

Migatronic MULTIMOTIVE Duo Instruction Manual
MULTIMOTIVE Duo
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d'instruction
Bruksanvisning
Gebruikershandleiding
Manuale d'istruzione
Käyttöohje
Manual de instrucciones
Kezelési útmutató
Valid from 2009 week 25 50111816 D
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: MULTIMOTIVE Duo
As of week 06, 2006
conforms to directives 2006/95/EC and 2004/108/EC
European Standards: EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Issued in Fjerritslev on 6
th
February 2006.
Peter Roed
Managing director

DK – INDHOLDSFORTEGNELSE: - Advarsel / Elektromagnetisk støjudstråling .....................................................5
- Ibrugtagning / Tekniske data ...........................................................................6
- Betjeningsvejledning ........................................................................................ 7
- Vedligeholdelse og Fejlsøgning....................................................................... 8
- Brænderregulering ......................................................................................... 45
- Tilslutning af svejsebrænder..........................................................................46
- Garantibestemmelser.....................................................................................47
- Kredsløbsdiagram...................................................................................51 - 52
GB – CONTENTS: - Warning / Electromagnetic emissions .............................................................9
- Initial operation / Technical data .................................................................... 10
- Control switches.............................................................................................11
- Maintenance / Trouble shooting ....................................................................12
- Torch control ..................................................................................................45
- Connection of welding hose...........................................................................46
- Warranty.........................................................................................................47
- Circuit diagram ........................................................................................51 - 52
D – INHALTSVERZEICHNIS: - Warnung / Elektromagnetische Verträglichkeit ............................................. 13
- Inbetriebnahme / Technische Daten..............................................................14
- Einstellfunktionen ...........................................................................................15
- Wartung / Fehlersuche...................................................................................16
- Brenner Regelung..........................................................................................45
- Anschluß für Schweißschlauch .....................................................................46
- Garantiebedingungen ....................................................................................47
- Koppeldiagramme...................................................................................51 - 52
F – INDEX: - Avertissement / Emission de bruit électromagnétique..................................17
- Operations préliminaires / Données techniques ...........................................18
- Boutons de réglage........................................................................................19
- Entretien / Recherche des pannes ................................................................20
- Commande torche ........................................................................................45
- Branchement de la torche de soudage .........................................................46
- Garantie.......................................................................................................... 48
- Diagramme de circuit ..............................................................................51 - 52
S – INNEHÅLLSFÖRTECKNING: - Säkerhetsföreskrifter / Elektromagnetisk störning.........................................21
- Idrifttagning / Tekniska data........................................................................... 22
- Funktionsbeskrivning .....................................................................................23
- Underhåll och felsökning................................................................................24
- Brännarreglering.............................................................................................45
- Anslutning av svetspistolen ...........................................................................46
- Garantibestämmelser.....................................................................................48
- Kretsschema ...........................................................................................51 - 52
NL – INHOUD: - Waarschuwing / Elektromagnetische emissie...............................................25
- In gebruik stelling / Technische gegevens ....................................................26
- Bedieningselementen ....................................................................................27
- Onderhoud/ Het verhelpen van storingen .....................................................28
- Regeling via het laspistool ............................................................................. 45
- Aansluiting voor laspistool .............................................................................46
- Garantie.......................................................................................................... 48
- Electrische schema.................................................................................51 - 52
I – INDICE: - Attenzione / Emissioni elettromagnetiche .....................................................29
- Operazioni iniziali / Dati tecnici ...................................................................... 30
- Pannello di controllo....................................................................................... 31
- Manutenzione / Ricerca guasti ......................................................................32
- Regolazione da torcia ....................................................................................45
- Attacco torcia..................................................................................................46
- Condizioni di garanzia....................................................................................49
- Diagramma elettrico................................................................................51 - 52
FIN – SISÄLLYS: - Turvallisuusmääräykset / Sähkömagneettiset häiriöt....................................33
- Käyttöönotto / Tekniset tiedot ........................................................................34
- Toimintopaneeli..............................................................................................35
- Huolto / Vianetsintä........................................................................................36
- Hitsauspolttimen säätö...................................................................................45
- Hitsauspolttimen kytkentä..............................................................................46
- Takuu..............................................................................................................49
- Kytkentäkaaviot.......................................................................................51 - 52
E – ÍNDICE: - Atención / Emisiones electromagnéticas.......................................................37
- Operaciones preliminares / Datos técnicos................................................... 38
- Panel de control .............................................................................................39
- Mantenimiento / Búsqueda de averías.......................................................... 40
- Torch control ..................................................................................................45
- Conexión antorcha.........................................................................................46
- Garantía..........................................................................................................49
- Circuit diagram ........................................................................................51 - 52
HU – TARTALOMJEGYZÉK: - Figyelmeztetés / Elektromágneses hatás...................................................... 41
- Üzembehelyezés / Műszaki adatok............................................................... 42
- Beállítási funkciók ..........................................................................................43
- Karbantartás / Hibakeresés ...........................................................................44
- Brenner Regelung..........................................................................................45
- Anschluß für Schweißschlauch .....................................................................46
- Garanciafeltételek ..........................................................................................50
- Kapcsolási rajz ........................................................................................51 - 52

DANSK
Lysbuesvejsning og -skæring kan ved forkert brug være farligt for såvel bruger som omgivelser. Derfor må
udstyret kun anvendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være opmærksom på følgende:
Elektrisk stød
- Svejseudstyret skal installeres forskriftsmæssigt. Maskinen skal jordforbindes via netkablet.
- Sørg for regelmæssig kontrol af maskinens sikkerhedstilstand.
- Beskadiges kabler og isoleringer, skal arbejdet omgående afbrydes og reparation foretages.
- Kontrol, reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
- Undgå berøring af spændingsførende dele i svejsekredsen eller elektroder med bare hænder. Brug aldrig de-
fekte eller fugtige svejsehandsker.
- Isolér Dem selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).
- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).
- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).
Svejse- og skærelys
- Beskyt øjnene, idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med foreskrevet filtertæthed.
- Beskyt kroppen mod lyset fra lysbuen, idet huden kan tage skade af stråling. Brug beskyttende beklædning, der
dækker alle dele af kroppen.
- Arbejdsstedet bør om muligt afskærmes, og andre personer i området advares mod lyset fra lysbuen.
Svejserøg og gas
- Røg og gasser, som dannes ved svejsning, er farlige at indånde. Sørg for passende udsugning og ventilation.
Brandfare
- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.
- Arbejdstøjet skal være sikret mod gnister og sprøjt fra lysbuen. Brug evt. brandsikkert forklæde og pas på åbenstående lommer.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Støj
- Lysbuen frembringer akustisk støj, og støjniveauet er betinget af svejseopgaven. Det vil i visse tilfælde være
nødvendigt at beskytte sig med høreværn.
Farlige områder
- Stik ikke fingrene ind i de roterende tandhjul i trådfremføringsenheden.
- Særlig forsigtighed skal udvises når svejsearbejdet foregår i lukkede rum eller i højder hvor der er fare for at falde
ned.
Placering af svejsemaskinen
- Placer svejsemaskinen således, at der ikke er risiko for, at den vælter.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Anvendelse af maskinen til andre formål end det, den er beregnet til (f.eks. optøning af vandrør) frarådes og sker i
givet tilfælde på eget ansvar.
ADVARSEL
Gennemlæs denne betjeningsvejledning omhyggeligt,
inden udstyret installeres og tages i brug!
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse, overholder
kravene i den europæiske standard EN/IEC60974-10 (Class A).
Standarden har til formål at sikre, at svejseudstyr ikke forstyrrer eller
bliver forstyrret af andet elektrisk udstyr som følge af elektromagnetisk støjudstråling. Da også lysbuen udsender støj, forudsætter anvendelse uden forstyrrelser, at der tages forholdsregler ved installation og anvendelse. Brugeren
i området ikke forstyrres.
Følgende skal tages i betragtning i det omgivne område:
1. Netkabler og signalkabler i svejseområdet, som er tilsluttet andre
elektriske apparater.
2. Radio- og fjernsynssendere og modtagere.
3. Computere og elektroniske styresystemer.
4. Sikkerhedskritisk udstyr, f.eks. overvågning og processtyring.
5. Brugere af pacemakere og høreapparater.
6. Udstyr som anvendes til kalibrering og måling.
skal sikre, at andet elektrisk udstyr
7. Tidspunkt på dagen, hvor svejsning og andre aktiviteter foregår.
8. Bygningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være nødvendigt at tage særlige forholdsregler (f.eks. information om midlertidigt
svejsearbejde).
Metoder til minimering af forstyrrelser:
1. Undgå anvendelse af udstyr som kan blive forstyrret.
2. Korte svejsekabler.
3. Læg plus- og minuskabel tæt på hinanden.
4. Placer svejsekablerne på gulvniveau.
5. Signalkabler i svejseområdet fjernes fra netkabler.
6. Signalkabler i svejseområdet beskyttes, f.eks med skærmning.
7. Isoleret netforsyning af følsomme apparater.
8. Skærmning af den komplette svejseinstallation kan overvejes i
ganske særlige tilfælde.
IBRUGTAGNING
S S
Nettilslutning
Kontroller at maskinens påstemplede spænding er i
overensstemmelse med netspændingen. Hvis maskinen er omkobbelbar, skal det kontrolleres, at den er
koblet korrekt.
Bortskaf produktet i overensstemmelse
med gældende regler og forskrifter.
www.migatronic.com/goto/weee
Tilslutning af gasflaske
Maskinen er beregnet for anvendelse af gasflasker
med en max. højde på 100 cm. Ved anvendelse af
større flasker er der risiko for, at maskinen vælter.
Konfigurering
Hvis maskinen udstyres med svejsebrænder og svejsekabler, der er underdimensioneret i forhold til svejsemaskinens specifikationer f.eks. med hensyn til
den tilladelige belastning, påtager MIGATRONIC sig
intet ansvar for beskadigelse af kabler, slanger og
eventuelle følgeskader.
Vigtigt!
Når stelkabel og svejsebrænder tilsluttes maskinen, er god elektrisk
kontakt nødvendigt, for at undgå at
stik og kabler ødelægges!
Advarsel
Tilslutning til generator, kan medføre at svejsemaskinen ødelægges.
Generatorer kan i forbindelse med tilslutning til en
svejsemaskine afgive store spændingspulser som
virker ødelæggende på svejsemaskinen. Kun frekvens- og spændingsstabile generatorer af asynkron-typen må anvendes.
Defekter som opstår på svejsemaskinen, som følge
af tilslutning til generator er ikke omfattet af garantien.
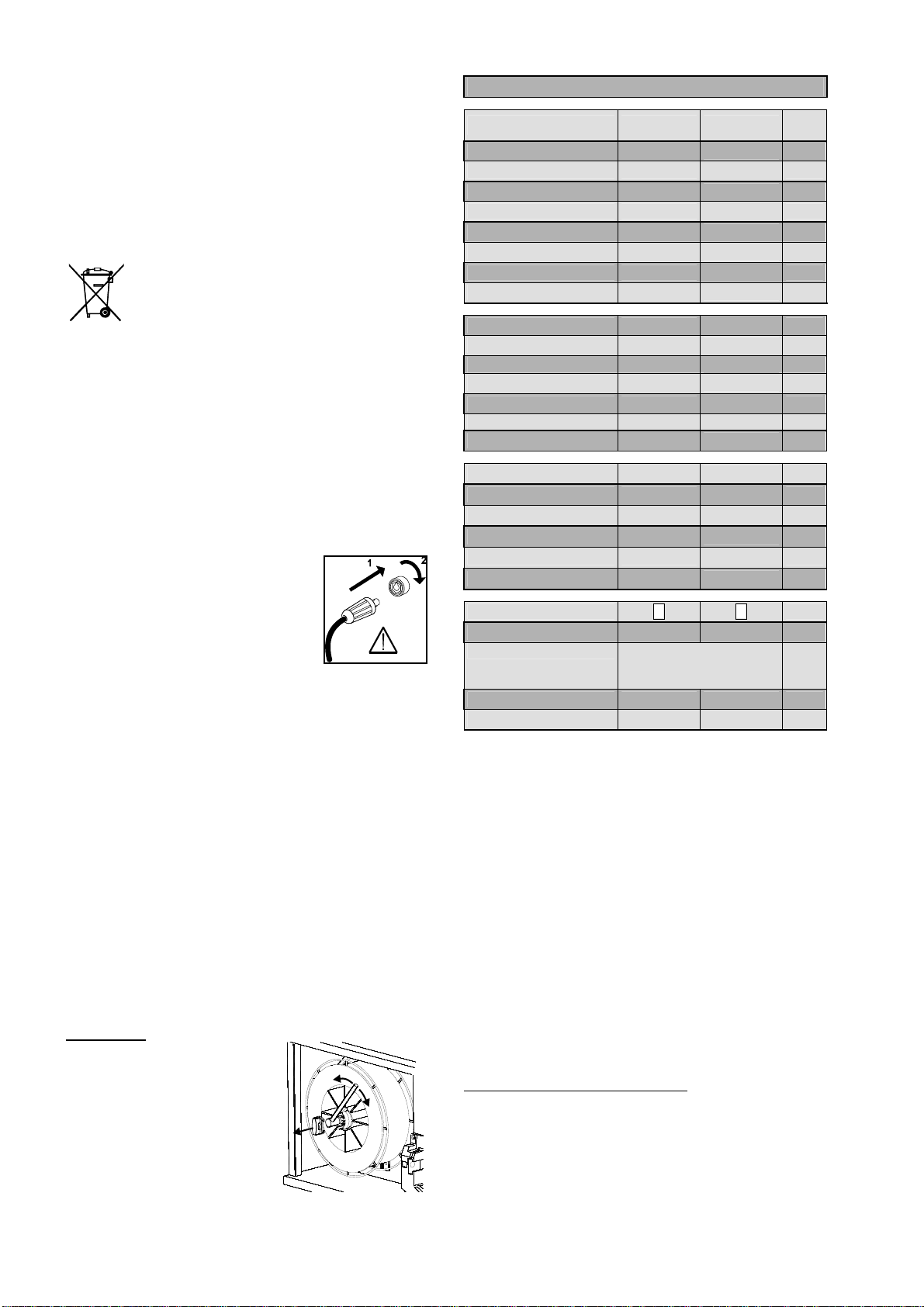
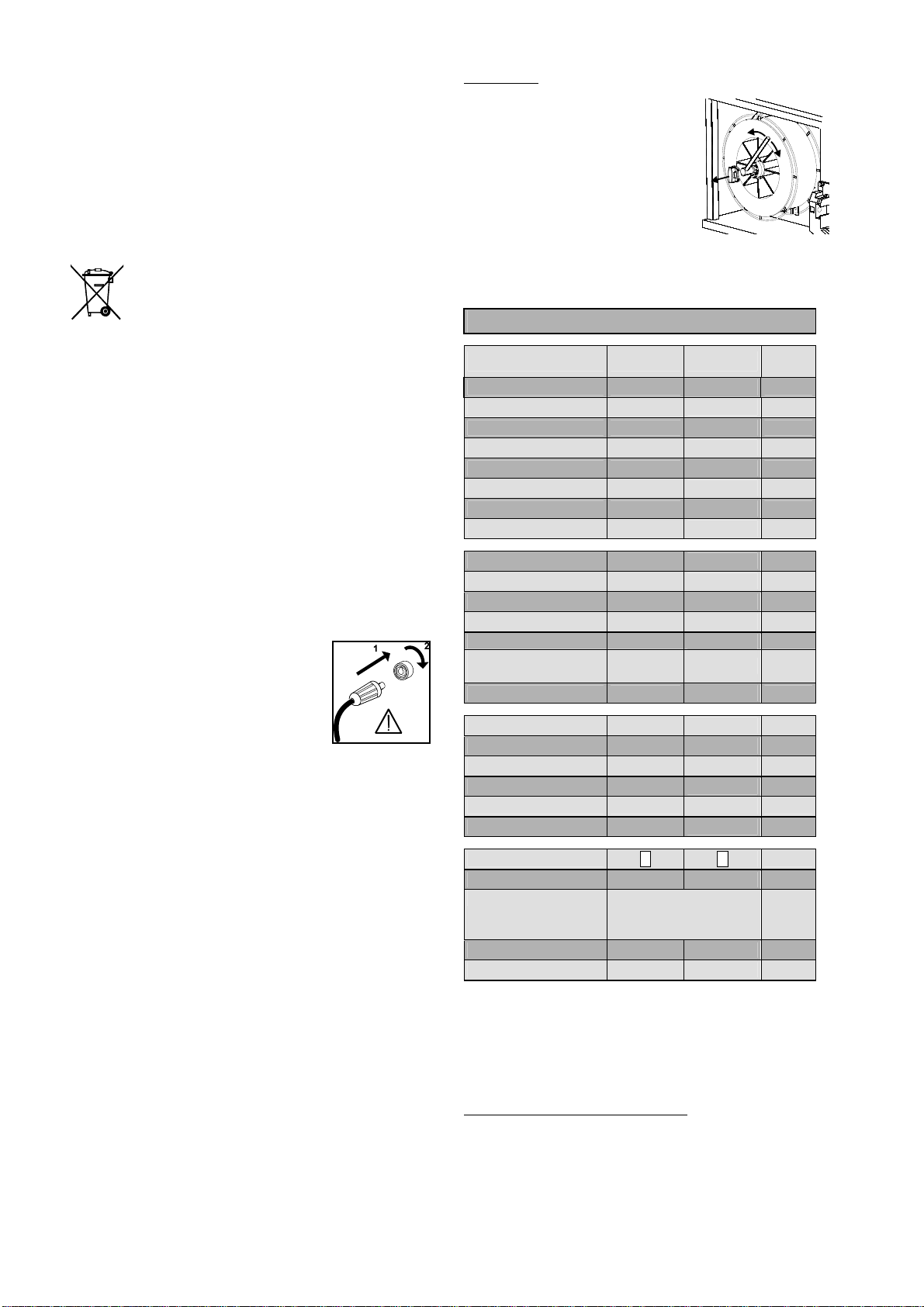
Justering af trådbremse
Trådbremsen skal sikre at trådspolen bremses tilstrækkelig hurtigt når svejsningen ophører. Den nødvendige bremsekraft er afhængig af vægten på trådrullen, og den maksimale trådhastighed der anvendes.
Et bremsemoment på 1,5-2,0 Nm vil være fyldestgørende til de fleste anvendelser.
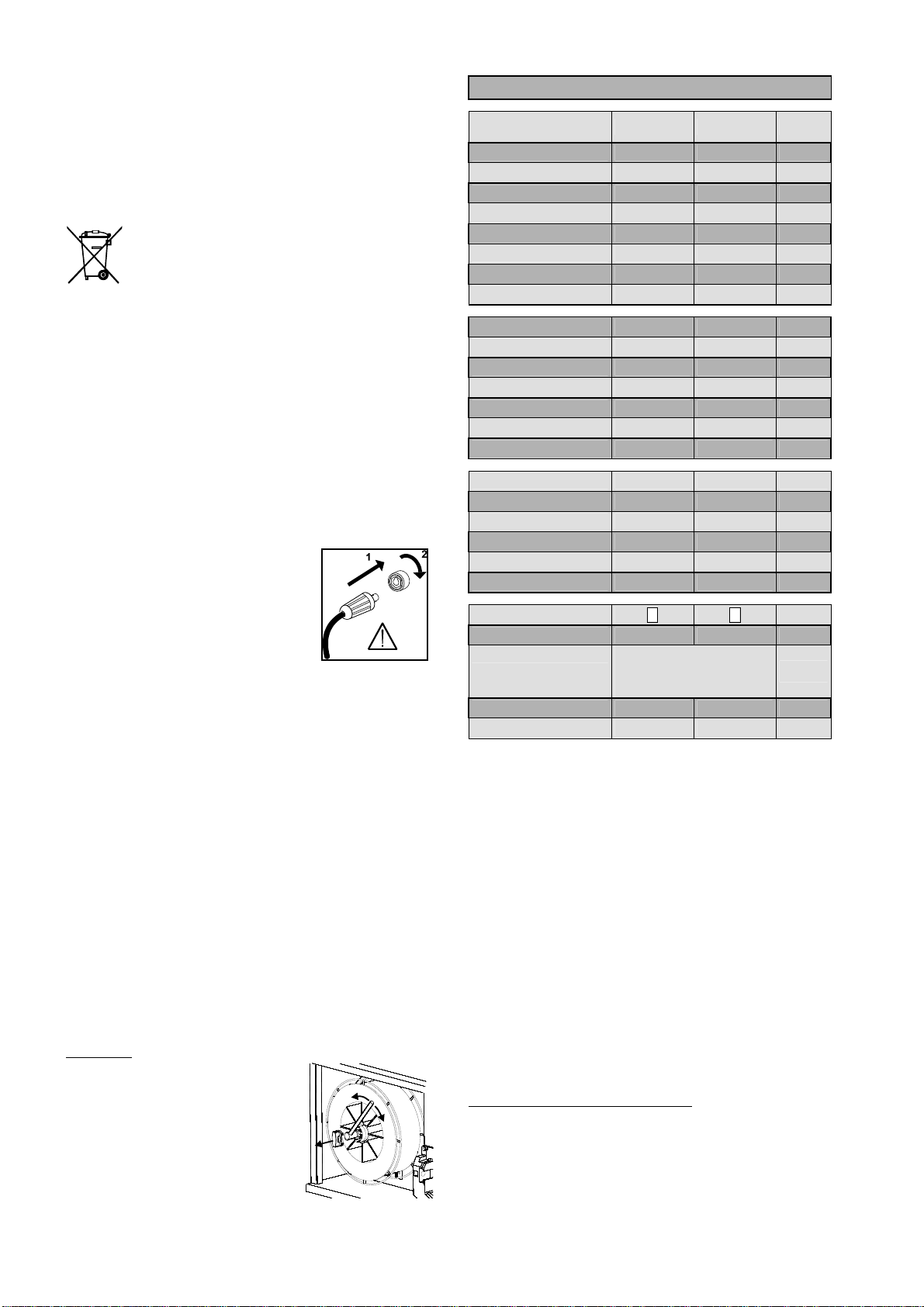
Justering:
- Afmonter drejeknappen ved at
stikke en tynd skruetrækker
ind bagved knappen og ryk
derefter knappen ud.
- Juster trådbremsen ved at
spænde eller løsne låsemøtrikken på trådnavets aksel
- Monter knappen igen ved at
trykke den på plads i rillen
TEKNISKE DATA Ret til ændringer forbeholdes
Multimotive Duo 220 221 Enhed
Strømområde 20-200 20-200 A
Antal spændingstrin 20 11
Intermittens, 100% 105 85 A
Intermittens, 60% 125 105 A
Intermittens, 35% 150 135 A
Intermittens, 30% 155 - A
Intermittens, 15% 200
Tomgangsspænding 14-30 17,2–46,8 V
1
Netspænding 3x400 1x230 V
Sikring 10 16 A
Netstrøm, effektiv 4,0 14,7 A
Netstrøm, max. 7,3 38,0 A
Effekt, 100% 2,8 3,4 kVA
Effekt, tomgang <10 <10 W
Effektfaktor 0,85 0,85
Tråddimension 0,6-1,2 0,6-1,2 mm
Trådrulledimension 5-15 5-15 kg
Trådhastighed 2-14 2-14 m/min
2
Punktsvejsetid 0,15-2,5 0,15-2,5 sek
2
Stepsvejsetid 0,15-2,5 0,15-2,5 sek
Efterbrændingstid 0,05-0,5 0,05-0,5 sek
3
Anvendelsesklasse
4
Beskyttelsesklasse IP21 IP21
Normer EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Dimensioner, lxbxh 72x38x90 72x38x90 cm
Vægt 82 72 kg
1
Leveres for andre netspændinger
2
Funktionerne 4-takt, punkt- og stepsvejsning findes på nogle
modeller
3
Opfylder kravene for svejsning under særlige arbejdsforhold
4
Maskinen er beregnet for indendørs anvendelse, idet den op-
fylder kravene til beskyttelsesklasse IP21.
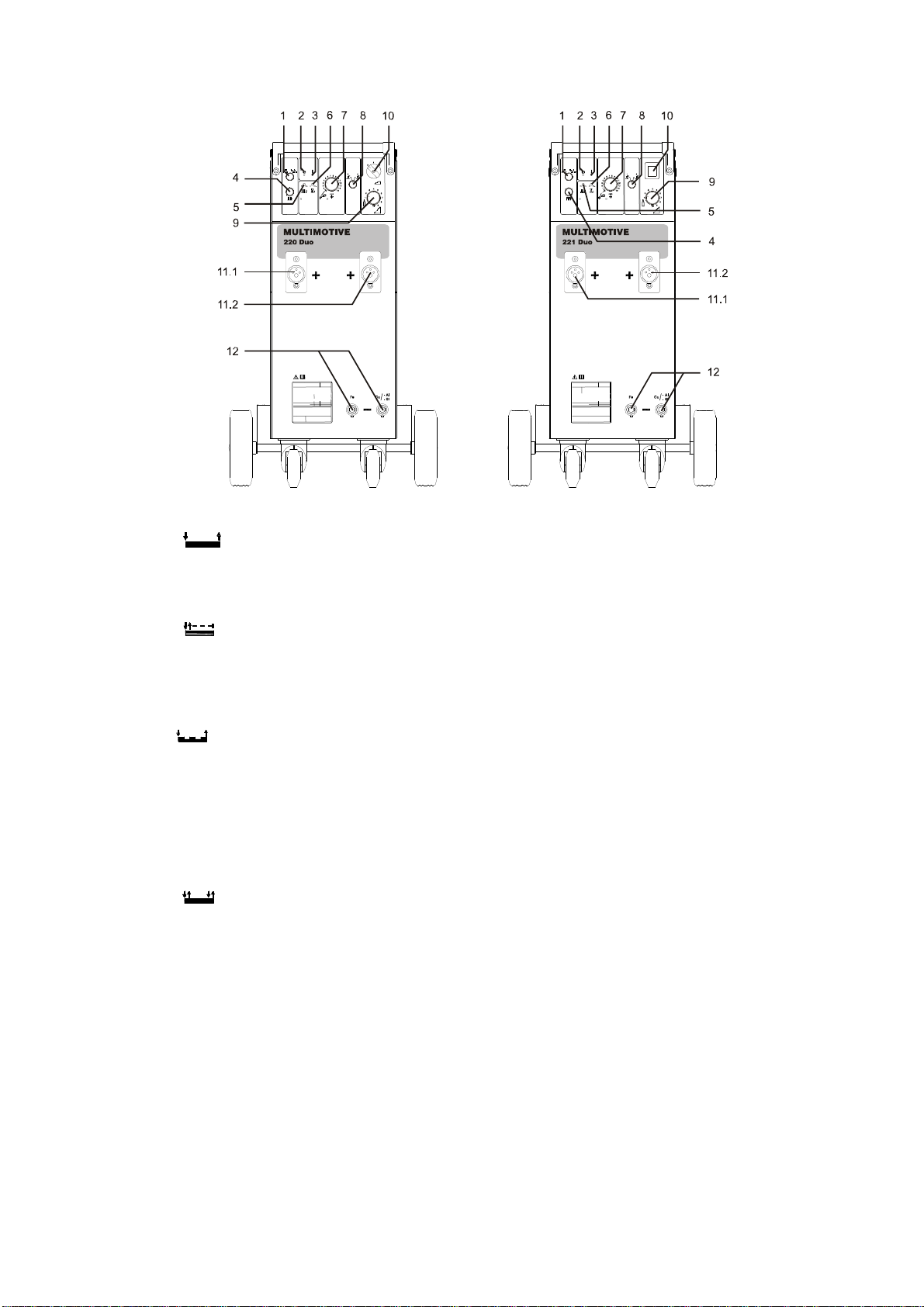
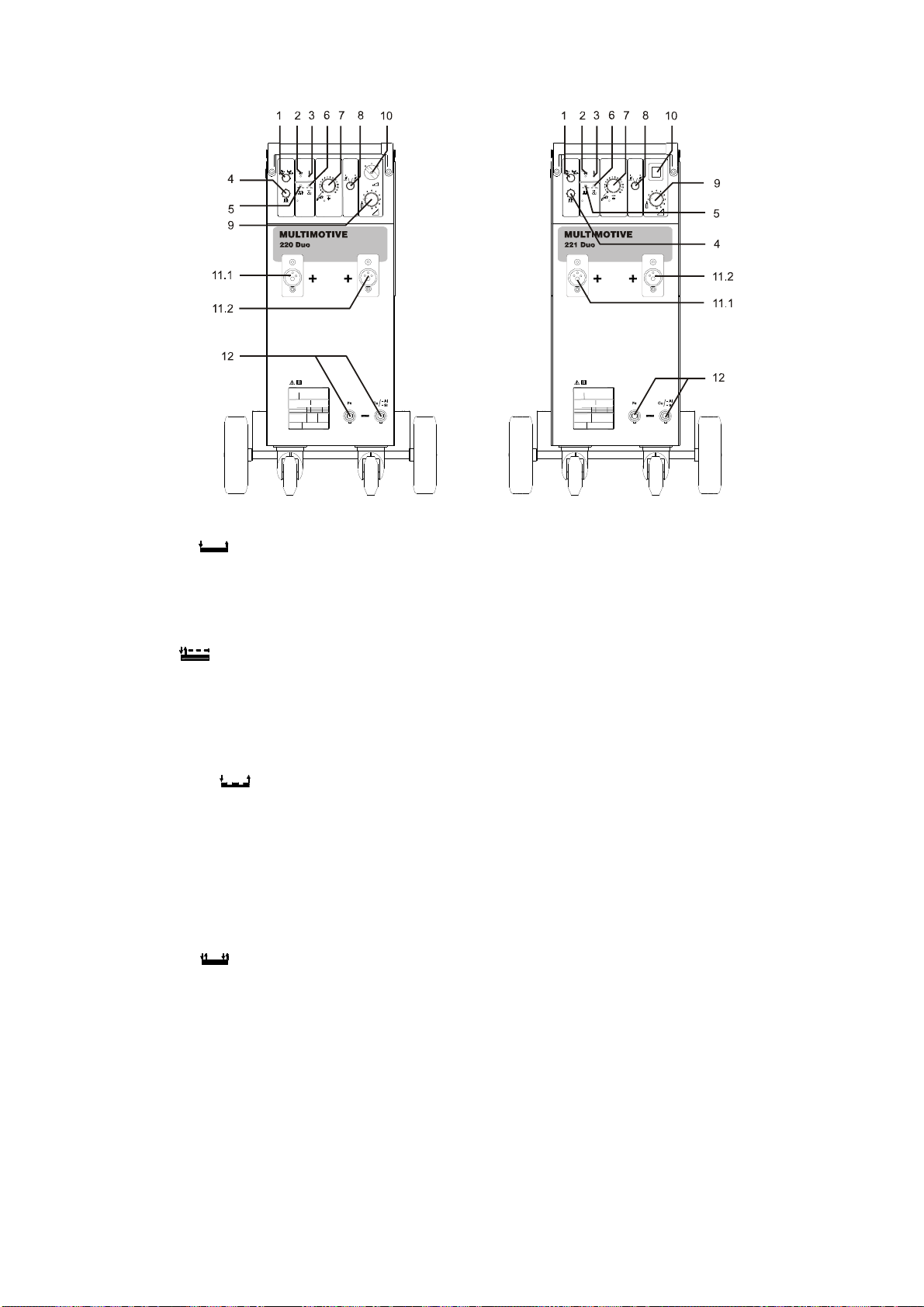
BETJENINGSVEJLEDNING
1. Funktionsomskifter:
2-takt:
Omskifter stilles på 2-takt. Knappen på svejse-
håndtaget aktiveres, svejsningen starter. Svejsningen fortsætter, indtil knappen slippes igen.
Punkt:
Omskifter stilles på punkt. Knappen på svejse-
håndtaget aktiveres, svejsningen starter. Svejsningen ophører automatisk, alt efter hvilken tid
knap 4 er indstillet på (0,15-2,5 sek.)
Step:
Omskifter stilles på step. Knappen på svejse-
håndtaget aktiveres, svejsningen starter. Svejs-
ningen ophører automatisk, alt efter hvilken tid
knap 4 er indstillet på. Efter en pausetid, der be-
stemmes af knap 5, fortsætter samme cyklus
automatisk og afbrydes først, når man slipper
tasten på svejsehåndtaget.
4-takt:
Omskifteren stilles på 4-takt. Svejsningen star-
ter, når tasten på svejsehåndtaget aktiveres.
Man kan herefter slippe tasten, og svejsningen
fortsætter. Ved at aktivere og slippe tasten på
ny standser svejsningen.
4-takt, der bruges ved lange sømme, kaldes og-
så "selvhold".
2. ON
Lyser når maskinen er tændt.
3. Overophedning
Lyser hvis svejsningen automatisk afbrydes
som følge af overophedning af maskinens
transformator. Når temperaturen på transforma-
toren er normaliseret, kan svejsningen fortsæt-
tes.
4. Svejsetid
Med denne knap indstilles svejsetiden, når knap
1 er i stilling: punkt og step. Variabel fra 0,15 til
2,5 sek.
5. Variabel pausetid
Med denne knap indstilles pausetiden, når knap
1 er i stilling: step.
6. Efterbrænding
Forindstilling af efterbrændingstid. Bestemmer
tiden, fra trådfremføringen standses, til lysbuen
slukkes. Kan reguleres fra 0,05 til 0,5 sek.
7. Trinløs indstilling af trådhastighed
8. Omskifter mellem svejsebrænder 1 og 2
9. Trinomskifter for svejsespænding
For maskiner med gastest.
I stilling "Gastest" åbnes for gasflow, når tasten
på svejsepistolen aktiveres.
10. Hovedafbryder
11.1. Tilslutning af svejsebrænder 1
11.2 Tilslutning af svejsebrænder 2
12. Induktansudtag

VEDLIGEHOLDELSE
Manglende vedligeholdelse kan medføre nedsat driftssikkerhed og bortfald af garanti.
Trådfremføringsaggregatet
Trådfremføringsaggregatet må regelmæssigt efterses
ved trådtrissen og tråddyserne. Dyserne i fremføringsaggregatet skal udskiftes, hvis tråden ved passage
gennem dyserne deformeres eller får ødelagt kobberbelægningen. Undertiden ses det, at afskrabet kobberstøv totalt forhindrer en fri passage gennem trådlederen. Kontroller dysernes justering, og rengør disse
efter behov. Desuden efterses og rengøres rillerne i
trådtrissen.
Slangen
Slange skal beskyttes mod overlast og må ikke trædes
på eller køres over. Slangen bør afmonteres og trådlederen blæses ren med trykluft efter behov.
Svejsepistolen
Svejsepistolen indeholder vigtige komponenter, som
hyppigt må efterses og rengøres, nemlig kontaktdysen
og gasdysen. Sprøjtestænk må jævnligt fjernes samtidig med, at der påføres MIG SPRAY. Under rensningen bør gasdysen aftages.
Rens ikke ved at slå på pistolen.
Strømkilde
Strømkilde, ensretter og transformator skal med passende mellemrum blæses rene for støv.
Vigtigt:
Når der skal åbnes til strømkilden, skal netspændingen til svejsemaskinen afbrydes. Dette gælder også
ved udskiftning af elektronikboks.
FEJLSØGNING
For lille svejseeffekt, svejsningen ligger som en
"larve" på emnet.
1. Den ene af de tre sikringer ved hovedafbryderen
er sprunget (gælder kun 3-fasede maskiner).
2. Der svejses på et for lavt spændingstrin.
Stødvis trådfremføring.
1. Indgangsdysen og trådtrissens rille flugter ikke.
2. Rulle med svejsetråd går for stramt på akslen. Undertiden er tråden spolet forkert, så den "krydser".
3. Indgangsdyse eller kontaktdyse er slidt eller snavset, evt. tilstoppet.
4. Svejsetråden er uren eller af dårlig kvalitet, evt.
rusten.
5. For dårligt tryk på modrullen.
For meget sprøjt ved svejsningen.
1. For stor trådhastighed i forhold til svejsningen.
2. Slidt kontaktdyse.
Svejsningen bliver kokset og "sprød".
Ved punktsvejsning fremkommer en karakteristisk
top.
1. Beskyttelsesgas mangler: for lavt tryk, eller flasken
er tom.
2. Gasdyse tilstoppet.
3. Utætheder i systemet, således at atmosfærisk luft
pga. injectorvirkningen suges med ind og blandes
med beskyttelsesgassen.
Tråden brænder gentagne gange fast i kontaktdysen og går trægt.
1. Kan bero på, at tråden er blevet deformeret i trådlederen.
Klip tråden ved trådtrissen, og træk den deforme-
rede tråd ud af trådlederen. Sæt ny tråd i og kontroller modrullens tryk.
2. Slidt kontaktdyse.
ENGLISH
Arc welding and cutting can be dangerous to the user, people working nearby, and the surroundings if the equipment is
handled or used incorrectly. Therefore, the equipment must only be used under the strict observance of all relevant safety
instructions. In particular, your attention is drawn to the following:
Electricity
- The welding equipment must be installed according to safety regulations and by a properly trained and qualified person. The machine
must be connected to earth through the mains cable.
- Make sure that the welding equipment is correctly maintained.
- In the case of damaged cables or insulation, work must be stopped immediately in order to carry out repairs.
- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
- Avoid all contact with live components in the welding circuit and with electrodes and wires if you have bare hands. Always use dry
welding gloves without holes.
- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).
- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).
Light and heat emissions
- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet with suitable radiation
protection glass.
- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective clothes, covering all
parts of the body.
- The place of work should be screened, if possible, and other persons in the area warned against the light from the arc.
Welding smoke and gases
- The breathing in of the smoke and gases emitted during welding is damaging to health. Make sure that any exhaust systems are
working properly and that there is sufficient ventilation.
Fire hazard
- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be removed from the place
of welding.
- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch out for folds and open
pockets).
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Noise
- The arc generates acoustic noise according to welding task. In some cases, use of hearing aids is necessary.
Dangerous areas
- Fingers must not be stuck into the rotating gear wheels in the wire feed unit.
- Special consideration must be taken when welding is carried out in closed areas or in heights where there is a danger of falling down.
Positioning of the machine
- Place the welding machine so there is no risk that the machine will tip over.
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Use of the machine for other purposes than it is designed for (e.g. to unfreeze water pipes) is strongly deprecrated. If the occasion should
arise this will be carried out without responsibility on our part.
WARNING
Read this instruction manual carefully
before the equipment is installed and in operation
This welding equipment for industrial and professional use is in
conformity with the European Standard EN/IEC60974-10 (Class A).
The purpose of this standard is to prevent the occurrence of situations
where the equipment is disturbed or is itself the source of disturbance
in other electrical equipment or appliances. The arc radiates
disturbances, and therefore, a trouble-free performance without
disturbances or disruption, requires that certain measures are taken
when installing and using the welding equipment. The user
ensure that the operation of the machine does not occasion disturbances of the above mentioned nature.
The following shall be taken into account in the surrounding area:
1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.
2. Radio or television transmitters and receivers.
3. Computers and any electrical control equipment.
4. Critical safety equipment e.g. electrically or electronically controlled guards or protective systems.
5. Users of pacemakers and hearing aids etc.
6. Equipment used for calibration and measurement.
Electromagnetic emissions and the radiation of electromagnetic disturbances
must
7. The time of day that welding and other activities are to be carried
out.
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment it may
be necessary to take special and additional precautions in order to
prevent problems of emission (e.g. information of temporary welding
work).
Methods of reducing electromagnetic emissions:
1. Avoid using equipment which is able to be disturbed.
2. Use short welding cables.
3. Place the positive and the negative cables close together.
4. Place the welding cables at or close to floor level.
5. Remove signalling cables in the welding area from the supply
cables.
6. Protect signalling cables in the welding area, e.g. with selective
screening.
7. Use separately-insulated mains supply cables for sensitive
electronic equipment.
8. Screening of the entire welding installation may be considered under special circumstances and for special applications.
INITIAL OPERATING
S S
Mains connection
It is important to ensure that the mains supply voltage
is in accordance with the voltage to which the machine
is built. If the machine can be adjusted for use on
several different voltages then the machine must be
checked to confirm that it has been set to the correct
voltage.
Dispose of the product according to local
standards and regulations.
www.migatronic.com/goto/weee.
Connection of gas bottle
Use only gas bottles with a max. height of 100 cm. If
larger bottles are used the machine may tip over.
Configuration
MIGATRONIC disclaims all responsibility for
damaged cables and other damages related to
welding with under sized welding torch and welding
cables measured by welding specifications e.g. in
relation to permissible load.
Important!
In order to avoid destruction of plugs
and cables, good electric contact is
required when connecting earth
cable and welding torch to the
machine.
Warning
Connection to generators can damage the welding
machine.
When connected to a welding machine, generators can
produce large voltage pulses, which can damage the
welding machine. Use only frequency and voltage
stable generators of the asynchronous type.
Defects on the welding machine arisen due to
connection of a generator are not included in the
guarantee.
Adjustment of wire brake
The wire brake must ensure that the wire reel brakes
sufficiently quickly when welding stops. The required
brake force is depending on the weight of the wire reel
and the maximum wire feed speed. A brake torque of
1.5-2.0 Nm will be satisfactory for most applications.
Adjustment:
- Dismount the control knob by
placing a thin screw driver
behind the knob and
thereafter pull it out
- Adjust the wire brake by
fastening or loosening the
self-locking nut on the axle of
the wire hub
- Remount the knob by
pressing it back into the groove
TECHNICAL DATA We reserve the right to changes
Multimotive Duo 220 221
Current range 20-200
Voltage adjustment 20
Duty cycle, 100% 105
Duty cycle, 60% 125
Duty cycle, 35% 150
Duty cycle, 30% 155
Duty cycle, 15%
Open circuit voltage 14-30
1
Mains voltage 3x400
Fuse 10
Mains current, effective 4.0
Mains current, max. 7.3
Consumption, 100% 2.8
Consumption, open circuit <10
Efficiency factor 0.85
Wire dimension 0.6-1.2
Wire reel capacity 5-15
Wire speed 2-14
2
Spot welding time 0.15-2.5
2
Stitch welding time 0.15-2.5
Burn-back 0.05-0.5
3
Application class
4
Protection class IP21 IP21
Standards
Dimensions, lxwxh 72x38x90 72x38x90 cm
Weight 82 72 kg
1
Delivery for other mains voltages is possible
2
The functions 4-times, spot and stitch welding can only be found
on some machine versions
3
Meets the demands made for machines which are to operate
under special working conditions
4
This machine is designed for indoor operation and meets the
requirements of protection class IP21.
EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
20-200
11
85
105
135
-
200
17.2–46.8
1x230
16
14.7
38.0
3.4
<10
0.85
0.6-1.2
5-15
2-14
0.15-2.5
0.15-2.5
0.05-0.5
Units
A
A
A
A
A
V
V
A
A
A
kVA
W
mm
kg
m/min
sec.
sec.
sec.
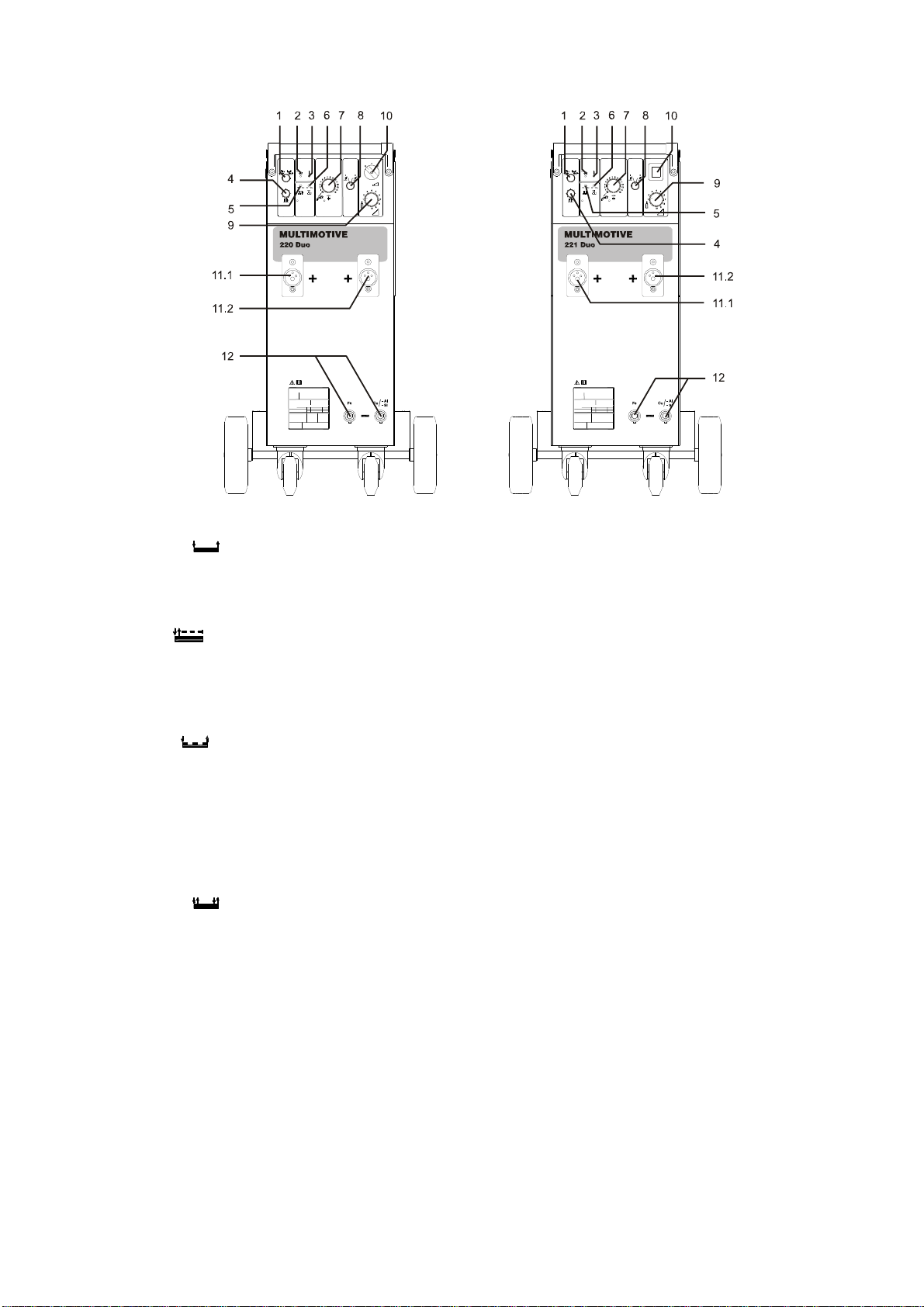
CONTROL SWITCHES
1. Switch:
2-times
Start welding by pressing the trigger on the
torch. Welding continues until the trigger is
released.
Spot
The switch is set at Spot. When the trigger on
the torch is pressed, welding starts. Welding
stops automatically, depending on the time set
on control 4 (0.15-2.5 secs.)
Stitch
The switch is set at Stitch. When the trigger is
pressed, welding starts. The welding auto-
matically stops, depending on the time set on
control 4. After an interval fixed at control 5 the
same cycle continues automatically and only
ceases when the trigger on the torch is
released.
4-times
Welding starts the first time the trigger is
pressed (after which the trigger can be
released) and continues until the trigger is
pressed again to stop the welding process.
2. ON
Lights when the machine has been turned on.
3. Overheating
Lights if the welding process is automatically
stopped due to overheating of the transformer.
The light extinguishes when the transformer
temperature has dropped to normal, and weld-
ing can continue.
symbol
symbol
symbol
symbol
4. Welding time
With this control the welding time can be
infinitely varied between 0.15 and 2.5 secs
when switch 1 is set to position Spot or Stitch.
5. Pause time
With this control the pause time can be
infinitely varied when switch 1 is in position
Stitch.
6. Burn-Back
Variable time delay for wire to stop feeding
after voltage is switched off. This function is
used to prevent the wire sticking to the workpiece or torch.
Variable between 0.05 and 0.5 secs.
7. Wire feed speed control
8. Reverser between welding torch 1 and 2
9. Switch for welding voltage
For machines with "Gas-test".
When set at "Gas-test", the gas flows when
the torch trigger is pressed.
10. Main switch
11.1. Connection of welding hose 1
11.2. Connection of welding hose 2
12. Inductance tappings

MAINTENANCE
Insufficient maintenance may result in reduced
operational reliability and in lapse of guarantee.
Wire feed unit
This unit must be kept clean with dry, clean, compressed air and maintained regularly in the areas of
the wire drive rolls and capillary tubes, as it is
essential for consistent wire feed, satisfactory welding results, and a minimum of wear and tear, that the
wire passes through the wire drive system without
any deformation of the wire or the wire drive rolls.
The contact tips must be checked often and changed
if the copper plating of the wire is damaged on its
way through the tips.
Copper dust may prevent free passage of wire
through the torch liner. Check and cleaning of the
capillary tubes and the wire drive rolls is recommended when necessary.
Welding hose
Great care should be taken to ensure that the
welding hose is not overloaded. It should not be
pulled over sharp edges, and heavy machines
should not run over it as this may damage the torch
liner.
The torch hose assembly should be dismantled when
necessary and blown out with clean, dry compressed
air. The torch must be disconnected from the
machine during this process.
Welding torch
There are many parts in the welding torch that have
to be cleaned regularly. The main ones are the
contact tips and the gas shroud.
During the welding process, these parts are bombarded with spatter that sticks to the shroud. This
may disturb the shielding gas flowing from the gas
shroud down to the molten pool, and must be
removed regularly. The use of MIGATRONIC MIG
SPRAY loosens spatter.
During the cleaning process, the gas shroud should
be removed. Do not clean by banging or hitting the
torch.
Power source
The rectifier and transformer should be blown out
with dry air occasionally, otherwise the air circulation
will be affected by the dust.
Important!
Make sure that the machine is disconnected from the
mains supply when the power source needs to be
opened for e.g. replacement of control unit.
TROUBLE SHOOTING
Too little welding effect.
The welding seam forms a bead standing proud
of the plate.
1. One of the three fuses in the main switch is not
working. (This applies to three-phase machines
only).
2. The welding voltage is too low.
Switch one setting higher.
The wire feed is blocking.
1. The inlet nozzle and the wire are not in alignment
with each other.
2. The reel of wire is too taut, the wire must come
off the reel evenly.
3. The inlet or contact tip has worn out or is blocked
up.
4. The welding wire is not clean or it is rusty. It
could also be of an inferior quality.
5. The pressure roller has to be tightened.
Spatter.
1. The wire feed is too fast for the voltage setting.
2. Worn out contact tip.
Porous weld.
A cone is formed when spot welding.
1. Insufficient gas - too little pressure or the bottle is
empty.
2. Contact tip is blocked up.
3. Leakage air is pumped in and mixes with the
shielding gas.
The wire keeps sticking in the contact tip and
feeds at slow speed.
1. The damaged wire should be cut off, pulled out
and replaced. The pressure on the wire feed
roller should be checked and adjusted if necessary.
2. Worn out contact tip.
3. Wire feed speed may need increasing.
DEUTSCH
WARNUNG
Durch unsachgemäße Anwendung kann Lichtbogenschweißen und -schneiden sowohl für den Benutzer als auch für
die Umgebungen gefährlich werden. Deshalb dürfen die Geräte nur unter Einhaltung aller relevanten Sicherheitsvorschriften betrieben werden. Bitte insbesondere folgendes beachten:
Elektrizität
- Das Schweißgerät vorschriftsmäßig installieren. Die Maschine muß durch dem Netzkabel geerdet werden.
- Korrekte Wartung des Schweißgeräts durchführen. Bei Beschädigung der Kabel oder Isolierungen muß die Arbeit um-
gehend unterbrochen werden um den Fehler sofort beheben zu lassen.
- Reparatur und Wartung des Schweißgerätes dürfen nur vom Fachmann durchgeführt werden.
- Jeglichen Kontakt mit stromführenden Teilen im Schweißkreis oder den Kontakt mit Elektroden durch Berührung ver-
meiden. Nie defekte oder feuchte Schweißerhandschuhe verwenden.
- Eine gute Erdverbindung sichern (z.B. Schuhe mit Gummisohlen anwenden).
- Eine sichere Arbeitsstellung einnehmen (z.B. Fallunfälle vermeiden).
Licht- und Hitzestrahlung
- Die Augen schützen, da selbst eine kurzzeitige Strahlung zu Dauerschäden führen kann. Deshalb ist es zwingend notwendig ein entsprechendes Schweißschutzschild zu benutzen.
- Den Körper gegen das Licht vom Lichtbogen schützen, weil die Haut durch Strahlung geschädigt werden kann. Nur Arbeitsschutzanzüge verwenden, die alle Teile des Körpers bedecken.
- Die Arbeitsstelle ist, wenn möglich, abzuschirmen. Personen in der näheren Umgebung müssen vor der Strahlung geschützt werden.
Schweißrauch und Gase
- Das Einatmen von Rauch und Gase, die beim Schweißen entstehen, sind gesundheitsschädlich. Deshalb ist für gute Absaugung und Ventilation zu sorgen.
Feuergefahr
- Die Hitzestrahlung und der Funkenflug vom Lichtbogen stellen eine Brandgefahr dar. Leicht entflammbare Stoffe müssen
deshalb vom Schweißbereich entfernt werden.
- Die Arbeitskleidung sollte vor Funken während dem Schweißen / Schneiden schützen (Evtl. eine feuerfeste Schürze tragen
und auf Falten oder offenstehenden Taschen achten).
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beachtet werden.
Geräusch
- Der Lichtbogen ruft Lärm hervor, der Geräuschpegel ist dabei aber von der Schweißaufgabe abhänging. In manchen Fällen
ist das Tragen eines Gehörschutzes notwendig.
Gefährliche Gebiete
- Die Finger dürfen nicht in den rotierenden Zahnräder in der Drahtvorschubeinheit eingeführt werden.
- Vorsicht muß erwiesen werden, wenn das Schweißen im geschlossenen Räume oder in Höhen ausgeführt werden, wo die
Gefahr für Sturtz besteht.
Plazierung der Schweißmaschine
- Die Schweißmaschine muß so plaziert werden, daß die Maschine nicht umkippt.
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beoachtet werden.
Wir raten von Anwendung der Maschine für andere Zwecke als angegeben (z.B. Abtauen der Wasserrohre) ab. Falsche
Anwendung liegt in eigener Verantwortung.
Bitte diese Bedienungsanleitung gründlich durchlesen,
bevor die Anlage installiert und in Betrieb genommen wird!
Diese Maschine für den professionellen Einsatz ist in Übereinstimmung mit der Europäischen Norm EN/IEC60974-10 (Class A).
Diese Norm regelt die Ausstrahlung und die Anfälligkeit elektrischer
Geräte gegenüber elektromagnetischer Störung. Da das Lichtbogen
auch Störungen aussendet, setzt ein problemfreier Betrieb voraus,
daß gewisse Maßnahmen bei Installation und Benutzung getroffen
werden. Der Benutzer trägt die Verantwortung dafür, daß andere
elektrische Geräte im Gebiet nicht gestört werden.
In der Arbeitsumgebung sollte folgendes geprüft werden:
1. Netzkabel und Signalkabel in der Nähe der Schweißmaschine,
die an andere elektrische Geräte angeschlossen sind.
2. Rundfunksender und -empfänger.
3. Computeranlagen und elektronische Steuersysteme.
4. Sicherheitssensible Ausrüstungen, wie z.B. Steuerung und Überwachungseinrichtungen.
5. Personen mit Herzschrittmachern und Hörgeräten.
6. Geräte zum Kalibrieren und Messen.
Elektromagnetische Störungen
7. Tageszeit, zu der das Schweißen und andere Aktivitäten stattfinden sollen.
8. Baukonstruktion und ihre Anwendung.
Wenn eine Schweißmaschine in Wohngebieten angewendet wird,
können Sondermaßnahmen notwendig sein (z.B. Information über
zeitweilige Schweißarbeiten).
Maßnahmen um die Aussendung von elektromagnetischen Störungen zu reduzieren:
1. Nicht Geräte anwenden, die gestört werden können.
2. Kurze Schweißkabel.
3. Plus- und Minuskabel dicht aneinander anbringen.
4. Schweißkabel auf Bodenhöhe halten.
5. Signalkabel im Schweißgebiet von Netzkabel entfernen.
6. Signalkabel im Schweißgebiet schützen, z.B. durch Abschirmung.
7. Separate Netzversorgung für sensible Geräte z.B. Computer.
8. Abschirmung der kompletten Schweißanlage kann in Sonderfällen in Betracht gezogen werden.
INBETRIEBNAHME
S S
Netzanschluß
Es ist unbedingt zu kontrollieren, ob die auf dem
Typenschild der Maschine angegebene Spannung mit
der Netzspannung übereinstimmt. Ist die Maschine auf
verschiedene Spannungen umklemmbar, muß darauf
geachtet werden, daß das Gerät innen für die richtige
Spannung angeklemmt ist.
Entsorgen Sie das Produkt gemäss den
örtlichen Standards.
www.migatronic.com/goto/weee
Anschluß der Gasflasche
Die Maschine ist für Anwendung der Gasflaschen mit
einer max. Höhe von 100 cm vorgesehen. Bei Anwendung höher Gasflaschen entsteht ein Risiko dafür, daß
die Maschine umstürzt.
Konfiguration
Bitte beachten Sie bei der Konfiguration der Schweißmaschine, daß die Schweißkabel und Schweißbrenner
der technischen Spezifikation der Stromquelle entsprechend ausgelegt sind. Für Schäden die durch
unterdimensionierte Schweißkabel und Brenner entstanden sind übernimmt MIGATRONIC keine Gewährleistung.
Wichtig!
Guter elektrischer Kontakt ist notwendig während Anschluß der Massekabel und des Schweißbrenners, weil
Stecker und Kabel sonst zerstört
werden können.
Warnung
Anschluß an Generator kann die Schweißmaschine
zerstörren.
Generatoren können in Verbindung mit Anschluß an
eine Schweißmaschine große Spannungspulse abgeben, die die Schweißmaschine zerstörren können.
Nur frequenz- und spannungsstabile Generatoren vom
asynkronen Typ dürfen angewendet werden.
Defekte auf die Schweißmaschine infolge Anschluß der
Generatoren werden von der Garantie nicht erfaßen.
Justierung der Drahtbremse
Die Drahtbremse sichert, daß die Drahtspule schnell
genug bremst, wenn das Schweißen aufhört. Die notwendige Bremsekraft ist vom Gewicht der Drahtrolle
und der maksimalen Drahtfördergeschwindigkeit abhängig. Ein Drehmoment auf 1,5-2,0 Nm ist für die
meisten Fällen zureichend.
Justierung:
- Der Drehknopf kann abmontiert
werden, wenn ein Schraubendreher hinter den Knopf plaziert
ist. Danach kann der Knopf ausgezogen werden.
- Die Drahtbremse kann durch
Festspannen oder Lockern der
Gegenmutter auf die Achse der
Drahtnabe justiert werden.
- Der Knopf kann wieder montiert werden, wenn er in
der Rille zurückgedrückt ist.
TECHNISCHE DATEN Änderungen vorbehalten
Multimotive Duo 220 221
Schweißstrombereich 20-200
Spannungsstufen 20
ED, 100% 105
ED, 60% 125
ED, 35% 150
ED, 30% 155
ED, 15%
Leerlaufspannung 14-30
1
Netzspannung 3x400
Sicherung 10
Effektiver Netzstrom 4,0
Max. Netzstrom 7,3
Anschlußleistung, 100% 2,8
Anschlußleistung,
Leerlaufspannung
Leistungsfaktor 0,85
Drahtdurchmesser 0,6-1,2
Drahtrolle 5-15
Fördergeschwindigkeit 2-14
2
Punkt-Schweißzeit 0,15-2,5
2
Step-Schweißzeit 0,15-2,5
Drahtrückbrandzeit 0,05-0,5
3
Anwendungsklasse
4
Schutzklasse IP21 IP21
Norm EN/IEC60974-1
Masse, LxBxH 72x38x90 72x38x90 cm
Gewicht 82 72 kg
1
Kann für andere Netzspannungen geliefert werden
2
Die Funktionen 4-Takt, Punkt und Step Schweißen sind nur in
einigen Ausführungen der Maschinen vorhanden
3
Erfüllt die gestellten Anforderungen an Maschinen für Anwendung
unter besonderen Arbeitsverhältnissen
4
Die Maschine entspricht die Schutzklasse IP21
<10
EN/IEC60974-5
EN/IEC60974-10 (Class A)
20-200
11
85
105
135
200
17,2–46,8
1x230
16
14,7
38,0
3,4
<10
0,85
0,6-1,2
5-15
2-14
0,15-2,5
0,15-2,5
0,05-0,5
Größe
A
A
A
A
-
A
V
V
A
A
A
kVA
W
mm
kg
m/min
Sek.
Sek.
Sek.

EINSTELLFUNKTIONEN
1. Programmwahlschalter:
2-Takt
In dieser Stellung des Programmwahlschalters
wird durch Betätigung der Brennertaste der
Schweißprozeß eingeleitet und wird dann beendet, wenn der Schalter wieder losgelassen
wird. Dieses Programm ist vorteilhaft bei Heftarbeiten und kurzen Schweißnähten.
Punkt:
Bei Verwendung dieses Programmes wird das
Gerät automatisch, nach Ablauf der am Regler
4 eingestellten Zeit, das Schweißen unterbrochen.
Die Punktschweißzeit von 0,15 bis 2,5 Sekun-
den ist variabel einstellbar.
Step:
Am Regler (5) kann die Intervallzeit eingestellt
werden. Die Taste am Brennerhandgriff muß
während des Abschweißens des Intervall-Programms gedrückt bleiben.
Die Schweißzeit zwischen den Pausen kann
am Knopf 5 eingestellt werden. Dieses Programm ist, durch die Abkühlpause, besonders
für Dünnblechschweißungen geeignet.
4-Takt:
Den Schalter auf 4-Takt einstellen. Das
Schweißen wird durch Betätigung der Brennertaste eingeleitet, anschließend kann die Taste
losgelassen werden, und der Schweißvorgang
wird fortgesetzt. Bei erneuter Betätigung der
Brennertaste wird das Schweißen abgebrochen. 4-Takt-Schweißen wird auch Dauerschweißen genannt.
2. ON
Leuchtet bei eingeschalteter Maschine.
3. Überhitzung
Die Leuchtdiode zeigt die Überhitzung des
Transformators an. Der Schweißprozeß wird in
diesem Fall automatisch unterbrochen. Nach
Abkühlung des Gerätes kann der Schweißprozeß fortgesetzt werden.
4. Schweißzeit
An diesem Regler wird die Schweißzeit einge-
stellt, wenn der Schalter auf den Programmen
Punkt oder Intervall steht.
Variabel zwischen 0,15-2,5 Sek.
5. Variable Pausenzeit
An diesen Regler wird die Pausenzeit einge-
stellt, wenn Schalter 1 auf Stellung Intervall
steht.
6. Drahtrückbrandzeit
Voreinstellung der Drahtrückbrandzeit (Zeit-
differenz vom Abschalten des Motors bis zum
Verlöschen des Lichtbogens) im Bereich von
0,05 - 0,5 Sek.
7. Stufenlose Einstellung von
Drahtfördergeschwindigkeit
8. Umschalter
zwischen Schweißbrenner 1 und 2
9. Schweißspannungsschalter
Für Maschinen mit "Gas-Test".
In Stellung "Gas-Test" wird für den Gasfluß ge-
öffnet durch Drücken des Schalters am Handgriff.
10. Hauptschalter
11.1. Anschluß für Schweißschlauch 1
11.2 Anschluß für Schweißschlauch 2
12. Drosselstufen

WARTUNG
Unzureichende Wartung kann in verminderter Betriebssicherheit und in Wegfall der Garantie resultieren.
Drahtvorschubeinheit
Die Drahtvorschubeinheit sollte mit trockener Druckluft gereinigt werden.
Ein großer Teil des Kupferstaubs gelangt über die
Führungsspirale in das Schlauchpaket und verursacht hier eine Erhöhung der Friktion zwischen
Drahtelektrode und Führungsspirale.
Überprüfung und Reinigung der Führungsrollen sowie der Einlaufdüse soll nach Bedarf vorgenommen
werden.
Schlauchpaket
Das Schlauchpaket muß unbedingt vor Beschädigung geschützt werden. Abmontieren und Ausblasen mit Druckluft soll nach Bedarf vorgenommen
werden.
Schweißbrenner
Der Schweißbrenner enthält wichtige Teile, die
häufig gereinigt werden müssen. Es handelt sich
hierbei insbesondere um die Kontakt- und Gasdüse.
Um einen effektiven Gasschutz zu gewährleisten,
muß unbedingt darauf geachtet werden, daß nach
jeder längeren Schweißung die anheftenden Spritzer
entfernt werden. Zum Ablösen der Spritzer ist es
empfehlenswert, MIG SPRAY zu verwenden.
Achtung:
Nicht der Brenner durch Schlagen reinigen.
Stromteil
Gleichrichter und Transformator müssen gelegentlich
wegen des sich absetzenden Staubes durchgeblasen werden.
Achtung:
Wenn Öffnung der Stromquelle notwendig ist, muß
es sichergestellt sein, daß die Schweißmaschine
vom Versorgungsnetz unterbrochen ist. Dies gilt
auch bei Austausch des Elektronikboxes.
FEHLERSUCHE
Zu kleiner Schweißeffekt, Schweißnaht liegt auf
den Blechen ohne Einbrand
1. Eine Netzsicherung ist ausgefallen.
2. Es wird mit zu niedriger Spannungsstufe gearbeitet.
Stoßweiser Drahttransport
1. Drahteinlaufdüse fluchtet nicht mit der Nut in der
Drahtförderrolle.
2. Schweißdrahtspule läuft zu stramm auf der
Bremsnabe.
Schweißdraht hat sich auf der Drahtrolle ge-
kreuzt oder verhakt.
3. Drahteinlaufdüse oder Stromdüse defekt, verstopft oder verschlissen.
4. Unreiner Schweißdraht oder schlechte Qualität.
Auch rostiger Schweißdraht kann die Ursache
sein.
5. Zu wenig Andruck der oberen Förderrolle.
Zu viel Spritzer beim Schweißen
1. Drahtvorschubgeschwindigkeit ist zu groß in
Relation zur eingestellen Spannung.
2. Verschlißene Stromdüse.
Schweißnaht sieht verbrannt aus (verkohlt und
spröde).
Beim Punktschweißen bildet sich eine Erhöhung
im Punkt
1. Schutzgas fehlt: Flasche ist leer, oder Druck
(Menge) ist zu niedrig.
2. Undichtigkeit im Schutzgasschlauchsystem.
Oft wird, durch Injektorwirkung, Luft in das
Schutzgas gesaugt.
Schweißdraht brennt an der Stromdüse fest
1. Kann auf deformiertem Draht beruhen.
Schneiden Sie den Draht an den Förderrollen ab
und entfernen Sie den deformierten Draht aus
dem Schlauchpaket.
Führen Sie den Draht neu ein.
Kontrollieren Sie den Andruck der Förderrollen.
2. Verschlißene Stromdüse.
3. Eine Erhöhung der Drahtfördergeschwindigkeit
ist notwendig.
FRANÇAIS
Le soudage et coupage de l'arc porte une risque pour l'utilisateur et son entourage si utiliser d'une façon incorrecte. Pour ce
raison il faut seulement utiliser l'équipement en observant les instructions de sécurité adéquates. Surtout faut-il observer le
suivant:
Risque électrique
- L’équipement de soudage doit respecter les consignes de sécurité et être impérativement installé par du personnel qualifié et formé à
cet effet. La machine doit être raccordée à la terre via le câble d’alimentation principal.
- Assurez-vous du bon entretien de l’équipement de soudage.
- En cas de câbles ou d’isolation endommagés, arrêter immédiatement tout travail afin de procéder aux réparations nécessaires.
- Les opérations de réparation et de maintenance sur l’équipement ne peuvent être effectuées que par du personnel qualifié et formé à cet
effet.
- Eviter tout contact à mains nues avec des composants sous tension du circuit de soudage ou des électrodes ou des fils. Veillez à
toujours utiliser des gants de soudeur secs et intacts.
- Assurez-vous que vous êtes correctement isolé de la terre (utilisez par exemple des chaussures à semelle de caoutchouc).
- Adoptez une position de travail stable et sûre (pour éviter par exemple tout risque d’accident par chute).
Lumière de soudage et coupage
- Protégez les yeux parce qu'une brève exposition suffit pour avoir des conséquences irréversibles pour la vue. Utilisez une cagoule de
soudage avec le densité prescrit.
- Protégez le corps contra la lumière de l'arc parce que les rayonnements de la lumière attaquent la peau. Utilisez des vêtements de
protection qui couvrent tout le corps.
- Dans la mesure du possible, il faut séparer le lieu de travail de son environnement, et signaler aux personnes à proximité du lieu de
travail le risque inhérent à la lumière de l'arc.
Fumées de soudage et gaz
- Les fumées et gaz qui se forment lors du soudage sont toxiques à inhaler. Prenez les mesures adéquates: aspiration et aération
suffisante.
Danger d'incendie
- Le rayonnement et les étincelles de l'arc peuvent causé un incendie. Enlever les objets inflammables du lieu de soudage.
- Les vêtements de soudage doivent aussi être protégé contre les étincelles et les éclaboussures de l'arc. (Utilisez par exemple un tablier
inflammable et fait attention aux poches ouvertes).
- Des règlements spéciaux existent pour les pièces avec un risque d'incendie ou d'explosion. Ces règlements doivent être appliqués
Bruit
- L’arc produit un bruit acoustique, et le niveau de bruit dépend du travail de soudage. Dans certain cas on aura besoin d’utiliser un
protecteur d’oreilles.
Secteurs dangereux
- On ne doit pas mettre les doigts dans le moteur de dévidage qui se trouve dans le dévidoir.
- Des précautions particulières doivent être prises quand le soudage est effectué dans des secteurs clos ou en hauteur et qu’il y a un
risque de chute en contrebas.
Positionnement de la machine
- Placez la machine de soudure de telle façon qu’il n’y est aucun risque de chute pour la machine
- Des règlements spéciaux existent pour les pièces avec un risque d'incendie ou d'explosion. Ces règlements doivent être appliqués
Emploi de la machine pour autres buts que son intention (p.ex. dégourdissement des conduites d’eau) est sérieusement déconseillée et
un cet emploi est fait à vos risques et périls.
AVERTISSEMENT
Avant installation et mise en service de l'équipement
il faut lire ce manuel d'instruction soigneusement!
Cet équipement de soudage est construit pour une utilisation professionnelle et il respecte les demandes au standard européen
EN/IEC60974-10 (Class A). Ce standard a pour but d'assurer que
l'équipement de soudage sera dérangé ou sera la source de perturbations d'autres appareils électriques suite à l'émission de bruit électromagnétiques. Parce que l'arc aussi émet le bruit une utilisation sans
perturbations demande des précautions à la mise en service et le
marche de l'équipement. C'est l'utilisateur
qu'autres équipements électroniques dans l'espace ambiant ne
soient pas dérangés.
Choses à considérer dans l'espace ambiant:
1. Câbles d'alimentation et câbles pilotes sur le lieu de soudage qui
sont connectès aux autres appareils électriques.
2. Emetteurs et récepteurs radioélectrique et de télévision.
3. Ordinateurs et systèmes de contrôle électroniques.
4. Equipements de sécurité comme équipements de contrôle et de
surveillance de processus.
Emission de bruit électromagnétique
qui doit prendre soin
5. Personnes qui utilisent stimulateurs cardiaques et appareils
acoustiques.
6. Equipement de calibrage et de mesurage.
7. L'heure du jour où auront lieu le soudage et autres activités.
8. La structure et l'emploi du bâtiment.
Si l'équipement de soudage est utilisé dans les quartiers d'habitations
il peut y avoir besoin des précautions particuliers ( p.ex. information
sur travaux de soudage temporaire).
Méthode pour minimiser l'émission de bruit électromagnétique:
1. Eviter l'utilisation d'équipement qui sera dérangé.
2. Utiliser les câbles de soudage courts.
3. Placer les câbles de soudage négatif et positif près l'un à l'autre.
4. Placer les câbles de soudage au niveau du plancher.
5. Séparer les câbles pilotes des câbles d'alimentation.
6. Protéger les câbles pilotes par un écran par exemple.
7. Isoler l'alimentation des appareils sensitifs.
8. Protection de l'installation complète peut être considérée dans
des cas particuliers.

OPERATIONS PRELIMINAIRES
S S
Principaux branchements
Controler que le couplage du poste est conforme a la
tension du reseau. Ce contrôle est très important dans
le cas de machine commutable 3x220 V ou 3x380 V.
Le produit doit être éliminé conformément
aux normes et réglementations en vigueur.
www.migatronic.com/goto/weee
Raccordement de la bouteille à gaz
N'utiliser que les bouteilles à gaz d'un hauteur maximal
de 100 cm. Si les bouteilles plus hautes sont utilisées,
la machine peut bousculer.
Configuration
Si la machine est munie d’une torche de soudage et
câbles de dimensions insuffisantes au rapport des
spécifications de la machine, p.ex. en ce qui
concerne la charge admissible, Migatronic ne prend
aucune responsabilité de dégâts sur les câbles, les
tuyaux et possibles conséquences.
Important!
De façon à éviter toute détérioration
de prises et de câbles, un bon
contact électrique est nécessaire en
connectant le câbles des masse et
la torche de soudage à la source de
soudage."
Avertissement
Le raccordement à un groupe électrogène peut
endommager le poste de soudure. Une fois reliées à
un poste de soudure, les groupes électrogènes
peuvent produire de grandes variations de tension qui
peuvent endommager le poste de soudure. Utiliser
seulement des groupes électrogènes de fréquence et
de tension stable de type Asynchrone. Tous les
défauts qui pourront apparaître suite à un branchement
sur un groupe électrogène ne pourra être inclus dans
la garantie.
Réglage du frein dédié au fil
Il convient de s’assurer que le dévidoir s’arrête assez
rapidement en cas d’arrêt du soudage. La force de
freinage requise dépend du poids du dévidoir et de la
vitesse maximale de ce dernier. Un couple de freinage
de 1,5-2,0 Nm s’avère satisfaisant pour la plupart des
applications envisagées.
Réglage :
- Démontez le bouton de
réglage en plaçant un petit
tournevis derrière le bouton
puis sortez ce dernier
- Réglez le frein en serrant ou
desserrant l’écrou autobloquant au niveau de l’axe
du moyeu
- Réinstallez le bouton en le
pressant dans la rainure
DONNÉES TECHNIQUES
Afin de pouvoir améliorer en permanence tous les modèles,
spécifications et autres délails, nous nous réservons le droit à
des modifications.
Multimotive Duo
Plage de courant 20-200
Réglages de tension 20
Facteur de marche, 100% 105
Facteur de marche, 60% 125
Facteur de marche, 35% 150
Facteur de marche, 30% 155
Facteur de marche, 15% Tension à vide 14-30
1
Tension d'alimentation 3x400
Fusible 10
Courant d'alimentation
efficace
Courant d'alimentation
max.
Consommation, 100% 2,8
Consommation, à vide <10
Facteur de puissance 0,85
Diamètre de fil 0,6-1,2
Bobine utilisable 5-15
Vitesse de défilement 2-14
2
Pointage 0,15-2,5
2
Impulsion 0,15-2,5
Anti collage 0,05-0,5
3
Classe d'application
4
Classe de protection IP21 IP21
Normes EN/IEC60974-1
Dim. lxlxh 72x38x90 72x38x90 cm
Poids 82 72 kg
220 221
20-200
11
85
105
135
-
200
17,2–46,8
1x230
16
4,0
7,3
EN/IEC60974-5
EN/IEC60974-10 (Class A)
14,7
38,0
3,4
<10
0,85
0,6-1,2
5-15
2-14
0,15-2,5
0,15-2,5
0,05-0,5
Unité
A
A
A
A
A
V
V
A
A
A
kVA
W
mm
kg
m/min
s
s
s
1
Livrable pour autres tensions d'alimentation
2
Les fonctions: 4 temps, pointage et impulsion sont seulement
disponibles dans certaines versions.
3
Remplit les demandes aux machines qui travaillent dans les
conditions particulières.
4
La machine est destinée à être utilisée à l'intérieur, parce qu'elle
remplit les demandes de la classe de protection IP21
BOUTONS DE REGLAGE
1. Touche de fonction
2 temps:
La touche de fonction est réglée à soudage à
deux temps. Activer la gâchette de la torche et
le soudage commence. Le soudage continu jusqu'à ce que la gâchette est relâchée.
Point:
La touche de fonction est réglée à point. Activer
la gâchette de torche et le soudage commence.
Le soudage arrête automatiquement selon le
temps preréglé par le bouton 4 (0,15 à 2,5 se-
condes).
Intermittent:
La touche de fonction est réglée à intermittent.
Activer la gâchette de la torche et le soudage
commence. Le soudage arrête automatique-
ment selon le temps preréglé par le bouton 4.
Après un temps de pause preréglé par le
bouton 5 le même cycle continu automatique-
ment et n'arrête que la gâchette de la torche est
relâchée.
4-temps:
La touche de fonction est réglée à 4 temps.
Activer la gâchette de la torche et le soudage
commence. Il est maintenant possible de re-
lâcher la gâchette et le soudage continu.
En activant et relâchant la touche de nouveau le
soudage arrête. Soudage à 4 temps, qui est
utilisé pour de longues soudures est aussi
désigné "auto-entretien".
2. ON
S'allume lorsque la machine est mise en ser-
vice.
3. Surcharge
La lampe s'allume en cas de surchauffe du
transformateur principal (dépassement du
facteur de marche). Quand la température redevient normale l'opération de soudage peut
reprendre.
4. Temps de soudage
Règlage du temps de soudage quand le bouton
1 est sur la position intermittent ou point.
Il est variable de 0,15 à 2,5 secondes.
5. Temps de pause variable
Par ce bouton le temps de pause est réglée
quand le bouton 1 est en position: intermittent.
6. Anti-collage
Pré-réglage du système indiquant un temps
durant lequel le fil continue de sortir alors que
l'arc s'éteint.
Il est variable de 0,05 à 0,5 secondes.
7. Réglage en continu de la vitesse de fil
8. Inverseur entre la torche de soudure 1 et 2
9. Réglage de la tension de soudage
Pour les machines avec "test de gaz".
En position "test de gaz" le gaz s'ecoule lorsque
la gâchette de la torche est activée.
10. Interrupteur principal
11.1. Branchement de la torche de soudage 1
11.2. Branchement de la torche de soudage 2
12. Inductance de lissage
 Loading...
Loading...