

Migatronic MWF 552 YARD Instruction Manual
MWF 552 YARD
Brugsanvisning Trådfremføringsenhed
Instruction manual Wire feed unit
Betriebsanleitung Drahtvorschubeinheit
Manuel d'instruction Devidoir
Bruksanvisning Trådmatningsenhet
Manuale d'istruzione Trainafilo
Gebruikershandleiding Draadaanvoerunit
Käyttöohje Langansyöttöyksikkö
Valid from 2016 week 33 50113745 E

DANSK ................................................................................ 3
ENGLISH ............................................................................ 7
DEUTSCH .......................................................................... 11
FRANÇAIS ........................................................................ 15
SVENSKA .......................................................................... 19
ITALIANO ......................................................................... 23
NEDERLANDS ................................................................. 27
SUOMI ................................................................................ 31
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: MWF 55
2
YARD
as of week 02, 2013
conforms to directives 2014/35/EU
2014/30/EU
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Issued in Fjerritslev on 20.04.2016
Mads Prebensen
CEO
Tilkobling til strømkilde
Trådfremføringsenheden MWF 55
2
YARD er beregnet
for sammenkobling med MIGATRONIC strømkilden
SIGMA
2
.
Konfigurering
Hvis maskinen udstyres med svejsebrænder og
svejsekabler, der er underdimensioneret i forhold til
svejsemaskinens specifikationer f.eks. med hensyn til
den tilladelige belastning, påtager MIGATRONIC sig
intet ansvar for beskadigelse af kabler, slanger og
eventuelle følgeskader.
Bortskaf produktet i overensstemmelse med
gældende regler og forskrifter.
www.migatronic.com/goto/weee
Vigtigt!
Når stelkabler og mellemkabler tilsluttes maskinen, er god elektrisk
kontakt nødvendig, for at undgå at
stik og kabler ødelægges.
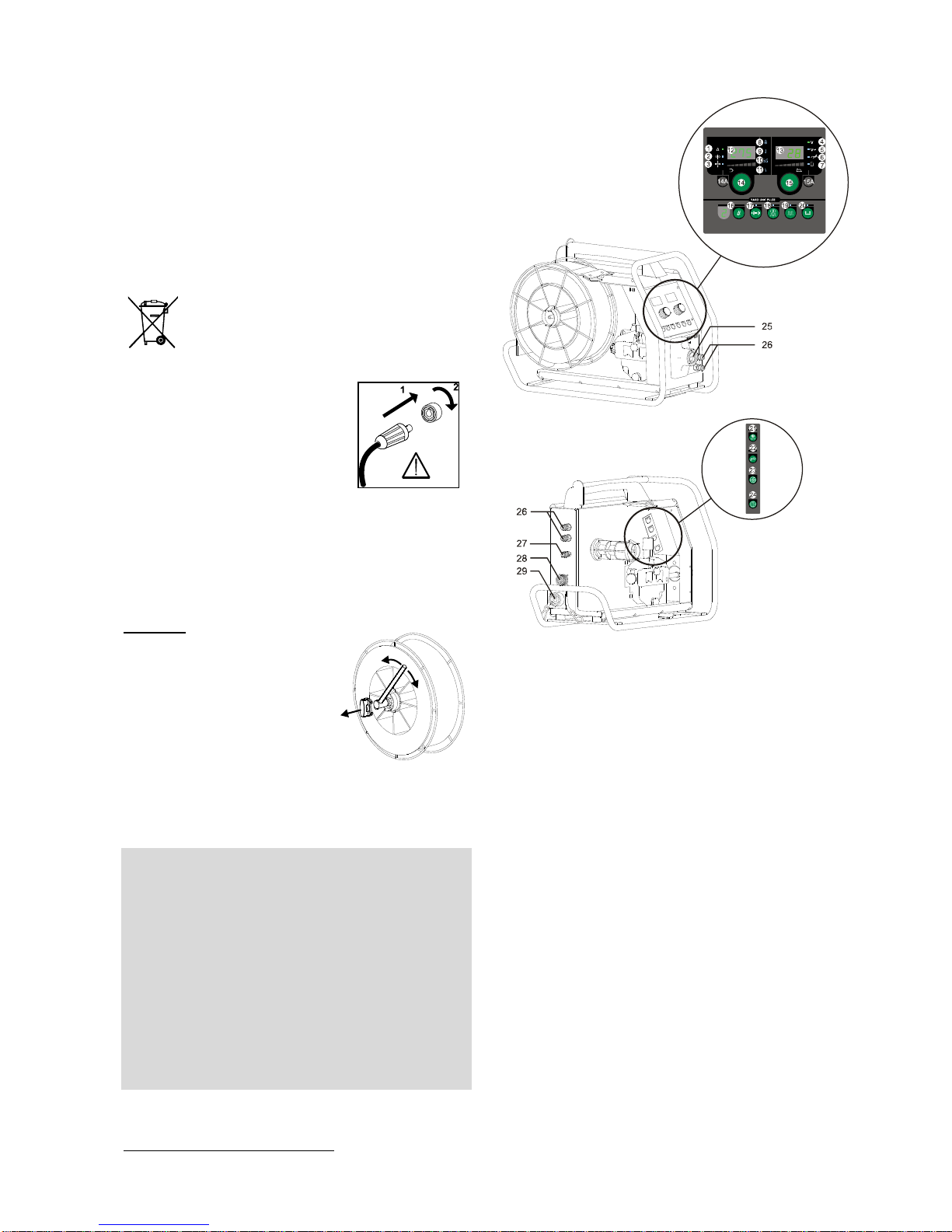
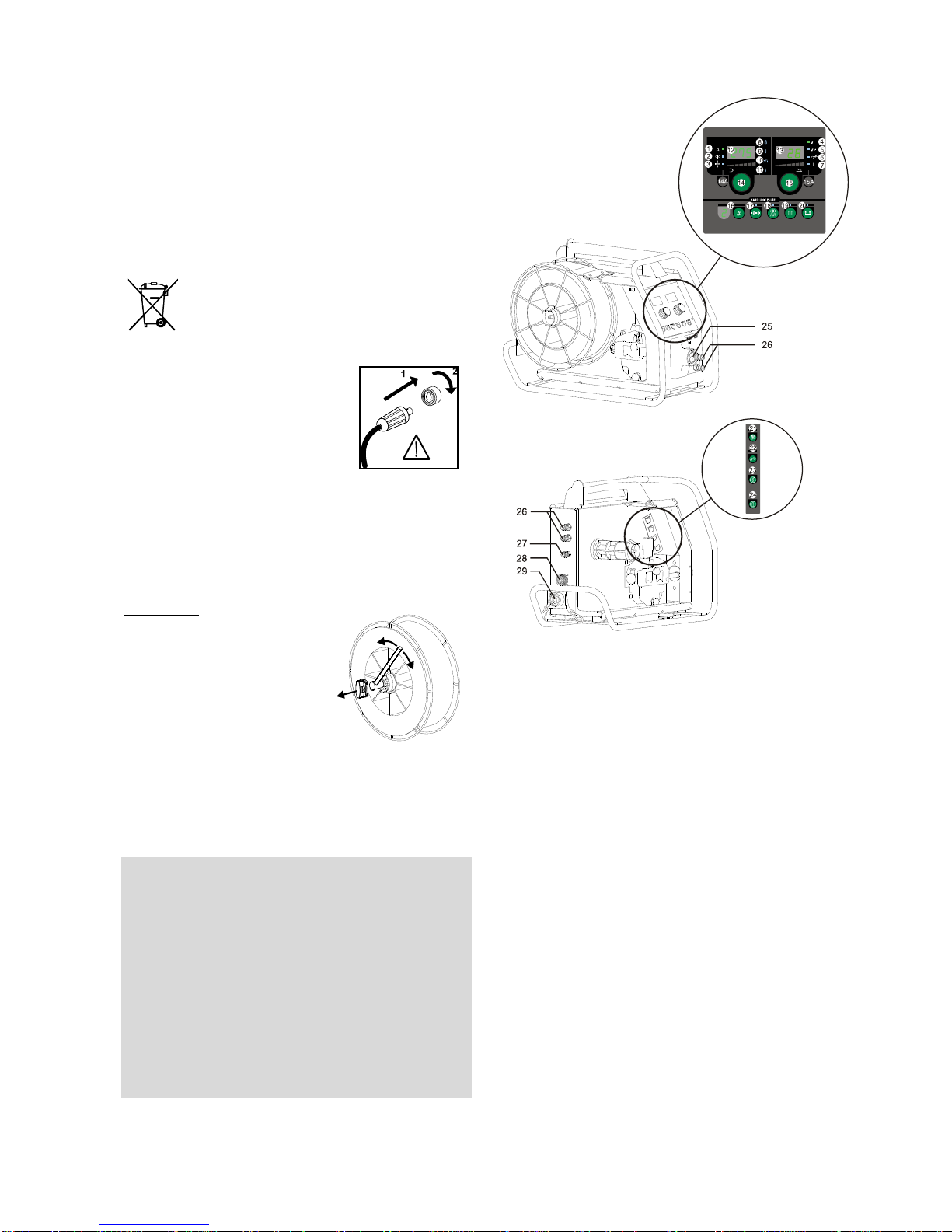
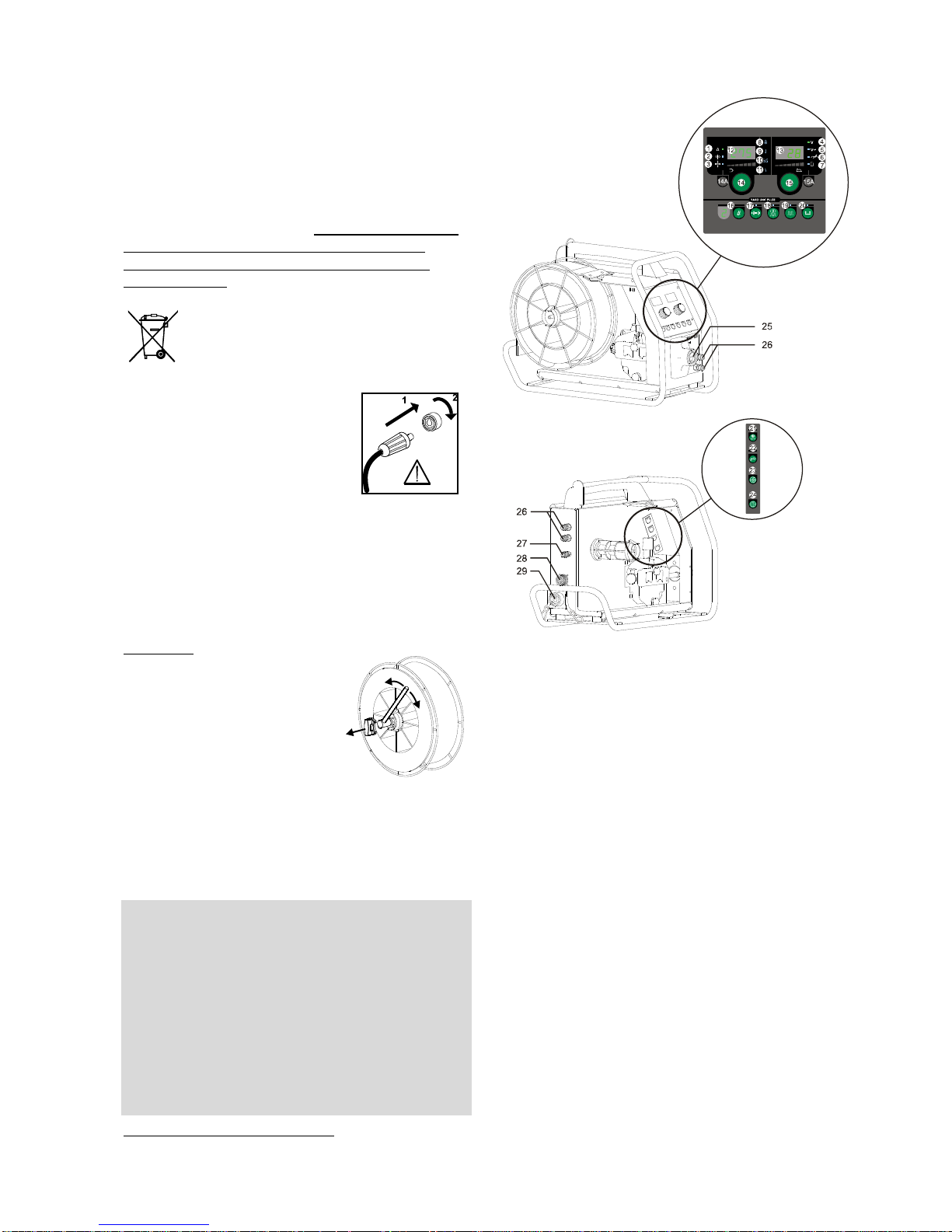
Justering af trådbremse
Trådbremsen skal sikre, at trådspolen bremses tilstrækkelig hurtigt, når svejsningen ophører. Den nødvendige bremsekraft er afhængig af vægten på trådrullen, og den maksimale trådhastighed der anvendes.
Et bremsemoment på 1,5-2,0 Nm vil være fyldestgørende til de fleste anvendelser.
Justering:
- Afmonter drejeknappen ved at
stikke en tynd skruetrækker ind
bagved knappen og ryk
derefter knappen ud.
- Juster trådbremsen ved at
spænde eller løsne låsemøtrikken på trådnavets aksel
- Monter knappen igen ved at trykke den på plads i
rillen.
Tekniske data
MWF 552 YARD
Tilladelig belastning 100% 425 A
Tilladelig belastning 60% 550 A
Trådfremføringshastighed 0,5 - 30 m/min
Forsyningsspænding 40 V AC
Effekt 250 VA
Brændertilslutning EURO
Trådspole diameter 300 mm
Separat trådspole nej
Separat mellemkabel ja
1
Beskyttelsesklasse IP23
Dimensioner (LxBxH) 62x26x40 cm
Vægt 12 kg
1
Udstyr mærket IP23 er beregnet til inden- og udendørs brug.
Teknisk beskrivelse
1. Svejsestrøm, [A]
2. Trådhastighed, [m/min]
3. Materialetykkelse, [mm]
4. Svejsespænding, [V]
5. Trimspænding, [V]
6. Arc adjust
7. Sømmiddelværdi log – strøm/spænding
8. Låsesymbol
Lås: Isæt SD låsekort og vælg "1" eller "All"
ved at dreje på (15).
Lås op: Isæt atter SD låsekort og panelet er ulåst.
(Se yderligere information i brugsanvisningen for SIGMA
2
)
9. Advarsel - Overophedning
10. Info – Blandbue
Risiko for svejsesprøjt

11. Fejl – Se brugsanvisning for SIGMA
12. Visning af svejsestrøm, trådhastighed eller
materialetykkelse
13. Visning af trimspænding,
svejsespænding eller Arc adjust
14. Indstilling af svejsestrøm /
valg af svejseprogram
Drej på knappen for at indstille den ønskede
svejsestrøm.
Kort tryk på (14A): Skift mellem visning af svejse-
strøm, trådhastighed og materialetykkelse.
Langt tryk på (14A): Valg af svejseprogram
15. Indstilling af svejsespænding,
Arc adjust og svejseforløb
Drej på knappen for at indstille den ønskede
svejsespænding eller Arc adjust.
Kort tryk på (15A): Skift mellem visning af trim-
spænding, svejsespænding, Arc adjust og
sømmiddelværdier (svejsestrøm/spænding).
Langt tryk på (15A): Åbner for justering af svejse-
forløbet.
16. Sekvensvalg
Giver mulighed for op til 9 sæt af alle indstillelige
værdier.
Kort tryk: Skifter til næste sekvens.
Langt tryk: Åbner for valg af antal sekvenser.
Vælg antal ved at dreje på (15).
Funktionen er frakoblet, når der er valgt 0.
Accepter valget med et kort tryk på (15A).
17. Hæftefunktion
Sekvens, hotstart og slope down er frakoblet, når
funktionen er aktiveret.
18. DUO Plus™
Til/frakobling af pulserende tråd i forbindelse med
synergisk MIG.
19. Pulssvejsning (kun Synergic Pulse Box)
Til/frakobling af MIG pulssvejsning
20. Valg af tastemetode
Skift mellem 2-takt (indikator slukket) og 4-takt (in-
dikator lyser).
2-takt: Svejseforløbet begynder når brænder-
tasten aktiveres, og afsluttes når brændertasten
slippes.
4-takt: Svejseforløbet begynder når brænder-
tasten aktiveres og slippes (hotstart er aktiv indtil
brændertasten slippes). Svejseforløbet afsluttes
når brændertasten atter aktiveres.
21. Vandkøling (ikke alle modeller)
Indikator lyser, når brændervandkøling er
aktiveret. (Se yderligere information i brugsanvisningen for SIGMA
2
)
22. Intern / ekstern regulering
Indikator lyser, når der er valgt ekstern regulering.
Se brugsanvisning for SIGMA for speciel
konfiguration.
23. Rangering af tråd
Tråd fremføres ved tryk på knappen. Hastigheden
justeres ved samtidigt at dreje på (14).
24. Gastest
Gasventil er åben, så længe knappen holdes
nede. Hvis IGC
®
løsning er tilkøbt, kan gasmængden samtidigt aflæses. Værdien kan
justeres ved at dreje på (15).
Skift mellem synergisk og manuel gasregulering
ved at trykke på (20) samtidig med at (24) fastholdes.
25. Tilslutning af svejsepistol
26. Lynkobling for kølevand
27. Tilslutning af beskyttelsesgas
28. Tilslutning af styrekabel
29. Tilslutning af svejsekabel
SOFTWARE
Hvis kontrolboksen udskiftes er det nødvendigt at
lægge software ind i den nye boks igen, ved hjælp af
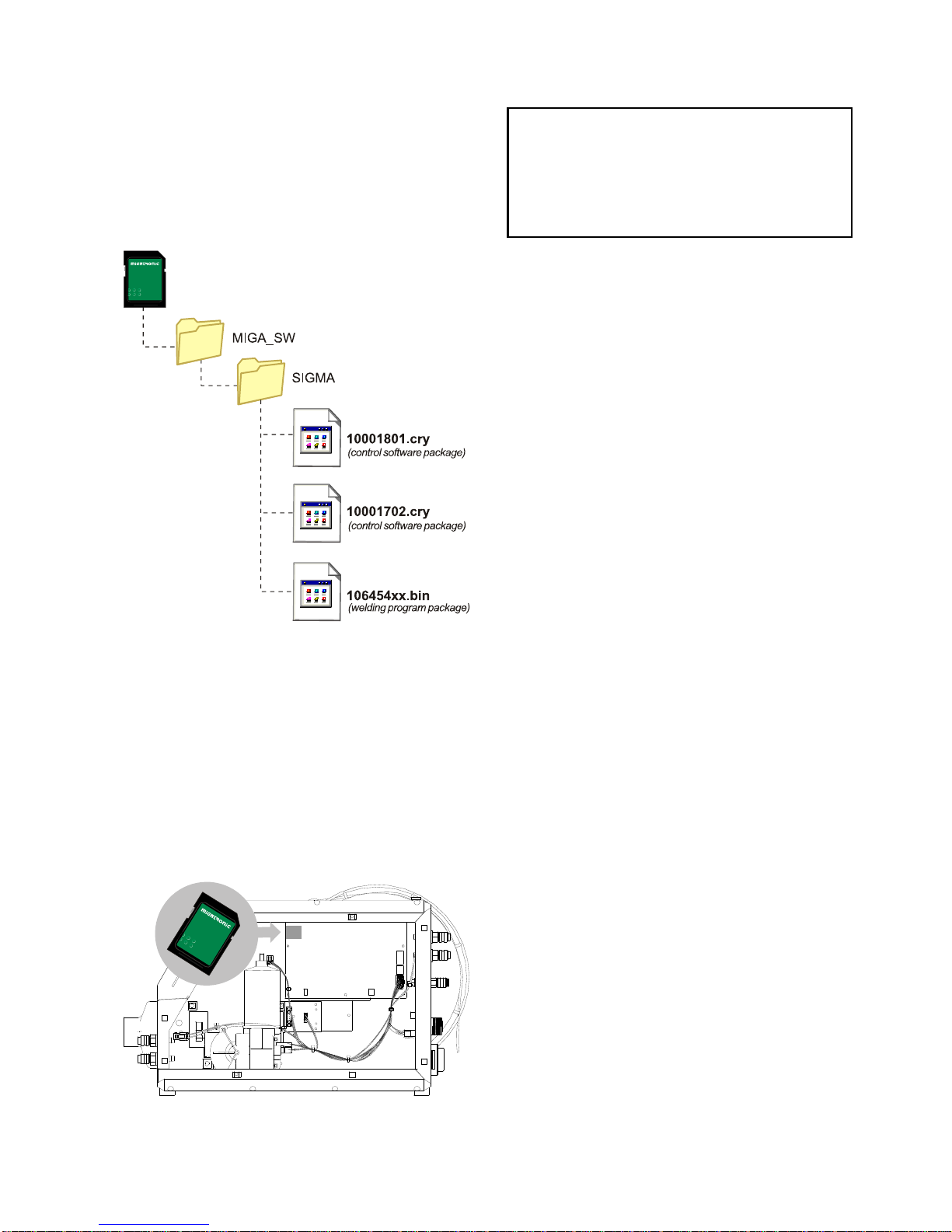
et SD kort.
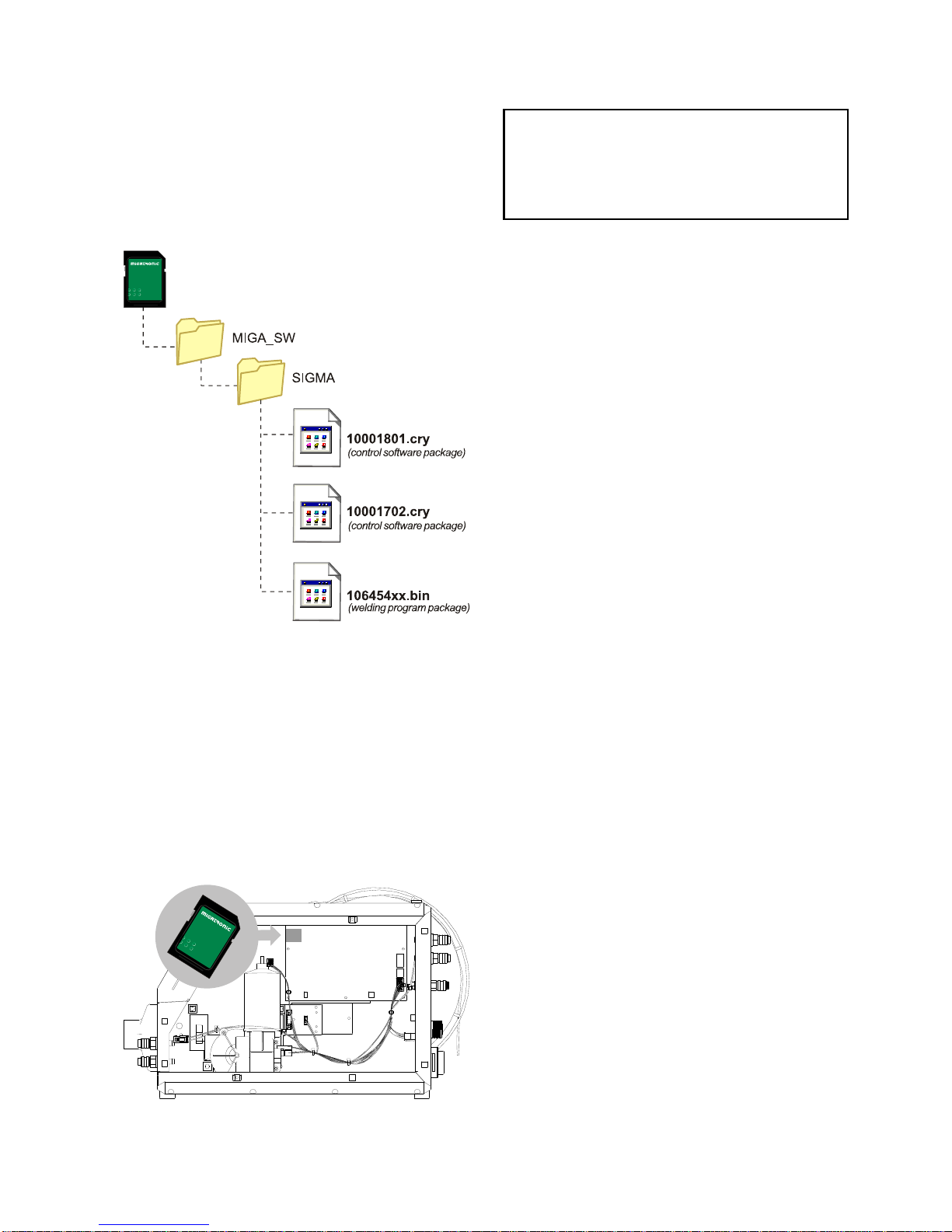
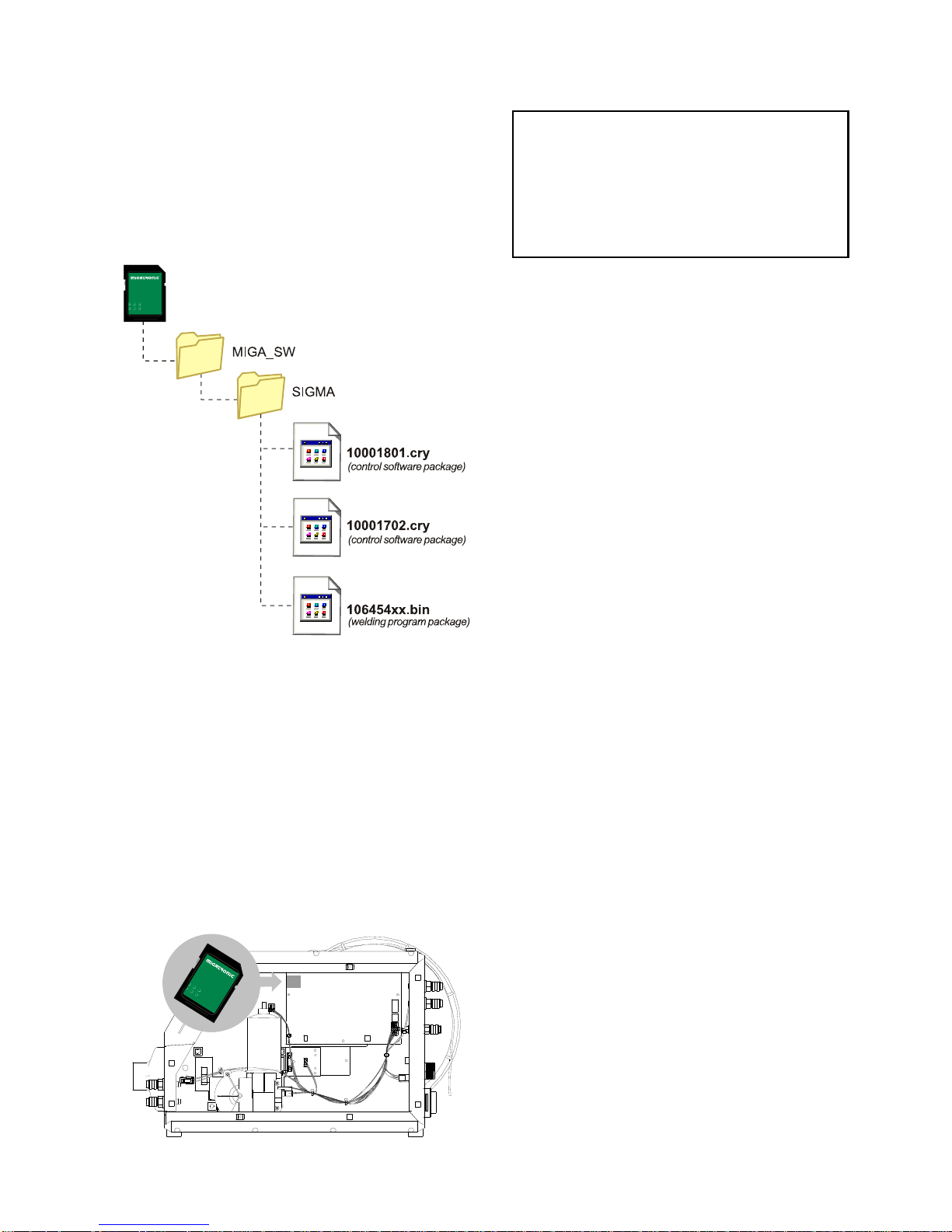
Softwaren ligger på et SD kort, som skal indeholde
mapperne og én eller flere af filerne som vist herunder.
Mappenavne skal skrives med STORE bogstaver og
må ikke omdøbes.
Software indlæsning
Afmonter venstre sideskærm på MWF 50/55 (må
kun foretages af elkyndigt personale)
Indsæt SIGMA SD-kortet i kortholderen på
printet.
Tænd maskinen.
Displayet blinker kortvarigt med seks streger.
Vent indtil maskinens display viser den indstillede
strøm.
Sluk maskinen, tag SD-kortet ud, og monter side-
skærm
Maskinen er nu klar til brug.
Hvis SD-kortet indeholder software til andre enheder
f.eks.:
10020115.cry RWF
10020113.cry RCI
vil disse enheder blive opdateret, hvis de er koblet til
CAN netværket.
Bemærk at det kan tage længere tid at foretage
opdateringer, vent derfor venligst med at slukke
maskinen, indtil der vises driftsbillede på SIGMA.
Alle maskinens brugerindstillinger slettes når
filen 106454xx.bin indlæses. Tag derfor altid SDkortet ud af maskinen efter opdateringen, for at
undgå at softwaren indlæses hver gang
maskinen tændes.
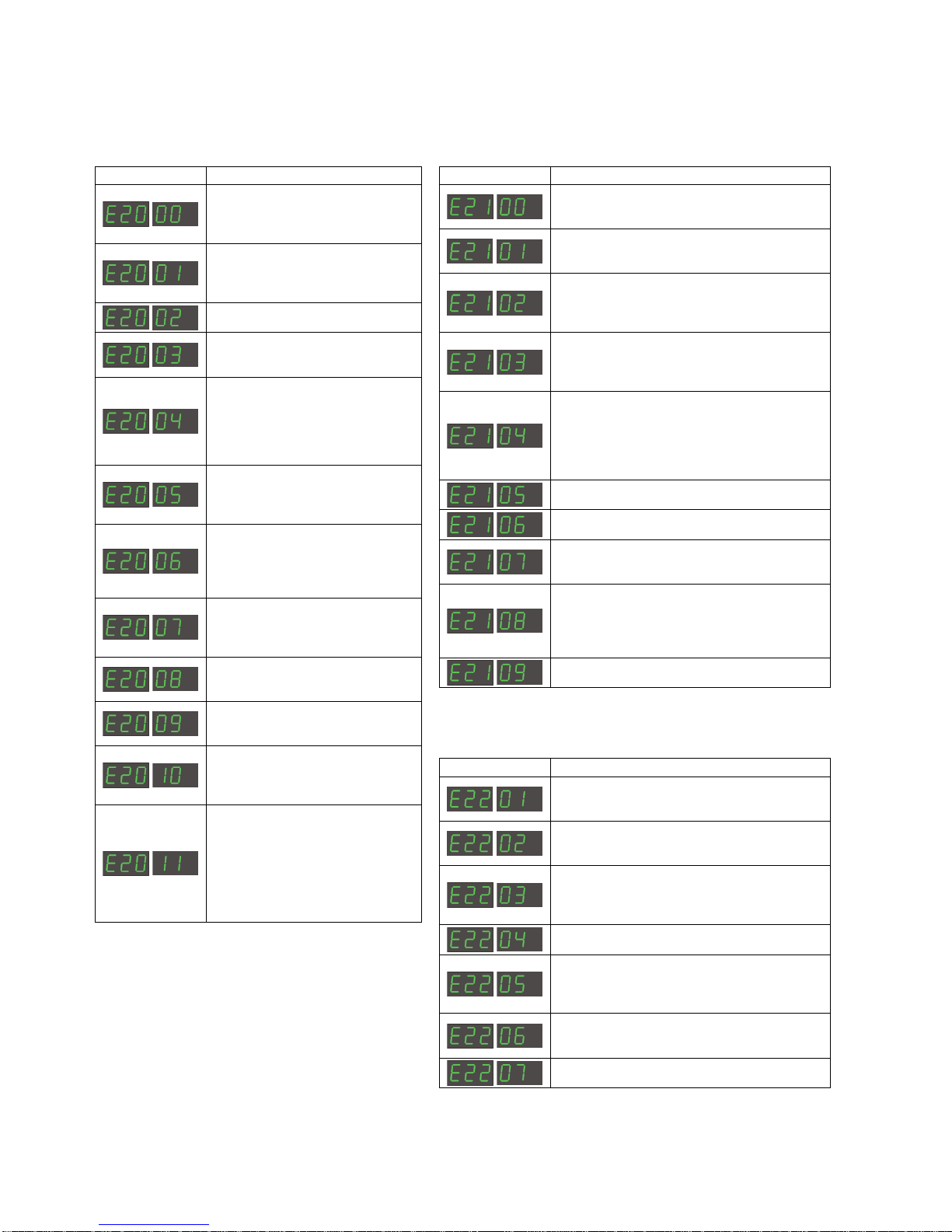
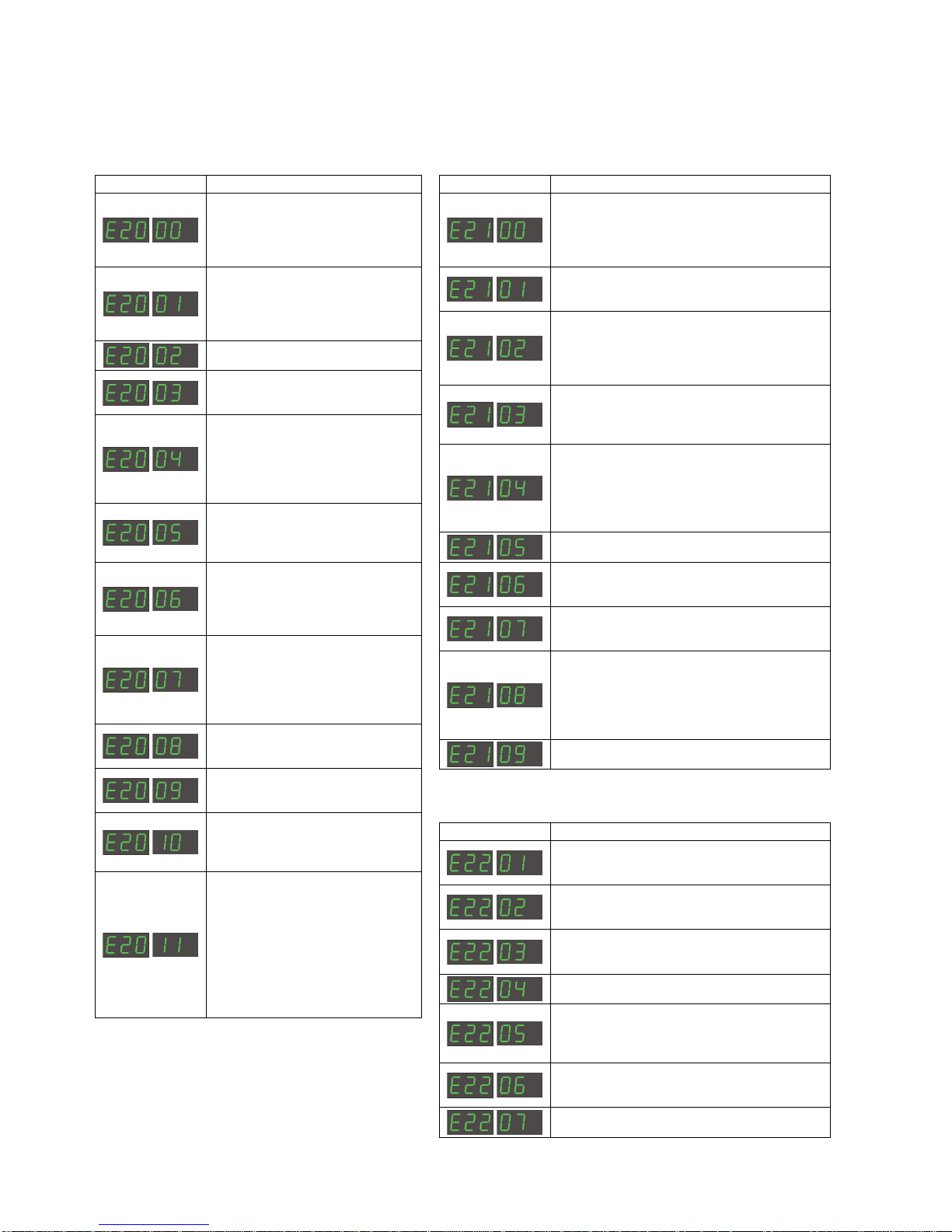
FEJLKODER
Hvis der opstår en fejl under software indlæsning vil en af nedenstående fejlkoder blinke i displayet.
Fejlkoder til MWF software 10001801.cry
Fejlkode Årsag og udbedring
Der er ingen software i kontrolboksen.
Sæt et SD kort med software i
boksen og tænd maskinen.
SD kortet er ikke formateret.
Formater SD kortet i en PC, som
FAT og læg filerne ned på kortet.
Eller anvend et andet SD kort.
SD kortet indeholder ingen software.
Se forrige side.
SD kortet har flere filer med samme
navn.
Se forrige side.
Kontrolboksen har forsøgt at indlæse flere data end den kan have i
hukommelsen.
1. Indlæs SD kortet igen.
2. Udskift SD kortet.
3. Tilkald MIGATRONIC Service.
Software på SD kortet er låst til en
anden type kontrolboks.
Anvend et SD kort med software
som passer til din type kontrolboks.
Software på SD kortet er låst til en
anden kontrolboks med et andet
serienummer/stregkode.
Anvend et SD kort med software
som passer til din kontrolboks.
Den interne kopibeskyttelse tillader
ikke adgang til mikroprocessoren.
1. Indlæs SD kortet i maskinen igen.
2. Tilkald MIGATRONIC Service.
Kontrolboksens hukommelses-kreds
er defekt.
Tilkald MIGATRONIC Service.
Kontrolboksens hukommelseskreds
er defekt.
Tilkald MIGATRONIC Service.
Den indlæste fil 10001801.cry er
fejlbehæftet.
1. Indlæs SD kortet igen.
2. Udskift SD kortet.
Manglende kommunikation til
strømkilden.
1. Strømkilden er MK1, og den kan
ikke kommunikere med trådbokse
MK2.
2. Mellemkablet er beskadiget.
3. Indlæs SD kortet igen.
4. Tilkald MIGATRONIC Service.
Fejlkoder til Svejseprogrampakke 106454xx.bin
Fejlkode Årsag og udbedring
Der er ingen svejseprogrammer i kontrolboksen.
Sæt et SD kort med software i boksen og tænd
maskinen. Se forrige side.
SD kortet er ikke formateret.
Formater SD kortet i en PC, som FAT. Eller
anvend et andet SD kort.
Det er kun muligt at have én fil med
svejseprogrammer.
Sørg for at der kun ligger én fil med nummeret
106454xx.bin på SD kortet. Se forrige side.
Den svejseprogrampakke du forsøger at indlæse
passer ikke til denne kontrolboks.
Anvend et SD kort med software som passer til
din kontrolboks.
Den svejseprogrampakke du forsøger at
indlæse, er låst til en kontrolboks med et andet
serienummer/stregkode.
Din softwarepakke er kopibeskyttet og forsøges
anvendt på en kontrolboks der ikke er købt
licens til.
Kontrolboksen er defekt.
Tilkald MIGATRONIC Service.
Filen 106454xx.bin mangler på SD kortet.
Se forrige side.
Den indlæste file 106454xx.bin er fejlbehæftet.
1. Indlæs SD kortet igen.
2. Udskift SD kortet.
Sigma mappen med filerne findes ikke på kortet
eller er placeret det forkerte sted.
1. Opret mapperne MIGA_SW / SIGMA og placér
filerne heri.
2. Udskift SD kortet.
For lidt intern hukommelse
Svejseprogrampakke kan ikke indlæses
Fejlkoder til Power control pakke 10001702.cry
Fejlkode Årsag og udbedring
Den indlæste fil 10001702.cry er fejlbehæftet.
1. Indlæs SD kortet igen
2. Udskift SD kortet.
SD kortet er ikke formateret.
Formater SD kortet i en PC, som FAT. Eller
anvend et andet SD kort.
Den SW du forsøger at indlæse passer ikke til
denne kontrolboks.
Anvend et SD kort med software som passer til
din kontrolboks.
DSP-printet er defekt.
Tilkald MIGATRONIC Service
Dataoverførselsfejl
Sluk og tænd maskinen igen. Hvis fejlen
kommer endnu en gang udskiftes SD kortet.
Kontakt evt. forhandleren
Den indlæste fil 10001702.cry er fejlbehæftet.
1. Indlæs SD kortet igen
2. Udskift SD kortet.
DSP-printet er defekt.
Tilkald MIGATRONIC Service
Connection to power source
The wire feed unit MWF 55
2
YARD is designed for
connection to the MIGATRONIC power source
SIGMA
2
.
Configuration
MIGATRONIC disclaims all responsibility for damaged
cables and other damages related to welding with
under sized welding torch and welding cables
measured by welding specifications e.g. in relation to
permissible load.
Dispose of the product according to local
standards and regulations.
www.migatronic.com/goto/weee
Important!
In order to avoid destruction of
plugs and cables, good electric
contact is required when connecting
earth cables and intermediary
cables to the machine.
Adjustment of wire brake
The wire brake must ensure that the wire reel brakes
sufficiently quickly when welding stops. The required
brake force is dependent on the weight of the wire reel
and the maximum wire feed speed. A brake torque of
1.5-2.0 Nm will be satisfactory for most applications.
Adjustment:
- Dismount the control knob
by placing a thin screw driver
behind the knob and
thereafter pull it out
- Adjust the wire brake by
fastening or loosening the
self-locking nut on the axle
of the wire hub
- Remount the knob by pressing it back into the
groove.
Technical data
MWF 552 YARD
100% duty cycle 425 A
60% duty cycle 550 A
Wire speed 0.5 - 30 m/min
Mains voltage 40 V AC
Efficiency 250 VA
Torch connection EURO
Dimension wire reel 300 mm
Separate wire reel no
Separate intermediary cable yes
1
Protection class IP23
Dimensions (LxWxH) 62x26x40 cm
Weight 12 kg
1
Equipment marked IP23 is designed for indoor and outdoor
applications
Technical description
1. Welding current, [A]
2. Wire feed speed, [m/min]
3. Material thickness, [mm]
4. Welding voltage, [V]
5. Trim voltage, [V]
6. Arc adjust
7. Seam average log – current/voltage
8. Lock symbol
Lock: Insert the SD lock card and choose "1" or
"All" using (15).
Unlock: Reinsert the SD lock card to unlock the
control panel. (For detail information see
SIGMA
2
instruction manual)
9. Warning - Overheating
10. Info – globular transfer
Risk of weld spatter

11. Fault indicator – See SIGMA2 instruction
manual.
12. Display of welding current, wire feed speed or
material thickness.
13. Display of trim voltage, welding voltage or Arc
adjust
14. Setting welding current /
selecting welding programme
Turn the control knob to set the desired welding
current.
Short press (14A): Change between display of
welding current, wire feed speed or material
thickness.
Long press (14A): Select welding program.
15. Setting welding voltage, Arc adjust and
welding process
Turn the control knob to set the desired welding
voltage or Arc adjust.
Short press (15A): Change between display of
trim voltage, welding voltage, Arc adjust or seam
average (welding current/voltage).
Long press (15A): Opens for setting the welding
process.
16. Selecting sequences
Allows the operator up to nine sets of all
adjustable values.
Short press: Changes to next sequence.
Long press: Opens for selecting number of
sequences. Turn (15) to choose number.
The function is off when 0 is chosen. Press (15A)
briefly to accept choice.
17. Tack welding
When this function is activated, sequence,
hotstart and slope down are off.
18. DUO Plus™
Pulsating wire in connection with synergic MIG
on/off.
19. Pulse welding (only Synergic Pulse Box)
MIG pulse welding on/off.
20. Selecting trigger mode
Change between 2-stroke (indicator off) and 4-
stroke (indicator on).
2-stroke: The welding process starts when the
torch trigger is activated and ends when the torch
trigger is released.
4-stroke: The welding process starts when the
torch trigger is activated and released (hotstart is
active until release of torch trigger) and ends
when the torch trigger is activated again.
21. Water cooling (not all versions)
Indicator is on when watercooling of torch is
activated. (For detail information see SIGMA
2
instruction manual).
22. Internal / external adjustment
When external adjustment is chosen, the
indicator is on.
For special configuration, see SIGMA
2
instruction
manual.
23. Wire inching
Press the key to feed the wire and adjust the wire
feed speed by turning (14) simultaneously.
24. Gas test
The gas valve is open as long as the key is held
down. If the IGC
®
function is available, it is
possible at the same time to read off the gas
quantity. Turn (15) to adjust the value. Hold down
(24) and press (20) simultaneously to change
between synergic and manual gas adjustment.
25. Connection of torch
26. Torch water cooling connection
27. Shielding gas connection
28. Control cable connection
29. Welding cable connection
SOFTWARE
It is necessary to read software inside the new control
unit by means of a SD card, if the control unit has
been exchanged.
The software is placed on a SD card which must
contain the folders and one or more of the files as
shown below. The folder names must be saved in BIG
letters and with the original names.
Software reading
Remove the left side plate on the MWF 50/55
(must be carried out by electrically skilled
person).
Insert the SIGMA SD-card in card holder at the
PCB.
Turn on the machine
The display flashes shortly with six lines.
Wait until the set current is displayed.
Turn off the machine, remove the SD card and
mount the side plate.
The machine is now ready for use.
If the SD-card contains software for other units e.g.:
10020115.cry RWF
10020113.cry RCI
These units will be updated if they are connected to
the CAN network.
Please note that this update will be longer in time, so
please do not turn off the machine until the standard
control panel will be displayed at SIGMA.
All machine user settings are deleted when
the file 106454xx.bin has been inserted.
Therefore, always remove the SD-card from the
machine after the software update. Thereby,
continuous software update is avoid each time
the mach
i
ne is turned on.
ERROR CODES
One of the below mentioned error codes will be displayed if an error occurs during software update.
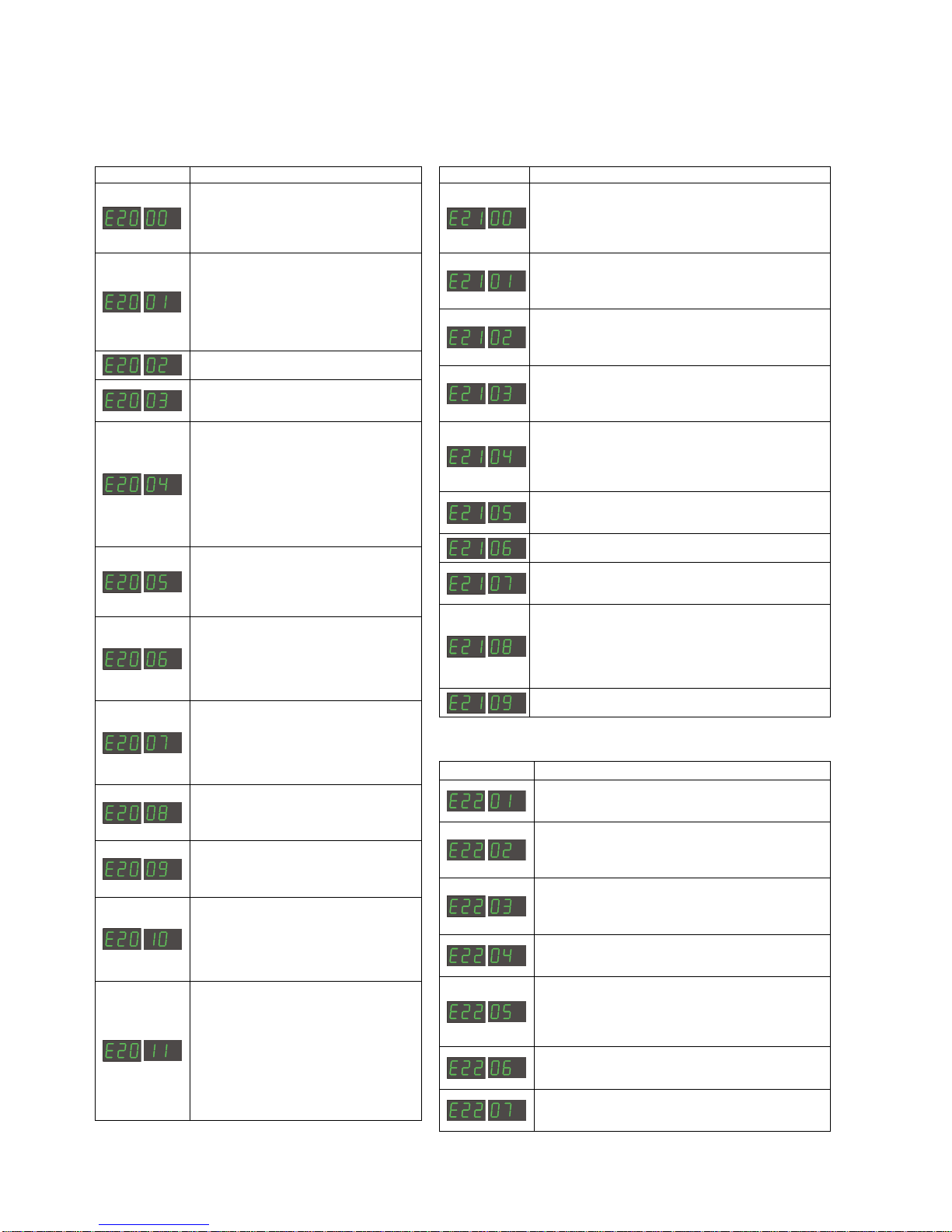
Error codes for MWF software 10001801.cry
Error code Cause and solution
There is no software present in the
control unit.
Insert a SD card with software in
the control unit and turn on the
machine.
SD card is not formatted.
The SD card must be formatted in
a PC as FAT and place the files
down on the card or use another
SD card.
SD card contains no software.
See the previous page.
SD card has more files of the same
name.
See the previous page.
The control unit has tried to read
more data than is accessible in the
memory.
1. Insert the SD card again.
2. Replace the SD card.
3. Contact MIGATRONIC Service.
Software on the SD card is locked
for another type of control unit.
Use a SD card with software that
matches your control unit.
Software on the SD card is locked
for another control unit with another
serial number/ bar code.
Use a SD card with software that
matches your control unit.
The internal copy protection does
not allow access to the
microprocessor.
1. Insert the SD card in the machine
again.
2. Contact MIGATRONIC Service.
The memory circuit is defective in
the control unit.
Contact MIGATRONIC Service.
The memory circuit is defective in
the control unit.
Contact MIGATRONIC Service
The file 10001801.cry has an error.
1. Insert the SD card in the machine
again.
2. Exchange the SD card.
Lacking communication to the
power source
1. The power source is a MK1
version and cannot communicated
with wire feed unit MK2 version.
2. The intermediary cable is
damaged.
3. Insert the SD card in the machine
again.
4. Contact MIGATRONIC Service.
Error codes for welding program package 106454xx.bin
Error code Cause and solution
There is no welding programs present in the
control unit
Insert a SD card with software in the control unit
and turn on the machine. See the previous
page.
SD card is not formatted.
The SD card must be formatted in a PC as FAT
or use another SD card.
It is only possible to have one file with welding
programs.
Make sure that there is only one file with the
number 106454xx.bin on the SD card. See the
previous page.
The welding program package does not match
this control unit.
Use a SD card with software that matches your
control unit.
The welding program package is locked for
another control unit with another serial number/
bar code.
Your software package is copy protected and
cannot be used for a control unit without the
correct license.
The control unit is defective
Contact MIGATRONIC Service.
The file 106454xx.bin is not present on the SD
card.
See the previous page.
The file 106454xx.bin has an error.
1. Insert the SD card in the machine again.
2. Exchange the SD card.
The Sigma folder with files are not present at the
card or are saved incorrectly.
1. Make a folder MIGA_SW / SIGMA as described
on the previous page and save the files in the
folder.
2. Exchange the SD card
The internal memory is to small
Welding program package cannot be loaded
Error codes for Power control package 10001702.cry
Error code Cause and solution
The file 10001702.cry has an error.
1. Insert the SD card in the machine again.
2. Exchange the SD card.
SD card is not formatted.
The SD card must be formatted in a PC as FAT.
Or use another SD card.
The software does not match this control unit.
Use a SD card with software that matches your
control unit.
DSP-PCB is defective
Contact MIGATRONIC Service
Data transmission error
Turn on and off the machine. Exchange the SD
card if the error is displayed again. Contact your
dealer if necessary.
The file 10001702.cry has an error.
1. Insert the SD card in the machine again.
2. Exchange the SD card.
DSP-PCB is defective
Contact MIGATRONIC Service
Anschluß zu Stromquelle
Die Drahtvorschubeinheit MWF 55
2
YARD ist
berechnet für Anschluß zur MIGATRONIC
Stromquelle SIGMA
2
.
Konfiguration
Bitte beachten Sie bei der Konfiguration der Schweißmaschine, daß die Schweißkabel und Schweißbrenner
der technischen Spezifikation der Stromquelle
entsprechend ausgelegt sind. Für Schäden die durch
unterdimensionierte Schweißkabel und Brenner
entstanden sind übernimmt MIGATRONIC keine
Gewährleistung.
Entsorgen Sie das Produkt gemäss den
örtlichen Standards.
www.migatronic.com/goto/weee
Wichtig!
Guter elektrischer Kontakt ist notwendig während Anschluss der
Massekabel und Zwischenkabel,
weil Stecker und Kabel sonst
zerstört werden können.
Justierung der Drahtbremse
Die Drahtbremse sichert, daß die Drahtspule schnell
genug bremst, wenn das Schweißen aufhört. Die notwendige Bremsekraft ist vom Gewicht der Drahtrolle
und der maksimalen Drahtfördergeschwindigkeit
abhängig. Ein Drehmoment auf 1,5-2,0 Nm ist für die
meisten Fällen zureichend.
Justierung:
- Der Drehknopf kann abmontiert
werden, wenn ein Schraubendreher hinter den Knopf plaziert
ist. Danach kann der Knopf
ausgezogen werden.
- Die Drahtbremse kann durch
Festspannen oder Lockern der
Gegenmutter auf die Achse der Drahtnabe justiert
werden.
- Der Knopf kann wieder montiert werden, wenn er in
der Rille zurückgedrückt ist.
Technische Daten
MWF 552 YARD
100% ED 425 A
60% ED 550 A
Drahtfördergeschwindigkeit 0,5 - 30 m/min
Netzspannung 40 V AC
Leistung 250 VA
Brenneranschluß EURO
Drahtspuledimension 300 mm
Separat Drahtspule nein
Separat Zwischenkabel ja
1
Schutzklasse IP23
Maße (LxBxH) 62x26x40 cm
Gewicht 12 kg
1
Geräte, die der Schutzklasse IP23 entsprechen, sind für Innen-
und Außengebrauch berechnet.
Technische beschreibung
1. Schweißstrom, [A]
2. Drahtfördergeschwindigkeit, [m/min]
3. Materialstärke, [mm]
4. Schweißspannung, [V]
5. Spannungstrimm, [V]
6. Arc adjust
7. Nahtmittelwert Log – Strom/Spannung
8. Sperr-Symbol
Sperren: Die SD-Sperrkarte einsetzen und "1"
oder "All" mittels (15) wählen.
Entsperren: Die SD-Sperrkarte wieder einsetzen,
wodurch das Bedienfeld entsperrt
wird. (Weitere Information finden Sie
in der SIGMA
2
Betriebsanleitung).
9. Warnung – Überhitzung
10. Info – Mischbogen
Risiko für Schweißspritzer.

11. Fehleranzeige –
siehe SIGMA
2
Betriebsanleitung
12. Anzeige des Schweißstroms, der Drahtfördergeschwindigkeit oder der Materialstärke.
13. Anzeige des Spannungstrimms, der Schweißspannung oder Arc adjust.
14. Einstellung des Schweißstroms /
Wahl des Schweißprogramms
Einstellung des gewünschten Schweißstroms
mittels des Drehknopfs.
Kurzer Tastendruck (14A): Zwischen Anzeige des
Schweißstroms, der Drahtfördergeschwindigkeit
oder der Materialstärke wechseln.
LangerTastendruck (14A): Schweißprogramm
wählen.
15. Einstellung der Schweißspannung, Arc adjust
und des Schweißvorgangs
Einstellung der gewünschten Schweißspannung
oder Arc adjust mittels des Drehknopfs.
Kurzer Tastendruck (15A): Zwischen Anzeige des
Spannungstrimms, der Schweißspannung, Arc
adjust oder Nahtmittelwerte (Schweißstrom/
Spannung) wechseln.
Langer Tastendruck (15A): Öffnet für Einstellung
des Schweißvorgangs.
16. Wahl der Sequenzen
Bis zu 9 Sets von allen einstellbaren Werten sind
zugänglich.
Kurzer Tastendruck: Sequenz wechseln.
Langer Tastendruck: Öffnet für Wahl der Anzahl
der Sequenzen. Wählen Sie die Anzahl der
Sequenzen mittels (15).
Die Funktion ist nicht aktiv, wenn die Anzahl der
Sequenzen auf 0 eingestellt wurde. Zur Annahme
der Wahl, (15A) kurz drücken.
17. Heftschweißen
Wenn diese Funktion aktiv ist, sind Sequenzen,
Hotstart und Stromabsenkung ausgeschaltet.
18. DUO Plus™
Pulsierender Draht in Verbindung mit
synergischem MIG ein/aus.
19. Puls-Schweißen (nur Synergic Pulse Box)
MIG-Puls-Schweißen ein/aus.
20. Trigger-Modus
Wechseln Sie zwischen 2-Takt (Indikator aus)
und 4-Takt (Indikator ein).
2-Takt: Der Schweißvorgang beginnt wenn der
Trigger gedrückt wird, und endet wenn er wieder
losgelassen wird.
4-Takt: Der Schweißvorgang beginnt, wenn der
Trigger gedrückt und losgelassen wird (Hotstart
ist aktiv, bis der Trigger losgelassen wird) und
endet, wenn er wiederum gedrückt wird.
21. Wasserkühlung (nicht alle Ausführungen)
Der Indikator leuchtet, wenn Wasserkühlung des
Brenners aktiv ist. (Weitere Information finden Sie
in der SIGMA
2
Betriebsanleitung).
22. Interne / Externe Regelung
Der Indikator leuchtet, wenn externe Regelung
gewählt wurde.
Für spezielle Konfiguration, siehe SIGMA
2
Betriebsanleitung.
23. Drahtförderung
Taste gedrückt halten um den Draht zu führen.
Gleichzeitig die Drahtfördergeschwindigkeit
mittels (14) einstellen.
24. Gastest
Das Gasventil ist offen, so lange die Taste
gedrückt wird. Wenn die IGC
®
-Funktion
zugänglich ist, kann die Gasmenge gleichzeitig
abgelesen werden. Den Wert mittels (15)
einstellen. Die Taste (24) gedrückt halten und
gleichzeitig (20) drücken um zwischen
synergischer und manueller Gasregulierung zu
wechseln.
25. Anschluß für Brenner
26. Schnellkupplung für Kühlwasser
27. Anschluß für Schutzgas
28. Anschluß für Steuerkabel
29. Anschluß für Schweißkabel
SOFTWARE
Wenn die Kontrolleinheit ausgewechselt wird, ist es
notwendig Software in der neuen Einheit durch
Anwendung einer SD Karte einzulegen.
Die Software liegt auf eine SD Karte, die die untererwähnten Mappen und ein oder mehreren Registers
enthält. Die Mappenamen sind mit GROSSEN Buchstaben geschrieben und dürfen nicht umgetauft
werden.
Software Einlesen
Die linken Seitenplatte auf die MWF 50/55 Einheit
muss entfernt werden (darf nur von einem
elektrisch Fachkundigen durchgeführt werden).
Die SIGMA SD-Karte wird im Karthalter auf der
Platine eingesetzt.
Die Maschine ist dann eingeschaltet.
Das Display blinkt kurz mit 6 Strichen.
Bitte warten bis das Display den eingestellten
Strom zeigt.
Die Maschine muss wieder aufgeschaltet und die
SD Karte entfernt werden. Die Seitenplatte wird
montiert.
Die Maschine ist jetzt gebrauchsfertig.
Wenn die SD-Karte Software für andere Einheiten
enthält, z.B.:
10020115.cry RWF
10020113.cry RCI
werden diese Einheiten aktualisiert, wenn sie an CAN
Netwerk angeschlossen sind.
Die Aktualisierung kann länger dauern, so bitte nicht
die Maschine ausschalten, ehe die normale Betriebsanzeige im SIGMA Display gezeigt wird.
Alle Benutzereinstellungen werden über-
schrieben wenn die Dateien 106454xx.bin
eingelest wird. Die SD-Karte soll deshalb nach
Einlesen der Software immer von der Maschine
entfernt werden. Damit wird die Software nicht
ständig eingelest werden, wenn die Maschine
ein
g
eschaltet wird.
FEHLERKODEN
Eine der folgenden Fehlerkoden blinkt im Display, wenn ein Fehler während Softwareeinlesen entsteht.
Fehlerkoden für MWF Software 10001801.cry
Fehlerkode Ursache und Ausbesserung
Keine Software ist in der Kontrolleinheit
vorhanden.
Eine SD Karte mit Software muß in der
Kontrolleinheit eingesetzt und die
Maschine eingeschaltet werden.
Die SD Karte Formatten ist nicht
durchgeführt.
Der Formatten der SD Karte muss als
FAT durchgeführt werden und die
Dateien muß auf die Karte gespeichert
werden. Oder eine andere Karte muß
angewendet werden.
Die SD Karte enthält keine Software.
Bitte vorige Seite lesen.
Die SD Karte hat mehrere Dateien mit
demselben Name.
Bitte vorige Seite lesen.
Die Kontrolleinheit hat Einlesen von
mehren Dateien versucht, als die die
gespeichert werden können.
1. Die SD Karte muß w ieder eingelest
werden.
2. Die SD Karte muß ausgetauscht
werden.
3. Setzen Sie sich bitte mit Migatronic
Kundendienst in Verbindung.
Die Software auf die SD Karte ist für ein
andere Typ Kontro lleinh eit gesch lossen.
Eine SD Karte muß angewendet
werden, die für Ihre Kontrolleinheit
zutrifft.
Die Software auf die SD Karte ist für eine
Kontrolleinheit mit einer anderen Seriennr.
/ Strichkode geschlossen.
Eine SD Karte muß angewendet
werden, die für Ihre Kontrolleinheit
zutrifft
Der interne Kopieschutz erlaubt keinen
Zutritt des Mikroprozessors.
1. Die SD Karte muß w ieder eingelest
werden.
2. Setzen Sie sich bitte mit Migatronic
Kundendienst in Verbindung.
Der Speicher in der Kontrolleinheit ist
defekt.
Setzen Sie sich bitte mit Migatronic
Kundendienst in Verbindung.
Der Speicher in der Kontrolleinheit ist
defekt.
Setzen Sie sich bitte mit Migatronic
Kundendienst in Verbindung.
Die eingeleste Datei 10001801.cry ist
fehlerbehaft.
1. Die SD Karte muß wieder eingelest
werden.
2. Die SD Karte muß ausgewechselt
werden.
Fehlende Kommunikation zu Stromquelle.
1. Die Stromquelle ist MK1, und sie kann
nicht mit Drahtvorschubeinheiten MK2
kommunizieren.
2. Das Zwischenschlauchpaket ist
beschädigt.
3. Die SD Karte muß wieder eingelest
werden.
4. Setzen Sie sich bitte mit Migatronic
Kundendienst in Verbindung.
Fehlerkoden für Schweißprogramme 106454xx.bin
Fehlerkode Ursache und Ausbesserung
Keine Schweißprogramme sind in der Kontrolleinheit
vorhanden.
Eine SD Karte mit Software muß in der Kontroll-einheit
eingesetzt werden, und die Maschine muß
eingeschaltet werden. Bitte vorige Seite lesen.
Die SD Karte Formatten ist nicht durchgeführt.
Der Formatten der SD Karte muss als FAT durch-
geführt werden. Oder eine andere Karte muß
angewendet werden.
Es ist nur möglich eine Datei mit Schweißprogramme zu
haben.
Nur eine Datei mit dem Name 106454xx.bin soll auf die
SD Karte gespeichert werden. Bitte vorige Seite lesen.
Die Schweißprogramme auf die SD Karte sind für ein
andere Typ Kontrolleinheit geschlossen.
Eine SD Karte muß angewendet werden, die für Ihre
Kontrolleinheit zutrifft.
Die Schweißprogramme auf die SD Karte sind für eine
Kontrolleinheit mit einer anderen Seriennr. / Strichkode
geschlossen.
Ihre Software ist kopiergeschutzt und wird jetzt auf eine
Kontrolleinheit angewendet, die keine Lizenz erteilt ist
Die Kontrolleinheit ist defekt.
Setzen Sie sich bitte mit Migatronic Kundendienst in
Verbindung.
Die Datei 106454xx.bin empfehlt auf die SD Karte.
Bitte vorige Seite lesen.
Die eingeleste Datei 106454xx.bin ist Fehlerbehaft
1. Die SD Karte muß wieder eingelest werden.
2. Die SD Karte muß ausgewechselt werden.
Die Sigma Mappe mit den Dateien sind nicht auf die
Karte vorhanden oder sind nich t korrekt gesp eichert.
1. Die Mappe MIGA_SW / SIGMA muß w ie auf v orige
Seite beschrieben gebildet werden. Danach müssen
die Dateien darin gespeichert werden.
2. Die SD Karte muß ausgetauscht werden.
Zu klein interner Speicher
Die Schweißprogramme können nicht eingelest werden
Fehlerkoden für Power Control Paket 10001702.cry
Fehlerkode Ursache und Ausbesserung
Die eingeleste Datei 10001702.cry ist fehlerbehaft.
1. Die SD Karte muß wieder eingelest werden.
2. Die SD Karte muß ausgewechselt werden.
Die SD Karte Formatten ist nicht durchgeführt.
Der Formatten der SD Karte muss als FAT
durchgeführt werden. Oder eine andere Karte muß
angewendet werden.
Die Software auf die SD Karte sind für ein andere Typ
Kontrolleinheit geschlossen.
Eine SD Karte muß angewendet werden, die für Ihre
Kontrolleinheit zutrifft.
DSP-Print ist defekt
Setzen Sie sich bitte mit Migatronic Kundendienst in
Verbindung.
Fehlerhaft Übertragen der Dateien
Die Maschine muss ein- und aufgeschaltet werden.
Wenn der Fehler wieder entstanden ist, muß die SD
Karte ausgewechselt werden. Eventuell Kontakt mit
Ihrem Verkäufer aufnehmen.
Die eingeleste Datei 10001702.cry ist fehlerbehaft.
1. Die SD Karte muß wieder eingelest w erden.
2. Die SD Karte muß ausgewechselt w erden.
DSP-printet ist defekt.
Setzen Sie sich bitte mit Migatronic Kundendienst in
Verbindung.
 Loading...
Loading...