

Migatronic FOCUS TIG 200 PFC Quick Manual

QUICKGUIDE
FOCUS TIG 200
PFC
DK
50113776 B
TIG DC panel til brug for svejsning i
alle materialer undtagen aluminium
og dets legeringer. Panelet muliggør
endvidere MMA svejsning med gængse
elektrodetyper. Knappernes funktioner er
beskrevet på modsat side.
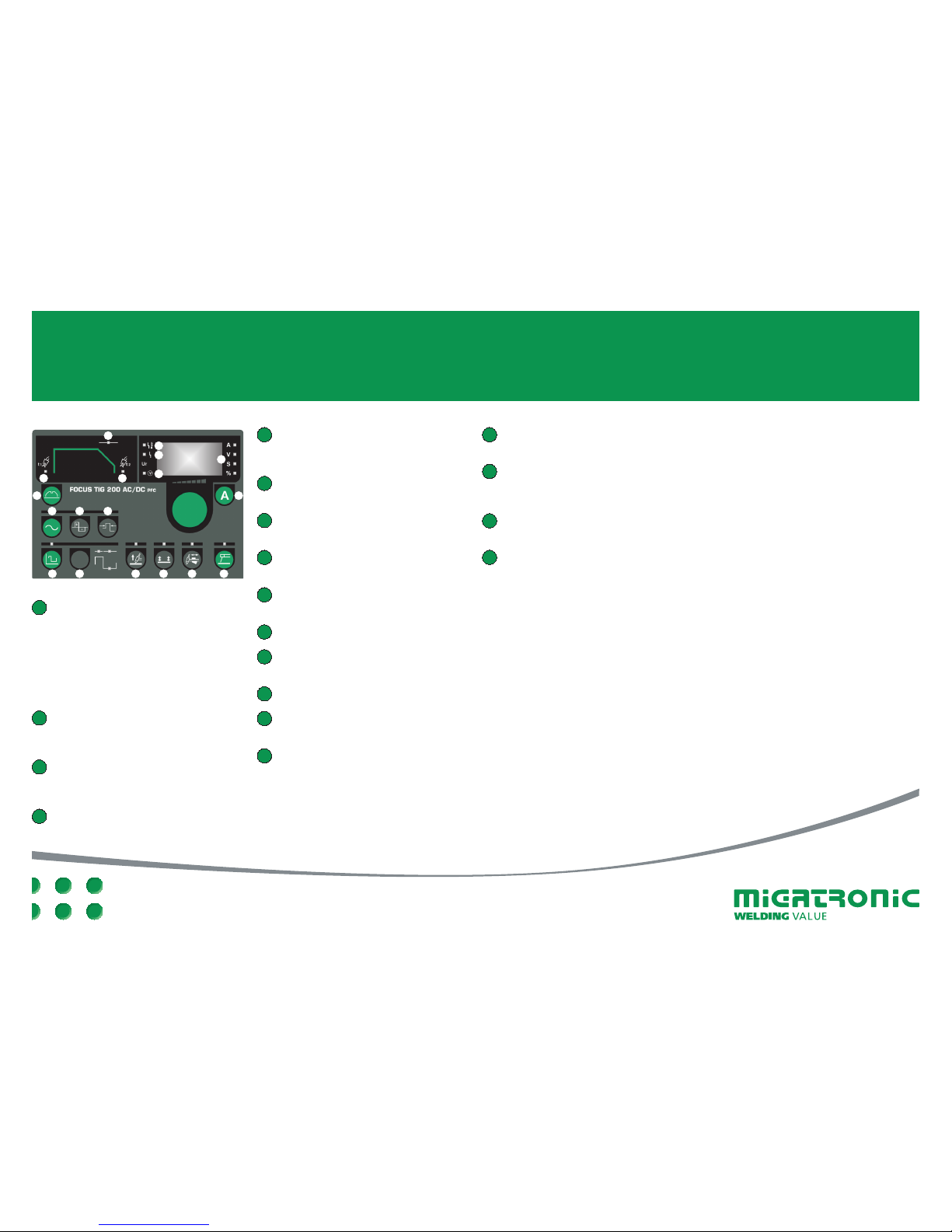
1 Svejsestrøm/Lysbuespænding
Tasten aktiveres, og drejeknappen
drejes for at se og indstille svejsestrømmen.
Tasten holdes inde i 3 sekunder for at
få vist lysbuespændingen (gælder KUN
for TIG DC og MMA DC). Når tasten
aktiveres igen, vises svejsestrømmen.
2 Svejsespænding
Diode lyser, når der er spænding på
MMA elektrode eller TIG brænder.
3 Enheder for parameter
Diode lyser, når den relevante enhedsbetegnelse er aktiv.
4 Overophedningsindikator
Diode lyser, når maskinen er overophedet.
5 Netfejl
Diode lyser, hvis netspændingen er for
høj eller for lav.
6 Svejseproces
Valg af MMA/TIG.
7 Tastemetode
Valg af 2-takt/4-takt.
8 Strømregulering
Valg af brænderregulering.
9 Tændingsmetode
Valg af HF/ LIFTIG® tænding.
10 Gasforstrømning (tid)
11 Slope-down
Tid fra svejsestrøm til stopstrøm.
12 Gasefterstrømning (tid)
13 Puls
Tast aktiveret = puls.
14 Pulsindstilling
Tryk på menutasten, indtil diode lyser
ved:
• Pulstid:Svejsestrømsperiode
• Pausetid:Grundstrømsperiode
• Grundstrøm:%afpulsstrøm
15 Strømtype
Valg af AC eller DC svejsning.
16 AC-t-Balance, tidsbaseret
Tidsbalancen mellem den positive og
negativehalvbølgereguleresi%.
17 AC-elektrodeforvarmning
Automatisk elektrodeforvarmning.
18 Valg af sekundære parametre
Åbner parametrene 10, 11 og 12.
1
2
3
4
5
67 89
10
11
12
13 14
15 1716
18
QUICKGUIDE FOCUS TIG 200 PFC

QUICKGUIDE
FOCUS TIG 200 PFC
UK
50113776 B
TIG DC panel for welding in all
materials except aluminium and
aluminium alloys. The panel also
makes MMA welding with most
types of electrodes possible. Key
functions are described overleaf.
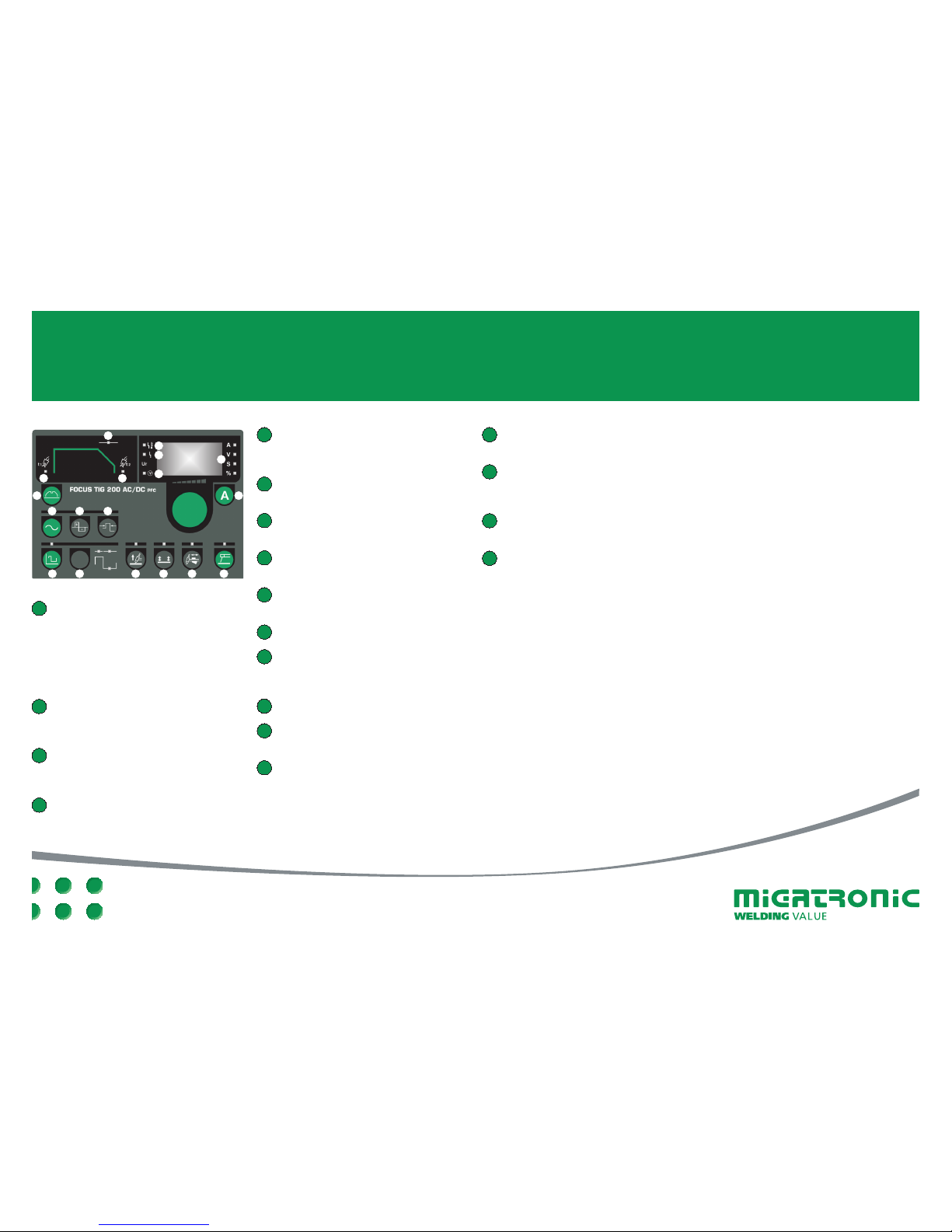
1 Welding current/Arc voltage
Press the key and turn the control knob
to set the welding current.
Press the key for 3 seconds to display
the arc voltage (valid ONLY for TIG
DC and MMA DC). Press again “A” to
display the welding current.
2 Welding voltage
The LED shines when there is voltage
on MMA electrode or TIG torch.
3 Parameter units
The LED shines when the relevant
parameter unit is active.
4 Overheating indicator
The LED shines when the machine is
overheated.
5 Mains error
The LED shines if the mains voltage is
too high or too low.
6 Welding process
Choice of MMA/TIG.
7 Trigger mode
Choice of 2-stroke/4-stroke.
8 Current adjustment
Choice of torch adjustment.
9 Ignition method
Choice of HF/LIFTIG® ignition.
10 Gas pre flow (time)
11 Slope down
Time from welding current to stop
amp.
12 Gas post flow (time)
13 Pulse
Key activated = pulse.
14 Pulse setting
Press the menu key until the LED shines
at:
• Pulsetime:Weldingcurrentperiod.
• Pausetime:Basecurrentperiod.
• Basecurrent:%ofpulsecurrent.
15 Current type
Choice of AC or DC welding.
16 AC-t-balance, time-based
Time balance between positive and
negativehalf-waveisadjustedin%.
17 AC-electrode preheating
Automatic electrode preheating.
18 Choice of secondary parameters
Opens parameters 10, 11 and 12.
QUICKGUIDE FOCUS TIG 200 PFC
1
2
3
4
5
67 89
10
11
12
13 14
15 1716
18

QUICKGUIDE
FOCUS TIG 200 PFC
DE
50113776 B
TIG DC Bedienfeld: für alle schweißbaren
Metalle, ausgenommen Aluminium und
Aluminiumlegierungen.
E-Handschweißen (MMA) mit allen
gängigen Stabelektroden. Die
Tastenfunktionen werden umseitig
beschrieben.
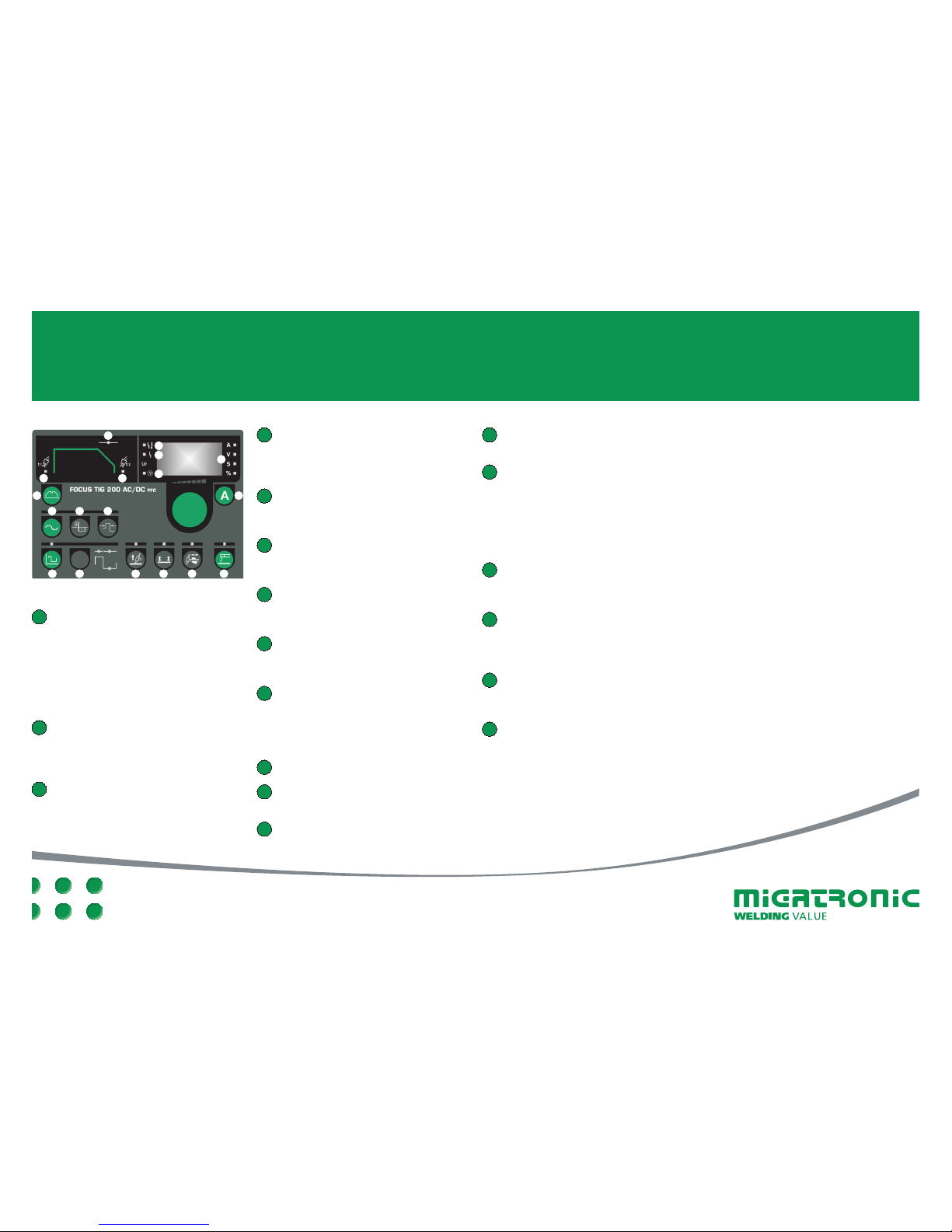
1 Schweißstrom/Lichtbogenspannung
Taste drücken und am Drehregler den
Schweißstrom einstellen.
Die Taste 3 Sekunden gedrückt halten
zur Anzeige der Lichtbogenspannung
(gilt NUR WIG DC und MMA DC).
Die Taste wieder aktivieren zur Anzeige
des Schweißstroms.
2 Schweißspannung
Diese LED leuchtet immer, sobald
Schweißspannung an den Schweißkabelbuchsen (+/-) anliegt.
3 Parametereinheiten
LED–Anzeige für die physikalische
Einheit entsprechend des gewählten
Parameters.
4 Überhitzung
Diese LED leuchtet, wenn das Schweißgerät wegen Überhitzung abgeschaltet
hat.
5 Netzspannungsfehler
Diese LED leuchtet bei zu niedriger
oder zu hoher Netzspannung.
6 Schweißprozess
Taste zur Wahl des Schweißverfahrens:
E-Hand (MMA)/WIG.
7 2/4-Taktschaltung WIG
LED aus = 2-Taktbetrieb
LED an = 4-Taktbetrieb
8 Schweißstromeinstellung
Brennerregelung
Umschalttaste für Brennerregelung.
9 HF / LIFTIG–Zündung
LED aus = berührungsloses Zünden mit
Hoch-frequenz
LED an = Kontaktzündung mit LIFTIGFunktion.
10 Gasvorströmung (Zeit)
11 Stromabsenkung
Zeit vom Schweißstrom zum Endstrom.
12 Gasnachströmung (Zeit)
13 Pulsen
LED an = Pulsfunktion ist aktiviert.
14 Pulsparameter
Bei aktivierter Pulsfunktion können
die Pulsparameter durch Tastendruck
angewählt werden.
Für Pulszeit, Grundstromzeit oder
Grundstrom leuchtet dann jeweils die
entsprechende LED auf.
15 Stromart
Taste zur Wahl der Stromart, AC oder
DC.
16 AC-t Balance
Auf Zeit basierende Balanceeinstellung
(in %) der positiven und negativen
Halbwelle.
17 Elektrodenvorwärmung (AC)
Automatische Elektrodenvorwärmung
beim Wechselstromschweißen.
18 Auswahl der Sekundärparameter
Öffnet Parameter 10, 11 und 12.
QUICKGUIDE FOCUS TIG 200 PFC
1
2
3
4
5
67 89
10
11
12
13 14
15 1716
18

GUIDE RAPIDE
FOCUS TIG 200 PFC
F
50113776 B
Panneau TIG DC pour le soudage sur tous
les matériaux à l’exception de l’aluminium
et d’alliages d’aluminium. Le panneau
permet également le soudage MMA
avec la plupart des types d’électrodes.
Les principales fonctions sont décrites au
verso.
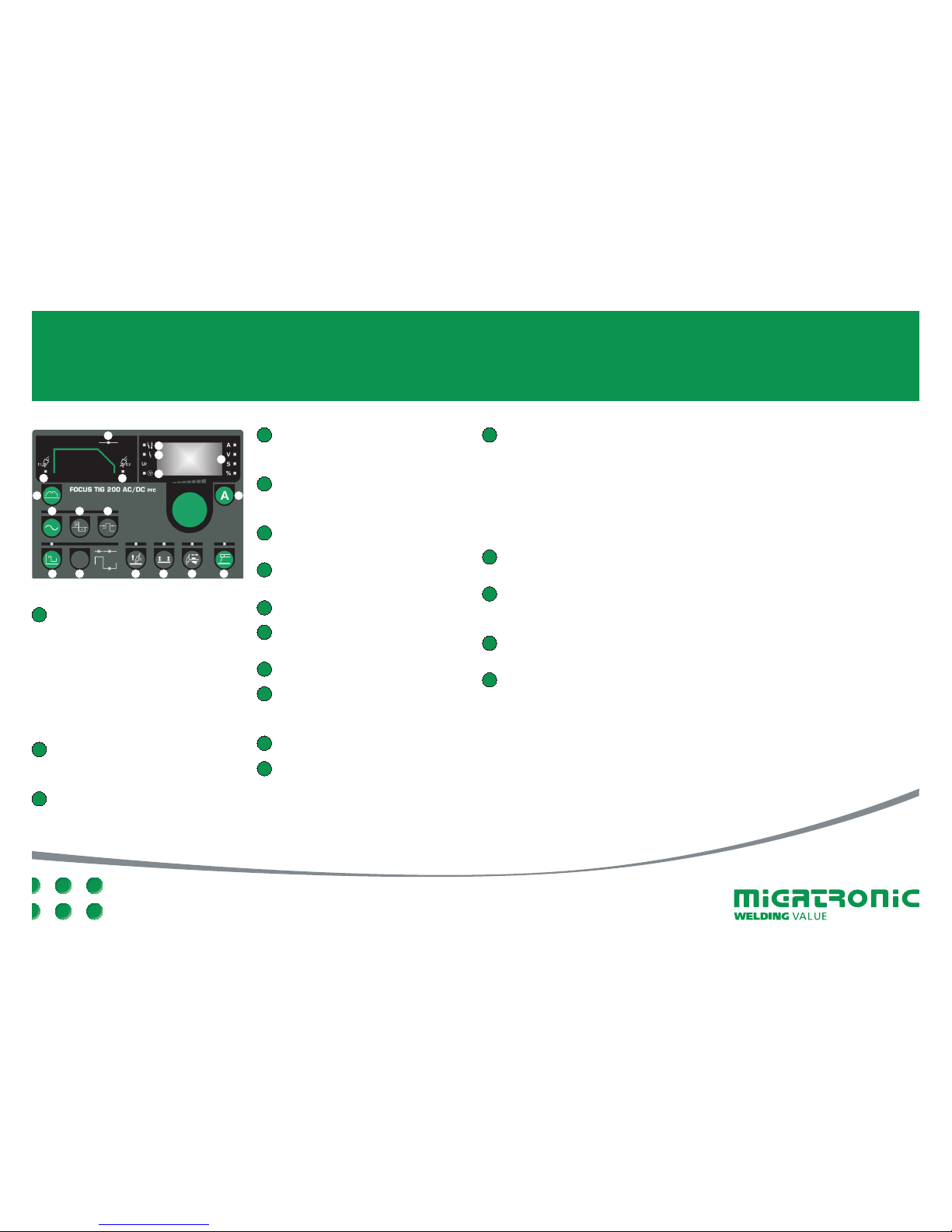
1 Courant de soudage/Tension d’arc
Appuyer sur la touche et faire tourner
le bouton de commande pour régler le
courant de soudage.
Appuyez sur la touche pendant
3secondes pour afficher la tension
d’arc (valable UNIQUEMENT pour le
soudage TIG DC et MMA DC). Appuyez
de nouveau sur « A » pour afficher le
courant de soudage.
2 Tension de soudage
La LED est allumée lorsque l’électrode
MMA ou la torche TIG est sous tension.
3 Unités des paramètres
La LED est allumée lorsque l’unité du
paramètre pertinent est active.
4 Indicateur de surchauffe
La LED est allumée en cas de surchauffe
de la machine.
5 Erreur secteur
La LED est allumée si la tension secteur
est trop élevée ou trop faible.
6 Processus de soudage
Choix entre MMA/TIG.
7 Mode déclenchement
Choix entre 2-temps/4-temps.
8 Choix de réglage de la torche
9 Méthode d’allumage
Choix d’allumage HF/LIFTIG®.
10 Réglage Pré-gaz (temps)
11 Evanouissement
Temps entre le courant de soudage et
l’ampérage d’arrêt.
12 Réglage Post-gaz (temps)
13 Pulsé
Touche activée = mode pulsé.
14 Réglage mode pulsé
Appuyer sur la touche du menu jusqu’à
ce que la LED s’allume au niveau de :
• Tempsdepulse:périodedecourant
de soudage.
• Tempsdepause:périodedecourant
de base.
• Courantdebase:%decourant
pulsé.
15 Type de courant
Choix entre soudage AC ou DC.
16 Equilibre AC-t, basé sur le temps
Le temps équilibré entre la demi-onde
positiveetnégativeserègleen%.
17 Préchauffage d’électrode AC
Préchauffage automatique d’électrode.
18 Choix de paramètres secondaires
Ouvre les paramètres 10, 11 et 12.
GUIDE RAPIDE FOCUS TIG 200 PFC
1
2
3
4
5
67 89
10
11
12
13 14
15 1716
18
 Loading...
Loading...