

MIGATRONIC NAVIGATOR 2500, NAVIGATOR 3000 Instructions Manual
NAVIGATOR 2500 / 3000
使用说明书
Instruction manual
2006年4月生效
H 71131105
A
f
目录
1. 警告/电磁泄漏...........................1
2. 焊机配置/准备工作.......................2
3. 控制面板................................4
4. 错误与故障..............................9
5. 技术参数/维护...........................10
6. 保修条款................................10
7. 电路图..................................10-a
8. 备用零件表..............................11
9. 附英文说明书............................17
一致性声明
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: NAVIGATOR 2500 / 3000
s o
conforms to directives 73/23/EEC and 89/336/EEC.
European Standards: EN/IEC60974-1
Issued in Fjerritslev on 1st October 2001.
week 40, 2001
EN/IEC60974-10
Peter Roed
Managing director
警告
警告
电电电电弧焊
弧焊设备和电弧切割设备在操作或运用不当时
设备和电弧切割设备在操作或运用不当时,,,,会对操作的人
弧焊弧焊
设备和电弧切割设备在操作或运用不当时设备和电弧切割设备在操作或运用不当时
危险
危险。。。。因此
危险危险
电
电
电电
- 必须根据安全规则安装焊机,并由合格的受过专业培训的人安装。焊机必须接地线。
因此,,,,必须严格按照相关的安全规则的指示使用设备
因此因此
必须严格按照相关的安全规则的指示使用设备。。。。您尤其需要注意以下的事项
必须严格按照相关的安全规则的指示使用设备必须严格按照相关的安全规则的指示使用设备
警告警告
会对操作的人、、、、工场附近的人
会对操作的人会对操作的人
工场附近的人、、、、或附近的物品产生
工场附近的人工场附近的人
您尤其需要注意以下的事项::::
您尤其需要注意以下的事项您尤其需要注意以下的事项
或附近的物品产生
或附近的物品产生或附近的物品产生
- 确保焊机受到正确的保养。
- 如若电缆或绝缘层有破损,必须立即停止工作,进行维修。
- 维修和保养须由合格的受过专业培训的人进行。
- 避免裸手接触任何带电的电路或部件,以及带电的电极或焊丝,必须使用无破损的焊接手套。
- 确保与地面绝缘(如:穿上橡胶底鞋子)
- 用安全稳固的地方作工位(如:避免摔跌的危险)
光和热辐射
光和热辐射
光和热辐射光和热辐射
- 即使是短暂的裸眼暴露于弧光也会对眼睛造成持续性伤害,请使用带防辐射滤镜的头盔保护。
- 因为弧光辐射对会致伤皮肤,请穿着防护服作好防弧光辐射保护。
- 如果可能,工场应使用屏板隔离,并且警示工场区域的人员避免弧光辐射。
焊接烟尘
焊接烟尘
焊接烟尘焊接烟尘
- 焊接烟尘有害健康,请确保排烟系统能正常工作,并且保证通风良好。
火灾
火灾
火灾火灾
- 弧光辐射和焊接飞溅可引起火灾;所以,必须将焊接工场的可燃烧物品排除掉。
- 工作服须能承受焊接飞溅,(如:选用防火材料制成的衣服,小心衣服的皱褶卷口和开口的衣兜。)
- 所有现行的室内防火防爆的条例都应严格遵守。
噪音
噪音
噪音噪音
- 焊接时,电弧会产生噪音,在必要的情况下,请采取措施保护听力。
危险区域
危险区域
危险区域危险区域
- 送丝机里的送丝轮在转动时,必须避免将手指伸到送丝轮之间。
- 在封闭的场合焊接时须特别注意,或者在高位操作有跌落危险时必须注意。
焊机置放
焊机置放
焊机置放焊机置放
- 平稳地置放焊机,保证焊机不会倾倒。
- 所有现行的室内防火防爆的条例都应严格遵守。
反对将焊机用于其设计之外的用途(如未解冻的水管)。如果坚持此类不正常使用,我公司不承担任何
责任。
在安装和使用本焊机前
在安装和使用本焊机前
在安装和使用本焊机前在安装和使用本焊机前
请仔细阅读这本使用说明书
请仔细阅读这本使用说明书
请仔细阅读这本使用说明书请仔细阅读这本使用说明书
电磁泄露和辐射及电磁干扰
电磁泄露和辐射及电磁干扰
本焊机为工业和专业的焊接设备,符合欧洲标准
EN/IEC60974-10。该标准的目的是为了防止焊接设备
受到干扰或焊接设备自身对其他电子设备和仪器形成
干扰。电弧会造成干扰,因此,为了在操作时不受干
扰或中断,要求在 安装和使用本焊机时采取一定的措
施。操作者务必保证焊机的操作没有上述提及的干扰
操作者务必保证焊机的操作没有上述提及的干扰。
操作者务必保证焊机的操作没有上述提及的干扰操作者务必保证焊机的操作没有上述提及的干扰
工场周围区域应注意下列:
1. 在施工区域里的其他电器设备的供电线和信号线。
2. 无线电或电视转播器和接收器。
3. 电脑和其他任何电控设备。.
4. 关键的保护设备,如电子电器控制的安全保护系统。
5 戴有心脏起搏器的人和戴有助听器的人
6. 校准设备和测量设备。
电磁泄露和辐射及电磁干扰电磁泄露和辐射及电磁干扰
7. 进行焊接或其他工作的时间。
8. 建筑物的结构和用途。
如果在室内使用焊机,为防止泄露问题,必要加以格
外谨慎(如,了解这个焊接工作的情况)。
减少电磁泄露的方法:
。
1. 避免使用会产生干扰的设备。
。。
2. 用短焊枪
3. 将正负极电缆放在一起。
4. 将焊枪放置于地面或接近地面。
5. 将信号线与供电线分开。
6. 保护好工场内的信号线。
7. 敏感的电器设备应用分离绝缘的供电线。
8. 在特殊情况或特殊用途时,安装焊机可在掩饰下进
行。
- 1 -
焊机配置
准备工作
NAVIGATOR 2500/3000 为一个焊机系列,专为金属薄
板和管道行业设计的焊机。
该系列焊机有几种型号:MMA,TIG DC, TIG AC/DC。
DC表示直流电,AC表示交流电。
所有机型都适合药皮焊条焊接,具有防粘功能、可调节
推力电流和热启动功能。此外,通过设置脉冲时间、停
止时间和基值电流实现脉冲焊。
TIG焊具有如下功能:
- 可调节电流缓升缓降
- 可调节提前送气和滞后停气
- 可调节起弧电流和停弧电流
- 可调节降低的电流
- 可选择2-步模式, 4-步模式,点焊
- LIFTIG-接触起弧
- HF-TIG高频起弧
- 启用引导弧,断开引导弧
- AC-时间控制和电流控制
- AC 焊接频率
- 数字显示
- 在TIG 焊枪上控制电流
- 遥控件 (选配)
- 可设置10个焊接程序
LIFTIG/接触起弧
接触/LIFTIG起弧:在TIG焊中,将电极与工件接触,然
后打开焊枪开关,随即将电极从工件上抬起,在电极离
开工件时电弧引燃。
高频/HF起弧
高频起弧:在TIG焊中无需电极与工件接触的起弧方式。
焊枪开关打开时,以高频率冲波引燃电弧。若引弧不成
功,而电极接触到工件焊机则停止工作。这时应取下电
极,再重新开始。
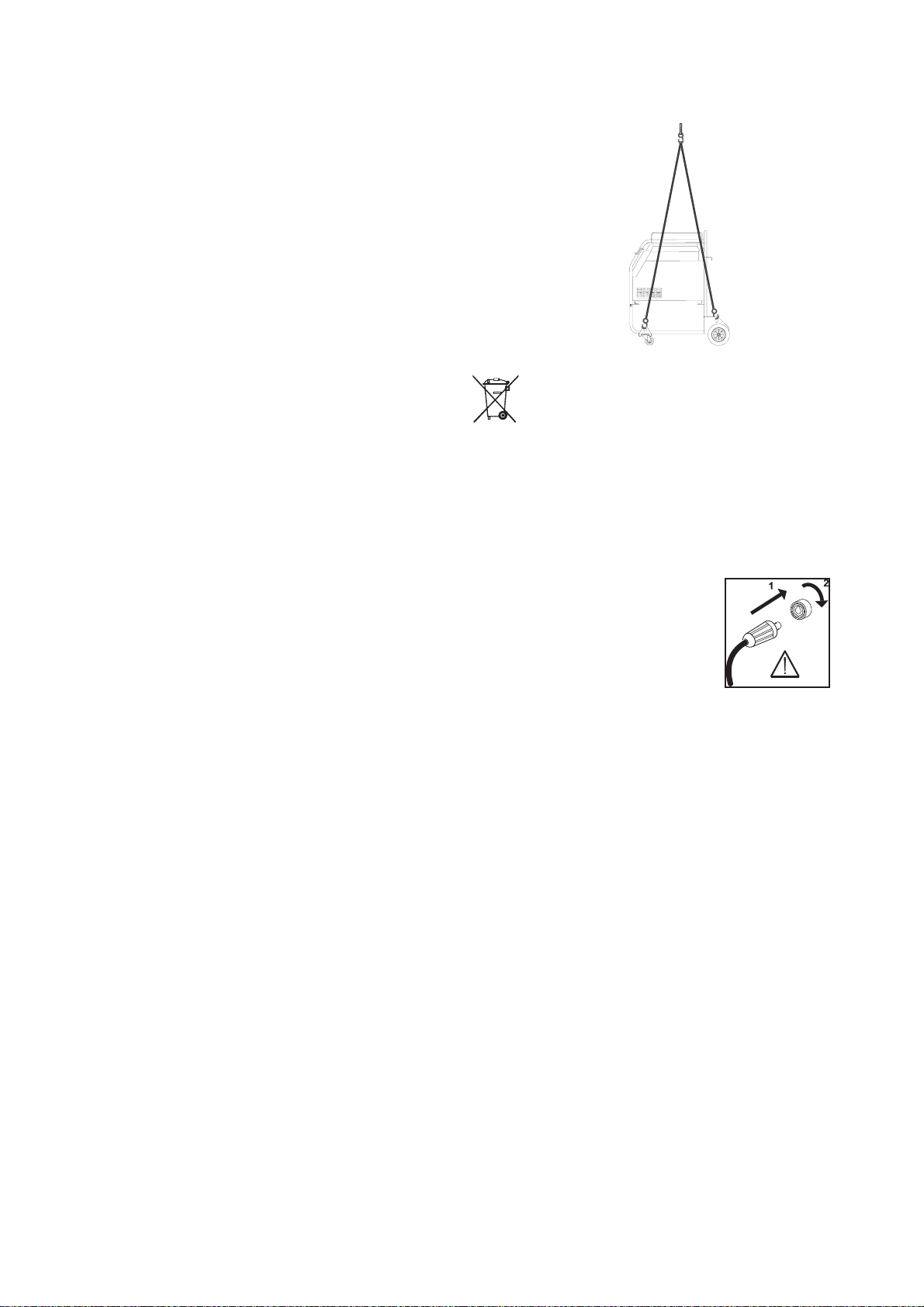
吊装说明
请根据当地法规和标准处理废料。
www.migatronic.com/goto/weee
装配声明
米加尼克拒不承担所有因使用不符合规格的焊枪和电
缆而导致的电缆损坏或其他部件的损坏的责任。用户
务必使用能承受实际荷载的焊枪和电缆。
重要!
为了避免插头和缆线被破坏,请
保证地线连接,焊枪与电源的连
接接触良好。
警告
将焊机直接连接到发电机上可损坏焊机。
当把焊机连接到发电机上时,发电机产生的大电压脉冲
可烧坏焊机。只能使用频率和电压都稳定的异步发电机。
因直接将焊机连接到发电机上而导致的损坏或故障不在
保修之内。
承载小车
所有机型都配有承载小车。
焊枪
该系列焊机可配备了TIG焊枪。如果使用可调节焊枪,
可以在焊枪上调节电流。
遥控调节(选配)
NAVIGATOR 2500/ 3000可选配遥控控制件和脚踏控制
件。
焊枪冷却件(选配)
可选配水冷TIG焊枪的焊枪冷却件,TIG焊枪须与该冷却
件配备使用。
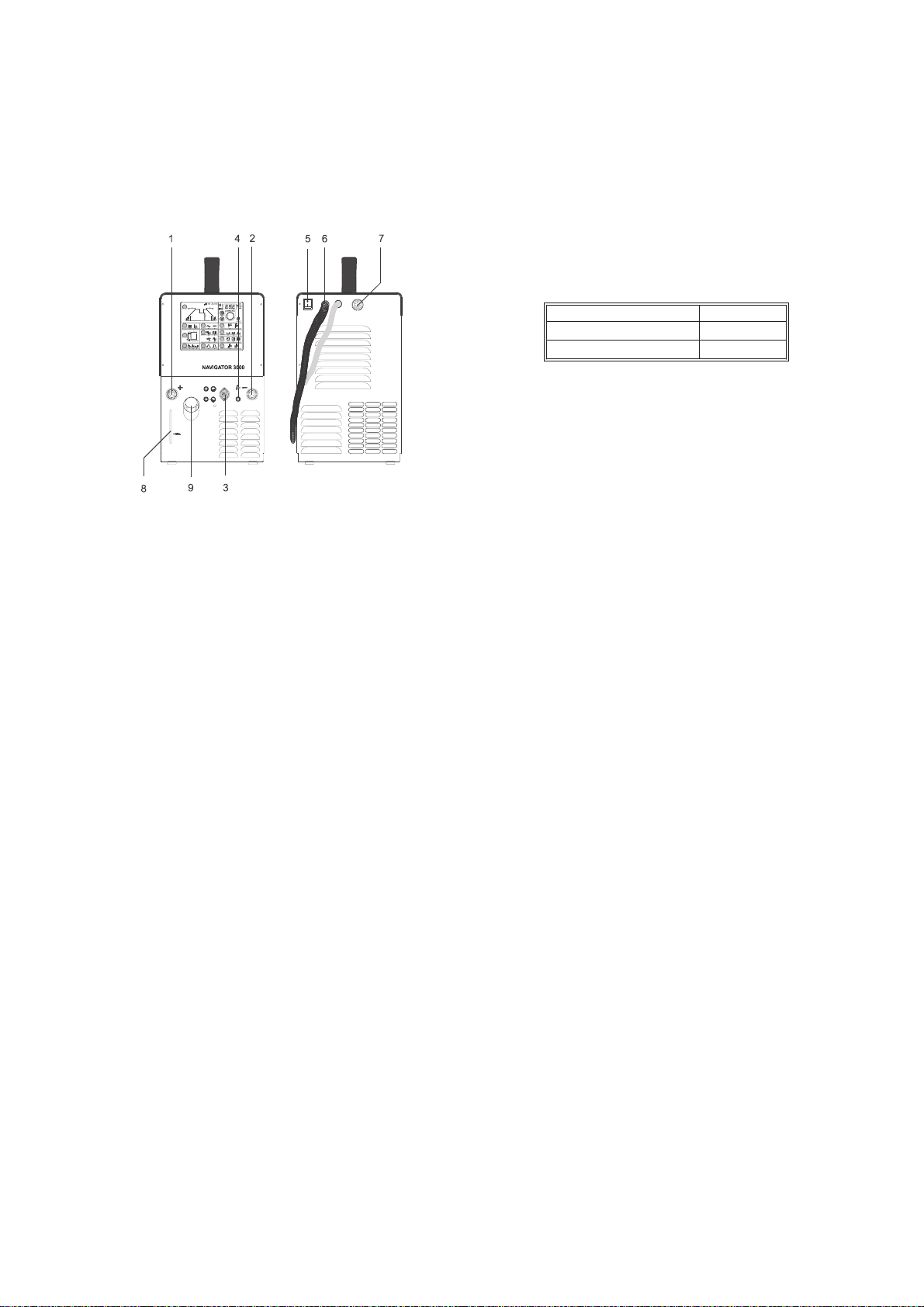
输入电缆连接
NAVIGATOR 2500/3000只能使用铭牌上标注的额定电
流。与供电电缆连接好后,焊机便可使用了。请确保所
有的电缆连接必须由指定的合格人员操作。用焊机背面
的开关(5)开/关焊机。
保护气连接
用气流计连接气瓶和焊机连接起来。
2
防扩散导气管
本焊机已装配有PVC导气管,这种导气管满足一般的焊
接工作。特殊的焊接工作,对气体纯要求高的情况,我
们建议配用防扩散的导气管。防扩散导气管保证湿度低,
能保护气体。 这些特殊的导气管可作为特殊部件订购。
安装时,应从气瓶直到电磁阀安装。
的电流,就需要一段时间来冷却焊机。
这段时间的长短取决于设置的电流,这个时候不需要关
掉焊机,以免将风扇关掉了。在使用焊机的过程中,如
果这段暂停时间不足,过热保护功能会自动停止焊接工
作,前面板上的黄色指示灯随之亮起。该黄色指示灯在
焊机充分冷却后熄灭,那么焊机可以继续进行焊接工作
了。
最大载荷:
100 % max. load 190 A
60 % max. load 240 A
25 % max. load 300 A
MMA焊60%的最大载荷,就是指在电流设置为240安培
时,焊接6分钟后就要暂停4分钟,以冷却焊机。用这个
方法,基于上表,以10分钟来推算。
焊接电缆的连接
将正、负极焊接电缆连接到焊机前方的插座中(1,2)。
请注意,在把电极插头插入插座后,往右旋转45度,以
保证接触良好。否则,插头可能会因电阻过大而烧坏。
TIG焊焊枪一律接入负极(-)插座(2),而另外的电
极接入正极(+)插座(1)。
TIG焊的控制信号是通过7芯航空插座(3)输送到焊机电
源的。在将插头接入航空插座时,请确保将插头旋紧。
将导气管接入快速插座(4)上。
药皮焊条:焊条的包装上标注有电极。对照该标注,将
焊枪接入焊机的正极或负极插座上。
遥控器的连接(选配)
将遥控器连接到焊机后面的8芯插座上。
水冷单元的连接
焊机装配了水冷单元,有必要检查冷却箱中的冷却液的
量,可以通过水平计(8)观察。从添加嘴(9)添加冷
却液。
焊机用法(NAVIGATOR3000)
在焊接时,有不同的部件会产热,在焊接暂停时,这些
部件会得到降温。
请确保空气的输入和排出畅通无阻。
在正常使用的情况下,焊机是不会过载的。将电流设置
到190安培也无需暂停下来让焊机冷却。如果设置更高
3
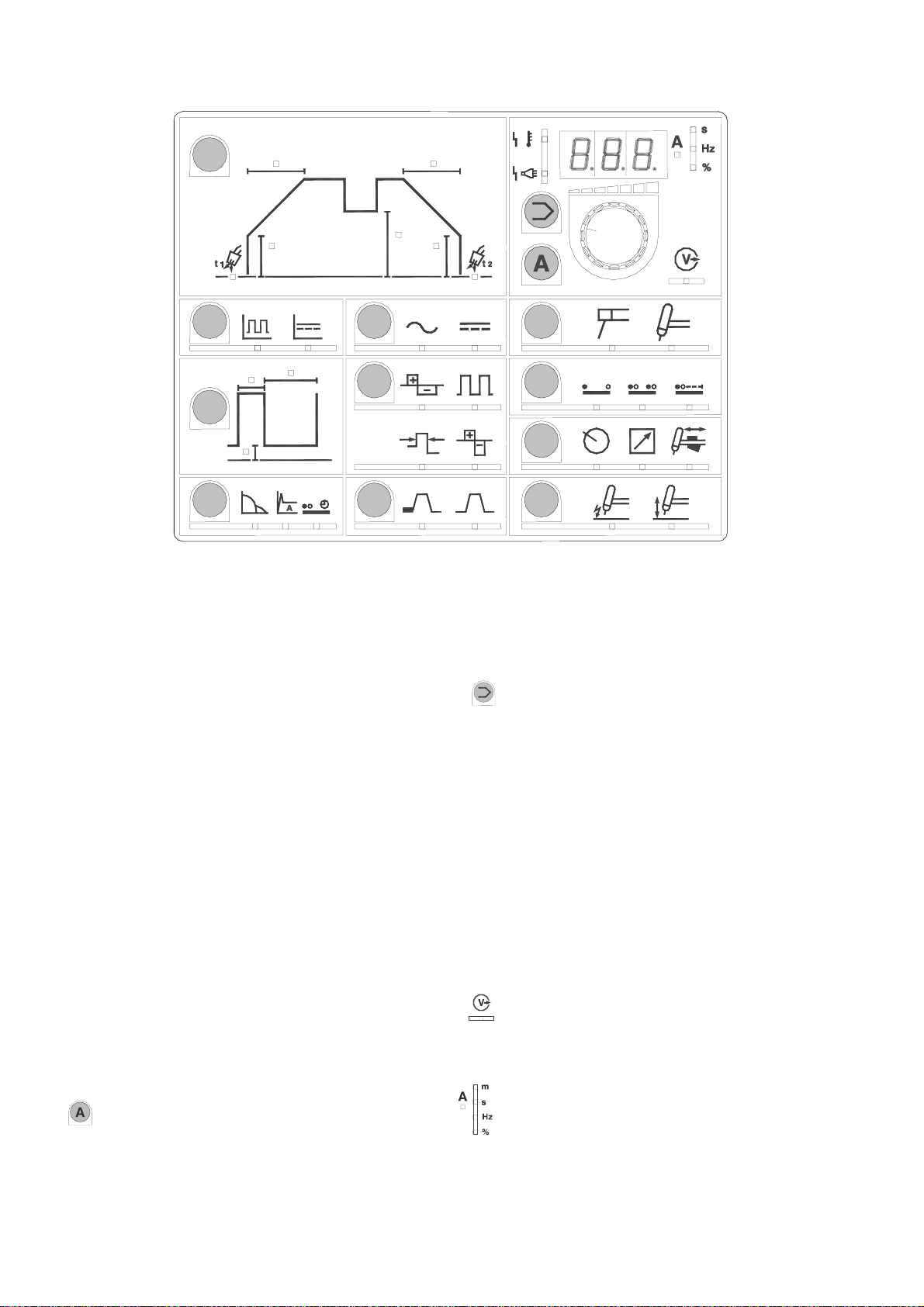
控制面板
所有的参数都在这个控制旋钮上设置,这些参数包括:
电流,脉冲时间,电流缓升时间,等等。
控制旋钮在数字显示屏下面。数字显示屏可以显示 所
设置的参数质,所显示的参数的单位符号在显示屏的右
边。
若要改变或者读取所设置的参数,请点按控制旋钮,直
到你所要的参数的单位符号旁边的指示灯亮。
参数也可以被开或者关,比如:TIG起弧方法,可以用
控制旋钮来选择,被选的功能的指示灯会亮起。
储存参数
在关掉焊机电源时,焊机能记忆所有的参数,能保证在
下次开机时能再次使用这些参数。
两中焊接方法(MMA和TIG)各自的参数也会确切地记
录下来,所以,在两个焊接方法间转换时不需要重新设
置电流。
焊机的设置
下面的内容将详细叙述焊机的操作。
焊接停后,显示屏上显示设置的焊接电流,而在焊接
过程中,则显示实际焊接电流。在脉冲焊中,显示的
是平均焊接电流,因为焊接电流与基值电流之间的快
速转换,超过了视力所及。
储存参数为程序
这个功能可以把焊接工艺程序(即常用的参数)储存
起来,还可从一个程序转换到另一个程序。点按此键,
显示屏上显示字母“P”和一个数字,如“1”,“2”等。一
个数字包含了一个程序的全部参数和它们在焊机上实
现的功能。因此,每一个焊接工作都可以有一个焊接
工艺程序。转动控制旋钮可以在这些程序间切换。在
焊接过程中不能切换程序。放开这个按键便接受所选
的程序。MMA和TIG可以各储存10套程序。
焊接电压
电压指示灯会在焊接启动时亮起,起安全警示的作用。
焊接电流
按此键,就可使用控制旋钮来设置电流了(除非
焊机已设置为遥控调节)。
参数单位
图标显示了参数的测量单位。
4
过热报警
过热报警指示灯在焊机因过热而中断焊接工作时变亮。
在过热错误消除5秒钟,指示灯熄灭。请阅读“错误与
故障显示”一章。
设置电流
安培
电流缓升
电流缓降
输入电源错误:
输入电压过高时出现该错误指示图标。在错误消除5秒
钟后指示灯熄灭。因此,这种短暂的错误能提醒焊接
师。请参看“错误与故障显示”的章节。
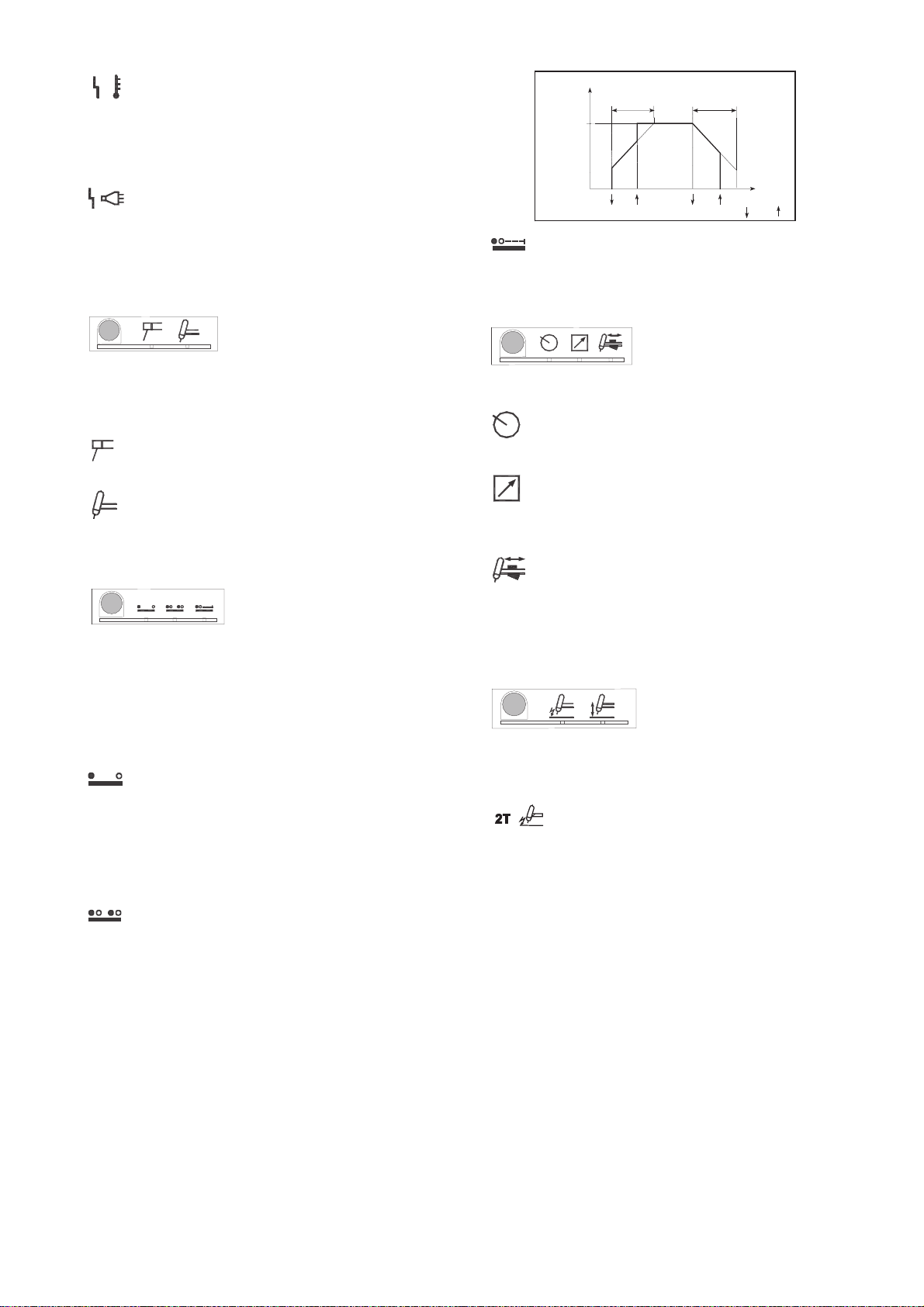
选择焊接方法
该键用于选择MMA 或TIG。在焊接时所用的焊接方法
是固定下来的,MMA 和TIG的转换只能在滞后停气结
束后才可能进行。
MMA /手工焊
这个键表示MMA/手工焊。
TIG/钨极氩弧焊
这个键表示TIG/钨极氩弧焊。
选择焊接模式2-步/4-步
这个界面用以选择TIG焊的开/关
是2-步模式还是4-步模式(4-步时灯亮),或者是点
焊。焊接有三个阶段:提前送气,电流缓升;以设置
的电流进行焊接,降低的电流进行焊接(如果需要);
电流缓降,滞后停气。在焊接过程中不能切换焊接模
式。
2-步模式
时间
扳机按下 ( ) /放开 ( )
点焊
按下焊枪扳机则启动焊接,根据所设置的点焊时间,焊
接 会 自 动 停 止 。
电流调节功能
这个界面用来选择调节电流的方
式。在焊接过程中,电流调节的方式是不能改变的。
控制面板调节电流
用控制面板上的控制旋钮设置/调节电流。
遥控调节
用米加尼克的遥控盒控制电流。遥控盒连接到焊
机后面的插座上(非标准配置)。
焊枪调节
电流调节通过米加尼克的遥控调节焊枪进行(转
动焊枪上的旋钮),如果使用的焊枪是遥控调节焊枪。
最大的电流在控制面板上设置,在焊枪上只能在这个电
流范围内调节。
TIG焊起弧方式
TIG可以选择起弧方式:HF-高频
起弧, LIFTIG接触起弧方式。在焊接过程中不能切换
起弧方式。
按下焊枪扳机便开始进行焊接,焊接会一直持续直到
扳机被放开,放开扳机便进入电流缓降阶段,反烧完
成焊接就结束。在电流缓降和保护气滞后停气阶段,
可以重新按下扳机开始焊接。
4-步模式
按下焊枪扳机则开始焊接,在提前送气阶段放开扳机,
进入电流缓升期;如果在电流缓升期放开焊枪扳机,
焊机就以设置的电流进行焊接。若要停止焊接,必须
再次按下扳机。按下扳机后,进入电流缓降期;若在
缓降期放开扳机,那么缓降随之停止。
2-步模式
这个图标表示无接触起弧,电弧通过下列途径
建立:
1) 钨极置放在离焊接点很近的地方(1-2毫米)。
2) 按下焊枪扳机,焊机产生高压脉冲引燃电弧,
开始焊接;放开扳机则焊接停止。电弧在电流缓
降期后熄灭。保持焊枪不动,直到滞后停气结束,以便
保护熔池不产生氧化。
5
4-步模式
这个图标表示无接触起弧,电弧通过下列途径
建立:
1) 钨极置放在离焊接点很近的地方(1-2毫米)。
2) 按下焊枪扳机,焊机产生高压脉冲引燃电弧,开始
焊接;然后放开扳机。当再次按下扳机则焊接停止。
电弧在电流缓降期后熄灭。保持焊枪不动,直到滞
后停气结束,以便保护熔池不产生氧化。
2-步模式
这个图标表示LIFTIG-接触起弧方式,电弧通过
下面的途径建立:
1) 钨极置放在焊接点上,与工件接触(1-2毫米)。
2)将扳机一直按下。
3) 将钨极从工件上抬起,即引燃电弧,开始焊接。若
要停止焊接,则放开扳机。电弧在电流缓降期后熄
灭。保持焊枪不动,直到滞后停气结束,以便保护
熔池不产生氧化。
4-步模式
这个图标表示LIFTIG-接触起弧方式,电弧通过
下面的途径建立:
在TIG焊2-步模式时,可将扳机一直按下,引导弧便转
到普通焊接;在TIG焊4-步模式或点焊中,可将扳机按
下超过0.3秒钟。这样焊接便以普通方式进行。
但是,在电流缓降结束后,焊机并不是直接过渡到滞后
停气阶段,而是再形成引导弧。这样便能接着进行下一
个新的焊接工作,是通过较长时间按压扳机(大于0.3
秒钟),或快速按压扳机(小于0.3秒钟)自动转到备
用状态。
TIG 焊接
这些参数,可以在焊接过
程中选择和调节。
提前送气时间
提前送气时间是在焊枪开关按下后,高频起弧
开始之前的一段送气时间;在接触起弧方式中,这段时
间是电极离开工件前的一段时间。可在
0-10秒之间设置。
1) 钨极置放在焊接点上,与工件接触(1-2毫米)。
2)将扳机一直按下并将钨极从工件上抬起,即引燃电
弧。若要停止焊接,则再次按下扳机。电弧在电流
缓降期后熄灭。保持焊枪不动,直到滞后停气结束,
以便保护熔池不产生氧化。
请注意!高频起弧和接触起弧两种方式都可在滞后停气
结束前重新引燃弧。
引导弧
在这个界面上可以选择是否启用引导
导弧。在焊接过程中不能启动或者关闭该功能。
该图标表示引导弧不能启用
该图标表示引导弧可以启用
只有在TIG焊时,引导弧只起照亮工件的作用,仅是为
了帮助 找到焊接 的起始点而 已。
可以快 速地按压 扳机来点燃 引导弧, 按压时间 不超
过0. 3秒钟; 如果按压超 过0.3 秒钟,焊 机会自动地
转到普 通焊接。
起弧电流
在弧引燃后,焊机立即将焊接电流调节到设置
的起弧电流。起弧电流以焊接电流的百分值计算,可在
0-100%之间设置,最小值为5安培。
电流缓升
在弧引燃后,焊接过程进入到电流缓升阶段,
在电流缓升中,电流从起弧电流逐渐上升到焊接电流。
电流缓升的时间可在0-10秒间。
电流缓降
在按下焊枪开关停止焊接时,焊机进入电流缓
降阶段。在电流缓降阶段中,焊接电流降到收弧电流,
这段时间较电流缓降时间。可在0-10秒间设置。
收弧电流
在焊接电流降到收弧电流水平时,电流缓降便
完成。收弧电流是以焊接电流的百分值计算,可在
1-100 %间设置,最小值为5安培。
6
滞后停气
滞后停气是在电弧熄灭后气体继续输送的一段
时间,在3-30秒之间设置。
基值电流
基值电流以设置焊接电流的百分值计算,可以在
焊接电流的1-99%间设置。基值电流不能低于5安培。
低电流
在4-步模式时,快速按压扳机,激活设置的低电
流。这个低电流以焊接电流的百分值来计算,可在
0-100%间设置,最小值为5安培。
焊接过程的显示
如果电流的调节是通过按A-键(电流键)来激活的, 那
么就可以在焊接过程中看到焊接过程的实际阶段。
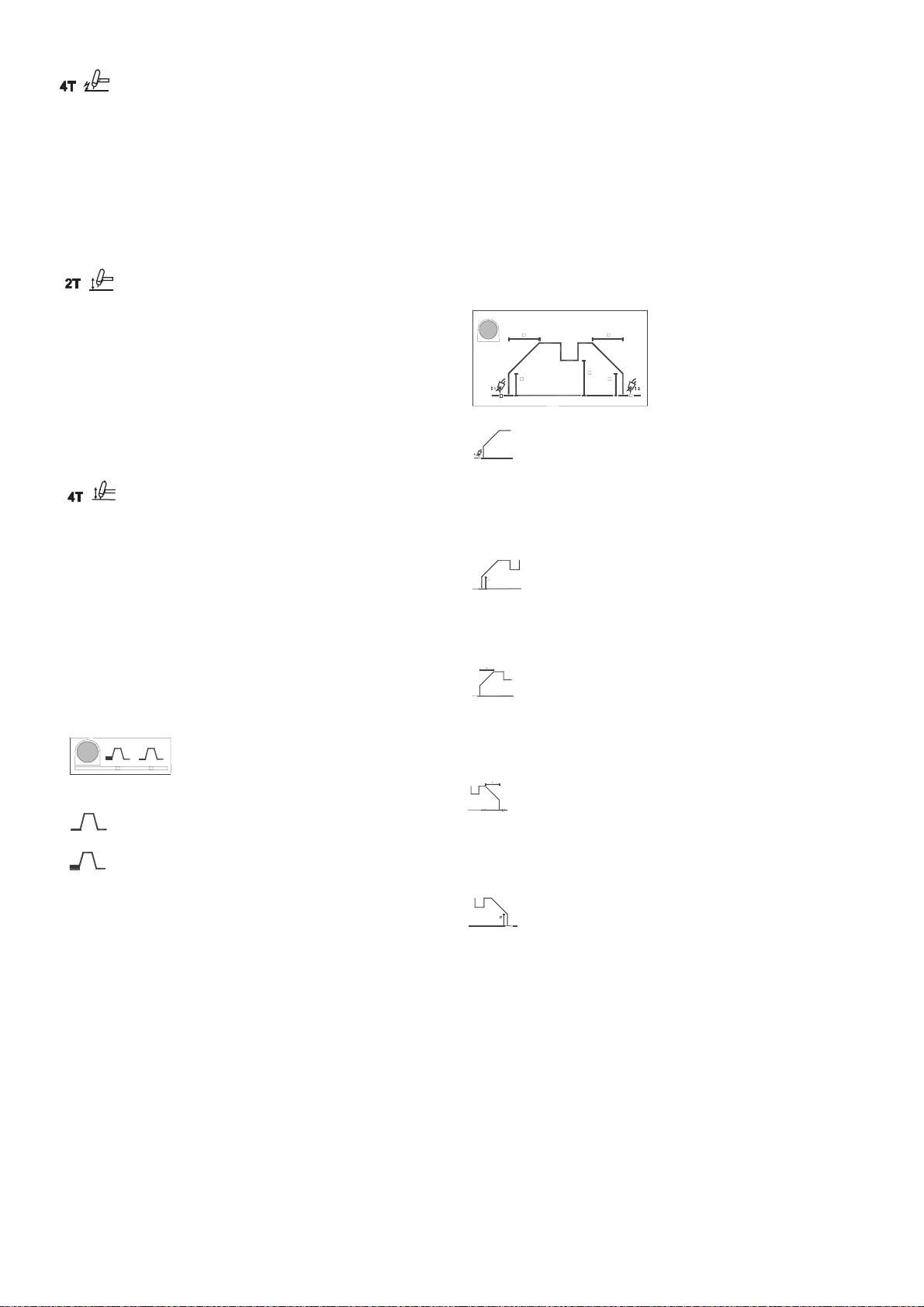
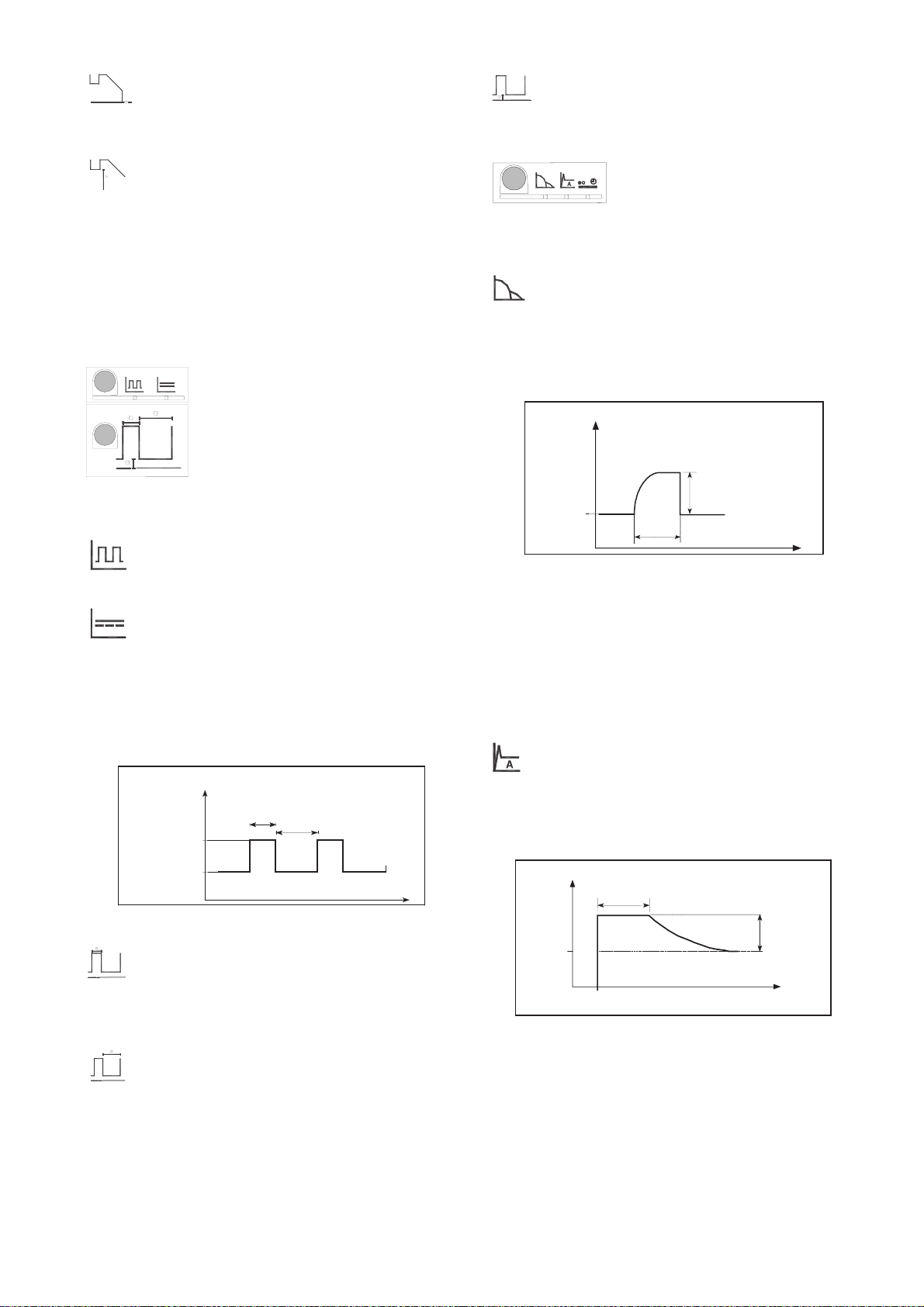
脉冲焊
这个界面是脉冲的按键区,它分成两个
部分:上面是启用或关闭脉冲焊,下面
是不同的脉冲参数。
在焊接过程中不可以启用或关闭脉冲功能。
脉冲
已选择了脉冲焊。
无脉冲
选择无脉冲焊接,所有脉冲参数都不能激活。
脉冲参数
在脉冲焊接时,参数可以被选中,对它作变动。下面这
个图显示出三个脉冲参数的含义。
安培
脉冲时间
设置焊接电流
脉停时间
MMA和TIG焊的参数
在焊接过程中,这些参数可以被选中
并作调节。
推力电流
推力电流的作用是在MMA焊时稳定电弧,这可以
通过增加短路电流量来实现。短路停止后,增加的那部
分电流则停止。
安培
推力电流中的
设置焊接电流
短路
额外部分电流
时间
推力电流可以在设置焊接电流的0- 150% 间设置。
如:焊接电流设置为40A,推力电流设置为100%,额外
部分电流就为40 A,那么推力电流值就为80 A。如
果推力设置为150%,那么额外部分电流为60A,推
力电流值便是100A。
热启动
在手工焊时,这个功能可辅助起弧。当焊条在接触工件
时,通过增加设置焊接电流值便可实现热启动。这个增
加的起弧电流持续半秒,然后降低到设置的焊接电流值。
基值电流
时间
脉冲时间
反映焊接在用脉冲电流下焊接的时间。脉冲电流
是 设 置 的 电 流 , 脉 冲 时 间 可 在 0 . 0 1 - 10 秒
钟 间 设 置 。
脉停时间
反映焊机在基值脉冲下焊接的时间。脉停时间可
在0.01-10间设置。
安培
0,5 s
热启动
中额外
设置焊接电流
开始焊接
的电流
时间
热启动值是在起弧时,以设置电流的百分比计算的增加
值,可以在0-100%间设置。
7
 Loading...
Loading...