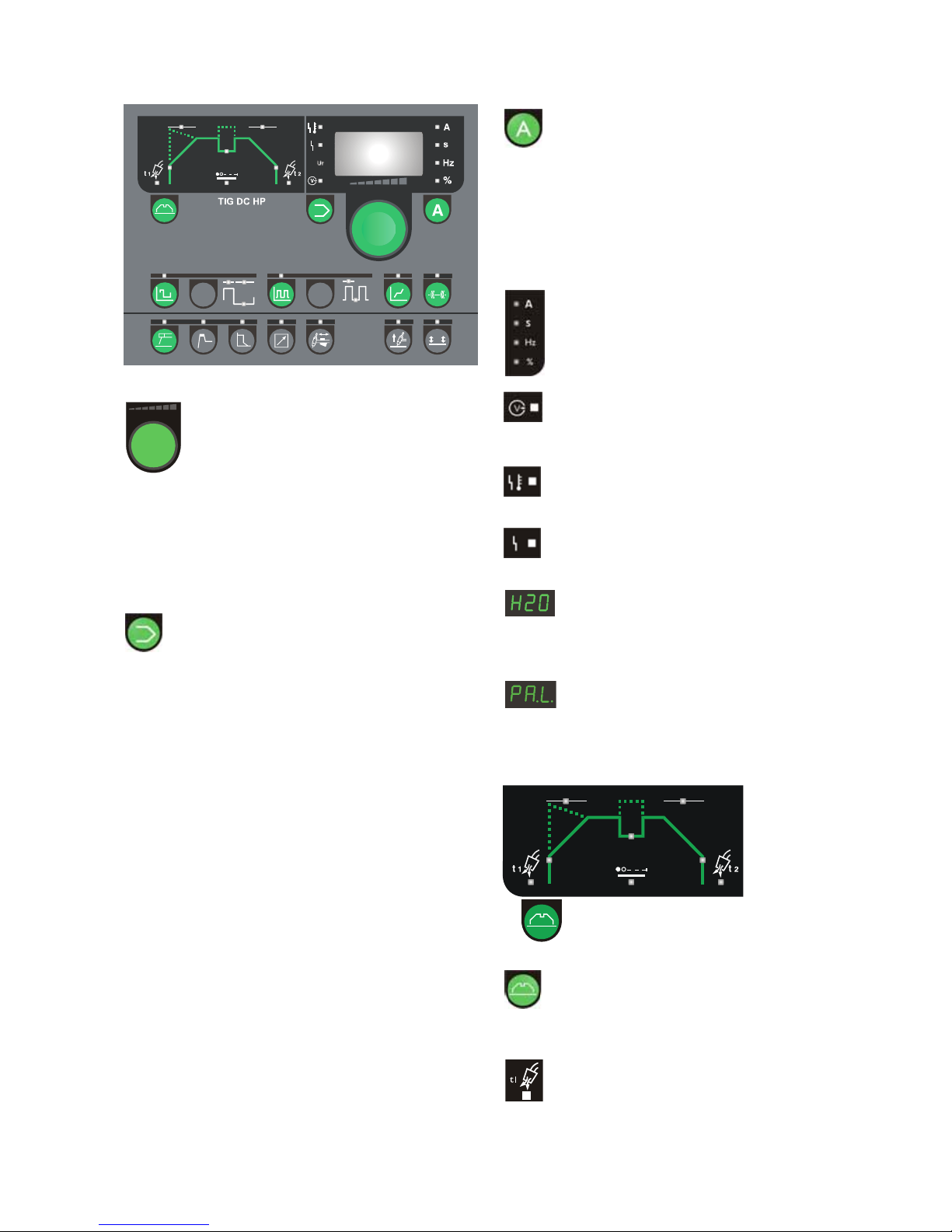
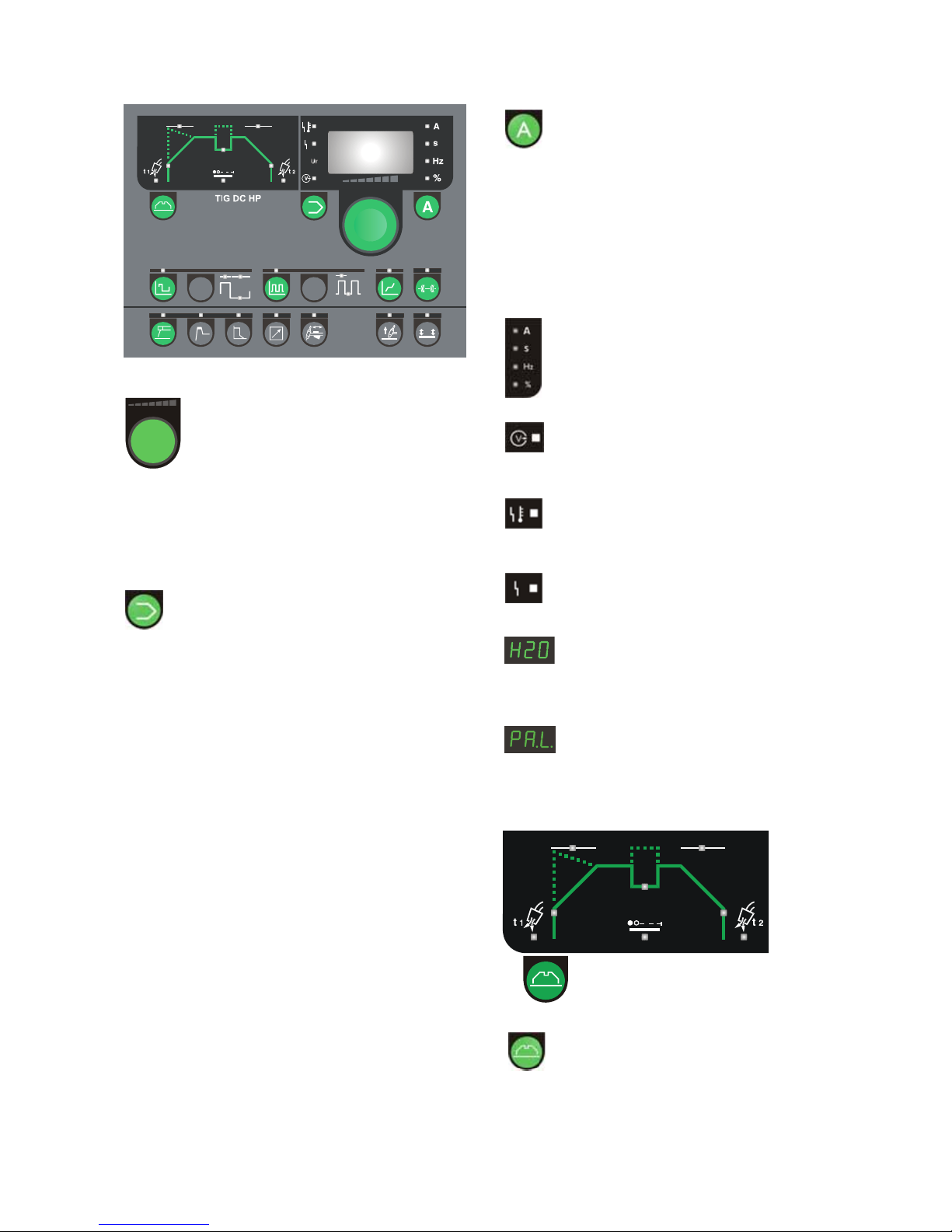
Drejeknap
Maskinen er forsynet med en drejeknap, som
anvendes til indstilling af “parametre”. F.eks.
strøm, pulstid, slope-up tid etc.
Denne drejeknap er placeret i højre side af
betjeningspanelet. Det digitale display viser værdien af de
valgte parametre. Parameterens enhed vises til højre for displayet.
En parameter vælges med en trykknap i det felt, hvor funktionen er placeret. Den valgte funktion vises med et
indikationslys. Derefter drejes der på drejeknappen for at
indstille en ny parameterværdi.
Programindstillinger
Denne funktion gør det muligt at gemme
programmer i maskinen og derved at kunne skifte
imellem forskellige komplette indstillinger. Mens tasten trykkes ind, viser displayet et "P" efterfulgt af et nummer: "1", "2"
osv. Hvert af disse numre er en indstilling af alle maskinens
parametre og funktioner. Man kan dermed have en indstilling
til hver af de svejseopgaver, som maskinen benyttes til.
Det er muligt at have 10 indstillinger i alle svejseprocesser
(MMA DC og TIG DC) = i alt 20 programpladser.
Hver enkelt Program vælges ved:
1. Vælg imellem MMA eller TIG.
2. Vælg programnr (P01…P10). Der skiftes mellem
programmer ved at benytte drejeknappen, når
programtasten er trykket nede.
Reset af enkelt program (Fabriksindstilling)
Hold tasten nede: efter 3 sekunder vil displayet blinke for at
indikere, at det pågældende program nu er gendannet til
fabriksindstilling.
Når programtasten vælges, vises den sidst anvendte
programindstilling i den pågældende programgruppe (MMA
DC og TIG DC).
Svejsestrøm/Lysbuespænding
Når denne tast aktiveres, vil man på drejeknappen
indstille svejsestrømmen. Variabel fra 5A til 200A
eller 250A afhængig af maskintype.
Når der ikke svejses, vil den indstillede strøm vises i
displayet, mens der under svejsning bliver vist den aktuelle
svejsestrøm. Under pulssvejsning vil der automatisk skiftes
til at vise en gennemsnitsværdi af svejsestrømmen, når skift
mellem svejsestrøm og grundstrøm bliver hurtigere, end det
er muligt at opfatte.
Hold tasten inde i 3 sekunder for at få vist lysbuespændingen. Når tasten aktiveres igen, vises svejsestrømmen.
Enheder for parameter
Enheder for den parameter, der er vist i displayet.
Svejsespænding
Svejsespændingsindikatoren lyser af sikkerhedshensyn, hvis der er spænding på elektroden eller
brænderen.
Overophedning
Overophedningsindikatoren lyser, hvis svejsningen
er blev afbrudt på grund af overophedning af maskinen.
Netfejl
Netfejlsindikatoren lyser, hvis netspændingen er
mere end 15% lavere end den beregnede spænding.
Kølefejl
Kølefejl vises i tilfælde af tilslutning af
manglende/forkert brænder eller ved problemer i kølemodulet (ved tilsluttet flowkontrolkit).
Panellås
Tekst vises, når panellås er aktiveret i bruger-
menu (ref. afsnittet "brugermenu").
TIG svejsning
TIG svejsning
Parametrene kan indstilles ved hjælp af drejeknappen, når de vises i displayet. Tryk på tasten,
indtil den relevante parameter er valgt.
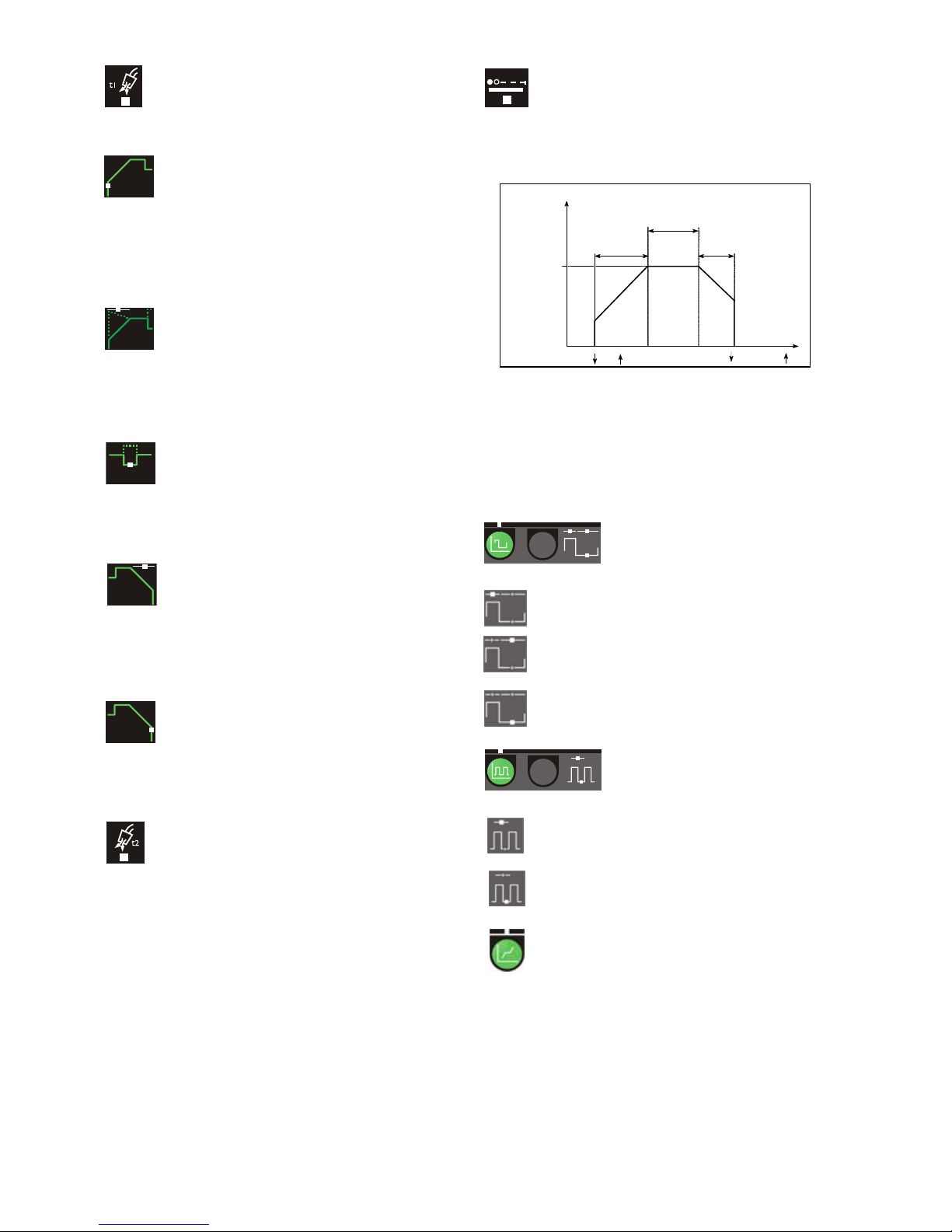
Gasforstrømning/Pre-flow [s]
Gasforstrømningstiden er tiden, fra brændertasten
aktiveres, og gasstrømningen begynder, til HFtændingen kobles ind, eller brænderen kan løftes væk fra
emnet, når LIFTIG benyttes. Tiden kan indstilles mellem 0
og 10 sek.
8
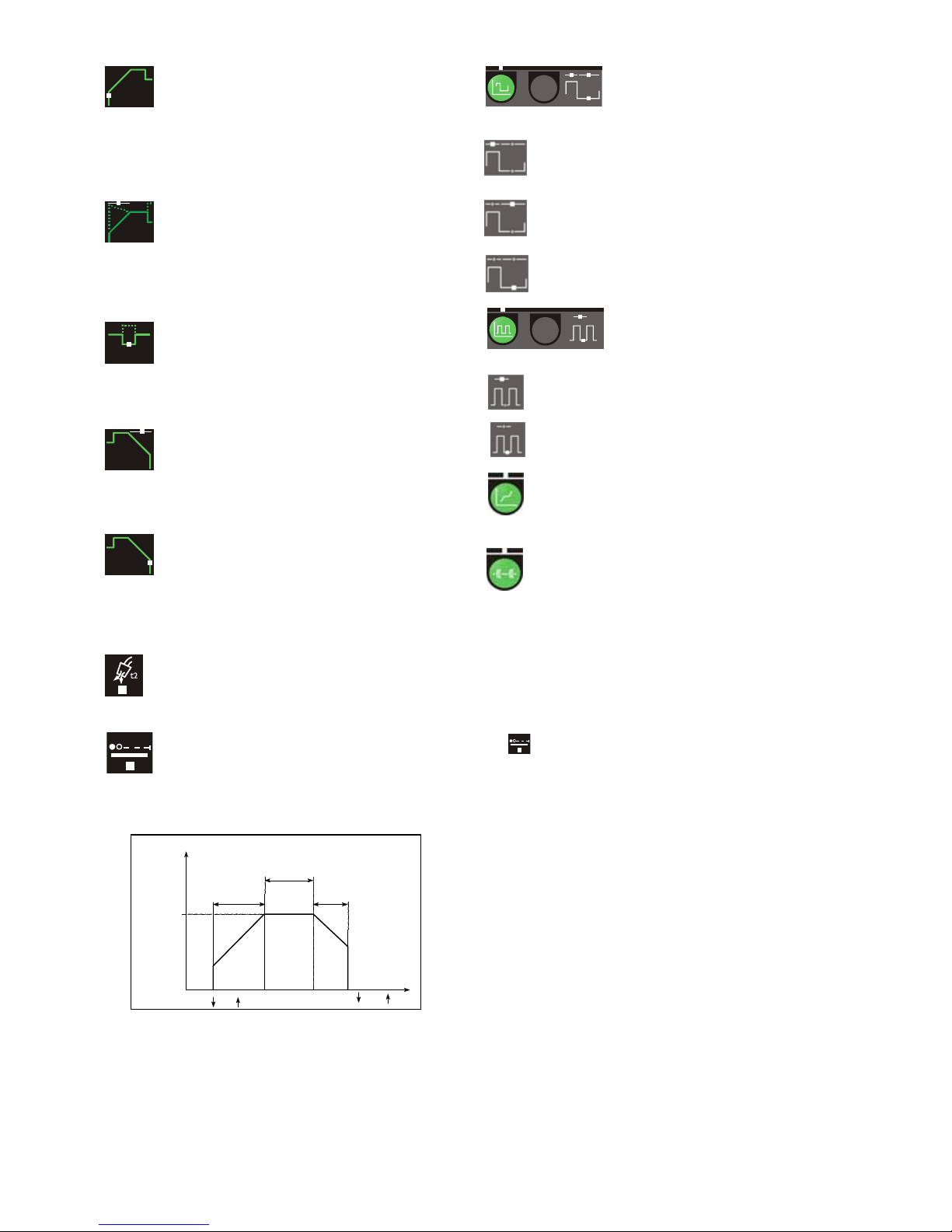
Startstrøm [A%]
Lige efter at lysbuen er etableret, regulerer ma-
skinen svejsestrømmen til den værdi, der er angivet med denne parameter. Startstrømmen indstilles som
en procentdel af svejsestrømmen og er variabel mellem 1200% af svejsestrømmen. Bemærk at en strømværdi på
højere end 100% genererer en startstrøm, der er højere
end svejsestrømmen.
Slope-up [s]
Når lysbuen er etableret, går svejseprocessen ind
i slope-up-fasen, hvor svejsestrømmen hæves fra
den værdi, der er valgt som startstrøm, til den ønskede
svejsestrøm. Varigheden af denne fase er strømstigningstiden. Tiden kan indstilles mellem 0 og 20 sekunder i trin af
0,1 sek.
Sekundær strømniveau
Variabel fra 10 til 200% af svejsestrømmen.
Denne funktion er kun aktiv i fire-takt. Det er
muligt at vælge sekundær strømniveau under svejsning
ved hurtigt at presse og slippe brændertasten (under
0,3 sek. tastning). Bemærk at en strømværdi på mere end
100% genererer en sekundær strøm, der er højere end
svejsestrømmen.
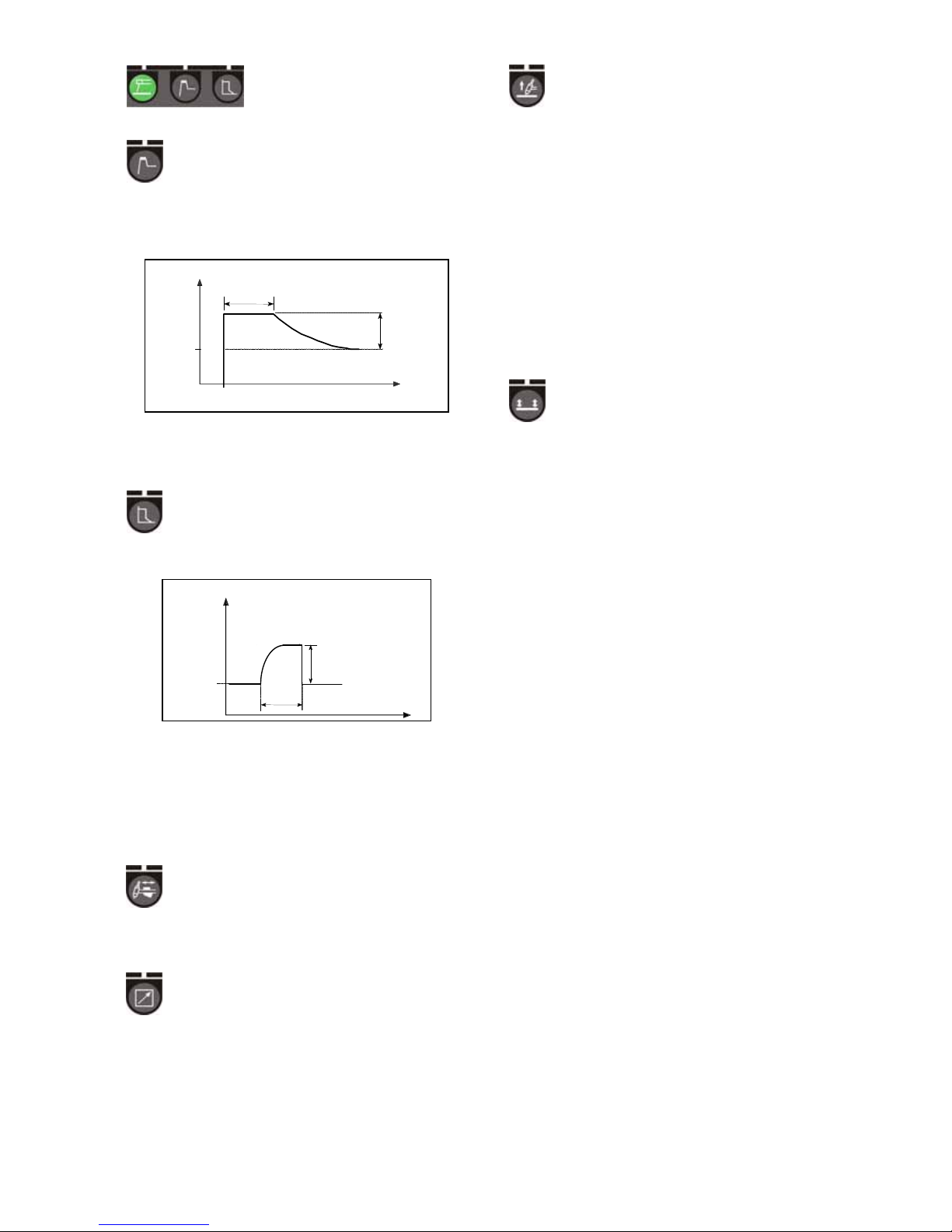
Slope-down [s]
Når svejsningen stoppes med brændertasten,
går maskinen ind i slope-down-fasen. I løbet af
denne fase sænkes strømmen fra den indstillede svejsestrøm til slutstrømmen. Det er varigheden af denne fase,
der indstilles som strømsænkningstiden. Tiden kan
indstilles mellem 0 og 20 sekunder i trin af 0,1 sek.
Slutstrøm [A%]
Strømsænkningsfasen afsluttes, når
strømstyrken er faldet til slutstrømmen. Det er i
firetakt muligt at fortsætte i slutstrømmen, indtil brændertasten slippes. Slutstrømmen indstilles som en procentdel
mellem 1 og 90% af den indstillede svejsestrøm.
Gasefterstrømning / Post-flow [s]
Gasefterstrømningstiden er tiden, fra lysbuen slukker, til gastilførslen afbrydes. Tiden kan indstilles
mellem 0 og 20 sekunder.
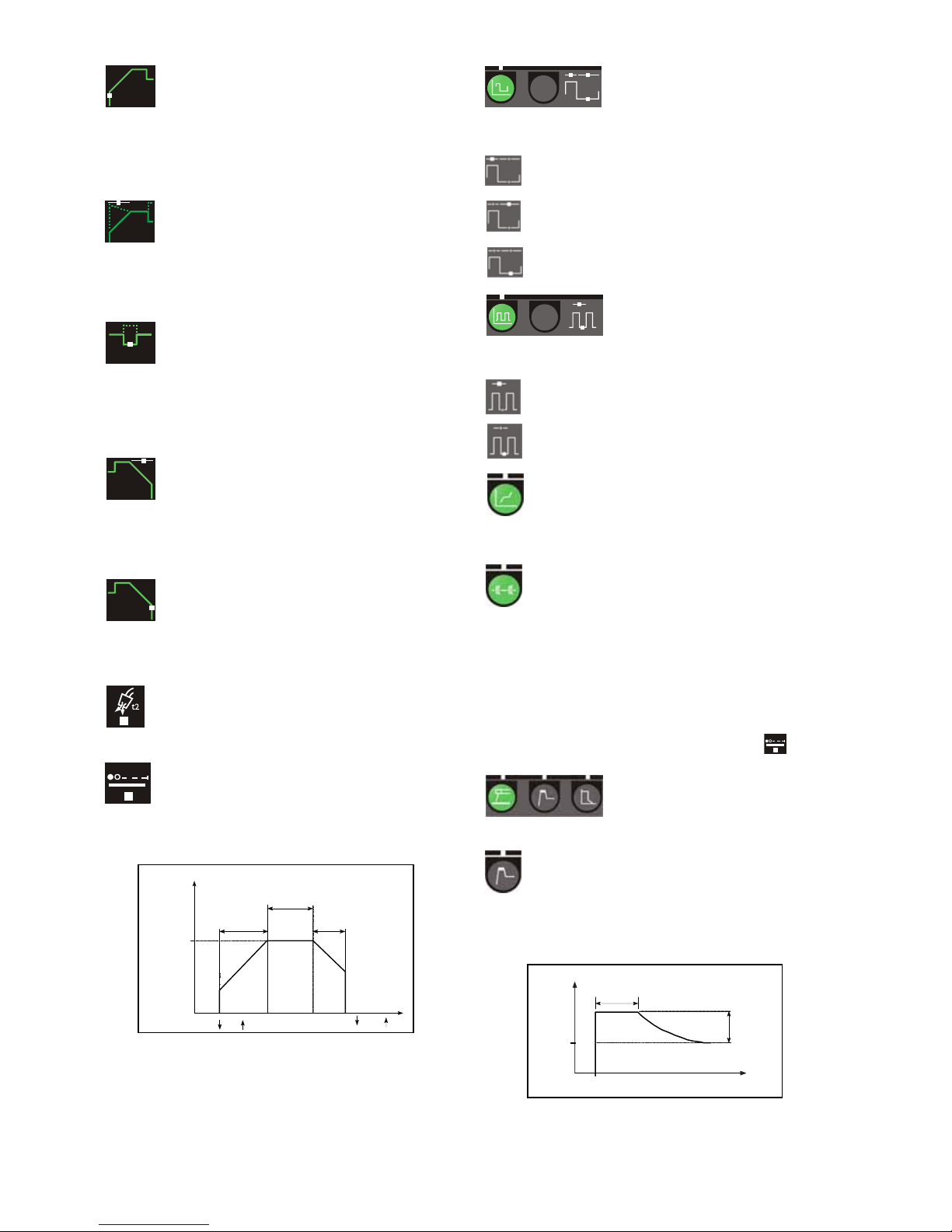
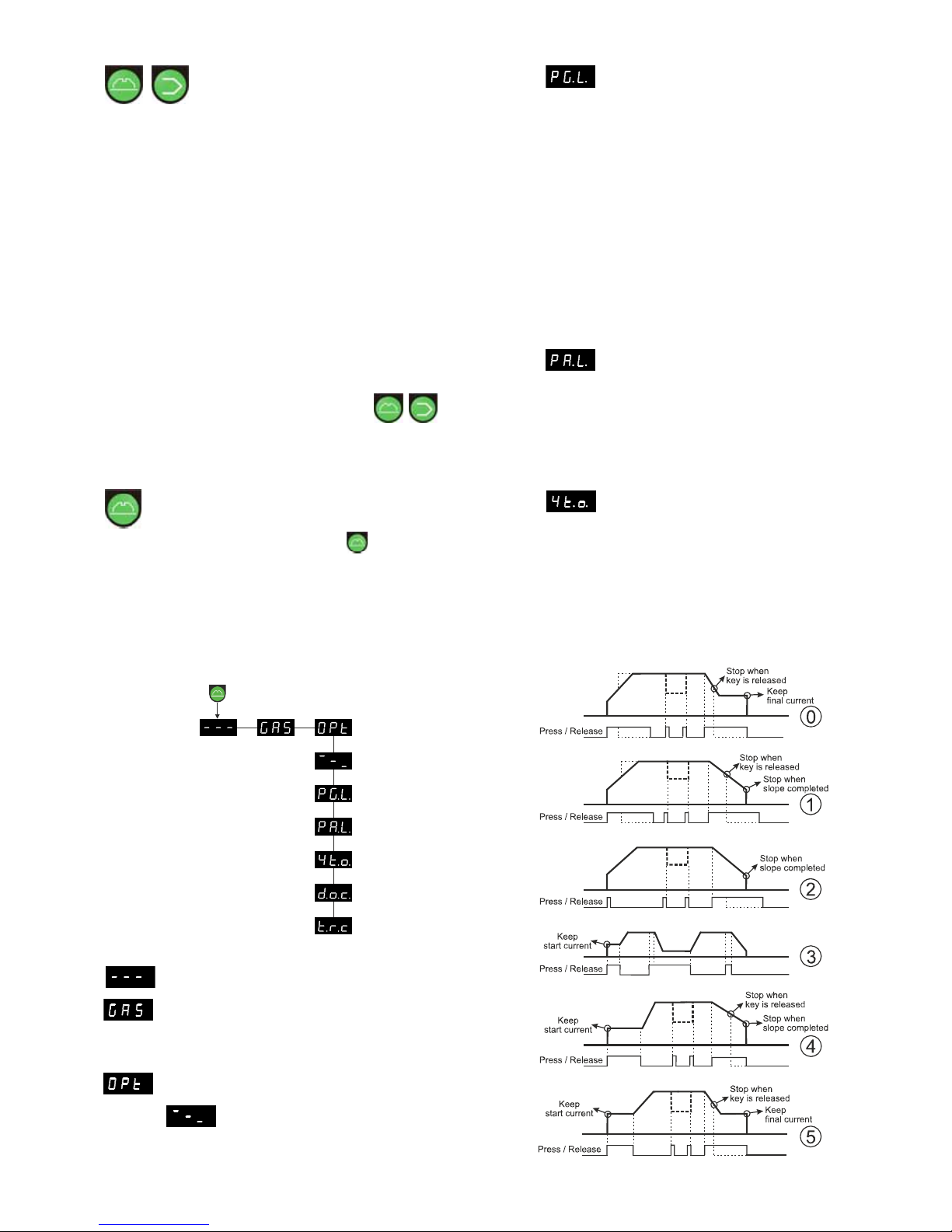
Punktsvejsetid
Punktsvejsetiden i TIG er tiden, fra strømstig-
ningen er afsluttet, til strømsænkningen
påbegyndes. Punktsvejsetiden er derfor den tid, der svejses med den indstillede strøm. Lysdioden blinker, når
funktionen er aktiv.
Indstillet
svejsestrøm
Slope-up
punktsvejsetid
Slope-down
tid
strøm
taste ned ( ) / op ( )
Tiden skal indstilles, inden lysbuen tændes. Ved at slippe
svejsebrænderens tast er det muligt at afbryde punktsvejsetiden. Tiden kan indstilles 0,01-20 sek. i trin af
10msek. op til 0,5 sek. og i trin af 0,1 sek. over 0,5 sek.
Funktionen er frakoblet, når tiden er indstillet til 0 sek.
Under hæftesvejsning kan tiden indstilles fra 0,01 sek. Til
2,5 sek. (se TIG-A-TACK).
Langsom puls
Anvendes til valg af langsom puls.
Pulsstrømmen er den samme som
indstillet strøm. Herefter er det er muligt at indstille følgende
pulsparametre:
Pulstid
Variabel fra 0,01 til 10 sek. i trin af 0,01sek.
Pausetid
Variabel fra 0,01 til 10 sek. i trin af 0,01sek.
Basisstrøm
Variabel fra 10 til 90% af pulsstrømmen.
Hurtig puls
Anvendes til valg af hurtig puls. Pulsstrømmen er den samme som
indstillet strøm. Herefter er det muligt
at indstille følgende pulsparametre:
Pulsfrekvens
Indstilles fra 25Hz til 523 Hz.
Basisstrøm
Variabel fra 10 til 90% af pulsstrømmen.
Synergi PLUS
TM
(TIG DC)
Maskinen indstiller i denne funktion automatisk og
dynamisk alle overordnede pulsparametre i DCsvejsning når max. svejsestrømmen er indstillet på
drejeknappen.
TIG hæftesvejsning TIG-A-TACK TM
Det er muligt at gemme en hæftesvejsefunktion i det
enkelte aktuelle program, så man kan foretage et
hurtigt skift fra svejsning til hæftesvejsning. Der vil være
følgende parametre til rådighed i denne funktion i TIG DC:
- HF Lysbuetænding 2-takt
- Ingen slope-up/slope-down
- Ingen puls
- Pre-gas/post-gas værdier genbruges fra det aktuelle
program
- Punktsvejsetid fra 0,01 til 2,5 sek. i trin af 0,01 sek. indstilles ved at vælge parameteren “punktsvejsetid”
.
Elektrodesvejsning
Anvendes til valg af
elektrodesvejsning.
Det er ikke muligt af skifte svejseproces under svejsning.
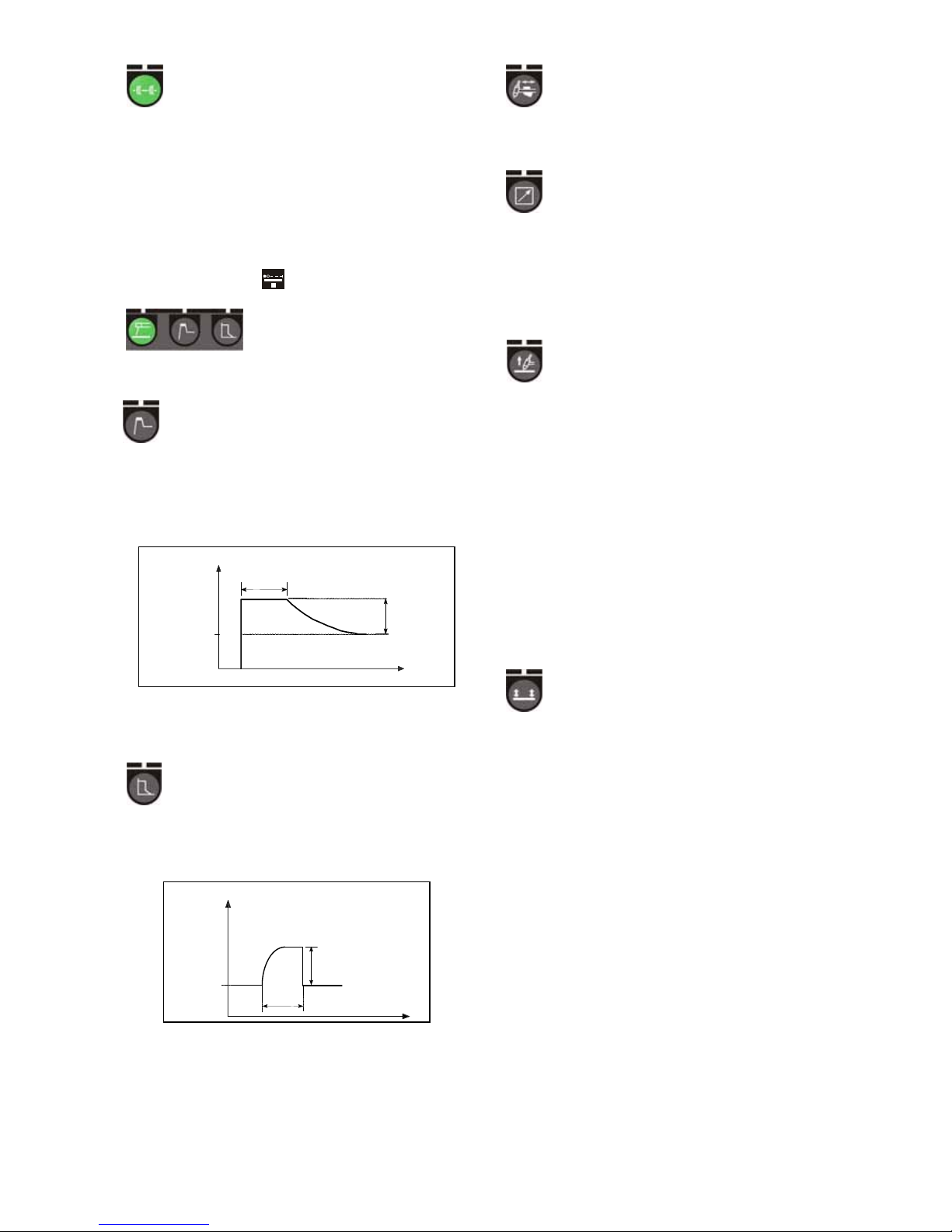
Hotstart
Hotstart er en funktion, som hjælper med til at
etablere lysbuen ved elektrodesvejsningens start.
Dette gøres ved at øge svejsestrømmen (når elektroden
sættes mod emnet) i forhold til den indstillede strøm. Denne
forhøjede startstrøm holdes i et halvt sekund, hvorefter den
falder til den indstillede værdi for svejsestrømmen.
Indstillet
svejsestrøm
Svejsning
star
t
0,5 s
Ekstra
strømbidrag
fra hotstartfunktionen
tid
strøm
Hotstart-værdien angiver den procentværdi, som startstrømmen forøges med, og den kan indstilles mellem 0 og
100 % af den indstillede svejsestrøm.
9
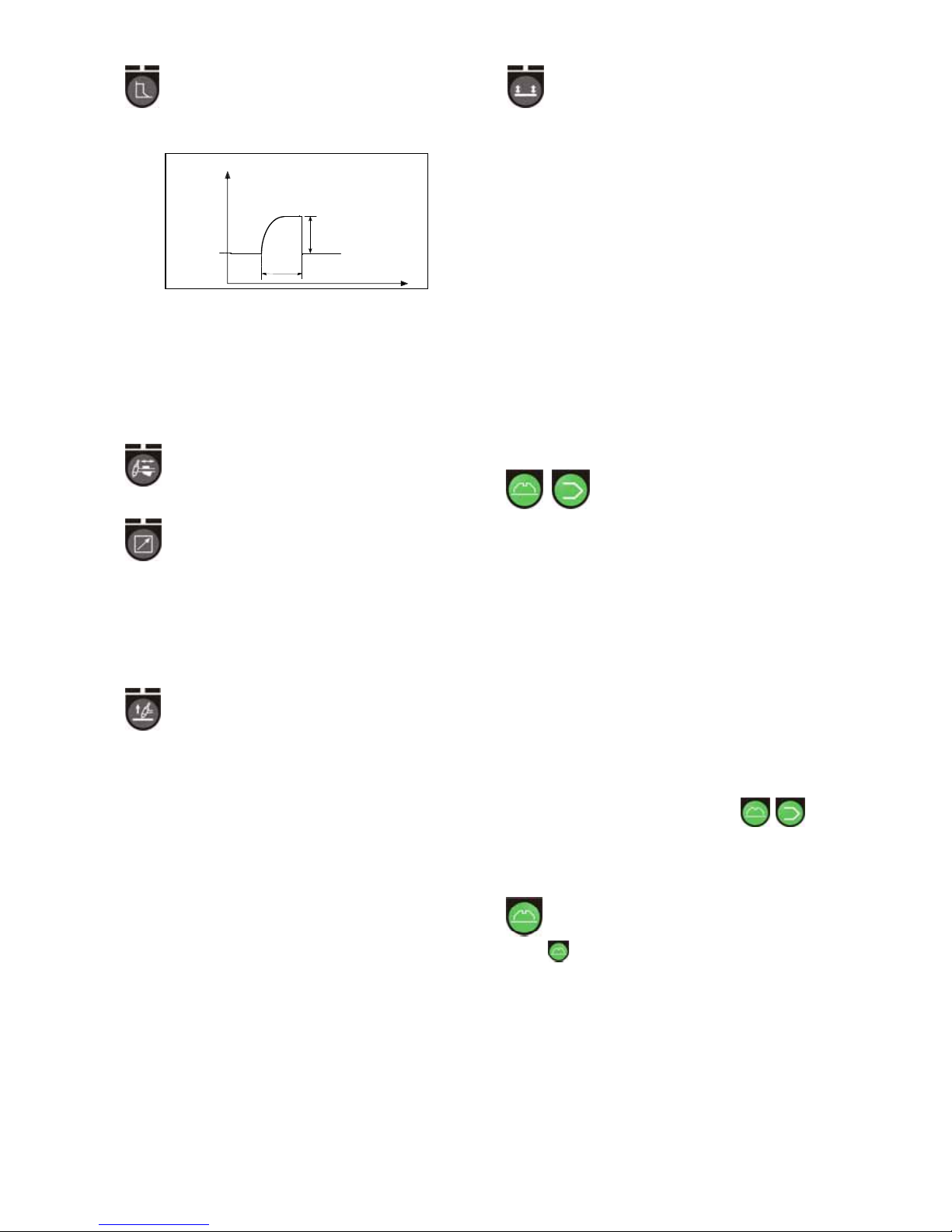
Arc-power
Arc-power-funktionen bruges til at stabilisere lysbu-
en i elektrodesvejsning. Dette sker ved at forøge
svejsestrømmen under kortslutningerne. Denne ekstra
strøm fjernes, når der ikke længere er en kortslutning.
Indstillet
svejsestrøm
kortslutnin
g
Ekstra strømbidrag fra
arc power funktionen
tid
strøm
Arc-power kan indstilles mellem 0 og 100% af den indstillede
svejsestrøm.
Eks.: Hvis svejsestrømmen er sat til 40 A og arc-power til
50%, vil det ekstra strømbidrag blive 20 A lig med
60 A svejsestrøm under brug af arc-power. Hvis arcpower er sat til 100%, vil det ekstra strømbidrag blive
40 A lig med 80 A.
Brænderegulering / fjernbetjening –7-pin stik
Svejsestrømmen indstilles ved hjælp af brænderpotentiometret (extra udstyr). Den maksimale
svejsestrøm indstilles på frontpanelet. Minimumstrøm er 5A.
Fjernbetjening – 8-pin stik (ekstra udstyr)
Kan anvendes til fodpedal (ekstra udstyr) og fjern-
betjeninger (ekstra udstyr) der benytter 8-pin stik.
Anvendes til at starte lysbuen og til justering af strøm. Den
maksimale svejsestrøm indstilles på frontpanelet. Den
aktuelle strøm vises i displayet. Startstrømmen anvendes til
indstilling af minimumstrømmen som en procent af maks.
strøm.
NB: I software versioner før 1.12 vil maskinen automatisk gå over i
to-takt, når denne funktion vælges.
Tændingsmetode
Der kan vælges mellem to forskellige tændings-
metoder ved TIG-svejsning: HF og LIFTIG.
Tændingsmetoden kan ikke ændres under svejsning.
LIFTIG-tænding er aktiv, når indikatoren er oplyst.
HF-tænding
Elektroden skal ikke berøre emnet, men tænder ved hjælp
af en HF-gnist. Med HF-tænding tilkoblet kan der også
udføres LIFTIG-tænding. Skulle man ved et uheld berøre
emnet under HF-tænding, vil maskinen sikre, at der kun
løber en begrænset strøm i elektroden, således at denne
ikke ødelægges.
LIFTIG-tænding
Elektroden skal berøre svejseemnet for at tænde
TIG lysbuen. Brændertasten aktiveres, og lysbuen
etableres, når elektroden løftes fra svejseemnet.
Valg af tastemetode
Der kan vælges tastemetode. Når lysdioden er
tændt, er der valgt fire-takt, og når lysdioden er
slukket, er der valgt to-takt. Der kan ikke ændres tastemetode, når der svejses.
To-takt
Svejseforløbet begynder, når brændertasten trykkes ind. Når
brændertasten slippes, påbegyndes strømsænkningen.
Fire-takt
Svejseforløbet begynder, når brændertasten trykkes ind.
Hvis brændertasten slippes under slope-up perioden
fortsætter svejsningen med den indstillede svejsestrøm. For
at afslutte svejsningen trykkes brændertasten ind igen i mere
end 0,5 sek., hvorefter strømsænkningen påbegyndes.
Strømsænkningen kan standses ved at slippe tasten.
Herefter påbegyndes gasefterstrømningen.
Det er muligt at vælge imellem 4 typer 4-takt triggermode.
Læs om 4-takt mulighederne under afsnittet "Brugermenu".
Anti-freeze
Maskinen har indbygget anti-freeze funktion.
Anti-freeze-funktionen er med til at registrere og sænke
strømmen, når elektroder brænder fast til emnet. Funktionen
letter afbrækning af elektroden. Svejsningen kan herefter
genoptages på normal vis.
Reset
Det er muligt at returnere til fabriksindstilling. Maskinen vil herefter være
indstillet med følgende parametre:
MMA strøm 80A
TIG strøm 80A
TIG punktstrøm 80A
Gasforstrømning 0,2 sek.
Gasefterstrømning 6,0 sek.
Ingen slope-up/slope-down
Startstrøm 40%
Slutstrøm 20%
Sekundær strømniveau 50%
Grundstrøm 40%
Hurtig pulsfrekvens 49 Hz
Pausetid = Pulstid = 0,1 sek.
Reset funktionen aktiveres ved at slukke for maskinen og
vente, indtil displayet slukkes.
Følgende taster holdes nede samtidigt:
Maskinen tændes, og ovennævnte taster holdes nede,
indtil displayet viser “X.XX”. Tasterne kan herefter slippes.
X.XX er programmets software version.
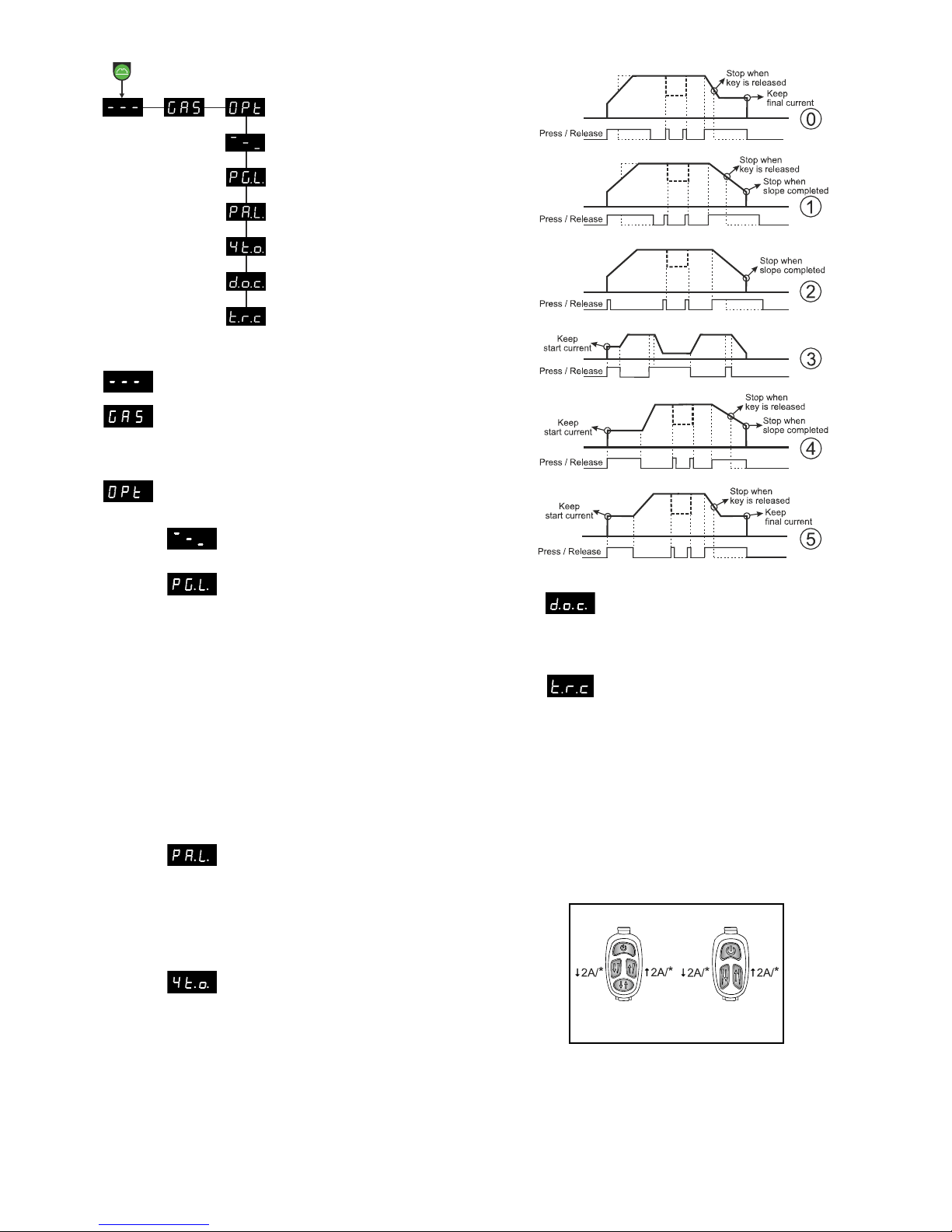
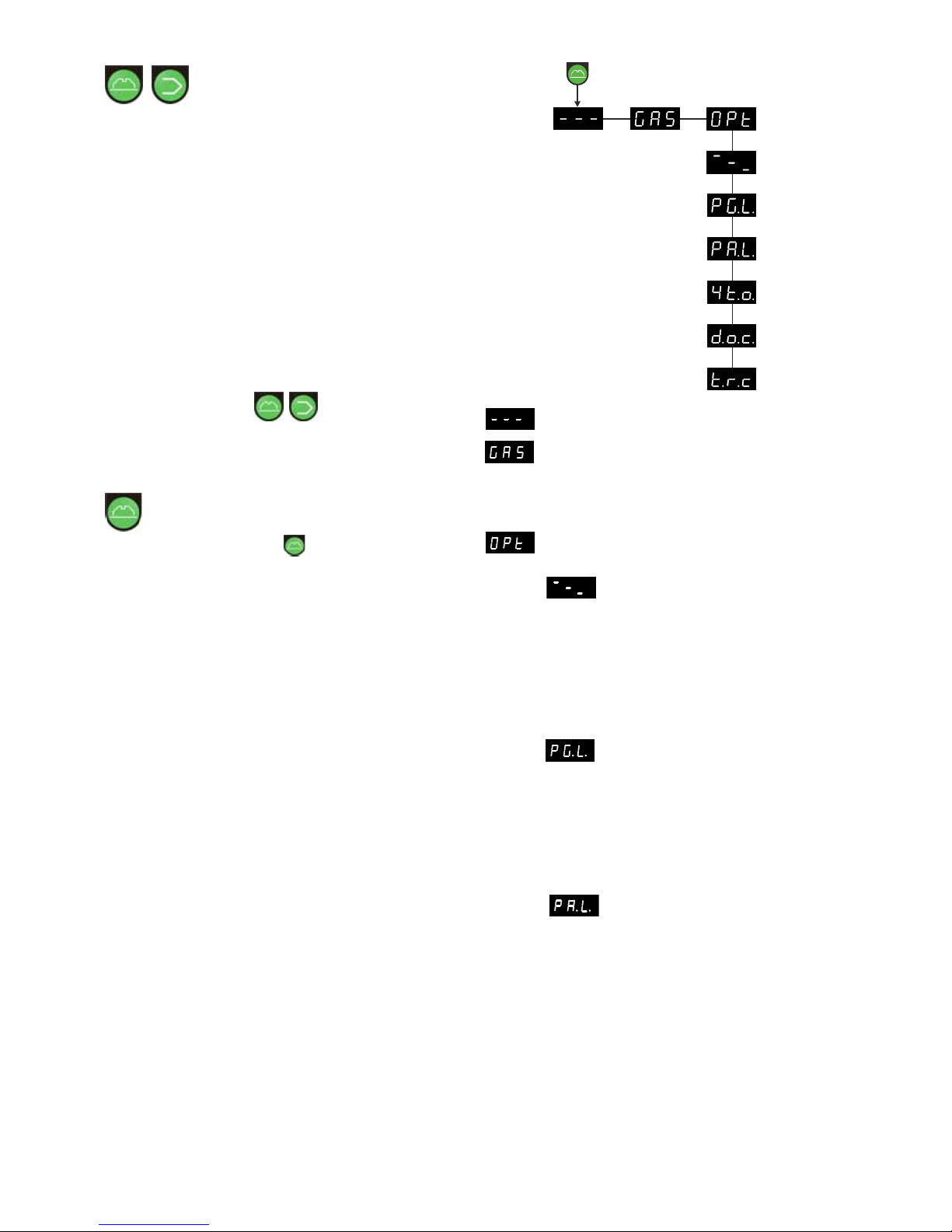
BRUGERMENU
Denne menu gør det muligt at lave sine egne
avancerede brugerindstillinger.
Tryk på
tasten i 3 sekunder for at åbne op for menuen.
Drej på drejeknappen indtil det ønskede menuvalg vises og
aktiver valget ved at trykke på ”A” tasten. Tryk på MMA
knappen for at ændre parametrene og drej igen drejeknappen. Tryk på ”A” tasten for at gemme de valgte data.
Det følgende diagram viser alle parameter- og
funktionsvalg i brugermenuen.
10
Exit fra brugermenu
Åben/luk gasventilen for at fylde brænderen,
checke gasflasken og trykventilen. Tryk “A” for at
åbne/lukke gassen. Der vil automatisk blive lukket for
gassen, når brugermenuen forlades.
Undermenu der indeholder forskellige
undermenuer
Exit fra undermenu (retur til
hovedmenu)
Programlås
Beskyttelse af program P3 til P10 mod
utilsigtet ændring af:
svejsestrømme, slopes, tider
Tastemetode 2T/4T
Intern/ekstern regulering
Pulsvalg
Det er stadigt muligt at vælge imellem
programmer og svejseproces.
Program P1 og P2 er ulåste, så der er fuld kontrol
af alle parametre.
Når programlåsen er aktiveret, vil displayet blinke
med skriften “PG.L.”
0 = ulåst (fabriksindstilling)
1 = låst
Panellås
Komplet fastlåsning af boks. Alle taster
og drejeknappen er låste.
Når panellåsen er aktiveret, vil displayet blinke
med skriften “PA.L.”
0 = ulåst (fabriksindstilling)
1 = låst
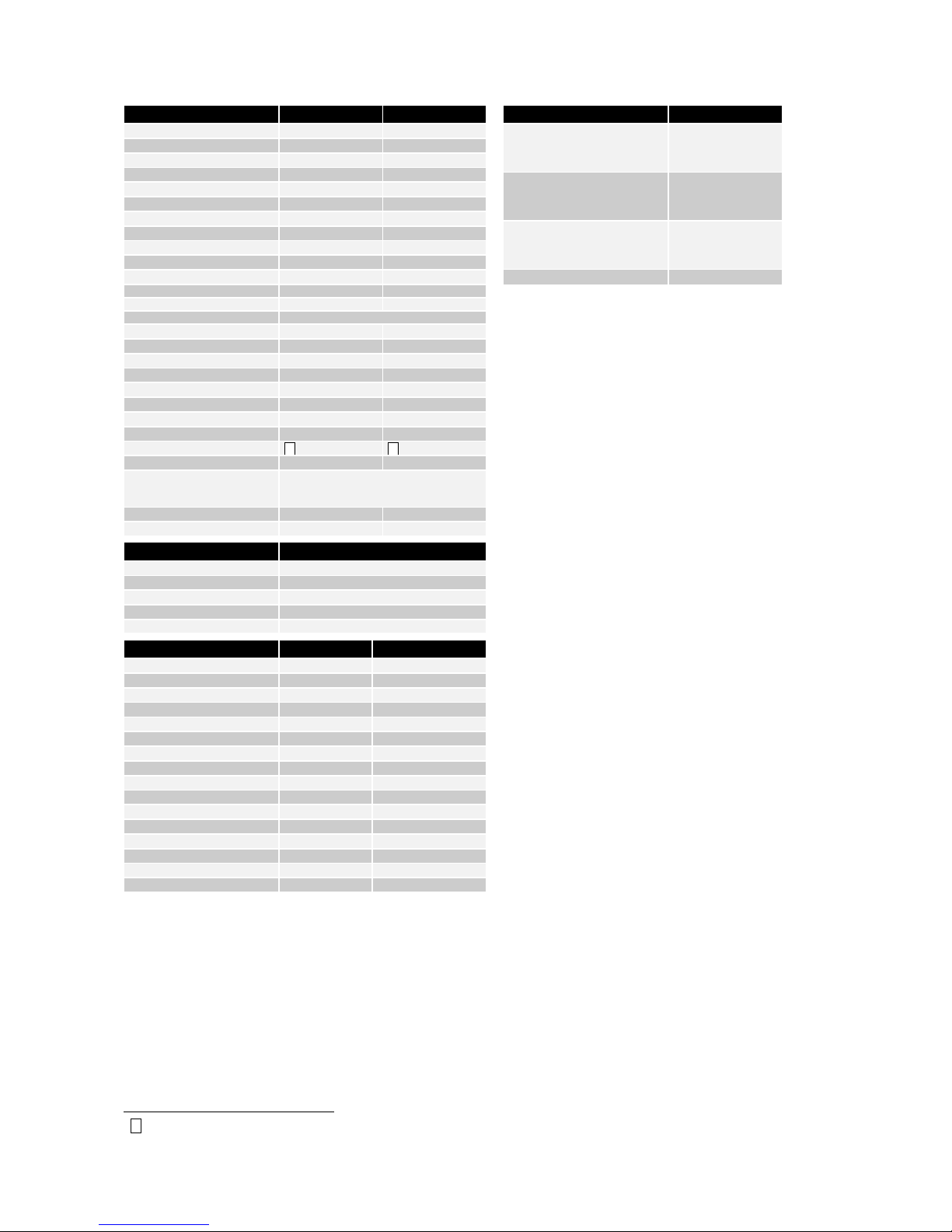
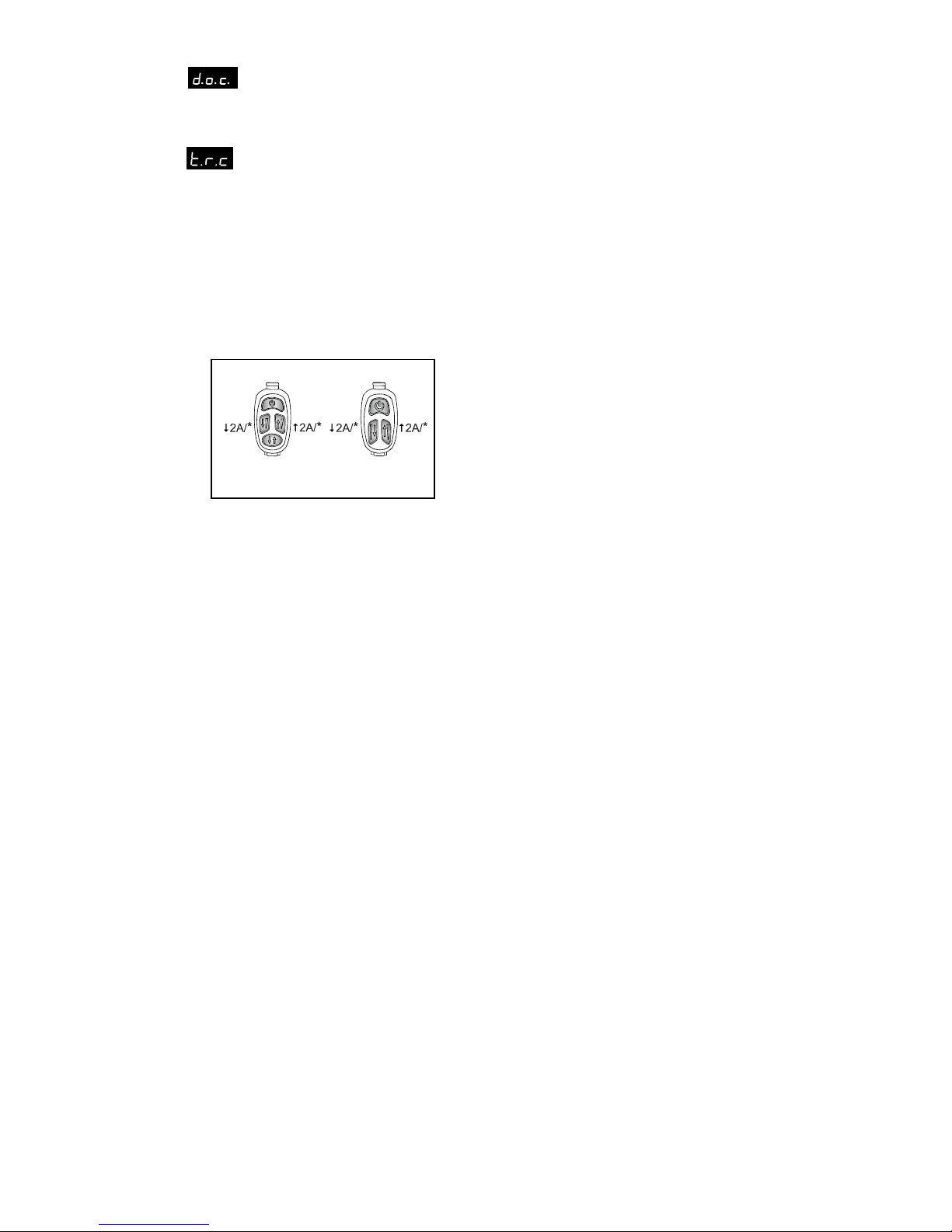
4-takt metodevalg
Gør det muligt at vælge imellem
6 forskellige metoder til at kontrollere brændertasten, når maskinen er indstillet til 4-takt
tastemetode (Liftig eller HF). Metode 3 kaldes
4T-REPEAT og tillader aktiv lysbue ved
slutningen af slope-down og gør det nemmere at
genstarte sekvens. I metode 3 er funktionen
“Sekundært strømniveau” frakoblet.De følgende
diagrammer viser de forskellige principper. Vælg
imellem 0...5 (1=fabriksindstilling)
Dynamic Oxide Control
(til AC welding).
0 = deaktiveret
1 = aktiveret (fabriksindstilling)
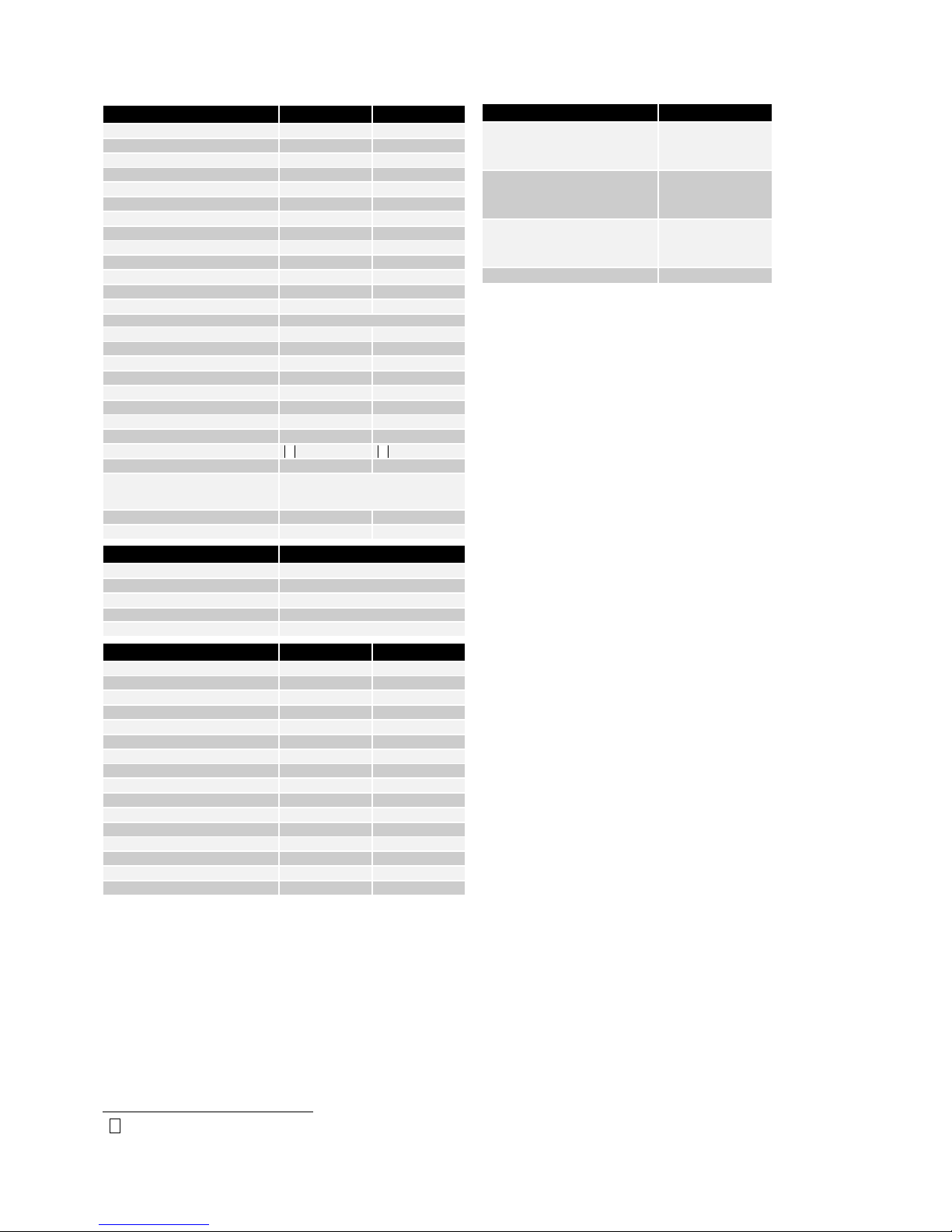
Torch Remote Control
(Fjernregulering af brænder)
Gør det muligt at kontrollere brugen af
reguleringsmodulet på brænderhåndtaget, når
håndtagsregulering er aktiv.
0 = Indstilling af strømreference
(fabriksindstilling).
1 = Aktivering/deaktivering af TIG-A-Tack (TIG-
A-Tack knappen deaktiveres).
Reguleringsmodulet håndteres som følger:
Trin 1-3: TIG-A-Tack er aktiv
Trin 4-7: Brændertasten er inaktiv
Trin 8-10: TIG-A-Tack er inaktiv
2 = Up/Down modul
Tast Tast
TIG-A-Tack
Aktiv/inaktiv
* Langt tryk for konstant
forøgelse/reducering
Alle ovenstående menuvalg ændres ikke ved reset til
fabriksindstilling.
11
TEKNISKE DATA
Strømkilde: PI 200 DC PI 250 DC
Netspænding (50Hz-60Hz)
1x230 V ±15% 3x400 V ±15%
Minimum generatorstørrelse
8,5 kVA 13,5 kVA
Netsikring
- 10 A
Netsikring med PFC
16 A -
Netstrøm, effektiv
- 7,1 A
Netstrøm, effektiv med PFC
17,5 A -
Effekt, (100%)
- 4,9 kVA
Effekt, (100%) med PFC
4,0 kVA -
Effekt, max
9,0 kVA
Effekt, max. med PFC
5,6 kVA -
Effekt, tomgang
35 W 35 W
Virkningsgrad 0,85 0,87
Effekt faktor 0,90 0,94
Tilladelig belastning:
Intermittens 40° TIG 100%
150 A 150 A
Intermittens 40° TIG 60%
170 A 190 A
Intermittens 40° TIG 40%
200 A Intermittens 40° TIG 35%
- 250 A
Intermittens 20° TIG 100%
170 A 170 A
Intermittens 20° TIG 60%
200 A 210 A
Tomgangsspænding
95 V 95 V
Strømområde
5-200 A 5-250 A
1
Anvendelsesklasse
S
S
2
Beskyttelsesklasse (IEC 529)
IP 23 IP 23
Norm EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Dimensioner (hxbxl)
360x220x520 mm 360x220x520 mm
Vægt
22 kg 23 kg
Vandkøling: PI 200/250 DC
Kølekapacitet
900 W
Tankkapacitet
2 liter
Norm
EN/IEC60974-2
Dimensioner (hxbxl)
270x220x520 mm
Vægt
15 kg (inkl. 2 l kølevæske)
Funktioner: Proces PI 200/250 DC
Arc-power Elektrode 1-100 %
Hot-start Elektrode 1-100 %
Anti-freeze TIG/Elektrode altid aktiv
Startstrøm TIG 1-200 %
Slutstrøm TIG 1-90 %
Slope-up TIG 0-20 sek
Slope-down TIG 0-20 sek
Gasforstrømning TIG 0-10 sek
Gasefterstrømning TIG 0-20 sek
Punktsvejsetid TIG 0-20 sek
Pulstid TIG/MMA 0,01-10 sek.
Pausetid TIG/MMA 0,01-10 sek.
Basisstrøm TIG/MMA 10-90 %
Sekundær strømniveau TIG 10-200%
TIG-tænding TIG HF / LIFTIG
Triggerfunktion TIG 2/4-takt
1
S
Maskinen opfylder de krav der stilles under anvendelse i områder
med forøget risiko for elektrisk chok
2
Maskinen må anvendes udendørs, idet den opfylder kravene til
beskyttelsesklasse IP23/IP23S.
Autotrafo: MFA 403 (PI 250)
Netspænding ±15% (50Hz-60Hz) 3x230 V
3x400 V
3x440 V
3x500 V
Netstrøm, effektiv 31,0 A (230V)
17,0 A (400V)
16,2 A (440V)
14,3 A (500V)
Netstrøm, max. 40,0 A (230V)
22,0 A (400V)
20,9 A (440V)
18,4 A (500V)
2
Beskyttelsesklasse IP23S

12
13
MACHINE PROGRAMME
PI 200/250 DC
PI 200 DC is single-phased and PI 250 DC is a threephased welding machine for MMA and TIG welding. Both
machines are air-cooled but can be delivered as watercooled as special equipment.
Welding hoses
The machine can be equipped with TIG welding hoses,
electrode holders and return current cables from the
MIGATRONIC programme.
Trolley (option)
The machines can be delivered with a transport trolley with
built-in tools tray, torch holder and room for welding
consumables.
Torch cooling unit (option)
A separated torch cooling unit can be delivered which
enables use of watercooled TIG welding torches from the
MIGATRONIC programme.
Moreover, we can offer you the following:
Foot control
INITIAL OPERATION
Mains connection
The machine must be connected to a mains supply and
protection earthing. After the mains plug (1) has been
connected to the mains the machine is ready for use. Please
note that all cable connections must be made by authorised
and qualified staff. Switch on and off the machine by means
of the breaker (3) on the rear of the machine.
Lifting instructions
The lifting point must be used as shown in
the following drawing. The machine must
not be lifted with a mounted gas bottle!
Configuration
MIGATRONIC disclaims all responsibility for damaged
cables and other damages related to welding with
undersized welding torches and welding cables measured
by welding specifications e.g. in relation to permissible
load.
Generator use
This welding machine can be used at all mains supplies
providing sine-shaped current and voltage and not
exceeding the approved voltage tolerances stated in the
technical data. Motorised generators observing the above
can be used as mains supply. Consult your supplier of
generator prior to connecting your welding machine.
MIGATRONIC recommends use of a generator with
electronic regulator and supply of minimum 1.5 x the
maximum kVA consumption of the welding machine. The
guarantee does not cover damage caused by incorrect or
poor mains supply.
Dispose of the product according to local
standards and regulations. More information can
be found under Policies at www.migatronic.com
Important!
In order to avoid damage to plugs and
cables, good electric contact is
required when connecting the work
return cable and welding torch to the
machine.
14
Gas connection
Connect the gas hose, which branches off from the back panel
of the welding machine (2), to a gas supply with pressure
regulator (2-6 bar). (Note: Some types of pressure regulators
require an output pressure of more than 2 bar to function
optimally). Fit and secure the gas hose to the gas connection (6)
on the front of the machine.
Connection of welding cables
Connect the welding cables and the return current cable to the
front of the machine.
Please note that the plug must be turned 45 degrees after
insertion into the socket - otherwise the plug can be damaged
due to excessive contact resistance.
Always connect the TIG connection in the minus (-) socket (4)
and the return current cable in the plus (+) socket (5).
The control signals from the TIG torch are transformed to the
machine through the circular 7-pin plug (7). When the plug has
been assembled please secure it by turning the "circulator"
clockwise. Connect the gas hose to the quick connection.
COATED ELECTRODES: Electrodes are marked with a polarity
on the packing. Connect the electrode holder in accordance with
this marking to the plus or minus sockets of the machine.
Connection of a water cooling unit
Fasten the module under the machine with the fitting (10). Mount
the 4-poled plug (11) in the corresponding socket in the machine
(12). Mount the flow hose on the water cooled torch in the quick
connection marked with blue (13) and the return hose in the
quick connection marked with red (14).
If the machine is delivered with a separate water cooling unit, it
will be necessary to inspect the cooling liquid level by means of
the level control (8). The refilling of cooling liquid takes place
through the filler neck (9).
Connection of electrode holder for MMA
The electrode holder and return current cable are connected to
plus tap (5) and minus tap (4). Observe the instructions from the
electrode supplier when selecting polarity.
Connection of foot control
Foot control is connected to the 7-poled plug (7) or
through the 8-poled plug (15) (depending on the foot
control type).
Connection of remote control
PI machines equipped with 8-pole control interface (15)
can be controlled via a remote control or a welding robot.
The remote control socket has terminals for the following
functions:
A: Input signal for welding current, 0 -
+10V input impedance: 1Mohm
B: Signal ground
C: Arc detect – contact of relay
(max. 1Amp), fully insulated
D: N.C.
E: Arc detect – contact of relay (max. 1Amp), fully
insulated
F: N.C.
G: Supply +24VDC. Short circuit protected with PTC
resistor (max. 50mA).
H: Supply ground
Usage of the machine
When welding, a heating of various components of the
machine takes place and during breaks these
components will cool down again. It must be ensured
that the flow is not reduced or stopped.
When the machine is set for higher welding currents,
there will be a need for periods during which the
machine can cool down.
The length of these periods depends on the current
setting, and the machine should not be switched off in
the meantime. If the periods for cooling down during use
of the machine are not sufficiently long, the overheating
protection will automatically stop the welding process
and the yellow LED in the front panel will come on. The
yellow LED switches off when the machine has cooled
down sufficiently and is ready for welding.
15
CONTROL UNIT
Control knob
All parameters are set by the use of only one
control knob. These parameters include current,
pulse time, slope-up time, etc.
This control knob is positioned in the right side of
the control panel. The digital display shows the value of the
parameter being set. The unit of measurement of the
parameter is shown on the right side of the digital display.
A parameter can be selected by means of the relative
keypad in the relevant section. A bright indication light
indicates the parameter selected. The control knob is then
used for setting a new value.
Storage of parameters - programs
This function enables storage of programs (often
used machine settings) and shift from one complete
program to another. By pressing the keypad the display
shows a "P" and a number: "1", "2" etc. Each number
includes a program with all parameters and functions of the
machine. It is therefore possible to have one program for
each welding job for which the machine is used.
It is possible to store 10 settings in each welding process
(MMA DC and TIG DC) = 20 program settings.
Each program can be selected by:
1. Choose between MMA or TIG.
2. Select program number (P01…P10). The control knob
can be used for shifting between the programs when the
key pad is kept pressed down
Reset of current program (Factory default settings).
Keep pressed the knob: after 3 sec the display will start
flashing to indicate the current program has been restored to
Factory settings.
The latest used program setting in the relevant program
group (MMA DC and TIG DC) will be shown when the
program key pad is selected.
Welding current/Arc voltage
The key pad can be used to display the welding
current. Adjustable from 5A to 200A or 250A
depending on the machine model. After the welding process
has stopped, the adjusted current is shown on the display.
During welding, however, the actual welding current is
shown. During pulse welding an average welding current is
automatically shown when shifting between welding current
and base current becomes faster than possible viewing.
Press the key for 3 seconds to display the arc voltage. Press
again “A” to display the welding current.
Units for parameters
Units of measurement of the selected parameter.
Welding voltage indicator
The welding voltage indicator is illuminated for
reasons of safety and in order to show if there is voltage at
the output taps.
Overheating error indicator
The overheating indicator is illuminated if welding is
interrupted due to overheating of the machine.
Mains error indicator
The mains error indicator is illuminated if the mains
voltage is more than 15% lower than the rated voltage.
Cooling fault
Cooling fault is shown in case of connection of
wrong type of torch, or if a torch has not been connected. If a
flow control kit has been selected, the cooling fault may
indicate problems in the cooling unit.
Panel lock
Text is displayed, when panel lock is activated in
the user menu (ref. paragraph "user menu").
TIG welding
TIG welding
The parameters can be adjusted with the control
knob after they are shown on the display. Press the
relative key to select the parameter. The relevant LED will
illuminate.
Pre-flow [s]
Pre-flow is the period of time for which gas flows
after the torch switch is pressed and before the HF
arc is established, or until the torch is lifted away from the
workpiece in the LIFTIG process. Variable 0-10 sec.
16
Start Amp [A%]
Immediately after the arc has been established,
the machine regulates the welding current to the
value stated in the Start Amp parameter. Start Amp is set as
a percentage of the required welding current and is variable
between 1-200% of the welding current. Please note that
values higher than 100% generate a Start Amp bigger than
welding current.
Slope-up [s]
Once the arc has been established, the welding
process enters a slope-up stage during which the
welding current is increased in linear fashion from the value
stated in the Start Amp parameter to the required welding
current. The duration of this slope-up time is variable 020 sec in steps of 0.1 sec.
Second current level
Adjustable from 10 to 200% of welding current. It
is activated in four-times only by pressing and
releasing quickly the torch trigger. Please note that values
bigger than 100% generate a second current bigger than
welding current.
Slope-down [s]
When welding has stopped by activating the
trigger, the machine enters a slope-down stage.
During this stage current is reduced from welding current to
Final Amp over a period of time called the slope-down time
and variable 0-20 sec in steps of 0.1 sec.
Final Amp [A%]
The slope-down stage is completed when the
current level has fallen to the value stated in the
Final Amp parameter. In 4-times it is possible to continue in
Final Amp mode until the trigger is released. Final Amp is
stated as a percentage of the required welding current and is
variable between 1 - 90% of the welding current.
Post-flow [s]
Post-flow is the period of time for which gas flows
after the arc is extinguished and is variable 0-
20 sec.
Spot time
The spot time in TIG is the time from the end of
slope up to beginning of slope down. Therefore,
during spot time the machine is welding with the adjusted
current. The LED flashes on and off when the function is
active.
Set welding
current
slope-up
spot
welding time
slope-down
time
A
mp
trig down ( ) / up ( )
Set the timer before igniting the arc. The torch trigger,
depending from the selected torch mode can interrupt the
spot welding time. Variable 0,01-20sec: steps of 10msec up
to 0,5sec, over in steps of 0,1sec. The function is
disconnected when the time is set to 0 sec. When used
during tack welding, the timer can be set from 0.01 sec to
2.5 secs (See TIG-A-TACK).
Slow pulse
Is used for selection of slow pulse.
The pulse current is equal to the set
current. It is possible to adjust:
Pulse time
Adjustable from 0.01 to 10 sec. in steps of
0.01 sec.
Pause time
Adjustable from 0.01 to 10 sec. in steps of
0.01 sec.
Base amp
Adjustable from 10 to 90% of the pulse current.
Fast pulse
Is used for selection of fast pulse. The
pulse current is equal to the set
current. It is possible to adjust:
Pulse frequency
Variable 25 - 523 Hz.
Base amp
Adjustable from 10 to 90% of the pulse current.
Synergy PLUS
TM
(TIG DC)
The machines automatically and dynamically adjust
all overall pulse parameters during welding, when
the peak welding current has been set by encoder.
TIG tack welding TIG-A-TACK
TM
The machine offers one tack welding function in the
individual program to allow quick switch-over from
welding to tack welding. In TIG DC the following features will
be available:
- Arc ignition HF 2-times
- No slope-up/slope-down
- No pulse
- Reuse of pre-gas/post-gas values from the current
program
- Spot TIME from 0.01 to 2.5 secs in steps of 0.01 sec.
Set the value by selecting the parameter “spot time”
.
17
Electrode welding (MMA)
Is used for selection of electrode
welding. It is not possible to change
welding process during welding.
Hot start
Hot start is a function that helps to establish the arc
at the beginning of MMA welding. This can be
achieved by increasing welding current (when the electrode
is applied to the workpiece) in relation to the set value. This
increased start amp is maintained for half a second, after
which it decreases to the set value of welding current.
Set welding
current
Welding
start
0,5 s
A
dditional
current supply
from hot-startfunction
time
A
mp
The hot start value reflects the percentage value by which
initial current is increased, and can be set between 0% and
100%.
Arc-power
The arc power function is used to stabilise the arc in
MMA welding. This can be acheived by increasing
welding current during the short-circuits. The additional
current ceases when the short circuit is no longer present.
Set welding
current
shortcircuit
A
dditional current
supply from the arc
power function
time
A
mp
Arc power can be adjusted between 0 and 100% of the
welding current setting.
E.g. If the welding current is set to 40 A and arc power to
50% the additional current is 20 A equals 60 A when
doing arc power. If the arc power is set to 100% the
additional current is 40 A equals 80 A when doing arc
power.
Torch adjustment /
remote control – 7-poled plug
The regulation of welding current is made by means
of the torch potentiometer (optional). The maximum current
reachable is the level previously adjusted on the front panel.
The minimum current is 5A.
External adjustment –
8-poled plug (optional)
Can be used for foot pedal (optional) and remote
control units (optional) that use a 8-poled plug. The function
is used for arc ignition and adjustment of the current. The
maximum current reachable is the level previously adjusted
on the front panel. The actual current is shown on the
display. Start amp can be used as a setting of minimum
current as a percentage of maximum current.
Please note: The machine will automatically start in two-times in this
function when the machine uses a software version before 1.12.
Ignition methods
It is possible to choose between 2 different methods
of ignition for TIG welding: High-Frequency (HF)
and LIFTIG ignition. The ignition method cannot be changed
during welding. The LIFTIG ignition is active when the
indicator is illuminated. The HF is automatically active when
the LED is switched off.
HF-ignition
In HF-TIG ignition the TIG arc is ignited without contact. A
high-frequency (HF) impulse initiates the arc when the torch
trigger is activated.
The HF will not arise and the machine will stop if the
electrode is in contact with the workpiece. Detach the
electrode and start again.
LIFTIG-ignition
In LIFTIG ignition the TIG arc is ignited after making contact
between the workpiece and the tungsten electrode, after
which the trigger is activated and the arc is established by
lifting the electrode from the workpiece.
Trigger mode
Selection of trigger mode. Four-times trigger mode
is active when the LED is illuminated, and two-times
trigger mode is active when the LED is turned off. It is not
possible to change trigger method during the welding
process.
Two-times
The welding process begins by pressing the torch trigger.
Welding continues until the trigger is released again which
effects the slope-down period.
Four-times
The welding process begins by pressing the torch trigger. If
the torch trigger is released during the slope-up period
welding continues with the adjusted welding current. In order
to stop the welding process the trigger must be pressed
again for more than 0.5s after which the slope-down period
begins. The slope-down period can be stopped by releasing
the trigger. Thereafter the post-flow starts.
It is possible to configure the machine to work in 4 different
ways when this mode is selected.
For detailed information read the section “USER MENU”
conc. “4t.o.”
Anti-freeze
This machine is provided with an anti-freeze control. The
anti-freeze-control reduces the current when the electrodes
stick to the weld piece. This makes it easier to break off the
electrode and welding can continue.
18
Reset
It is possible to recall all factory standard
parameters. In this case all programs in the
machine will be reset to the following value:
MMA current 80A
TIG Current 80A
TIG Spot Current 80A
Pre-flow 0.2 sec
Post-flow 6.0 sec
No slope-up/slope-down
Start amp 40%
Stop amp 20%
Second Current level 50%
Base amp 40%
Fast pulse frequency 49Hz
Pause time = Pulse time = 0.1 sec
The Reset procedure is as follows:
Switch off the machine and wait until display is extinguished.
Press the following key pads simultaneously:
Switch on the machine and keep the above keys pressed
until the display shows “X.XX”. Then release the keys.
X.XX is the software version of program.
USER MENU
This menu is intended to permit advanced settings
and controls of machine.
To access the user menu, press the knob
for
3 seconds when the machine is not welding, MMA or TIG
mode. Rotate the encoder to point the desired option and
activate the selection by pressing “A”.
To change the values of parameters press the knob MMA
and rotate the encoder. Press “A” to save the data.
The following diagram display all parameters and options
of menu.
Exit from the USER menu
Open/Close the gas valve in order to purge the
torch, check the gas bottle and pressure reducer.
Press “A to Open/Close the gas. Exiting the USER menu
will close the gas anyway.
Submenu containing different options:
Exit from the submenu (go back to
main menu)
Programs LOCK
Protection of programs P3 to P10 for
all procediment against unintentional change of:
welding currents, slopes, timing
Trigger selection 2T/4T
Current reference EXT/Internal
Pulsations
It is still possible to select different programs and
welding procediment.
Programs P1 and P2 are unlocked, permitting
full control of relative parameters.
When pressing locked key pads or rotating the
encoder for locked parameters, the display will
flash “PG.L.” to remember the active protection.
0 = unlocked (default setting)
1 = locked
Panel LOCK
Complete lock of box. All keypads
and Encoder are disabled.
When pressing locked key pads or rotating the
encoder, the display will flash “PA.L.” to
remember the active protection.
0 = unlocked (default setting)
1 = locked
4-times option for torch trigger
Permit to define 6 different ways to
control the torch trigger when the machine is set
as 4Times stroke (Lift or HF). Mode 3 is called
4T-REPEAT and permits to keep the arc active
also at the end of slope down for an easier restart
of sequence. In Mode 3 the function “Second
current level” is disabled. For detailed description
of different behaviours see the following
diagrams. Select a value in the range 0...5
(1=default setting).
19
Dynamic Oxide Control
(for AC welding).
0 = disabled
1 = enabled (default setting)
Torch Remote Control
Makes it possible to control how the
control unit on the handle is used when torch
adjustment is enabled.
0 = Setting the current reference (factory
default).
1 = Enabling/disabling TIG-A-Tack (the TIG-A-
Tack button is disabled). The control unit is
handled as follows:
Steps 1-3: TIG-A-Tack is enabled
Steps 4-7: The trigger is disabled
Steps 8-10: TIG-A-Tack is disabled
2 = Up/Down module
Trigger Trigger
Enabling/Disabling
TIG-A-Tack
* Keep pressed for
constant increase/reduction
All above settings are not modified via Reset.
20
TECHNICAL DATA
Power source: PI 200 DC PI 250 DC
Mains voltage (50Hz-60Hz) 1x230 V ±15% 3x400 V ±15%
Minimum generator size 8.5 kVA 13.5 kVA
Fuse - 10 A
Fuse with PFC 16 A Mains current, effective - 7.1 A
Mains current, effective with PFC 17.5 A Power, (100%) - 4.9 kVA
Power, (100%) with PFC 4.0 kVA Power, max 9.0 kVA
Power, max. with PFC 5.6 kVA Open circuit power 35 W 35 W
Efficiency 0.85 0.87
Power factor 0.90 0.94
Permitted load:
Duty cycle 40° TIG 100% 150 A 150 A
Duty cycle 40° TIG 60% 170 A 190 A
Duty cycle 40° TIG 40% 200 A Duty cycle 40° TIG 35% - 250 A
Duty cycle 20° TIG 100% 170 A 170 A
Duty cycle 20° TIG 60% 200 A 210 A
Open circuit voltage 95 V 95 V
Current range 5-200 A 5-250 A
1
Application class
S
S
2
Protection class (IEC 529) IP 23 IP 23
Standard EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Dimensions (hxwxl) 360x220x520 mm 360x220x520 mm
Weight 22 kg 23 kg
Water cooling: PI 200/250 DC
Cooling capacity 900 W
Tank capacity 2 litres
Standard EN/IEC60974-2
Dimensions (hxwxl) 270x220x520 mm
Weight 15 kg (incl. 2 l cooling liquid)
Function: Process PI 200/250 DC
Arc-power Electrode 1-100 %
Hot-start Electrode 1-100 %
Anti-freeze TIG/Electrode Always on
Start AMP TIG 1-200 %
Stop AMP TIG 1-90 %
Slope up TIG 0-20 secs
Slope down TIG 0-20 secs
Gas pre-flow TIG 0-10 secs
Gas post-flow TIG 0-20 secs
Spot welding time TIG 0-20 secs
Pulse time TIG/MMA 0.01-10 secs
Pause time TIG/MMA 0.01-10 secs
Base Amp TIG/MMA 10-90 %
Second current (Bilevel) TIG 10-200%
TIG-ignition TIG HF / LIFTIG
Triggerfunction TIG 2/4-stroke
1
S
The machine meets the standards which are demanded of machines
working in areas where there is an increased risk of electric shock
2
Equipment marked IP23/IP23S is designed for indoor and outdoor
applications
Autotransformer: MFA 403 (PI 250)
Mains voltage ±15% (50Hz-60Hz) 3x230 V
3x400 V
3x440 V
3x500 V
Mains current, effective 31.0 A (230V)
17.0 A (400V)
16.2 A (440V)
14.3 A (500V)
Mains current, max. 40.0 A (230V)
22.0 A (400V)
20.9 A (440V)
18.4 A (500V)
2
Protection class IP23S
21
PRODUKTÜBERSICHT
PI 200/250 DC
PI 200 DC ist eine einphasige und PI 250 DC ist eine
dreiphasighe Schweißmaschine für MMA und WIG
Schweißen. Beide Maschinen sind luftgekühlt aber kann als
wassergekühlt als Sonderzubehör geliefert werden.
Schweißschläuche
Die Maschinen können mit WIG-Schläuchen, Elektrodenhaltern und Rückstromkabeln vom MIGATRONIC Programm
ausgestattet werden.
Transportwagen (Option)
Ein Transportwagen mit eingebauter Werkzeugbacke,
eingebautem Brennerhalter und Raum für Zusatzmaterialien
kann als Zubehör bestellt werden.
Brennerkühleinheit (Option)
Eine separatee Brennerkühleinheit kann geliefert werden, so
daß die MIGATRONIC wassergekühlten WIG Brenner
angewendet werden können.
Wir können außerdem das Folgenden geliefern:
Fußkontrolle
ANSCHLUß UND
INBETRIEBNAHME
Netzanschluß
Die Maschine soll zum Versorgungsnetz und Erde
angeschloßen werden. Nach Anschluß des Netzsteckers (1)
ist die Anlage betriebsbereit. Der Anschluß darf nur von
qualifiziertem Fachpersonal vorgenommen werden. Der
Ausschalter (3) hinter der Maschine ein- und ausschaltet die
Maschine.
Hebeanweisung
Die Hebepunkte müssen wie in den
folgende Zeichnung angewendet werden.
Die Maschine darf nicht mit montierter
Gasflasche gehoben werden!
Konfiguration
Bitte beachten Sie bei der Konfiguration der Schweißmaschine, daß die Schweißkabel und Schweißbrenner der
technischen Spezifikation der Stromquelle entsprechend
ausgelegt sind. Für Schäden die durch unterdimensionierte
Schweißkabel und Brenner entstanden sind übernimmt
MIGATRONIC keine Gewährleistung.
Generatorbetrieb
Diese Schweißmaschine kann auf alle Versorgungen
angewendet werden, die Strom/Spannung in Sinusformen
abgeben und nicht die in den technischen Daten
angegebenen erlaubten Spannungstoleranzen
überschreiten. Motorisierte Generatoren, die das obenerwähnte einhalten, können als Versorgung angewendet
werden. Wenden Sie sich an Ihren Generatorlieferanten
vor Anschluss Ihrer Schweißmaschine. MIGATRONIC
empfiehlt Anwendung eines Generators mit elektronischem
Regler und Versorgung von mindestens
1,5 x Höchstverbrauch (kVA) der Schweißmaschine. Die
Garantie erlischt, wenn Schäden wegen falscher oder
schlechter Versorgung entstanden sind.
Entsorgen Sie das Produkt gemäss den örtlichen
Standards. Weitere Information finden Sie unter
Geschaftsbedingungen auf www.migatronic.com

22
Wichtig!
Guter elektrischer Kontakt ist notwendig
während Anschluss der Massekabel und
des Schweißbrenners, weil Stecker und
Kabel sonst zerstört werden können.
Gasanschluß
Den Gasschlauch an der Rückseite der Maschine (2) an
eine Gasversorgung mit Druckregler (2-6 bar) anschließen.
(NB! Einige Druckreglertypen fordern einen hoheren
Ausgangsdruck als 2 bar um optimal zu funktionieren). Der
mit Schnellkupplung montierte Schlauch wird auf den Gasanschluß in der Vorderseite der Maschine gedruckt.
Anschluß der Schweißkabel
Die Schweißkabel müssen auf der Vorderseite der Anlage
angeschlossen werden. Bitte achten Sie darauf, daß der
Stecker etwa eine Viertel-Umdrehung gedreht werden muß,
nachdem das Kabel in die Buchse gesteckt worden ist. Der
Stecker würde sonst aufgrund eines zu hohen Übergangswiderstandes beschädigt werden.
Der WIG-Brenner soll immer in der Minus (-) Buchse (4) und
das Rückstromkabel soll in der Plus (+) Buchse (5)
angeschloßen werden.
Die Kontrollsignale vom WIG-Brenner werden zur Maschine
durch den zirkularen 7-poligen Stecker (7) übergeführt.
Wenn der Stecker gesammelt ist, wird er durch Drehung der
Überwurfmutter im Uhrzeigerzinn gesichert. Das Gasschlauch vom WIG-Brenner soll in die Schnellkupplung
eingesteckt werden.
Elektroden sind auf der Packung immer mit einer Polarität
bezeichnet. Der Elektrodenhalter soll in Übereinstimmung
mit dieser Bezeichnung auf der Plus/Minus Buchsemontiert
werden.
Anschluß von Elektrodenhalter für MMA
Der Elektrodenhalter und Rückstromkabel sind zu Plusbuchse (5) und Minusbuchse (4) anschlossen.
Anschluß der Fernreglerung
Die Fernreglerung muß auf den zirkularen 7-poligen
Stecker (7) oder 8-poligen Stecker (15) (vom Fußreglertyp
abhängig) angeschloßen werden.
Anschluß der Brennerkühleinheit
Die Maschine muß mit dem Beschlag (10) zur Brennerkühleinheit befestigt werden. Der 4-polige Stecker (11) soll im
dazugehörenden Stecker auf der Maschine (12) montiert
werden. Der Wasserschlauch auf dem Brenner soll in der
blauen Schnellkupplung (13) und der Rücklauf-schlauch soll
in der roten Schnellkupplung (14) montiert werden.
Der Kühlflüssigstand muß regelmässig mittels des
Wasserstandsregler (8) kontrolliert werden. Kühlflüssigkeit
kann durch den Einfüllstutzen (9) nachgefüllt werden.
Fernbedienungsanschluß
PI Maschinen mit Fernreglerstecker (15) können über Fernregler oder direkt vom Schweißautomaten gesteuert werden.
Der Fernbedienungsanschluß hat folgende Funktionen:
A: Eingangssignal für Schweißstrom-
steuerung, 0 - +10V Eingangs-
widerstand: 1Mohm
B: Bezugspunkt für alle Signale
C: Ausgangssignal für brennenden Licht-
bogen (max. 1A), völlig isoliert
D: Keine Belegung
E: Ausgangssignal für brennenden Lichtbogen (max. 1A),
völlig isoliert
F: Keine Belegung
G: Versorgungsspannung +24VDC. Mit PTC Widerstand
(max. 50mA) kurzschlussgesichert.
H: Masse
Anwendung der Maschine
Beim Einsatz der Maschine tritt eine Erwärmung ihrer
Bauteile ein.
Es muß sichergestellt sein, daß die Lüftungschlitze nicht
verdeckt sind.
Diese führt im Normalbetrieb jedoch nicht zu einer Überlastung, da Kühlperioden nicht notwendig sind. Wird die
Maschine mit höheren Schweißstromeinstellungen
betrieben, ist es erforderlich, gewisse Kühlperioden
einzulegen.
Die Dauer der Kühlperioden ist vom eingestellten Schweißstrom abhängig. Das Gerät sollte während der Abkühlungsphase nicht abgeschaltet werden. Wenn die Kühlperioden
nicht lang genug sind, unterbricht die Thermosicherung der
Maschine automatisch den Schweißvorgang und die gelbe
Leuchtdiode leuchtet auf. Wenn die Maschine ausreichend
abgekühlt ist, schaltet die gelbe Leuchtdiode auf, und die
Maschine kann wieder eingesetzt werden.
23
KONTROLLEINHEIT
Drehregler
Das Schweißgerät ist mit einem Drehregler
versehen, der zur Einstellung aller stufenlosen
Parameter, wie z.B. Schweißstrom, Pulszeit,
Slope up-Zeit etc., verwendet wird.
Das Display zeigt den Wert des eingestellten
Parameters und rechts ist die Parametereinheit ersiehtbar.
Sollen Parameter verändert oder im Display angezeigt
werden, muß die Folientaste des entsprechenden
Parameterfeldes gedrückt werden, bis die Leuchtdiode des
gewünschten Parameters aufleuchtet.
Parameter-Programmspeicherung
Diese Funktion ermöglicht Speicherung von
Programme (oft angewendeten Einstellungen der
Maschine) und zugleich Wechsel zwischen komplette Einstellung (Programme). Durch Drücken der Taste zeigt das
Display ein "P" und eine Nummer: "1", "2" usw. Jede
Nummer ist eine Einstellung aller Parameter und Funktionen
der Maschine. Es ist deshalb möglich, eine Einstellung für
jede Arbeitsaufgabe zu haben.
Die Funktion ermöglicht Speicherung von 10 Einstellungen
in jedem Schweißprozeß (MMA DC und WIG DC) = 20
Programmeinstellungen.
Jede Programm kann durch:
1. MMA oder WIG wählen.
2. Programmnummer (P01…P10) wählen. Der Drehregler
kann für Wechsel zwischen Programm angewendet
werden, wenn die Taste festgehalten wird.
gewählt werden.
Reset des aktuellen Programms (Fabrikseinstellung)
Die Taste für 3 Sek. tasten, bis das Display für Indikation der
Neugründung der Fabrikseinstellungen.
Wenn die Programmtaste ist gewählt, wird die letzt
angewendete Programmeinstellung in den relevanten
Programmgruppe (MMA DC und WIG DC) gezeigt.
Schweißstrom/Lichtbogenspannung
Wenn diese Taste angewählt wird, kann der
Schweißstrom-Wert am Drehregler eingestellt
werden. Variabel ab 5A bis 200A oder 250A abhängig von
Maschine. Wenn es nicht geschweißt wird, wird der eingestellte Strom im Display gezeigt, aber während des
Schweißens ist der aktuelle Strom zu ersehen. Während des
Pulsschweißens wird ein durchschnittlicher Schweißstrom
gezeigt, wenn das Wechsel zwischen Schweißstrom und
Grundstrom schneller wird, als es möglich ist, aufzufassen.
Die Taste 3 Sekunden gedrückt halten zur Anzeige der
Lichtbogenspannung. Die Taste wieder aktivieren zur
Anzeige des Schweißstroms.
Einheiten für Parameter
Einheiten für den im Display gezeigten Parameter.
Schweißspannung
Der Schweißspannungsanzeiger leuchtet aus
Sicherheitsgründen beim Anliegen einer Spannung auf der
Elektrode bzw. auf dem Brenner auf.
Überhitzungsfehler
Die Überhitzungsanzeige leuchtet auf, wenn der
Schweißbetrieb wegen einer Überhitzung der Anlage unterbrochen wurde.
Netzfehler
Die Leuchtdiode für Netzfehler leuchtet, wenn die
Netzspannung 15% zu niedrig ist.
Kühlfehler
Fehler wegen Anschluss des falschen Brennertyps oder fehlendes Anschluss des Brenners. Wenn eine
Flowkontrolllösung in der Kühleinheit eingebaut ist, kann der
Kühlfehler Probleme in der Einheit indikieren.
Brettschloss
Text wird gezeigt, wenn das Brettschloss aktiviert
ist (Ref. Abschnitt "Benutzermenü").
WIG Schweißen
WIG Schweißen
Wenn die Parameter im Display gezeigt werden,
können sie eingestellt werden. Die Taste muß
gewählt werden, und der Indikator erlischt.
24
Gasvorströmung [s]
Die Gasvorströmzeit ist die Zeit von der Betätigung
des Brennerschaltknopfes bis zum Einschalten der
Hochfrequenz. Die Zeit ist zwischen 0 bis 10 Sek.
einstellbar.
Startstrom [A%]
Unmittelbar nach Erzeugung des Lichtbogens
stellt sich die Schweißanlage auf den durch den
Parameter "Start-Strom" vorgegebenen Wert ein. Den
Anfangsstrom als Prozentwert des gewünschten Schweißstroms einstellen. Er ist variabel zwischen 1-200% des
Schweißstroms. Bitte bemerken Sie, daß Werten höher als
100% in einem Startstrom höher als dem Schweißstrom
resultiert.
Stromanstieg [s]
Nach der Erzeugung des Lichtbogens geht der
Schweißprozeß in eine Stromanstiegsphase über,
in der der Schweißstrom linear von dem als Start-Strom
eingegebenen Wert auf den gewünschten Schweißstrom
ansteigt. Die Dauer dieser Phase wird durch die Stromanstiegszeit vorgegeben. Die Zeit ist zwischen 0 bis 20 Sek.
in Stufen von 0,1 Sek. einstellbar.
Ruhestrom
Beim 4-Takt-Schweißen wird der Ruhestrom
durch eine kurze Betätigung der Brennertaste
gewählt. Der Ruhestrom stellt einen Prozentwert des eingestellten Schweißstroms dar. Dieser Wert liegt zwischen 10
und 200%. Bitte bemerken Sie, daß Werten höher als 100%
in einem Ruhestrom höher als dem Schweißstrom resultiert.
Stromabsenkung [s]
Wenn der Schweißbetrieb durch eine Betätigung
des Potentiometers beendet wird, geht die Anlage in eine Stromabsenkphase über.
Während dieser Phase wird der Strom vom eingestellten
Schweißstrom auf den Endstrom (Stop Amp.) gesenkt. Die
Zeit ist zwischen 0 bis 20 Sek. in Stufen von 0,1 Sek. einstellbar.
Stopstrom [A%]
Die Stromabsenkphase endet, wenn die Strom-
stärke den als Stop-Strom eingegebenen Wert
erreicht hat. In 4-Takt ist es möglich in Stopstrom zu
schweißen, bis die Brennertaste losgelassen wird. Als StopStrom kann ein prozentualer Anteil des eingestellten
Schweißstroms zwischen 1 und 90% gewählt werden.
Gasnachströmung [s]
Die Gasnachströmzeit ist die Zeit vom Erlöschen
des Lichtbogens bis zur Unterbrechung der Gas-
zufuhr. Die Zeit ist zwischen 0 und 20 Sek. einstellbar.
Punktschweißzeit
Die Punktschweißzeit ist die Zeit vom Ende des
Stromanstiegs bis zum Beginn des Stromabfalls.
Die Punktschweißzeit ist deshalb die Zeit, in welcher mit
dem eingestellten Strom geschweißt wird. Die Zeit, in
welcher es während des Tastendruck Lichtbogen gibt, ist die
Punktzeit plus der Stromanstiegzeit und der Stromabfallzeit.
Eingestellter
Schweißstrom
Stromanstieg
Punktschweißzeit
Stromsenkung
Zeit
A
mp
Taste drücken ( ) / loslassen ( )
Bevor Lichtbogenstart soll die Punktschweißzeit eingestellt
werden. Es ist möglich die Punktschweißzeit zu
unterbrechen, wenn die Brennertaste losgelassen wird.
Zwischen 0,01-20 Sek. in Stufen von 10 Millisekunden bis zu
0,5 Sek. und in Stufen von 0,1 Sek. ober 0,5 Sek. einstellbar. Die Funktion ist ausgekuppelt, wenn die Zeiteinstellung
ist 0 Sek. Die Zeit kann von 0,01 Sek. zu 2,5 Sek. im Heftschweißen eingestellt werden (bitte TIG-A-TACK lesen).
Langsamer Puls
Wahl des langsames Pulses. Der
Pulsstrom ist gleich eingestelltem
Strom. Folgendes kann eingestellt werden:
Pulszeit
Von 0,01 bis 10 Sek. in Stufen von 0,01 einstellbar.
Pausenzeit
Von 0,01 bis 10 Sek. in Stufen von 0,01 einstellbar.
Grundstrom
Kann ab 10 bis 90% der Pulsstromstärke eingestellt
werden.
Schneller Puls
Wahl des schnelles Pulses. Pulsstrom
ist gleich eingestelltem Strom.
Folgendes kann eingestellt werden:
Pulsfrequenz
Diese Funktion ist zwischen 25-523 Hz einstellbar.
Grundstrom
Kann ab 10 bis 90% der Pulsstromstärke eingestellt
werden.
Synergy PLUS
TM
(TIG DC)
Die Maschine justiert automatisch und dynamisch
alle Pulseparameter, wenn das max. Schweißstrom
auf Drehregler eingestellt ist.
25
WIG Heftschweißen TIG-A-TACK TM
Es ist möglich, eine Heftschweiß-Funktion im
aktuellen Programm zu speichern, welche das
Umschalten von Schweißen auf Heftschweißen ermöglicht.
Folgende Parameter sind in dieser Funktion in WIG DC
verfügbar:
Zündungsmethode HF 2-Takt
Kein Stromanstieg und keine Stromabsenkung
Kein Pulsschweißen
Wiederverwendung der Pre-Gas/Post-Gas-Werte vom
aktuellen Programm
Punktschweißzeit ist von 0,01 bis 2,5 Sekunden in
Stufen von 0,01 Sekunde mittels des
“Punktschweißzeit”
-Parameters einstellbar.
Elektrodeschweißen (MMA)
Ist für Wahl des Elektrodeschweißens
angewendet.
Während des Schweißens kann den Schweißprozeß nicht
geändert werden.
Hot start
Der Hot-Start ist eine Funktion, die bei Aufnahme
des MMA-Schweißbetriebs zur Erzeugung des
Lichtbogens beitragen kann. Dies erfolgt dadurch, daß der
Schweißstrom beim Aufsetzen der Elektrode auf das Werkstück im Verhältnis zum eingestellten Wert erhöht wird. Der
erhöhte Anfangsstrom bleibt eine halbe Sekunde erhalten,
und fällt anschließend auf den eingestellten Schweißstromwert ab.
Eingestellter
Schweißstrom
Schweiß beginn
0,5 s
Zusätzlicher
Strom durch
Warmstartfunktion
Zeit
A
mp
Die Hot-Start Wert gibt den Prozentwert ab, worum der
Start-Strom erhöht ist, und kann zwischen 0 und 100% des
eingestellten Schweißstroms eingestellt werden.
Arc-power
Die Arc-power-Funktion dient zur Stabilisierung des
Lichtbogens während des Elektroden-Schweißens.
Dies erfolgt durch eine vorübergehende Erhöhung der
Schweißstromstärke während der Kurzschlüsse.
Dieser Sonderstrom verschwindet, nachdem der Kurzschluß
beendet ist.
Eingestellter
Schweißstrom
Kurzschluß
Zusätzlicher Strom
durch Arc powerfunktion
Zei
t
A
mp
Der Arc-power-Wert kann zwischen 0 und 100% des
eingestellten Schweißstroms eingestellt werden.
Beispiel:
Bei einem Arc-power-Wert von 50% wird ein Stromwert von
z.B. 40 A gleich 60 A. Bei einem Arc-power-Wert von 100%
wird ein Stromwert von z.B. 40 A gleich 80 A.
Brennerreglerung /
Fernreglerung – 7-poliger Stecker
Die Einstellung des Schweißstroms erfolgt vom
Reglerpotentiometer am Brennerhandgriff aus (Option).
Max. Stromstärke wird die auf das Display eingestellte
Stromstärke. Die Min. Stromstärke ist 5A.
Fernreglerung – 8-poliger Stecker
Kann für Fußregler (Option) und Fernregler (Option),
die einen 8-poligen Stecker anwenden, benutzt
werden. Die Funktion ermöglicht Lichtbogenzündung und
Stromeinstellung. Max. Stromstärke wird im Bedienfeld
eingestellt. Die aktuelle Stromstärke wird im Display gezeigt.
Der Startstrom wird für Einstellung der Min. Stromstärke als
ein Prozentwert der Max. Stromstärke angewendet.
Bitte bemerken: In Softwareversionen ehe 1.12 fängt die Maschine
automatisch in 2-Takt an, wenn diese Funktion gewählt ist.
Zündungsmethoden
Hier kann zwischen den Zündungsmethoden: HF
oder LIFTIG gewählt werden. Die Zündungsmethode kann nicht während des Schweißens geändert
werden. Die LIFTIG Zündungsmethode ist aktiv wenn der
Indikator leuchtet. HF ist automatisch aktiv wenn der
Indikator ausschaltet ist.
HF- Zünden
Beim HF-Zünden erfolgt das Zünden des WIG-Lichtbogens
berührungslos; in diesem Fall wird der Lichtbogen mit Hilfe
eines Hochfrequenz-Impulses durch Betätitung des
Brennerschalters gezündet. Die HF wird nicht enstanden,
wenn die Elektrode das Werkstück berührt. Die Elektrode
entfernen und wieder prüfen.
LIFTIG-Zünden
Beim LIFTIG-Zünden erfolgt das Zünden des WIGLichtbogens durch Berühren des Werkstücks mit der
Elektrode; anschließend wird der Brennerschalter betätigt
und der Lichtbogen durch Entfernen der Elektrode vom
Werkstück gezündet.
Triggermethode
Hier kann zwischen 2-Takt- und 4-Takt-Zünd-
methode gewählt werden.
4-Takt Triggermethode ist aktiv wenn der Indikator leuchtet
und 2-Takt Triggermethode ist aktiv wenn der Indikator
aufschaltet ist. Ein Umschalten zwischen diesen Funktionen
ist während des Schweißvorgangs nicht möglich.
2-Takt
Der Schweißvorgang wird durch Drücken des Brennertaste
gestartet und dauert solange, bis die Brennertaste wieder
losgelassen wird. Anschließend wird die einstellbare
Stromabsenkzeit aktiviert.
4-Takt
Beim ersten Drücken der Brennertaste setzt der Schweißvorgang ein. Bei Loslassen der Brennertaste während des
Stromanstiegs setzt das Schweißen mit dem eingestellten
Schweißstrom fort. Bei der nächsten Betätigung der
Brennertaste in mehr als 0,5 Sek. wird die Stromabsenkung
aktiviert. Die Stromabsenkung kann durch Loslassung der
Taste wieder gestoppt werden. Dann fing die
Gasnachströmung an.
Es ist möglich, 4 Typen von 4-Takt Tastenmethode zu
wählen. Die 4-Takt Möglichkeiten sind im Abschnitt
”Benutzermenü” zu ersehen.
Anti-Klebe-Automatik
Die Maschine hat eine Anti-Klebe-Automatik beim MMA
Schweißen. Die Funktion reduziert den Strom, wenn die
Elektrode angeschweißt ist. Die Elektrode kann dann
abgebrochen werden, und dann kann wieder normal mit
dem Schweißbetrieb begonnen werden.
26
Nullstellung
Es ist möglich, alle Standardparameter zu
einstellen durch Nullstellung. Die Maschine
ist zu folgenden Parametern nullgestellt:
MMA Strom 80A
WIG Strom 80A
WIG Punktstrom 80A
Gasvorströmung 0,2 Sek.
Gasnachströmung 6,0 Sek.
Keiner Stromanstieg/keine Stromabsenkung
Startstrom 40%
Stopstrom 20%
Ruhestrom 50%
Grundstrom 40%
Schnelle Pulsfrequenz 49Hz
Pausenzeit = Pulszeit = 0,1 Sek.
Die Nullstellung funktionert wie so:
Die Maschine aufschalten und warten, bis das Display
aufgeschaltet ist.
Beide Tasten drücken:
Die Maschine anschalten und die Tasten drücken, bis das
Display „X.XX“ zeigt. Dann die Tasten loslassen. X.XX ist
die Software Version.
BENUTZERMENÜ
Dies Menü ermöglicht Ihre eigene avancierten
Benutzereinstellungen.
Zu Öffnen des Menüs muss die
Taste in 3 Sekunden
gedrückt werden. Den Drehknopf drehen bis die gewünschte
Menüwahl gezeigt wird und die Wahl durch drücken die „A“
Taste aktivieren. Zu Änderung der Parameter muss die
MMA Taste gedrückt und den Drehknopf geändert werden.
Die „A“ Taste wieder drücken und die gewählten Daten
werden dann gespeichert.
Der folgende Diagram zeigt alle Parameter- und
Funktionswahl im Benutzermenü.
Exit vom Benutzermenü
Öffnen / Schließen das Gasventil für Entfüllen des
Brenners, Nachprüfung der Gasflasche und des
Druckreglers. Zum Öffnen / Schließen des Gases “A”
drücken. Das Gas wird automatisch geschlossen, wenn das
Benutzermenü verlassen wird.
Untermenü, das verschiedene Unterpunkte
enthält.
Exit vom Untermenu (zurück zu
Hauptmenü)
Programmschloss
Schutz des Programms P3 bis P10 gegen
ungeabsichtigter Änderung der:
Schweißströme, Slopes, Zeiten
Tastenmethode 2T/4T
Interne/Externe Reglerung
Pulswahl
Programme und Schweißprozeß
können immer noch gewechselt
werden. Programm P1 und P2 sind nicht geschlossen, so hier haben Sie volle Kontrolle aller
Parameter.
Wenn das Programmschloss aktiviert ist, blinkt
das Display mit “PG.L.”
0 = nicht geschlossen (Fabrikseinstellung)
1 = geschlossen.
Brettchloss
Komplett Abschließen der Kontrolleinheit. Alle Tasten und der Drehknopf sind
geschlossen.
Wenn das Brettschloss aktiviert ist, blinkt das
Display mit “PA.L.”
0 = nicht geschlossen (Fabrikseinstellung)
1 = geschlossen
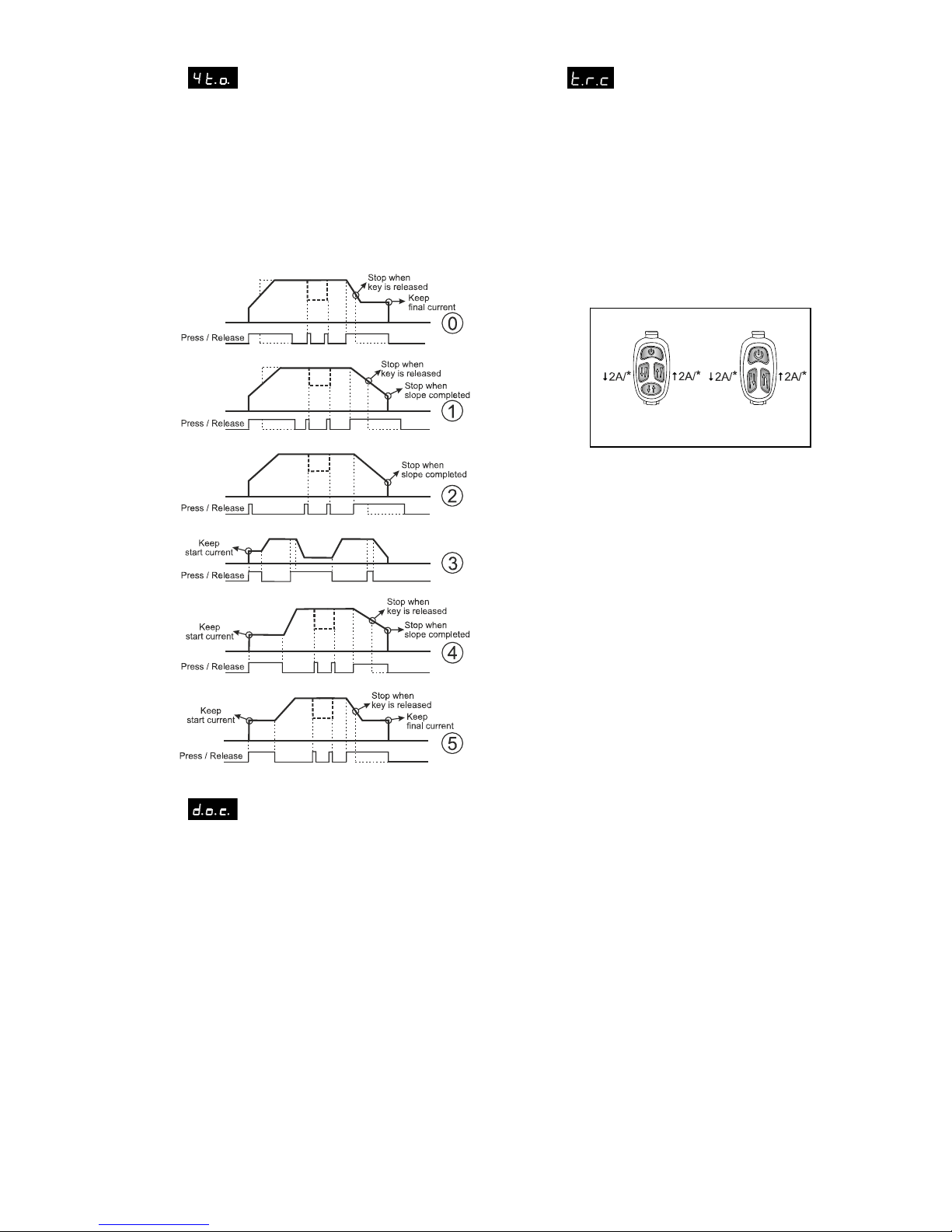
27
4-Takt Tastenmethode
Ermöglicht Wahl zwischen
6 verschiedene Methoden zur Kontrolle der
Brennertasten, wenn die Maschine zu 4Tastenmethode eingestellt ist (Liftig oder HF).
Modus 3 heißt 4T-REPEAT und erlaubt aktiv
Lichtbogen nach Ende der Stromabsenkung für
einfache Sequenzwechsel. In Modus 3 ist die
Funktion “Sekundär Strom” nicht möglich
anzuwenden. Die folgenden Diagrammen zeigen
die verschiedenen Prinzipen. Es ist möglich
zwischen 0...5 zu wahlen.
(1=Fabrikseinstellung)
Dynamic Oxide Control
(für AC Schweißen).
0 = Deaktiviert
1 = Aktiviert (Fabrikseinstellung)
Torch Remote Control
(Fernregelung des Brenners)
Ermöglicht es, den Gebrauch des
Regelungsmoduls am Brennerhandgriff zu
kontrollieren, wenn Regelung vom
Brennerhandgriff aus aktiv ist.
0 = Einstellung der Stromreferenz
(Werkseinstellung).
1 = Aktivierung/Deaktivierung von TIG-A-Tack
(Deaktivierung der TIG-A-Tack-Taste). Das
Regelungsmodul wie folgt handhaben:
Stufe 1-3: TIG-A-Tack ist aktiv
Stufe 4-7: Brennertaste ist inaktiv
Stufe 8-10: TIG-A-Tack ist inaktiv
2 = Up/Down Modul
Taste Taste
TIG-A-Tack
aktiv/inaktiv
* Für konstante
Erhöhung/Reduzierung
die Tasten gedrückt halten
Alle obenerwähnten Menüwahlen werden nicht durch
Reset zu Fabrikseinstellung geändert.
28
TECHNISCHE DATEN
Stromquelle: PI 200 DC PI 250 DC
Netzspannung (50Hz-60Hz) 1x230 V ±15% 3x400 V ±15%
Mindestgröße des Generators 8,5 kVA 13,5 kVA
Netzsicherung - 10 A
Netzsicherung mit PFC 16 A Netzstrom, effektiv - 7,1 A
Netzstrom, effektiv mit PFC 17,5 A Effekt, (100%) - 4,9 kVA
Effekt, (100%) mit PFC 4,0 kVA Effekt, max 9,0 kVA
Effekt, max. mit PFC 5,6 kVA Effekt, leerlauf 35 W 35 W
Wirkungsgrad 0,85 0,87
Leistungsfaktor 0,90 0,94
Zulässige ED 40° TIG 100% 150 A 150 A
Zulässige ED 40° TIG 60% 170 A 190 A
Zulässige ED 40° TIG 40% 200 A Zulässige ED 40° TIG 35% - 250 A
Zulässige ED 20° TIG 100% 170 A 170 A
Zulässige ED 20° TIG 60% 200 A 210 A
Leerlaufspannung 95 V 95 V
Schweißstrombereich 5-200 A 5-250 A
1
Anwendungsklasse
S S
2
Schutzklasse (IEC 529) IP 23 IP 23
Normen EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Dimensionen (HxBxL) 360x220x520 mm 360x220x520 mm
Gewicht 22 kg 23 kg
Wasserkühlung: PI 200/250 DC
Kühlkapazität 900 W
Tankkapazität 2 litres
Normen EN/IEC60974-2
Dimensionen (HxBxL) 270x220x520 mm
Gewicht 15 kg (inkl. 2 l Kühlflüssigkeit)
Funktionen: Prozess PI 200/250 DC
Arc power Elektrode 1-100 %
Hot-start Elektrode 1-100 %
Anti-freeze WIG/Elektrode immer aktiv
Startstrom WIG 1-200 %
Stopstrom WIG 1-90 %
Stromanstieg WIG 0-20 Sek.
Stromsenkung WIG 0-20 Sek.
Gasvorströmung WIG 0-10 Sek.
Gasnachströmung WIG 0-20 Sek.
Punktschweißzeit WIG 0-20 Sek.
Pulszeit WIG/MMA 0,01-10 Sek.
Pausenzeit WIG/MMA 0,01-10 Sek.
Grundstrom WIG/MMA 10-90 %
Ruhestrom WIG 10-200%
WIG-Zündung WIG HF / LIFTIG
Tastenfunktion WIG 2/4-Takt
1
S
Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter
elektrischer Gefährdung.
2
Geräte, die der Schutzklasse IP23/IP23S entsprechen, sind für Innen- und
Außengebrauch berechnet
Autotransformator: MFA 403 (PI 250)
Netzspannung ±15% (50Hz-60Hz) 3x230 V
3x400 V
3x440 V
3x500 V
Netzstrom, effektiv 31,0 A (230V)
17,0 A (400V)
16,2 A (440V)
14,3 A (500V)
Netzstrom, max. 40,0 A (230V)
22,0 A (400V)
20,9 A (440V)
18,4 A (500V)
2
Schutzklasse IP23S
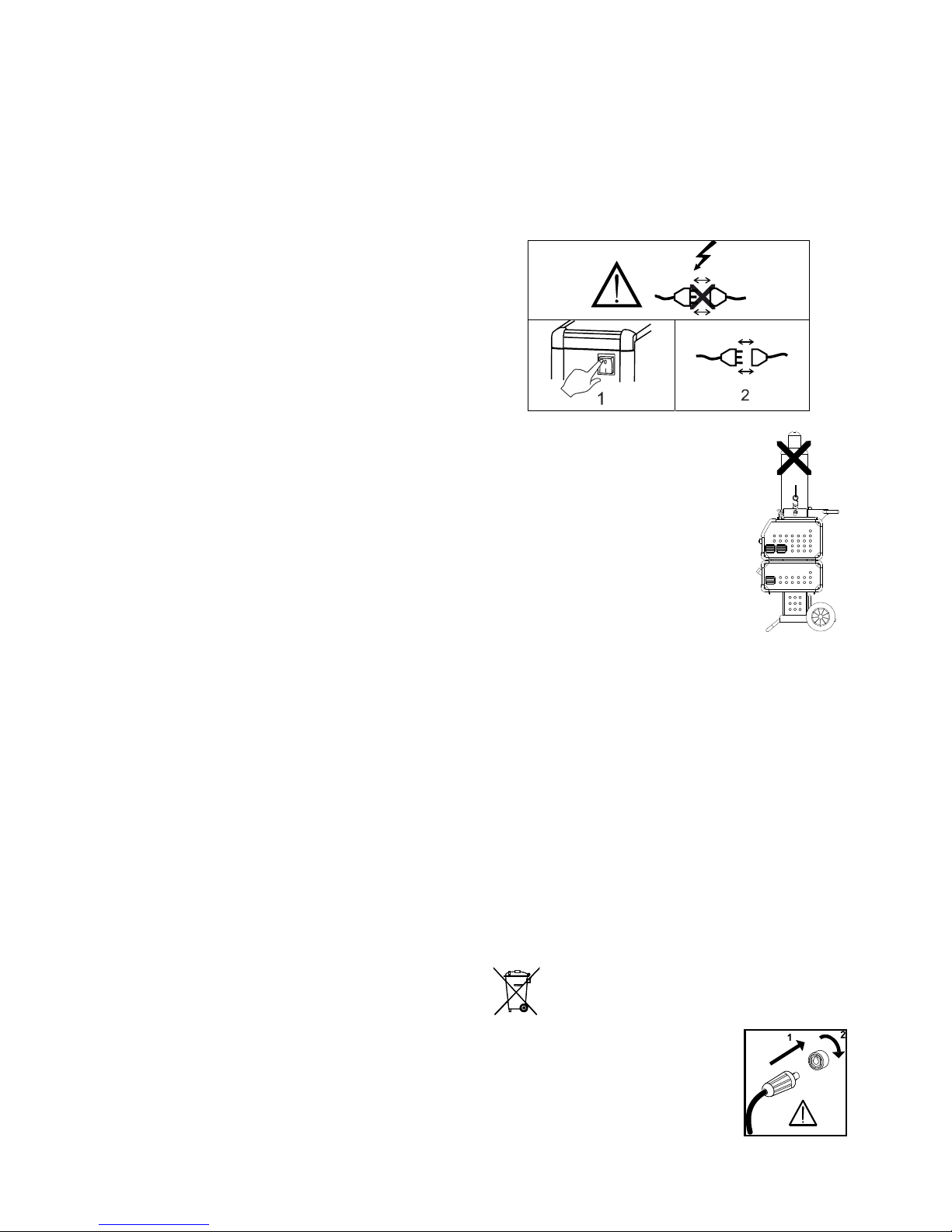
29
PROGRAMME DE LA MACHINE
PI 200/250 DC
La PI 200 DC est une machine monophasée et la
PI 250 DC est une machine triphasée pour le soudage
MMA et TIG. Les deux machines sont refroidies à l’air
mais peuvent être livrées avec un équipement spécial
pour un refroidissement à l’eau.
Torche de soudage
La machine peut être équipée d’une torche de soudage
TIG, de porte-électrodes et de câbles de masse du
programme MIGATRONIC.
Chariot (option)
Les machines peuvent être livrés avec un chariot de
transport équipé d’un plateau porte-outils intégré, d’un
porte-torche et d’un espace réservé aux matériaux de
soudage.
Module de refroidissement de la torche (option)
Un module de refroidissement séparé de la torche peut
être livré. Celui-ci permet d'utiliser des torches destinées
au soudage TIG et refroidis à l’eau du programme
MIGATRONIC.
Nous pouvons en outre vous proposer les
équipements suivants :
Commande au pied
MISE EN MARCHE INITIALE
Raccordement électrique
La machine doit être reliée au secteur et équipée d’une mise à
la terre. Une fois la prise électrique (1) branchée sur le secteur,
la machine est prête à être utilisée. Veuillez noter que tous les
branchements électriques doivent être réalisés par le
personnel autorisé et qualifié. Pour mettre en marche et arrêter
la machine, utilisez l’interrupteur (3) situé à l’arrière de la
machine.
Instructions de levage
Veillez à respecter le point de levage indiqué
sur le schéma suivant. La machine ne doit
être pas être soulevée avec une bouteille de
gaz installée.
Configuration
MIGATRONIC décline toute responsabilité en cas de
dommages causés sur les câbles ou autres résultant de
l'utilisation de torches ou de câbles de soudage trop petits
selon les spécifications de soudage pour supporter par
exemple la charge admissible.
Utilisation de générateurs
Cette machine de soudage est compatible avec toutes les
alimentations secteur qui délivrent un courant et une tension de
forme sinusoïdale et qui n’excèdent pas les plages de tension
autorisées, indiquées dans les spécifications techniques.
Les générateurs motorisés conformes aux conditions ci-dessus
peuvent servir de source d’alimentation principale.
Consultez votre fournisseur de générateur avant de connecter
votre machine de soudage.
Migatronic préconise l’utilisation d’un générateur muni d’un
régulateur électronique et d’une alimentation d’au moins
1,5 x la consommation maximale en kVA de la machine de
soudage. La garantie ne couvre pas les dommages provoqués
par une alimentation secteur inadaptée ou défectueuse.
Veillez à mettre le produit au rebut selon les normes
et réglementations locales. Vous trouverez plus
d’informations sur notre site www.migatronic.com
sur la page « policies »
Important !
Afin d’éviter d’endommager les prises et
câbles, assurez-vous que le contact
électrique est bien établi lors du
branchement du câble de masse et de la
torche à la machine.
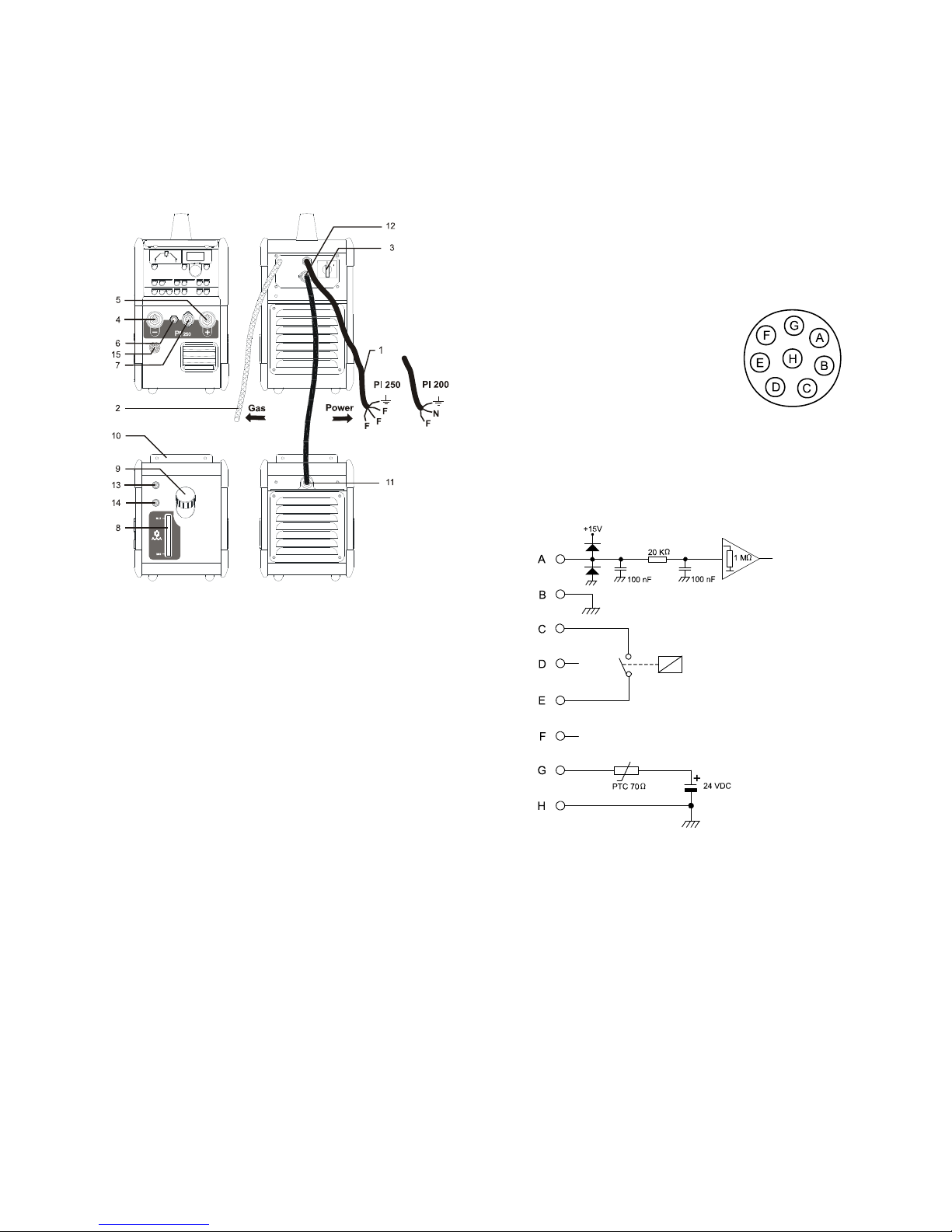
30
Raccordement à l'alimentation en gaz
Raccorder le tuyau de gaz qui se trouve sur le panneau
arrière de la machine (2) et le relier à une alimentation en
gaz avec régulateur de pression (2-6 bars). (A noter : pour
une utilisation optimale certains types de régulateurs de
pression nécessitent une pression de sortie supérieur à
2 bars). Ajustez et fixez le tuyau de gaz sur la prise dédiée à
cet effet (6) située à l’avant de la machine.
Gas = gaz
Power = alimentation électrique
Branchement des câbles de soudage
Branchez les câbles de soudage et le câble de masse à
l’avant de la machine.
Veuillez noter que la prise mâle doit être pivotée à 45 degrés
une fois insérée dans la prise femelle, sinon la prise mâle
risque d’être endommagée en raison d'une trop forte
résistance de contact.
Branchez toujours le raccord TIG dans la prise moins (-) (4)
et le câble de retour de courant dans la prise plus (+) (5).
Les signaux de commande de la torche TIG sont transmis à
la machine via la prise circulaire à 7 broches (7). Une fois la
prise insérée, bloquez-la en tournant le « circulateur » dans
le sens horaire. Branchez le tuyau de gaz sur le raccord à
verrouillage rapide.
ELECTRODES ENROBEES : la polarité des électrodes est
repérée sur l'emballage. Branchez le porte-électrode
conformément à ce marquage sur les bornes positive ou
négative de la machine.
Branchement d’un module de refroidissement de la
torche
Montez le module sous la machine à l'aide de la fixation
(10). Branchez la prise mâle quadripolaire (11) dans la prise
femelle correspondante de la machine (12). Branchez le
tuyau d’écoulement sur la torche refroidie à l'eau au niveau
du raccord à verrouillage rapide repéré en bleu (13) et le
tuyau de retour au niveau du raccord à verrouillage rapide
repéré en rouge (14).
Si la machine est livrée avec un module de refroidissement
par eau séparé, il sera nécessaire de contrôler le niveau du
liquide de refroidissement au moyen de la jauge de niveau
(8). Pour compléter le niveau du liquide de refroidissement,
utilisez le goulot de remplissage (9).
Branchement du porte-électrode pour le soudage MMA
Le porte-électrode et le câble de masse sont branchés sur la
borne plus (5) et la borne moins (4). Respectez les
instructions relatives à la polarité indiquées par le
fournisseur des électrodes.
Raccordement de la commande au pied
La commande au pied est reliée à la prise à 7 broches (7),
ou à la prise à 8 broches (15) (suivant la commande au pied
sélectionnée).
Connexion de commande à distance
Les machines PI équipées avec une prise 8 broches (15)
peuvent être contrôlées à l’aide d’une commande à distance
ou par une interface robotique. Les broches de la prise ont
les branchements suivants :
A: Entrée signal réglage du courant de
soudage, 0 - +10V. Impédance: 1Mohm
B: Masse signal
C: Détection d’Arc – Contact relais
(max. 1Amp), complètement isolé
D: Non utilisé
E: Détection d’Arc – Contact relais (max. 1Amp),
complètement isolé
F: Non utilisé
G: Alimentation +24VDC. Protection Court circuit avec
résistance variable PTC (max. 50mA).
H: Masse alimentation
Utilisation de la machine
Lors du soudage, les divers composants de la machine
montent en température et se refroidissent pendant les
temps de pause. Il convient de s’assurer que le débit n’est
pas réduit ni stoppé.
Si la machine est paramétrée pour des courants de soudage
supérieurs, il sera nécessaire de prévoir des temps de
refroidissement.
La durée de ces pauses dépendra du paramétrage du
courant et la machine ne devra pas être éteinte dans
l'intervalle. Si ces temps de refroidissement au cours de
l'utilisation de la machine ne sont pas assez longs, la
protection contre la surchauffe arrêtera automatiquement le
processus de soudage et la LED jaune du panneau frontal
s’allumera. La LED jaune s’éteindra une fois la machine
suffisamment refroidie et prête pour le soudage.
 Loading...
Loading...