

Migatronic OMEGA3 YARD 300 User Manual

BRUGSVEJLEDNING
USER GUIDE
BETRIEBSANLEITUNG
GUIDE DE L’UTILISATEUR
BRUKSANVISNING
GUIDA PER L’UTILIZZATORE
GEBRUIKERSHANDLEIDING
KÄYTTÖOHJE
NÁVOD K OBSLUZE
PODRĘCZNIK UŻYTKOWNIKA
KEZELÉSI ÚTMUTATÓ
OMEGA3 YARD 300
50115024 C2 Valid from 2017 week 20
2
Dansk ..................................................................3
English ..............................................................13
Deutsch ............................................................. 23
Français ............................................................. 33
Svenska ............................................................. 43
Italiano .............................................................53
Nederlands .......................................................63
Suomi ................................................................ 73
Česky ................................................................. 83
Polski .................................................................93
Magyar ............................................................103
3
Tilslutning og ibrugtagning
Advarsel
Læs advarselsblad og
denne brugsanvisning
omhyggeligt igennem
inden installation og
ibrugtagning.
Gem til senere brug.
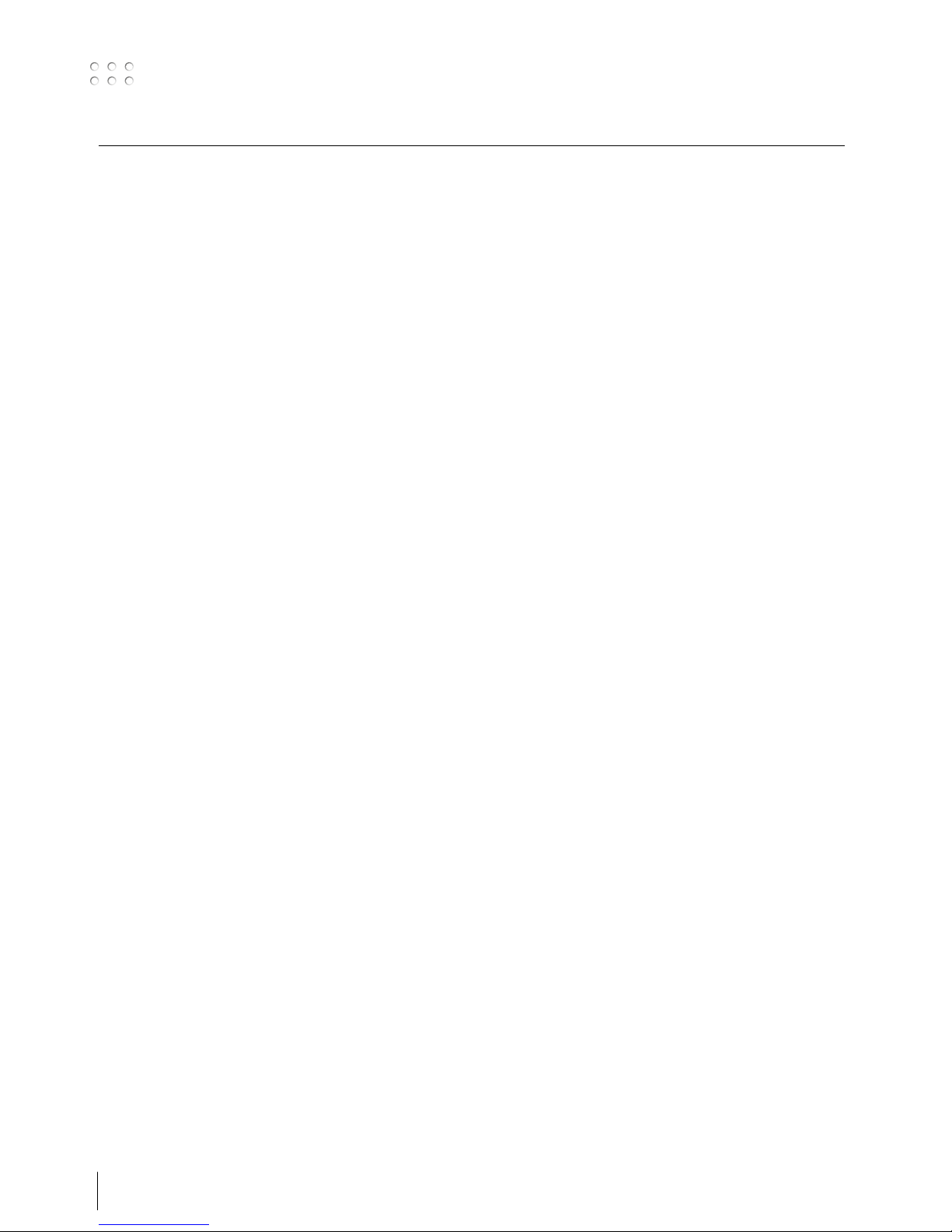
Installation
Nettilslutning
Tilslut maskinen til den netspænding, den er
konstrueret til. Se typeskiltet (U1) bag på maskinen.
0
l
1
2
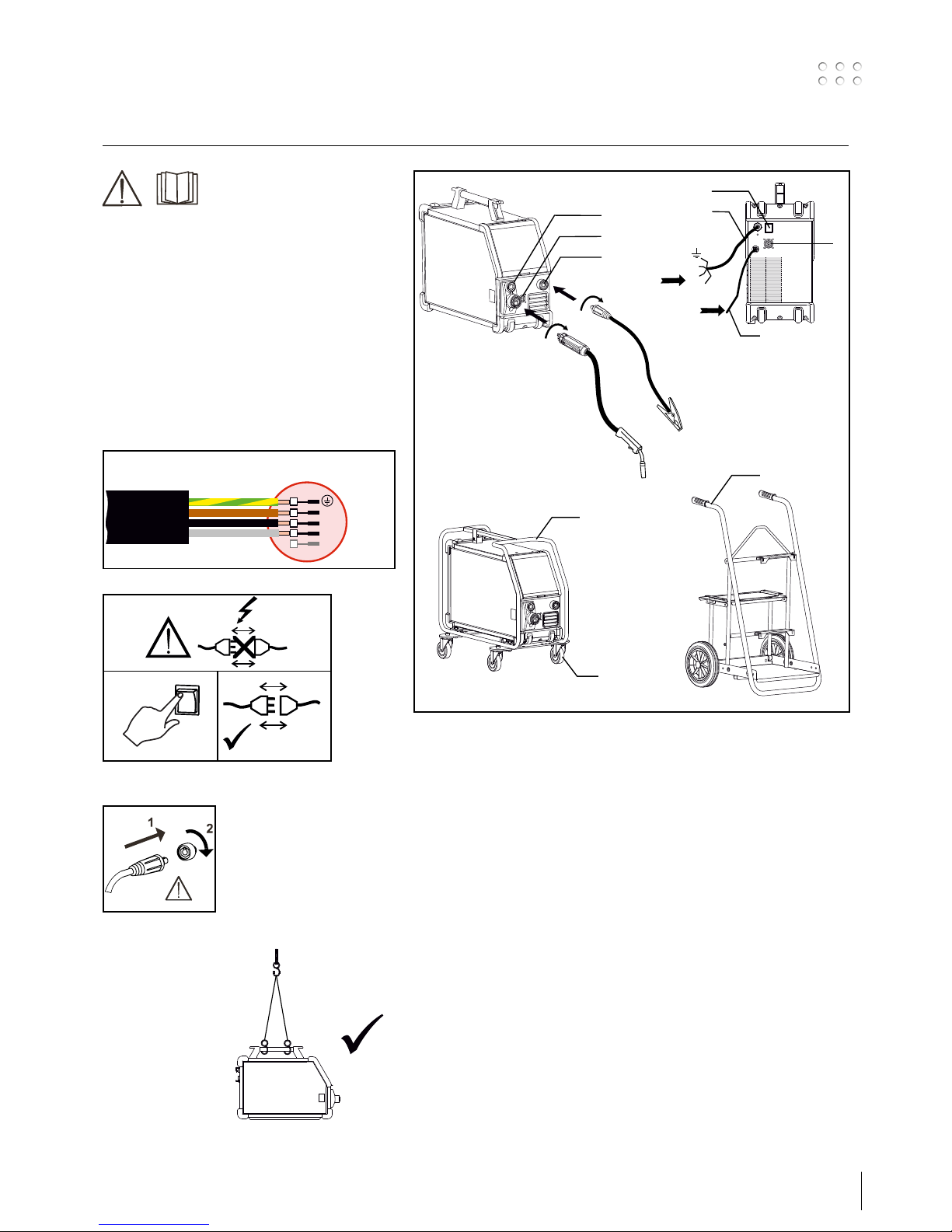
Vigtigt!
Når stelkabel og svejseslange
tilsluttes maskinen, er god
elektrisk kontakt nødvendig
for at undgå, at stik og kabler
ødelægges.
Løfteanvisning
OMEGA3 YARD må
løftes i håndtaget
med kran.
1. Nettilslutning
2. Tænd/sluk- knap
3. Tilslutning beskyttelsesgas
4. Tilslutning svejseslange (standard) og
elektrodeholder med MMA dinse (ekstraudstyr)
5. Tilslutning fjernkontrol (ekstraudstyr)
6. Stelklemme
7. Tilslutning - CAN (ekstraudstyr)
8. Bøjle (ekstraudstyr)
9. Hjulkit (ekstraudstyr)
10. Vogn (ekstraudstyr)
Power
GAS
2-6 bar
3
F
F
F
1
2
4
5
6
7
8
9
10
L1
L2
L3
N
gul/grøn
brun
sort
grå
3x208-440V (boost)
3x400V
4
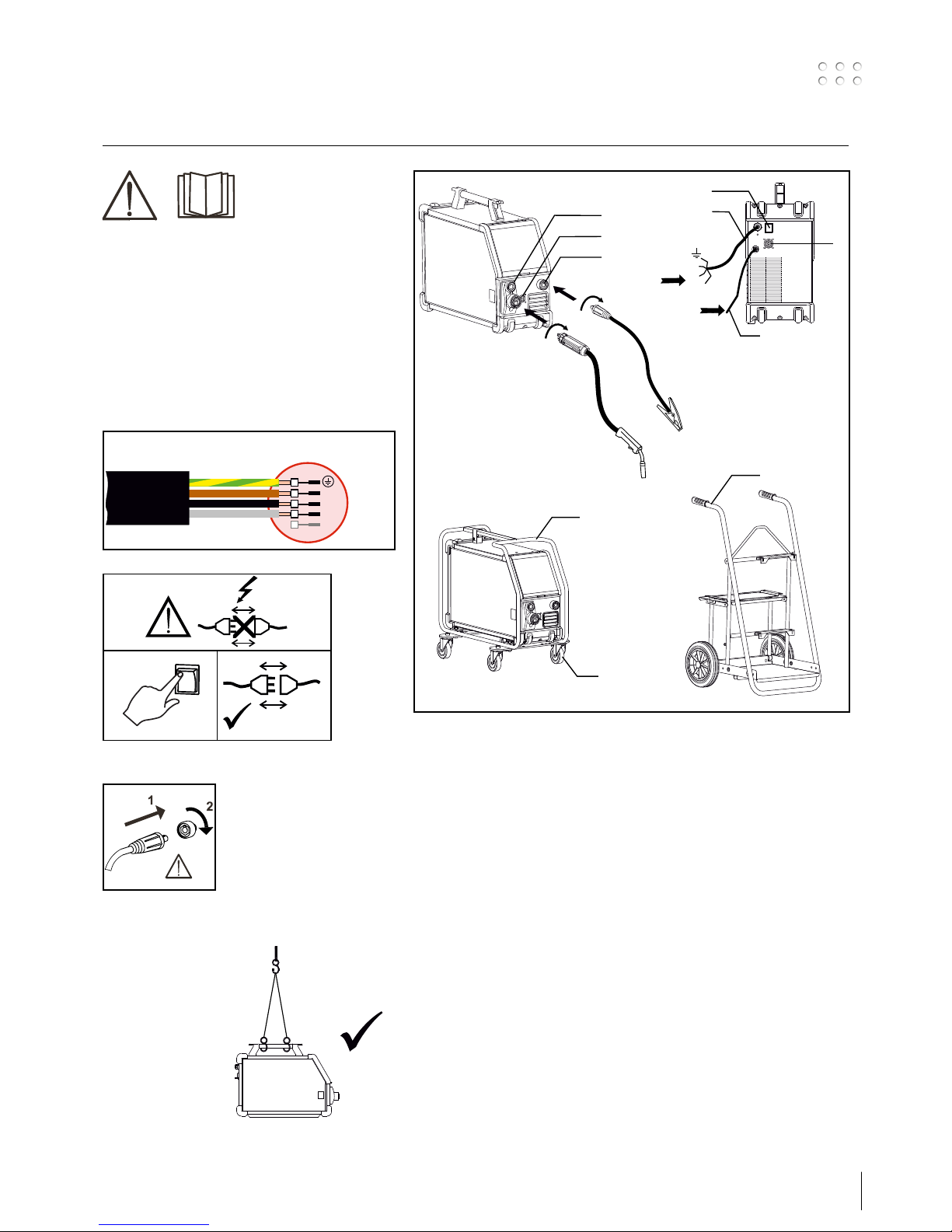
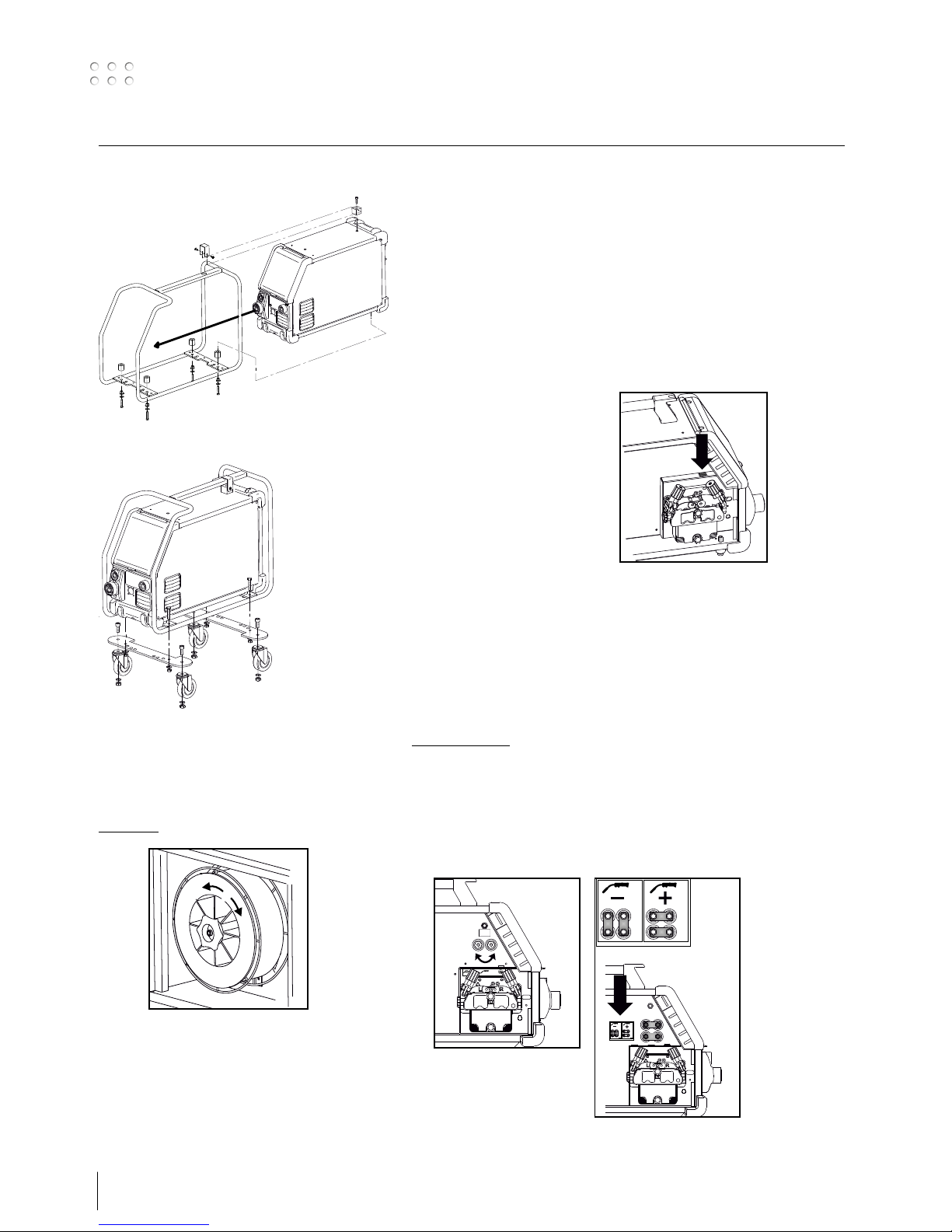
Montering af bøjle
Montering af hjulkit
Justering af trådbremse
Bremsen justeres så stramt, at trådrullen standser,
inden svejsetråden kører ud over kanten på rullen.
Bremsekraften er afhængig af vægten på trådrullen
og trådhastigheden.
Justering:
• Juster trådbremsen ved at spænde eller løsne
låsemøtrikken på trådnavets aksel.
Tilslutning og ibrugtagning
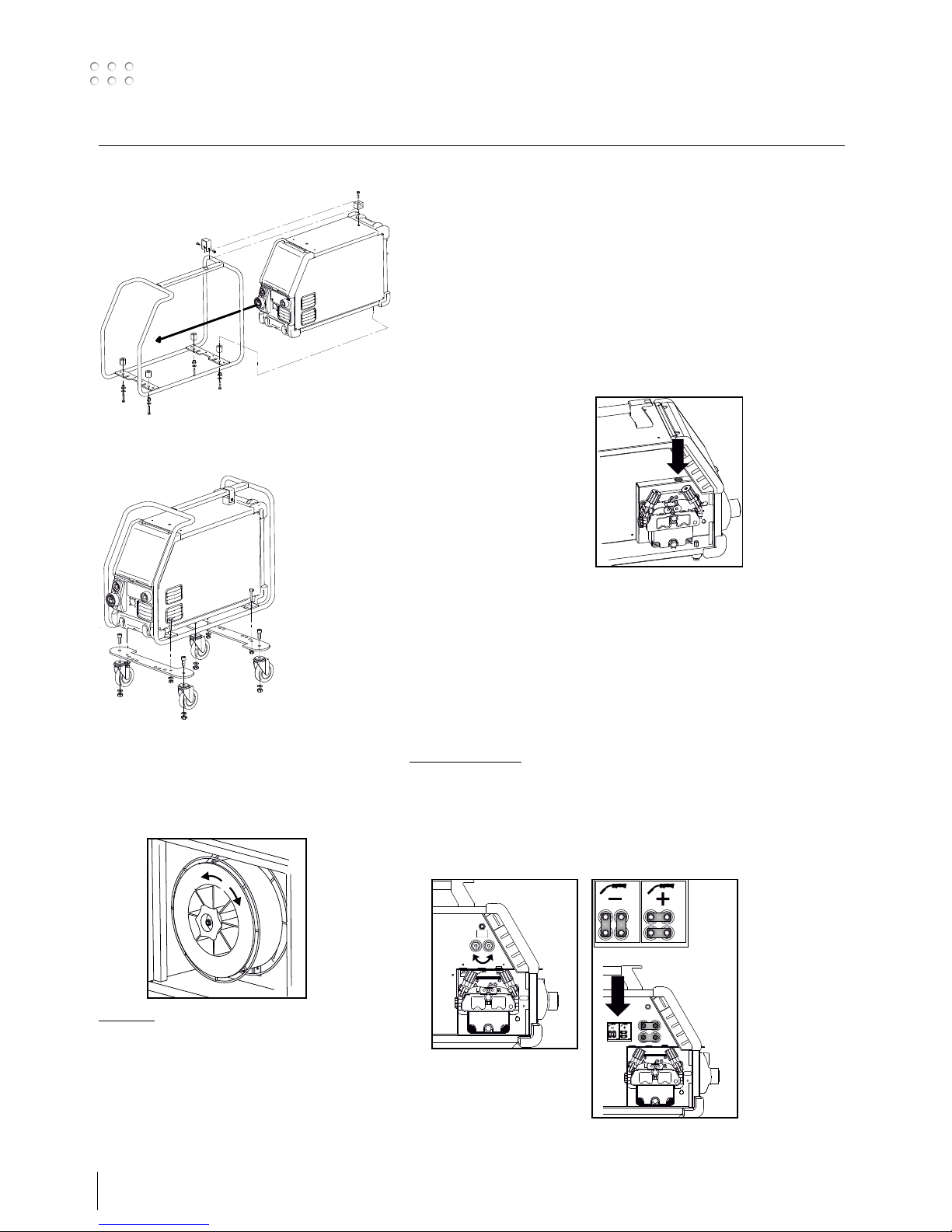
Tilslutning af beskyttelsesgas
Gasslangen, som udgår fra bagsiden af maskinen (3), tilsluttes
en gasforsyning med en reduktionsventil (2-6bar).
(Obs. Nogle typer reduktionsventiler kan kræve højere
udgangstryk end 2 bar for at fungere optimalt).
En gasflaske kan fikseres på vogn.
Brænderregulering (Dialog-brænder)
Hvis en svejseslange med Dialog-brænder anvendes, kan
strømstyrke/trådhastighed justeres både på maskinen og
på Dialog-brænderen. Brænderreguleringen er passiv uden
Dialog-brænder.
Rangerfunktion
Funktionen bruges til at
rangere/fremføre tråd, evt. efter
trådskift.
Valg af svejsepolaritet
For visse svejsetrådstyper anbefales det, at man skifter
svejsepolaritet. Det gælder især for Innershield svejsetråd.
Kontroller den anbefalede polaritet på svejsetrådens
emballage.
Ændring af polaritet
1. Afbryd maskinen fra lysnettet
2. Afmonter boltene i trådrummet med en nøgle
3. Ændr ifølge skitser nedenfor
4. Monter boltene i trådrummet med en nøgle
5. Slut maskinen til lysnettet
Ændring af polaritet
Omega Yard
61111432
61111432
Ændring af polaritet
Omega Yard Boost
5
Tilslutning og ibrugtagning
ADVARSEL
Når der trykkes på svejseslangens
kontakt/tast er der spænding på
svejsetråden og elektroden.
Manuel gasregulering
Tænd, tryk, svejs
Indstilling af svejseprogram
• Tænd svejsemaskinen på hovedafbryderen (2)
• Vælg svejseprogram eller materiale/gas/trådtykkelse
(afhængig af model).
• Indstil svejsestrøm og
sekundære parametre
Læs mere i Quickguiden
om indstilling af din
svejsemaskine
• Maskinen er nu klar til brug
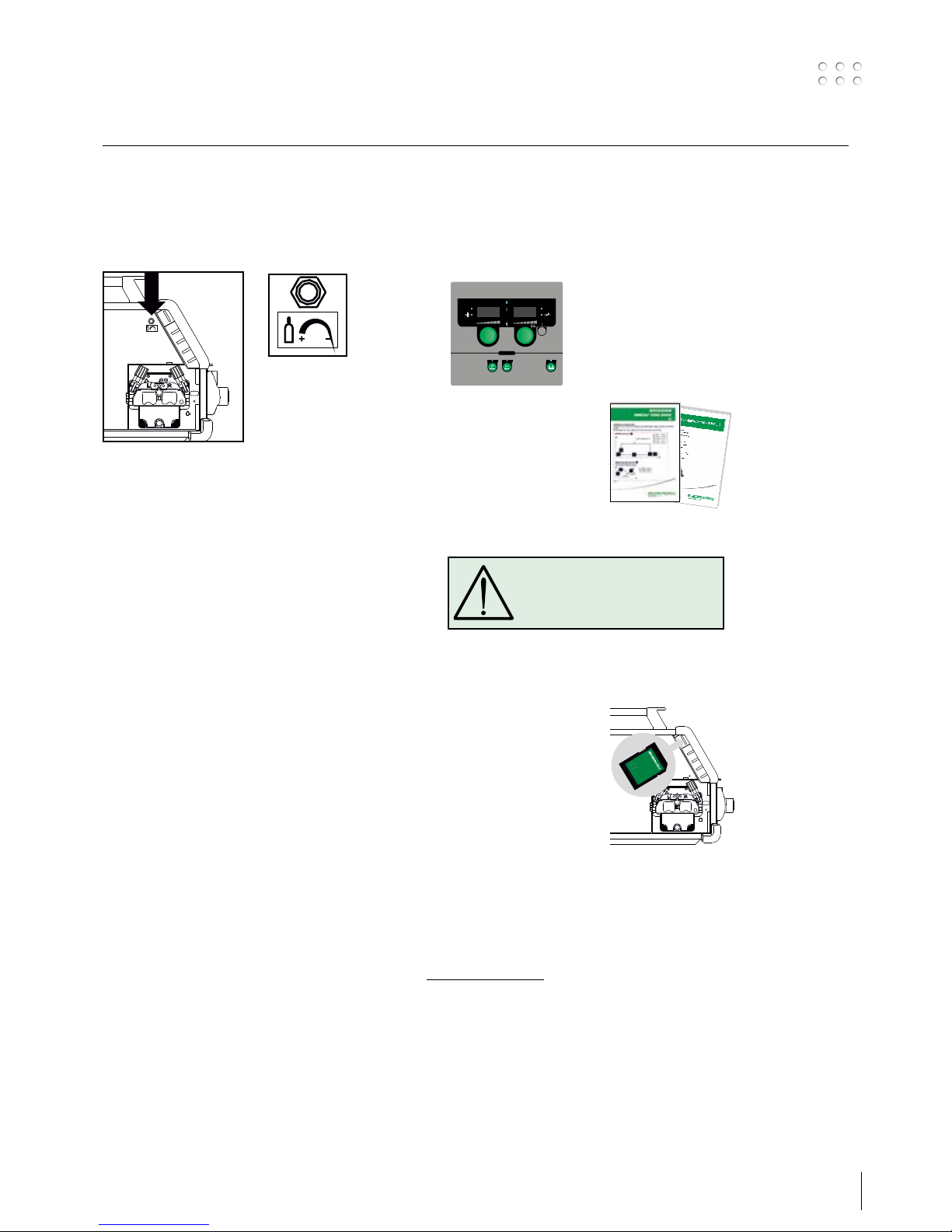
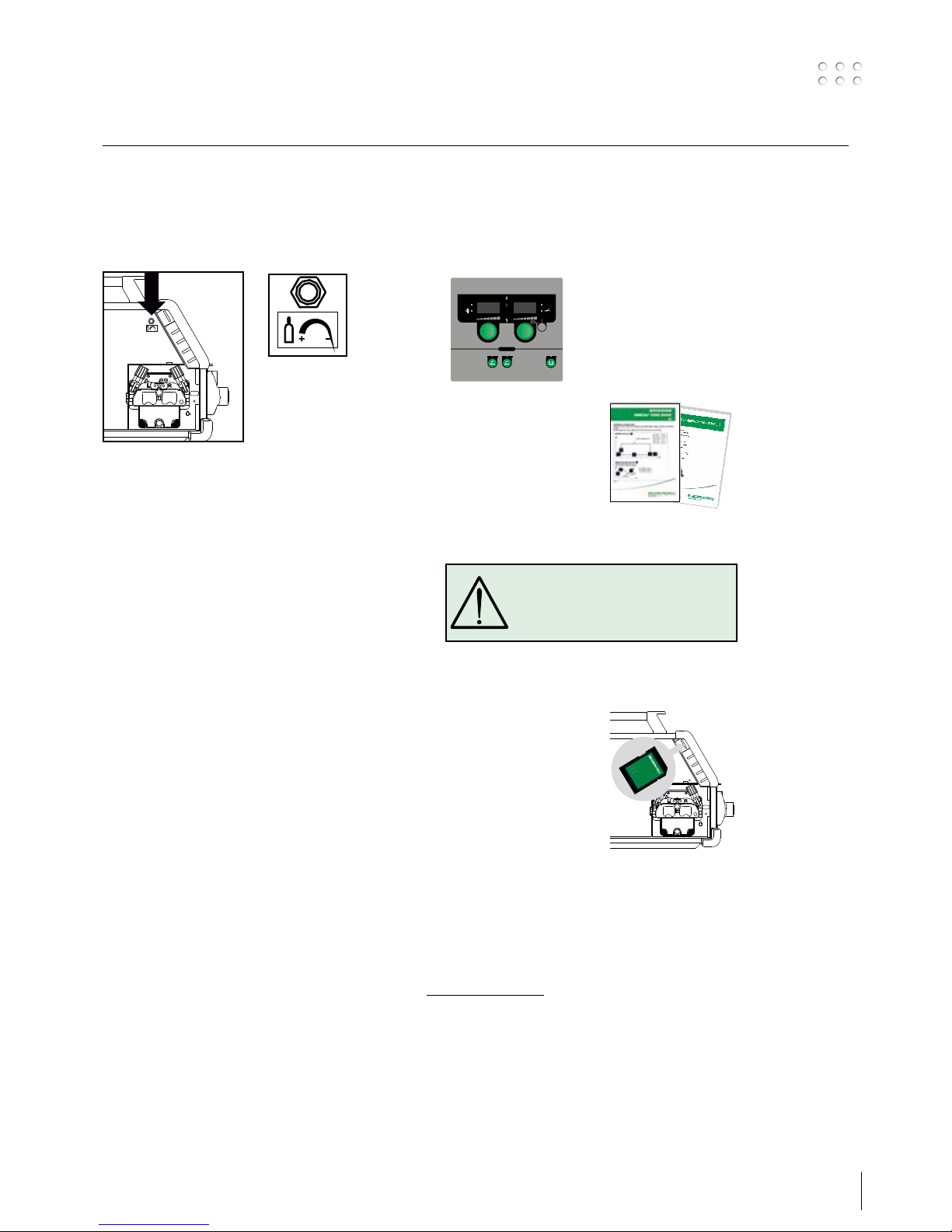
Softwareindlæsning
• Indsæt SD-kortet i
maskinens kortlæser som
vist på tegningen.
• Tænd maskinen.
• Displayet blinker kortvarigt
med tre streger, når
opdateringen starter.
• Vent indtil maskinens
display viser den indstillede
strøm.
• Sluk maskinen og tag SD-kortet ud
• Maskinen er nu klar til brug.
Hvis kontrolboksen udskiftes, er det nødvendigt at
lægge software ind i den nye boks ved hjælp af et SDkort. Softwaren kan downloades fra
www.migatronic.com
BASIC III
A
V
61111425
Manuel gasregulering
(ekstra udstyr)
Ventilen er åben ved maks. indstilling
6
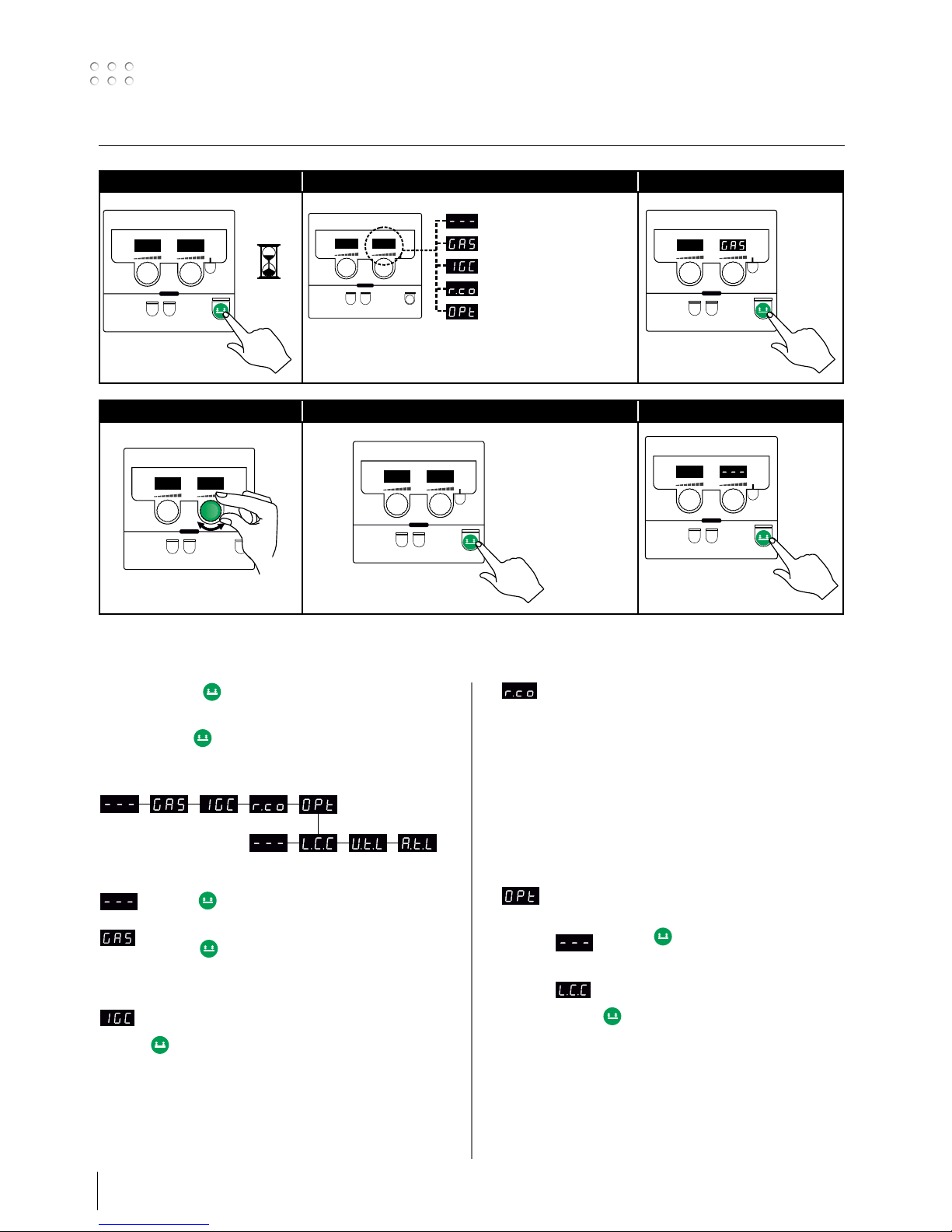
Specielle funktioner
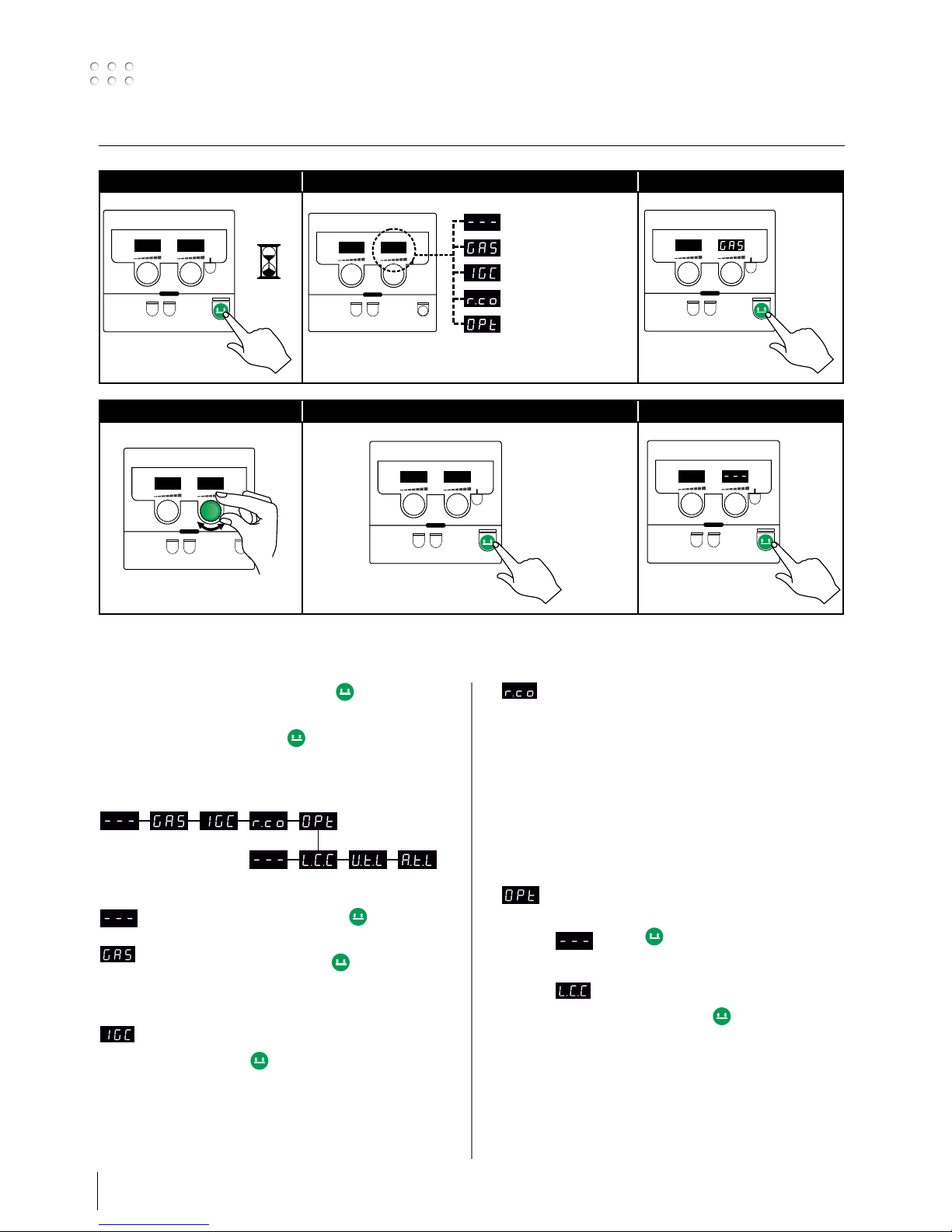
1. Åbn brugermenu 2. Find menuvalg 3. Vælg menupunkt
5 secs
Forlad/Exit menu
Gas test
IGC - status og kalibrering
(ikke alle modeller)
Fjernregulering
Valg af maskinindstillinger
(ikke alle modeller)
4. Indstil parameter 5. Gem valgte data 6. Forlad/Exit menu
Parametre og menuvalg
Brugermenuen åbnes med et langt tryk på -knappen. Drej
på venstre drejeknap til det ønskede menuvalg vises. Højre
drejeknap kan bruges til at ændre indstillinger, som vises i
højre display. Med et kort tryk på -knappen aktiveres
funktioner som fx gastest.
Følgende diagram viser alle funktioner og parametre i brugermenuen.
Forlader menuen hvis der trykkes på -knappen.
GAStest
Gasventilen åbnes og lukkes med - knappen. Gasgennemstrømningen kan indstilles med højre drejeknap, hvis
IGC-kit er installeret.
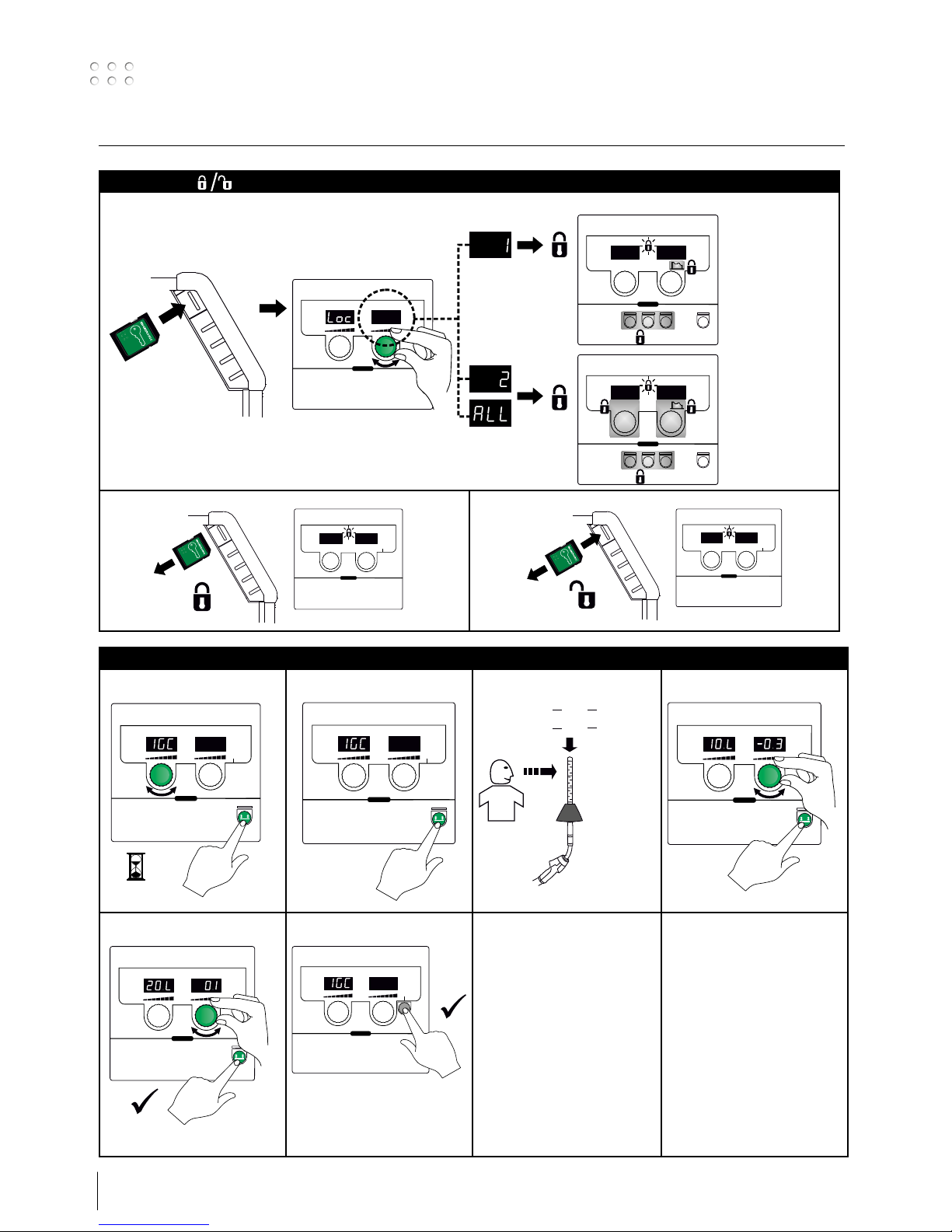
IGC-status og -kalibrering
Kun synlig når IGC-kit er installeret.
IGC-kalibrering startes med -knappen. Højre drejeknap kan
bruges til at skifte mellem manuel og synergisk gaskontrol,
hvis et synergisk MIG-program er valgt:
0: Manuel gaskontrol
1: Synergisk (IGC) gaskontrol
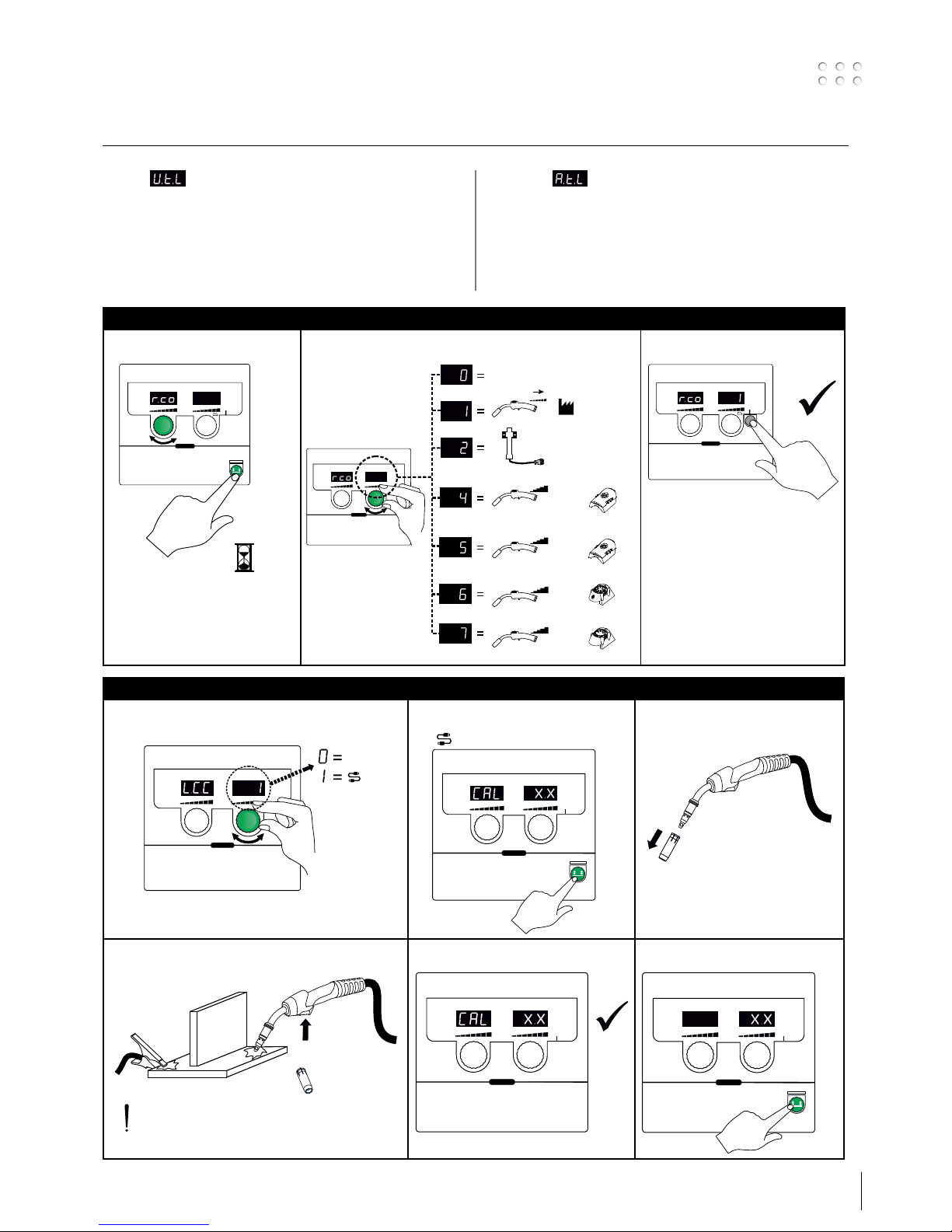
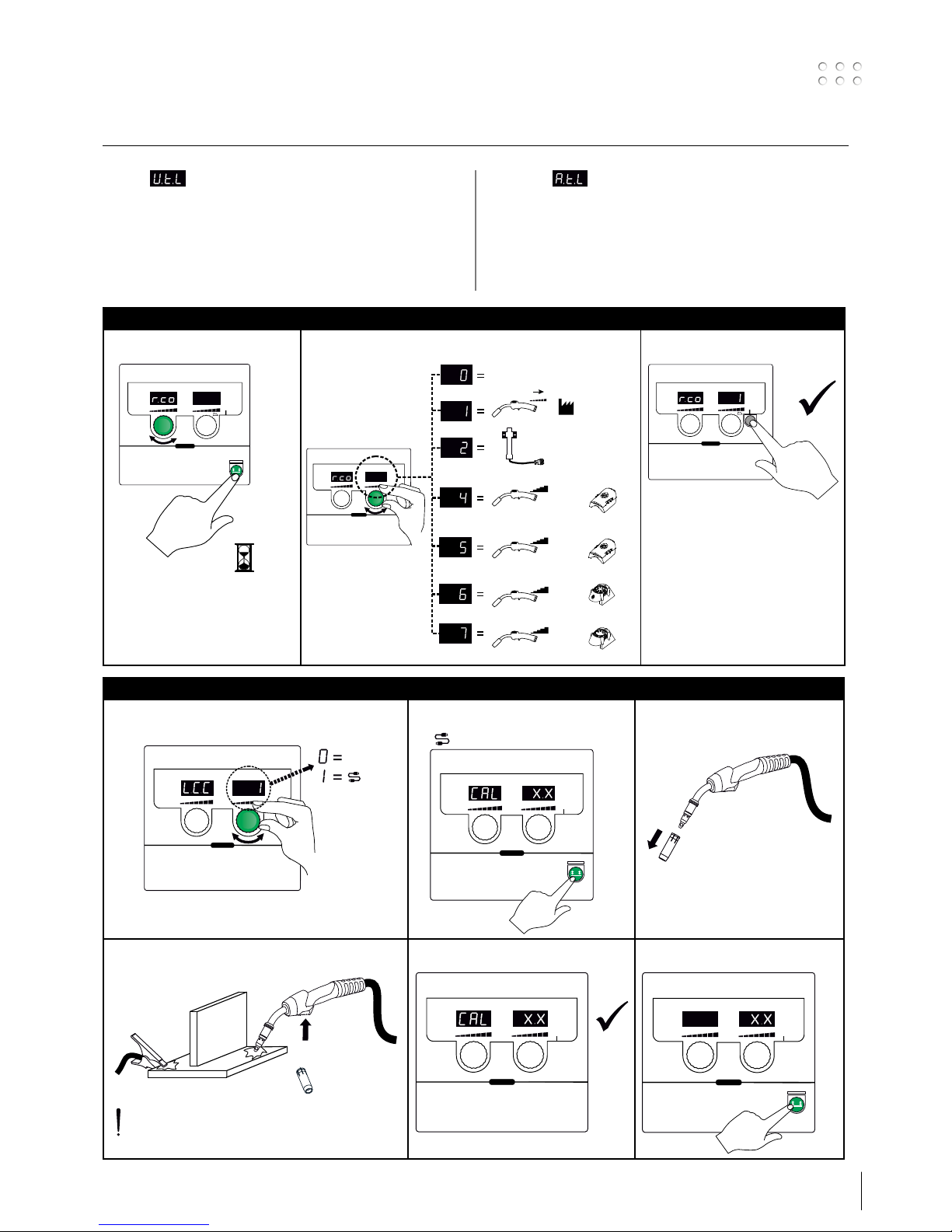
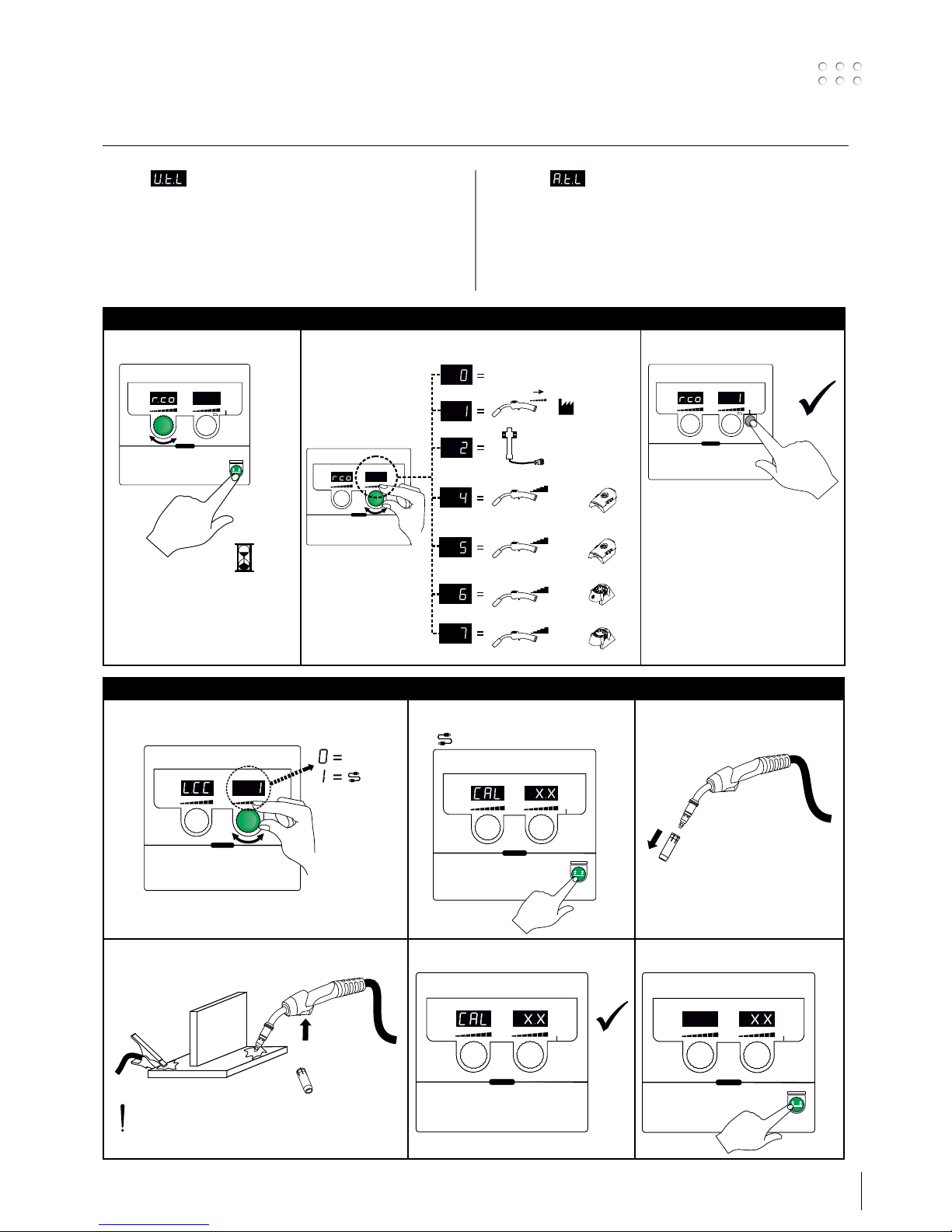
Indstilling af fjernregulering
Indstilling kan ændres med højre drejeknap.
Følgende indstillinger understøttes (Basic panel kun 0-2):
0: Inaktiv
1: Dialog-brænder (varenr. 80100402)
2: Analog fjernregulering (varenr. 78815029)
4: MIG-A-Twist V2 (november 2010) (varenr. 80100403)
5: MIG-A-Twist V1 (varenr. 80100403)
6: ERGO2 1 – 7 sekvenser (varenr. 80100774)
7: ERGO XMA 1 – 3 sekvenser (varenr. 80100758)
Valgmuligheder for maskinindstillinger.
(Gælder kun Pulse og Synergic panelet)
Tryk på
-knappen forlader OPt-menu og
returnerer til hovedmenu.
Lang kabelkompensering - status og
kalibrering
Kabelkalibrering startes med -knappen.
Lang kabelkompensering aktiveres/deaktiveres med
højre drejeknap:
0: Lang kabelkompensering er inaktiv
1: Lang kabelkompensering er aktiv
7
Specielle funktioner
Reduktion af justerbart område for
spændingsindstilling (synergisk MIG/MAG).
Ikke synlig på maskiner med Basic panel. Det
justerbare område for spændingstrim kan reduceres
med 0-50% af den synergiske spænding. Funktionen
bruges, hvis maskinen er låst i niveau 2. Funktionen er
inaktiv, når “---” vises.
Reduktion af justerbart område for strøm-
indstilling (MMA og synergisk MIG/MAG)
eller trådhastighed (manuel MIG).
Ikke synlig på maskiner med Basic panel.
Det justerbare område for strømindstilling kan
reduceres med 0-25% af den synergiske strøm.
Funktionen bruges, hvis maskinen er låst i niveau 2.
Konfiguration af fjernkontrol
I II III
61111425
5 secs
2
1
1
6
option
61111425
OFF
option
1 . . .7
option
1 . . .7
option
1 . . .7
7
1
2
3
4
5
6
(> 01.11.2010)
(< 01.11.2010)
7
1
2
3
4
5
6
option
1 . . .3
61111425
Kabelkompensering (kalibrering af modstand i svejseslange)
I
61111425
Std.
II
Factor
61111425
III
IV V
61111425
VI
61111425
Svejseemnets overflade skal være ren for
at sikre god kontakt med brænderen.
8
Specielle funktioner
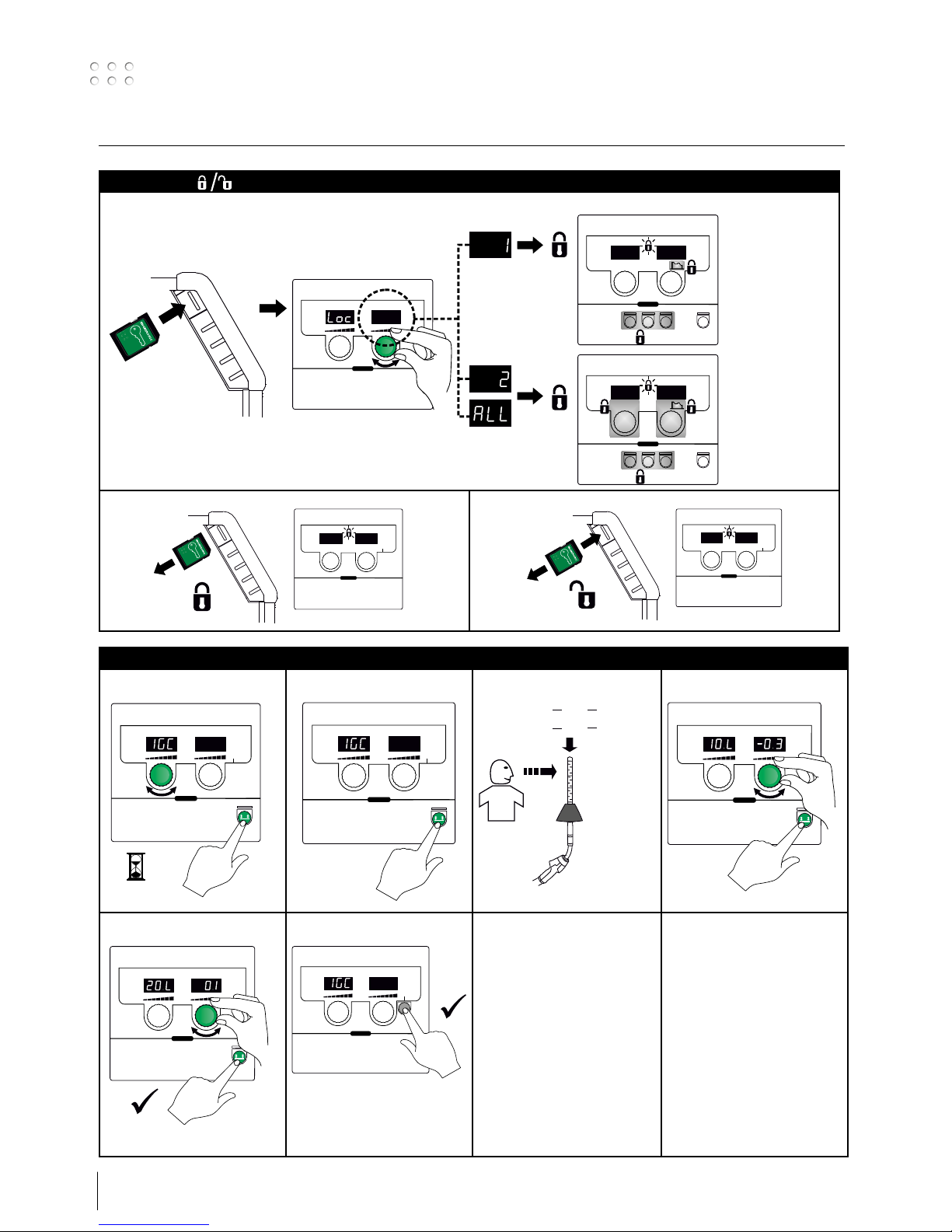
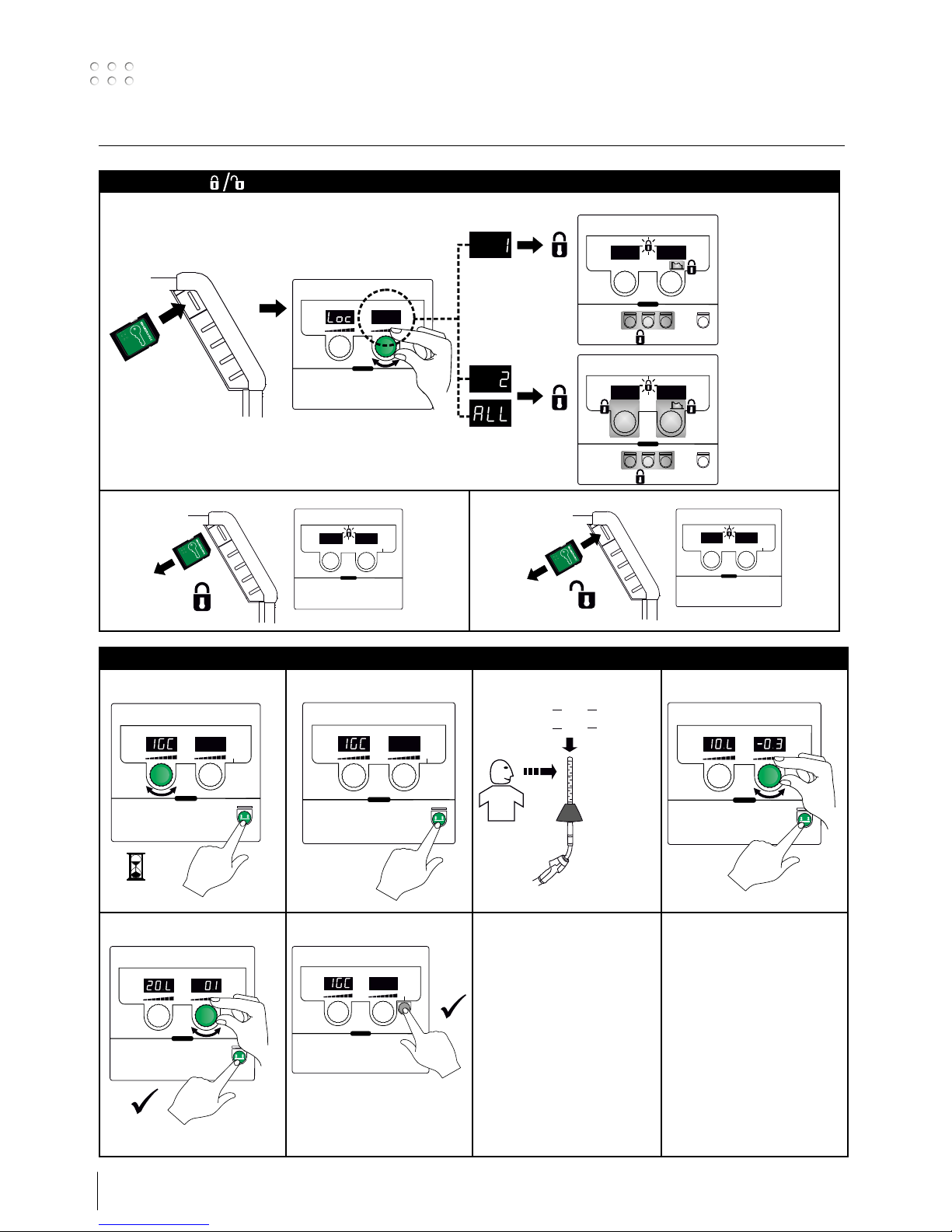
Kalibrering af gasflow (ikke alle modeller)
I II
61111425
III
min
L
10
min
L
10
=
min
L
20
min
L
20
=
Flowmeter
No.: 81010000
IV
2
1
61111425
V
61111425
2
1
VI
61111425
5 secs
61111425
2
1
Låsefunktion
I
61111425
61111425
II
61111425
III
61111425
9
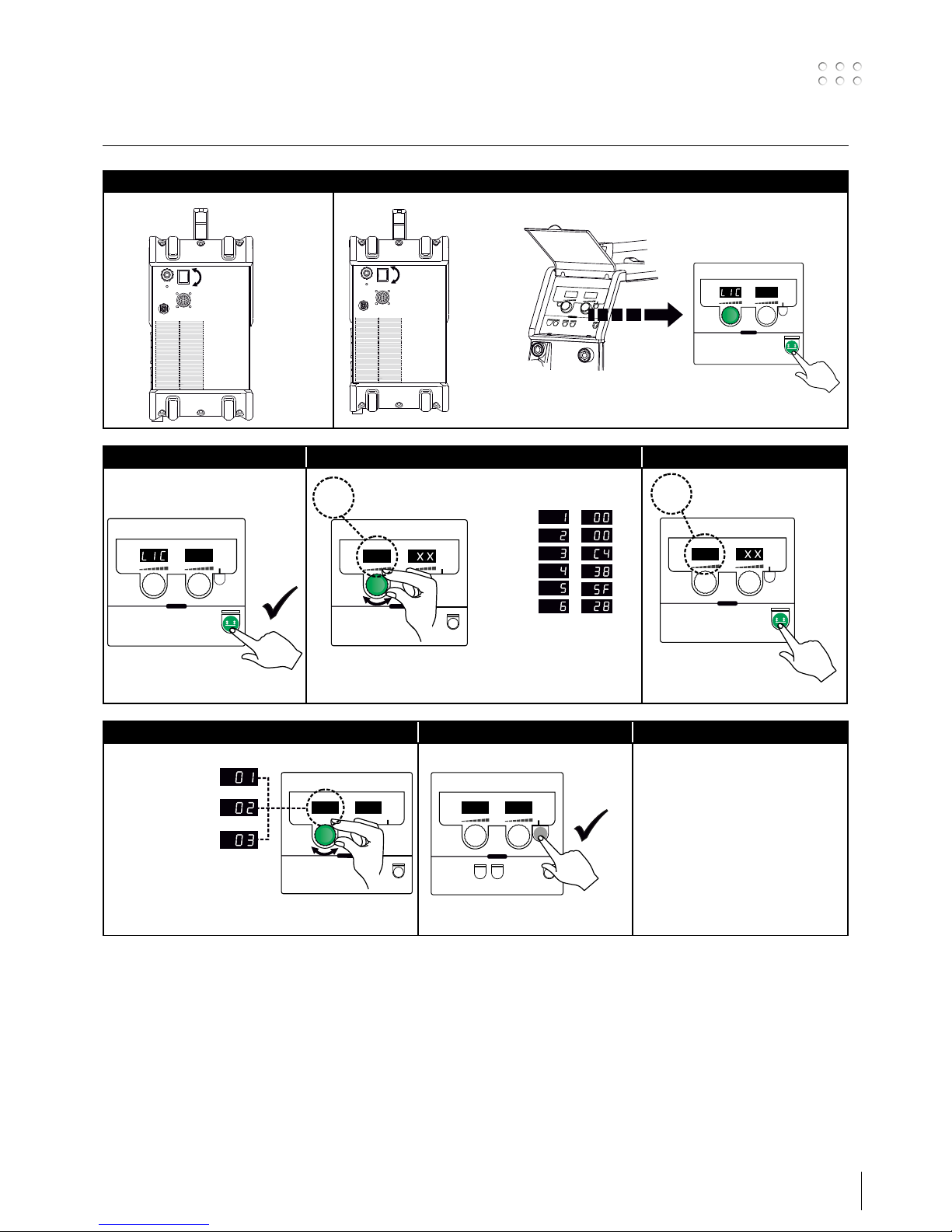
Visning af softwareversioner / Licensnr.
I II
OFF
ON
1
2
Specielle funktioner
1. Licensnr. 2. Se licensnr. (12 cifre) 3. Retur til SW-versioner
1...6
123456
00 00 C4 38 5F 28
1...6
4. Vælg SW 5. Forlad/Exit menu
Betjeningsboks
Svejseprogrampakke
Svejsekontrol
Eksempel på licensnr.:
10
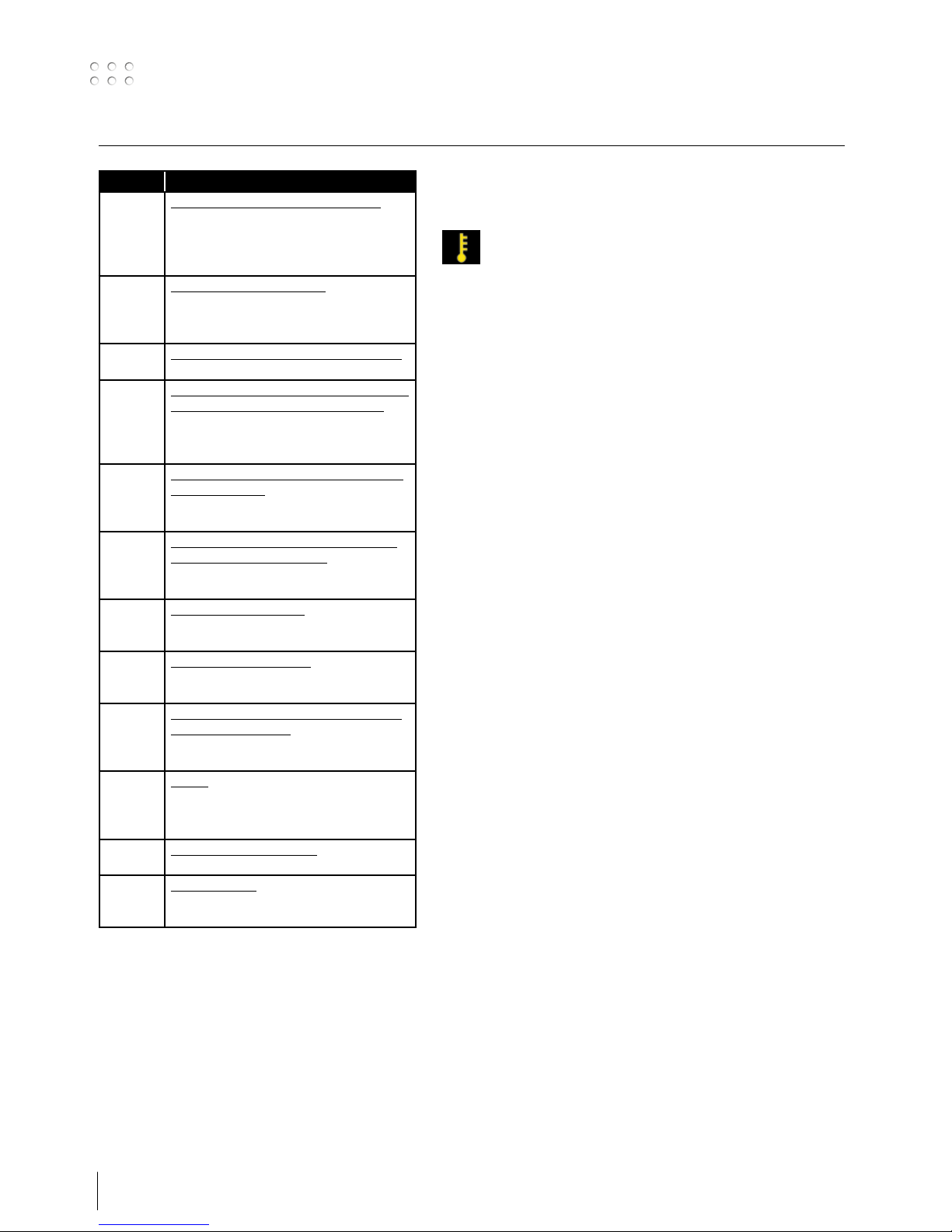
Fejlkode Årsag og udbedring
E20-00
E20-02
E21-00
E21-06
E21-08
Der er ingen software i kontrolboksen
Download Omega software til SD-kortet,
sæt SD-kortet i boksen og tænd maskinen.
Udskift evt. SD-kortet.
E20-01
E21-01
SD kortet er ikke formateret
Formater SD-kortet i en PC som FAT og
download Omega software til SD-kortet.
Udskift evt. SD-kortet.
E20-03
E21-02
SD-kortet har flere filer med samme navn
Slet SD-kortet og download software igen.
E20-04 Kontrolboksen har forsøgt at indlæse flere
data end den kan have i hukommelsen
Indlæs SD-kortet igen eller udskift SDkortet. Tilkald MIGATRONIC Service, hvis
problemet ikke løses.
E20-05
E20-06
Software på SD-kortet er låst til en anden
type kontrolboks
Anvend et SD-kort med software som
passer til din type kontrolboks.
E20-07 Den interne kopibeskyttelse tillader ikke
adgang til mikroprocessoren
Indlæs SD-kortet i maskinen igen eller
tilkald MIGATRONIC Service.
E20-08
E20-09
E21-05
Kontrolboksen er defekt
Tilkald MIGATRONIC Service.
E20-10
E21-07
Den indlæste fil er defekt
Indlæs SD-kortet igen eller udskift SDkortet.
E21-03
E21-04
Den indlæste svejseprogrampakke passer
ikke til kontrolboksen
Anvend et SD-kort med software som
passer til din type kontrolboks.
Err GAS Gasfejl
Kontroller gastilførslen.
Gasfejl afmeldes med et kort tryk på en
vilkårlig tast.
E02-04 CAN – kommunikationsfejl
Check mellemkabel/stik
E11-20 Strømsensorfejl
1. Check strømsensor
2. Tilkald MIGATRONIC service
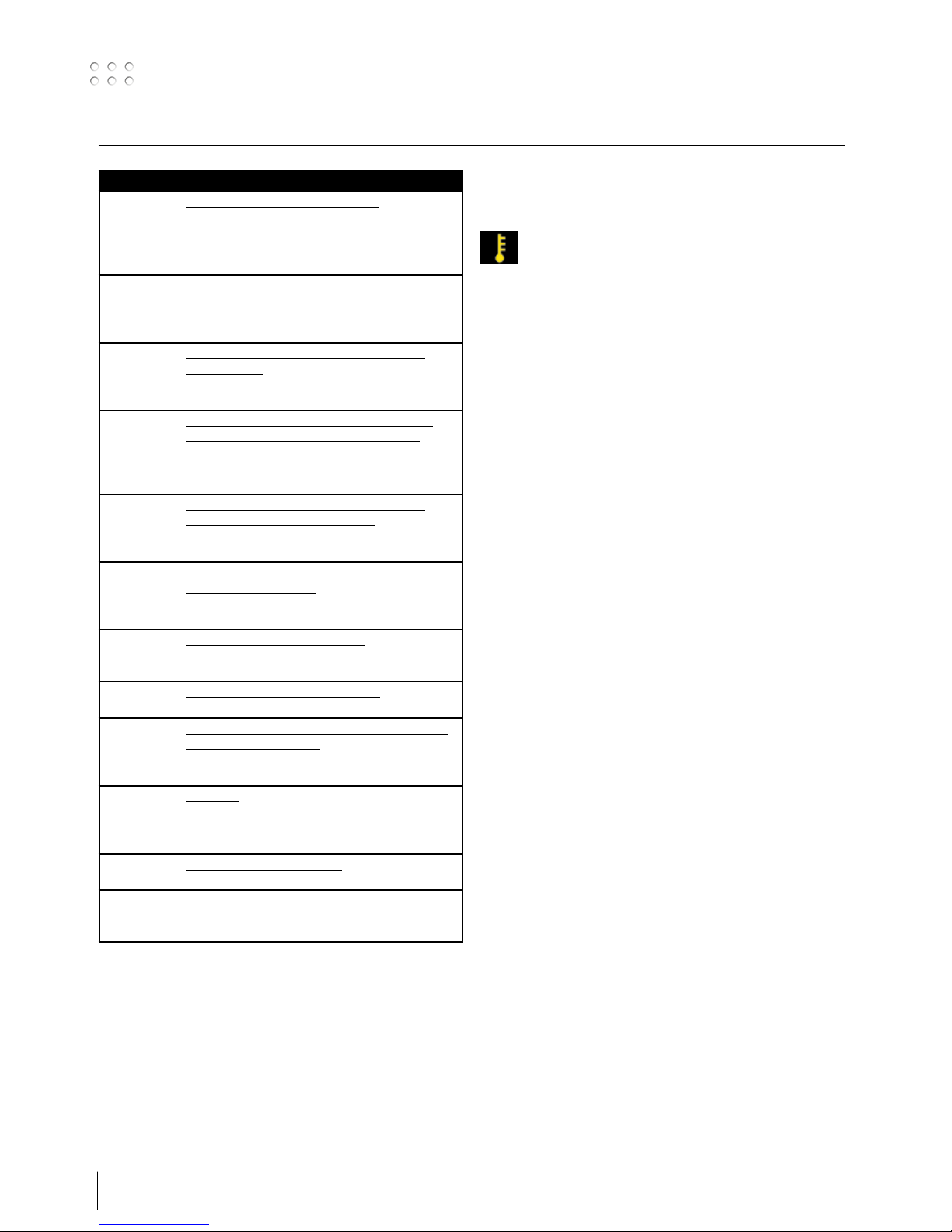
Fejlfinding og udbedring
Fejlsymboler
Temperaturfejl
Overophedningsindikatoren lyser, hvis
svejsningen er blevet afbrudt på grund af
overophedning af maskinen.
Lad maskinen være tændt, indtil den er afkølet af
den indbyggede blæser.
11
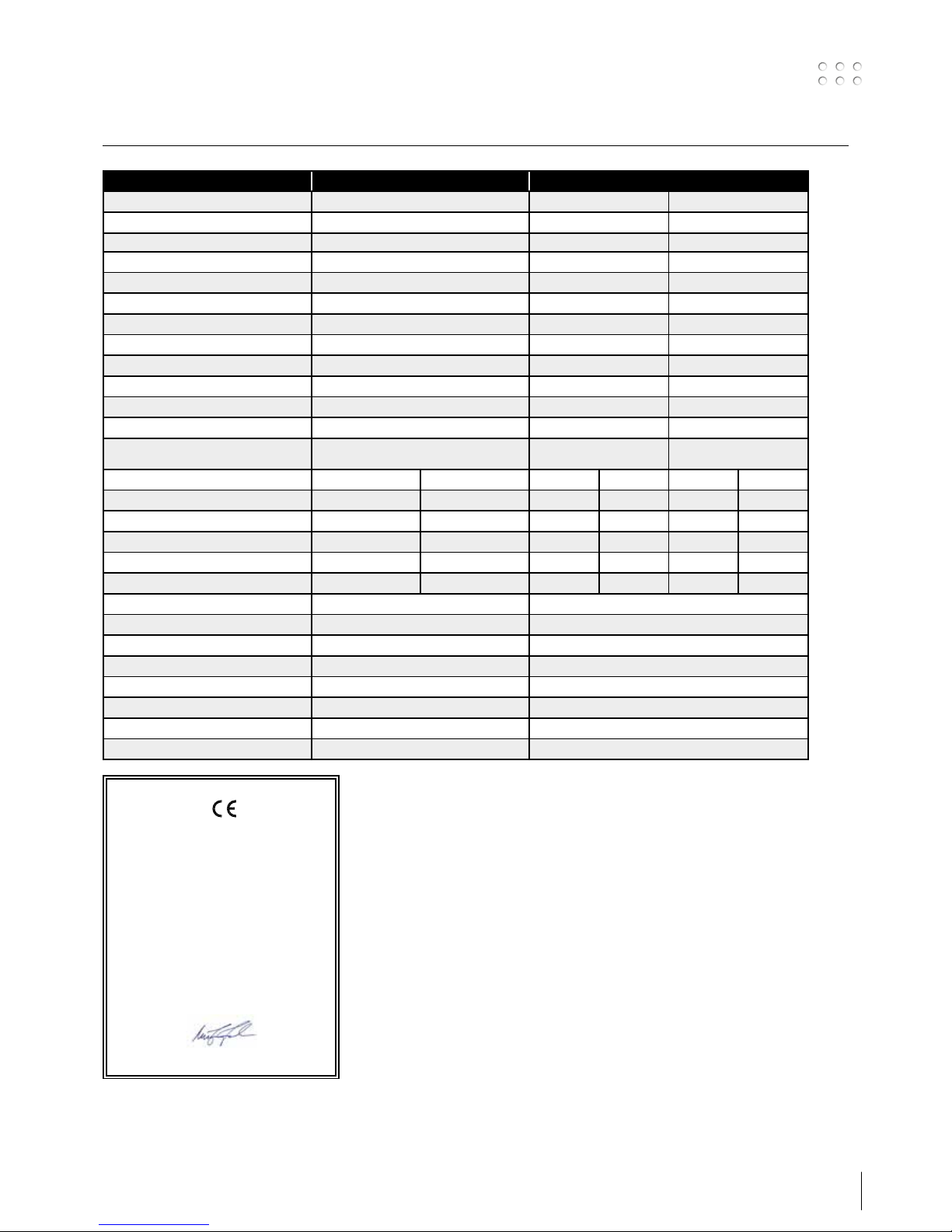
Tekniske data
1) Dette udstyr er i overensstemmelse med IEC 61000-3-12, forudsat at nettets kortslutningseffekt Ssc ved tilslutningsstedet er større end eller lig med de opgivne
data i ovenstående skema. Installatøren eller brugeren af udstyret er ansvarlig for at sikre, evt. i samråd med forsyningsdistributøren, at udstyret er tilsluttet til en
netforsyning med en kortslutningseffekt Ssc større end eller lig med de opgivne data i ovenstående skema.
2) S Maskiner opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok
3) Angiver at maskinen er beregnet for såvel indendørs som udendørs anvendelse
STRØMKILDE OMEGA3 YARD 300 OMEGA3 YARD 300 Boost
Netspænding ±15% (50-60Hz), V 3x400
Netspænding ±10% (50-60Hz), V 3x400, 3x440 3x208, 3x230
Minimum generatorstørrelse, kVA 16 16 16
1
Minimum kortslutningseffekt Ssc, MVA 3,6 2,5 2,5
Netsikring, A 16 16 20
Netstrøm, effektiv, A 11,0 11,1 16,2
Netstrøm, max., A 15,4 15,6 31,7
Effekt, (100%), kVA 9,0 7,7 6,2
Effekt, max, kVA 10,7 10,8 11,4
Effekt, tomgang, W 15 25 30
Virkningsgrad 0,86 0,85 0,80
Effektfaktor 0,94 0,95 0,95
Strømområde MIG, A
Strømområde MMA, A
15 - 300
15 - 250
15 - 300
15 - 250
15 - 300
15 - 250
MIG MMA MIG MMA MIG MMA
Intermittens 100% v/20°C, A/V 300 / 29 250 / 30 290 / 28,5 250/30 200 / 24 185 / 27
Intermittens max. v/20°C, A/%/V 300 / 100 / 29 300 / 75 / 29 250 / 100 / 30 300 / 20 / 29 250 / 30 / 30
Intermittens 100% v/40°C, A/V 220 / 25 220 / 28,8 220 / 25 215 / 29 175 / 23 140 / 26
Intermittens 60% v/40°C, A/V 240 / 26 240 / 26 220 / 29 200 / 24 170 / 27
Intermittens max. v/40°C, A/%/V 300 / 25 / 29 250 / 40 / 30 300 / 25 / 29 250 / 30 / 30 300 / 20 / 29 250 / 22 / 30
Tomgangsspænding, V 50-55 60
2
Anvendelsesklasse S/CE S/CE
3
Beskyttelsesklasse IP23S IP23S
Normer EN/IEC60974-1, EN/IEC60974-5, EN/IEC60974-10 EN/IEC60974-1, EN/IEC60974-5, EN/IEC60974-10
Dimensioner (HxBxL), mm 455x222x638 455x222x638
Vægt, kg 17 20
Trådfremføringshastighed, m/min 0,5 - 18 0,5 - 18
Gastryk, MPa (bar) 0,6 (6,0) 0,6 (6,0)
EU-OVERENSSTEMMELSESERKLÆRING
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Danmark
erklærer, at nedennævnte maskine
Type: OMEGA
3
300 YARD
er i overensstemmelse med bestemmelserne i
direktiverne 2014/35/EU
2014/30/EU
2011/65/EU
Europæiske EN/IEC60974-1
standarder: EN/IEC60974-5
EN/IEC60974-10 (Class A)
Udfærdiget i Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO

12
13
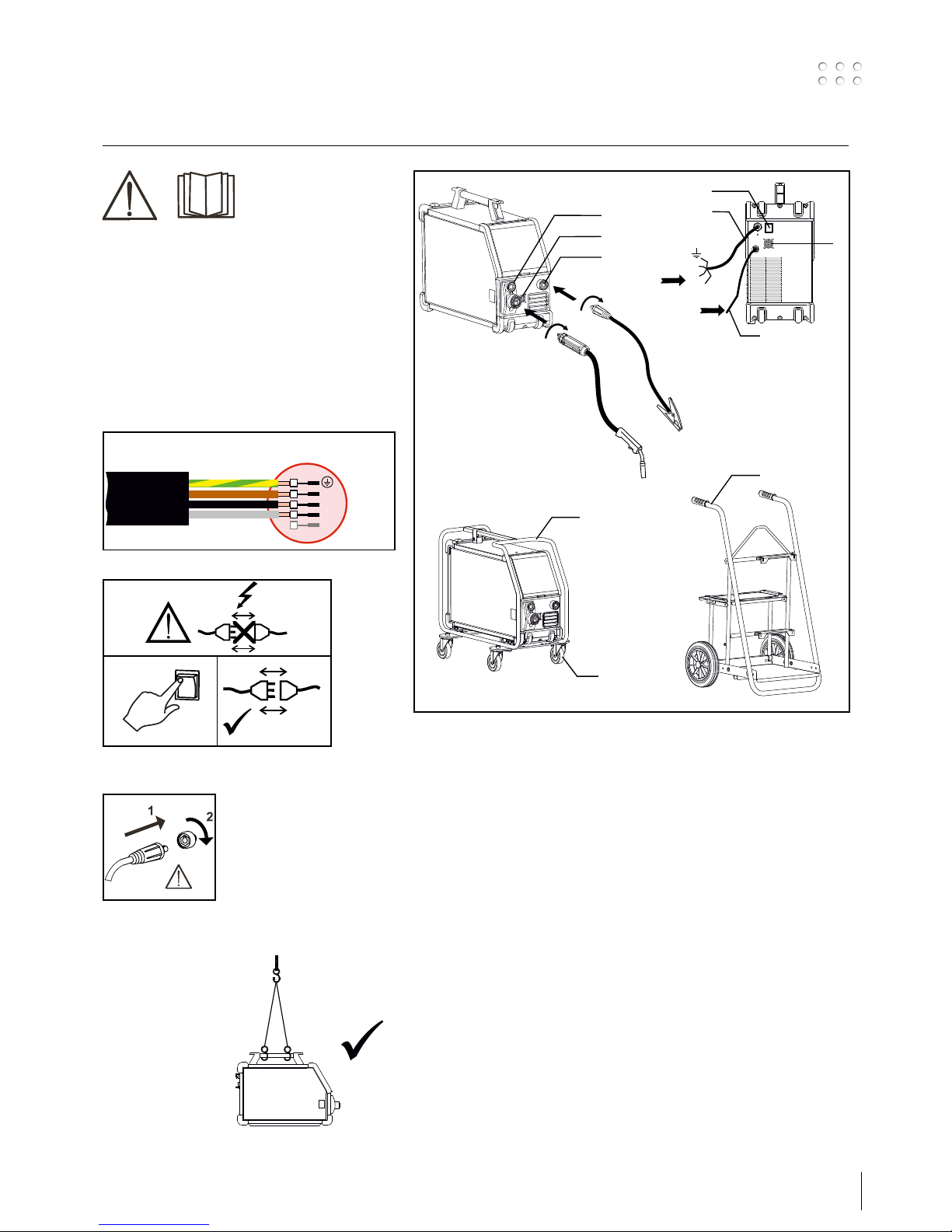
Connection and start-up
Warning
Read warning notice
and instruction manual
carefully prior to initial
operation and save the
information for later use.
Permissible installation
Mains connection
Connect the machine to the mains supply that it is
designed for (see type plate (U1) on the back of the
machine).
0
l
1
2
Important!
In order to avoid destruction
of plugs and cables, good
electric contact is required
when connecting earth cable
and welding hose to the
machine.
Lifting instructions
The OMEGA
3
YARD
can be lifted in the
handle by a crane.
1. Mains supply
2. Power switch
3. Connection of shielding gas
4. Connection of welding hose (standard) and
electrode holder with adapter for MMA (optional equipment)
5. Connection of remote control unit (optional)
6. Connection of earth clamp
7. CAN connection (optional equipment)
8. Protective frame (optional equipment)
9. Wheel kit (optional equipment)
10. Trolley (optional equipment)
Power
GAS
2-6 bar
3
F
F
F
1
2
4
5
6
7
8
9
10
L1
L2
L3
N
yellow/green
brown
black
grey
3x208-440V (boost)
3x400V
14
Connection and start-up
Polarity reversal
Omega Yard
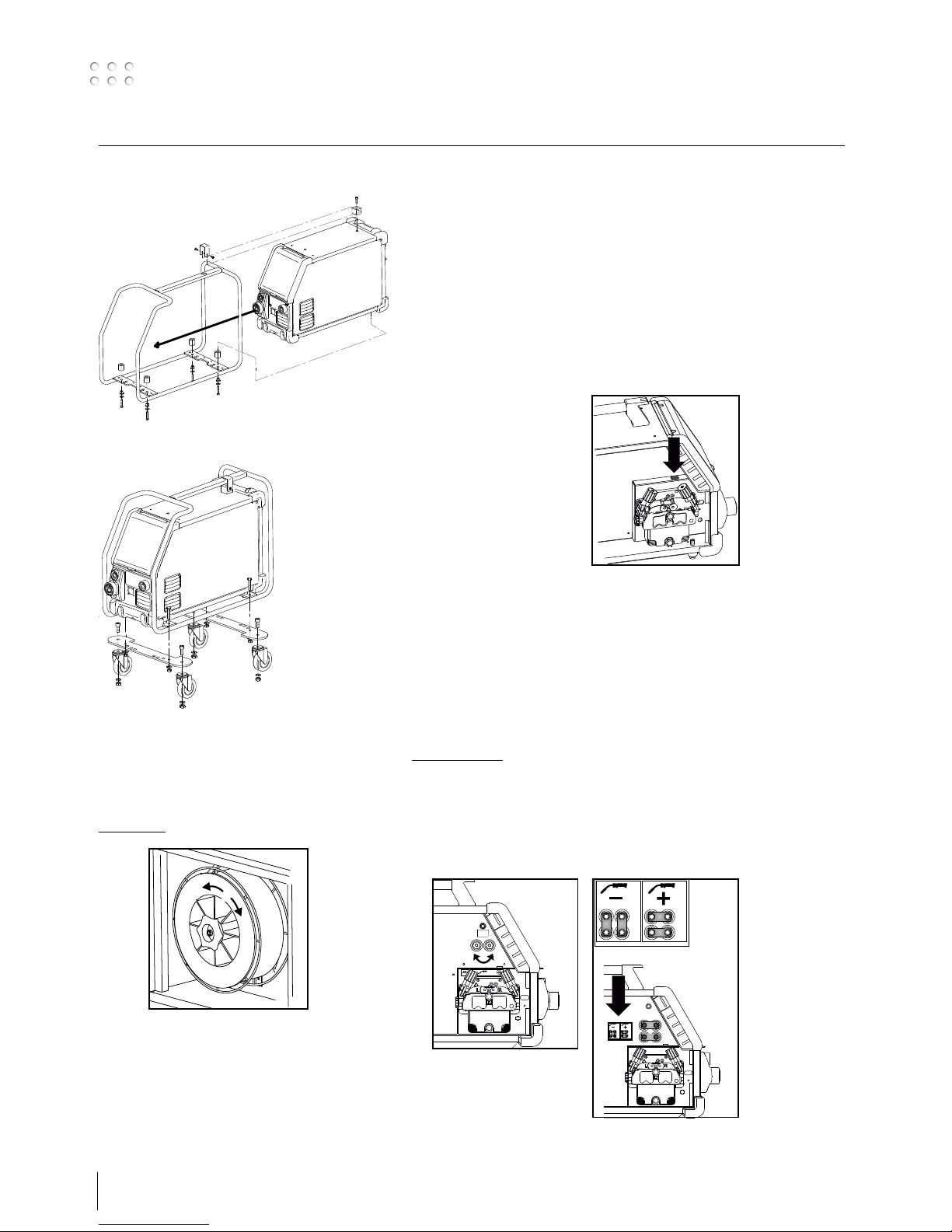
Mounting the protective frame
Mounting the wheel kit
Adjusting the wire brake
The wire brake must be adjusted so as to stop the
wire reel before the welding wire runs over the edge
of the reel. The brake force depends on the weight of
the wire reel and the wire feed speed.
Adjustment:
• Adjust the wire brake by fastening or loosening
the self-locking nut on the axle of the wire hub.
Connection of shielding gas
Connect the gas hose, which branches off from the back
panel of the welding machine (3), to a gas supply with
pressure regulator (2-6 bar). (Note: Some types of pressure
regulators require an output pressure of more than 2 bar to
function optimally).
A gas cylinder can be mounted on a trolley.
Torch adjustment (Dialog torch)
If a welding hose with Dialog torch is used, amperage/wire
feed speed is adjustable both at the welding machine and at
the Dialog torch. Torch adjustment is inactive without Dialog
torch.
Inching
This function is used for
inching/feeding the wire, e.g.
after change of wire.
Selecting welding polarity
Polarity reversal is recommended for certain types of welding
wire, in particular Innershield wire. For recommended
polarity, please refer to the welding wire packaging.
Polarity reversal:
1. Disconnect the machine from the mains supply
2. Dismount the bolts in the wire chamber with a wrench
3. Reverse the polarity (see illustrations below)
4. Mount the bolts in the wire chamber with a wrench
5. Connect the machine to the mains supply
61111432
61111432
Polarity reversal
Omega Yard Boost
15
Connection and start-up
Manual gas adjustment
Switch on, press, weld
Setting the welding program
• Switch on the welding machine on the main switch
(2).
• Select welding program or material/gas/wire
dimension (depending on
model).
• Adjust welding current and
secondary parameters.
For more information
about setting the
parameters, please refer to
the quick guide
• The machine is ready to
weld
Software reading
• Insert the SD card into the
machine’s card reader as
shown in the drawing.
• Turn on the machine.
• The display flashes briefly
with three lines when update starts.
• Wait until the set current is
displayed.
• Turn off the machine and remove the SD card.
• The machine is ready for use.
In case of exchange of the control unit, software must
be loaded onto the new control unit by means of an SD
card. Software can be downloaded at
www.migatronic.com
BASIC III
A
V
61111425
Manual gas adjustment
(optional equipment)
Max. setting = the valve is open
WARNING
When you activate the torch trigger,
there is voltage applied to the
welding wire and electrode.
16
Special functions
1. Open menu 2. Find menu selection 3. Select menu point
5 secs
Exit menu
Gas test
IGC status and calibration
(not all models)
Remote control
Options menu for machine settings
(not all models)
4. Set parameter 5. Save selected data 6. Exit menu
Parameters and menu selection
Press and hold the -key to open the user menu. Turn the
left control knob until the desired menu is displayed. Use
the right control knob to alter settings displayed in the right
display. Press the -key briefly to activate functions, such as
gas test.
Functions and parameters in the user menu:
Press the -key to exit the menu
GAS test
Press the -key to open and close the gas valve. If
an IGC kit is installed, it is possible to adjust the gas flow with
the right control knob.
IGC status and calibration
Visible only if IGC kit is installed.
Press the -key to start IGC calibration.
Use the right control knob to switch between manual and
synergic gas control if a synergic MIG program is selected:
0: Manual gas control
1: Synergic (IGC) gas control
Setting remote control
Use the right control knob to change the following
settings (Basic panel only 0-2):
0: Disabled
1: Dialog torch (item no. 80100402)
2: Analogue remote control (item no. 78815029)
4: MIG-A-Twist V2 (November 2010) (item no. 80100403)
5: MIG-A-Twist V1 (item no. 80100403)
6: ERGO2 1–7 sequences (item no. 80100774)
7: ERGO XMA 1–3 sequences (item no. 80100758)
Options menu for machine settings
(Applies only to the Pulse and Synergic panels)
Press the
-key to exit the OPt-menu and
return to the main menu.
Long Cable Compensation - status and
calibration
Press the -key to start cable calibration.
Use the right control knob to enable/disable Long
Cable Compensation:
0: Disabled
1: Enabled
17
Special functions
Reduction of the adjustable range for
voltage setting (synergic MIG/MAG).
Not visible on machines with Basic panel. The
adjustable range for voltage trim can be reduced by
0-50% of the synergic voltage. This feature is used if
the machine is locked in level 2 and disabled when
“---” is displayed.
Reduction of the adjustable range for
current setting (MMA and synergic MIG/MAG)
or wire feed speed (manual MIG)
Not visible on machines with Basic panel.
The adjustable range for current setting can be
reduced by 0-25% of the synergic current. This feature
is used if the machine is locked in level 2.
Configuration of external control
I II III
61111425
5 secs
2
1
1
6
option
61111425
OFF
option
1 . . .7
option
1 . . .7
option
1 . . .7
7
1
2
3
4
5
6
(> 01.11.2010)
(< 01.11.2010)
7
1
2
3
4
5
6
option
1 . . .3
61111425
Cable compensation (calibration of resistance in welding hose)
I
61111425
Std.
II
Factor
61111425
III
IV V
61111425
VI
61111425
The surface of the workpiece must be clean
to ensure good contact with the torch
18
Special functions
Calibration of gas flow (not all models)
I II
61111425
III
min
L
10
min
L
10
=
min
L
20
min
L
20
=
Flowmeter
No.: 81010000
IV
2
1
61111425
V
61111425
2
1
VI
61111425
5 secs
61111425
2
1
Lock function
I
61111425
61111425
II
61111425
III
61111425

19
Special functions
Display of software versions/licence number
I II
OFF
ON
1
2
1. Licence number 2. See licence no. (12 digits) 3. Return to SW versions
1...6
123456
00 00 C4 38 5F 28
1...6
4. Select SW 5. Exit menu
Control box
Welding program
Welding control
Example of licence no.:
20
Troubleshooting Guide
Error
code
Cause and solution
E20-00
E20-02
E21-00
E21-06
E21-08
There is no software present in the control
unit
Download Omega software to the SD card,
insert the SD card into the control unit and
turn on the machine. Replace the SD card,
if necessary.
E20-01
E21-01
The SD card is not formatted
Format the SD card in a PC as FAT and
download Omega software to the SD card.
Replace the SD card, if necessary.
E20-03
E21-02
The SD card has several files of the same
name
Delete files on the SD card and reload
software.
E20-04 The control unit has tried to load more
data than there is room for in the memory
Reinsert the SD card or replace the SD card.
If this does not solve the problem, contact
Migatronic Service.
E20-05
E20-06
Software on the SD card is locked for
another type of control unit
Use an SD card with software that matches
your type of control unit.
E20-07 The internal copy protection does not
allow access to the micro-processor
Reinsert the SD card into the machine or
contact Migatronic Service.
E20-08
E20-09
E21-05
The control unit is defective
Contact MIGATRONIC Service
E20-10
E21-07
The loaded file is defective
Reinsert the SD card or replace the SD card.
E21-03
E21-04
The welding program package does not
match this control unit
Use an SD card with software that matches
your type of control unit.
Err GAS Gas error
Check the gas supply.
Cancel the gas fault by briefly pressing any
key.
E02-04 CAN communication error
Check intermediary cable/plug
E11-20 Current sensor error
1. Check the current sensor
2. Contact MIGATRONIC service
Fault symbols
Temperature fault
The indicator is switched on, when the
power source is overheated.
Leave the machine on until the built-in fan has
cooled it down.

21
Technical data
1) This equipment complies with IEC 61000-3-12 provided that the short-circuit power Ssc of the grid at the interface point is greater than or equal to the stated data
in the abovementioned table. It is the responsibility of the installer or user of the equipment to ensure, by consultation with the distribution network operator if
necessary, that the equipment is connected only to a supply with a short-circuit power Ssc greater than or equal to the stated data in the abovementioned table.
2) S This machine meets the demand made for machines which are to operate in areas with increased hazard of electric chocks
3) Equipment marked IP23S is designed for indoor and outdoor applications
POWER SOURCE OMEGA3 YARD 300 OMEGA3 YARD 300 Boost
Mains voltage ±15% (50-60Hz), V 3x400
Mains voltage ±10% (50-60Hz), V 3x400. 3x440 3x208. 3x230
Minimum generator size, kVA 16 16 16
1
Minimum short-circuit power Ssc, MVA 3.6 2.5 2.5
Fuse, A 16 16 20
Mains current, effective, A 11.0 11.1 16.2
Mains current, max., A 15.4 15.6 31.7
Power, (100%), kVA 9.0 7.7 6.2
Power, max., kVA 10.7 10.8 11.4
Power, open circuit, W 15 25 30
Efficiency 0.86 0.85 0.80
Power faktor 0.94 0.95 0.95
Current range MIG, A
Current range MMA, A
15 - 300
15 - 250
15 - 300
15 - 250
15 - 300
15 - 250
MIG MMA MIG MMA MIG MMA
Duty cycle 100% at 20°C, A/V 300 / 29 250 / 30 290 / 28.5 250/30 200 / 24 185 / 27
Duty cycle max. at 20°C, A/%/V 300 / 100 / 29 300 / 75 / 29 250 / 100 / 30 300 / 20 / 29 250 / 30 / 30
Duty cycle 100% at 40°C, A/V 220 / 25 220 / 28.8 220 / 25 215 / 29 175 / 23 140 / 26
Duty cycle 60% at 40°C, A/V 240 / 26 240 / 26 220 / 29 200 / 24 170 / 27
Duty cycle max. at 40°C, A/%/V 300 / 25 / 29 250 / 40 / 30 300 / 25 / 29 250 / 30 / 30 300 / 20 / 29 250 / 22 / 30
Open circuit voltage, V 50-55 60
2
Sphere of application S/CE S/CE
3
Protection class IP23S IP23S
Standards EN/IEC60974-1. EN/IEC60974-5. EN/IEC60974-10 EN/IEC60974-1. EN/IEC60974-5. EN/IEC60974-10
Dimensions (HxWxL), mm 455x222x638 455x222x638
Weight, kg 17 20
Wire feed speed, m/min 0.5 - 18 0.5 - 18
Gas pressure, MPa (bar) 0.6 (6.0) 0.6 (6.0)
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: OMEGA
3
300 YARD
conforms to directives: 2014/35/EU
2014/30/EU
2011/65/EU
European standards: EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
22
23
Anschluss und Inbetriebnahme
Warnung
Lesen Sie die Betriebsanleitung
und die Warnhinweise sorgfältig
vor der Inbetriebnahme und
speichern Sie die Information für
den späteren Gebrauch.
Zulässige Installation
Netzanschluss
Die Maschine an die dafür vorgesehene Netzspannung anschließen (siehe Typenschild (U1) auf
der Rückseite der Maschine).
0
l
1
2
Wichtig!
Achten Sie auf festen Sitz der
Anschlüsse von Massekabel
und Schweißschlauch.
Die Stecker und Kabel können
sonst beschädigt werden.
Hebeanweisung
Die OMEGA3 YARD
lässt sich mittels eines
Krans am Handgriff
heben.
1. Netzanschluss
2. Ein/Aus-Schalter
3. Schutzgasanschluss
4. Anschluss Schweißschlauch (Standard) und
Elektrodenhalter mit Adapter für MMA (optionale Ausstattung)
5. Fernbedienungsanschluss (optionale Ausstattung)
6. Anschluss für Masseklemme
7. CAN-Anschluss (optionale Ausstattung)
8. Schutzbügel (optionale Ausstattung)
9. Radsatz (optionale Ausstattung)
10. Wagen (optionale Ausstattung)
Power
GAS
2-6 bar
3
F
F
F
1
2
4
5
6
7
8
9
10
L1
L2
L3
N
gelb/grün
braun
schwarz
grau
3x208-440V (boost)
3x400V
24
Anschluss und Inbetriebnahme
Polaritätswechsel
Omega Yard
Montage des Schutzbügels
Montage des Radsatzes
Justierung der Drahtbremse
Die Bremse so fest einstellen, dass die Drahtrolle
stoppt, ehe der Schweißdraht über den Rand läuft.
Die Bremskraft hängt von dem Gewicht der
Drahtrolle und der Drahtfördergeschwindigkeit ab.
Justierung:
• Die Drahtbremse durch Festspannen oder Lösen
der Gegenmutter auf der Achse der Drahtnabe
justieren.
Schutzgasanschluss
Den Gasschlauch an der Rückseite der Maschine (3) an eine
Gasversorgung mit Druckregler (2-6 bar) anschließen. (NB! Einige
Druckreglertypen fordern einen hoheren Ausgangsdruck als 2bar
um optimal zu funktionieren).
Eine Gasflasche lässt sich auf dem Wagen (optionale Ausstattung)
montieren.
Brennerregelung (Dialog-Brenner)
Beim Einsatz eines Schweißschlauchs mit Dialog-Brenner lässt
sich die Stromstärke/Drahtfördergeschwindigkeit sowohl von
der Maschine als auch vom Dialog-Brenner aus einstellen. Die
Brennerregelung ist ohne Dialog-Brenner inaktiv.
Stromloser Drahteinlauf
Funktion zum stromlosen Einfädeln
des Drahtes ins Schlauchpaket, z.B.
nach Wechsel des Drahts.
Wahl der Schweißpolarität
Für einige Schweißdrahttypen (z.B. Innershield-Schweißdraht)
ist Polaritätswechsel zu empfehlen. Die empfohlene Polarität
entnehmen Sie der Schweißdrahtverpackung.
Polaritätswechsel:
1. Die Hauptstromversorgung ausschalten
2. Die Bolzen im Drahtförderraum mit einem Schlüssel
abmontieren
3. Die Polarität wechseln (siehe Skizzen unten)
4. Die Bolzen im Drahtförderraum mit einem Schlüssel montieren
5. Die Hauptstromversorgung einschalten
61111432
61111432
Polaritätswechsel
Omega Yard Boost
25
Anschluss und Inbetriebnahme
WARNUNG
Bei Betätigung des Brennertasters liegt
Spannung an dem Schweißdraht und
der Elektrode an.
Manuelle Gasregelung
Einschalten – drücken - schweißen
Einstellung des Schweißprogramms
• Die Schweißmaschine an dem Hauptschalter (2) einschalten.
• Schweißprogramm oder Material/Gas/Drahtdicke
wählen (modellabhängig).
• Schweißstrom und
Sekundärparameter
einstellen.
Weitere Informationen zur
Einstellung der Parameter
entnehmen Sie der Kurzanleitung.
• Die Maschine ist einsatzbereit
Softwareeingabe
• Die SD-Karte in den
Kartenleser der Maschine
einschieben, wie aus der
Zeichnung ersichtlich.
• Die Maschine einschalten.
• Das Display blinkt kurz mit
3 Strichen, wenn Software
eingelesen wird.
• Wenn das Display den eingestellten Strom anzeigt, die Maschine ausschalten
und die SD-Karte entfernen.
• Die Maschine ist einsatzbereit.
Wenn die Kontrolleinheit/E-Box ausgewechselt wird,
muss Software mittels der SD-Karte in die neue E-Box
eingelesen werden. Software kann auf
www.migatronic.com heruntergeladen werden.
BASIC III
A
V
61111425
Manuelle Gasregelung
(optionale Ausstattung)
Max. Reglereinstellung = das Ventil ist offen

26
Sonderfunktionen
1. Menü öffnen 2. Menüwahl finden 3. Menüpunkt wählen
5 secs
Exit menü
Gastest
Fernregelung
Wahlmöglichkeiten Maschinen-
einstellungen (nicht alle Modelle)
für
IGC-Status und -Kalibrierung
(nicht alle Modelle)
4. Parameter einstellen 5. Gewählte Daten speichern 6. Menü verlassen
Parameter und Menüwahl
Langer Tastendruck auf die -Taste öffnet das Benutzermenü. Den linken Drehregler drehen bis das gewünschte
Menü angezeigt wird. Mit dem rechten Drehregler lassen
sich Einstellungen ändern, die im rechten Display angezeigt
werden. Kurze Betätigung der -Taste aktiviert Funktionen
wie z.B. Gastest.
Parameter- und Funktionswahlen im Benutzermenü:
Zum Verlassen des Menüs die -Taste drücken.
GAStest
Betätigung der -Taste öffnet bzw. sperrt den
Gasmagnetventil. Wenn ein IGC-Kit installiert ist, lässt sich der
Gasdurchfluss mittels des rechten Drehreglers einstellen.
IGC-Status und -Kalibrierung
Nur sichtbar wenn IGC-Kit installiert ist.
Betätigung der -Taste startet die IGC-Kalibrierung. Wurde
ein synergisches MIG-Programm gewählt, kann mittels des
rechten Drehreglers zwischen manueller und synergischer Gassteuerung gewechselt werden:
0: Manuelle Gassteuerung
1: Synergische (IGC) Gassteuerung
Einstellung der Fernregelung
Folgende Einstellungen mittels des rechten Dreh-
reglers ändern (Basic-Panel nur 0-2):
0: Ausgeschaltet
1: Dialog-Brenner (Artikel-Nr. 80100402)
2: Analoge Fernregelung (Artikel-Nr. 78815029)
4: MIG-A-Twist V2 (November 2010) (Artikel-Nr. 80100403)
5: MIG-A-Twist V1 (Artikel-Nr. 80100403)
6: ERGO2 1–7 Sequenzen (Artikel-Nr. 80100774)
7: ERGO XMA 1–3 Sequenzen (Artikel-Nr. 80100758)
Wahlmöglichkeiten für Maschineneinstellungen.
(Gelten nur die Pulse- und Synergic-Panele).
Betätigung der
-Taste verlässt das OPt-
Menü und setzt auf Hauptmenü zurück.
Kompensierung für lange Kabel - Status und
Kalibrierung
Betätigung der -Taste startet die Kabelkalibrierung.
Kompensierung für lange Kabel mittels des rechten
Drehreglers ein-/ausschalten:
0: Ausgeschaltet
1: Eingeschaltet
27
Sonderfunktionen
Reduktion des Spannungseinstellbereichs
(MIG/MAG synergisch)
Nicht sichtbar auf Maschinen mit Basic-Panel.
Der Spannungseinstellbereich ist um 0-50% der
synergischen Spannung reduzierbar. Die Funktion ist
anwendbar, wenn die Maschine in Niveau 2 gesperrt
ist, und inaktiv, wenn “---” angezeigt wird.
Reduktion des Einstellbereichs für Strom
(MMA und MIG/MAG synergisch) bzw.
Drahtfördergeschwindigkeit (MIG manuell)
Nicht sichtbar auf Maschinen mit Basic-Panel. Der
Stromeinstellbereich ist um 0-25% des synergischen
Stroms reduzierbar. Die Funktion ist anwendbar, wenn
die Maschine in Niveau 2 gesperrt ist.
Konfiguration des Fernreglers
I II III
61111425
5 secs
2
1
1
6
option
61111425
OFF
option
1 . . .7
option
1 . . .7
option
1 . . .7
7
1
2
3
4
5
6
(> 01.11.2010)
(< 01.11.2010)
7
1
2
3
4
5
6
option
1 . . .3
61111425
Kabelkompensation (Kalibrierung des Widerstandes im Schweißbrenner)
I
61111425
Std.
II
Factor
61111425
III
IV V
61111425
VI
61111425
Die Oberfläche des Werkstücks muss rein
sein zur Sicherstellung des guten Kontakts
mit dem Brenner.
28
Sonderfunktionen
Kalibrierung des Gasdurchflusses (nicht alle Modelle)
I II
61111425
III
min
L
10
min
L
10
=
min
L
20
min
L
20
=
Flowmeter
No.: 81010000
IV
2
1
61111425
V
61111425
2
1
VI
61111425
5 secs
61111425
2
1
Schlossfunktion
I
61111425
61111425
II
61111425
III
61111425

29
Weisung der Softwareversion/Lizenznummer
I II
OFF
ON
1
2
1. Lizenznummer 2. Anzeige der Lizenz-Nr. (12 Ziffer) 3. Zurück an SW-Versionen
1...6
123456
00 00 C4 38 5F 28
1...6
4. Wahl der SW 5. Menü verlassen
Bedienbox
Schweiß-
programmpaket
Schweiß-
steuerung
Beispiel der Lizenz-Nr.:
Sonderfunktionen
30
Fehlersuche und Ausbesserung
Fehlerkodes Ursache und Ausbesserung
E20-00
E20-02
E21-00
E21-06
E21-08
Es gibt keine Software in der E-Box
Omega-Software auf die SD-Karte herunterladen,
die SD-Karte in die Kontrolleinheit einsetzen und
die Maschine einschalten. Die SD-Karte eventuell
austauschen.
E20-01
E21-01
Die SD-Karte ist nicht formatiert
Die SD-Karte in einem PC als FAT formatieren
und die Omega-Software auf die SD-Karte herunterladen. Die SD-Karte eventuell austauschen.
E20-03
E21-02
Die SD-Karte hat mehrere Dateien mit demselben Namen
Die SD-Karte formatieren und die Software
wieder herunterladen.
E20-04 Die Kontrolleinheit hat versucht mehr Daten
einzulesen als gespeichert werden können
Die SD-Karte wieder einlesen oder austauschen.
Migatronic-Kundendienst kontaktieren, wenn
das Problem weiterhin besteht.
E20-05
E20-06
Die Software auf der SD-Karte ist für einen
anderen Typ von E-Box zugelassen
Eine SD-Karte anwenden, deren Software zu
Ihrer E-Box passt.
E20-07 Der interne Kopierschutz erlaubt keinen Zugriff
auf den Mikroprozessor
Die SD-Karte wieder einlesen oder MigatronicKundendienst kontaktieren.
E20-08
E20-09
E21-05
Die Kontrolleinheit ist fehlerhaft
Migatronic-Kundendienst kontaktieren.
E20-10
E21-07
Die eingelesene Datei ist fehlerhaft
Die SD-Karte wieder einlesen oder austauschen.
E21-03
E21-04
Das eingelesene Schweißprogrammpaket passt
nicht zur Kontrolleinheit
Eine SD-Karte anwenden, deren Software zu
Ihrer Kontrolleinheit passt.
Err GAS Gasfehler
Gaszufuhr prüfen.
Gasfehler abmelden durch kurzes Drücken einer
beliebigen Taste.
E02-04 CAN–Kommunikationsfehler
Zwischenschlauchpaket/Stecker prüfen.
E11-20 Stromsensorfehler
1. Stromsensor prüfen
2. Migatronic-Kundendienst kontaktieren
Fehlersymbole
Temperaturfehler
Die Überhitzungsanzeige leuchtet auf, wenn
der Schweißvorgang wegen Überhitzung
der Maschine unterbrochen wurde. Lassen Sie
die Maschine eingeschaltet, bis sie mittels des
eingebauten Lüfters abgekühlt ist.
 Loading...
Loading...