

Migatronic OMEGA2 CoWelder 300 User Manual

BRUGSVEJLEDNING
USER GUIDE
BETRIEBSANLEITUNG
GUIDE DE L’UTILISATEUR
BRUKSANVISNING
GUIDA PER L’UTILIZZATORE
GEBRUIKERSHANDLEIDING
KÄYTTÖOHJE
KEZELÉSI ÚTMUTATÓ
PODRĘCZNIK UŻYTKOWNIKA
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
GUÍA DE USUARIO
OMEGA2 CoWelder 300
50115050 Valid from 2017 week 20
2
Dansk ..................................................................3
English ................................................................9
Deutsch ............................................................. 15
Français ............................................................. 21
Svenska ............................................................. 27
Italiano .............................................................33
Nederlands .......................................................39
Suomi ................................................................ 45
Magyar ..............................................................51
Polski .................................................................57
Русский ...........................................................63
Español .............................................................69
3
Tilslutning og ibrugtagning
Advarsel
Læs advarsel og brugsanvisning
omhyggeligt igennem inden
installation og ibrugtagning og
gem til senere brug.
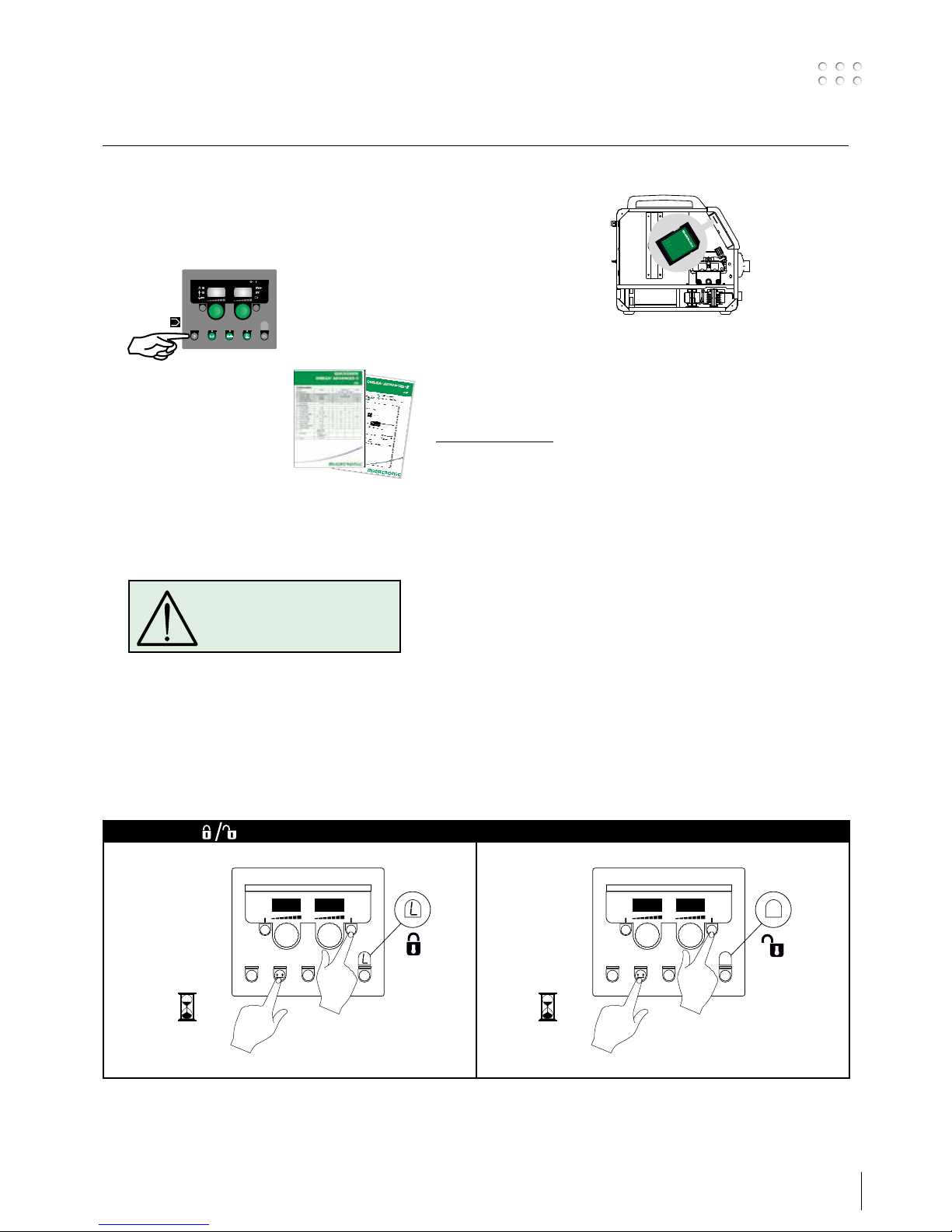
Udpakning af OMEGA2 C
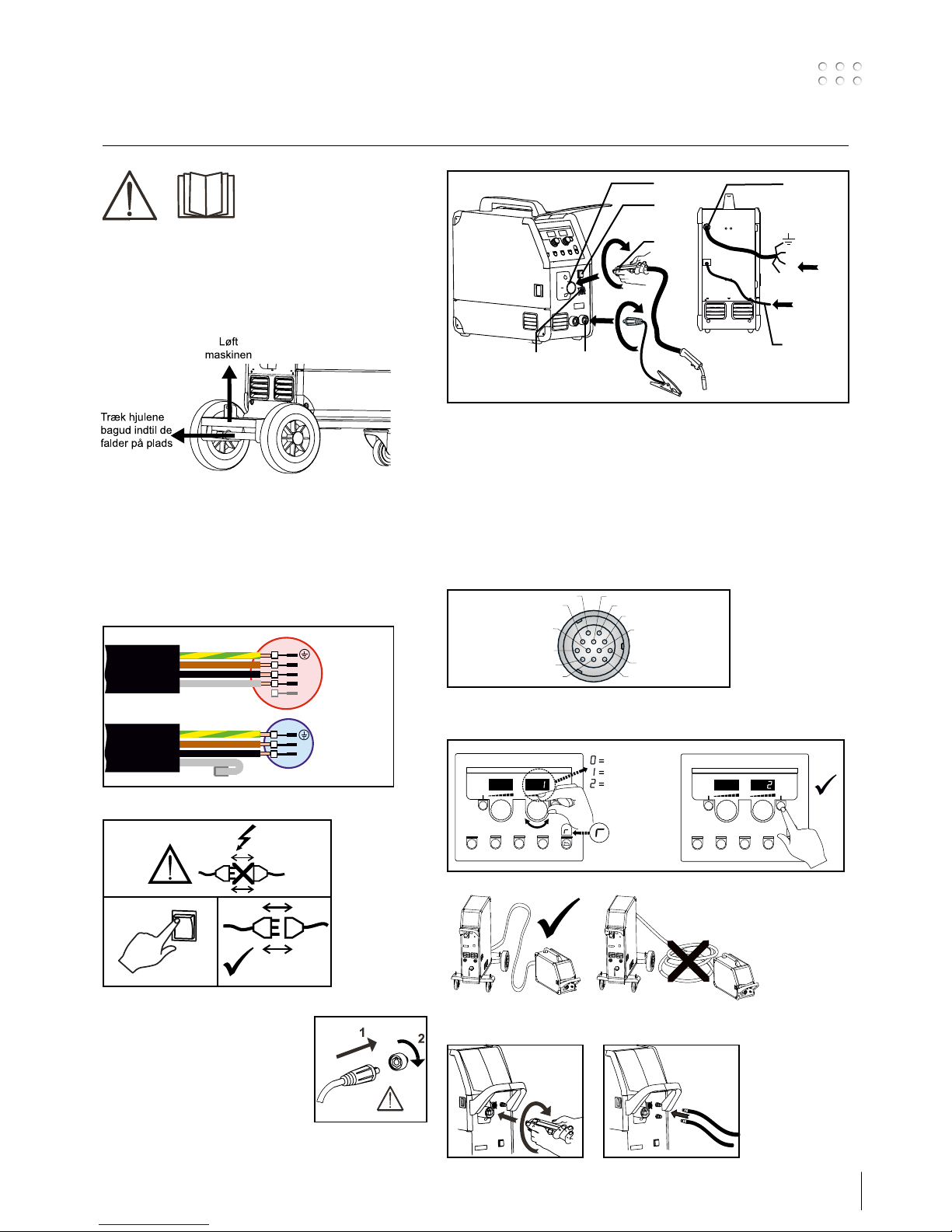
Efter udpakning og før ibrugtagning gøres følgende (se
skitse)
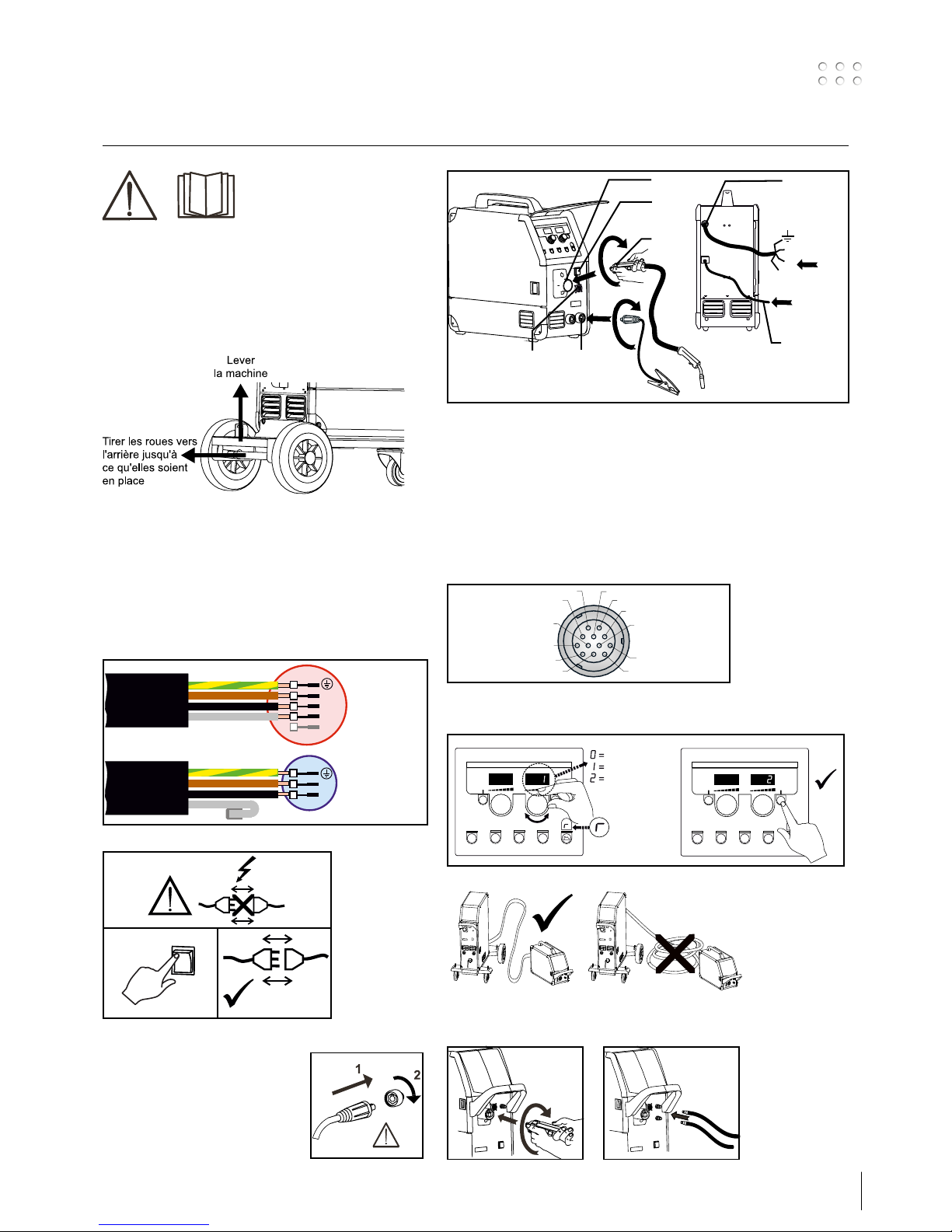
Installation
Nettilslutning
Tilslut maskinen til den netspænding den er konstrueret til.
Se typeskiltet (U1) bag på maskinen.
0
l
1
2
Vigtigt!
Når stelkabel og svejseslange tilsluttes
maskinen, er god elektrisk kontakt
nødvendig, for at undgå at stik og
kabler ødelægges.
1. Nettilslutning
2. Tænd – sluk knap
3. Tilslutning beskyttelsesgas
4. Tilslutning - svejseslange
5. Svejseslange
6. Tilslutning stelklemme
7. Interfacestik
Interfacestik
Styring af strøm/spænding
Tilslutning af svejseslange
L1
L2
L3
N
L
N
gul/grøn
brun
sort
grå
gul/grøn
brun
sort
Grå
3x400V
3x230-400V (boost)
1x230-400V (boost)
2
4
5
6
Power
GAS
max. 6 Bar
1
3
F
F
F
7
I
internal
II
torch control
remote control
1
2
3
4
5
678
10
11
12
9
TORCH+ 1
TORCH- 2
ARCSTATUS+ 3
ARCSTATUS- 4
ANALOG INPUT CURRENT 5
*
*
ANALOG GROUND CURRENT 6
*
ANALOG INPUT VOLTAGE 7
ANALOG GROUNDVOLTAGE 8
*
WIREINCHING+ 9
WIREINCHING- 10
GASTEST+ 11
GASTEST- 12
* see below
4
Tilslutning og ibrugtagning
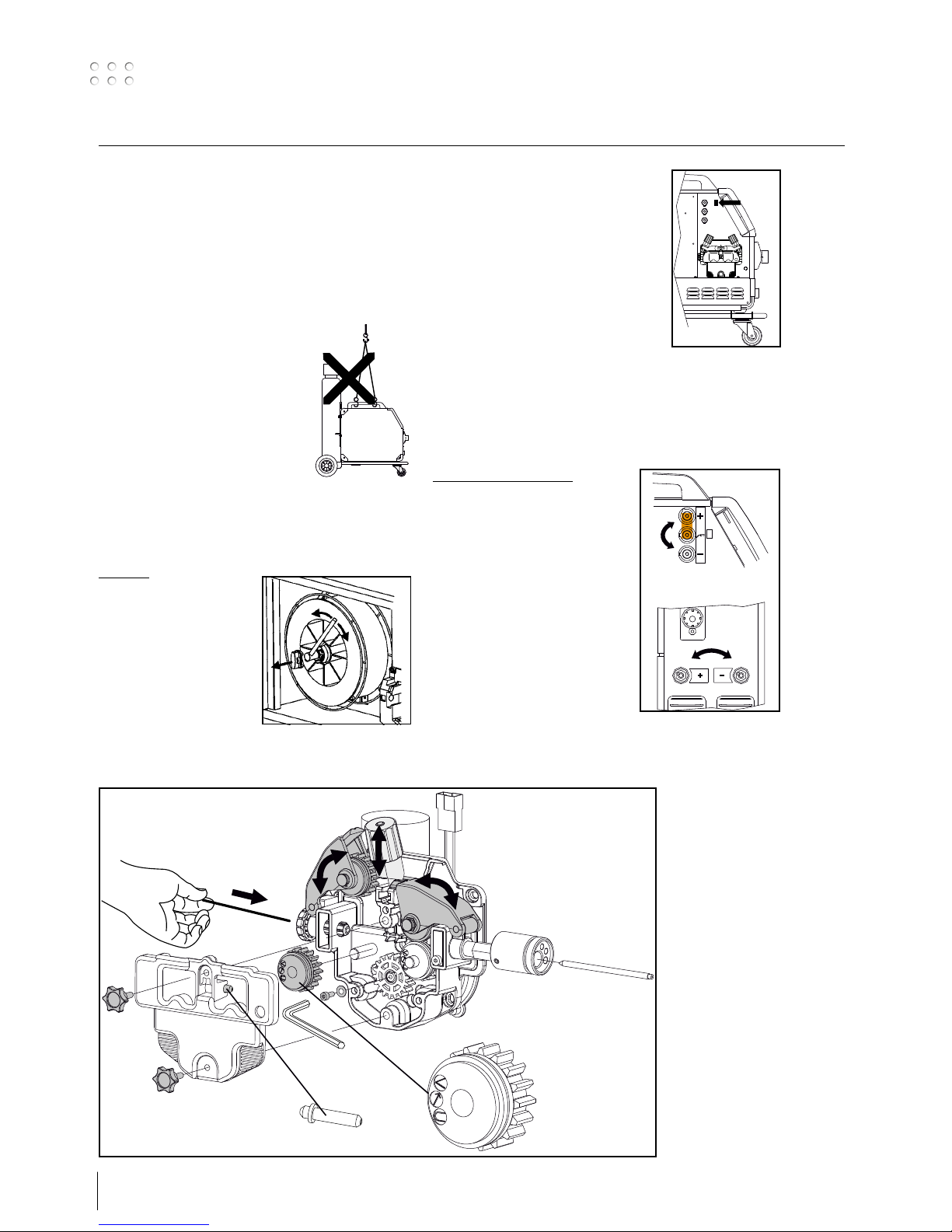
x4
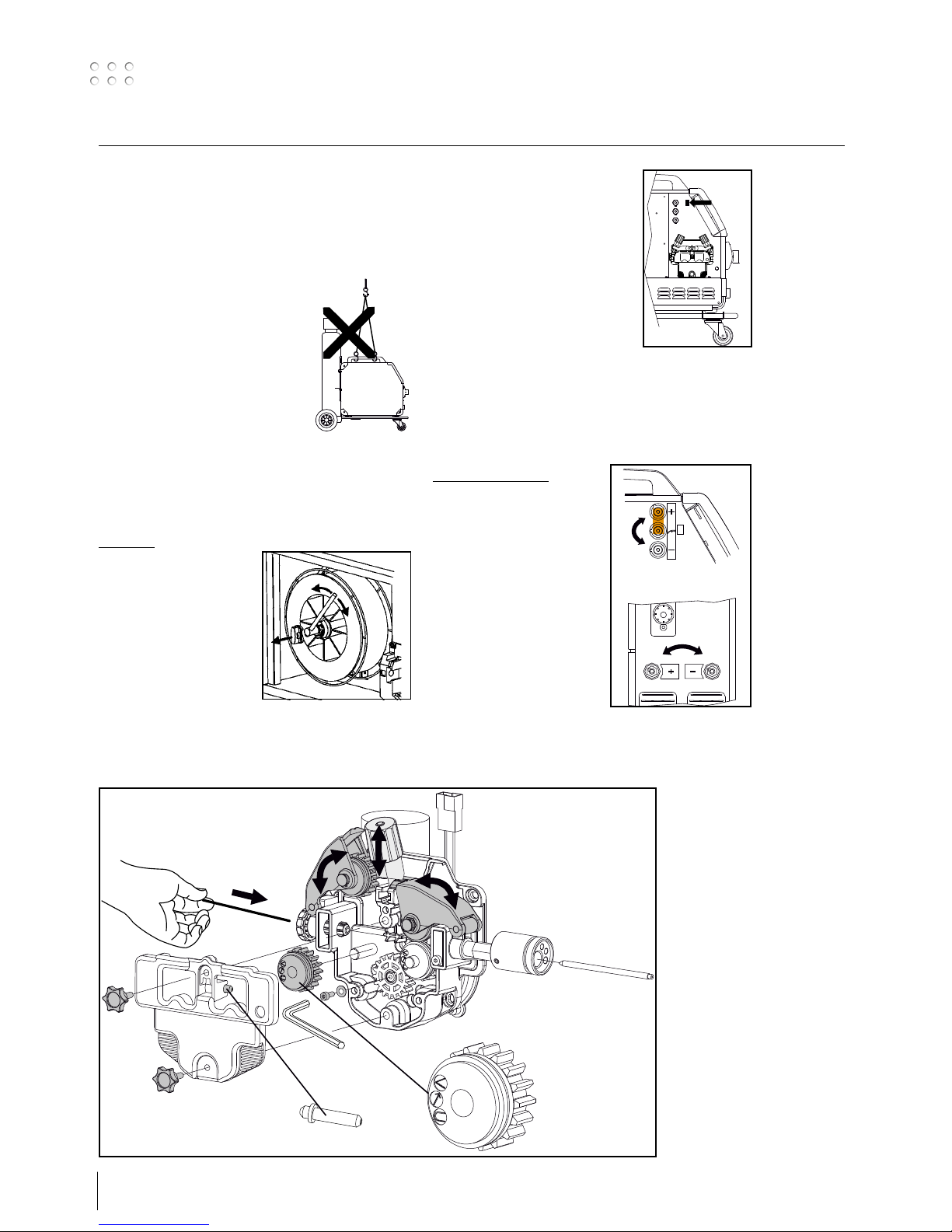
Montering af dele i trådfremføring
Fingerskruens tryk
indstilles, således at
trådtrisserne netop glider
på tråden, når denne
bremses ved kontaktdysen
Rangerfunktion
Funktionen bruges til at rangere/
fremføre tråd evt. efter trådskift.
Valg af svejsepolaritet
For visse svejsetrådstyper anbefales det, at man skifter
svejsepolaritet. Det gælder især for Innershield svejsetråd.
Kontroller den anbefalede polaritet på svejsetrådens
emballage.
Ændring af polaritet:
1. Afbryd maskinen fra
lysnettet.
2. Afmonter skruerne i
trådrummet med en nøgle
(fig. 1).
3. Flyt messingpladen fra plus
til minus (fig. 1).
4. Monter skruerne i
trådrummet med en nøgle
(fig. 1)
5. Flyt stelkabel fra minus til
plus (fig. 2).
6. Slut maskinen til lysnettet.
1
2
Tilslutning af beskyttelsesgas
Gasslangen, som udgår fra bagsiden af maskinen (3),
tilsluttes en gasforsyning med en reduktionsventil
(2-6bar). (Obs. Nogle typer reduktionsventiler kan kræve
højere udgangstryk end 2 bar for at fungere optimalt).
En gasflaske kan fikseres bag på eventuel vogn.
Løfteanvisning
OMEGA2 vogn med 4 hjul kan ikke
løftes med kran, men kun manuelt i
håndtaget.
Maskinen må ikke løftes med
monteret gasflaske!
Justering af trådbremse
Bremsen justeres så stramt at trådrullen standser inden
svejsetråden kører ud over kanten på rullen.
Bremsekraften er afhængig af vægten på trådrullen, og
trådhastigheden. Fabriksindstillet til 15kg.
Justering:
• Afmonter drejeknappen
ved at stikke en tynd
skruetrækker ind bagved
knappen og ryk derefter
knappen ud.
• Juster trådbremsen ved
at spænde eller løsne
låsemøtrikken på trådnavets aksel.
• Monter drejeknappen igen.
5
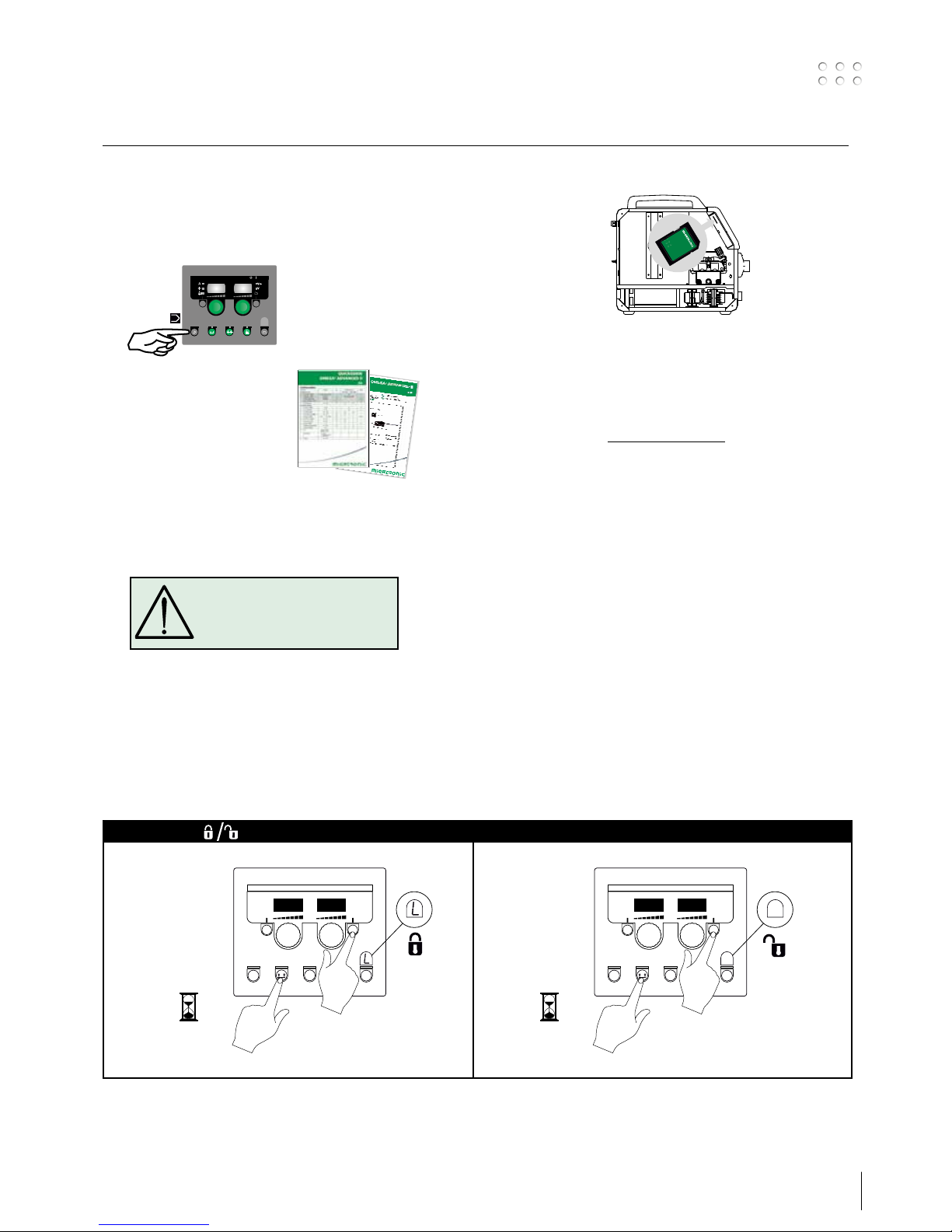
Tænd, tryk, svejs
Indstilling af svejseprogram
• Tænd svejsemaskinen på hovedafbryderen (2)
• Vælg svejseprogram eller materiale/gas/trådtykkelse.
Se i Quickguide hvordan det
vælges for din svejsemaskine.
Vælg den indstilling som
passer til den svejsetråd og
beskyttelsesgas, der skal svejses
med.
• Indstil svejsestrøm og sekundære parametre
Se Quickguide
• Maskinen er nu klar til at svejse
Software indlæsning
• Indsæt SD-kortet i maskinens kortlæser som vist på
tegningerne.
• Tænd maskinen.
• Displayet blinker kortvarigt med tre streger
• Vent indtil maskinens
display viser den
indstillede strøm.
• Sluk maskinen og tag SD-kortet ud.
• Maskinen er nu klar til brug.
Hvis kontrolboksen udskiftes er det nødvendigt at lægge
software ind i den nye boks igen, ved hjælp af et SD kort.
Softwaren kan downloades fra www.migatronic.com
Tilslutning og ibrugtagning
mm
ADVANCED II
SYNERGIC
ADVARSEL
Når der trykkes på svejseslangens
kontakt/tast er der spænding på
svejsetråden/elektroden.
Specielle funktioner
Låsefunktion
I II
5 SECS
5 SECS

6
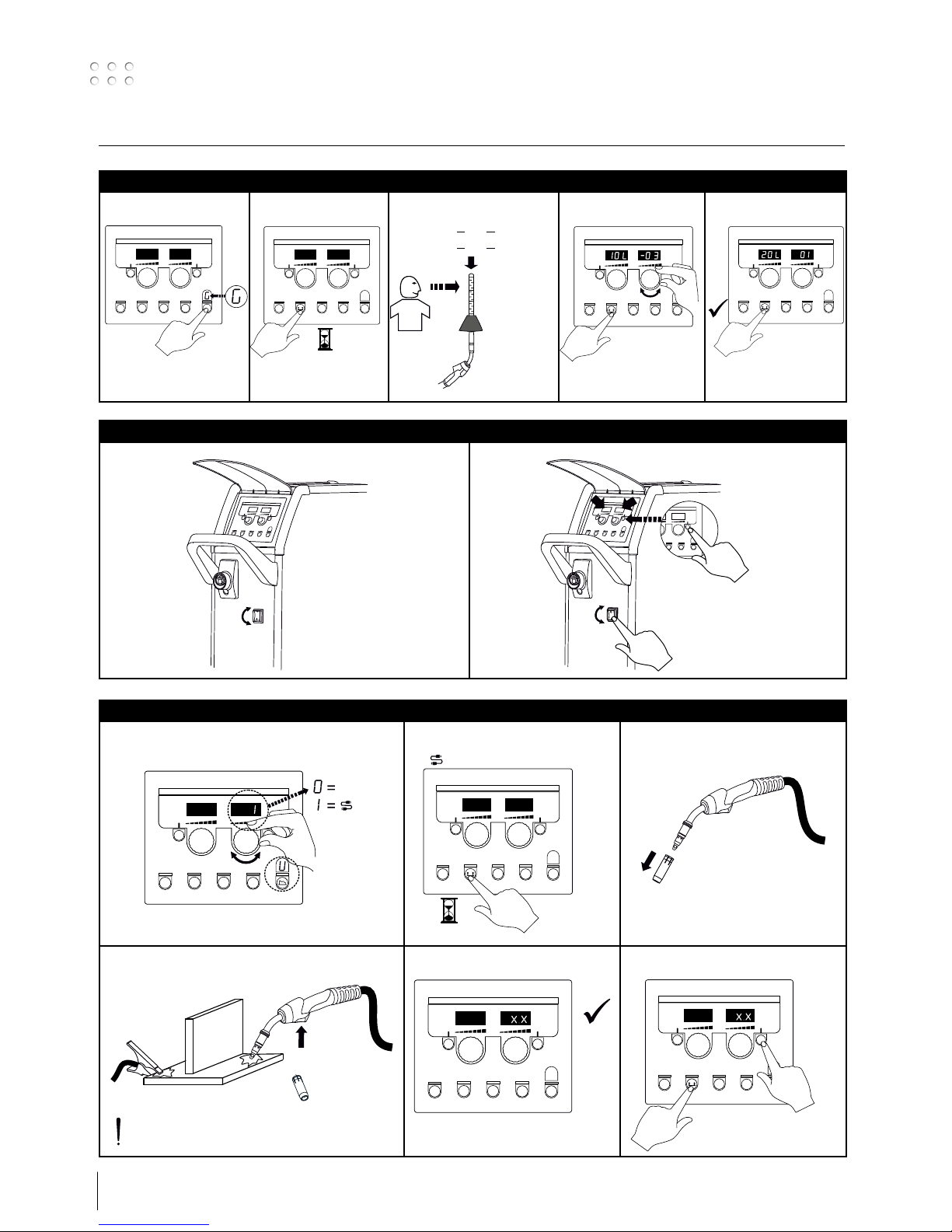
Specielle funktioner
Visning af softwareversioner
I II
OFF
ON
1
2
Kalibrering af gasflow
I
II III IV V
5 SECS
min
L
10
min
L
10
=
min
L
20
min
L
20
=
Flowmeter
No.: 81010000
2
1
Kabelkompensering (kalibrering af modstand i svejseslange)
I
Std.
II
Factor
5 SECS
III
IV V VI
2
1
Svejseemnets overflade skal være ren for at
sikre god kontakt med brænderen.
7
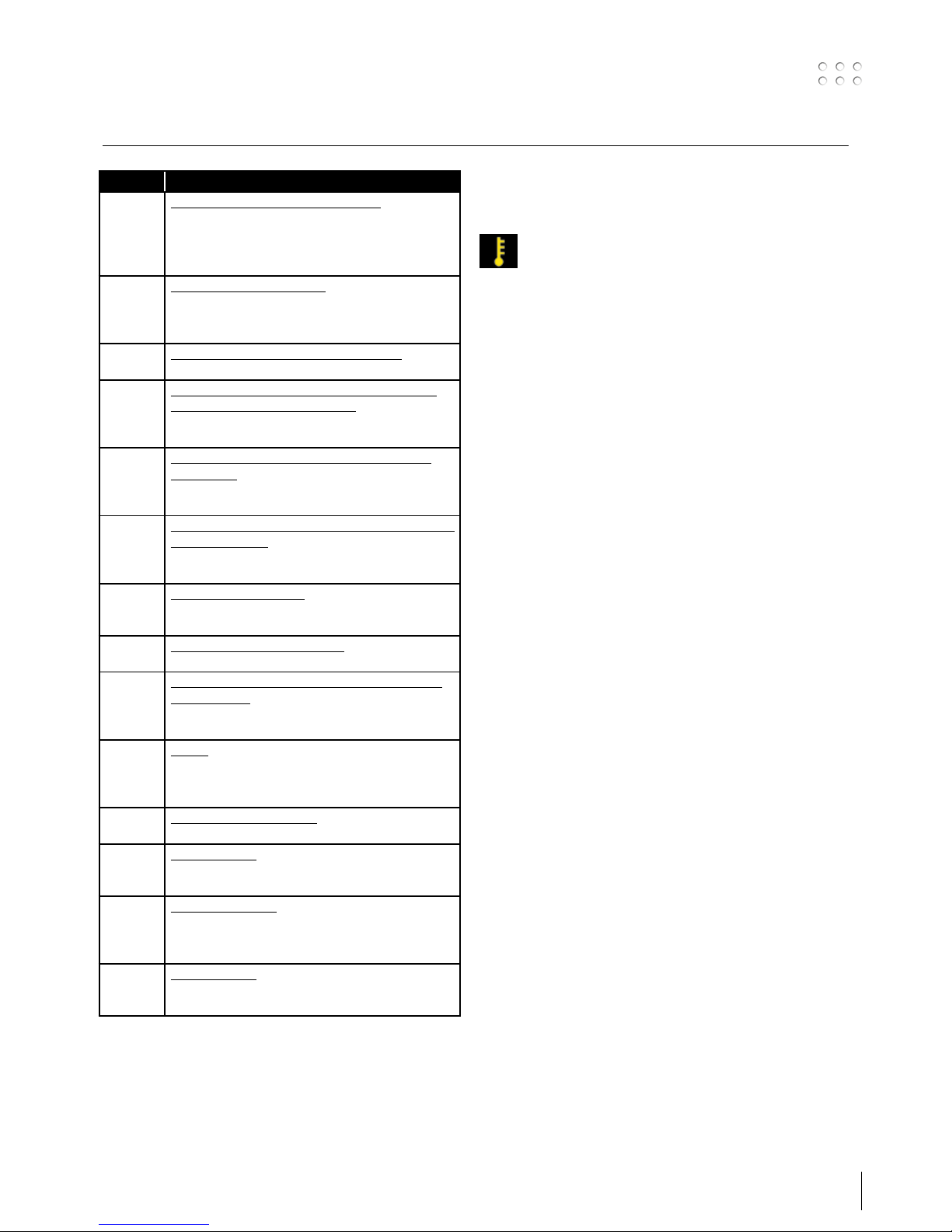
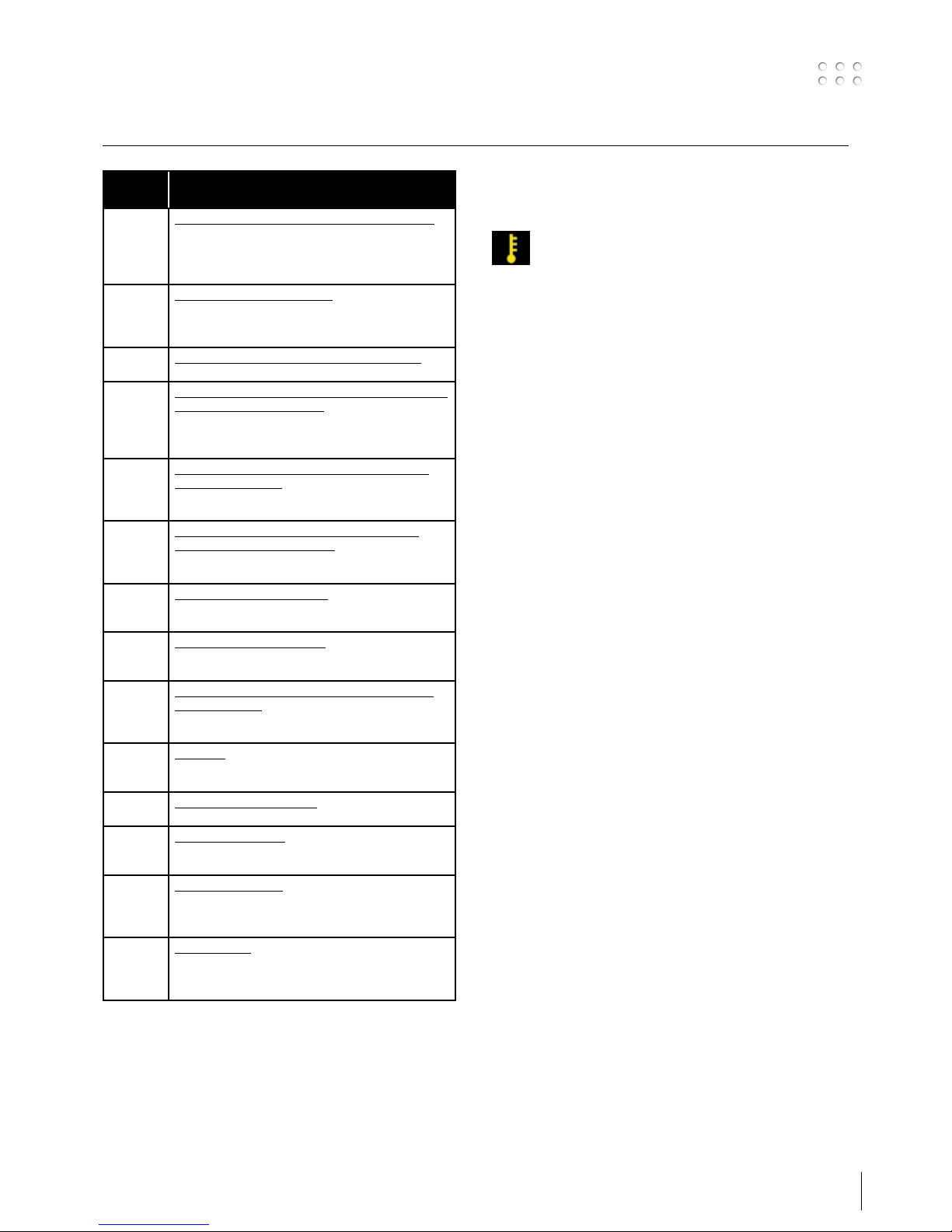
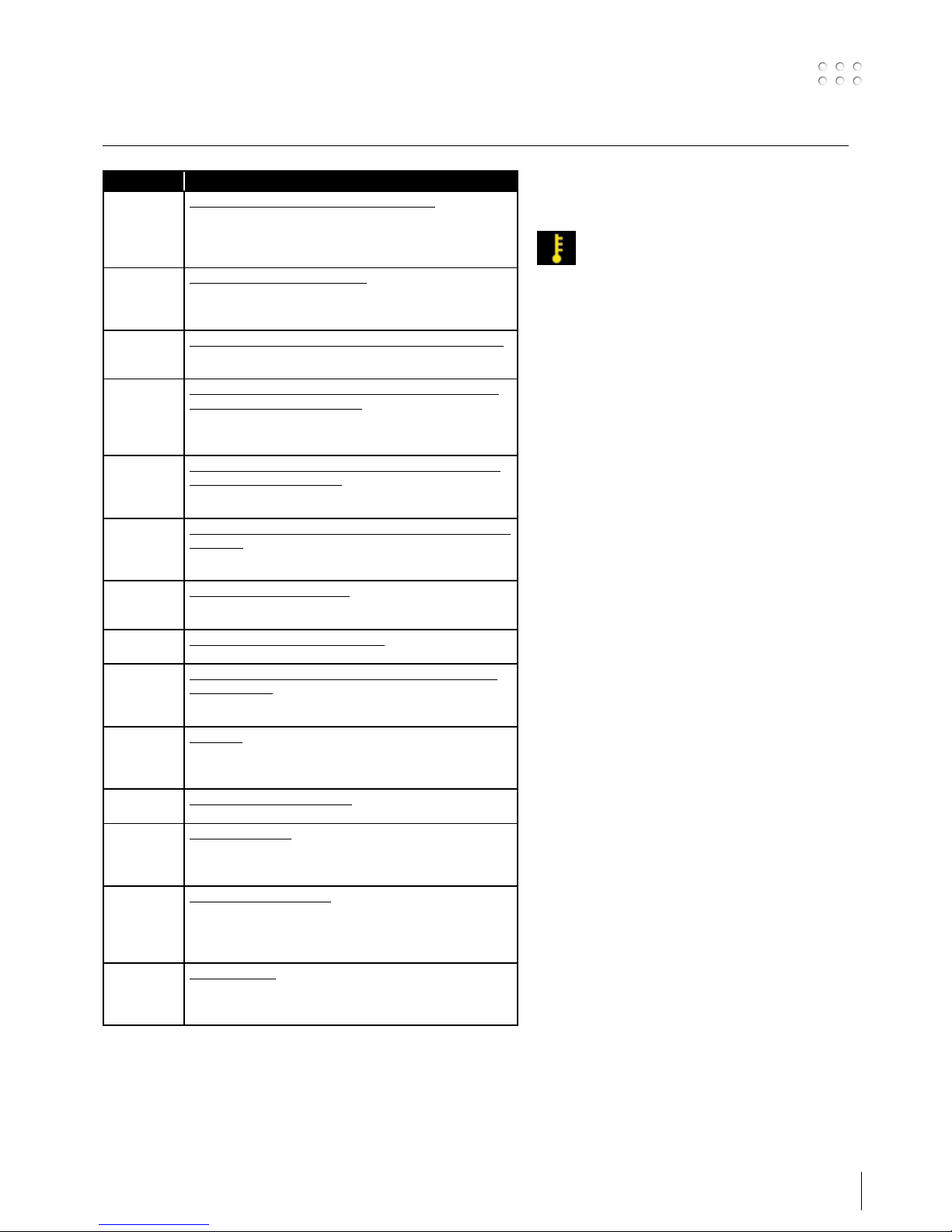
Fejlkode Årsag og udbedring
E20-00
E20-02
E21-00
E21-06
E21-08
Der er ingen software i kontrolboksen
Download Omega software til SD-kortet, sæt SD
kortet i boksen og tænd maskinen. Udskift evt.
SD-kortet.
E20-01
E21-01
SD kortet er ikke formateret
Formater SD-kortet i en PC som FAT og download
Omega software til SD-kortet. Udskift evt. SDkortet.
E20-03
E21-02
SD-kortet har flere filer med samme navn
Slet SD-kortet og download software igen.
E20-04 Kontrolboksen har forsøgt at indlæse flere data
end den kan have i hukommelsen
Indlæs SD-kortet igen eller udskift SD-kortet. Tilkald
MIGATRONIC Service, hvis problemet ikke løses.
E20-05
E20-06
Software på SD-kortet er låst til en anden type
kontrolboks
Anvend et SD-kort med software som passer til din
type kontrolboks.
E20-07 Den interne kopibeskyttelse tillader ikke adgang til
mikroprocessoren
Indlæs SD-kortet i maskinen igen eller tilkald
MIGATRONIC Service.
E20-08
E20-09
E21-05
Kontrolboksen er defekt
Tilkald MIGATRONIC Service.
E20-10
E21-07
Den indlæste fil er fejlbehæftet
Indlæs SD-kortet igen eller udskift SD-kortet.
E21-03
E21-04
Den indlæste svejseprogrampakke passer ikke til
kontrolboksen
Anvend et SD-kort med software som passer til din
kontrolboks.
Err GAS Gasfejl
Kontroller gastilførslen.
Gasfejl afmeldes med et kort tryk på en vilkårlig
tast.
E02-04 CAN – kommunikationsfejl
Check mellemkabel/stik
E11-20 Strømsensorfejl
1. Check strømsensor
2. Tilkald MIGATRONIC service
E11-28 Fase/spændingsfejl
1. Check alle 3 faser
2. Check for underspænding
3. Tilkald MIGATRONIC service
E11-42 Probespænding
1. Check om svejsetråden er brændt fast
2. Tilkald MIGATRONIC service
Fejlfinding og udbedring
Fejlsymboler
Temperaturfejl
Overophedningsindikatoren lyser, hvis
svejsningen er blev afbrudt på grund af
overophedning af maskinen.
Lad maskinen være tændt, indtil den er afkølet af
den indbyggede blæser.
8
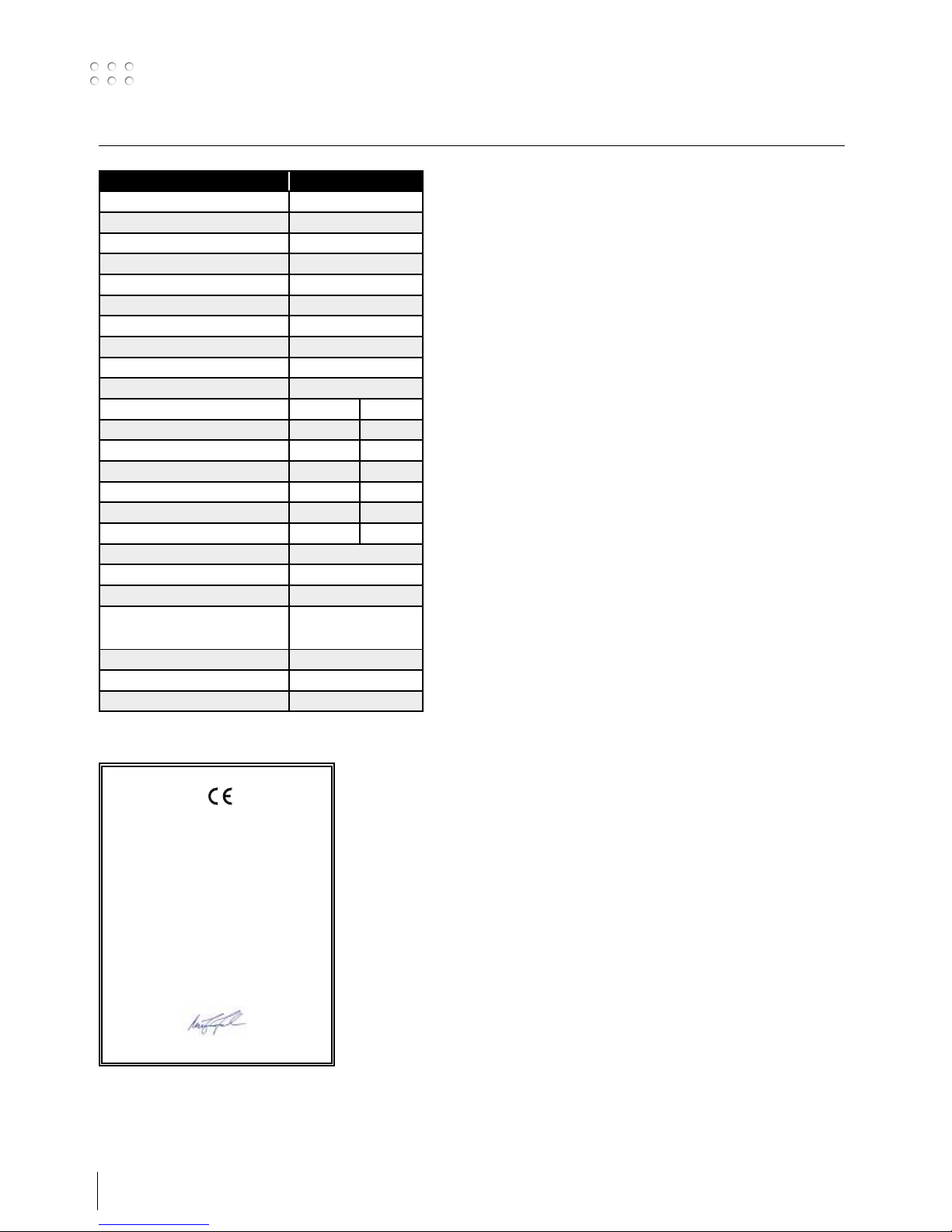
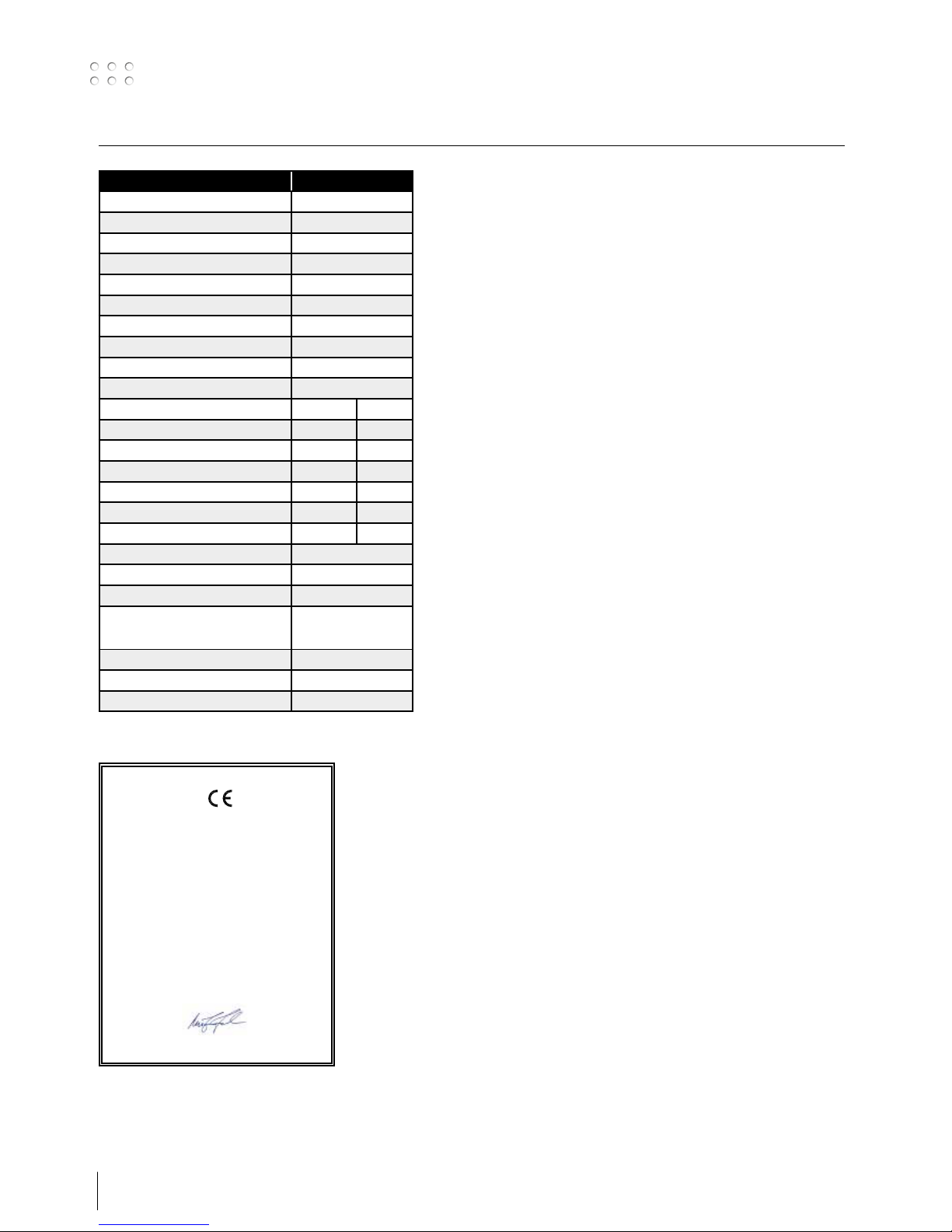
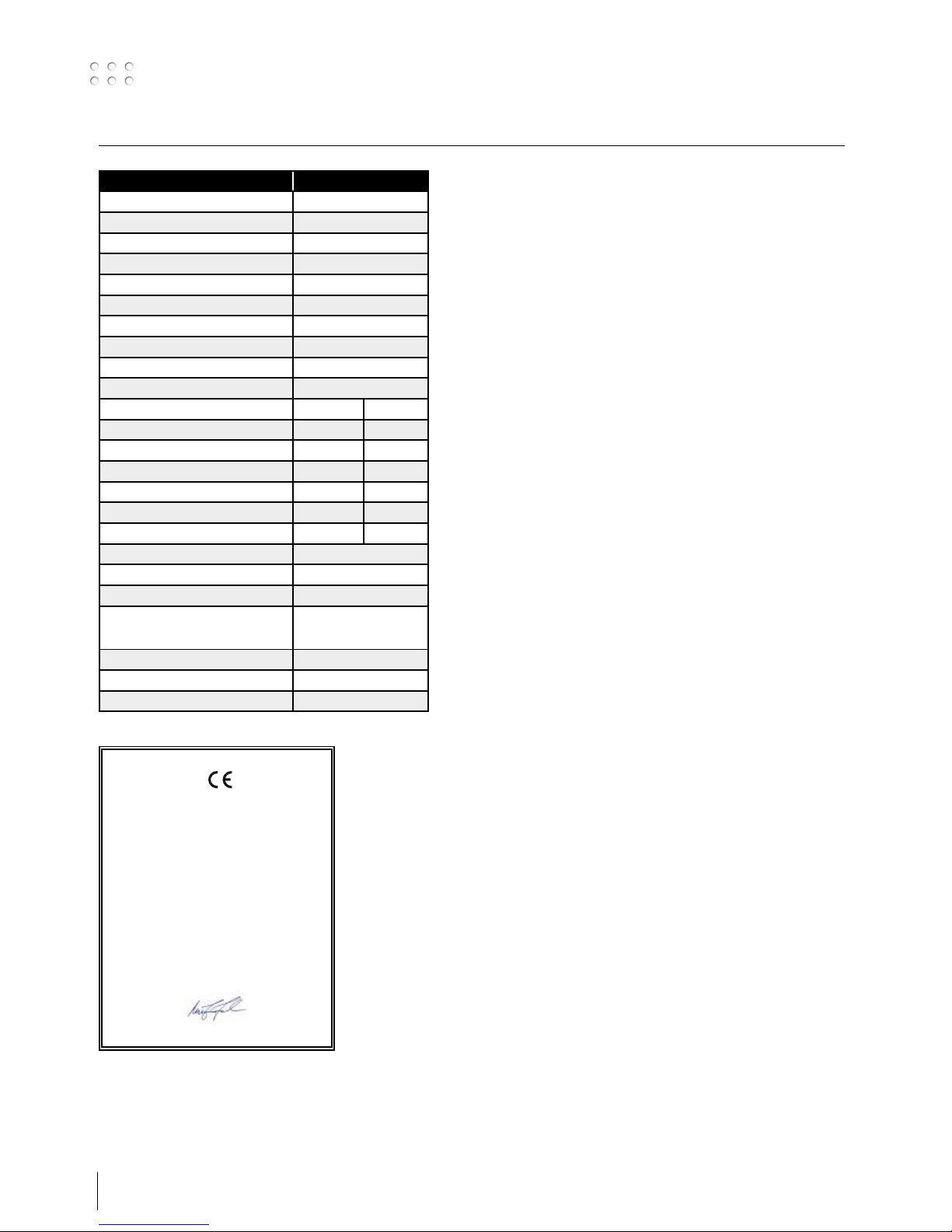
Tekniske data
1) S Maskiner opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok
2) Angiver at maskinen er beregnet for såvel indendørs som udendørs anvendelse
STRØMKILDE OMEGA2 CoWelder 300
Netspænding ±15% (50-60Hz), V 3x400
Minimum generatorstørrelse, kVA 17
Netsikring, A 10
Netstrøm, effektiv, A 9,0
Netstrøm, max., A 16,9
Effekt, (100%), kVA 6,3
Effekt, max, kVA 11,5
Effekt, tomgang, W 20
Virkningsgrad 0,88
Power faktor 0,93
MIG MMA
Intermittens 100% v/20°C, A/V 230/25,5 -
Intermittens 60% v/20°C, A/V 245/26,3 -
Intermittens 100% v/40°C, A/V 175/22,8 175/27
Intermittens 60% v/40°C, A/V 195/23,8 195/27,8
Intermittens max. v/40°C, A/%/V 300/24/29,0 300/20/32
Strømområde, A 15-300 0 - 300
Tomgangsspænding, V 52
1
Anvendelsesklasse S/CE
2
Beskyttelsesklasse IP23S
Normer EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
Dimensioner (HxBxL), mm 550x250x640
Vægt, kg 26
Trådfremføringshastighed, m/min 1,5-18
EU-OVERENSSTEMMELSESERKLÆRING
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Danmark
erklærer, at nedennævnte maskine
Type: OMEGA
2
CoWelder 300
er i overensstemmelse med bestemmelserne i
direktiverne 2014/35/EU
2014/30/EU
2011/65/EU
Europæiske EN/IEC60974-1
standarder: EN/IEC60974-5
EN/IEC60974-10 (Class A)
Udfærdiget i Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
9
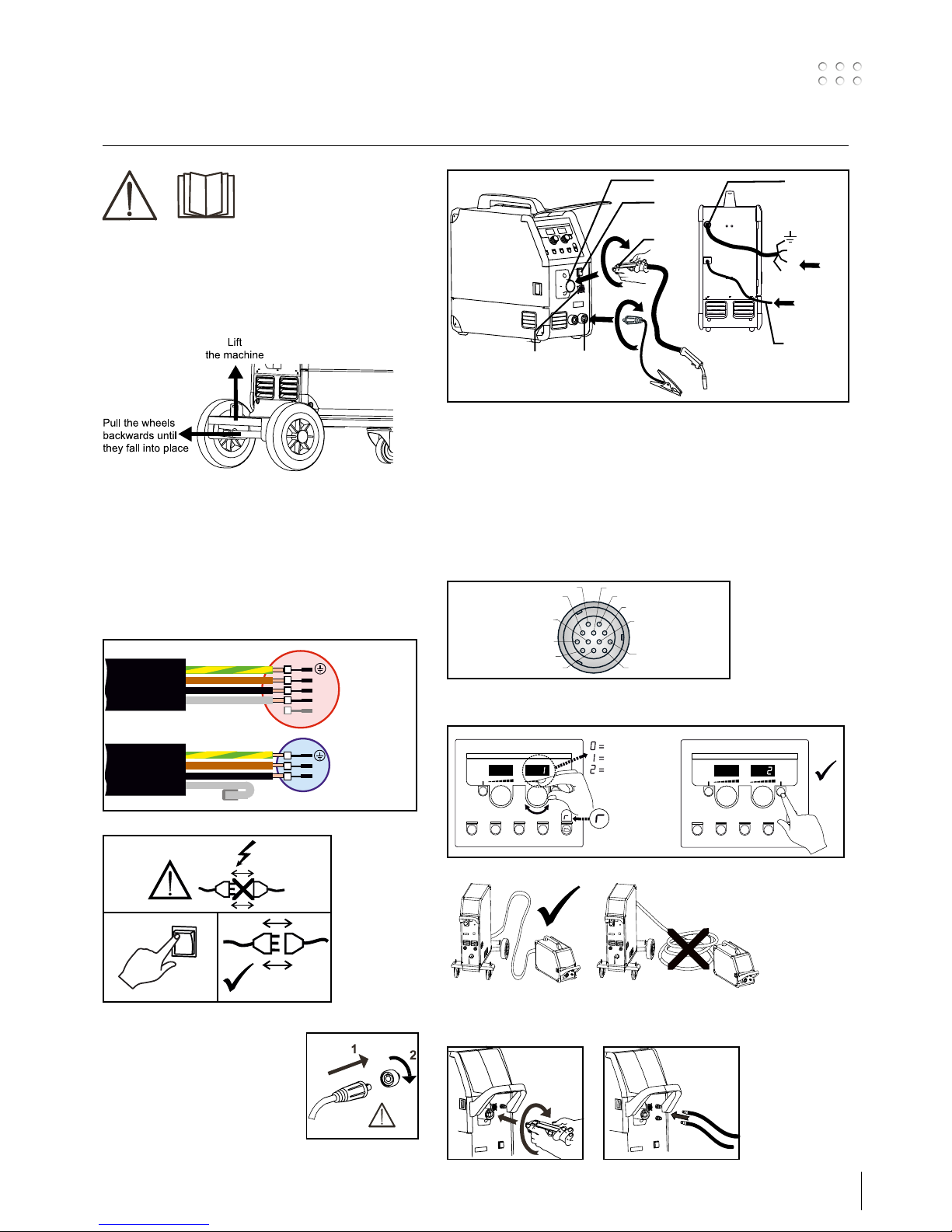
Connection and start-up
Warning
Read warning notice and
instruction manual carefully prior
to initial operation and save the
information for later use.
Unpacking the OMEGA2 C
After unpacking and prior to use, proceed as follows (see
drawing):
Permissible installation
Mains connection
Connect the machine to the correct mains supply. Please
read the type plate (U1) on the rear side of the machine.
L1
L2
L3
N
L
N
yellow/green
brown
black
grey
yellow/green
brown
black
grey
3x400V
3x230-400V (boost)
1x230-400V (boost)
0
l
1
2
Important!
In order to avoid destruction of
plugs and cables, good electric
contact is required when connecting
earth cables and welding hoses to
the machine.
1. Mains connection
2. Power switch
3. Connection of shielding gas
4. Connection of welding hose
5. Welding hose
6. Connection of earth clamp
7. Interface plug
Interface plug
Control of current/voltage
Connection of welding hose
2
4
5
6
Power
GAS
max. 6 Bar
1
3
F
F
F
7
1
2
3
4
5
678
10
11
12
9
TORCH+ 1
TORCH- 2
ARCSTATUS+ 3
ARCSTATUS- 4
ANALOG INPUT CURRENT 5
*
*
ANALOG GROUND CURRENT 6
*
ANALOG INPUT VOLTAGE 7
ANALOG GROUNDVOLTAGE 8
*
WIREINCHING+ 9
WIREINCHING- 10
GASTEST+ 11
GASTEST- 12
* see below
I
internal
II
torch control
remote control
10
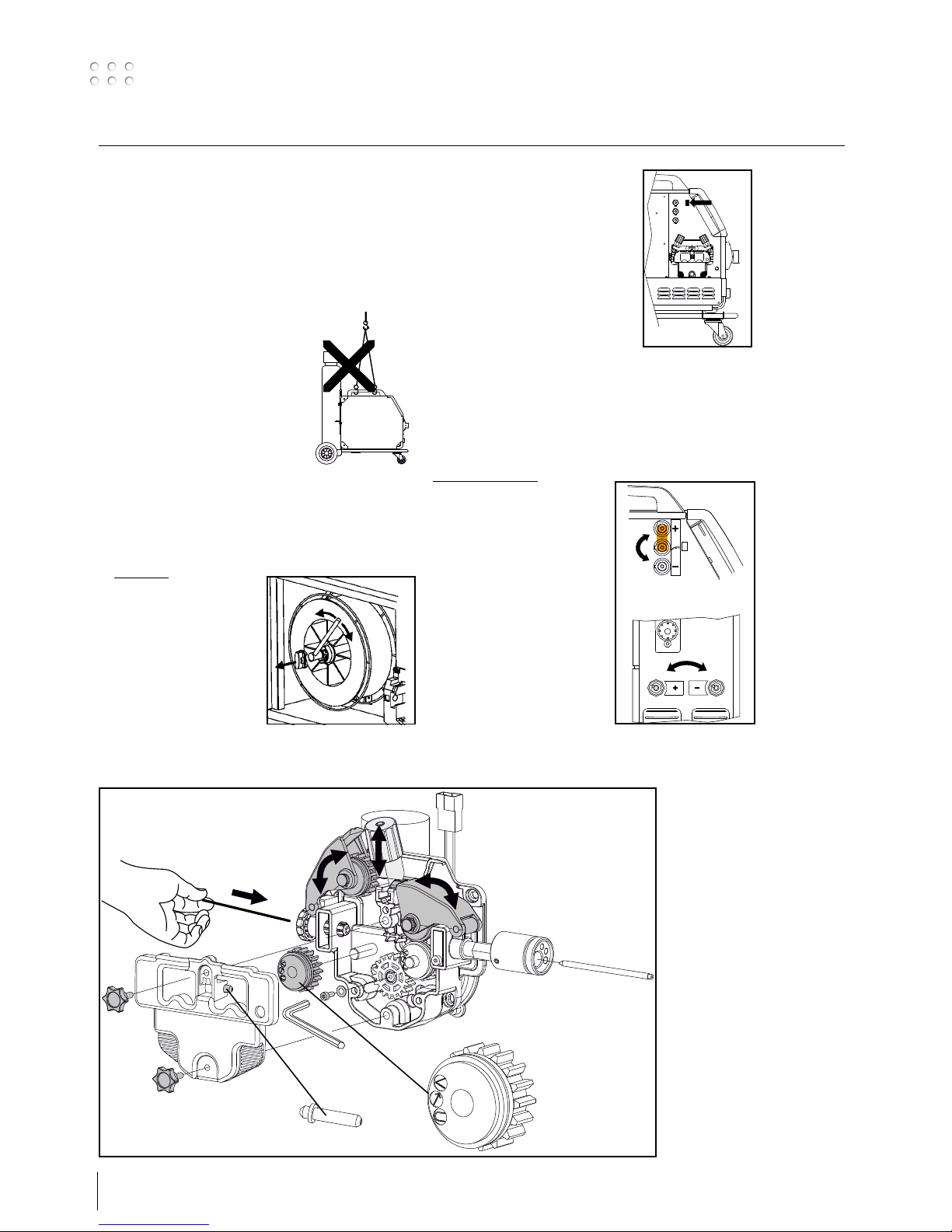
Connection and start-up
x4
Assembly of parts in wire feed unit
The pressure of the
thumbscrew is adjusted to
allow the wire feed roll
just to slide on the wire
when this is stopped at
the contact tip
Inching
The function is used for wire inching
e.g. after change of wire.
Selecting welding polarity
Polarity reversal is recommended for certain types of
welding wire, in particular Innershield welding wire. For
recommended polarity, please refer to the welding wire
packaging.
Change of polarity:
1. Disconnect the machine from
the mains supply.
2. Dismount screws in the wire
chamber with a wrench
(picture 1).
3. Exchange brass plate from
plus to minus (picture1).
4. Mount screws in the wire
chamber with a wrench
(picture 1).
5. Exchange earth cable from
minus to plus (picture2).
6. Connect the machine to the
mains supply.
1
2
Connection of shielding gas
Connect the gas hose, which branches off from the
back panel of the welding machine (3), to a gas supply
with pressure regulator (2-6 bar). (Note: Some types of
pressure regulators require an output pressure of more
than 2 bar to function optimally).
One gas cylinder can be mounted on the bottle carrier on
the back of a trolley if any.
Lifting instructions
The OMEGA2 trolley with four
wheels cannot be lifted with a crane
but only manually using the handle.
The machine must not be lifted with
a mounted gas cylinder!
Adjustment of wire brake
The wire brake must ensure that the wire reel brakes
sufficiently before the welding wire runs over the edge of
the reel. The brake force is dependent on the weight of
the wire reel and wire feed speed. Factory setting is 15kg.
Adjustment:
• Dismount the control
knob by placing a thin
screw driver behind the
knob and thereafter pull
it out.
• Adjust the wire brake by
fastening or loosening
the self-locking nut on
the axle of the wire hub.
• Remount the control knob.
11
Connection and start-up
Switch on, press, weld
Welding program setting
• Switch on the welding machine on the main switch (2)
• Select welding program or material/gas/wire
dimension.
Please read how this should
be selected on your welding
machine in the quick guide.
Select the setting that fits the
required wire and shielding
gas.
• Adjust the welding current and secondary
parameters. Please read your quickguide
• The machine is now ready to weld
Software reading
• Insert the SD card into the
machine’s card reader as
shown in the drawings.
• Turn on the machine.
• The display flashes shortly
with three lines
• Wait until the set current is
displayed.
• Turn off the machine and remove the SD card.
• The machine is now ready for use.
It is necessary to read software inside the new control
unit by means of a SD card, if the control unit has been
exchanged. The software can be downloaded from
www.migatronic.com
mm
ADVANCED II
SYNERGIC
Special functions
WARNING
When you activate the torch
trigger, there is voltage applied to
the welding wire/electrode.
Lock function
I II
5 SECS
5 SECS
12
Special functions
Display of software versions
I II
OFF
ON
1
2
Calibration of gas flow
I
II III IV V
5 SECS
min
L
10
min
L
10
=
min
L
20
min
L
20
=
Flowmeter
No.: 81010000
2
1
Cable compensation (calibration of resistance in welding hose)
I
Std.
II
Factor
5 SECS
III
IV V VI
2
1
The surface of the workpiece must be clean to
ensure good contact with the torch.
13
Troubleshooting Guide
Error
code
Cause and solution
E20-00
E20-02
E21-00
E21-06
E21-08
There is no software present in the control unit
Download Omega software to the SD card, insert
the SD card in the control unit and turn on the
machine. Replace the SD card if necessary.
E20-01
E21-01
The SD card is not formatted
The SD card must be formatted in a PC as FAT
and download Omega software to the SD card.
Replace the SD card if necessary.
E20-03
E21-02
The SD card has more files of the same name
Delete files on the SD card and reload software.
E20-04 The control unit has tried to read more data than
is accessible in the memory
Insert the SD card again or replace the SD card.
Contact MIGATRONIC Service if this does not solve
the problem.
E20-05
E20-06
Software on the SD card is locked for another
type of control unit
Use a SD card with software that matches your
control unit.
E20-07 The internal copy protection does not allow
access to the micro-processor
Insert the SD card in the machine again or contact
MIGATRONIC Service.
E20-08
E20-09
E21-05
The control unit is defective
Contact MIGATRONIC Service
E20-10
E21-07
The loaded file has an error
Insert the SD card in the machine again or replace
the SD card.
E21-03
E21-04
The welding program package does not match
this control unit
Use a SD card with software that matches your
control unit.
Err GAS Gas error
Check the gas supply.
Cancel the gas fault by briefly pressing any key.
E02-04 CAN communication error
Check intermediary cable/plug
E11-20 Current sensor error
1. Check the current sensor
2. Contact MIGATRONIC service
E11-28 Phase/voltage error
1. Check all three phases
2. Check for under-voltage
3. Contact MIGATRONIC service
E11-42 Probe voltage
1. Check if welding wire is sticking in the weld
pool
2. Contact MIGATRONIC service
Fault symbols
Temperature fault
The indicator is switched on, when the
power source is overheated.
Leave the machine on until the built-in fan has
cooled it down.
14
Technical data
1) S This machine meets the demand made for machines which are to operate in areas with increased hazard of electric chocks
2) Equipment marked IP23 is designed for indoor and outdoor applications
POWER SOURCE OMEGA2 CoWelder 300
Mains voltage ±15% (50-60Hz), V 3x400
Minimum generator size, kVA 17
Fuse, A 10
Mains current, effective, A 9.0
Mains current, max., A 16.9
Power, (100%), kVA 6.3
Power, max., kVA 11.5
Power, open circuit, W 20
Efficiency 0.88
Power faktor 0.93
MIG MMA
Duty cycle 100% 20°C, A/V 230/25.5 -
Duty cycle 60% 20°C, A/V 245/26.3 -
Duty cycle 100% 40°C, A/V 175/22.8 175/27
Duty cycle 60% 40°C, A/V 195/23.8 195/27.8
Duty cycle max. 40°C, A/%/V 300/24/29.0 300/20/32
Current range, A 15-300 0 - 300
Open circuit voltage, V 52
1
Sphere of application S/CE
2
Protection class IP23S
Standards EN/IEC60974-1.
EN/IEC60974-5.
EN/IEC60974-10
Dimensions (HxWxL), mm 550x250x640
Weight, kg 26
Wire feed speed, m/min 1.5-18
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: OMEGA
2
CoWelder 300
conforms to directives: 2014/35/EU
2014/30/EU
2011/65/EU
European standards: EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
15
Anschluss und Inbetriebnahme
Warnung
Lesen Sie die Warnhinweise und
Betriebsanleitung sorgfältig
vor der Inbetriebnahme und
speichern Sie die Information für
den späteren Gebrauch.
Auspacken der OMEGA2 C
Nach Auspacken und vor Gebrauch, wie folgt vorgehen
(siehe Zeichnung):
Zulässige Installation
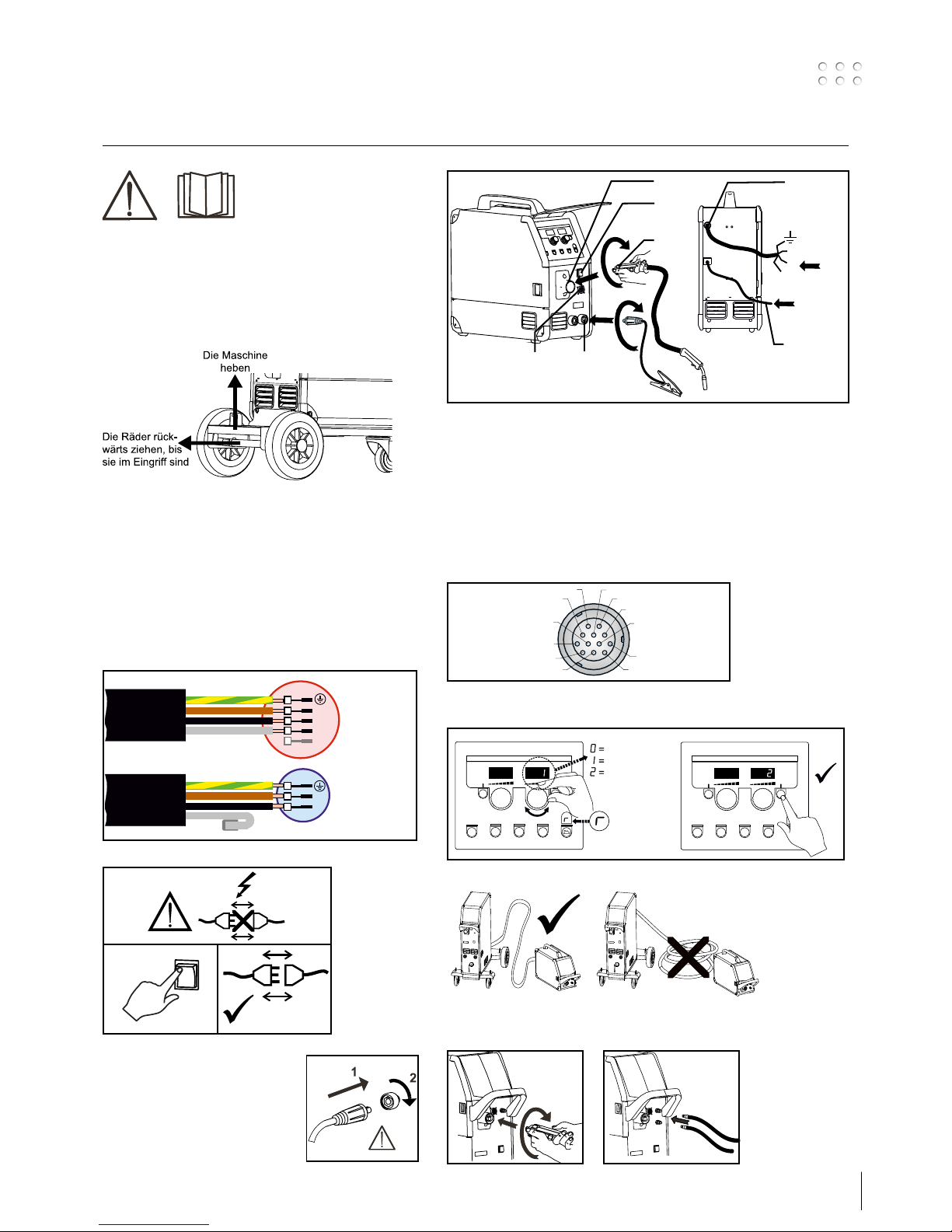
Netzanschluss
Die Maschine soll an eine Netzspannung angekuppelt
werden, die mit den Angaben auf dem Typenschild (U1)
hinter die Maschine übereinstimmt.
L1
L2
L3
N
L
N
gelb/grün
braun
schwarz
grau
gelb/grün
braun
schwarz
grau
3x400V
3x230-400V (boost)
1x230-400V (boost)
0
l
1
2
Wichtig!
Achten Sie auf festen Sitz der
Anschlüsse von Massekabel und
Schweißschlauch. Die Stecker und
Kabel können sonst beschädigt
werden.
1. Netzanschluss
2. Ein- und Ausschalter
3. Schutzgasanschluss
4. Anschluß - Schweißschlauch
5. Schweißschlauch
6. Anschluß für Masseklemme
7. Interface-Stecker
Interface-Stecker
Strom-/Spannungsregelung
Anschluß der Schweißschlauch
2
4
5
6
Power
GAS
max. 6 Bar
1
3
F
F
F
7
1
2
3
4
5
678
10
11
12
9
TORCH+ 1
TORCH- 2
ARCSTATUS+ 3
ARCSTATUS- 4
ANALOG INPUT CURRENT 5
*
*
ANALOG GROUND CURRENT 6
*
ANALOG INPUT VOLTAGE 7
ANALOG GROUNDVOLTAGE 8
*
WIREINCHING+ 9
WIREINCHING- 10
GASTEST+ 11
GASTEST- 12
* see below
I
internal
II
torch control
remote control
16
Anschluss und Inbetriebnahme
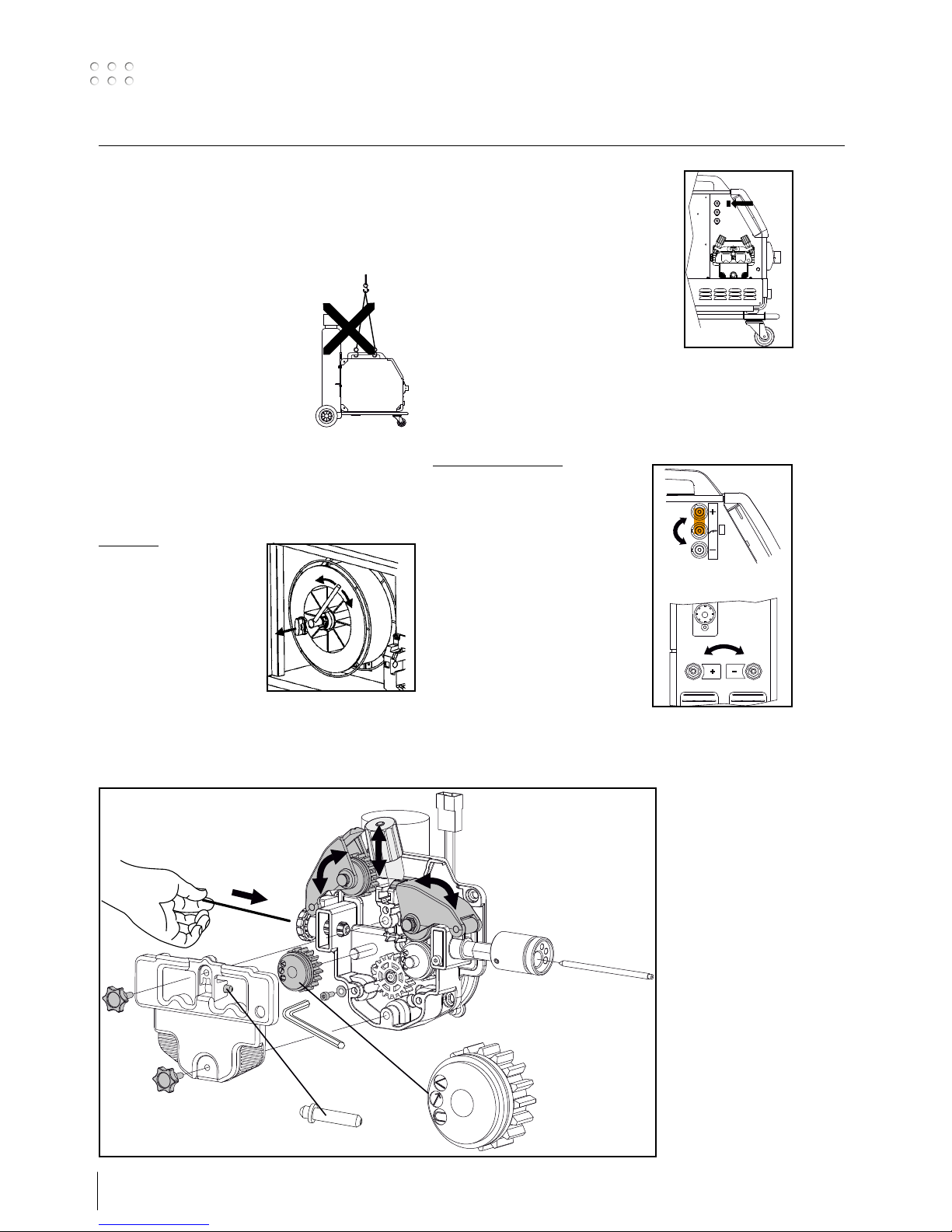
Mit Hilfe der
Rändelschraube am
Spannbolzen wird der
Andruck der Förderrollen
so eingestellt, daß eine
gleichmässige Förderung
des Drahtes gewährleistet
ist, ohne den Draht zu
deformieren.
x4
Montage der Teile in Drahtvorschubeinheit
Stromloser Drahteinlauf
Die Funktion wird zum stromlosen Einfädeln
des Drahtes ins Schlauchpaket aktiviert.
Wahl der Schweißpolarität
Für eigenen Schweißdrahttypen empfehlen wir, daß Sie Schweißpolarität wechseln. Dies gilt insbesondere für Innershield Schweißdraht. Bitte kontrollieren sie die empfehlende Polarität auf die
Schweißdrahtpackung.
Änderung der Polarität:
1. Die Maschine muß von der Netzversorgung unterbrochen werden.
2. Die Schrauben im Drahtraum mit
einem Schraubenschüssel abmontieren (Fig. 1).
3. Die Messingplatte von Plus bis
Minus wechseln (Fig. 1).
4. Die Schrauben im Drahtraum
mit einem Schraubenschlüssel
montieren (Fig. 1)
5. Das Massekabel von Minus bis Plus
wechseln (Fig. 2).
6. Die Maschine wird an der Netzversorgung angeschlossen.
1
2
Schutzgasanschluss
Den Gasschlauch an der Rückseite der Maschine (3) an
eine Gasversorgung mit Druckregler (2-6 bar) anschließen.
(NB! Einige Druckreglertypen fordern einen hoheren
Ausgangsdruck als 2 bar um optimal zu funktionieren).
Eine Gasflasche kann hinter die Wagen fixiert werden.
Hebeanweisung
Der OMEGA2 Wagen mit 4 Rädern
kann nicht mit Kran, sondern nur
manuell im Handgriff angehoben
werden.
Die Maschine darf nicht mit
montierter Gasflasche angehoben
werden!
Justierung der Drahtbremse
Die Bremse wird so fest eingestellt, daß die Drahtrolle
stoppt, ehe der Schweißdraht über den Rand läuft.
Die Bremsekraft ist vom Gewicht der Drahtrolle und der
Drahtfördergeschwindigkeit abhängig.
Werkeinstellung = 15kg.
Justierung:
• Der Drehknopf kann
abmontiert werden,
wenn ein Schraubendreher hinter den Knopf
platziert ist. Danach kann
der Knopf ausgezogen
werden.
• Die Drahtbremse kann
durch Festspannen
oder Lockern der Gegenmutter auf die Achse der
Drahtnabe justiert werden.
• Der Drehknopf muß wieder montiert werden.
17
Anschluss und Inbetriebnahme
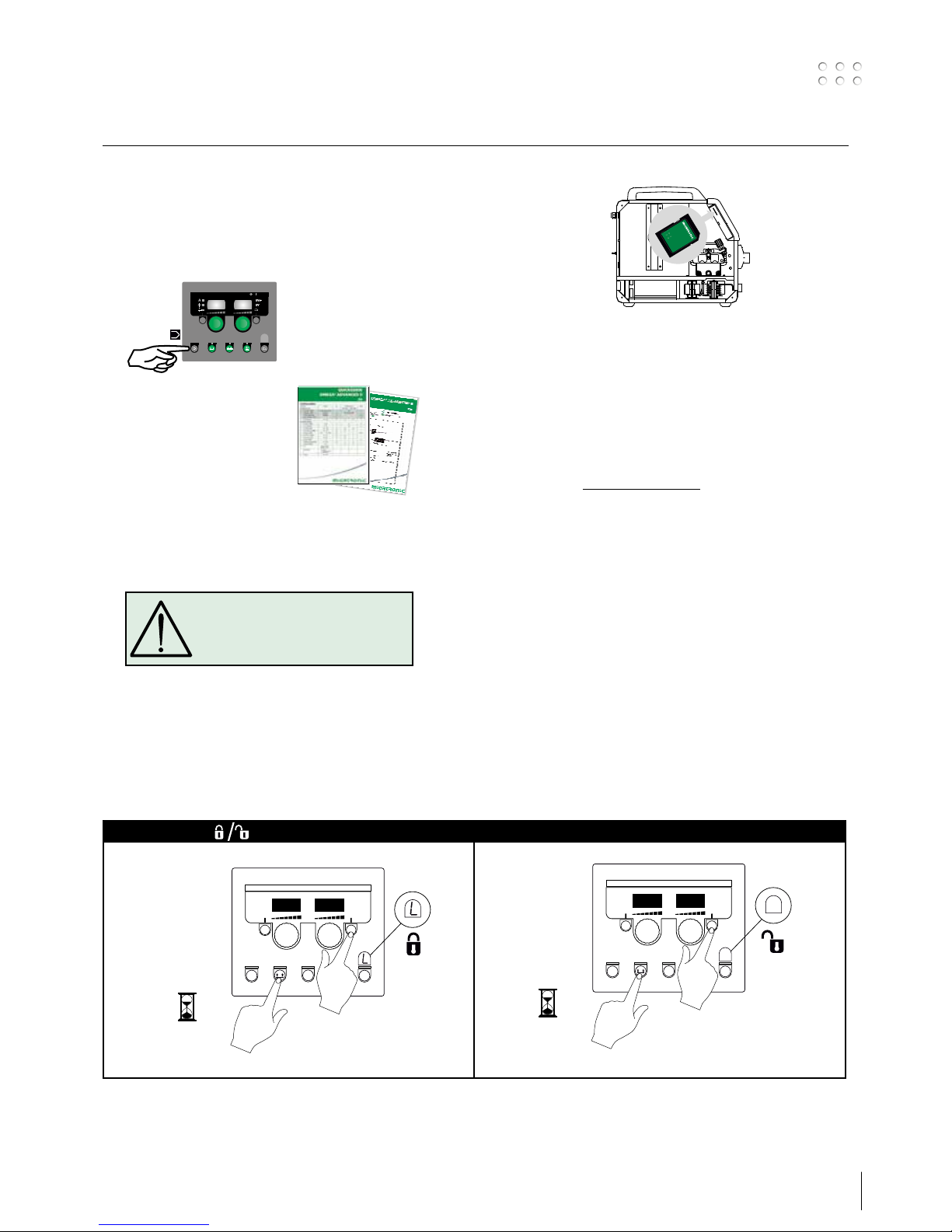
Einschalten, Drücken, Schweißen
Einstellung des Schweißprograms
• Die Schweißmaschine auf den Hauptschalter (2) einschalten.
• Schweißprogramm oder Material/Gas/Drahtdicke
wählen.
Sehen Sie sich die
Quickguide, wie es für Ihre
Schweißmaschine geltend ist.
Wählen Sie die Einstellung,
die die angewendeten
Schweißdraht und Schutzgas
anpasst.
• Schweißstrom und sekundäre Parameter einstellen.
Bitte Ihre Quickguide durchlesen
• Die Maschine ist jetzt schweißbereit
Software Einlesen
• Die SD-Karte in den
Kartenleser der Maschine
einschieben, wie aus den
Zeichnungen ersichtlich.
• Die Maschine ist dann
eingeschaltet.
• Das Display blinkt kurz mit
3 Strichen.
• Bitte warten bis das Display den eingestellten Strom
zeigt.
• Die maschine muss wieder aufgeschaltet und die SD
Karte entfernt werden.
• Die Maschine ist jetzt gebrauchsfertig.
Wenn die Kontrolleinheit ausgewechselt wird, ist
es notwendig Software in der neuen Einheit durch
Anwendung einer SD Karte einzulegen.
Einlesen der Software auf: www.migatronic.com
mm
ADVANCED II
SYNERGIC
Sonderfunktionen
Schloßfunktion
I II
5 SECS
5 SECS
WARNUNG
Bei Betätigung des Brennertasters
liegt Spannung an dem Schweißdraht
und der Elektrode an.
18
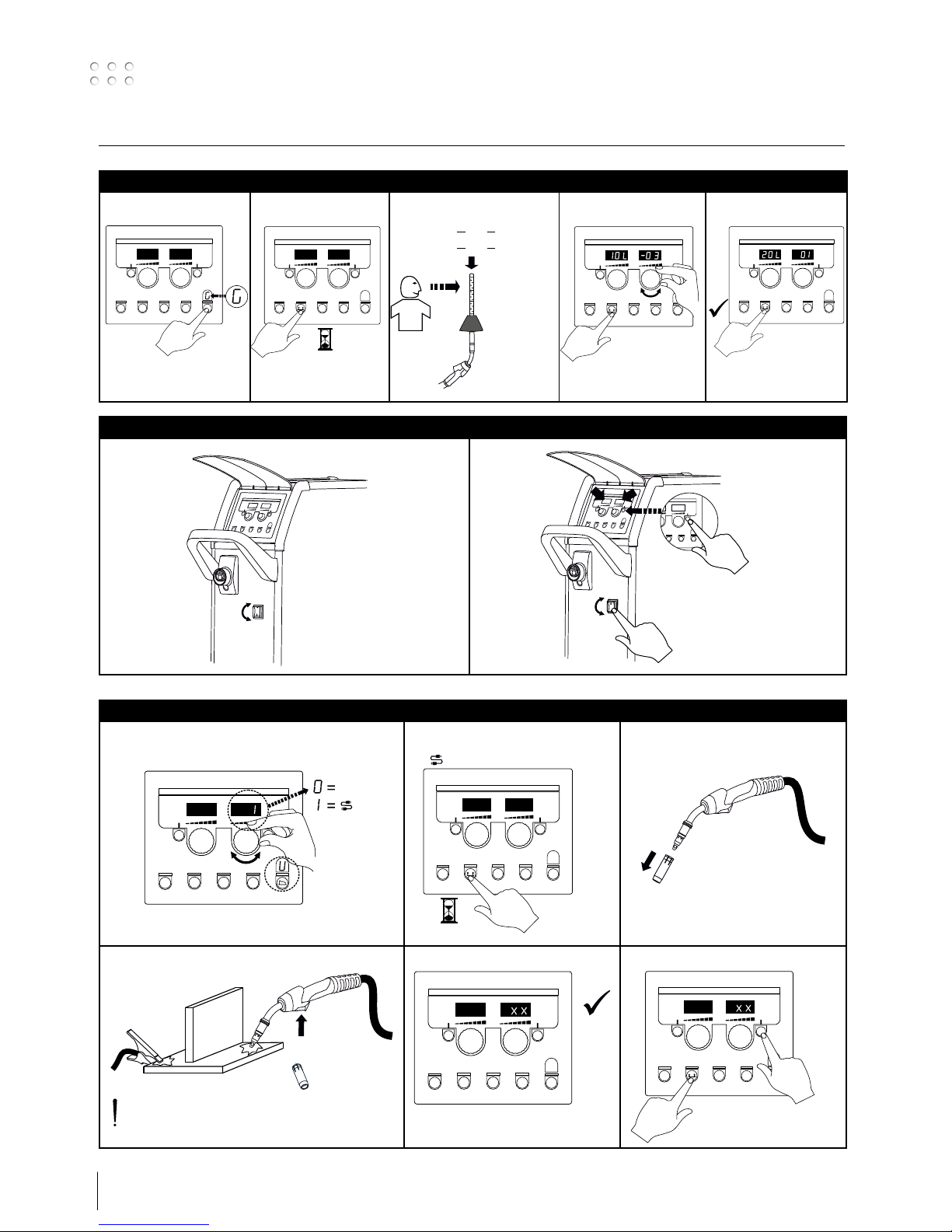
Sonderfunktionen
Weisung der Softwareversion
I II
OFF
ON
1
2
Kalibrierung des Gasdurchflusses
I
II III IV V
5 SECS
min
L
10
min
L
10
=
min
L
20
min
L
20
=
Flowmeter
No.: 81010000
2
1
Kabelkompensation (Kalibrierung des Widerstandes im Schweißbrenner)
I
Std.
II
Factor
5 SECS
III
IV V VI
2
1
Die Oberfläche des Werkstücks muss rein sein
zur Sicherstellung des guten Kontakts mit dem
Brenner.
19
Fehlersuche und Ausbesserung
Fehlerkodes Ursache und Ausbesserung
E20-00
E20-02
E21-00
E21-06
E21-08
Es gibt keine Software in der Kontrolleinheit
Omega-Software auf die SD-Karte herunterladen, die SDKarte in die Kontrolleinheit einsetzten und die Maschine
einschalten. Die SD-Karte eventuell austauschen.
E20-01
E21-01
Die SD-Karte ist nicht formatiert
Die SD-Karte in einem PC als FAT formatieren und die
Omega-Software auf die SD-Karte herunterladen. Die SDKarte eventuell austauschen.
E20-03
E21-02
Die SD-Karte hat mehrere Dateien mit demselben Namen
Die SD-Karte leeren und die Software wieder herunterladen.
E20-04 Die Kontrolleinheit hat versucht mehr Daten einzulesen
als gespeichert werden können
Die SD-Karte wieder einlesen oder austauschen.
Migatronic Kundenservice anrufen, wenn das Problem
weiterhin besteht.
E20-05
E20-06
Die Software auf der SD-Karte ist für einen anderen Typ
Kontrolleinheit geschlossen
Eine SD-Karte anwenden, deren Software zu Ihrer
Kontrolleinheit passt.
E20-07 Der interne Kopieschutz erlaubt keinen Zutritt zum Mikro-
prozessor
Die SD-Karte wieder einlesen oder Migatronic Kundenservice anrufen.
E20-08
E20-09
E21-05
Die Kontrolleinheit ist defekt
Migatronic Kundenservice anrufen.
E20-10
E21-07
Die eingelesene Datei ist fehlerhaft
Die SD-Karte wieder einlesen oder austauschen.
E21-03
E21-04
Das eingelesene Schweißprogram-paket passt nicht zur
Kontrolleinheit
Eine SD-Karte anwenden, deren Software zu Ihrer
Kontrolleinheit passt.
Err GAS Gasfehler
Gaszufuhr prüfen.
Gasfehler abmelden durch kurzes Drücken einer
beliebigen Taste.
E02-04 CAN – Kommunikationsfehler
Bitte untersuchen Sie Zwischenkabel/stecker.
E11-20 Stromsensorfehler
1. Stromsensor prüfen
2. Setzen Sie sich bitte mit Migatronic Kundendienst
in Verbindung
E11-28 Phasen-/Spannungsfehler
1. Alle 3 Phasen prüfen
2. Auf Unterspannung prüfen
3. Setzen Sie sich bitte mit Migatronic Kundendienst in
Verbindung
E11-42 Probespannung
1. Auf Festbrennen der Schweißdraht prüfen
2. Setzen Sie sich bitte mit Migatronic Kundendienst in
Verbindung
Fehlersymbole
Temperaturfehler
Die Überhitzungsanzeige leuchtet auf,
wenn der Schweißbetrieb wegen einer
Überhitzung der Anlage unterbrochen wurde.
Lassen Sie bitte die Maschine eingeschaltet, bis der
eingebaute Lüfter sie genug abgekühlt hat.
20
Technische Daten
1) S Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöther elektrischer Gefährdung
2) Geräte, die der Schutzklasse IP23 entsprechen, sind für den Innen und Ausseneinsatz ausgelegt
STROMQUELLE OMEGA2 CoWelder 300
Netzspannung ±15% (50-60Hz), V 3x400
Mindestgröße des Generators, kVA 17
Sicherung, A 10
Effektiver Netzstrom, A 9,0
Max. Netzstrom, A 16,9
Leistung, (100%), kVA 6,3
Leistung, max., kVA 11,5
Leistung, Leerlauf, W 20
Wirkungsgrad 0,88
Leistungsfaktor 0,93
MIG MMA
Zulässige ED 100% bei 20°C, A/V 230/25,5 -
Zulässige ED 60% bei 20°C, A/V 245/26,3 -
Zulässige ED 100% bei 40°C, A/V 175/22,8 175/27
Zulässige ED 60% bei 40°C, A/V 195/23,8 195/27,8
Zulässige ED max. bei 40°C, A/%/V 300/24/29,0 300/20/32
Strombereich, A
15-300 0 - 300
Leerlaufspannung, V 52
1
Anwendungsklasse S/CE
2
Schutzklasse IP23S
Norm EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
Masse (HxBxL), mm 550x250x640
Gewicht, kg 26
Drahtfördergeschwindigkeit, m/min 1,5-18
EU-KONFORMITÄTSERKLÄRUNG
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Dänemark
erklärt, dass das unten erwähnte Gerät
Typ: OMEGA
2
CoWelder 300
den Bestimmungen der EU-Richtlinien
2014/35/EU
2014/30/EU
2011/65/EU entspricht
Europäische EN/IEC60974-1
Normen: EN/IEC60974-5
EN/IEC60974-10 (Class A)
Ausgestellt in Fjerritslev am 17.05.2017
Niels Jørn Jakobsen
CEO
21
Branchement et démarrage
Attention
Lisez attentivement la fiche de
mise en garde/le mode d’emploi
avant la première utilisation et
conservez ces informations en
vue de leur utilisation ultérieure.
Déballage de OMEGA2 C
Après le déballage et avant l’utilisation, procédez comme
suit (voir schéma) :
Installation autorisée
Raccordement électrique
Branchez la machine à une prise secteur adaptée. Veuillez
lire la plaque signalétique (U1) à l’arrière de la machine.
L1
L2
L3
N
L
N
jaune/vert
marron
noir
gris
jaune/vert
marron
noir
gris
3x400V
3x230-400V (boost)
1x230-400V (boost)
0
l
1
2
Important !
Afin d’éviter la destruction des prises
et câbles, assurez-vous que le contact
électrique est bien établi lors du
branchement des câbles de mise à la
terre et des torches de soudage à la
machine.
1. Raccordement électrique
2. Interrupteur d’alimentation
3. Raccordement au gaz de protection
4. Raccordement de la torche de soudage
5. Torche de soudage
6. Raccordement de la pince de mise à la terre
7. Interface prise
Interface prise
Contrôle de courant/tension
Raccordement de la torche de soudage
2
4
5
6
Power
GAS
max. 6 Bar
1
3
F
F
F
7
1
2
3
4
5
678
10
11
12
9
TORCH+ 1
TORCH- 2
ARCSTATUS+ 3
ARCSTATUS- 4
ANALOG INPUT CURRENT 5
*
*
ANALOG GROUND CURRENT 6
*
ANALOG INPUT VOLTAGE 7
ANALOG GROUNDVOLTAGE 8
*
WIREINCHING+ 9
WIREINCHING- 10
GASTEST+ 11
GASTEST- 12
* see below
I
internal
II
torch control
remote control
22
Branchement et démarrage
x4
Assemblage des pièces dans le dévidoir
Le réglage de la pression
sur le galet doit permettre
l’arrêt du fil au niveau du
tube de contact.
Dévidage du fil à froid
(chargement de la torche)
Cette fonction est utilisée pour faire
dévider le fil à froid (pour charger le fil
dans la torche lors du changement de
bobine).
Changement de polarité de soudage
Pour certaines applications spécifique, le fabricant de file,
recommande de changer la polarité.(Voire les caractéristiques
technique indiqué sur l’emballage des bobines de files). Voici
ci-dessous la méthode pour changer la polarité interne de la
machine.
Changement de pôlarité :
1. Couper l’alimentation de la
machine.
2. Dans le compartiment de la
bobine, retirer les vis à l’aide
d’une clé (schéma 1).
3. Inverser la position de la plaque
de laiton, du plus vers le moins
(schéma 1).
4. Dans le compartiment de la
bobine, replacer les vis à l’aide
d’une clé (schéma 1).
5. Inverser le branchement du câble
de terre, du moins vers le plus
(schéma 2).
6. Rebrancher la machine.
1
2
Raccordement au gaz de protection
Raccorder le tuyau de gaz qui se trouve sur le panneau
arrière de la machine (3) et le relier à une alimentation en
gaz avec régulateur de pression (2-6 bars).
(A noter : pour une utilisation optimale certains types de
régulateurs de pression nécessitent une pression de sortie
supérieur à 2 bars).
Une bouteille de gaz peut être installée à l’arrière du
chariot.
Instructions de levage
Le chariot 4 roues ne peut être levé
qu’à la main par la poignée.
La machine ne doit pas être levée
lorsqu’une bouteille de gaz est
installée.
Réglage du frein dédié au fil
Le frein du dévidoir ralentit la bobine en fonction de
l’avancement du fil de soudage. La force du frein dépend
du poids de la bobine et de la vitesse de dévidage.
La valeur par défaut est de 15 kg.
Réglage :
• Démontez le bouton de
réglage en plaçant un
petit tournevis derrière
le bouton puis sortez ce
dernier.
• Réglez le frein en serrant
ou desserrant l’écrou
autobloquant au niveau
de l’axe du moyeu.
• Réinstallez le bouton.

23
Branchement et démarrage
Connecter, démarrer, souder
Réglage du programme de soudage
• Démarrer la machine à l’aide de l’interrupteur (2)
• Sélectionner le programme de soudage ou le
matériau/le gaz/la taille
du fil.
Veuillez vous référer au guide
de démarrage rapide livré avec
la machine. Sélectionner le
programme adapté au fil et au
gaz de protection utilisés.
• Ajuster le courant de soudage
et les paramètres secondaires. Veuillez consulter votre
guide rapide.
• La machine est désormais prête pour le soudage
Lecture Software
• Insérer la carte SD dans
le lecteur de la machine,
comme indiqué sur les
schémas.
• Démarrer la machine.
• Les afficheurs clignotent
brièvement avec trois ”–“.
• Attendre jusqu’à ce que le
courant de soudage soit
affiché
• Eteindre la machine et enlever la carte SD
• La machine est maintenant disponible avec ses
nouveaux softwares
Si l’unité de commande a été changée, le logiciel doit
être lu dans la nouvelle unité au moyen d’une carte SD.
Vous pouvez télécharger le logiciel à l’adresse suivante :
www.migatronic.com
mm
ADVANCED II
SYNERGIC
Fonctions speciales
Fonction verrouillage
I II
5 SECS
5 SECS
Attention
L’activation de la gâchette de la
torche génère une tension au niveau
du fil de soudage/à l’électrode.
 Loading...
Loading...