

Migatronic MIG 385x S, MIG 445x S Instruction Manual

MIG 385x/445x
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d'instruction
Gebruikershandleiding
Manuale d'istruzione
Bruksanvisning
Käyttöohje
Manual de instrucciones
Kezelési útmutató
Руководство по эксплуатации
Valid from 2017 week 36 50115316 B2

DANSK ................................................................................ 3
ENGLISH ............................................................................. 7
DEUTSCH .......................................................................... 11
FRANÇAIS ........................................................................ 15
NEDERLANDS .................................................................. 19
ITALIANO .......................................................................... 23
SVENSKA .......................................................................... 27
SUOMI ................................................................................ 31
ESPAÑOL .......................................................................... 35
MAGYAR ........................................................................... 39
РУССКИЙ .......................................................................... 43
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: MIGx
conforms to directives 2014/35/EU
2014/30/EU
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
3
FUNKTIONSBESKRIVELSE
MIG x-serien består af følgende maskiner:
MIG 385x S
MIG 445x S
Maskinerne er opdelt i hovedmodulerne strømkilde,
trådfremføringsenhed, indikatorpanel og evt.
vandmodul.
Strømkilde
Strømkilderne består af en tre-faset svejsetransformator, to spændingsomskiftere, ensretter og
drosselspole. Strømkilden har altid blæserkøling med
automatisk stop. ca. 4 min. efter sidste svejsning
stopper ventilatoren helt, og starter igen automatisk
ved ny svejsning. Hvis temperaturen indvendig i
strømkilden er over 60°C, vil ventilatoren køre.
Er strømkilden udstyret med vandkølemodul vil dette
køre sammen med ventilatoren i strømkilden.
Indikatorpanel
Indikatorpanelet viser fejltilstande og tændt tilstand for
maskine.
Trådfremføringsenhed (MWF 8x/MWF 11x)
Trådfremføringsenheden har altid 4-hjulstræk
(18 m/min). Til mange svejseopgaver må det anbefales at anvende 4-hjulstræk. Dette gælder ikke
mindst, hvor der svejses med rørtråde. Desuden er det
vigtigt, at der anvendes trisser, som passer til trådens
dimension og linere med korrekt diameter og materiale
i brænderslangen.
Vandmodul (ekstraudstyr)
Vandmodulet består af vandtank, vandkøler og vandpumpe.
IBRUGTAGNING
Nettilslutning
Maskinen skal tilsluttes 3-faset net, og det skal
kontrolleres, at nettets spænding er i
overensstemmelse med den spænding, maskinen er
beregnet til. Sikkerhedslederen (jord) er gul/grøn.
Maskinen er udstyret med en termosikring, der både
sikrer mod overbelastning af maskinen og overstrøm
for netkablet.
Maskinens for-sikring kan vælges, således at den kun
er kortslutningsbeskyttet for netkablet. Den for-sikring,
der er angivet på maskinens typeskilt, vil både yde
overstrøms- og kortslutningsbeskyttelse.
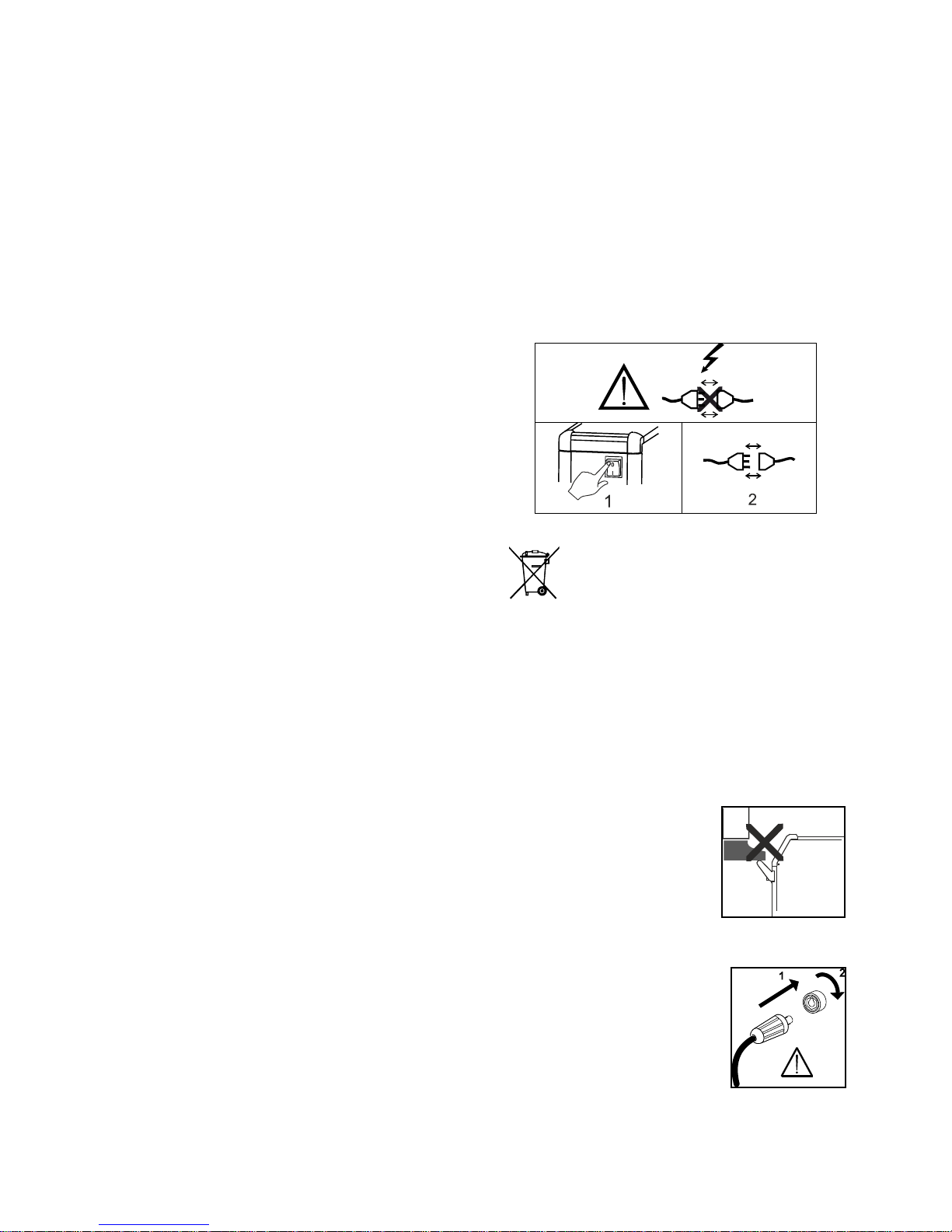
Bortskaf produktet i overensstemmelse med
gældende regler og forskrifter. Mere
information findes under Politikker pa
www.migatronic.com
Konfigurering
Hvis maskinen udstyres med svejsebrænder og
svejsekabler, der er underdimensioneret i forhold til
svejsemaskinens specifikationer f.eks. med hensyn til
den tilladelige belastning, påtager MIGATRONIC sig
intet ansvar for beskadigelse af kabler, slanger og
eventuelle følgeskader.
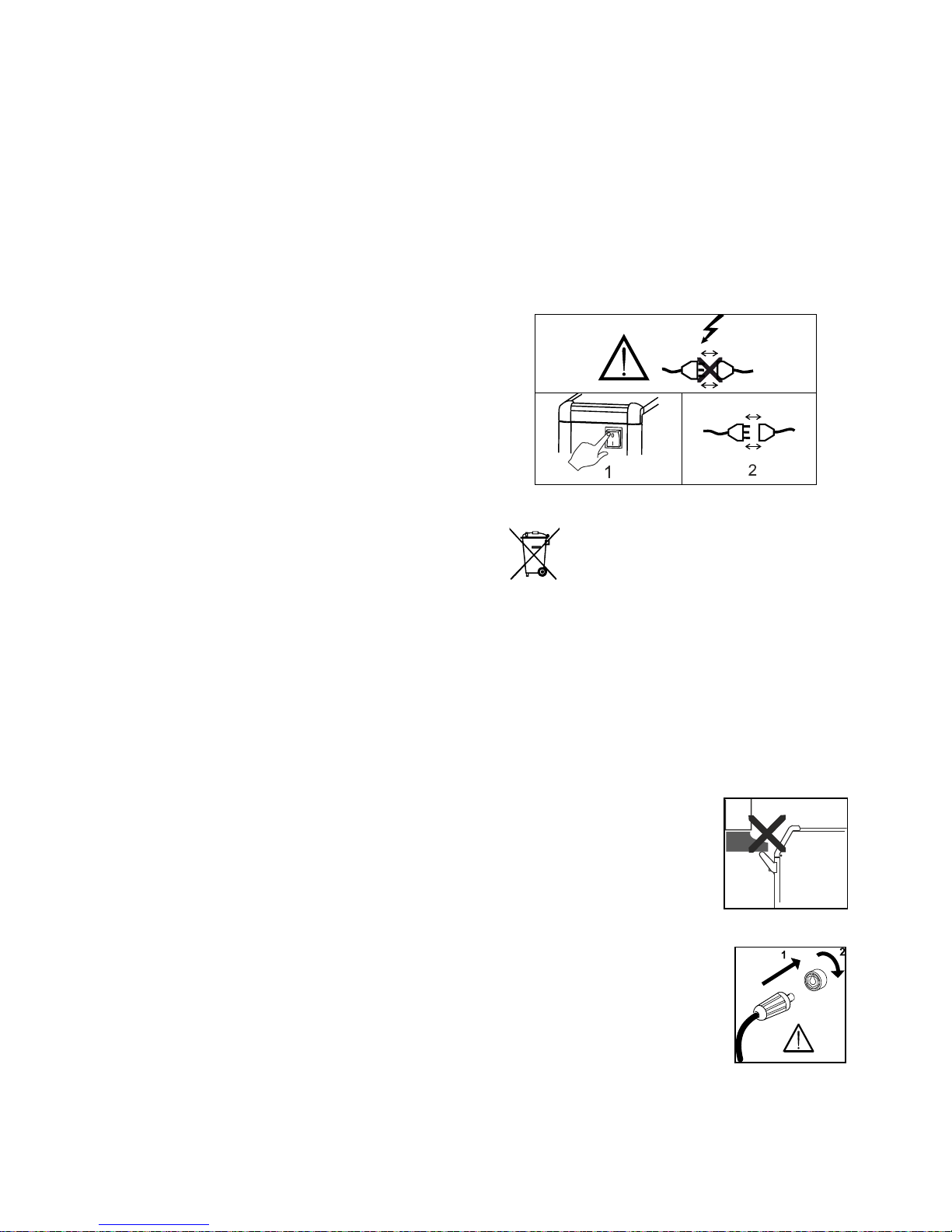
Løft ikke maskinen i håndtaget.
Træd ikke op på håndtaget.
Vigtigt!
Når stelkabler og mellemkabler
tilsluttes maskinen, er god
elektrisk kontakt nødvendig, for at
undgå at stik og kabler ødelægges.
4
Generatordrift
Denne svejsemaskine kan anvendes på alle
forsyninger, som afgiver sinusformet strøm og
spænding, og som ikke overskrider de tilladte
spændingstolerancer, der er angivet i de tekniske
data.
Motoriserede generatorer, som overholder ovenstående, kan anvendes som forsyning. Spørg altid
generatorleverandøren til råds før du tilslutter din
svejsemaskine.
MIGATRONIC anbefaler at anvende en generator, der
har elektronisk regulator og som kan levere mindst
1,5 x svejsemaskinens maksimale kVA forbrug.
Garantien bortfalder ved skader, som er opstået på
grund af forkert eller dårlig forsyning.
Tilslutning af gas
Gasslangen, som udgår fra mellemkabel, tilsluttes en
gasforsyning med en reduktionsventil (2-6 bar).
(Obs. Nogle typer reduktionsventiler kan kræve
højere udgangstryk end 2 bar for at fungere
optimalt).
Montering af stelkabel
Stelkabel (svejseminus) tilsluttes det ønskede
drosseludtag afhængig af svejsetrådens dimension
(Pos. 2-3).
Trådfremføring
Trissekombinationen til given tråddiameter vælges ud
fra oversigten på side 46. Standard leveres maskinen
med et sæt trisser m.v. Andre størrelser kan bestilles.
Kun dele med samme farve må anvendes sammen.
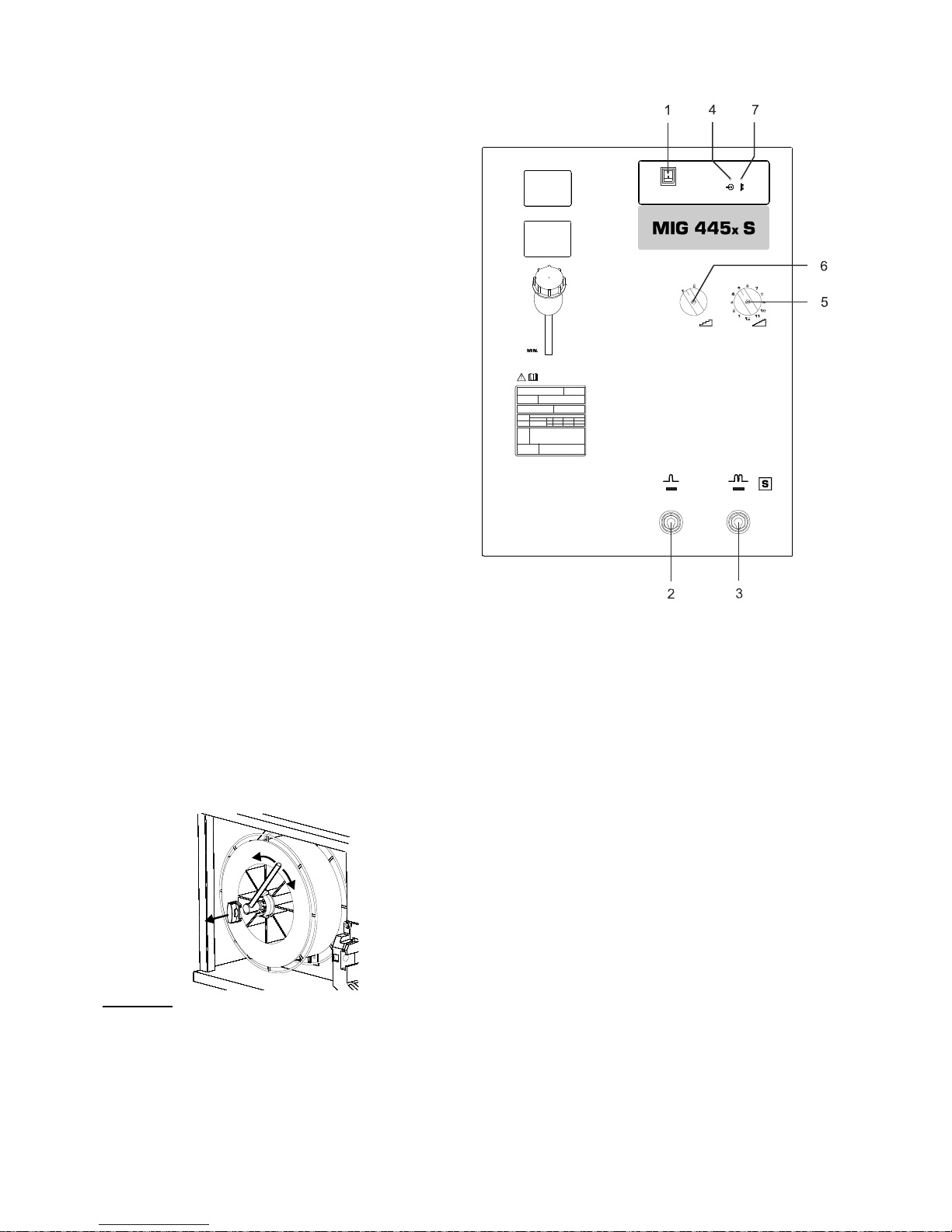
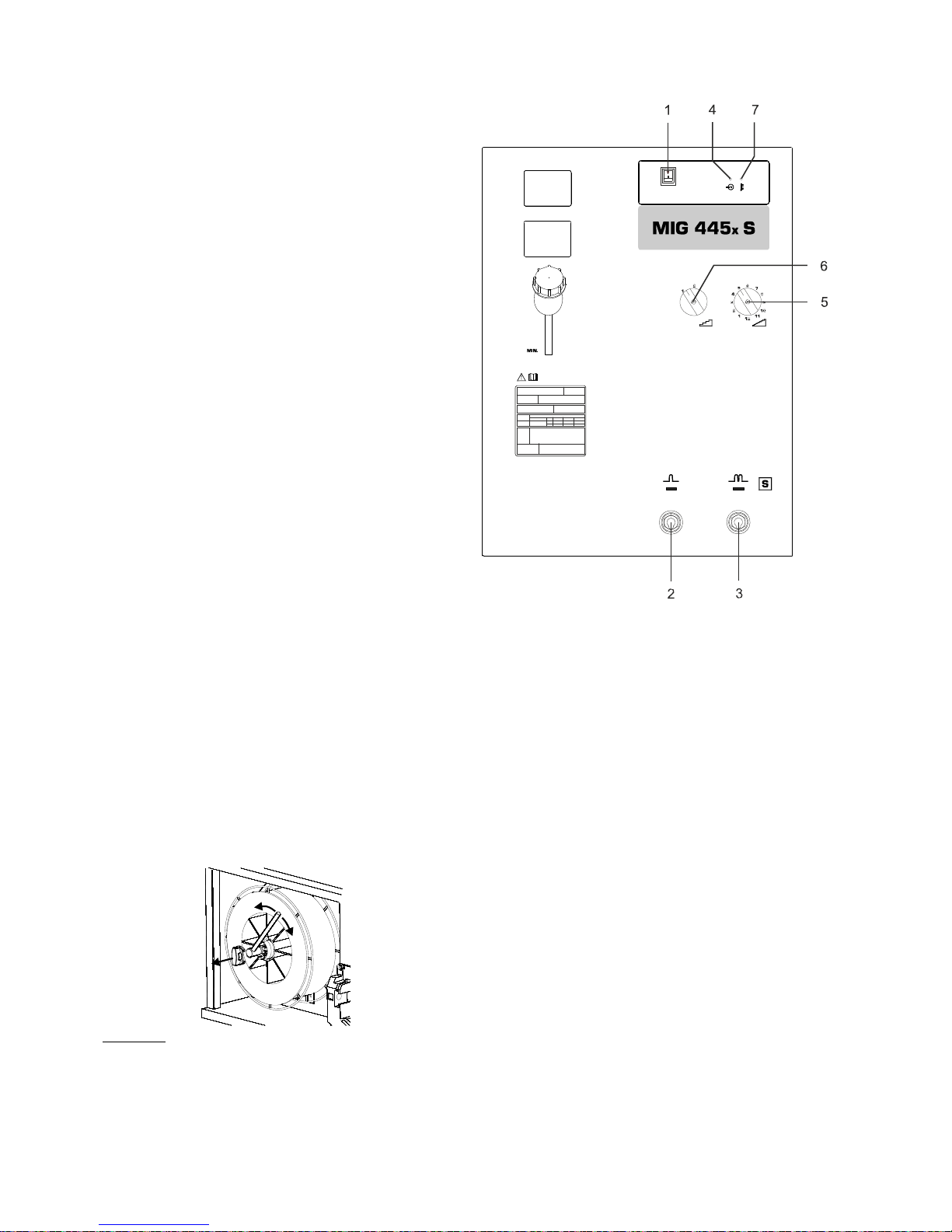
Justering af trådbremse
Trådbremsen skal sikre at trådspolen bremses
tilstrækkelig hurtigt når svejsningen ophører. Den
nødvendige bremsekraft er afhængig af vægten på
trådrullen, og den maksimale trådhastighed der
anvendes. Et bremsemoment på 1,5-2,0 Nm vil være
fyldestgørende til de fleste anvendelser.
Justering:
- Afmonter drejeknappen ved at stikke en tynd
skruetrækker ind bagved knappen og ryk derefter
knappen ud.
- Juster trådbremsen ved at spænde eller løsne
låsemøtrikken på trådnavets aksel
- Monter knappen igen ved at trykke den på plads i
rillen.
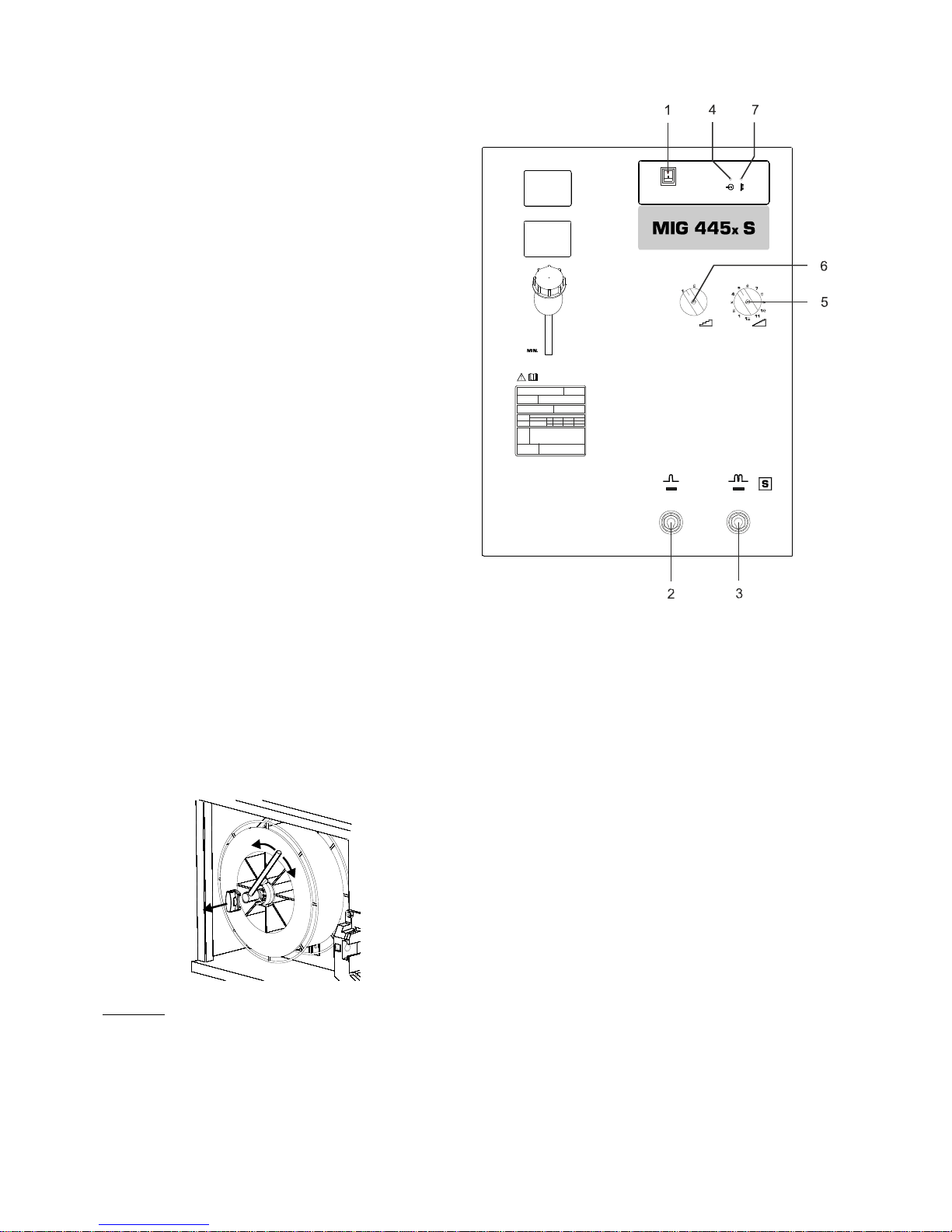
BETJENINGSVEJLEDNING
1. Hovedafbryder
2. Drosseludtag
Vejledende tråddiameter ø0,6 - 1,0
3. Drosseludtag
Vejledende tråddiameter ø1,2 - 1,6
4. ON
Lyser, når maskinen er tændt.
5. Indstilling af svejsespænding
MIG 385x (1 - 12) finindstilling
MIG 445x (1 - 12) finindstilling
6. Indstilling af svejsespænding
MIG 385x (1 - 2) grovindstilling
MIG 445x (1 - 2) grovindstilling
7. Overophedning
5
FEJLINDIKERING
Der registreres en fejlsituation nemlig
overophedningsfejl. Fejlen vises så længe,
den er tilstede.
Overophedningsfejl
Årsag: Opstår, hvis maskinen er blevet
overophedet som følge af
forkert brug.
Reaktion: Svejseprocessen afbrydes, og
postflow påbegyndes.
Lysdioden med symbolet for
overophedning tændes. Blæser
kører.
Aktion: Hvis fejlen ikke er opstået som
følge af forkert brug, tilkaldes
Migatronics Serviceafdeling.
FEJLSØGNING
Stødvis trådfremføring.
1. Indgangsdysen og trådtrissens rille flugter ikke.
2. Rulle med svejsetråd går for stramt på akslen. Undertiden er
tråden spolet forkert, så den "krydser".
3. Indgangsdyse eller kontaktdyse er slidt eller snavset, evt.
tilstoppet.
4. Svejsetråden er uren eller af dårlig kvalitet, evt. rusten.
5. For dårligt tryk på modrullen.
For meget sprøjt ved svejsningen.
1. For stor trådhastighed i forhold til svejsningen.
2. Slidt kontaktdyse.
Svejsningen bliver kokset og "sprød".
Ved punktsvejsning fremkommer en karakteristisk top.
1. Gasdyse tilstoppet.
2. Utætheder i systemet, således at atmosfærisk luft pga.
injectorvirkningen suges med ind og blandes med
beskyttelsesgassen.
Tråden brænder gentagne gange fast i kontaktdysen og går
trægt.
1. Kan bero på, at tråden er blevet deformeret i trådlederen. Klip
tråden ved trådtrissen, og træk den deformerede tråd ud af
trådlederen. Sæt ny tråd i og kontroller modrullens tryk.
2. Slidt kontaktdyse.
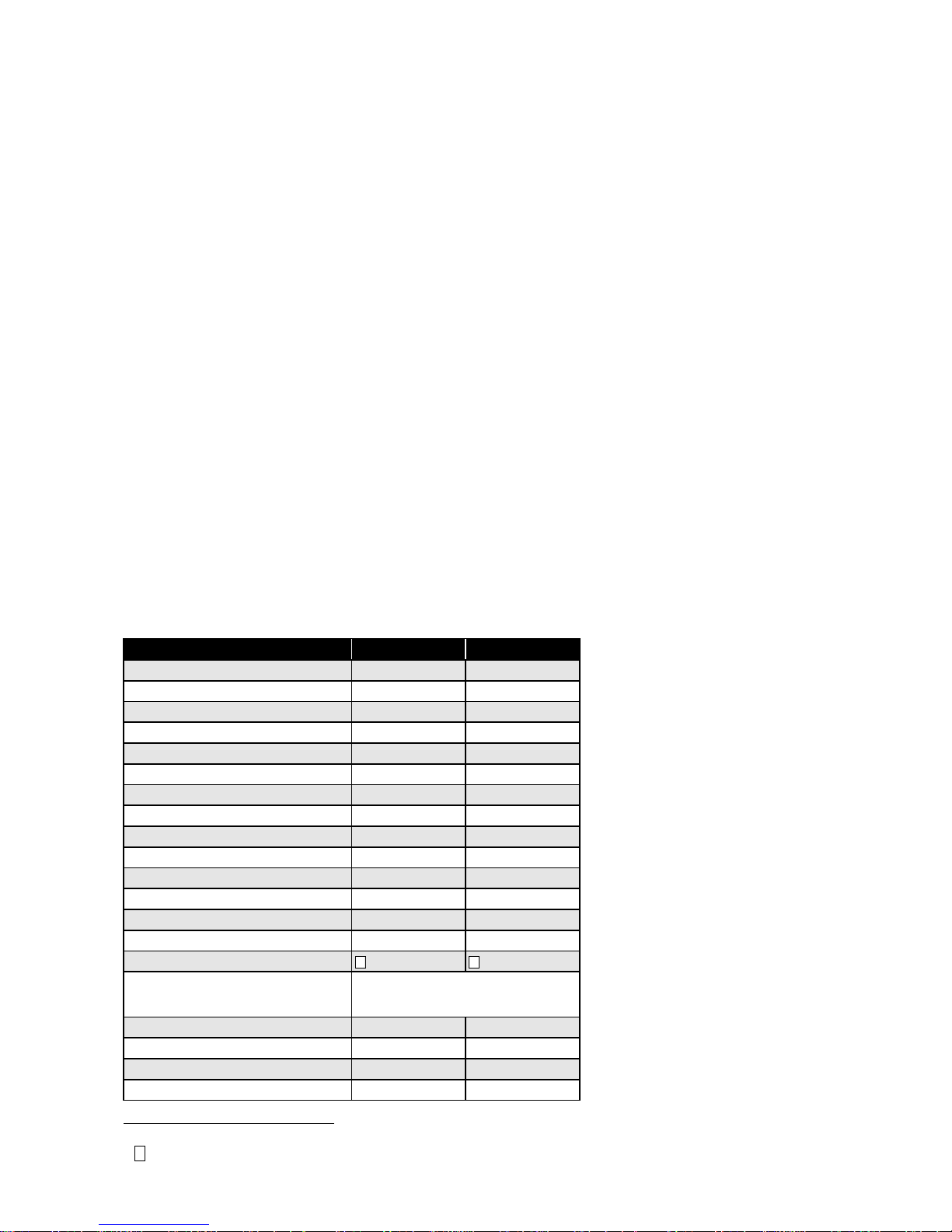
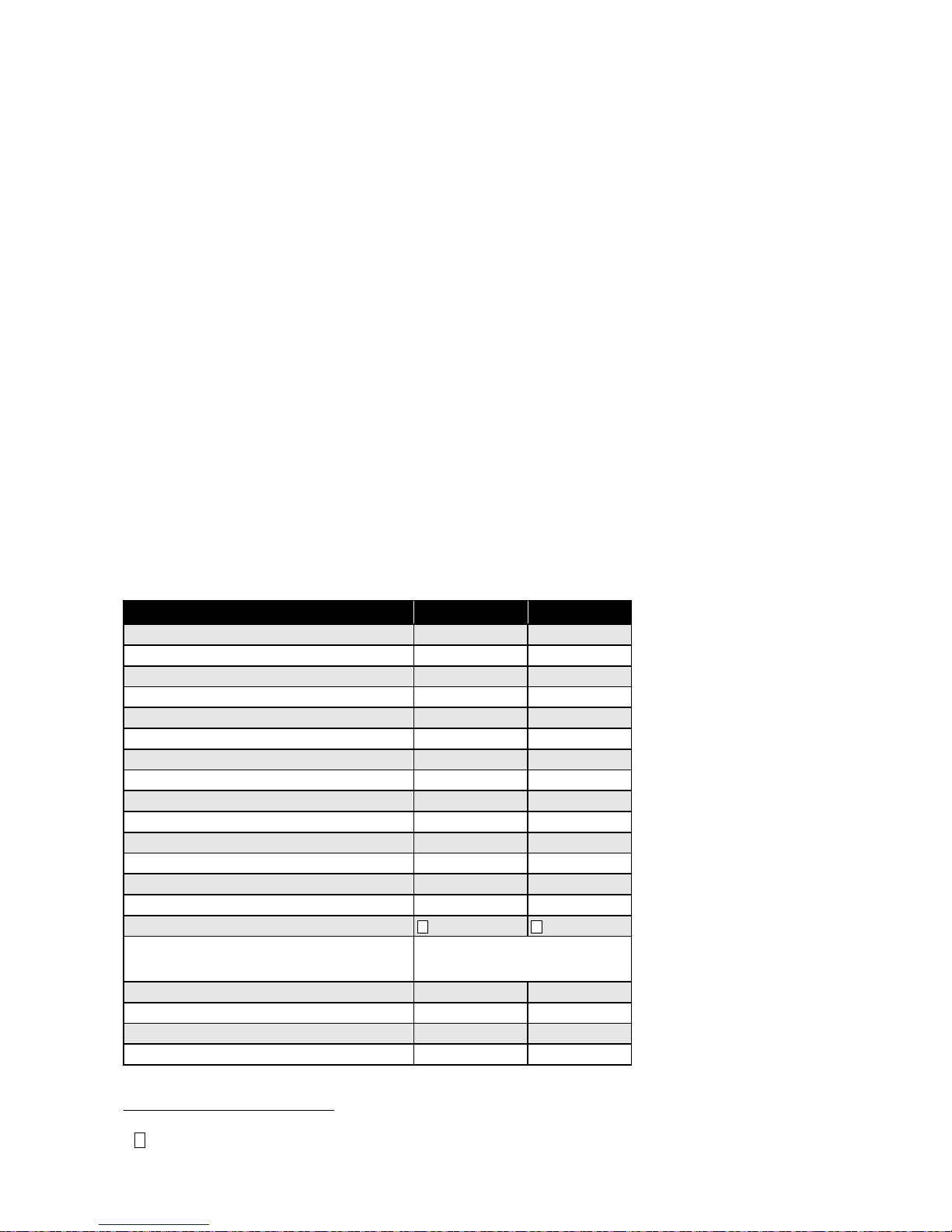
TEKNISKE DATA
Ret til ændringer forbeholdes
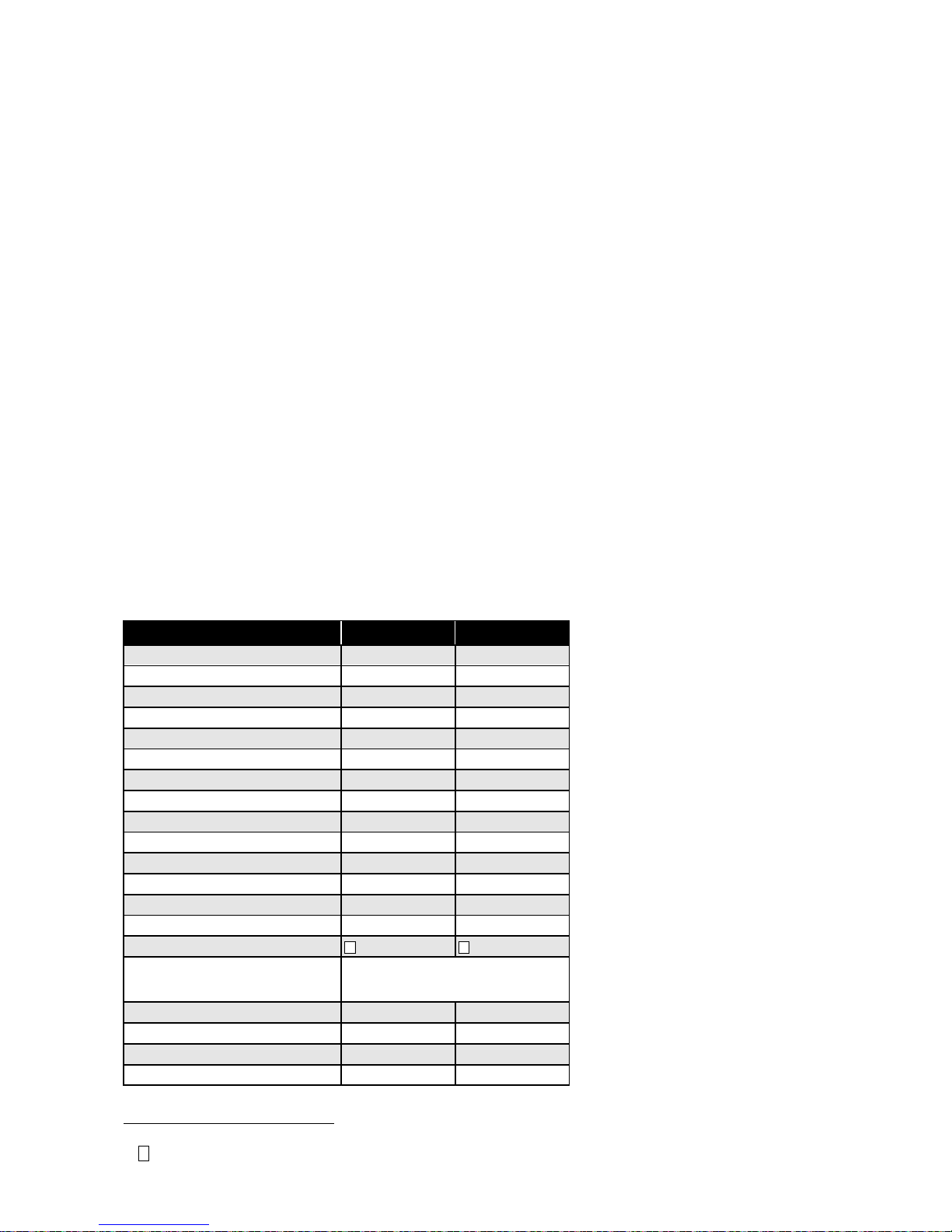
Strømkilde MIG 385x S MIG 445x S
Netspænding (50Hz-60Hz) ±10% 230/400V 230/400V
Sikring 230 V 25A 40A
Sikring 400 V 16A 25A
Virkningsgrad 0,77 0,71
Cos phi 0,99 0,99
Tomgangsspænding 17-43V 18-51V
Antal spændingstrin 24 24
100% belastning (40°C) 240A 265A
60% belastning (40°C) 300A 315A
35% belastning (40°C) 335A 405A
Strømområde min. 40A/16V 40A/16V
Strømområde max. 385A/28,8V 445A/36,3V
Induktansudtag 2 2
1
Beskyttelsesklasse IP21 IP21
2
Anvendelsesklasse
S
S
Norm EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-10 (Class A)
Dimensioner (LxBxH) (incl. MWF) 96x48x126 cm 96x48x126 cm
Vægt excl. kølevæske 151 kg 179 kg
Kølemodul, tankkapacitet 4,0 L 4,0 L
Køleydelse 800 W 800 W
1
Maskinen er beregnet for indendørs anvendelse, idet den opfylder kravene til beskyttelsesklasse IP21
2
S
Maskinen opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok

6
7
DESCRIPTION OF FUNCTIONS
The MIG-x machine range consists of the following
machines:
MIG 385x S
MIG 445x S
The machines are divided into the following main
modules: power source, wire feed unit, indicator panel
and optional water module.
Power source
The power source consists of a three-phase welding
transformer, two voltage selector switches, a rectifier
and an inductor. The power source has always cooling
with automatic stop. Approx. 4 min after the last
welding the fan stops and starts automatically by a
new welding. The fan will start running when the
internal temperature is above 60
°
C.
If the power source is equipped with a cooling unit
both this and the fan in the power source will start
running.
Indicator panel
The indicator panel indicates errors and shows
whether the machine is turned on.
Wire feed unit (MWF 8x/MWF11x)
The wire feed unit has always 4-roll drive system
(18m/min). For many welding operations it is
recommended to use 4-roll drive, especially when
welding with fluxcored wire. Furthermore, it is essential
to use wire feed rolls which correspond to the
dimension of the wire and to use torch liners of the
correct diameter and material in the welding torch.
Water module (Option)
The water module consists of a water tank, a
watercooling system and a water pump.
INITIAL OPERATION
Mains connection
The machine must be connected to a three-phase
mains supply and it is important to ensure that the
mains supply voltage is in accordance with the voltage
to which the machine is built. The safety conductor
(earth) is yellow/green.
The machine is equipped with a thermal cut-out
protecting against overload of the machine and
excession of max. current for the mains cable. It is
possible to select the mains fuse so the mains cable is
only protected against short-circuits. The protection
indicated on the type plate of the machine will provide
protection against both overcurrent and short circuits.
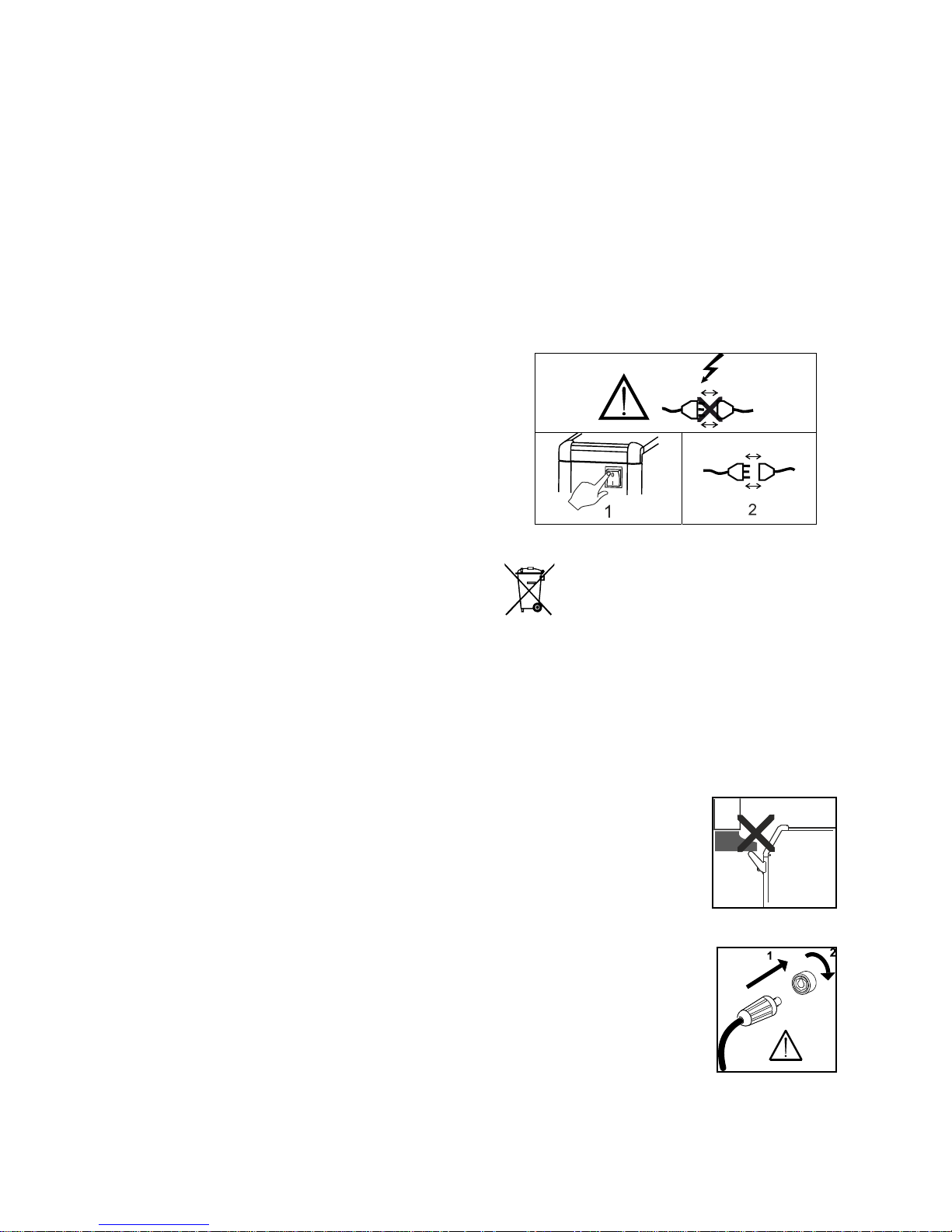
Dispose of the product according to local
standards and regulations. More information
can be found under Policies at
www.migatronic.com
Configuration
MIGATRONIC disclaims all responsibility for damaged
cables and other damages related to welding with
under sized welding torch and welding cables
measured by welding specifications e.g. in relation to
permissible load.
Do not lift the machine by the
handle.
Do not step on the handle
Important!
In order to avoid destruction of
plugs and cables, good electric
contact is required when
connecting earth cables and
intermediary cables to the
machine.

8
Generator use
This welding machine can be used at all mains
supplies providing sine-shaped current and voltage
and not exceeding the approved voltage tolerances
stated in the technical data. Motorised generators
observing the above can be used as mains supply.
Consult your supplier of generator prior to connecting
your welding machine. MIGATRONIC recommends
use of a generator with electronic regulator and supply
of minimum 1.5 x the maximum kVA consumption of
the welding machine. The guarantee does not cover
damage caused by incorrect or poor mains supply.
How to connect the gas
Connect The gas hose, which comes from the
intermediary cable, to a gas supply with pressure
regulator (2-6 bar).
(Note: Some types of pressure regulators require an
output pressure of more than 2 bar to function
optimally).
Assembly of the earth cable
The earth cable (negative pole) is fitted to the
inductance outlet wanted (depending on the
dimension of the welding wire). (Pos. 2-3).
Wire feeding
The wire roll combination to the chosen wire diameter
can be seen from the figure page 46. The machine is
delivered with one set of wire rolls etc. as standard.
Other sizes can be delivered. Only parts of the same
colour can be fitted together.
Adjustment of wire brake
The wire brake must ensure that the wire reel brakes
sufficiently quickly when welding stops. The required
brake force is depending on the weight of the wire reel
and the maximum wire feed speed. A brake torque of
1.5-2.0 Nm will be satisfactory for most applications.
Adjustment:
- Dismount the control knob by placing a thin screw
driver behind the knob and thereafter pull it out
- Adjust the wire brake by fastening or loosening the
self-locking nut on the axle of the wire hub
- Remount the knob by pressing it back into the
groove.
CONTROL SWITCHES
1. Main switch
2. Inductance output
Recommended wire diameter ø0.6 - 1.0
3. Inductance output
Recommended wire diameter ø1.2 - 1.6
4. ON
Lights when the machine has been turned on.
5. Adjustment of welding voltage
MIG 385x (1 - 12) fine adjustment
MIG 445x (1 - 12) fine adjustment
6. Adjustment of welding voltage
MIG 385x (1 - 2) coarse adjustment
MIG 445x (1 - 2) coarse adjustment
7. Overheat error
9
LOCATION OF ERRORS
One error situation is registered that is
Machine overheating error. The error is
shown for as long as it exists.
Machine overheat error
Origin: Overheating of the
machine due to incorrect
use, e.g. exceeding the
duty cycle of the machine
for the welding current in
use.
Consequence: The welding process is
interrupted and post-flow
starts. The LED with the
symbol for overheat is lit.
Fan runs.
Remedy: If the error is not caused
by incorrect use,
Migatronic's Service
Department has to be
called in.
TROUBLE SHOOTING
The wire feed has stopped
1. The inlet nozzle and the wire are not in alignment with each
other.
2. The reel of wire is too taut, the wire must come off the reel
evenly.
3. The inlet tube or contact tip is badly worn or is blocked up.
4. The welding wire is not clean or it is rusty. It could also be of
an inferior quality.
5. The pressure roller has to be tightened.
Spatter
1. The wire feed is too fast for the voltage setting.
2. Worn out contact tip.
Porous weld. A cone is formed when spot welding.
1. Contact tip is blocked up
2. A leak in the gas hose draws in air which mixes with the
shielding gas.
The wire keeps sticking in the contact tip and feeds very
slowly
1. Any damaged wire should be cut off, pulled out and replaced.
The pressure on the wire feed roller should be checked and
adjusted if necessary.
2. Worn out contact tip.
TECHNICAL DATA
We reserve the right to changes
Power source MIG 385x S MIG 445x S
Mains voltage (50Hz-60Hz) ±10% 230/400V 230/400V
Fuse 230 V 25A 40A
Fuse 400 V 16A 25A
Efficiency 0.77 0.71
Cos phi 0.99 0.99
Open circuit voltage 17-43V 18-51V
Voltage position 24 24
100% duty cycle (40°C) 240A 265A
60% duty cycle (40°C) 300A 315A
35% duty cycle (40°C) 335A 405A
Current range min. 40A/16V 40A/16V
Current range max. 385A/28.8V 445A/36.3V
Inductance positions 2 2
1
Protection class IP21 IP21
2
Sphere of application
S
S
Standards EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-10 (Class A)
Dimensions LxWxH (incl. MWF) 96x48x126 cm 96x48x126 cm
Weight excl. cooling liquid 151 kg 179 kg
Cooling unit, tank capacity 4.0 L 4.0 L
Cooling 800 W 800 W
1
This machine is designed for indoor operation and meets the requirements of protection class IP21
2
S
The machine meets the standards which are demanded of machines working in areas where there is an increased risk of electric shock

10
11
FUNKTIONSBESCHREIBUNG
Die MIG x Serie enthält die folgenden Maschinen:
MIG 385x S
MIG 445x S
Die Maschinen bestehen aus folgenden
Hauptmodulen: Stromquelle, Drahtvorschubeinheit,
Indikatorbrett und gegebenenfalls Wassermodul.
Stromquelle
Die Stromquellen setzen sich aus einem drei-phasigen
Schweißtransformator, zwei Spannungsumschaltern,
einem Gleichrichter und einer Drosselspule
zusammen. Die Stromquelle hat immer Kühlung von
Lüfter mit automatischem Stop. Nach etwa 4 Minuten
nach den letzten Schweißen, schalte der Lüfter ab,
und schalte automatisch ein bei einem neuer
Schweißen. Der Lüfter beginnt, wenn die innere
Temperatur der Stromquelle über 60°C ist.
Wenn die Stromquelle mit einer Kühleinheit
ausgestattet ist, wird diese zusammen mit dem Lüfter
in der Stromquelle laufen.
Indikatorbrett
Das Indikatorbrett zeigt Fehler und angezündeten
Zustand für Maschine.
Drahtvorschubeinheit (MWF 8x/MWF 11x)
Die Drahtvorschubeinheit hat immer 4-Rollenantrieb
(18 m/min). Für viele Schweißaufgaben ist ein
4-Rollenantrieb empfehlenswert, insbesondere für das
Schweißen mit Fülldraht. Außerdem ist es wichtig, die
dem Drahtdurchmesser entsprechenden
Drahtvorschubrollen und Drahtseelen zu verwenden.
Es ist weiterhin darauf zu achten, daß die Drahtseele
mit dem verwendeten Material übereinstimmt.
Wassermodul (Extra)
Der Wassermodul besteht aus Wassertank,
Wasserkühler und Wasserpumpe.
INBETRIEBNAHME
Netzanschluß
Die Maschine muß an ein drei-phasiges Netz
angeschloßen werden. Die Netzspannung muß mit
der für die Maschine vorgesehene Spannung übereinstimmen. Der Sicherheitsleiter (Erde) ist gelb/grün. Die
Maschine ist mit einer Thermosicherung gegen Überhitzung der Maschine ausgestattet. Die Vorsicherung
der Maschine kann so gewählt werden, daß sie nur für
den Netzkabel kurzschlußgeschützt ist. Die auf dem
Typenschild der Maschine angegebener Vorsicherung
wird Überstrom- und Kurzschlußschutz gewährleisten.
Entsorgen Sie das Produkt gemäss den
örtlichen Standards. Weitere Information
finden Sie unter Geschaftsbedingungen auf
www.migatronic.com
Konfiguration
Bitte beachten Sie bei der Konfiguration der Schweißmaschine, daß die Schweißkabel und Schweißbrenner
der technischen Spezifikation der Stromquelle
entsprechend ausgelegt sind. Für Schäden die durch
unterdimensionierte Schweißkabel und Brenner
entstanden sind übernimmt MIGATRONIC keine
Gewährleistung.
Die Maschine nicht am Handgriff
anheben.
Nicht auf den Handgriff treten.
Wichtig!
Guter elektrischer Kontakt ist
notwendig während Anschluss der
Massekabel und Zwischenkabel,
weil Stecker und Kabel sonst
zerstört werden können.
12
Generatorbetrieb
Diese Schweißmaschine kann auf alle Versorgungen
angewendet werden, die Strom/Spannung in Sinusformen abgeben und nicht die in den technischen
Daten angegebenen erlaubten Spannungstoleranzen
überschreiten. Motorisierte Generatoren, die das
obenerwähnte einhalten, können als Versorgung
angewendet werden. Wenden Sie sich an Ihren
Generatorlieferanten vor Anschluss Ihrer Schweißmaschine. MIGATRONIC empfiehlt Anwendung eines
Generators mit elektronischem Regler und
Versorgung von mindestens 1,5 x Höchstverbrauch
(kVA) der Schweißmaschine. Die Garantie erlischt,
wenn Schäden wegen falscher oder schlechter
Versorgung entstanden sind.
Gasanschluß
Der Gasschlauch, der vom Zwischenkabel geht, an
eine Gasversorgung mit Druckregler (2-6 bar)
anschließen. (NB! Einige Druckreglertypen fordern
einen hoheren Ausgangsdruck als 2 bar um optimal
zu funktionieren).
Montieren des Gestellkabels
Der Gestellkabel (Schweißminus) wird an den
erwünschten Drosselabgriff verbunden abhängig von
der Dimension des Schweißdrahts. (Pos. 2-3).
Drahtführung
Die Rollekombination für Drahtdiameter kann von
Übersicht Seite 46 gewählt werden. Die Maschine wird
als Standard mit einem Satz Rollen u.a.m. geliefert.
Andere Größen können bestellt werden. Nur Teile mit
derselbe Farbe anwenden.
Justierung der Drahtbremse
Die Drahtbremse sichert, daß die Drahtspule schnell
genug bremst, wenn das Schweißen aufhört. Die
notwendige Bremsekraft ist vom Gewicht der
Drahtrolle und der maksimalen Drahtfördergeschwindigkeit abhängig. Ein Drehmoment auf 1,52,0 Nm ist für die meisten Fällen zureichend.
Justierung:
- Der Drehknopf kann abmontiert werden, wenn ein
Schraubendreher hinter den Knopf plaziert ist.
Danach kann der Knopf ausgezogen werden.
- Die Drahtbremse kann durch Festspannen oder
Lockern der Gegenmutter auf die Achse der Drahtnabe justiert werden.
- Der Knopf kann wieder montiert werden, wenn er in
der Rille zurückgedrückt ist.
BEDIENUNG
1. Hauptschalter
2. Drosselanzapfung
Richtdrahtdiameter ø0,6 - 1,0
3. Drosselanzapfung
Richtdrahtdiameter ø1,2 - 1,6
4. ON
Leuchtet bei eingeschalteter Maschine.
5. Einstellung der Schweißspannung
MIG 385x (1 - 12) Feinstufen
MIG 445x (1 - 12) Feinstufen
8. Einstellung der Schweißspannung
MIG 385x (1 - 2) Grobstufen
MIG 445x (1 - 2) Grobstufen
9. Überhitzungsstörungen

13
FEHLERINDIKATION
1 Fehlersituation wird registriert nämlich
Überhitzungsfehler. Der Fehler ist gezeigt,
bis er aufhört.
Überhitzungsstörungen
Ursache: Entsteht, wenn die
Maschine überlastet wurde.
Auswirkung: Der Schweißvorgang wird
abgebrochen, und die Gasnachströmung muß aktiviert
werden. Die Leuchtdiode mit
dem Symbol für Überhitzung
leuchtet auf. Lüfter läuft.
Abhilfe: Wenn der Fehler nicht in
Folge einer Überlastung der
Maschine aufgetreten ist,
setzen Sie sich bitte mit der
MIGATRONIC ServiceAbteilung in Verbindung.
FEHLERSUCHE
Stoßweiser Drahttransport
1. Drahteinlaufdüse fluchtet nicht mit der Nut in der Draht-förderrolle.
2. Bremse der Drahtspule zu fest angezogen oder nicht sauber
aufgespult.
3. Drahteinlaufdüse oder Stromdüse defekt, verstopft oder
verschlissen.
4. Unreiner Schweißdraht oder schlechte Qualität. Auch rostiger
Schweißdraht kann die Ursache sein.
5. Zu wenig Andruck der oberen Förderrolle.
Zu viele Spritzer beim Schweißen
1. Zu hohe Drahtvorschubgeschwindigkeit zur eingestellten
Spannung.
2. Verschlissene Stromdüse.
Schweißnaht sieht unsauber aus (verkohlt und spröde). Beim
Punktschweißen bildet sich im Punkt eine Erhöhung.
1. Gasdüse verstopft.
2. Schutzgasschlauchsystem undicht. Oft wird durch
Injektorwirkung Luft in das Schutzgas gesaugt.
Schweißdraht brennt an der Stromdüse fest
1. Kann auf deformiertem Draht beruhen. Schneiden Sie den
Draht an den Förderrollen ab und entfernen Sie den
deformierten Draht aus dem Schlauchpaket. Führen Sie den
Draht neu ein. Kontrollieren Sie den Andruck der Förderrollen.
2. Verschlissene Stromdüse.
TECHNISCHE DATEN
Änderungen vorbehalten
Stromquelle MIG 385x S MIG 445x S
Netzspannung (50Hz-60Hz) ±10% 230/400V 230/400V
Sicherung 230 V 25A 40A
Sicherung 400 V 16A 25A
Wirkungsgrad 0,77 0,71
Cos phi 0,99 0,99
Leerlaufspannung 17-43V 18-51V
Spannungsstufen 24 24
ED 100% (40°C) 240A 265A
ED 60% (40°C) 300A 315A
ED 35% (40°C) 335A 405A
Schweißstrombereich min. 40A/16V 40A/16V
Schweißstrombereich max. 385A/28,8V 445A/36,3V
Drosselanzapfungen 2 2
1
Schutzklasse IP21 IP21
2
Anwendungsklasse
S
S
Norm EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-10 (Class A)
Maße LxBxH (inkl. MWF) 96x48x126 cm 96x48x126 cm
Gewicht excl. Kühlflussigkeit 151 kg 179 kg
Kühleinheit, Tankkapazität 4,0 L 4,0 L
Kühlung 800 W 800 W
1
Die Maschine entspricht die Schutzklasse IP21
2
S
Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter elektrischer Gefährdung

14

15
DESCRIPTION DES FONCTIONS
La série MIG x comprend des modèles suivants:
MIG 385x S
MIG 445x S
Les postes de soudage sont repartis dans les modules
principaux: source de courant, dévidoir, panneau
d'indication, et au besoin un module d'eau.
Source de courant
Les sources de courant consistent d'un transformateur
triphasé, deux commutateurs de tension, un
redresseur et une bobine d'inductance. La source de
courant est toujours munie de refroidissement par
ventilateur avec arrêt automatique. Environ 4 minutes
après le dernier soudage, le ventilateur s'arrête
complètement, et il recommence automatiquement
quand le soudage est repris.
Le ventilateur commence à tourner lorsque la
température interne à la source atteint 60°C.
Si la source est équipée d’un refroidisseur, le
ventilateur et la pompe vont se mettre en route en
même temps.
Panneau d'indication
Sur le panneau d'indication les erreurs sont indiquées
et si la machine est en marche.
Dévidoir (MWF 8x/MWF 11x)
Le dévidoir est toujours équipé en 4 galets (18 m/min).
Pour beaucoup de travaux de soudage il est
recommandé d'utiliser les 4 galets. Cela est surtout
important en soudage à fil fourré. De plus, il est
important que les galets utilisés correspondent à la
dimension du fil et que les gaines guide-fil sont d'un
diamètre correct et d'un matériau correct dans la
torche de soudage.
Module d'eau (Option)
Le module d'eau consiste d'un réservoir à eau, d'un
refroidisseur d'eau et d'un pompe d'eau.
MISE EN SERVICE
Raccordement sur réseau
La machine doit être raccordée sur un réseau
triphasé, et il faut contrôler que la tension du réseau
correspond à la tension à laquelle la machine est
déstinée. Le câble de masse est jaune/vert. La machine est munie d'un dispositif de protection contre la
surcharge et la sur-intensité de courant dans le câble
d'alimentation. On peut sélectionner que le fusible
d'alimentation de la machine ne protège que contre les
courts-circuits dans le câble d'alimentation. Le fusible
d'alimentation indiqué sur l'enseigne de type de la
machine protège contre la sur-intensité de courant et
les courts-circuits.
Veillez à mettre le produit au rebut selon les
normes et réglementations locales. Vous
trouverez plus d’informations sur notre site
www.migatronic.com sur la page « policies »
Configuration
Si la machine est munie d’une torche de soudage et
câbles de dimensions insuffisantes au rapport des
spécifications de la machine, p.ex. en ce qui concerne
la charge admissible, Migatronic ne prend aucune
responsabilité de dégâts sur les câbles, les tuyaux et
possibles conséquences.
Ne pas soulever la machine par
la poignée.
Ne pas marcher sur la poignée.
Important!
De façon à éviter toute détérioration
de prises et de câbles, un bon
contact électrique est nécessaire
en connectant les câbles de masse
et le faisceau intermédiaire à la
source de soudage.
16
Utilisation de générateurs
Cette machine de soudage est compatible avec toutes
les alimentations secteur qui délivrent un courant et
une tension de forme sinusoïdale et qui n’excèdent
pas les plages de tension autorisées, indiquées dans
les spécifications techniques.
Les générateurs motorisés conformes aux conditions
ci-dessus peuvent servir de source d’alimentation
principale.
Consultez votre fournisseur de générateur avant de
connecter votre machine de soudage.
Migatronic préconise l’utilisation d’un générateur muni
d’un régulateur électronique et d’une alimentation d’au
moins 1,5 x la consommation maximale en kVA de la
machine de soudage. La garantie ne couvre pas les
dommages provoqués par une alimentation secteur
inadaptée ou défectueuse.
Raccordement de gaz
Raccorder le tuyau de gaz qui sort de câble
d'interconnexion de la machine, et le relier à une
alimentation en gaz avec régulateur de pression (26 bars). (A noter : pour une utilisation optimale
certains types de régulateurs de pression
nécessitent une pression de sortie supérieur à 2
bars).
Raccordement du câble de masse
Le câble de masse est raccordé à la sortie de self
choisie dépendant du diamètre du fil. (Pos. 2-3).
Dévidage
La combinaison de galet au diamètre de fil donné est
choisie selon le schéma page 46. Comme standard la
machine est livrée avec un jeu de galets etc. Autres
grandeurs peuvent être commandés. Utiliser
seulement les pièces de la même couleur ensemble.
Réglage du frein dédié au fill
Il convient de s’assurer que le dévidoir s’arrête assez
rapidement en cas d’arrêt du soudage. La force de
freinage requise dépend du poids du dévidoir et de la
vitesse maximale de ce dernier. Un couple de freinage
de 1,5-2,0 Nm s’avère satisfaisant pour la plupart des
applications envisagées.
Réglage :
- Démontez le bouton de réglage en plaçant un
petit tournevis derrière le bouton puis sortez ce
dernier
- Réglez le frein en serrant ou desserrant l’écrou
autobloquant au niveau de l’axe du moyeu
- Réinstallez le bouton en le pressant dans la
rainure.
NOTICE D'UTILISATION
1. Interrupteur principal
2. Sortie de self
Diamètre de fil indicatif ø0,6 - 1,0
3. Sortie de self
Diamètre de fil indicatif ø1,2 - 1,6
4. ON
S'allume lorsque la machine est mise en service.
5. Réglage de la tension de soudage
MIG 385x (1 - 12) réglage de précision
MIG 445x (1 - 12) réglage de précision
6. Réglage de la tension de soudage
MIG 385x (1 - 2) réglage préliminaire
MIG 445x (1 - 2) réglage préliminaire
7. Erreur de surchauffe
17
INDICATION D'ERREURS
Un situation d'erreur est indiquée: Erreur de
surchauffe. Le indication d'erreur est affichée
pendant l'erreur existe.
Erreur de surchauffe
Origine: Surchauffe de la machine se
présent suite d'une utilisation
incorrecte.
Conséquence: Le processus de soudage
arrête et le post-gaz
commence. Le voyant
portant le symbole de
surchauffe s'allume. Le
ventilateur va.
Remède: Si l'erreur n'est pas d'origine
d'une utilisation incorrecte,
appeler le S.A.V. Migatronic.
LES DEFAUTS A
SOUDAGE MIG/MAG
Le dévidor est bloqué
1. La buse d'alimentation en fil et le fil ne sont pas alignés.
2. La bobine de fil est trop tendue, le fil ne peut pas se
dérouler normalement.
3. Il y a collage du fil au niveau du tube contact.
4. Le fil de soudage n'est pas propre ou rouillé. Il est d'une
qualité inférieure.
5. La pression des galets est trop élevée.
Projections
1. La vitesse est trop rapide pour la tension affichée.
2. Le tube contact est en mauvais état.
Soudure poreuse. Un cône se forme lors du soudage par
point.
1. Le tube contact est obstrué.
2. De l'air est aspiré avec le gaz de protection.
Fil reste collé au tube contact.
1. Le fil détérioré doit être éliminé et remplacé.
La pression sur le galet doit être vérifiée.
2. Remplacer le tube contact.
DONNEES TECHNIQUES
Migatronic se réserve le droit de faire tout changement
Module d'alimentation MIG 385x S MIG 445x S
Tension de secteur (50Hz-60Hz) ±10% 230/400V 230/400V
Fusible 230 V 25A 40A
Fusible 400 V 16A 25A
Rendement 0,77 0,71
Cos phi 0,99 0,99
Tension à vide 17-43V 18-51V
Réglages de tension 24 24
Charge admissible 100% (40°C) 240A 265A
Charge admissible 60% (40°C) 300A 315A
Charge admissible 35% (40°C) 335A 405A
Plage de courant min. 40A/16V 40A/16V
Plage de courant max. 385A/28,8V 445A/36,3V
Nombre de sortie de self 2 2
1
Classe de protection IP21 IP21
2
Classe d’application
S S
Norme EN/IEC60974-1
EN/IEC60974-2
EN/IEC60974-10 (Class A)
Dimensions loxlaxh (incl. MWF) 96x48x126 cm 96x48x126 cm
Poids excl. liquide de refroidissement 151 kg 179 kg
Module de refroidissement, capacité du réservoir 4,0 L 4,0 L
Refroidissement 800 W 800 W
1
La machine est destinée à être utilisée à l'intérieur, parce qu'elle remplit les demandes de la classe de protection IP21
2
S
Ce poste de soudage remplit toutes les demandes posées aux postes de soudage qui s'utilisent dans les domaines où il y a un risque élevé de chocs
électriques
 Loading...
Loading...