

Migatronic FOCUS TIG 200 DC PFC, FOCUS TIG 200 AC/DC PFC Instructions Manual
FOCUS TIG 200 PFC
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d’instruction
Manuale d’istruzione
Bruksanvisning
Käyttöohje
Manual de instrucciones
Gebruikershandleiding
Manual de instruções
Kezelési útmutató
Instrukcja obsługi
Руководство по эксплуатации
Návod k obsluze
Valid from 2015 week 50 50113225 C
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: FOCUS TIG 200 AC/DC
PFC
FOCUS TIG 200 DC PFC
As of Week 02 2014
conforms to directives 2006/95/EC
2004/108/EC
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 1 January 2014.
Anders Hjarnø Jørgensen
CEO
DANSK ............................................................................... 3
ENGLISH ............................................................................ 7
DEUTSCH ........................................................................ 11
FRANÇAIS ....................................................................... 15
ITALIANO ......................................................................... 19
SVENSKA ........................................................................ 23
SUOMI .............................................................................. 27
ESPAÑOL ........................................................................ 31
NEDERLANDS ................................................................. 35
MAGYAR .......................................................................... 39
POLSKI ............................................................................ 43
РУССКИЙ ......................................................................... 47
ČESKY.............................................................................. 51
3
MASKINPROGRAM
FOCUS TIG 200 PFC er en luftkølet enfaset
svejsemaskine til MMA- og TIG-svejsning.
Svejseslanger og kabler
Til maskinerne kan MIGATRONIC fra sit
produktprogram levere elektrodeholdere,
TIG-slanger, returstrømkabler, sliddele mm.
Af andet tilbehør kan tilbydes:
Fodkontrol
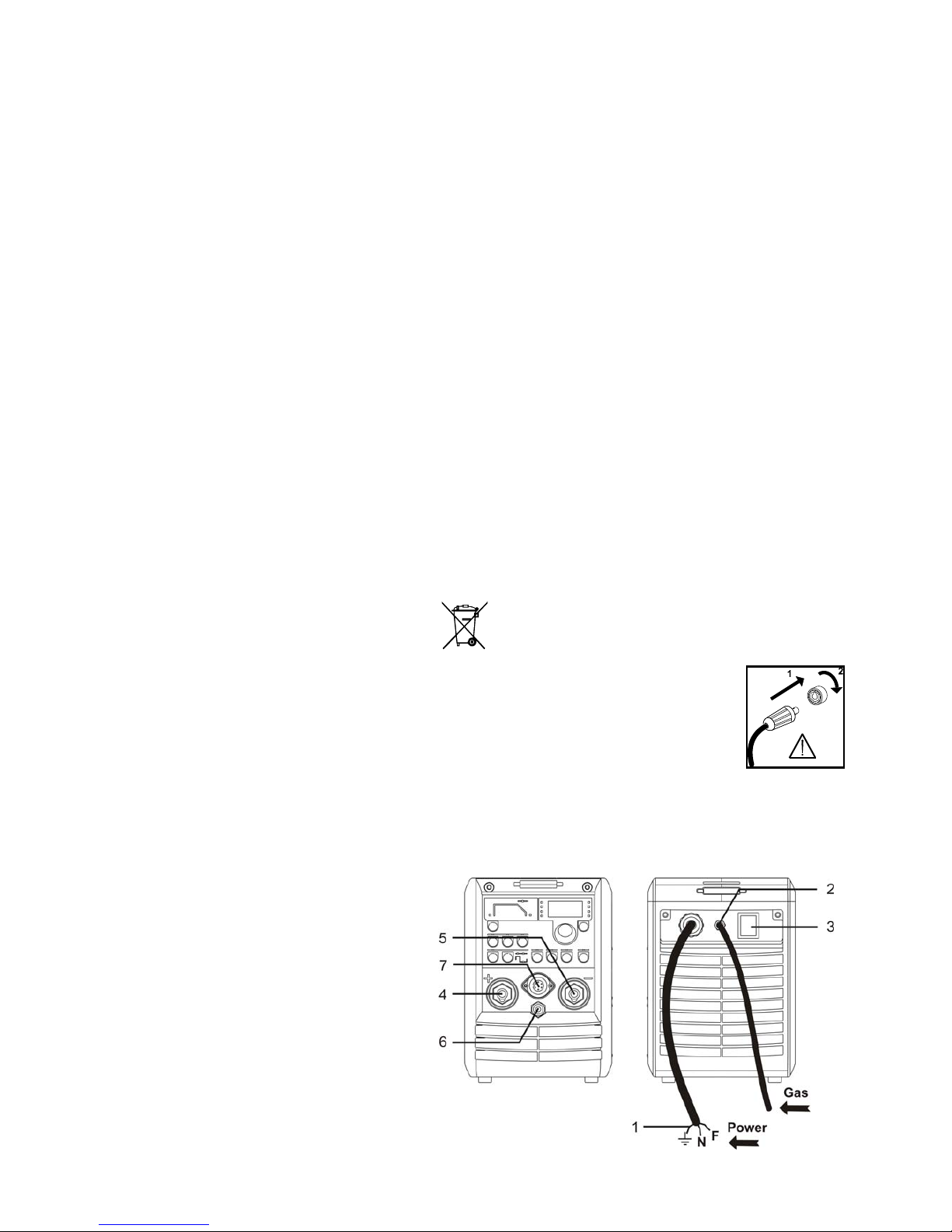
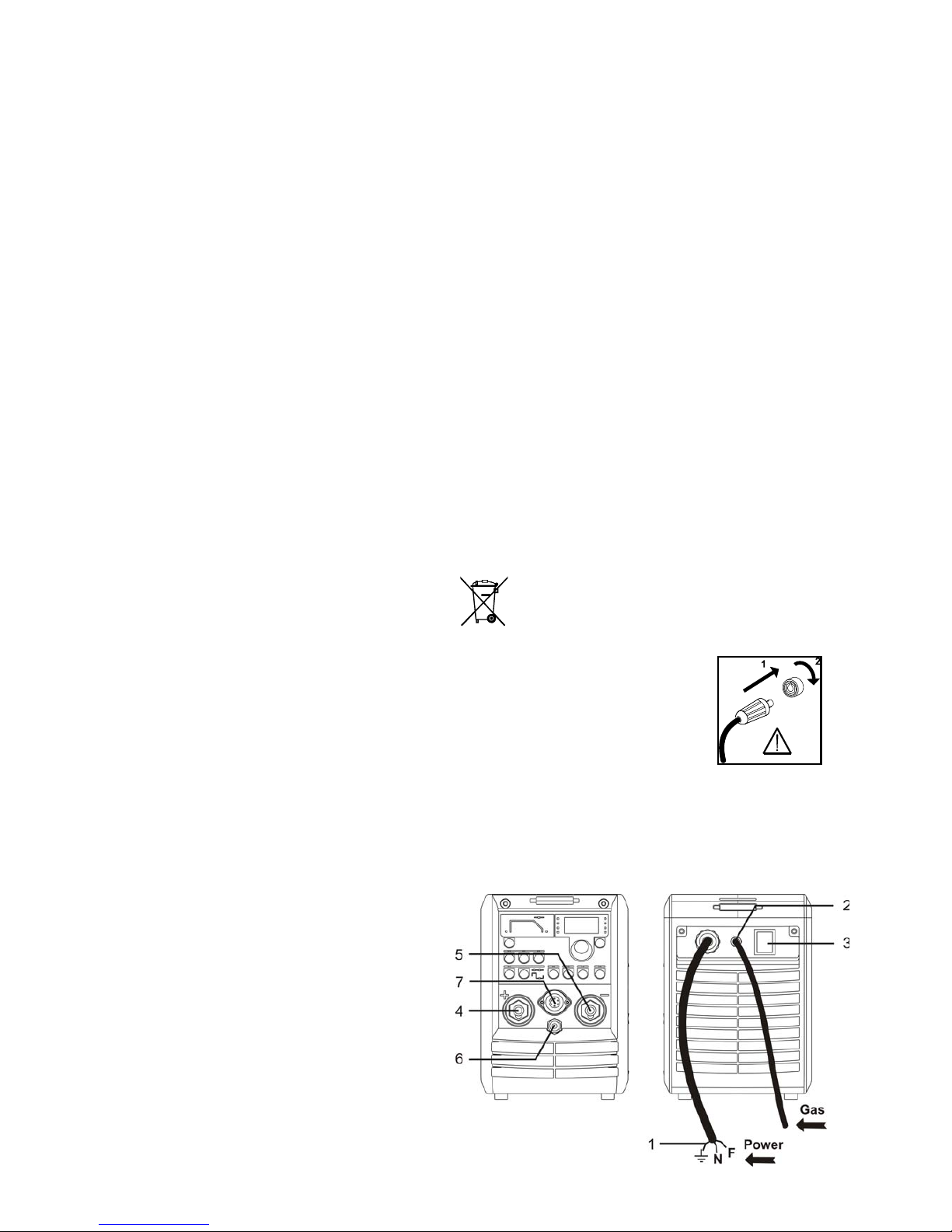
IBRUGTAGNING
Nettilslutning
Maskinen skal tilsluttes en netforsyning og beskyttelsesjord.
Efter montering af netstikket (1) er maskinen klar til brug. I
Danmark må maskinen ikke forsynes fra en boligstikkontakt, idet
maskines mærkestrøm overstiger 13A. Netstikforbindelsen skal
foretages af autoriseret og kvalificeret personale. Tænd og sluk
maskinen ved hjælp af afbryderen (3) på bagsiden af maskinen.
Konfigurering
Hvis maskinen udstyres med svejsebrænder og svejsekabler,
der er underdimensioneret i forhold til svejsemaskinens
specifikationer f.eks. med hensyn til den tilladelige belastning,
påtager MIGATRONIC sig intet ansvar for beskadigelse af
kabler, slanger og eventuelle følgeskader.
Generatordrift
Denne svejsemaskine kan anvendes på alle forsyninger, som
afgiver sinusformet strøm og spænding, og som ikke overskrider de tilladte spændingstolerancer, der er angivet i de
tekniske data.
Motoriserede generatorer, som overholder ovenstående, kan
anvendes som forsyning. Spørg altid generatorleverandøren til
råds før du tilslutter din svejsemaskine.
MIGATRONIC anbefaler at anvende en generator, der har
elektronisk regulator og som kan levere mindst
1,5 x svejsemaskinens maksimale kVA forbrug.
Garantien bortfalder ved skader, som er opstået på grund af
forkert eller dårlig forsyning.
Bortskaf produktet i overensstemmelse
med gældende regler og forskrifter.
www.migatronic.com/goto/weee
Vigtigt!
Når stelkabel og svejsebrænder tilsluttes
maskinen, er god elektrisk kontakt nødvendig,
for at undgå at stik og kabler ødelægges.
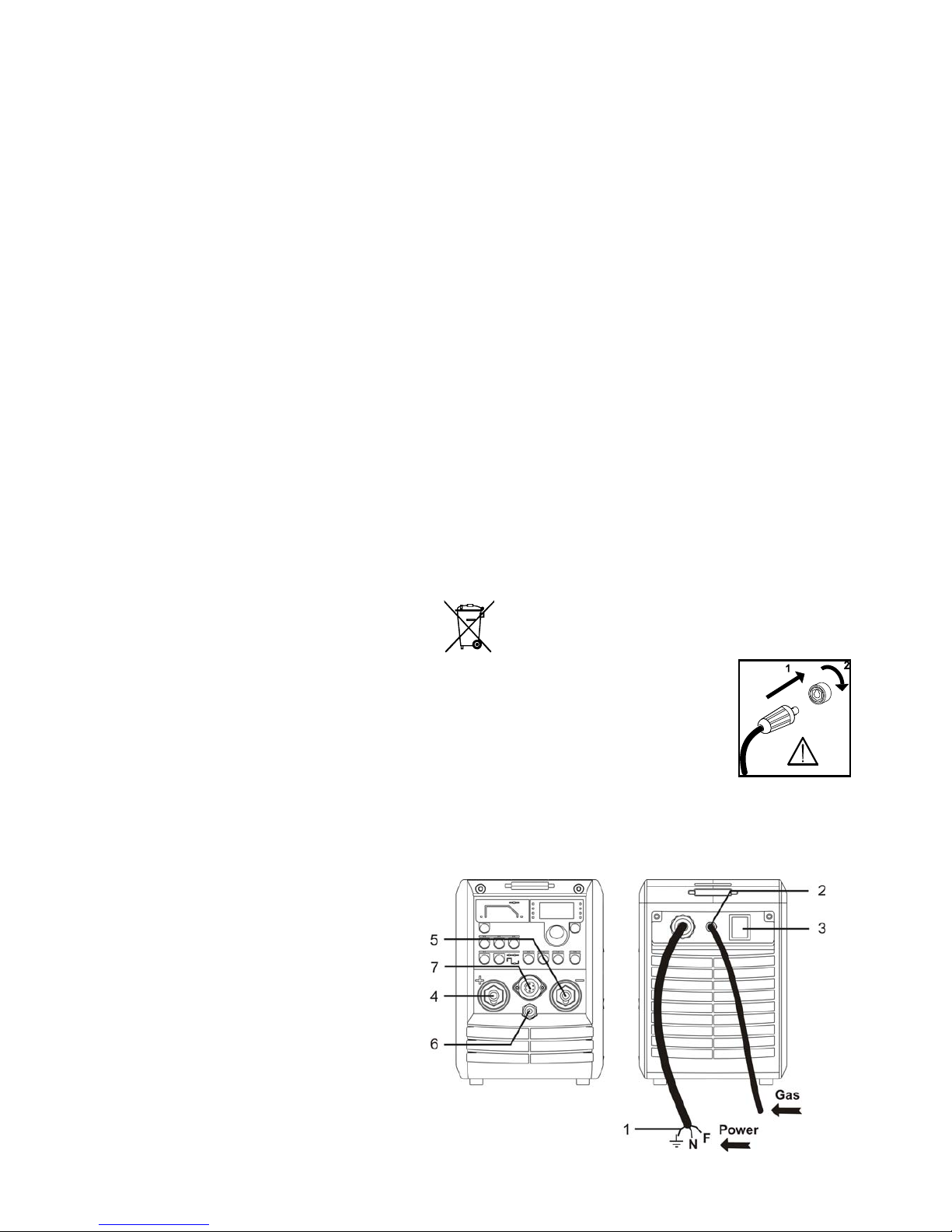
Tilslutning af gas
Gasslangen (2), som udgår fra bagsiden af maskinen, tilsluttes
en gasforsyning med en trykreduktion. Brænderens gasslange
trykkes i gasstudsen (6) i fronten af maskinen.

4
Tilslutning af svejsekabler
Svejsekabel og returstrømkabel tilsluttes på
forsiden af maskinen.
Vær opmærksom på, at dinsestikket skal
drejes cirka en kvart omgang, efter at kablet er
stukket ind i bøsningen, da stikket ellers kan
blive beskadiget på grund af for stor kontaktmodstand.
Tilslutning af TIG-brænder sker altid i minus (-)
udtaget (5), mens returstrømkablet tilsluttes
plus (+) udtaget (4).
Kontrolsignalerne fra TIG-brænderen overføres til maskinen via det cirkulære 7-polede
stik (7). Når stikket er samlet, sikres det ved at
dreje omløberen i retningen med uret.
Tilslutning af elektrodeholder for MMA
Elektrodeholder og returstrømkabel tilsluttes
plusudtag (4) og minusudtag (5). Polariteten
vælges efter elektrodeleverandørens anvisning.
Beklædte elektroder er på pakningen mærket
med en polaritet. Elektrodeholderen monteres
på maskinens plus/minus udtag i overensstemmelse med denne mærkning.
Tilslutning af fodkontrol
Tilslutning af fodkontrol sker via det 7-polede
stik (7).
Brug af maskinen
Under svejsning sker der en opvarmning af forskellige dele i maskinen, og disse dele afkøles
igen, når der holdes pause. Det er vigtigt, at
luftstrømningen ikke reduceres eller stoppes.
Hvis maskinen indstilles til høje svejsestrømme, vil der være behov for perioder, hvor
maskinen afkøles.
Varigheden af disse afkølingsperioder afhænger af strømindstillingen, og der bør ikke
slukkes for maskinen under afkølingen.
Hvis der ved brug af maskinen, ikke er tilstrækkeligt lange perioder til afkøling, vil maskinens termosikring automatisk afbryde svejsningen, og den gule lampe på fronten vil lyse.
Når maskinen er tilstrækkeligt afkølet, slukkes
den gule lampe, og maskinen er klar til brug
igen.
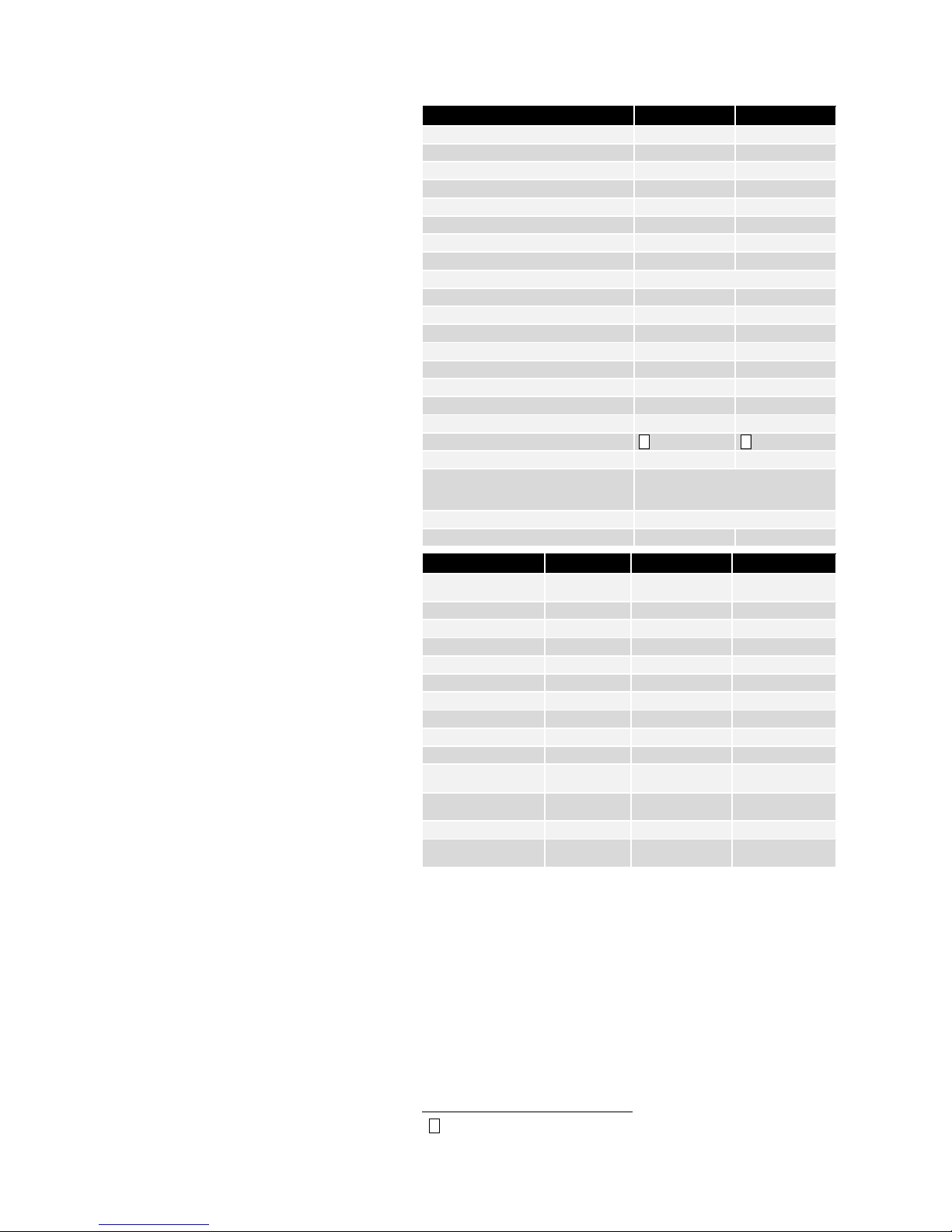
TEKNISKE DATA
Strømkilde: 200 AC/DC PFC 200 DC PFC
Netspænding (50Hz-60Hz) 1x230 V ±15% 1x230 V ±15%
Netsikring 16 A 16 A
Netstrøm, effektiv med PFC 16 A 16 A
Effekt, (100%) med PFC 3,6 kVA 3,5 kVA
Effekt, max. med PFC 6,0 kVA 5,8 kVA
Effekt, tomgang 35 W 35 W
Virkningsgrad 0,80 0,82
Effektfaktor 0,98 0,98
Tilladelig belastning:
Intermittens 40° TIG 100% 140 A 150 A
Intermittens 40° TIG 60% 170 A 170 A
Intermittens 40° TIG 40% 200 A 200 A
Intermittens 20° TIG 100% 160 A 170 A
Intermittens 20° TIG 60% 190 A 200 A
Intermittens 20° TIG 55% 200 A Tomgangsspænding (MMA) 95 V 95 V
Strømområde 5-200 A 5-200 A
1
Anvendelsesklasse
S
S
2
Beskyttelsesklasse (IEC 529) IP 23S IP 23S
Norm EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Dimensioner (hxbxl) 250x180x470 mm 250x180x470 mm
Vægt 13,5 kg 13,0 kg
Funktioner: Proces 200 AC/DC PFC 200 DC PFC
Arc-power Elektrode 50% 50%
Hot-start Elektrode 50% 50%
Anti-freeze TIG/Elektrode altid aktiv altid aktiv
Slutstrøm TIG 20 % 20 %
Slope-down TIG 0-20 sek. 0-20 sek.
Gasforstrømning TIG 0-10 sek. 0-10 sek.
Gasefterstrømning TIG 0-20 sek. 0-20 sek.
Pulstid TIG/MMA 0,01-10 sek. 0,01-10 sek.
Pausetid TIG/MMA 0,01-10 sek. 0,01-10 sek.
Basisstrøm TIG/MMA 10-90 % 10-90 %
AC-balance (kun TIG AC) 20-80 % AC-frekvens (kun TIG AC) 70 Hz TIG-tænding TIG HF/LIFTIG HF/LIFTIG
Triggerfunktion TIG 2/4-takt 2/4-takt
1
S
Maskinen opfylder de krav der stilles under anvendelse i områder med forøget
risiko for elektrisk chok
2
Angiver at maskinen er beregnet for såvel indendørs som udendørs anvendelse
5
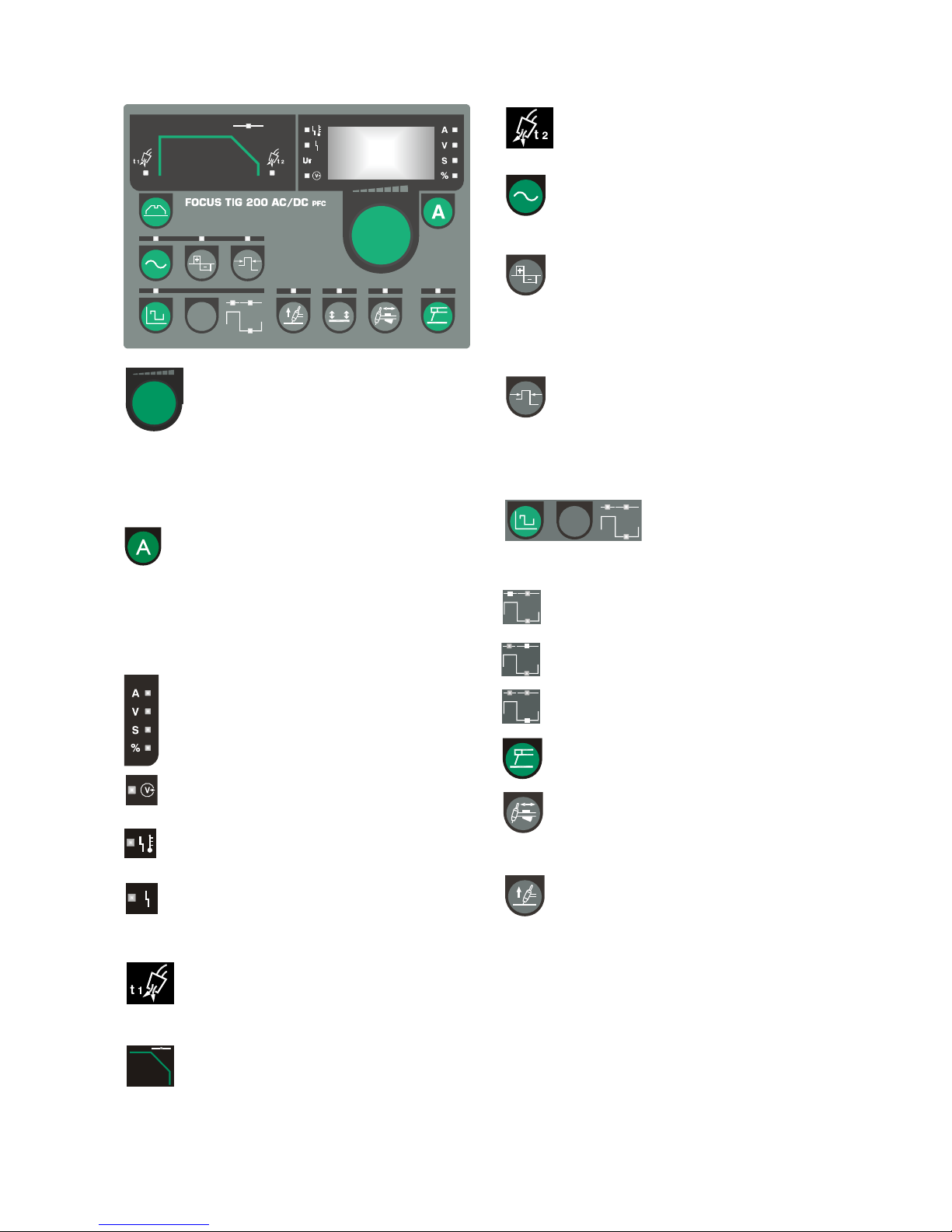
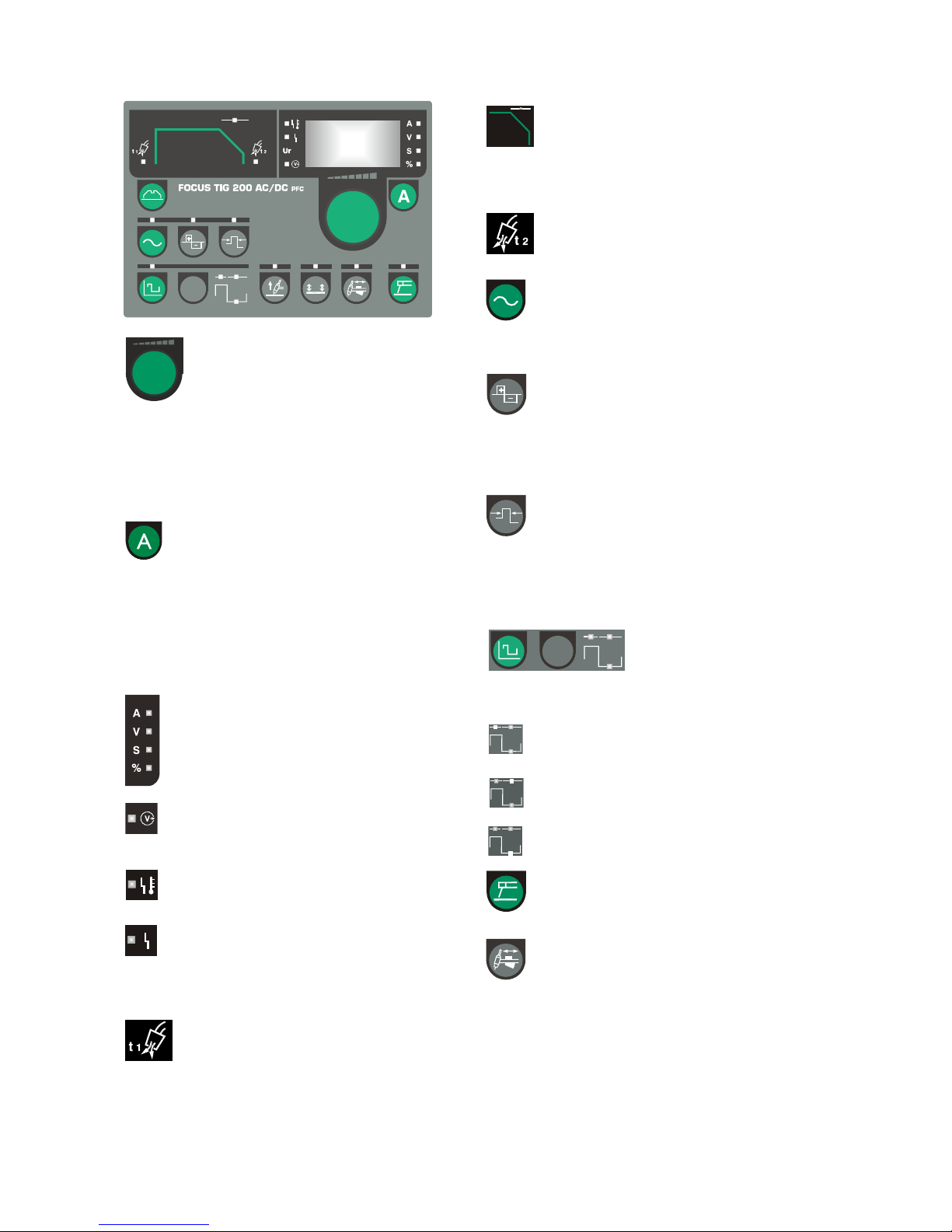
BETJENINGSVEJLEDNING
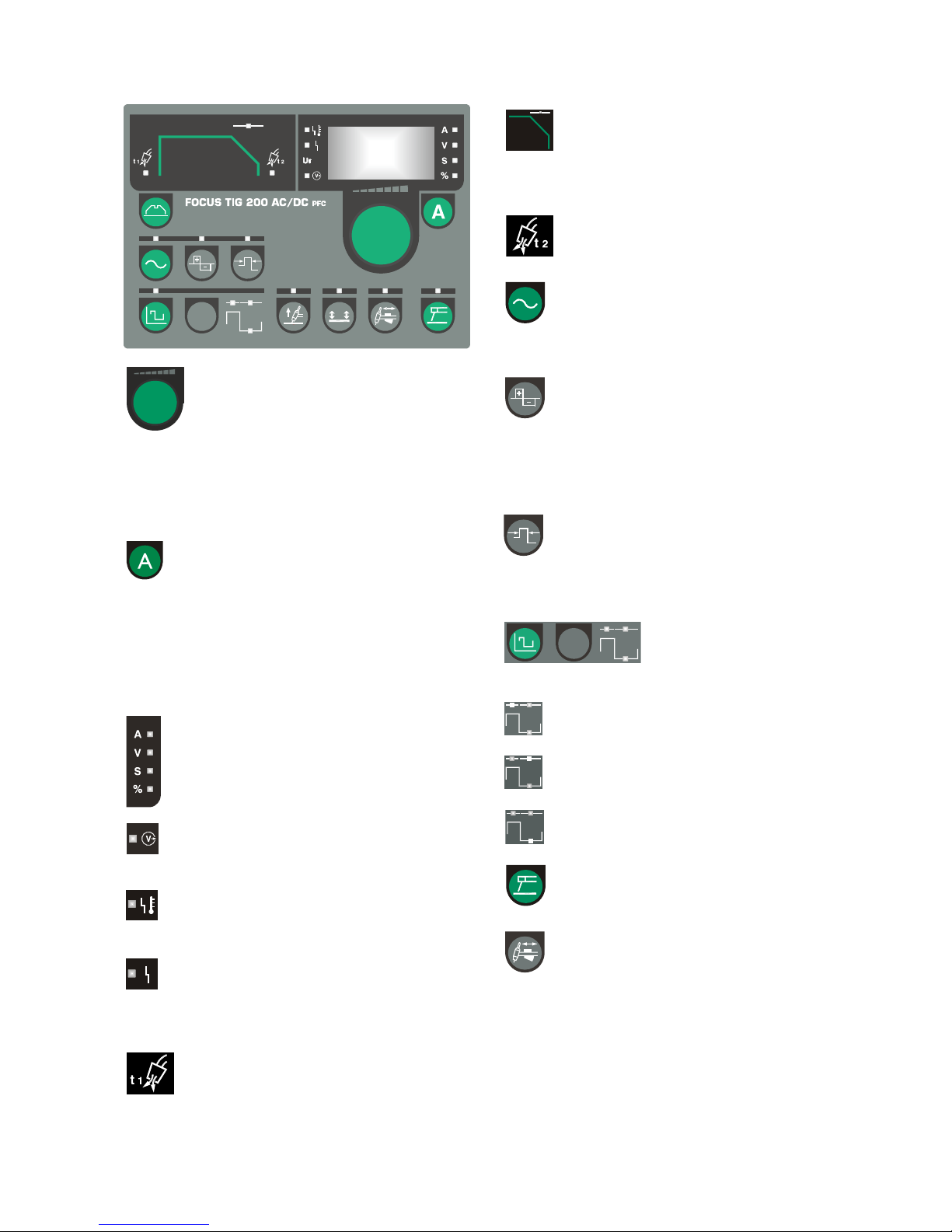
Drejeknap
Maskinen er forsynet med en drejeknap, som
anvendes til indstilling af “parametre”. F.eks. strøm,
pulstid, slope-down tid etc.
Denne drejeknap er placeret i højre side af betjeningspanelet. Det digitale display viser værdien af de valgte parametre.
Parameterens enhed vises til højre for displayet.
En parameter vælges med en trykknap i det felt, hvor funktionen er
placeret. Den valgte funktion vises med et indikationslys. Derefter
drejes der på drejeknappen for at indstille en ny parameterværdi.
Svejsestrøm
Når denne tast aktiveres, vil man på drejeknappen indstille
svejsestrømmen. Variabel fra 5A til 200A. Når der ikke
svejses, vil den indstillede strøm vises i displayet, mens der
under svejsning bliver vist den aktuelle svejsestrøm. Under
pulssvejsning vil der automatisk skiftes til at vise en gennemsnitsværdi af svejsestrømmen, når skift mellem svejsestrøm og grundstrøm bliver hurtigere, end det er muligt at opfatte. Hold tasten inde i
3 sekunder for at få vist lysbuespændingen (gælder KUN for TIG DC
og MMA DC). Når tasten aktiveres igen, vises svejsestrømmen.
Enheder for parameter
Enheder for den parameter, der er vist i displayet.
Svejsespænding
Svejsespændingsindikatoren lyser af sikkerhedshensyn,
hvis der er spænding på elektroden eller brænderen.
Overophedning
Overophedningsindikatoren lyser, hvis svejsningen er blev
afbrudt på grund af overophedning af maskinen.
Netfejl
Netfejlsindikatoren lyser, hvis netspændingen er mere end
25% lavere end den nominelle netspænding.
Sekundære parametre
Gasforstrømning/Pre-flow [s]
Gasforstrømningstiden er tiden, fra brændertasten aktiveres, og gasstrømningen begynder, til HF-tændingen
kobles ind, eller brænderen kan løftes væk fra emnet,
når LIFTIG benyttes. Tiden kan indstilles mellem 0 og 10 sekunder.
Slope-down [s]
Når svejsningen stoppes med brændertasten, går
maskinen ind i slope-down-fasen. I løbet af denne fase
sænkes strømmen fra den indstillede svejsestrøm til slutstrømmen. Det er varigheden af denne fase, der indstilles som
strømsænkningstiden. Tiden kan indstilles mellem 0 og 20 sekunder
i trin af 0,1 sek.
Gasefterstrømning / Post-flow [s]
Gasefterstrømningstiden er tiden, fra lysbuen slukker, til
gastilførslen afbrydes. Tiden kan indstilles mellem 0 og
20 sekunder.
Strømtype (TIG AC/DC)
Anvendes til valg af AC (svejsning med vekselstrøm). Ved
TIG svejsning anvendes vekselstrøm til svejsning af
aluminiumslegeringer. Øvrige materialer svejses med
jævnstrøm.
AC-t-balance, tidsbaseret, (TIG AC/DC)
Med denne funktion indstilles rensevirkningen ved TIGsvejsning med vekselstrøm (svejsning af aluminiums-
legeringer). Funktionen er en tidsbaseret balance mellem
den positive og den negative halvperiode. Der kan reguleres mellem
20 og 80%, idet %-angivelsen er baseret på den negative halvperiodes andel af periodetiden. Balancen reguleres således, at der
er en passende rensezone omkring smeltebadet.
Elektrodeforvarmning, (TIG AC/DC)
Forvarmning reguleres ind efter elektrodens diameter, til-
spidsning samt størrelsen af kuglen på enden af elek-
troden. Der kan reguleres mellem 1 og 15, hvor 1 er
minimal og 15 er maksimal forvarmning. Hvis denne tid ikke er tilstrækkelig lang, vil lysbuen slukke kort tid efter tændingen af lysbuen. For lang forvarmning vil øge kuglen på spidsen af wolframelektroden.
Langsom puls
(TIG DC og TIG AC)
Anvendes til valg af langsom puls.
Pulsstrømmen er den samme som
indstillet strøm. Herefter er det muligt at indstille følgende pulsparametre:
Pulstid
Variabel fra 0,01 til 10 sek. i DC og fra 0,1 til 10 sek. i AC i
trin af 0,01sek.
Pausetid
Variabel fra 0,01 til 10 sek. i DC og fra 0,1 til 10 sek. i AC i
trin af 0,01sek.
Basisstrøm
Variabel fra 10 til 90% af pulsstrømmen.
Elektrodesvejsning
Anvendes til valg af elektrodesvejsning.
Det er ikke muligt af skifte svejseproces under svejsning.
Brænderregulering / fjernbetjening –
7-pin stik
Svejsestrømmen indstilles ved hjælp af brænderpotentiometret (extra udstyr). Den maksimale svejsestrøm
indstilles på frontpanelet. Minimumstrøm er 5A.
Tændingsmetode
Der kan vælges mellem to forskellige tændingsmetoder
ved TIG-svejsning: HF og LIFTIG. Tændingsmetoden kan
ikke ændres under svejsning. LIFTIG-tænding er aktiv, når
indikatoren er oplyst.
HF-tænding
Elektroden skal ikke berøre emnet, men tænder ved hjælp af en HFgnist. Med HF-tænding tilkoblet kan der også udføres LIFTIGtænding. Skulle man ved et uheld berøre emnet under HF-tænding,
vil maskinen sikre, at der kun løber en begrænset strøm i
elektroden, således at denne ikke ødelægges.
LIFTIG-tænding
Elektroden skal berøre svejseemnet for at tænde TIG lysbuen.
Brændertasten aktiveres, og lysbuen etableres, når elektroden løftes
fra svejseemnet.

6
Valg af tastemetode
Der kan vælges tastemetode. Når lysdioden er tændt, er
der valgt fire-takt, og når lysdioden er slukket, er der valgt
to-takt. Der kan ikke ændres tastemetode, når der
svejses.
To-takt
Svejseforløbet begynder, når brændertasten trykkes ind. Når
brændertasten slippes, påbegyndes strømsænkningen.
Fire-takt
Svejseforløbet begynder, når brændertasten trykkes ind. Hvis
brændertasten slippes under slope-up perioden fortsætter
svejsningen med den indstillede svejsestrøm. For at afslutte
svejsningen trykkes brændertasten ind igen i mere end 0,5 sek.,
hvorefter strømsænkningen påbegyndes. Strømsænkningen kan
standses ved at slippe tasten. Herefter påbegyndes gasefterstrømningen.
Anti-freeze
Maskinen har indbygget anti-freeze funktion. Anti-freeze-funktionen
er med til at registrere og sænke strømmen, når elektroder brænder
fast til emnet. Funktionen letter afbrækning af elektroden.
Svejsningen kan herefter genoptages på normal vis.
Strømreduktion
Lysdioden "A" blinker for at indikere, at maskinen har
reduceret svejsestrømmen. Maskinen måler netspændingen og reducerer automatisk den maksimale
svejsestrøm i MMA (til 120A) og TIG (til 150A), når
netspændingen er lavere end 230V-15% (195V). Det
giver mulighed for reduceret drift trods lav forsyningsspænding.
Først når netspændingen er tilbage på normalt niveau,
vil det være muligt at øge strømmen op til maksimum ved at dreje
koderen.
Reset
Det er muligt at returnere til fabriksindstilling. Maskinen vil herefter
være indstillet med følgende parametre:
MMA strøm 80A
TIG strøm 80A
Gasforstrømning 0,2 sek.
Gasefterstrømning 6,0 sek.
Ingen slope-down
Basisstrøm 40%
Pausetid = Pulstid = 0,1 sek.
AC-T-Balance (AC) = 65%
Elektrodeforvarmning (AC) = 5
Resetfunktionen aktiveres ved at slukke for maskinen og vente, indtil
displayet slukkes. Tryk på ”A”-tasten og fasthold trykket i 10 sek.,
indtil displayet viser ”- - -”.
Slip tasten og drej drejeknappen til højre, indtil displayet vises
”F.SE.” Tryk på ”A”-tasten igen, og maskinen vil returnere til fabriksindstilling.
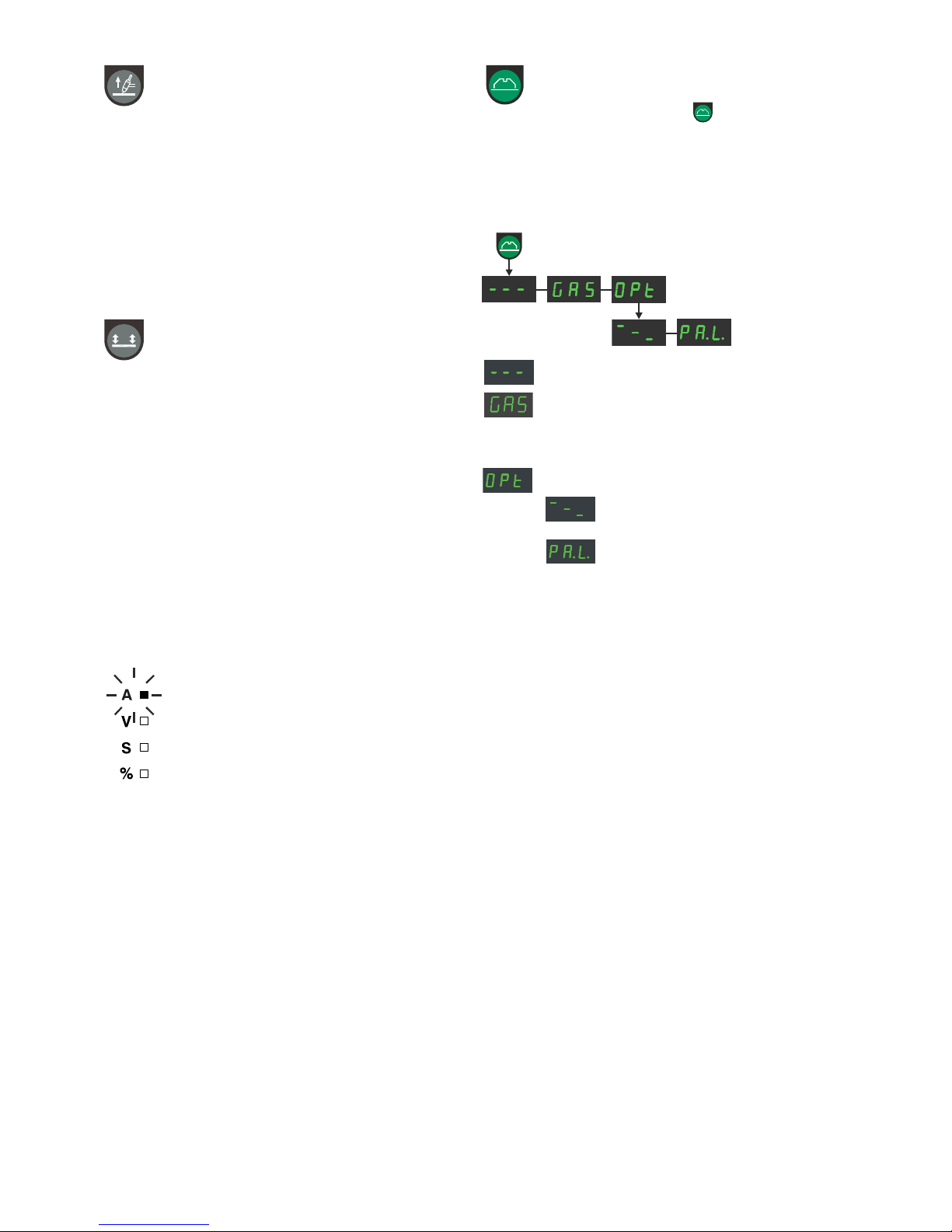
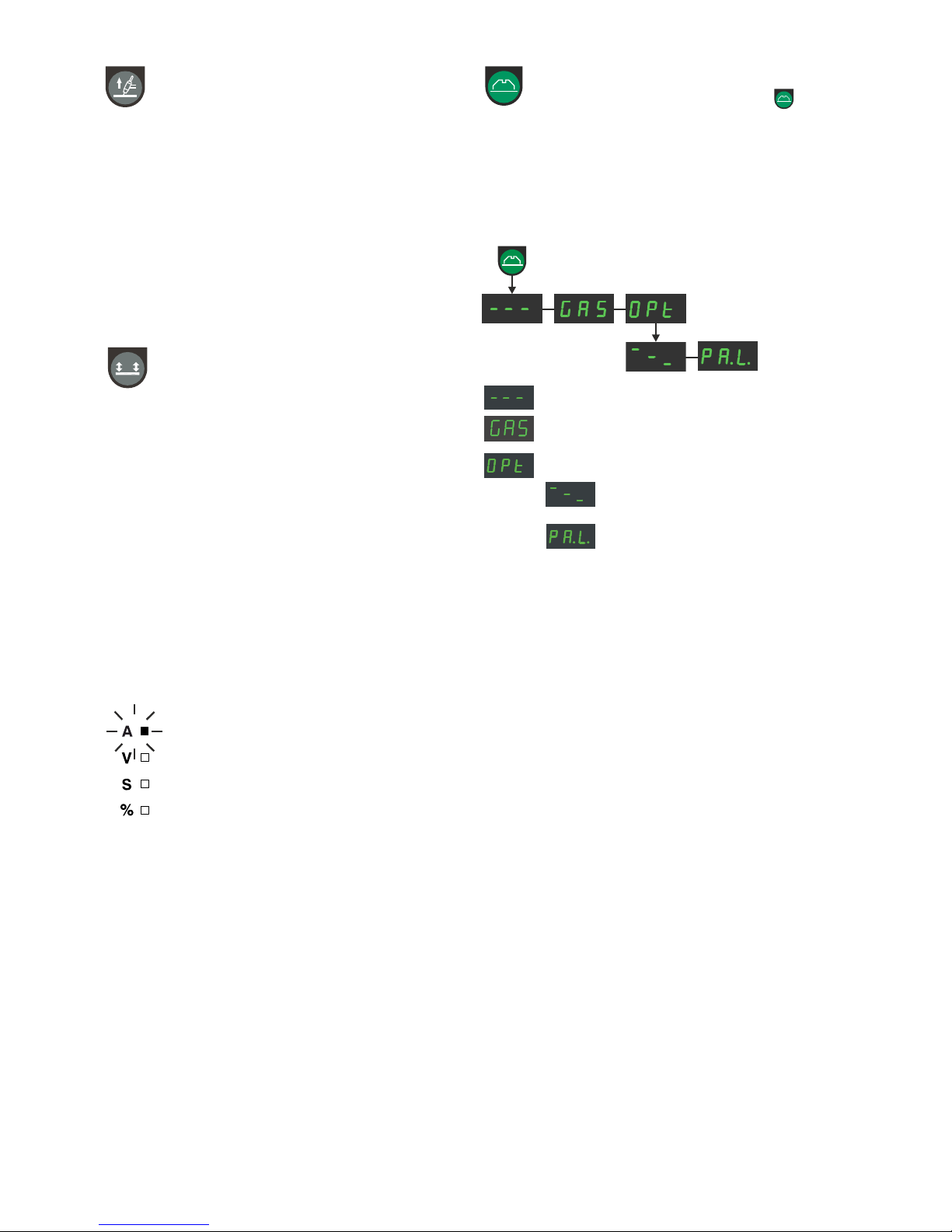
BRUGERMENU
Denne menu gør det muligt at lave sine egne avancerede
brugerindstillinger.
Tryk på
tasten i 3 sekunder for at åbne op for
menuen. Drej på drejeknappen indtil det ønskede menuvalg vises
og aktiver valget ved at trykke på ”A”-tasten. Tryk på MMA knappen
for at ændre parametrene og drej igen drejeknappen. Tryk på ”A”tasten for at gemme de valgte data.
Det følgende diagram viser alle parameter- og funktionsvalg i
brugermenuen.
Exit fra brugermenu
Åben/luk gasventilen for at fylde brænderen, checke
gasflasken og trykventilen. Tryk “A” for at åbne/lukke
gassen. Der vil automatisk blive lukket for gassen, når
brugermenuen forlades.
Undermenu der indeholder forskellige undermenuer
Exit fra undermenu (retur til hovedmenu)
Panellås
Komplet fastlåsning af boks. Alle taster og
drejeknappen er låste.
Når panellåsen er aktiveret, vil displayet blinke med
skriften “PA.L.”
0 = ulåst (fabriksindstilling)
1 = låst
Alle ovenstående menuvalg ændres ikke ved reset til fabriksindstilling.
7
MACHINE PROGRAMME
FOCUS TIG 200 PFC is an air-cooled, singlephased welding machine for MMA and TIG
welding.
Welding hoses
The machine can be equipped with
TIG welding hoses, electrode holders and
return current cables from the MIGATRONIC
programme.
Moreover, we can offer you the following:
Foot control
INITIAL OPERATION
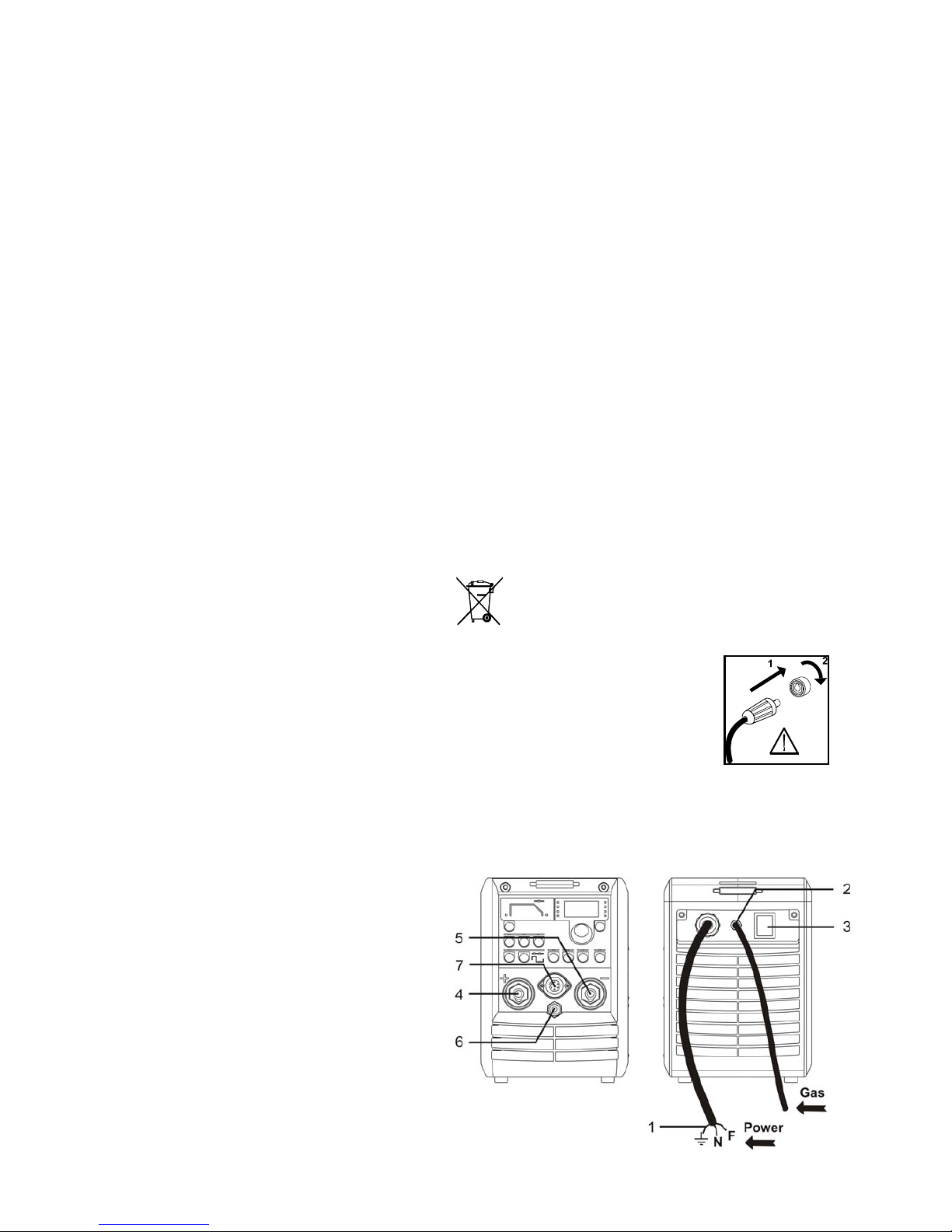
Mains connection
The machine must be connected to a mains supply and
protection earthing. After the mains plug (1) has been
connected to the mains the machine is ready for use. Please
note that all cable connections must be made by authorised
and qualified staff. Switch on and off the machine by means of
the breaker (3) on the rear of the machine.
Configuration
MIGATRONIC disclaims all responsibility for damaged
cables and other damages related to welding with
undersized welding torches and welding cables measured
by welding specifications e.g. in relation to permissible load.
Generator use
This welding machine can be used at all mains supplies
providing sine-shaped current and voltage and not
exceeding the approved voltage tolerances stated in the
technical data. Motorised generators observing the above
can be used as mains supply. Consult your supplier of
generator prior to connecting your welding machine.
MIGATRONIC recommends use of a generator with
electronic regulator and supply of minimum 1.5 x the
maximum kVA consumption of the welding machine. The
guarantee does not cover damage caused by incorrect or
poor mains supply.
Dispose of the product according to local standards
and regulations.
www.migatronic.com/goto/weee
Important!
In order to avoid damage to plugs and
cables, good electric contact is required
when connecting the work return cable
and welding torch to the machine.
Gas connection
Connect the gas hose (2) to the gas system by means of a
gas pressure reducer with flow control. Fit and secure the gas
hose to the gas connection (6) on the front of the machine.
8
Connection of welding cables
Connect the welding cables and the return
current cable to the front of the machine.
Please note that the plug must be turned
45 degrees after insertion into the socket otherwise the plug can be damaged due to
excessive contact resistance.
Always connect the TIG connection in the
minus (-) socket (5) and the return current
cable in the plus (+) socket (4).
The control signals from the TIG torch are
transformed to the machine through the
circular 7-pin plug (7). When the plug has been
assembled please secure it by turning the
"circulator" clockwise. Connect the gas hose to
the quick connection.
Connection of electrode holder for MMA
The electrode holder and return current cable
are connected to plus tap (4) and minus tap
(5). Observe the instructions from the
electrode supplier when selecting polarity.
COATED ELECTRODES: Electrodes are
marked with a polarity on the packing. Connect
the electrode holder in accordance with this
marking to the plus or minus sockets of the
machine.
Connection of foot control
Foot control is connected to the 7-poled plug
(7).
Usage of the machine
When welding, a heating of various
components of the machine takes place and
during breaks these components will cool
down again. It must be ensured that the flow is
not reduced or stopped.
When the machine is set for higher welding
currents, there will be a need for periods during
which the machine can cool down.
The length of these periods depends on the
current setting, and the machine should not be
switched off in the meantime. If the periods for
cooling down during use of the machine are
not sufficiently long, the overheating protection
will automatically stop the welding process and
the yellow LED in the front panel will come on.
The yellow LED switches off when the
machine has cooled down sufficiently and is
ready for welding.
TECHNICAL DATA
Power source: 200 AC/DC PFC 200 DC PFC
Mains voltage (50Hz-60Hz) 1x230 V ±15% 1x230 V ±15%
Fuse 16 A 16 A
Mains current, effective with PFC 16 A 16 A
Power, (100%) with PFC 3.6 kVA 3.5 kVA
Power, max. with PFC 6.0 kVA 5.8 kVA
Open circuit power 35 W 35 W
Efficiency 0.80 0.82
Power factor 0.98 0.98
Permitted load:
Duty cycle 40° TIG 100% 140 A 150 A
Duty cycle 40° TIG 60% 170 A 170 A
Duty cycle 40° TIG 40% 200 A 200 A
Duty cycle 20° TIG 100% 160 A 170 A
Duty cycle 20° TIG 60% 190 A 200 A
Duty cycle 20° TIG 55% 200 A Open circuit voltage (MMA) 95 V 95 V
Current range 5-200 A 5-200 A
1
Application class
S
S
2
Protection class (IEC 529) IP 23S IP 23S
Standards EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Dimensions (hxwxl) 250x180x470 mm 250x180x470 mm
Weight 13.5 kg 13.0 kg
Function: Process 200 AC/DC PFC 200 DC PFC
Arc-power Electrode 50% 50%
Hot-start Electrode 50% 50%
Anti-freeze TIG/Electrode Always on Always on
Stop AMP TIG 20 % 20 %
Slope down TIG 0-20 secs 0-20 secs
Gas pre-flow TIG 0-10 secs 0-10 secs
Gas post-flow TIG 0-20 secs 0-20 secs
Pulse time TIG/MMA 0.01-10 secs 0.01-10 secs
Pause time TIG/MMA 0.01-10 secs 0.01-10 secs
Base AMP TIG/MMA 10-90 % 10-90 %
AC-balance (only TIG AC) 20-80 % AC-frequency (only TIG AC) 70 Hz TIG-ignition TIG HF/LIFTIG HF/LIFTIG
Triggerfunction TIG 2/4-stroke 2/4-stroke
1
S
The machine meets the standards which are demanded of machines working in
areas where there is an increased risk of electric shock
2
Equipment marked IP23S is designed for indoor and outdoor applications
9
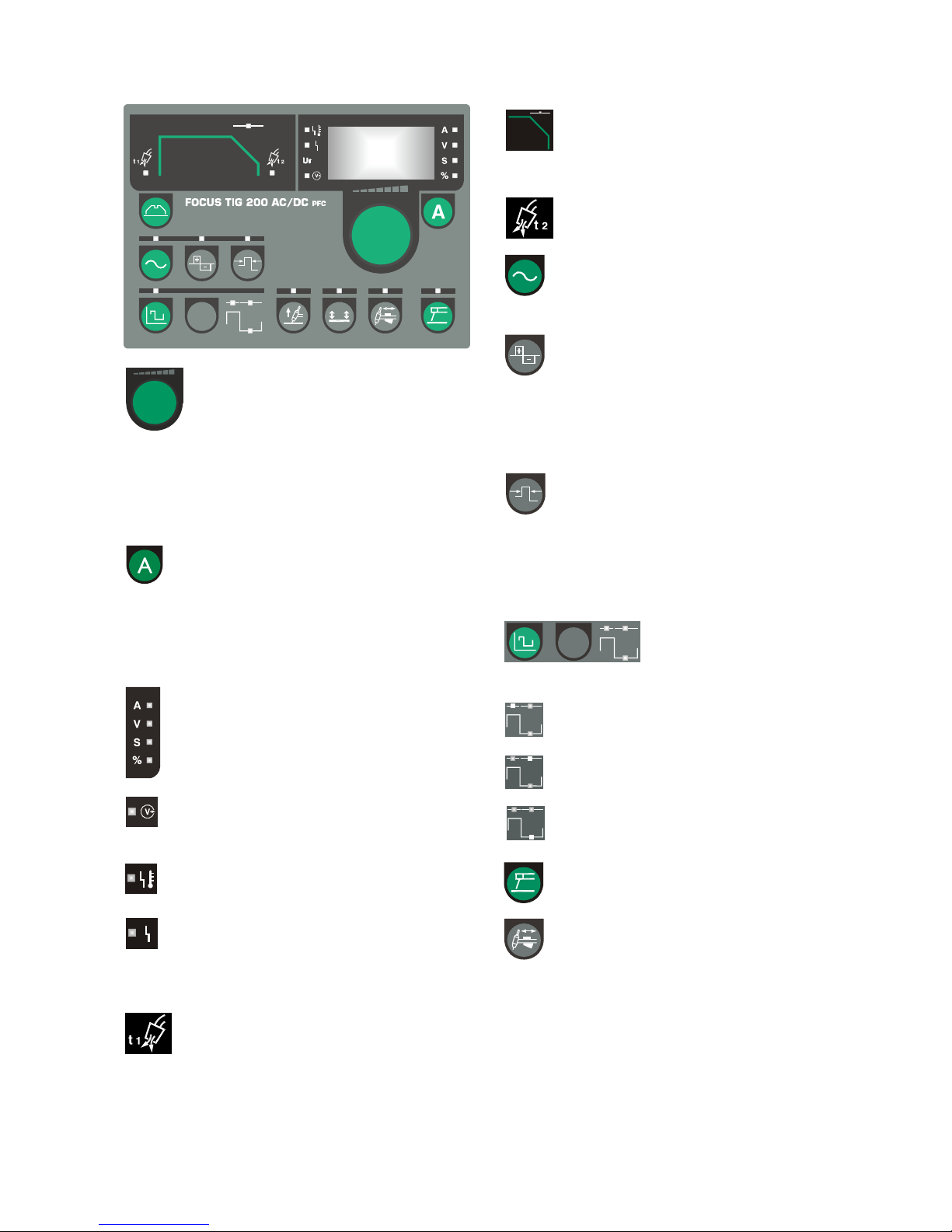
CONTROL UNIT
Control knob
All parameters are set by the use of only one control
knob. These parameters include current, slope-down
time, etc.
This control knob is positioned in the right side of the
control panel. The digital display shows the value of the parameter
being set. The unit of measurement of the parameter is shown on
the right side of the digital display.
A parameter can be selected by means of the relative keypad in the
relevant section. A bright indication light indicates the parameter
selected. The control knob is then used for setting a new value.
Welding current
The key pad can be used to display the welding current.
Adjustable from 5A to 200A. After the welding process has
stopped, the adjusted current is shown on the display.
During welding, however, the actual welding current is shown.
During pulse welding an average welding current is automatically
shown when shifting between welding current and base current
becomes faster than possible viewing. Press the key for 3 seconds
to display the arc voltage (valid ONLY for TIG DC and MMA DC).
Press again “A” to display the welding current.
Units for parameters
Units of measurement of the selected parameter.
Welding voltage indicator
The welding voltage indicator is illuminated for reasons of
safety and in order to show if there is voltage at the output
taps.
Overheating error indicator
The overheating indicator is illuminated if welding is
interrupted due to overheating of the machine.
Mains error indicator
The mains error indicator is lit if the mains voltage is more
than 25% lower than the nominal mains voltage.
Secondary parameters
Pre-flow [s]
Pre-flow is the period of time for which gas flows after the
torch switch is pressed and before the HF arc is
established, or until the torch is lifted away from the work-
piece in the LIFTIG process. Variable 0-10 sec.
Slope-down [s]
When welding has stopped by activating the trigger, the
machine enters a slope-down stage. During this stage
current is reduced from welding current to Final Amp
over a period of time called the slope-down time and variable 020 sec in steps of 0.1 sec.
Post-flow [s]
Post-flow is the period of time for which gas flows after
the arc is extinguished and is variable 0-20 sec.
Current type (TIG AC/DC)
It is possible to select either AC (alternating current) or DC
(direct current). In the TIG-welding process, AC is used for
welding of aluminium and its alloys, while DC is used for
the welding of other materials.
AC-t-balance (based on time) (TIG AC/DC)
Adjustment of the refinement function during the AC TIG
welding of aluminium and its alloys. The function is a
balance based on time between the positive and negative
halfperiod.
Adjustment is possible between 20 and 80 percent as the statement
in percent is based on the negative part of the period time.
Adjustment continues until a suitable refinement zone is established
around the molten pool.
Electrode preheating (TIG AC/DC)
The length of the preheat period depends on both the
diameter of the electrode and the angle of the point of the
electrode, as well as the size of the ball at the end of the
electrode.
Adjustment is possible from 1 to 15, with 1 being the minimum and
15 being the maximum preheat periods. If the period is too short the
pilot arc will extinguish shortly after ignition. The size of the ball at
the end of the electrode will increase if the pre-heat period is too
long.
Slow pulse
(TIG DC and TIG AC)
Is used for selection of slow pulse.
The pulse current is equal to the set
current. It is possible to adjust:
Pulse time
Adjustable from 0.01 to 10 sec. in DC and from 0.1 to 10
sec. in AC, in steps of 0.01 sec.
Pause time
Adjustable from 0.01 to 10 sec. in DC and from 0.1 to 10
sec. in AC, in steps of 0.01 sec.
Base amp
Adjustable from 10 to 90% of the pulse current.
Electrode welding (MMA)
Is used for selection of electrode welding. It is not possible
to change welding process during welding.
Torch adjustment /
remote control – 7-poled plug
The regulation of welding current is made by means of the
torch potentiometer (optional). The maximum current
reachable is the level previously adjusted on the front panel.
The minimum current is 5A.
10
Ignition methods
It is possible to choose between 2 different methods of
ignition for TIG welding: High-Frequency (HF) and LIFTIG
ignition. The ignition method cannot be changed during
welding. The LIFTIG ignition is active when the indicator is
illuminated. The HF is automatically active when the LED is switched
off.
HF-ignition
In HF-TIG ignition the TIG arc is ignited without contact. A highfrequency (HF) impulse initiates the arc when the torch trigger is
activated.
The HF will not arise and the machine will stop if the electrode is in
contact with the workpiece. Detach the electrode and start again.
LIFTIG-ignition
In LIFTIG ignition the TIG arc is ignited after making contact
between the workpiece and the tungsten electrode, after which the
trigger is activated and the arc is established by lifting the electrode
from the workpiece.
Trigger mode
Selection of trigger mode. Four-times trigger mode is
active when the LED is illuminated, and two-times trigger
mode is active when the LED is turned off. It is not
possible to change trigger method during the welding process.
Two-times
The welding process begins by pressing the torch trigger. Welding
continues until the trigger is released again which effects the slopedown period.
Four-times
The welding process begins by pressing the torch trigger. If the torch
trigger is released during the slope-up period welding continues with
the adjusted welding current. In order to stop the welding process
the trigger must be pressed again for more than 0.5s after which the
slope-down period begins. The slope-down period can be stopped
by releasing the trigger. Thereafter the post-flow starts.
Anti-freeze
This machine is provided with an anti-freeze control. The anti-freezecontrol reduces the current when the electrodes stick to the weld
piece. This makes it easier to break off the electrode and welding
can continue.
Power reduction
LED "A" flashes to indicate that the machine has
reduced welding current. The machine monitors the
status of mains voltage and automatically reduces the
maximum welding current both in MMA (to 120A) and
TIG (to 150A) when its value is lower than 230V-15%
(195V), permitting reduced operations in case of low
supply.
Only after the mains has recovered normal levels, it will
be possible to increase the current up to maximum by rotating the
encoder.
Reset
It is possible to reset the welding machine to its factory settings:
MMA current 80A
TIG current 80A
Pre-flow 0.2 sec
Post-flow 6.0 sec
No slope-down
Base amp 40%
Pause time = Pulse time = 0.1 sec
AC-T-Balance (AC) 65%
Electrode Pre-heating (AC) 5
To activate reset, switch off the machine and wait until the display is
extinguished. Press the ”A” key and hold it down for 10 seconds,
until the display shows “- - - “. Release the key and turn the control
knob to the right, until the display shows “F.SE”. Press the “A”-key
again, and the machine will return to factory settings.
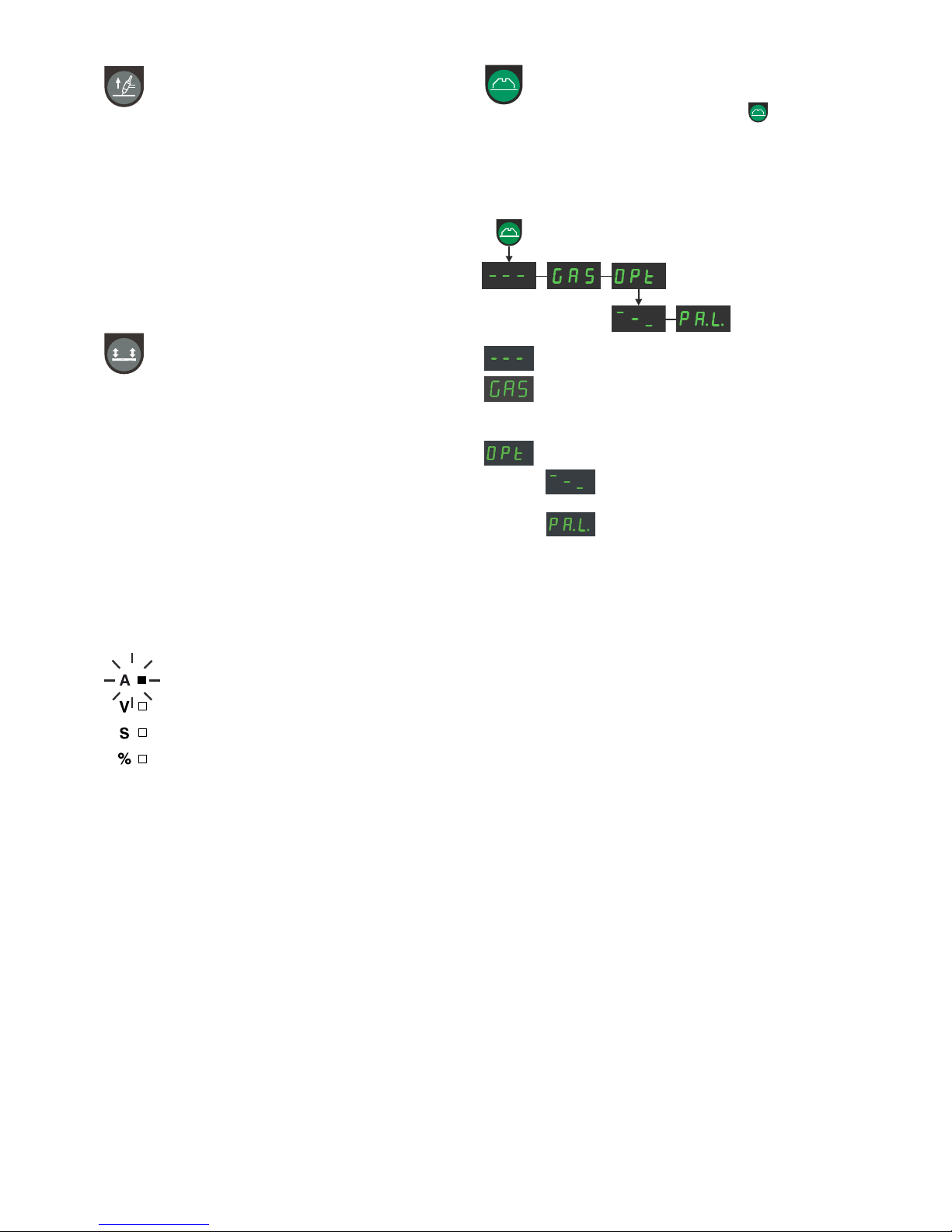
USER MENU
This menu is intended to permit advanced settings and
controls of machine.
To access the user menu, press the knob
for
3 seconds when the machine is not welding, MMA or TIG mode.
Rotate the encoder to point the desired option and activate the
selection by pressing “A”.
To change the values of parameters press the knob MMA and
rotate the encoder. Press “A” to save the data.
The following diagram display all parameters and options of menu.
Exit from the USER menu
Open/Close the gas valve in order to purge the torch,
check the gas bottle and pressure reducer. Press “A” to
Open/Close the gas. Exiting the USER menu will close
the gas anyway.
Submenu containing different options:
Exit from the submenu (go back to main
menu)
Panel LOCK
Complete lock of box. All keypads and
Encoder are disabled.
When pressing locked key pads or rotating the encoder,
the display will flash “PA.L.” to remember the active
protection.
0 = unlocked (default setting)
1 = locked
All above settings are not modified via Reset
11
PRODUKTÜBERSICHT
FOCUS TIG 200 PFC ist eine luftgekühlte
einphasige Schweißmaschine für MMA und
WIG Schweißen.
Schweißschläuche
Die Maschinen können mit WIGSchläuchen, Elektrodenhaltern und
Rückstromkabeln vom MIGATRONIC
Programm ausgestattet werden.
Wir können außerdem das Folgenden
geliefern:
Fußkontrolle
ANSCHLUß UND INBETRIEBNAHME
Netzanschluß
Die Maschine soll zum Versorgungsnetz und Erde angeschloßen
werden. Nach Anschluß des Netzsteckers (1) ist die Anlage
betriebsbereit. Der Anschluß darf nur von qualifiziertem
Fachpersonal vorgenommen werden. Der Ausschalter (3) hinter
der Maschine ein- und ausschaltet die Maschine.
Konfiguration
Bitte beachten Sie bei der Konfiguration der Schweißmaschine,
daß die Schweißkabel und Schweißbrenner der technischen
Spezifikation der Stromquelle entsprechend ausgelegt sind. Für
Schäden die durch unterdimensionierte Schweißkabel und
Brenner entstanden sind übernimmt MIGATRONIC keine
Gewährleistung.
Generatorbetrieb
Diese Schweißmaschine kann auf alle Versorgungen angewendet
werden, die Strom/Spannung in Sinusformen abgeben und nicht
die in den technischen Daten angegebenen erlaubten
Spannungstoleranzen überschreiten. Motorisierte Generatoren,
die das obenerwähnte einhalten, können als Versorgung
angewendet werden. Wenden Sie sich an Ihren Generatorlieferanten vor Anschluss Ihrer Schweißmaschine. MIGATRONIC
empfiehlt Anwendung eines Generators mit elektronischem
Regler und Versorgung von mindestens 1,5 x Höchstverbrauch
(kVA) der Schweißmaschine. Die Garantie erlischt, wenn
Schäden wegen falscher oder schlechter Versorgung entstanden
sind.
Entsorgen Sie das Produkt gemäss
den örtlichen Standards.
www.migatronic.com/goto/weee
Wichtig!
Guter elektrischer Kontakt ist notwendig
während Anschluss der Massekabel und des
Schweißbrenners, weil Stecker und Kabel
sonst zerstört werden können.
Gasanschluß
Der Gasschlauch (2) wird an die Gasanlage mit Hilfe eines
Reglers der Gasströmung angeschloßen. Der mit Schnellkupplung montierte Schlauch wird auf den Gasanschluß in der
Vorderseite der Maschine gedruckt.
12
Anschluß der Schweißkabel
Die Schweißkabel müssen auf der Vorderseite
der Anlage angeschlossen werden. Bitte
achten Sie darauf, daß der Stecker etwa eine
Viertel-Umdrehung gedreht werden muß,
nachdem das Kabel in die Buchse gesteckt
worden ist. Der Stecker würde sonst aufgrund
eines zu hohen Übergangswiderstandes
beschädigt werden.
Der WIG-Brenner soll immer in der Minus (-)
Buchse (5) und das Rückstromkabel soll in der
Plus (+) Buchse (4) angeschloßen werden.
Die Kontrollsignale vom WIG-Brenner werden
zur Maschine durch den zirkularen 7-poligen
Stecker (7) übergeführt. Wenn der Stecker
gesammelt ist, wird er durch Drehung der
Überwurfmutter im Uhrzeigerzinn gesichert.
Das Gasschlauch vom WIG-Brenner soll in die
Schnellkupplung eingesteckt werden.
Anschluß von Elektrodenhalter für MMA
Der Elektrodenhalter und Rückstromkabel sind
zu Plusbuchse (4) und Minusbuchse (5) anschlossen.
Elektroden sind auf der Packung immer mit
einer Polarität bezeichnet. Der Elektrodenhalter soll in Übereinstimmung mit dieser
Bezeichnung auf der Plus/Minus Buchsemontiert werden.
Anschluß der Fernreglerung
Die Fernreglerung muß auf den zirkularen 7poligen Stecker (7) angeschloßen werden.
Anwendung der Maschine
Beim Einsatz der Maschine tritt eine
Erwärmung ihrer Bauteile ein. Es muß sichergestellt sein, daß die Lüftungschlitze nicht
verdeckt sind.
Diese führt im Normalbetrieb jedoch nicht zu
einer Überlastung, da Kühlperioden nicht
notwendig sind. Wird die Maschine mit
höheren Schweißstromeinstellungen
betrieben, ist es erforderlich, gewisse Kühlperioden einzulegen.
Die Dauer der Kühlperioden ist vom eingestellten Schweißstrom abhängig. Das Gerät
sollte während der Abkühlungsphase nicht
abgeschaltet werden. Wenn die Kühlperioden
nicht lang genug sind, unterbricht die Thermosicherung der Maschine automatisch den
Schweißvorgang, und die gelbe Leuchtdiode
leuchtet auf. Wenn die Maschine ausreichend
abgekühlt ist, schaltet die gelbe Leuchtdiode
auf, und die Maschine kann wieder eingesetzt
werden.
TECHNISCHE DATEN
Stromquelle: 200 AC/DC PFC 200 DC PFC
Netzspannung (50Hz-60Hz) 1x230 V ±15% 1x230 V ±15%
Netzsicherung 16 A 16 A
Netzstrom, effektiv mit PFC 16 A 16 A
Effekt, (100%) mit PFC 3,6 kVA 3,5 kVA
Effekt, max. mit PFC 6,0 kVA 5,8 kVA
Effekt, leerlauf 35 W 35 W
Wirkungsgrad 0,80 0,82
Leistungsfaktor 0,98 0,98
Zulässige ED 40° TIG 100% 140 A 150 A
Zulässige ED 40° TIG 60% 170 A 170 A
Zulässige ED 40° TIG 40% 200 A 200 A
Zulässige ED 20° TIG 100% 160 A 170 A
Zulässige ED 20° TIG 60% 190 A 200 A
Zulässige ED 20° TIG 55% 200 A Leerlaufspannung (MMA) 95 V 95 V
Schweißstrombereich 5-200 A 5-200 A
1
Anwendungsklasse
S
S
2
Schutzklasse (IEC 529) IP 23S IP 23S
Normen EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Dimensionen (HxBxL) 250x180x470 mm 250x180x470 mm
Gewicht 13,5 kg 13,0 kg
Funktionen: Prozess 200 AC/DC PFC 200 DC PFC
Arc power Elektrode 50% 50%
Hot-start Elektrode 50% 50%
Anti-freeze WIG/Elektrode immer aktiv immer aktiv
Stopstrom WIG 20 % 20 %
Stromsenkung WIG 0-20 Sek. 0-20 Sek.
Gasvorströmung WIG 0-10 Sek. 0-10 Sek.
Gasnachströmung WIG 0-20 Sek. 0-20 Sek.
Pulszeit WIG/MMA 0,01-10 Sek. 0,01-10 Sek.
Pausenzeit WIG/MMA 0,01-10 Sek. 0,01-10 Sek.
Grundstrom WIG/MMA 10-90 % 10-90 %
AC-balance (nur TIG AC) 20-80 % AC-frequenz (nur TIG AC) 70 Hz WIG-Zündung WIG HF/LIFTIG HF/LIFTIG
Tastenfunktion WIG 2/4-Takt 2/4-Takt
1
S
Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter elektrischer
Gefährdung.
2
Geräte, die der Schutzklasse IP23S entsprechen, sind für Innen- und Außengebrauch
berechnet
13
KONTROLLEINHEIT
Drehregler
Das Schweißgerät ist mit einem Drehregler versehen,
der zur Einstellung aller stufenlosen Parameter, wie
z.B. Schweißstrom, Stromabsenkung etc., verwendet
wird.
Das Display zeigt den Wert des eingestellten Parameters und rechts
ist die Parametereinheit ersiehtbar.
Sollen Parameter verändert oder im Display angezeigt werden, muß
die Folientaste des entsprechenden Parameterfeldes gedrückt
werden, bis die Leuchtdiode des gewünschten Parameters aufleuchtet.
Schweißstrom
Wenn diese Taste angewählt wird, kann der Schweißstrom-Wert am Drehregler eingestellt werden. Variabel ab
5A bis 200A. Wenn es nicht geschweißt wird, wird der eingestellte Strom im Display gezeigt, aber während des Schweißens
ist der aktuelle Strom zu ersehen. Während des Pulsschweißens
wird ein durchschnittlicher Schweißstrom gezeigt, wenn das
Wechsel zwischen Schweißstrom und Grundstrom schneller wird,
als es möglich ist, aufzufassen. Die Taste 3 Sekunden gedrückt
halten zur Anzeige der Lichtbogenspannung (gilt NUR WIG DC und
MMA DC). Die Taste wieder aktivieren zur Anzeige des
Schweißstroms.
Einheiten für Parameter
Einheiten für den im Display gezeigten Parameter.
Schweißspannung
Der Schweißspannungsanzeiger leuchtet aus
Sicherheitsgründen beim Anliegen einer Spannung auf der
Elektrode bzw. auf dem Brenner auf.
Überhitzungsfehler
Die Überhitzungsanzeige leuchtet auf, wenn der
Schweißbetrieb wegen einer Überhitzung der Anlage unter-
brochen wurde.
Netzfehler
Die Leuchtdiode für Netzfehler leuchtet, wenn die
Netzspannung mehr als 25% niedriger als die nominelle
Netzspannung ist.
Sekundäre Parameter
Gasvorströmung [s]
Die Gasvorströmzeit ist die Zeit von der Betätigung des
Brennerschaltknopfes bis zum Einschalten der
Hochfrequenz. Die Zeit ist zwischen 0 bis 10 Sek.
einstellbar.
Stromabsenkung [s]
Wenn der Schweißbetrieb durch eine Betätigung des
Potentiometers beendet wird, geht die Anlage in eine
Stromabsenkphase über. Während dieser Phase wird
der Strom vom eingestellten Schweißstrom auf den Endstrom
(Stop Amp.) gesenkt. Die Zeit ist zwischen 0 bis 20 Sek. in Stufen
von 0,1 Sek. einstellbar.
Gasnachströmung [s]
Die Gasnachströmzeit ist die Zeit vom Erlöschen des
Lichtbogens bis zur Unterbrechung der Gaszufuhr. Die
Zeit ist zwischen 0 und 20 Sek. einstellbar.
Stromtyp (WIG AC/DC)
In dieser Funktion ist es möglich sowohl AC (Schweißen
mit Wechselstrom) als auch DC (Schweißen mit
Gleichstrom) zu wählen. Beim WIG-Schweißen wird
Wechselstrom zum Schweißen der Aluminiumlegierungen angewendet, und übrige Materialien wird mit Gleichstrom geschweißt.
AC-t-balance (basiert auf Zeit) (WIG AC/DC)
Diese Funktion hat zur Zweck während WIG-Schweißen
mit Wechselstrom Oxidfilme auf Aluminiumlegierungen zu
entfernen. Die Funktion ist eine auf Zeit basierte Balance
zwischen die positive und negative Halbwelle. Der
Einstellungsbereich liegt zwischen 20 und 80%, da die %-Angabe
auf den negativen Anteil der Periodenzeit basiert ist. Die Balance
muß so eingestellt werden, daß eine passende Reinigungszone um
das Schmelzbad entsteht.
Elektrodevorwärmen (WIG AC/DC)
Das Vorwarmen muß nach Durchmesser der Elektrode,
dem Abschnitt und der Größe der Kugel am Spitze der
Elektrode justiert werden.
Es ist möglich zwischen 1 und 15 zu justieren. 1 ist das minimale
und 15 ist das maximale Vorwarmen. Eine zu lange Zeit wird das
Kugel am Spitze der Wolframelektrode vergrössern.
Langsamer Puls
(WIG DC und WIG AC)
Wahl des langsames Pulses. Der
Pulsstrom ist gleich eingestelltem
Strom. Folgendes kann eingestellt werden:
Pulszeit
Von 0,01 bis 10 Sek. in DC und von 0,1 bis 10 Sek. in AC
in Stufen von 0,01 einstellbar.
Pausenzeit
Von 0,01 bis 10 Sek. in DC und von 0,1 bis 10 Sek. in AC
in Stufen von 0,01 einstellbar.
Grundstrom
Kann ab 10 bis 90% der Pulsstromstärke eingestellt
werden.
Elektrodeschweißen (MMA)
Ist für Wahl des Elektrodeschweißens angewendet.
Während des Schweißens kann den Schweißprozeß nicht
geändert werden.
Brennerreglerung /
Fernreglerung – 7-poliger Stecker
Die Einstellung des Schweißstroms erfolgt vom
Reglerpotentiometer am Brennerhandgriff aus (Option).
Max. Stromstärke wird die auf das Display eingestellte Stromstärke.
Die Min. Stromstärke ist 5A.
14
Zündungsmethoden
Hier kann zwischen den Zündungsmethoden: HF oder
LIFTIG gewählt werden. Die Zündungsmethode kann nicht
während des Schweißens geändert werden. Die LIFTIG
Zündungsmethode ist aktiv wenn der Indikator leuchtet. HF ist
automatisch aktiv wenn der Indikator ausschaltet ist.
HF- Zünden
Beim HF-Zünden erfolgt das Zünden des WIG-Lichtbogens
berührungslos; in diesem Fall wird der Lichtbogen mit Hilfe eines
Hochfrequenz-Impulses durch Betätitung des Brennerschalters
gezündet. Die HF wird nicht enstanden, wenn die Elektrode das
Werkstück berührt. Die Elektrode entfernen und wieder prüfen.
LIFTIG-Zünden
Beim LIFTIG-Zünden erfolgt das Zünden des WIG-Lichtbogens
durch Berühren des Werkstücks mit der Elektrode; anschließend
wird der Brennerschalter betätigt und der Lichtbogen durch Entfernen der Elektrode vom Werkstück gezündet.
Triggermethode
Hier kann zwischen 2-Takt- und 4-Takt-Zündmethode
gewählt werden. 4-Takt Triggermethode ist aktiv wenn der
Indikator leuchtet und 2-Takt Triggermethode ist aktiv
wenn der Indikator aufschaltet ist. Ein Umschalten zwischen diesen
Funktionen ist während des Schweißvorgangs nicht möglich.
2-Takt
Der Schweißvorgang wird durch Drücken des Brennertaste gestartet
und dauert solange, bis die Brennertaste wieder losgelassen wird.
Anschließend wird die einstellbare Stromabsenkzeit aktiviert.
4-Takt
Beim ersten Drücken der Brennertaste setzt der Schweißvorgang
ein. Bei Loslassen der Brennertaste während des Stromanstiegs
setzt das Schweißen mit dem eingestellten Schweißstrom fort. Bei
der nächsten Betätigung der Brennertaste in mehr als 0,5 Sek. wird
die Stromabsenkung aktiviert. Die Stromabsenkung kann durch Loslassung der Taste wieder gestoppt werden. Dann fing die Gasnachströmung an.
Anti-Klebe-Automatik
Die Maschine hat eine Anti-Klebe-Automatik. Die Funktion reduziert
den Strom, wenn die Elektrode angeschweißt ist. Die Elektrode kann
dann abgebrochen werden, und dann kann wieder normal mit dem
Schweißbetrieb begonnen werden.
Stromsenkung
Die LED "A" leuchtet auf zur Anzeige des reduzierten
Stroms. Die Maschine überwacht die Netzspannung
und reduziert automatisch den Höchstschweißstrom in
MMA (auf 120A) und WIG (auf 150A), wenn die Netzspannung niedriger als 230V-15% (195V) ist. Das
ermöglicht den reduzierten Betrieb trotz niedriger
Versorgungsspannung.
Erst wenn die Netzspannung wieder normal ist, lässt
der Schweißstrom sich mittels des Encoders auf Maximum erhöhen.
Zurücksetzen
Die Maschine kann auf die Werkseinstellung zurückgesetzt werden:
MMA Strom 80A
WIG Strom 80A
Gasvorströmung 0,2 Sek.
Gasnachströmung 6,0 Sek.
Keine Stromabsenkung
Grundstrom 40%
Pausenzeit = Pulszeit = 0,1 Sek.
AC-T-Balance (AC) 65%
Elektrodenvorwärmung (AC) 5
Zur Aktivierung der Rücksetzfunktion die Maschine ausschalten und
warten, bis die Anzeige erlischt. Die ”A”-Taste drücken und 10
Sekunden gedrückt halten, bis im Display ”- - -” angezeigt wird. Die
Taste loslassen und den Drehregler rechts drehen, bis im Display
”F.SE” angezeigt wird. Die ”A”-Taste wieder drücken; die Maschine
wird auf Werkseinstellung zurückgesetzt.
BENUTZERMENÜ
Dies Menü ermöglicht Ihre eigene avancierten Benutzereinstellungen.
Zu Öffnen des Menüs muss die
Taste in 3 Sekunden
gedrückt werden. Den Drehknopf drehen bis die gewünschte
Menüwahl gezeigt wird und die Wahl durch drücken die „A“ Taste
aktivieren. Zu Änderung der Parameter muss die MMA Taste
gedrückt und den Drehknopf geändert werden. Die „A“ Taste wieder
drücken und die gewählten Daten werden dann gespeichert.
Der folgende Diagram zeigt alle Parameter- und Funktionswahl im
Benutzermenü.
Exit vom Benutzermenü
Öffnen / Schließen das Gasventil für Entfüllen des
Brenners, Nachprüfung der Gasflasche und des Druck-
reglers. Zum Öffnen / Schließen des Gases “A” drücken.
Das Gas wird automatisch geschlossen, wenn das Benutzermenü
verlassen wird.
Untermenü, das verschiedene Unterpunkte enthält.
Exit vom Untermenu (zurück zu
Hauptmenü)
Brettschloss
Komplett Abschließen der Kontrolleinheit.
Alle Tasten und der Drehknopf sind
geschlossen.
Wenn das Brettschloss aktiviert ist, blinkt das Display
mit “PG.L.”
0 = nicht geschlossen (Fabrikseinstellung)
1 = geschlossen
Alle obenerwähnten Menüwahlen werden nicht durch Reset zu
Fabrikseinstellung geändert.

15
PROGRAMME
DE LA MACHINE
FOCUS TIG 200 PFC est une machine
monophasée pour le soudage MMA et TIG.
La machine est refroidie par air.
Torche de soudage
La machine peut être équipée d’une torche
de soudage TIG, de porte-électrodes et de
câbles de masse du programme
MIGATRONIC.
Nous pouvons en outre vous proposer les
équipements suivants :
Commande au pied
MISE EN MARCHE INITIALE
Raccordement électrique
La machine doit être reliée au secteur et équipée d’une mise à la
terre. Une fois la prise électrique (1) branchée sur le secteur, la
machine est prête à être utilisée. Veuillez noter que tous les
branchements électriques doivent être réalisés par le personnel
autorisé et qualifié. Pour mettre en marche et arrêter la machine,
utilisez l’interrupteur (3) situé à l’arrière de la machine.
Configuration
MIGATRONIC décline toute responsabilité en cas de dommages
causés sur les câbles ou autres résultant de l'utilisation de
torches ou de câbles de soudage trop petits selon les
spécifications de soudage pour supporter par exemple la charge
admissible.
Utilisation de générateurs
Cette machine de soudage est compatible avec toutes les
alimentations secteur qui délivrent un courant et une tension de
forme sinusoïdale et qui n’excèdent pas les plages de tension
autorisées, indiquées dans les spécifications techniques.
Les générateurs motorisés conformes aux conditions ci-dessus
peuvent servir de source d’alimentation principale.
Consultez votre fournisseur de générateur avant de connecter
votre machine de soudage.
Migatronic préconise l’utilisation d’un générateur muni d’un
régulateur électronique et d’une alimentation d’au moins 1,5 x la
consommation maximale en kVA de la machine de soudage. La
garantie ne couvre pas les dommages provoqués par une
alimentation secteur inadaptée ou défectueuse.
Veillez à mettre le produit au rebut selon
les normes et réglementations locales.
www.migatronic.com/goto/weee
Important !
Afin d’éviter d’endommager les prises et
câbles, assurez-vous que le contact
électrique est bien établi lors du branchement
du câble de masse et de la torche à la
machine.
Gas = gaz
Power = alimentation électrique
16
Raccordement à l'alimentation en gaz
Branchez le tuyau de gaz (2) au système
d’alimentation en gaz au moyen d’un
détendeur à gaz à débit contrôlé. Ajustez et
fixez le tuyau de gaz sur la prise dédiée à cet
effet (6) située à l’avant de la machine.
Branchement des câbles de soudage
Branchez les câbles de soudage et le câble de
masse à l’avant de la machine.
Veuillez noter que la prise mâle doit être
pivotée à 45 degrés une fois insérée dans la
prise femelle, sinon la prise mâle risque d’être
endommagée en raison d'une trop forte
résistance de contact.
Branchez toujours le raccord TIG dans la prise
moins (-) (5) et le câble de retour de courant
dans la prise plus (+) (4).
Les signaux de commande de la torche TIG
sont transmis à la machine via la prise
circulaire à 7 broches (7). Une fois la prise
insérée, bloquez-la en tournant le
« circulateur » dans le sens horaire. Branchez
le tuyau de gaz sur le raccord à verrouillage
rapide.
Branchement du porte-électrode pour le
soudage MMA
Le porte-électrode et le câble de masse sont
branchés sur la borne plus (4) et la borne
moins (5). Respectez les instructions relatives
à la polarité indiquées par le fournisseur des
électrodes.
ELECTRODES ENROBEES : la polarité des
électrodes est repérée sur l'emballage.
Branchez le porte-électrode conformément à
ce marquage sur les bornes positive ou
négative de la machine.
Raccordement de la commande au pied
La commande au pied est reliée à la prise à 7
broches (7).
Utilisation de la machine
Lors du soudage, les divers composants de la
machine montent en température et se
refroidissent pendant les temps de pause. Il
convient de s’assurer que le débit n’est pas
réduit ni stoppé.
Si la machine est paramétrée pour des
courants de soudage supérieurs, il sera
nécessaire de prévoir des temps de
refroidissement.
La durée de ces pauses dépendra du
paramétrage du courant et la machine ne
devra pas être éteinte dans l'intervalle. Si ces
temps de refroidissement au cours de
l'utilisation de la machine ne sont pas assez
longs, la protection contre la surchauffe
arrêtera automatiquement le processus de
soudage et la LED jaune du panneau frontal
s’allumera. La LED jaune s’éteindra une fois la
machine suffisamment refroidie et prête pour
le soudage.
CARACTERISTIQUES TECHNIQUES
Module d’alimentation : 200 AC/DC PFC 200 DC PFC
Tension de secteur (50Hz-60Hz) 1x230 V ±15% 1x230 V ±15%
Fusible 16 A 16 A
Courant du secteur, efficace avec PFC 16 A 16 A
Puissance, (100 %) avec PFC 3,6 kVA 3,5 kVA
Puissance, max. avec PFC 6,0 kVA 5,8 kVA
Puissance circuit ouvert 35 W 35 W
Rendement 0,80 0,82
Facteur de puissance 0,98 0,98
Charge admissible :
Facteur de marche 40° TIG 100% 140 A 150 A
Facteur de marche 40° TIG 60% 170 A 170 A
Facteur de marche 40° TIG 40% 200 A 200 A
Facteur de marche 20° TIG 100% 160 A 170 A
Facteur de marche 20° TIG 60% 190 A 200 A
Facteur de marche 20° TIG 55% 200 A Tension circuit ouvert (MMA) 95 V 95 V
Plage de courant 5-200 A 5-200 A
1
Catégorie d’application
S
S
2
Classe de protection (IEC 529) IP 23S IP 23S
Normes EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Dimensions (hxlxL) 250x180x470 mm
Poids 13,5 kg 13,0 kg
Fonction : Processus 200 AC/DC PFC 200 DC PFC
Réglage de
la puissance de l’arc
Electrode 50% 50%
Démarrage à chaud Electrode 50% 50%
Anti-collage TIG/Electrode Toujours activé Toujours activé
AMP d’arrêt TIG 20 % 20 %
Descente TIG 0-20 s 0-20 s
Pré-gaz TIG 0-10 s 0-10 s
Post-gaz TIG 0-20 s 0-20 s
Durée d’impulsion TIG/MMA 0,01-10 s 0,01-10 s
Temps de pause TIG/MMA 0,01-10 s 0,01-10 s
Amp de base TIG/MMA 10-90 % 10-90 %
Balance AC
(seulement
TIG AC)
20-80 % -
Fréquence AC
(seulement
TIG AC)
70 Hz -
Amorçage TIG TIG HF / LIFTIG HF / LIFTIG
Fonction de
déclenchement
TIG Course en
2/4-temps
Course en
2/4-temps
1
S
La machine est conforme aux normes exigées pour les machines fonctionnant dans
des zones à risque élevé de choc électrique.
2
Toute équipement portant la marque IP23S est conçu pour un usage en intérieur et
extérieur.
17
UNITE DE COMMANDE
Bouton de commande
Tous les paramètres se règlent à l'aide d'un seul et
même bouton de commande. Ces paramètres
incluent le courant, la durée de la descente, etc.
Ce bouton de commande est placé à droite du
panneau de commande. L’écran digital affiche la valeur du
paramètre en cours de réglage. L’unité de mesure du paramètre
est indiquée à droite de l’écran.
Un paramètre peut être sélectionné au moyen du clavier de la
section concernée. Un éclairage du voyant indique le paramètre
sélectionné. Le bouton de commande est ensuite utilisé pour
paramétrer une nouvelle valeur.
Courant de soudage
Cette touche peut être utilisée pour afficher le courant
de soudage. Courant réglable de 5A à 200A. Une fois
le processus de soudage arrêté, le courant ajusté est
indiqué à l’écran. Toutefois, pendant le soudage, le courant de
soudage réel est affiché. Pendant le soudage par impulsion, un
courant de soudage moyen est affiché automatiquement lors
d'un passage plus rapide que l'affichage entre le courant de
soudage et le courant de base. Appuyez sur la touche pendant
3 secondes pour afficher la tension d'arc (valable UNIQUEMENT
pour le soudage TIG DC et MMA DC). Appuyez de nouveau sur
« A » pour afficher le courant de soudage.
Unités des paramètres
Unités de mesure du paramètre sélectionné.
Voyant de la tension de soudage
Le voyant de la tension de soudage s'allume pour des
raisons de sécurité ainsi que pour indiquer s’il existe une
tension aux bornes de sortie.
Voyant de surchauffe
Le voyant de surchauffe s’allume si le soudage est
interrompu en raison d’une surchauffe de la machine.
Voyant courant défaillant
Le voyant courant défaillant s'allume si la tension du
secteur est inférieure à la tension nominale de plus de
25 %.
Paramètres secondaires
Pré-gaz [s]
La phase pré-gaz correspond à la période nécessaire
à l'écoulement du gaz une fois l’interrupteur de la
torche activé avant établissement de l'arc HF ou bien
jusqu’au levage de la torche de la pièce à usiner dans le cadre
du processus LIFTIG. Temps variable de 0 à 10 secondes.
Descente [s]
Une fois le soudage arrêté en activant la gâchette, la
machine entre dans une phase de descente. Au cours de
cette phase, le courant diminue en partant du courant de
soudage pour atteindre le point Amp Final sur une période appelée
temps de descente qui varie de 0 à 20 secondes par incréments de 0,1
seconde.
Post-gaz [s]
La phase post-gaz représente la période d’écoulement du
gaz après extinction de l’arc. Ce temps varie entre 0 et
20 secondes.
Type de courant (TIG AC/DC)
Il est possible de sélectionner le type AC - (courant alternatif)
ou DC (courant continu). Dans le cadre du soudage TIG, le
mode AC est utilisé pour le soudage de l’aluminium et de ses
alliages alors que le mode DC est utilisé pour le soudage des autres
matériaux.
Balance AC-t (en fonction du temps) (TIG AC/DC)
Réglage de la fonction d’affinage pendant le soudage TIG AC
de l’aluminium et de ses alliages. La fonction représente un
équilibre en fonction du temps entre la demi-période positive
et la demi-période négative. Le réglage est possible entre 20 et 80 pour
cent dans la mesure où l’indication en pourcentage repose sur la partie
négative de la période. Le réglage se poursuit jusqu’à l’établissement
d'une zone d'affinage appropriée autour du bain de fusion.
Préchauffage des électrodes (TIG AC/DC)
La durée de préchauffage dépend à la fois du diamètre de
l’électrode et de l’angle de positionnement de l’électrode ainsi
que de la taille de la boule à l’extrémité de l’électrode.
Le réglage peut aller de 1 à 15, 1 représentant le temps de
préchauffage minimum et 15 le temps maximum. Si la durée est trop
courte, l’arc pilote s’éteindra rapidement après l'amorçage. La taille de la
boule située à l’extrémité de l’électrode augmentera si la période de
préchauffage est trop longue.
Impulsion lente
(TIG DC et TIG AC)
Touche utilisée pour sélectionner
l’impulsion lente. Le courant d’impulsion
est égal au courant paramétré. Il est possible d’ajuster les fonctions
suivantes :
Durée de l’impulsion
Réglage de 0,01 à 10 s en mode DC et de 0,1 à 10 s en mode
AC par incréments de 0,01 seconde.
Temps de pause
Réglage de 0,01 à 10 s en mode DC et de 0,1 à 10 s en
mode AC par incréments de 0,01 seconde.
Amp de base
Réglable possible entre 10 et 90 % du courant d’impulsion.
Soudage par électrode (MMA)
Fonction utilisée pour sélectionner le soudage par électrode. Il
n’est pas possible de changer de processus de soudage
pendant le soudage.
Réglage de la torche /
Réglage externe – 7-Prise 7 broches
Le réglage du courant de soudage se fait au moyen du
potentiomètre de réglage de la torche (en option).
Le courant maximum pouvant être atteint correspond au niveau
précédemment ajusté sur le panneau frontal. Le courant minimum est
de 5A.
18
Méthodes d’amorçage
Il est possible de choisir entre 2 méthodes d'amorçage
différentes pour le soudage TIG : amorçage Haute
Fréquence (HF) et LIFTIG. La méthode d’amorçage ne
peut pas être modifiée pendant le soudage. L’amorçage LIFTIG est
activé lorsque le voyant est allumé. L’amorçage HF est
automatiquement activé lorsque la LED est éteinte.
Amorçage HF
En mode d’amorçage HF-TIG, l’arc TIG démarre sans contact. Une
impulsion de haute fréquence (HF) déclenche l'arc une fois la
gâchette de la torche activée.
L’amorçage HF ne sera pas déclenché et la machine sera arrêtée si
l'électrode est en contact avec la pièce à usiner. Détachez
l’électrode et relancez à nouveau l'opération.
Amorçage LIFTIG
En mode d’amorçage LIFTIG, l’arc TIG est allumé une fois le contact
établi entre la pièce à usiner et l’électrode en tungstène, après quoi
le déclencheur est activé et l’arc est établi en soulevant l’électrode
de la pièce à usiner.
Mode de déclenchement
Sélection du mode gâchette. Le mode 4 temps est actif
lorsque la LED est allumée et le mode 2 temps est actif
lorsque la LED est éteinte. Il n’est pas possible de
changer de mode gâchette en cours de soudage.
Deux temps :
Le processus de soudage est lancé en appuyant sur la gâchette de
la torche. Le soudage se poursuit jusqu’à ce que la gâchette soit
relâchée déclenchant ainsi la descente.
Quatre temps :
Le processus de soudage est lancé en appuyant sur la gâchette de
la torche. Si la gâchette de la torche est relâchée pendant la phase
de montée, le soudage se poursuit en fonction du courant de
soudage ajusté.
Afin de stopper le processus de soudage, la gâchette doit être de
nouveau appuyée pendant plus d'une demi-seconde, après quoi la
phase de descente est activée. La période de descente peut être
arrêtée en relâchant la gâchette La phase post-gaz est ensuite
activée.
Anti collage
Cette machine est équipée d'une commande anti collage. La
commande anti collage réduit le courant lorsque l'électrode se colle
à la pièce à usiner. Cette fonction facilite le détachement de
l'électrode et le soudage peut continuer.
Réduction du courant de soudage
LED A se met à clignoter pour indiquer la baisse de
courant. La machine mesure l'état de la tension
secteur et réduit automatiquement le courant de
soudage MMA (à 120 A) et TIG (à 150 A) lorsque sa
valeur est inférieure à 230 V-15 % (195 V), permettant
un fonctionnement limité en cas de faible alimentation.
Ce n'est qu'une fois la tension secteur normale rétablie
que vous pouvez augmenter le courant à sa valeur
maximale à l'aide de l'encodeur.
Réinitialisation
Il est possible de rappeler tous les paramètres standard préréglés
en usine. Dans ce cas, tous les programmes de la machine seront
réinitialisés sur les valeurs suivantes :
Courant MMA 80A
Courant TIG 80A
Pré-gaz 0,2 s
Post-gaz 6,0 s
Aucune descente
Amp de base 40 %
Temps de pause = Durée d’impulsion = 0,1 s
Balance AC-T (AC) 65 %
Préchauffage des électrodes (AC) 5
Pour activer la procédure de réinitialisation, mettre la machine hors
tension et attendre l'extinction de l'écran. Appuyer sur la touche « A
» et la maintenir enfoncée pendant 10 secondes, jusqu'à l'affichage
du symbole « - - - ». Relâcher la touche et tourner le bouton de
réglage sur la droite jusqu'à l'affichage du message « F.SE ».
Appuyer de nouveau sur la touche « A » ; la machine est alors
réinitialisée.
MENU UTILISATEUR
Ce menu permet de régler les parameters secondaires.
Pour acceder à ce menu, appuyer sur le bouton
pendant 3 secondes lorsque la machine ne soude pas. Faire tourner
l’encodeur au niveau de l’option désirée et valider ce choix en
appuyant sur le bouton « A ».
Pour changer la valeur de l’option choisie, appuyer sur le bouton
“MMA” et tourner l’encodeur. Appuyer sur “A” pour enregistrer la
valeur choisie.
Le diagramme suivant explique les indications de l’afficheur et les
options du menu.
Sortir du menu utilisateur
Ouvre/ferme l’électrovanne de gaz en appuyant sur le
bouton “A”.
Sous-menu options:
Sortir du Sous-menu (go back to main
menu)
Vérouillage du panneau de commande.
Tous les boutons et l’encodeur sont
vérouillés. L’afficheur indiquera “PA.L.”
pour rappeller que le panneau est bloqué.
0 = Déverrouillé (réglage par défaut)
1 = Verrouillé
Tous ces réglages ne sont pas modifies par une remise à zero.
19
GAMMA DEI PRODOTTI
FOCUS TIG 200 PFC è un generatore
monofase per la saldatura ad elettrodo (MMA)
e TIG. La macchina è raffreddata ad aria.
Tubi del gas ed accessori
La macchina può essere equipaggiata con tubi
del gas, vani portaelettrodi e cavi di massa,
secondo il programma accessori
MIGATRONIC.
Inoltre è disponibile:
Pedale di controllo dell corrente di
saldatura
COLLEGAMENTO E MONTAGGIO
Connessione alla rete elettrica
Il generatore deve essere connesso alla rete elettrica dotata
di connessione di terra. Dopo che la spina di alimentazione
(1) è stata collegata alla rete elettrica, la macchina è pronta
per l’uso. Si fa notare che le connessioni alla rete elettrica
devono essere eseguite da personale esperto e qualificato.
L’accensione e lo spegnimento della macchina avvengono
tramite l’interruttore (3) posto sul retro del generatore.
Configurazione
La MIGATRONIC declina ogni responsabilita’ per problemi
derivanti dall’uso di cavi o torce danneggiate,
sottodimensionate rispetto alle specifiche di saldatura o ai
valori nominali della macchina.
Uso di motogeneratori
Questa macchina può essere utilizzata su qualunque rete di
alimentazione che fornisca corrente e tensione sinusoidali e
che rientrino nelle tolleranze indicate nei dati tecnici.
I motogeneratori che rientrino in queste specifiche possono
essere usati per l’alimentazione elettrica. Consultare il
fornitore del generatore prima di collegare l’impianto.
Migatronic raccomanda l’uso di generatori con controllo
elettronico e di potenza almeno 50% superiore a quella
massima (kVA) assorbita dal generatore. La garanzia non
copre danni derivanti da un’alimentazione scorretta.
Per lo smaltimento del prodotto, attenersi agli
standard e alla normativa locali.
www.migatronic.com/goto/weee
Importante
Per evitare il surriscaldamento e
conseguente danneggiamento di prese
e cavi, bisogna assicurare un buon
contatto elettrico serrando bene le
prese.
Connessione al gas di protezione
La macchina (2) va collegata alla bombola del gas tramite un
flussometro munito di riduttore di pressione. Connettere il
tubo del gas della torcia al connettore (6) posto sul frontale
della macchina.
 Loading...
Loading...