

Migatronic FOCUS TIG 160 DC HP PFC Instruction Manual
FOCUS TIG 160 DC HP PFC
Brugsvejledning
Instruction manual
Betriebsanleitung
Manuel d’instruction
Bruksanvisning
Manuale d'istruzione
Käyttöohje
Gebruikershandleiding
Manual de Instruções
Instrukcja obsługi
Kezelési útmutató
Valid from 2017 week 36 50113141 F2
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
Hereby declare that our machine as stated below
Type: FOCUS TIG 160 DC HP PFC
conforms to directives 2014/35/EU
2014/30/EU
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO

DK – INDHOLDSFORTEGNELSE : - Advarsel / Elektromagnetisk støjudstråling ............................................................................ 5
- Generel beskrivelse / Ibrugtagning ............................................................................... 6 - 7
- Tekniske data ..................................................................................................................... 7
- Betjeningspanel ............................................................................................................. 8 - 9
- Vedligeholdelse .................................................................................................................. 9
- Kredsløbsdiagram ............................................................................................................ 71
- Reservedelsliste ............................................................................................................... 73
UK – CONTENTS : - Warning / Electromagnetic emissions .............................................................................. 11
- General description / Initial operation ....................................................................... 12 - 13
- Technical data .................................................................................................................. 13
- Control panel ............................................................................................................ 14 - 15
- Maintenance ..................................................................................................................... 15
- Circuit diagram .................................................................................................................. 71
- Spare parts list .................................................................................................................. 73
D – INHALTSVERZEICHNIS : - Warnung / Elektromagnetische Störungen ...................................................................... 17
- Allgemeine Beschreibung / Anschluß und Inbetriebnahme .................................... 18 - 19
- Technische Daten ............................................................................................................. 19
- Kontrolleinheit ........................................................................................................... 20 - 21
- Wartung ............................................................................................................................ 21
- Koppeldiagramme ............................................................................................................ 71
- Ersatzteilliste ..................................................................................................................... 73
FR – SOMMAIRE : - Avertissement / Emissions électromagnétiques .............................................................. 23
- Description générale / Mise en service .................................................................... 24 - 25
- Données techniques ......................................................................................................... 25
- Panneau de commande ........................................................................................... 26 - 27
- Entretien ............................................................................................................................ 27
- Schéma de connexions .................................................................................................... 71
- Liste des pieces de rechange .......................................................................................... 73
S – INNEHÅLLSFÖRTECKNING : - Varning / Elektromagnetiska störfält ................................................................................ 29
- Allmän beskrivning / Igångsättning .......................................................................... 30 - 31
- Teknisk data ..................................................................................................................... 31
- Betjäningsvägledning ............................................................................................... 32 - 33
- Underhåll ........................................................................................................................... 33
- Kretsloppsdiagram ............................................................................................................ 71
- Reservdelslista ................................................................................................................. 73
I – INDICE : - Attenzione / Emissioni elettromagnetiche ........................................................................ 35
- Descrizione generale / Operazioni iniziali ................................................................ 36 - 37
- Dati tecnici ........................................................................................................................ 37
- Descrizione del pannello comandi ........................................................................... 38 - 39
- Manutenzione ................................................................................................................... 39
- Diagrammi circuitali .......................................................................................................... 71
- Elenco parti di ricambio .................................................................................................... 73
FIN – SISÄLTÖ : - Varoitus / Sähkömagneettiset häiriöt ............................................................................... 41
- Yleistä / Kytkentä ja käyttöönotto ............................................................................. 42 - 43
- Tekniset tiedot .................................................................................................................. 43
- Ohjauspaneeli ........................................................................................................... 44 - 45
- Huolto ................................................................................................................................ 45
- Kytkentäkaavio ................................................................................................................. 71
- Varaosaluettelo ................................................................................................................. 73
NL – INHOUDSOPGAVE : - Waarschuwing / Elektromagnetische emissie ................................................................. 47
- Algemene omschrijving / Ingebruikname ................................................................. 48 - 49
- Technische gegevens ...................................................................................................... 49
- Besturingspaneel ...................................................................................................... 50 - 51
- Onderhoud ........................................................................................................................ 51
- Electrisch schema ............................................................................................................ 71
- Onderdelenlijst .................................................................................................................. 73
PT – ÍNDICE : - Aviso / Emissões electromagnéticas ............................................................................... 53
- Descrição Geral / Funcionamento inicial ................................................................. 54 - 55
- Dados técnicos ................................................................................................................. 55
- Painel de controlo ..................................................................................................... 56 - 57
- Manutenção ...................................................................................................................... 57
- Esquema eléctrico ............................................................................................................ 71
- Lista de peças ................................................................................................................... 73
PL – SPIS TREŚCI : - Ostrzeżenie / Emisje elektromagnetyczne ....................................................................... 59
- Opis ogólny / Wstępna eksploatacja ........................................................................ 60 - 61
- Dane techniczne ............................................................................................................... 61
- Panel sterowania ...................................................................................................... 62 - 63
- Konserwacja ..................................................................................................................... 63
- Schemat połączeń ............................................................................................................ 71
- Wykaz części zamiennych ............................................................................................... 73
HU – TARTALOMJEGYZÉK : - Figyelmeztetés / Elektromágneses zavarok .................................................................... 65
- Általános leírás / Csatlakozás és üzembehelyezés ................................................. 66 - 67
- Műszaki adatok ................................................................................................................. 67
- Vezérlés .................................................................................................................... 68 - 69
- Karbantartás ..................................................................................................................... 69
- Kapcsolási rajz .................................................................................................................. 71
- Alkatrész jegyzék .............................................................................................................. 73

5
DANSK
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse,
overholder kravene i den europæiske standard
EN/IEC60974-10 (Class A). Standarden har til formål at sikre, at
svejseudstyr ikke forstyrrer eller bliver forstyrret af andet elektrisk
udstyr som følge af elektromagnetisk støjudstråling. Da også
lysbuen udsender støj, forudsætter anvendelse uden forstyrrelser, at
der tages forholdsregler ved installation og anvendelse. Brugeren
skal sikre, at andet elektrisk udstyr i området ikke forstyrres.
Følgende skal tages i betragtning i det omgivne område:
1. Netkabler og signalkabler i svejseområdet, som er tilsluttet
andre elektriske apparater.
2. Radio- og fjernsynssendere og modtagere.
3. Computere og elektroniske styresystemer.
4. Sikkerhedskritisk udstyr, f.eks. overvågning og processtyring.
5. Brugere af pacemakere og høreapparater.
6. Udstyr som anvendes til kalibrering og måling.
7. Tidspunkt på dagen hvor svejsning og andre aktiviteter,
afhængig af elektrisk udstyr, foregår.
8. Bygningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være
nødvendigt at tage særlige forholdsregler (f.eks. information om
midlertidigt svejsearbejde).
Metoder til minimering af forstyrrelser:
1. Undgå anvendelse af udstyr, som kan blive forstyrret.
2. Anvend korte svejsekabler.
3. Læg plus- og minuskabel tæt på hinanden.
4. Placer svejsekablerne på gulvniveau.
5. Fjern signalkabler i svejseområdet fra netkabler.
6. Beskyt signalkabler i svejseområdet f.eks. med skærmning.
7. Benyt isoleret netforsyning til følsomme apparater.
8. Overvej skærmning af den komplette svejseinstallation.
ADVARSEL
Lysbuesvejsning og -skæring kan ved forkert brug være farligt for såvel bruger som omgivelser. Derfor
må udstyret kun anvendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være
opmærksom på følgende:
Elektrisk stød
- Svejseudstyret skal installeres forskriftsmæssigt. Maskinen skal jordforbindes via netkablet.
- Sørg for regelmæssig kontrol af maskinens sikkerhedstilstand.
- Beskadiges kabler og isoleringer, skal arbejdet omgående afbrydes og reparation foretages.
- Kontrol, reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
- Undgå berøring af spændingsførende dele i svejsekredsen eller elektroder med bare hænder. Brug aldrig
defekte eller fugtige svejsehandsker.
- Isolér Dem selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).
- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).
- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).
Svejse- og skærelys
- Beskyt øjnene, idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med
foreskrevet filtertæthed.
- Beskyt kroppen mod lyset fra lysbuen, idet huden kan tage skade af stråling. Brug beskyttende beklædning, der
dækker alle dele af kroppen.
- Arbejdsstedet bør om muligt afskærmes, og andre personer i området advares mod lyset fra lysbuen.
Svejserøg og gas
- Røg og gasser, som dannes ved svejsning, er farlige at indånde. Sørg for passende udsugning og ventilation.
Brandfare
- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.
- Arbejdstøjet skal være sikret mod gnister og sprøjt fra lysbuen. Brug evt. brandsikkert forklæde og pas på
åbenstående lommer.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Støj
- Lysbuen frembringer akustisk støj, og støjniveauet er betinget af svejseopgaven. Det vil i visse tilfælde være
nødvendigt at beskytte sig med høreværn.
Farlige områder
- Særlig forsigtighed skal udvises når svejsearbejdet foregår i lukkede rum eller i højder hvor der er fare for at
falde ned.
Placering af svejsemaskinen
- Placer svejsemaskinen således, at der ikke er risiko for, at den vælter.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Anvendelse af maskinen til andre formål end det, den er beregnet til (f.eks. optøning af vandrør) frarådes og sker i
givet tilfælde på eget ansvar.
Gennemlæs denne betjeningsvejledning omhyggeligt,
inden udstyret installeres og tages i brug!

6
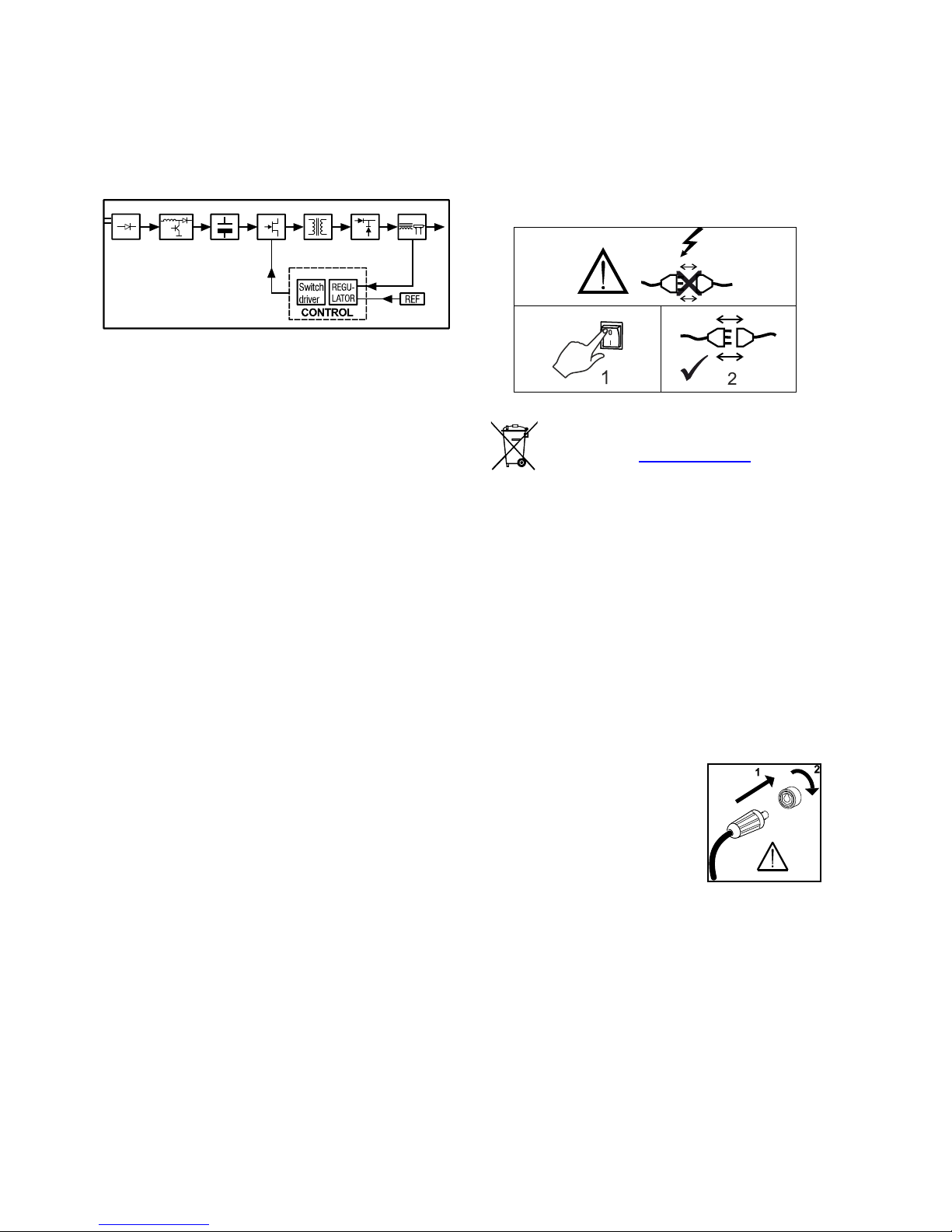
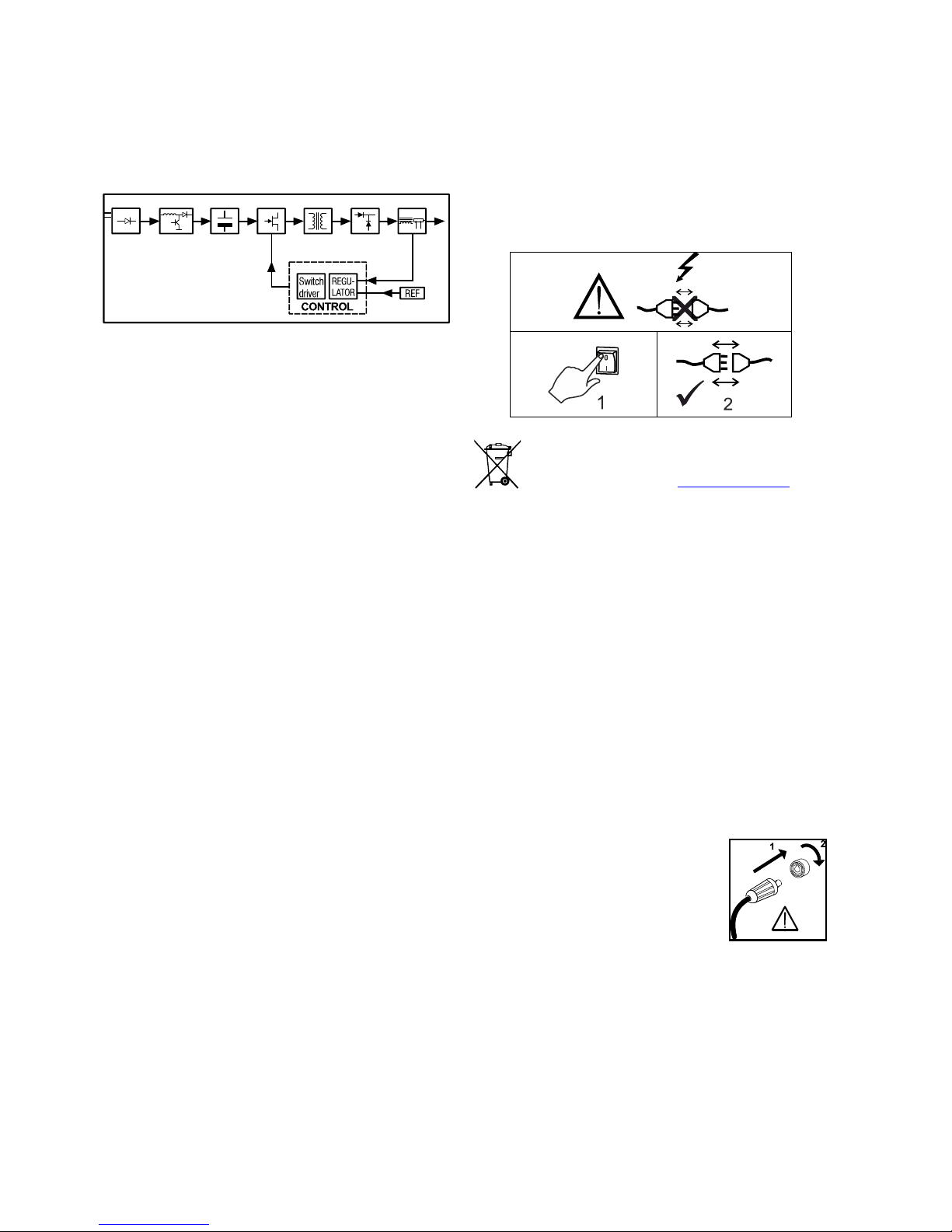
GENEREL BESKRIVELSE
FOCUS TIG 160 DC HP PFC er en enkelt-faset svejsemaskine,
som er baseret på inverter teknologi.
Blokdiagram FOCUS TIG 160 DC HP PFC
FOCUS TIG 160 DC HP PFC maskinen er hovedsageligt
konstrueret til TIG-svejsning og indeholder funktioner såsom:
- variabel slope-down
- variabel gasefterstrømning
- Mulighed for 2-takt eller 4-takt
- LIFTIG- eller HF-tænding
- Strømindstilling fra TIG-brænder
- Digitalt display
Maskinen er konstrueret til svejsning med beklædte elektroder
og er udstyret med Antifreeze.
Ved LIFTIG-tænding tændes TIG-lysbuen når der er skabt
kontakt mellem svejseemnet og wolframelektroden. Tasten
aktiveres, og lysbuen etableres ved at løfte elektroden fra
svejseemnet.
Ved HF-tænding etableres TIG-lysbuen uden kontakt.
En højfrekvens (HF) impuls aktiverer lysbuen, når tasten
aktiveres.
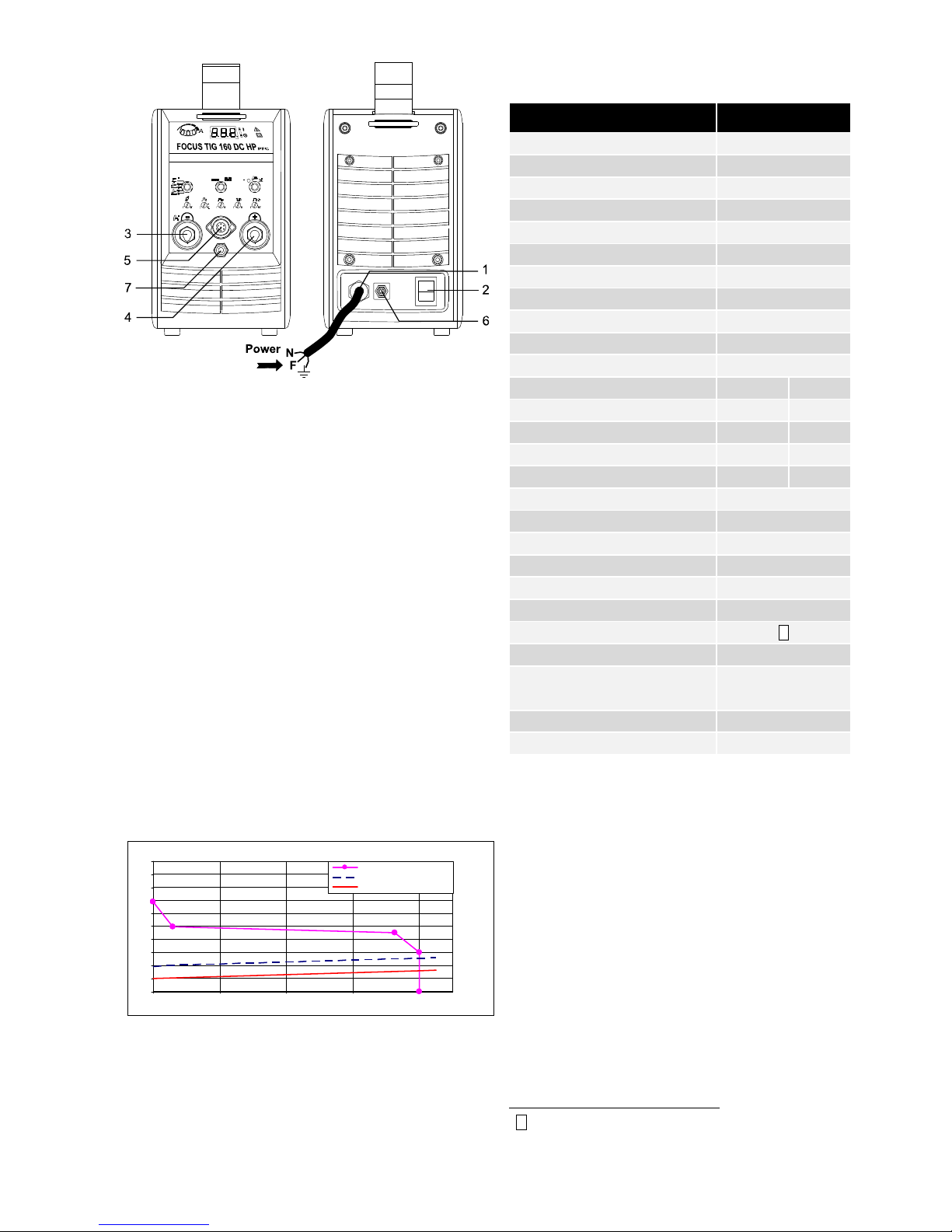
IBRUGTAGNING
Nettilslutning
Maskinen skal tilsluttes en netforsyning og beskyttelsesjord.
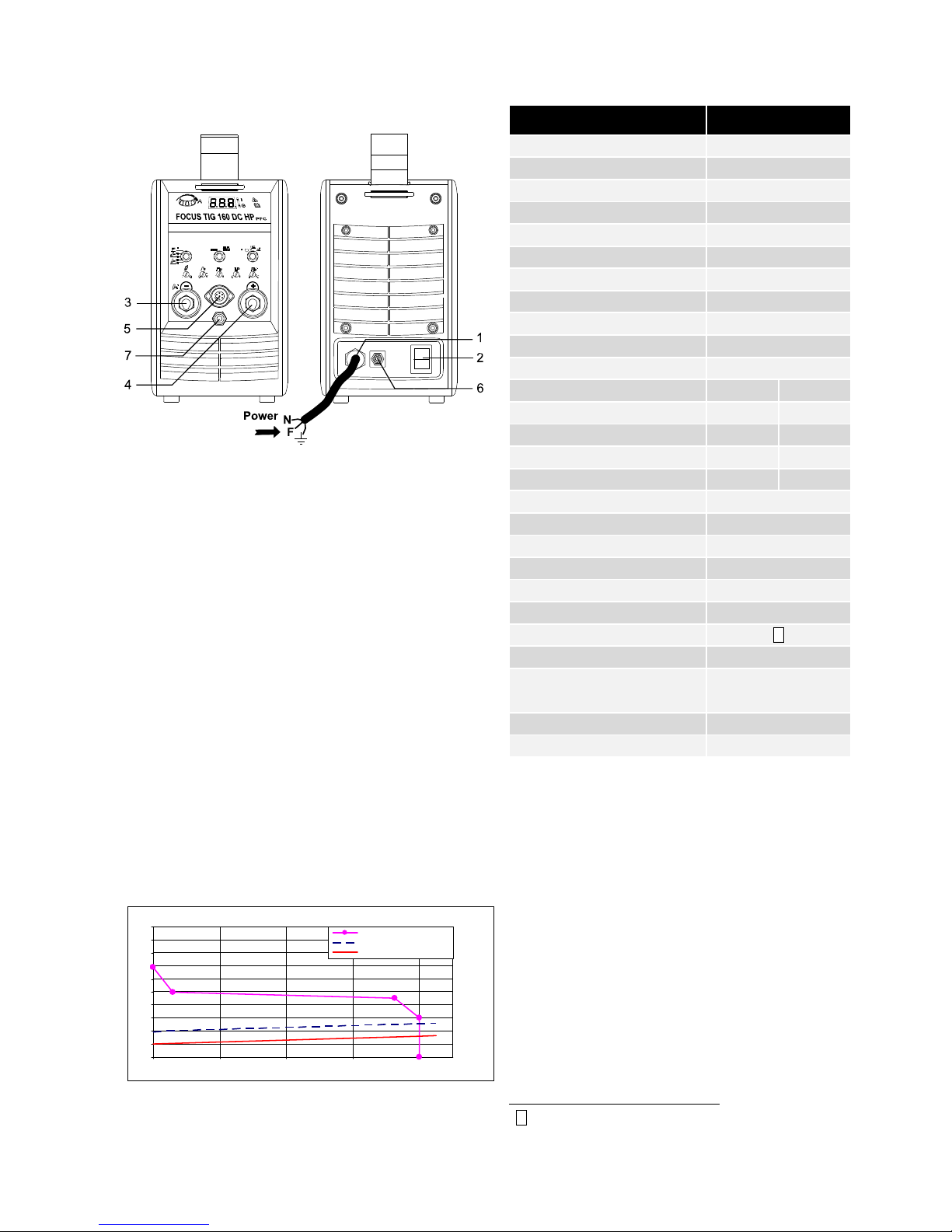
Efter montering af netstikket på netkablet (1) er maskinen klar til
brug. Maskinen er ikke leveret med et normalt dansk netstik med
jord, men med et almindeligt kendt Schuko-stik for 230V samt en
adapter. Dette skyldes at maskinen ikke må forsynes fra
almindelige boligstikkontakter, ligegyldigt om det er med eller
uden jord, idet maskinens mærkestrøm overstiger 13 A.
Netstikforbindelsen skal foretages af autoriseret og kvalificeret
personale. Tænd og sluk maskinen ved hjælp af afbryderen (2) på
bagsiden af maskinen.
Bortskaf produktet i overensstemmelse med gældende
regler og forskrifter. Mere information findes under
Politikker pa www.migatronic.com
Konfigurering
Hvis maskinen udstyres med svejsebrænder og svejsekabler, der
er underdimensioneret i forhold til svejsemaskinens
specifikationer f.eks. med hensyn til den tilladelige belastning,
påtager MIGATRONIC sig intet ansvar for beskadigelse af kabler,
slanger og eventuelle følgeskader.
Generatordrift
Denne svejsemaskine kan anvendes på alle forsyninger, som
afgiver sinusformet strøm og spænding, og som ikke overskrider
de tilladte spændingstolerancer, der er angivet i de tekniske data.
Motoriserede generatorer, som overholder ovenstående, kan
anvendes som forsyning. Spørg altid generatorleverandøren til
råds før du tilslutter din svejsemaskine.
MIGATRONIC anbefaler at anvende en generator, der har
elektronisk regulator og som kan levere mindst
1,5 x svejsemaskinens maksimale kVA forbrug.
Garantien bortfalder ved skader, som er opstået på grund af
forkert eller dårlig forsyning.
Vigtigt!
Når stelkabel og svejsebrænder tilsluttes
maskinen, er god elektrisk kontakt
nødvendig, for at undgå at stik og kabler
ødelægges.
Tilslutning af svejsekabler
Svejsekabel og returstrømkabel tilsluttes på forsiden af maskinen.
Vær opmærksom på, at dinsestikket skal drejes cirka en kvart
omgang, efter at kablet er stukket ind i bøsningen, da stikket
ellers kan blive beskadiget på grund af for stor kontaktmodstand.
Tilslutning af TIG-brænder sker altid i minus (-) udtaget (3), mens
returstrømkablet tilsluttes plus (+) udtaget (4).
Kontrolsignalerne fra TIG-brænderen overføres til maskinen via
det cirkulære 7-polede stik (5). Når stikket er samlet, sikres det
ved at dreje omløberen i retningen med uret.
Beklædte elektroder er på pakningen mærket med en polaritet.
Elektrodeholderen monteres på maskinens plus/minus udtag i
overensstemmelse med denne mærkning.
7
Tilslutning af gas
Gasslangen, som udgår fra bagsiden af maskinen (6), tilsluttes en
gasforsyning med en reduktionsventil (0-8 bar). (Obs. Nogle typer
reduktionsventiler kan kræve højere udgangstryk end 2 bar for at
fungere optimalt). Brænderens gasslange trykkes i gasstudsen (7) i
fronten af maskinen.
Brug af maskinen
Under svejsning sker der en opvarmning af forskellige dele i
maskinen, og disse dele afkøles igen, når der holdes pause. Det er
vigtigt, at luftstrømningen ikke reduceres eller stoppes.
Hvis maskinen indstilles til høje svejsestrømme, vil der være behov
for perioder, hvor maskinen afkøles.
Varigheden af disse afkølingsperioder afhænger af
strømindstillingen, og der bør ikke slukkes for maskinen under
afkølingen for at undgå at køleventilatoren stopper.
Hvis der ved brug af maskinen, ikke er tilstrækkeligt lange perioder
til afkøling, vil maskinens termosikring automatisk afbryde svejsningen, og den gule lampe på fronten vil lyse. Når maskinen er
tilstrækkeligt afkølet, slukkes den gule lampe, og maskinen er klar til
brug igen.
Tilslutning af elektrodeholder for MMA
Elektrodeholder og returstrømkabel tilsluttes plusudtag (4) og
minusudtag (3). Polariteten vælges efter elektrodeleverandørens
anvisning.
Statisk karakteristik
Static Charateristic
0
10
20
30
40
50
60
70
80
90
100
0 40 80 120 160
I2 [A]
U
2
[
V
]
Focus Tig 160 DCHP PFC
MMA Load li ne
TIG Load Line
TEKNISKE DATA
Strømkilde:
FOCUS TIG 160
DC HP PFC
Netspænding (50Hz-60Hz) 1x230 V -40/+10%
Minimum generatorstørrelse
9,5 kVA
Netsikring 16 A
Netstrøm, effektiv 12,9 A
Netstrøm, max. 23,1 A
Effekt, 100% 2,7 kVA
Effekt, max 6,3 kVA
Effekt, tomgang 280 W
Virkningsgrad 0,9
Strømområde TIG 10-160 A
Strømområde MMA 10-160 A
Tilladelig belastning: MMA TIG
100% (40° omgivelsestemp) 100 A 110 A
60% (40° omgivelsestemp) 110 A 130 A
35% (40° omgivelsestemp) 160 A
30% (40° omgivelsestemp) 160 A
Tomgangsspænding
75 V
Elektrodediameter 1,6 - 3,25 mm
Forlængerkabel min. 2,5 mm²
Slope-down
0 - 10 sek.
Gasefterstrømning
0 - 30 sek.
TIG-tænding
HF/LIFTIG
1
Anvendelsesklasse
S
2
Beskyttelsesklasse IP23S
Norm EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10
Dimensioner (LxBxH) 47x18x25 cm
Vægt 10,7 kg
1
S Maskinen opfylder de krav der stilles under anvendelse i
områder med forøget risiko for elektrisk chok
2
Maskinen må anvendes udendørs, idet den opfylder kravene
til beskyttelsesklasse IP23S.
8
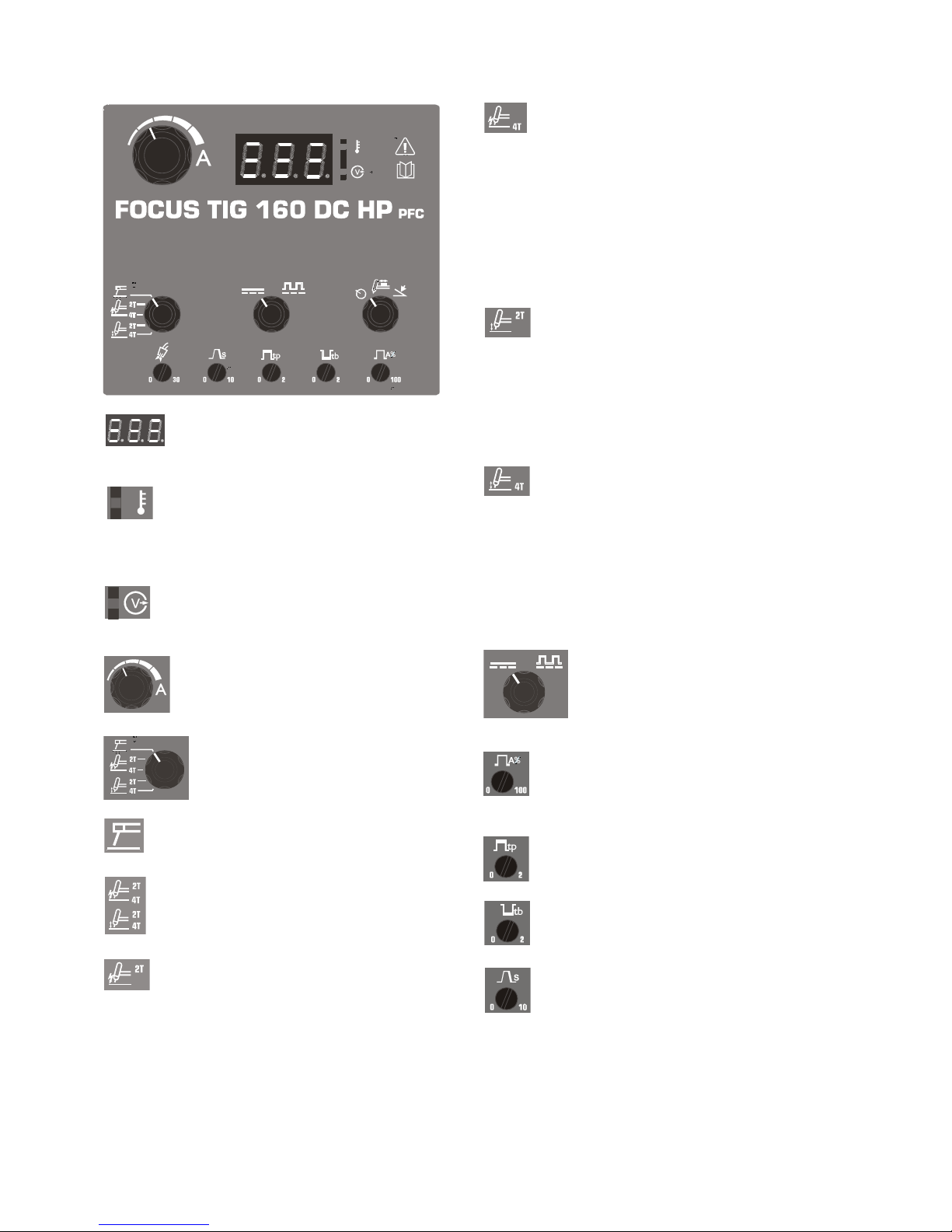
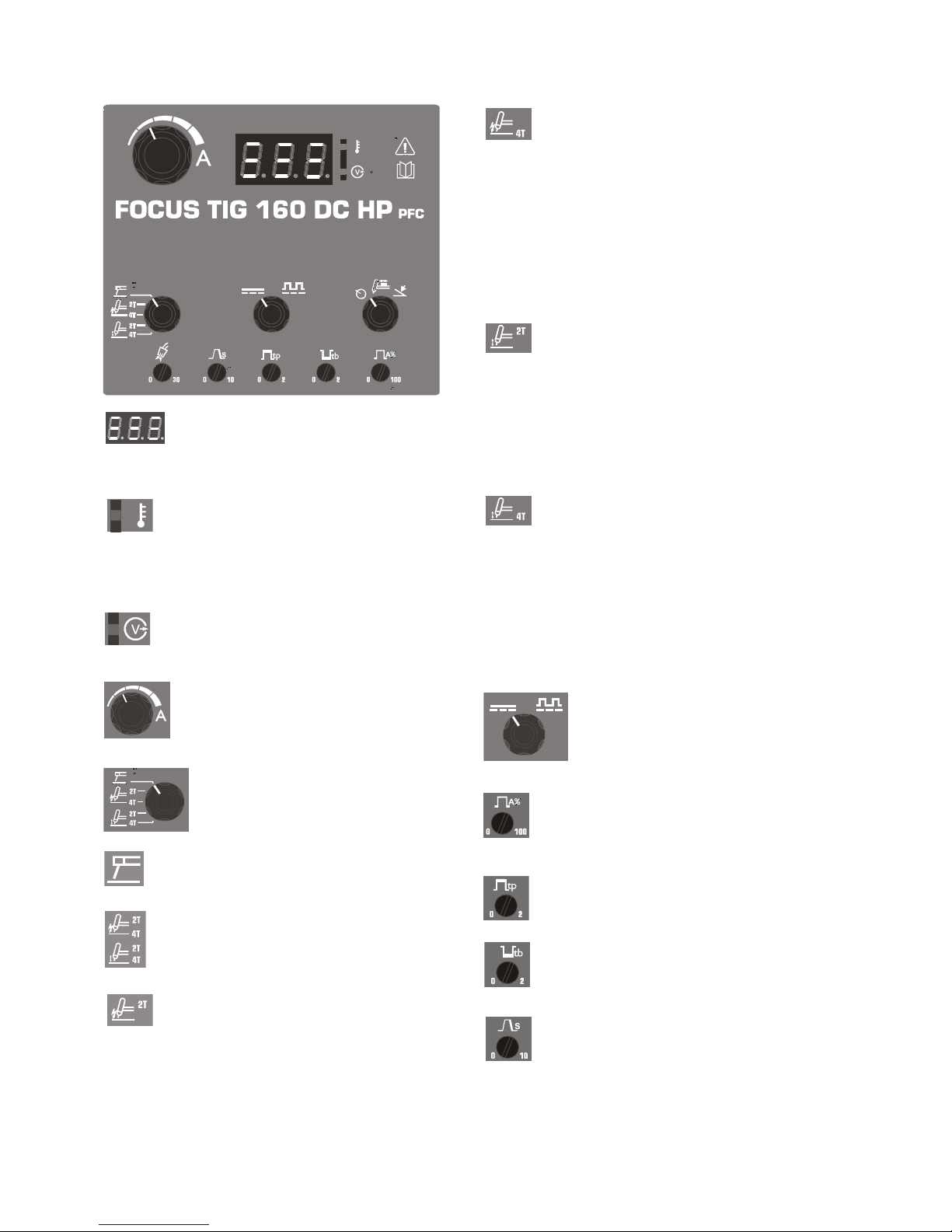
BETJENINGSPANEL
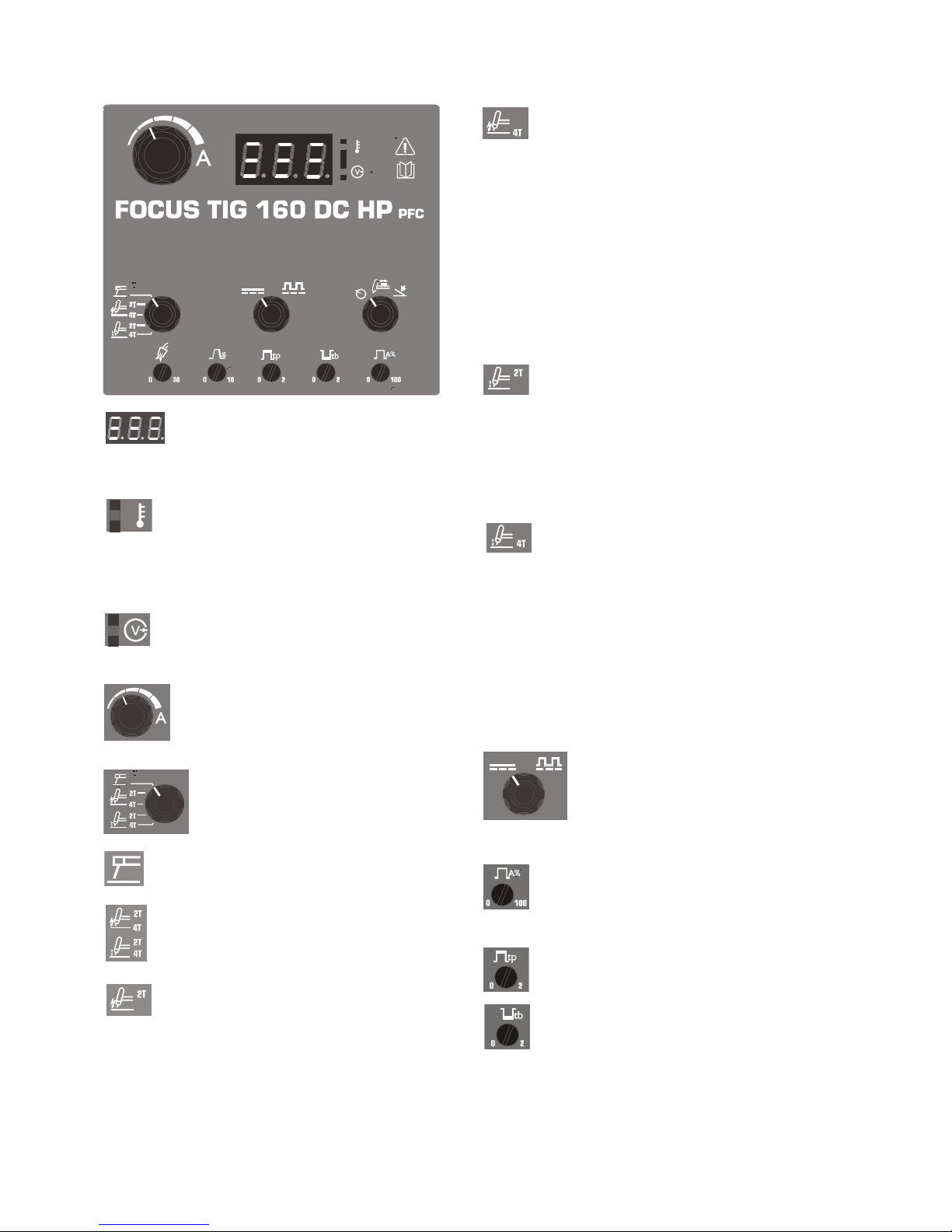
Digitalt display
Kontrolpanelet har et display, der viser svejsestrømmen. Ved stand-by vises den indstillede
svejsestrøm. Under svejsning vises den aktuelle svejsestrøm.
Fejludkobling
Lys i den gule lampe indikerer at maskinen er
overophedet p.g.a. overbelastning. Når tilstanden
ophører indkobles maskinen automatisk. Derfor skal svejsekablerne anbringes således at der ikke er fare for at der utilsigtet
opstår lysbue når maskinen genindkobler.
Svejsespænding
Svejsespændingsindikatoren lyser af sikkerhedshensyn for at indikere, at der er spænding på elek-
troden eller brænderen.
Svejsestrøm
Svejsestrømmen indstilles ved hjælp af denne
knap. Svejsestrømmen er justerbar fra 10 A til
160A. Den indstillede værdi vises i display.
Funktionsknap
Med denne knap vælges mellem MMA- eller
TIG-svejsning, mellem 2T og 4T ved TIGsvejsning og valg af tændingsmetode ved TIGsvejsning.
Dette symbol indikerer MMA-svejsning.
Dette symbol indikerer TIG-svejsning.
Totakt HF-tænding:
Lysbuen startes på følgende måde:
1) Svejsebrænderen anbringes således at wolframelektroden
er ganske tæt på svejsestedet (1-2 mm).
2) Brændertasten trykkes ind og holdes inde. Maskinens
højspændingsgenerator frembringer en spændingsimpuls
som starter lysbuen og svejseforløbet er i gang.
Svejseforløbet ophører når brændertasten slippes. Lysbuen
slukker når slope-down-tiden er udløbet.
Fire-takt HF-tænding:
Lysbuen startes på følgende måde:
1) Svejsebrænderen anbringes således at wolframelektroden
er ganske tæt på svejsestedet (1-2 mm).
2) Brændertasten trykkes ind og maskinens højspændingsgenerator frembringer en spændingsimpuls som starter
lysbuen og brændertasten slippes. For at afslutte
svejseforløbet trykkes brændertasten ind og
strømsænkningen påbegyndes.
Lysbuen slukker når slope-down-tiden er udløbet og
brændertasten kan slippes. Hvis brændertasten slippes før
slope-down-tiden er udløbet afbrydes svejsestrømmen
øjeblikkeligt og lysbuen slukkes.
To-takt LIFTIG:
Dette symbol betyder LIFTIG-tænding.
Lysbuen startes på følgende måde:
1) Svejsebrænderen holdes således at wolframelektroden har
kontakt til svejsestedet.
2) Brændertasten trykkes ind og holdes inde.
3) Brænderen løftes og derved dannes der lysbue og
svejseforløbet er i gang. Svejseforløbet ophører når
brændertasten slippes. Lysbuen slukker når slope-downtiden er udløbet.
Fire-takt LIFTIG:
Dette symbol betyder LIFTIG-tænding.
Lysbuen startes på følgende måde:
1) Svejsebrænderen holdes således at wolframelektroden har
kontakt til svejsestedet.
2) Brændertasten trykkes ind og slippes.
3) Lysbuen dannes ved at løfte brænderen. For at afslutte
svejseforløbet trykkes brændertasten ind og
strømsænkningen påbegyndes. Lysbuen slukker når slopedown-tiden er udløbet og brændertasten kan slippes. Hvis
brændertasten slippes før slope-down-tiden er udløbet
afbrydes svejsestrømmen øjeblikkeligt og lysbuen slukkes.
Pulssvejsning
Med denne knap kan der skiftes mellem normal svejsning uden puls og pulssvejsning. Ved
pulssvejsning skal basisstrømmen, pulsstrømtiden og basisstrømtiden indstilles til de ønske-
de værdier med de respektive knapper.
Basisstrøm
Basisstrømmen indstilles i procent (0-100%) i forhold til den indstillede svejsestrøm. Pulsstrømmen
indstilles med knappen som normalt indstiller svejse-
strømmen.
Pulsstrømtid
Tiden for pulsstrømmen indstilles mellem 0,003 og
2 sekunder.
Basisstrømtid
Tiden for basisstrømmen indstilles mellem 0,003 og
2 sekunder.
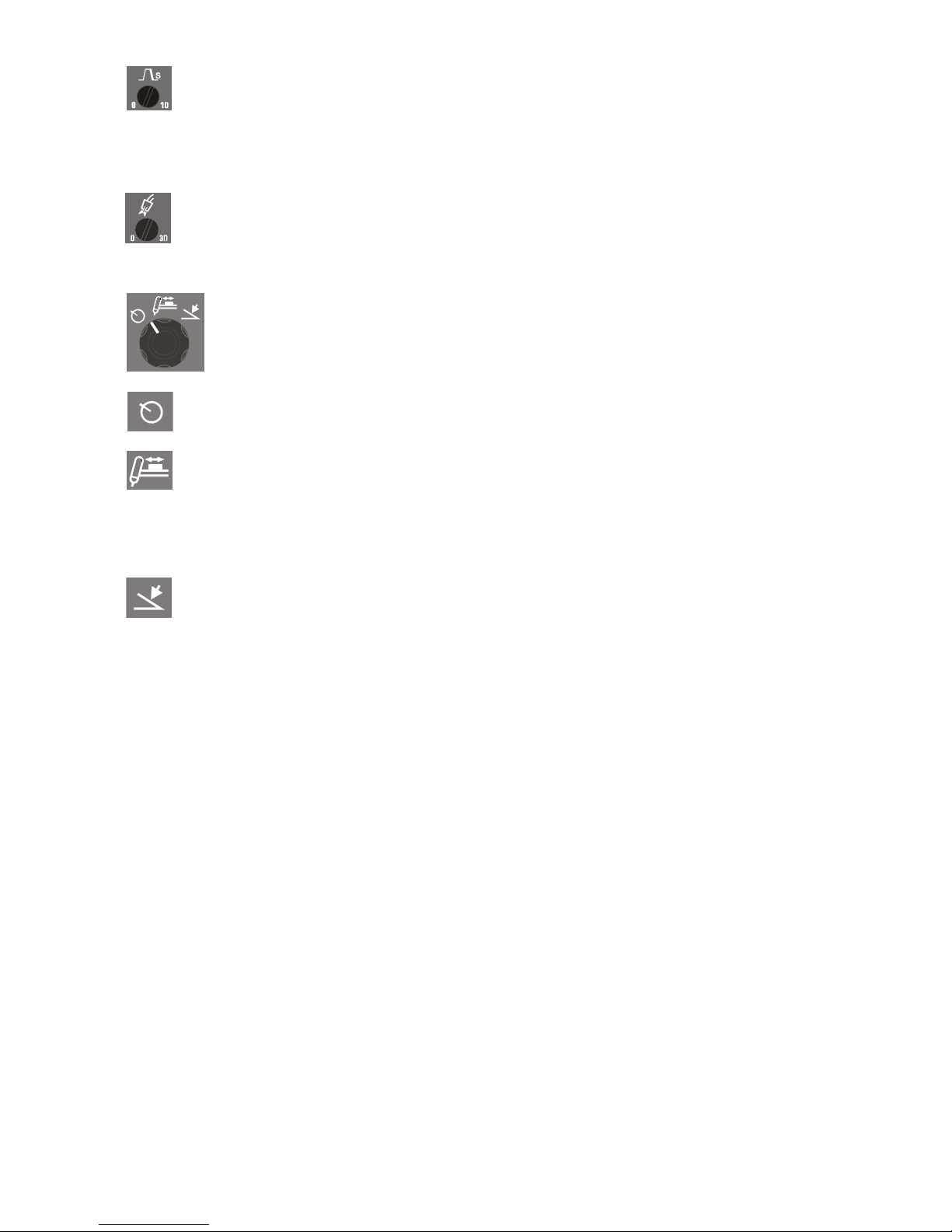
Slope-down
Når svejsningen stoppes med brændertasten, går
maskinen ind i en slope-down fase. I løbet af denne
fase sænkes strømmen fra den indstillede svejsestrøm til minimumstrømmen. Det er varigheden af denne fase,
der indstilles som slope-down-tiden. Tiden angives i sekunder
fra 0 til 10 sek.
9
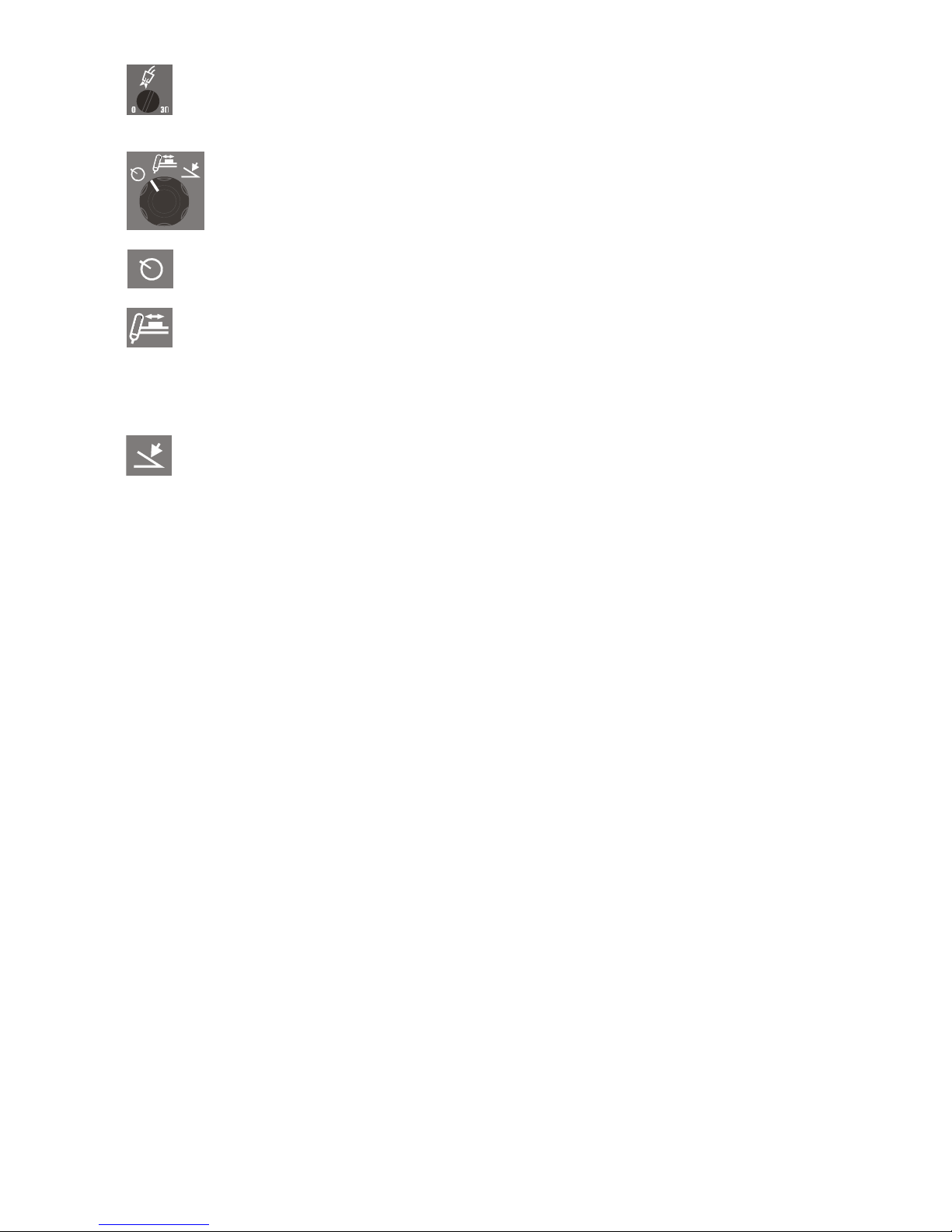
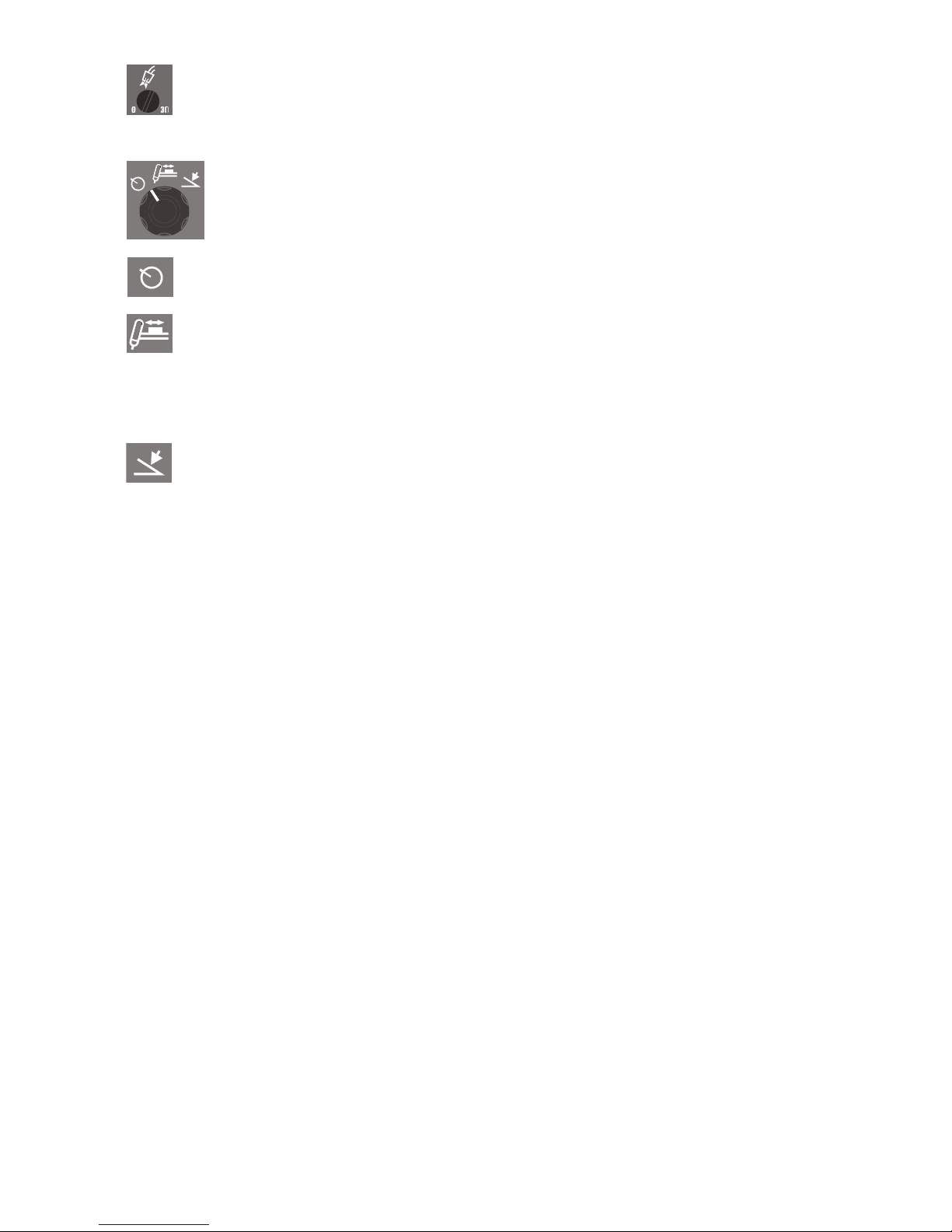
Gasefterstrømning
Gasefterstrømningstiden er tiden, fra lysbuen slukker,
til gastilførslen afbrydes. Tiden angives i sekunder fra
0 til 30 sek. Tiden indstilles således at wolframelektro-
den og svejsestedet beskyttes mod oxidering.
Strømindstilling
Intern betjening
Drejeknappen ved siden af displayet anvendes til indstilling af strømmen.
Brænderbetjening
Indstillingen foretages ved hjælp af reguleringsknap-
pen på svejsepistolen, hvis en sådan knap forefindes.
Den maksimale svejsestrøm indstilles med knappen på frontpanelet. Med brænderreguleringen vil det være muligt at skrue
ned for strømmen til maskinens minimumstrøm. Brænderreguleringens maksimale strøm kan ikke overstige strømmen, som er
indstillet på maskinens strømreguleringsknap.
Fjernbetjening
Regulering ved hjælp af en pedal. Den maksimale
svejsestrøm indstilles med knappen på frontpanelet.
Ved hjælp af pedalen er det muligt at ændre fra minimum til
maksimum. Maksimum er den indstillede strøm på displayet.
Når fodpedalen tilsluttes skal maskinen altid være i 2-takt mode,
og valg af funktionerne 4-takt og slope down er ikke mulige.
Faste funktioner
Nedenstående funktioner er faste og kan ikke til- og frakobles
betjeningspanelet.
Anti-freeze
Anti-freeze-funktionen er altid aktiv. Ved MMA- og TIG-svejsning
sker det, at elektroden brænder fast til emnet.
Maskinen vil registrere, at elektroden er brændt fast og derefter
sænke svejsestrømmen til 10A. Dette letter afbrækning af elektroden. Svejsningen kan herefter genoptages på normal vis.
Gasforstrømning
Gasforstrømningstiden er tiden, fra brændertasten aktiveres, og
gasstrømningen begynder, til HF-tændingen kobles ind.
I LIFTIG varer perioden indtil brænderen løftes væk fra emnet.
Tiden er fastsat til 0,1 sek.
Sikkerheds-timer
Hvis der ikke er etableret lysbuen efter 2 sek. ved berøringsløs
tænding i TIG-mode, vil maskinens højspændingsgeneratoren
automatisk blive udkoblet og maskinen reset.
VEDLIGEHOLDELSE
Maskinen skal regelmæssigt vedligeholdes og rengøres for at
undgå funktionsfejl og sikre driftssikkerhed.
Manglende vedligeholdelse har indflydelse på driftssikkerheden
og resulterer i bortfald af garanti.
ADVARSEL!
Service- og rengøringsarbejder på åbnede svejsemaskiner
må kun udføres af kvalificeret personale. Anlægget skal
frakobles forsyningsnettet (netstik trækkes ud!). Vent ca.
5 minutter før vedligeholdelse og reparation, da alle
kondensatorer skal aflades da der er risiko for stød.
Strømkilde
- Strømkildens ventilatorvinge og køletunnel skal rengøres
med trykluft efter behov.
- Der skal mindst én gang årligt gennemføres eftersyn og
rengøring af kvalificeret servicetekniker.

10
GARANTIBETINGELSER
Migatronic (herefter omtalt som Leverandøren) udfører løbende
kvalitetskontrol gennem hele produktionsforløbet samt
afprøvning af de komplette enheder gennem omfattende test.
Leverandøren yder garanti i henhold til nedenstående
bestemmelser ved at udbedre fejl og mangler ved enheder, der
påviseligt og indenfor garantiperioden måtte skyldes materialeeller produktionsfejl.
Garantiperioden er 24 måneder for nye svejsemaskiner, 12
måneder for nyt tilbehør og 6 måneder for reservedele.
Garantiperioden regnes fra dato for fakturering til slutbruger fra
Leverandøren eller Leverandørens forhandler. Den originale
faktura udgør dokumentation for garantiperioden.
Garantiperioden er 12 måneder eller maksimalt 1.800 driftstimer
for CoWelder-løsningen. Garantiperioden regnes fra dato for
fakturering til slutbruger fra Leverandøren eller Leverandørens
forhandler. Den originale faktura udgør dokumentation for
garantiperioden.
Garantiperioden er 24 måneder for nye svejsemaskiner
indbygget i robot-, automat- og CoWelder-løsninger.
Garantiperioden regnes fra dato for fakturering til slutbruger fra
Leverandøren eller Leverandørens forhandler. Den originale
faktura udgør dokumentation for garantiperioden.
Garantiperioden kan udvides til op til 60 måneder på udvalgte
dele ved registrering af nye svejsemaskiner senest 30 dage
efter købsdatoen på www.migatronic.com. Følgende
svejsemaskiner er omfattet af den udvidede garanti: Automig,
Automig-i, MIGx-serie, Omega-serie, Sigma-serie, Sigma
Galaxy, Pi-serie, Pi Plasma, Zeta.
Svejseslanger og mellemkabler anses som sliddele, og alene
fejl og mangler, der konstateres indenfor 12 måneder efter
levering og som skyldes materiale-eller produktionsfejl, vil blive
betragtet som omfattet af garantien.
Garantireparationer hverken forlænger eller fornyer
garantiperioden.
Enhver form for transport af varer eller personer i forbindelse
med en garantireklamation er ikke omfattet af Leverandørens
garantiforpligtelse og vil derfor ske for købers regning og risiko.
Der henvises endvidere til de fulde garantibetingelser på
www.migatronic.com.
11
ENGLISH
Electromagnetic emissions and the radiation of electromagnetic disturbances
This welding equipment for industrial and professional use is in
conformity with the European Standard EN/IEC60974-10 (Class A).
The purpose of this standard is to prevent the occurrence of
situations where the equipment is disturbed or is itself the source of
disturbance in other electrical equipment or appliances. The arc
radiates disturbances, and therefore, a trouble-free performance
without disturbances or disruption, requires that certain measures
are taken when installing and using the welding equipment. The
user must ensure that the operation of the machine does not
occasion disturbances of the above mentioned nature.
The following shall be taken into account in the surrounding area:
1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.
2. Radio or television transmitters and receivers.
3. Computers and any electrical control equipment.
4. Critical safety equipment e.g. electrically or electronically
controlled guards or protective systems.
5. Users of pacemakers and hearing aids etc.
6. Equipment used for calibration and measurement.
7. The time of day that welding and other activities are to be
carried out.
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment it may
be necessary to take special and additional precautions in order to
prevent problems of emission (e.g. information of temporary welding
work).
Methods of reducing electromagnetic emissions:
1. Avoid using equipment which is able to be disturbed.
2. Use short welding cables.
3. Place the positive and the negative cables close together.
4. Place the welding cables at or close to floor level.
5. Remove signalling cables in the welding area from the supply
cables.
6. Protect signalling cables in the welding area, e.g. with selective
screening.
7. Use separately-insulated mains supply cables for sensitive
electronic equipment.
8. Screening of the entire welding installation may be considered
under special circumstances and for special applications.
WARNING
Arc welding and cutting can be dangerous to the user, people working nearby, and the surroundings if the
equipment is handled or used incorrectly. Therefore, the equipment must only be used under the strict
observance of all relevant safety instructions. In particular, your attention is drawn to the following:
Electricity
- The welding equipment must be installed according to safety regulations and by a properly trained and qualified
person. The machine must be connected to earth through the mains cable.
- Make sure that the welding equipment is correctly maintained.
- In the case of damaged cables or insulation, work must be stopped immediately in order to carry out repairs.
- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
- Avoid all contact with live components in the welding circuit and with electrodes and wires if you have bare
hands. Always use dry welding gloves without holes.
- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).
- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).
Light and heat emissions
- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet
with suitable radiation protection glass.
- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective
clothes, covering all parts of the body.
- The place of work should be screened, if possible, and other persons in the area warned against the light from
the arc.
Welding smoke and gases
- The breathing in of the smoke and gases emitted during welding is damaging to health. Make sure that any
exhaust systems are working properly and that there is sufficient ventilation.
Fire hazard
- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be
removed from the place of welding.
- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch
out for folds and open pockets).
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Noise
- The arc generates acoustic noise according to welding task. In some cases, use of hearing aids is necessary.
Dangerous areas
- Special consideration must be taken when welding is carried out in closed areas or in heights where there is a
danger of falling down.
Positioning of the machine
- Place the welding machine so there is no risk that the machine will tip over.
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Use of the machine for other purposes than it is designed for (e.g. to unfreeze water pipes) is strongly deprecrated.
If the occasion should arise this will be carried out without responsibility on our part.
Read this instruction manual carefully
before the equipment is installed and in operation
12
GENERAL DESCRIPTION
The FOCUS TIG 160 DC HP PFC is a single-phase welding
machine based on inverter technology.
Block diagram FOCUS TIG 160 DC HP PFC
FOCUS TIG 160 DC HP PFC machine is mainly designed for
TIG welding, and features functions such as:
- variable slope down
- variable gas post-flow time
- option of 2-times or 4-times operation
- LIFTIG or HF-ignition can be selected
- current control from the TIG torch handle-remote control
facility
- Digital display
The machine is designed also for welding with coated electrodes
and is equipped with Antifreeze function.
In LIFTIG ignition the TIG arc is ignited after making contact
between the workpiece and the tungsten electrode, after which
the trigger is activated and the arc established by lifting the
electrode away from the workpiece.
In HF ignition the TIG arc is ignited without contact.
A high-frequency (HF) impulse initiates the arc when the trigger
is activated.
INITIAL OPERATION
Mains connection
The machine must be connected to a mains supply and
protection earthing. After the mains plug has been connected to
the mains supply cable (1) the machine is ready for use. Please
note that all cable connections must be made by authorised and
qualified staff. Switch on and off the machine by means of the
breaker (2) on the rear of the machine.
Dispose of the product according to local standards
and regulations. More information can be found
under Policies at www.migatronic.com
Configuration
MIGATRONIC disclaims all responsibility for damaged cables
and other damages related to welding with undersized welding
torches and welding cables measured by welding specifications
e.g. in relation to permissible load.
Generator use
This welding machine can be used at all mains supplies
providing sine-shaped current and voltage and not exceeding
the approved voltage tolerances stated in the technical data.
Motorised generators observing the above can be used as
mains supply. Consult your supplier of generator prior to
connecting your welding machine. MIGATRONIC recommends
use of a generator with electronic regulator and supply of
minimum 1.5 x the maximum kVA consumption of the welding
machine. The guarantee does not cover damage caused by
incorrect or poor mains supply.
Important!
In order to avoid damage to plugs and
cables, good electric contact is required
when connecting the work return cable
and welding torch to the machine
Connection of welding cables
Connect the welding cables and the return current cable to the
front of the machine.
Please note that the plug must be turned 45 degrees after
insertion into the socket - otherwise the plug can be damaged
due to excessive contact resistance.
Always connect the TIG connection in the minus (-) socket (3)
and the return current cable in the plus (+) socket (4).
The control signals from the TIG torch are transformed to the
machine through the circular 7-pin plug (5). When the plug has
been assembled please secure it by turning the "circulator"
clockwise.
COATED ELECTRODES: Electrodes are marked with a polarity
on the packing. Connect the electrode holder in accordance with
this marking to the plus or minus sockets of the machine.

13
Gas connection
Connect the gas hose, which branches off from the back panel of
the welding machine (6), to a gas supply with pressure regulator (08 bar). (Note: Some types of pressure regulators require an output
pressure of more than 2 bar to function optimally). Fit and secure
the gas hose to the gas connection (7) on the front of the machine.
Usage of the machine
When welding, a heating of various components of the machine
takes place and during breaks these components will cool down
again. It must be ensured that the flow is not reduced or stopped.
When the machine is set for higher welding currents, there will be a
need for periods during which the machine can cool down.
The length of these periods depends on the current setting, and the
machine should not be switched off in the meantime.
If the periods for cooling down during use of the machine are not
sufficiently long, the overheating protection will automatically stop
the welding process and the yellow LED in the front panel will come
on. The yellow LED switches off when the machine has cooled
down sufficiently and is ready for welding.
Connection of electrode holder for MMA
The electrode holder and return current cable are connected to plus
tap (4) and minus tap (3). Observe the instructions from the
electrode supplier when selecting polarity.
Static characteristic
Static Charateristic
0
10
20
30
40
50
60
70
80
90
100
0 40 80 120 160
I2 [A]
U
2
[
V
]
Focus Tig 160 DCHP PFC
MMA Load li ne
TIG Load Line
TECHNICAL DATA
Power source:
FOCUS TIG 160
DC HP PFC
Mains voltage (50Hz-60Hz) 1x230 V -40/+10%
Minimum generator size
9.5 kVA
Fuse 16 A
Mains current, effective 12.9 A
Mains current, max. 23.1 A
Power, 100% 2.7 kVA
Power, max. 6.3 kVA
Open circuit power 280 W
Efficiency 0.9
Current range TIG 10-160 A
Current range MMA 10-160 A
Permitted load: MMA TIG
100% (40° ambient temp) 100 A 110 A
60% (40° ambient temp.) 110 A 130 A
35% (40° ambient temp.) 160 A
30% (40° ambient temp.) 160 A
Open circuit voltage
75 V
Electrode diameter 1.6 - 3.25 mm
Extension cable min. 2.5 mm²
Slope down
0 - 10 secs
Gas post-flow
0 - 30 secs
TIG-ignition
HF/LIFTIG
1
Application class
S
2
Protection class IP23S
Standards EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10
Dimensions (LxWxH) 47x18x25 cm
Weight 10.7 kg
1
S The machine meets the standards which are demanded of
machines working in areas where there is an increased risk
of electric shock
2
Equipment marked IP23S is designed for indoor and outdoor
applications
14
CONTROL PANEL
Digital display
The control panel is equipped with a display
showing the welding current. During standby the
pre-set welding current is displayed, while the actual welding
current is shown during welding.
Disconnection error
The overheating indicator is illuminated if welding is
interrupted due to overheating of the machine. When
the situation is back to normal, the machine will reconnect
automatically. Therefore, welding cables must be placed so the
risk of unintended establishment of the arc is avoided during
reconnection.
Welding voltage
The welding voltage indicator is illuminated for
reasons of safety and in order to show if there is
voltage at the output taps or electrode.
Welding current
Welding current is adjusted by means of this
control knob. The current is adjustable from 10 A
to 160A. The adjusted value is shown in the
display.
Function switch
This switch is used for selection of MMA or
TIG welding, ignition method in TIG welding
and two-times or four-times ignition in TIG
welding.
This symbol indicates MMA welding.
This symbol indicates TIG welding.
Two-stroke HF-ignition:
This symbol means contact-free striking. The arc is
established in the following way:
1) The torch is placed so that the Tungsten electrode is quite
close to the welding spot (1 or 2 mm).
2) The torch trigger is activated and must be kept pressed
down. The high voltage generator of the machine will
produce a voltage impulse that ignites the arc. The welding
process has started. The welding process will stop when the
torch trigger is deactivated. The arc will extinguish after the
period of slope-down time.
Four-stroke HF-ignition:
This symbol means contact-free striking. The arc is
established in the following way:
1) The torch is placed so that the Tungsten electrode is quite
close to the welding spot (1 or 2 mm).
2) The torch trigger is activated and deactivated, and the high
voltage generator of the machine will produce a voltage
impulse that ignites the arc.
In order to stop the welding process the trigger must be
activated again after which the slope-down period begins.
The arc will extinguish after the period of slope-down time,
and the trigger is deactivated. The welding current is
immediately stopped and the arc extinguished if the torch
trigger is released before the slope-down period is finished.
Two-stroke LIFTIG:
This symbol means LIFTIG ignition. The arc is
established in the following way:
1) The torch is placed so that the Tungsten electrode has
contact with the welding spot.
2) The torch trigger is activated and must be kept pressed
down.
3) The arc is established by lifting the torch, and the welding
process has started. In order to stop the welding process,
the torch trigger is deactivated. The arc will extinguish after
the period of slope-down time.
Four-stroke LIFTIG:
This symbol means LIFTIG ignition. The arc is
established in the following way:
1) The torch is placed so that the Tungsten electrode has
contact with the welding spot.
2) The torch trigger is activated and deactivated.
3) The arc is established by lifting the torch. In order to stop the
welding process, the torch trigger is activated and the slopedown period begins. The arc will extinguish after the period
of slope-down time, and the trigger is deactivated. The
welding current is immediately stopped and the arc
extinguished if the torch trigger is released before the slopedown period is finished.
Pulse welding
This key pad is used for shift between welding
without pulse and pulse welding. Base amp,
pulse time and base amp time are adjusted to
the requested values during pulse welding by
using the respective key pads.
Base amp
Base amp is set in per cent (0-100%) in relation to
adjusted welding current. Pulse current is set by
using the key pad normally used for setting of
welding current.
Pulse time
Time for pulse current is adjusted between 0.003 and
2 sec.
Base amp time
Time for base amp is adjusted between 0.003 and
2 sec.
Slope-down
When welding is stopped by activation of the trigger
the machine enters into slope-down. During this
period the current is decreased linearly to the
minimum current. The length of this period is the slope-down
period, which is indicated in seconds from 0 to 10 secs
15
Gas post-flow
The gas post-flow time is the period from the
extinction of the arc to the interruption of the gas
supply. The time is indicated in seconds from 030 secs. The time is adjusted so the tungsten electrode and
weld are protected against oxidation.
Current mode control
Internally
In internal mode the current is adjusted by means of
the turn button next to the display.
Torch control
Adjustment is made by means of the adjustment knob
on the welding torch if such one exists. The maximum
welding current is adjusted on the knob on the machine control
panel. By means of the torch adjustment it is possible to decrease the current to the minimum current of the machine, but
not to exceed the maximum setting on the machine control
panel.
Remote control
Adjustment is made by means of pedal. The
maximum welding current is adjusted on the button
on the control panel. By means of the pedal it is possible to vary
the amount between minimum and maximum of the set current
on the display.
When the feet pedal is connected, the machine must always be
in 2-times trigger mode and selection of the functions 4-times
and slope-down is not possible.
Fixed functions
A number of functions are fixed and cannot be connected or
disconnected from the control panel.
Anti-freeze
The antifreeze function is always active. When welding MMA or
TIG it may occur that the electrode sticks to the work piece. The
machine will register that the electrode sticks and it will then
decrease the welding current to 10 A which make it easy to
break the electrode off the work piece. Welding can then be
restarted as usual.
Pre-flow
Pre-flow is the period of time for which gas flows after the torch
switch is pressed and before the HF arc is established. In the
LIFTIG process the period is the time until the torch is lifted
away from the work piece. Time is set to 0.1 sec.
Safety timer
If the welding arc hasn’t been established after 2 sec., using
contact-free striking in TIG mode, then the machine is reset and
the high voltage generator is switched off.
MAINTENANCE
The machine requires periodical maintenance and cleaning in
order to avoid malfunction and cancellation of the guarantee.
WARNING !
Only trained and qualified staff members can carry out
maintenance and cleaning. The machine must be
disconnected from the mains supply (pull out the mains
plug!).
Thereafter, wait around 5 minutes before maintenance and
repairing, as all capacitors need to be discharged due to
risk of shock.
Power source
- Clean the fan blades and the components in the cooling pipe
with clean, dry, compressed air as required.
- A trained and qualified staff member must carry out
inspection and cleaning at least once a year.

16
CONDITIONS OF WARRANTY
Migatronic (which is hereinafter referred to as “the Supplier”)
continuously carries out quality control throughout the
manufacturing process as well as check of the complete units
through comprehensive testing.
The Supplier provides warranty in accordance with the following
provisions, by correcting errors and defects on units, that
demonstrably and within the warranty period may have been
caused by faulty material or workmanship.
The warranty period is 24 months for new welding machines, 12
months for new accessories and 6 months for spare parts. The
warranty period is calculated from the date of invoice to the end
user from the Supplier or the Supplier’s dealer/distributor. The
original invoice is proof of the warranty period.
The warranty period is 12 months or maximum 1,800 operating
hours for the CoWelder solution. The warranty period is
calculated from the date of invoice to the end user from the
Supplier or the Supplier’s dealer/distributor. The original invoice
is proof of the warranty period.
The warranty period is 24 months for new welding machines
incorporated in robotic, automated and CoWelder solutions. The
warranty period is calculated from the date of invoice to the end
user from the Supplier or the Supplier’s dealer/distributor. The
original invoice is proof of the warranty period.
The warranty period can be extended to up to 60 months on
selected parts by registration at www.migatronic.com of new
welding machines not later than 30 days after the date of
purchase. The following welding machines fall within the scope
of the extended warranty: Automig, Automig-i, MIGx series,
Omega series, Sigma series, Sigma Galaxy, Pi series, Pi
Plasma, Zeta.
Welding torches and intermediary cables are considered as
wearing parts, and only errors and defects found within 12
months upon delivery and due to faulty material or
workmanship, will be considered under warranty.
Warranty repairs neither extend nor renew the warranty period.
Any transport of goods or persons in connection with a warranty
claim is not covered under the Supplier’s warranty obligation
and will therefore be at the buyer’s expense and risk.
You can read the complete Warranty Conditions at
www.migatronic.com
17
DEUTSCH
Elektromagnetische Störungen
Diese Maschine für den professionellen Einsatz ist in Übereinstimmung mit der Europäischen Norm EN/IEC60974-10 (Class A).
Diese Norm regelt die Ausstrahlung und die Anfälligkeit elektrischer
Geräte gegenüber elektromagenetischer Störung. Da das
Lichtbogen auch Störungen aussendet, setzt ein problemfreier
Betrieb voraus, daß gewisse Maßnahmen bei Installation und
Benutzung getroffen werden. Der Benutzer trägt die Verantwortung
dafür, daß andere elektrischen Geräte im Gebiet nicht gestört
werden.
In der Arbeitsumgebung sollte folgendes geprüft werden:
1. Netzkabel und Signalkabel in der Nähe der Schweißmaschine,
die an andere elektrischen Geräte angeschloßen sind.
2. Rundfunksender- und empfänger.
3. Computeranlagen und elektronische Steuersysteme.
4. Sicherheitssensible Ausrüstungen, wie z.B. Steuerung und
Überwachungseinrichtungen.
5. Personen mit Herzschrittmacher und Hörgeräten.
6. Geräte zum Kalibrieren und Messen.
7. Tageszeit, zu der das Schweißen und andere Aktivitäten
stattfinden sollen.
8. Baukonstruktion und ihre Anwendung.
Wenn eine Schweißmaschine in Wohngebieten angewendet wird,
können Sondermaßnahmen notwendig sein (z.B. Information über
zeitweilige Schweißarbeiten).
Maßnahmen um die Aussendung von elektromagnetischen
Störungen zu reduzieren:
1. Nicht Geräte anwenden, die gestört werden können.
2. Kurze Schweißkabel.
3. Plus- und Minuskabel dich aneinander anbringen.
4. Schweißkabel auf Bodenhöhe halten.
5. Signalkabel im Schweißgebiet von Netzkabel entfernen.
6. Signalkabel in Schweißgebiet schützen, z.B. durch
Abschirmung.
7. Separate Netzversorgung für sensible Geräte z.B. Computer.
8. Abschirmung der kompletten Schweißanlage kann in
Sonderfällen in Betracht gezogen werden.
WARNUNG
Durch unsachgemäße Anwendung kann Lichtbogenschweißen und -schneiden sowohl für den Benutzer als
auch für die Umgebungen gefährlich werden. Deshalb dürfen die Geräte nur unter Einhaltung aller relevanten
Sicherheitsvorschriften betrieben werden. Bitte insbesondere folgendes beachten:
Elektrizität
- Das Schweißgerät vorschriftsmäßig installieren. Die Maschine muß durch dem Netzkabel geerdet werden.
- Korrekte Wartung des Schweißgeräts durchführen. Bei Beschädigung der Kabel oder Isolierungen muß die Arbeit
umgehend unterbrochen werden um den Fehler sofort beheben zu lassen.
- Reparatur und Wartung des Schweißgerätes dürfen nur vom Fachmann durchgeführt werden.
- Jeglichen Kontakt mit stromführenden Teilen im Schweißkreis oder den Kontakt mit Elektroden durch Berührung
vermeiden. Nie defekte oder feuchte Schweißerhandschuhe verwenden.
- Eine gute Erdverbindung sichern (z.B. Schuhe mit Gummisohlen anwenden).
- Eine sichere Arbeitsstellung einnehmen (z.B. Fallunfälle vermeiden).
Licht- und Hitzestrahlung
- Die Augen schützen, da selbst eine kurzzeitige Strahlung zu Dauerschäden führen kann. Deshalb ist es zwingend
notwendig ein entsprechendes Schweißschutzschild zu benutzen.
- Den Körper gegen das Licht vom Lichtbogen schützen, weil die Haut durch Strahlung geschädigt werden kann. Nur
Arbeitsschutzanzüge verwenden, die alle Teile des Körpers bedecken.
- Die Arbeitsstelle ist, wenn möglich, abzuschirmen. Personen in der näheren Umgebung müssen vor der Strahlung
geschützt werden.
Schweißrauch und Gase
- Das Einatmen von Rauch und Gase, die beim Schweißen entstehen, sind gesundheitsschädlich. Deshalb ist für gute
Absaugung und Ventilation zu sorgen.
Feuergefahr
- Die Hitzestrahlung und der Funkenflug vom Lichtbogen stellen eine Brandgefahr dar. Leicht entflammbare Stoffe
müssen deshalb vom Schweißbereich entfernt werden.
- Die Arbeitskleidung sollte vor Funken während dem Schweißen / Schneiden schützen (Evtl. eine feuerfeste Schürze
tragen und auf Falten oder offenstehenden Taschen achten).
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beachtet werden.
Geräusch
- Der Lichtbogen ruft Lärm hervor, der Geräuschpegel ist dabei aber von der Schweißaufgabe abhänging. In manchen
Fällen ist das Tragen eines Gehörschutzes notwendig.
Gefährliche Gebiete
- Vorsicht muß erwiesen werden, wenn das Schweißen im geschlossenen Räume oder in Höhen ausgeführt werden,
wo die Gefahr für Sturtz besteht.
Plazierung der Schweißmaschine
- Die Schweißmaschine muß so plaziert werden, daß die Maschine nicht umkippt.
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beoachtet werden.
Wir raten von Anwendung der Maschine für andere Zwecke als angegeben (z.B. Abtauen der Wasserrohre) ab. Falsche
Anwendung liegt in eigener Verantwortung.
Bitte diese Bedienungsanleitung gründlich durchlesen,
bevor die Anlage installiert und in Betrieb genommen wird!
18
ALLGEMEINE BESCHREIBUNG
FOCUS TIG DC HP PFC ist eine auf der Switch-modeTechnologie basierende, einphasige Schweißanlage.
Blockdiagram FOCUS TIG 160 DC HP PFC
Die FOCUS TIG DC HP PFC ist in TIG/MMA DC Ausführung
lieferbar.
Die Maschine ist für Schweißen mit umhüllten Elektroden
konstruiert und ist mit Anti-freeze ausgestattet.
Die Maschine ist hauptsächlich für das WIG-Schweißen
konstruiert und hat Funktionen wie:
- Variable Stromabsenkung
- Variable Gasnachströmung
- 2-Takt oder 4-Takt
- LIFTIG oder HF-Zündung
- Stromeinstellung vom WIG-Brenner
- Digitales Display
Beim LIFTIG-Zünden erfolgt das Zünden des WIG-Lichtbogens
durch Berühren des Werkstücks mit der Elektrode;
anschließend wird der Brennerschalter betätigt und der Lichtbogen durch Entfernen der Elektrode vom Werkstück gezündet.
Beim HF-TIG-Zünden erfolgt das Zünden des WIG-Lichtbogens
berührungslos; in diesem Fall wird der Lichtbogen mit Hilfe
eines Hochfrequenz Impulses durch Betätigung des Brennerschalters gezündet.
ANSCHLUß UND
INBETRIEBNAHME
Netzanschluß
Die Maschine soll zum Versorgungsnetz und Erde angeschloßen
werden. Nach Anschluß des Netzsteckers am Netzkabel (1) ist
die Anlage betriebsbereit. Der Anschluß darf nur von
qualifiziertem Fachpersonal vorgenommen werden. Der Ausschalter (2) hinter der Maschine ein- und ausschaltet die
Maschine.
Entsorgen Sie das Produkt gemäss den örtlichen
Standards. Weitere Information finden Sie unter
Geschaftsbedingungen auf www.migatronic.com
Konfiguration
Bitte beachten Sie bei der Konfiguration der Schweißmaschine,
daß die Schweißkabel und Schweißbrenner der technischen
Spezifikation der Stromquelle entsprechend ausgelegt sind.
Für Schäden die durch unterdimensionierte Schweißkabel und
Brenner entstanden sind übernimmt MIGATRONIC keine
Gewährleistung.
Generatorbetrieb
Diese Schweißmaschine kann auf alle Versorgungen angewendet
werden, die Strom/Spannung in Sinusformen abgeben und nicht
die in den technischen Daten angegebenen erlaubten
Spannungstoleranzen überschreiten. Motorisierte Generatoren,
die das obenerwähnte einhalten, können als Versorgung angewendet werden. Wenden Sie sich an Ihren Generatorlieferanten vor Anschluss Ihrer Schweißmaschine. MIGATRONIC
empfiehlt Anwendung eines Generators mit elektronischem
Regler und Versorgung von mindestens 1,5 x Höchstverbrauch
(kVA) der Schweißmaschine. Die Garantie erlischt, wenn
Schäden wegen falscher oder schlechter Versorgung entstanden
sind.
Wichtig!
Guter elektrischer Kontakt ist notwendig
während Anschluss der Massekabel und des
Schweißbrenners, weil Stecker und Kabel
sonst zerstört werden können.
Anschluß der Schweißkabel
Die Schweißkabel müssen auf der Vorderseite der Anlage
angeschlossen werden.
Bitte achten Sie darauf, daß der Stecker etwa eine ViertelUmdrehung gedreht werden muß, nachdem das Kabel in die
Buchse gesteckt worden ist. Der Stecker würde sonst aufgrund
eines zu hohen Übergangswiderstandes beschädigt werden.
Der WIG-Brenner soll immer in der Minus (-) Buchse (3) und das
Rückstromkabel soll in der Plus (+) Buchse (4) angeschloßen
werden.
Die Kontrollsignale vom WIG-Brenner werden zur Maschine
durch den zirkularen 7-poligen Stecker (5) übergeführt. Wenn der
Stecker gesammelt ist, wird er durch Drehung der Überwurfmutter
im Uhrzeigerzinn gesichert.
19
Elektroden sind auf der Packung immer mit einer Polarität
bezeichnet. Der Elektrodenhalter soll in Übereinstimmung mit dieser
Bezeichnung auf der Plus/Minus Buchsemontiert werden.
Gasanschluß
Den Gasschlauch an der Rückseite der Maschine (6) an eine
Gasversorgung mit Druckregler (0-8 bar) anschließen. (NB! Einige
Druckreglertypen fordern einen hoheren Ausgangsdruck als 2 bar
um optimal zu funktionieren). Der mit Schnellkupplung montierte
Schlauch wird auf den Gasanschluß (7) in der Vorderseite der
Maschine gedruckt.
Anwendung der Maschine
Beim Einsatz der Maschine tritt eine Erwärmung ihrer Bauteile ein.
Diese führt im Normalbetrieb jedoch nicht zu einer Überlastung, da
Kühlperioden nicht notwendig sind. Es muß sichergestellt sein, daß
die Lüftungschlitze nicht verdeckt sind.
Wird die Maschine mit höheren Schweißstromeinstellungen
betrieben, ist es erforderlich, gewisse Kühlperioden einzulegen.
Die Dauer der Kühlperioden ist vom eingestellten Schweißstrom
abhängig. Das Gerät sollte während der Abkühlungsphase nicht abgeschaltet werden.
Wenn die Kühlperioden nicht lang genug sind, unterbricht die
Thermosicherung der Maschine automatisch den Schweißvorgang,
und die gelbe Leuchtdiode leuchtet auf. Wenn die Maschine ausreichend abgekühlt ist, schaltet die gelbe Leuchtdiode auf, und die
Maschine kann wieder eingesetzt werden.
Anschluß von Elektrodenhalter für MMA
Der Elektrodenhalter und Rückstromkabel sind zu Plusbuchse (4)
und Minusbuchse (3) anschlossen.
Statische Charakteristik
Static Charateristic
0
10
20
30
40
50
60
70
80
90
100
0 40 80 120 160
I2 [A]
U
2
[
V
]
Focus Tig 160 DCHP PFC
MMA Load li ne
TIG Load Line
TECHNISCHE DATEN
Stromquelle:
FOCUS TIG 160
DC HP PFC
Netzspannung (50Hz-60Hz) 1x230 V -40/+10%
Mindestgröße des Generators
9,5 kVA
Sicherung 16 A
Effektiver Netzstrom 12,9 A
max. Netzstrom 23,1 A
Leistung, 100% 2,7 kVA
Leistung, max. 6,3 kVA
Leerlaufleistung 280 W
Wirkungsgrad 0,9
Schweißstrombereich TIG 10-160 A
Schweißstrombereich MMA 10-160 A
Zulässige ED: MMA TIG
100% (40°) 100 A 110 A
60% (40°) 110 A 130 A
35% (40°) 160 A
30% (40°) 160 A
Leerlaufspannung
75 V
Elektrodendurchmesser 1,6 - 3,25 mm
Verlängerungskabel min. 2,5 mm²
Stromabsenkung
0 - 10 Sek.
Gasnachströmung
0 - 30 Sek.
TIG Zündung
HF/LIFTIG
1
Anwendungsklasse
S
2
Schutzklasse IP23S
Normen EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10
Dimensionen (LxBxH) 47x18x25 cm
Gewicht 10,7 kg
1
S Erfüllt die Anforderungen an Geräte zur Anwendung unter
erhöhter elektrischer Gefährdung
2
Geräte, die der Schutzklasse IP23s entsprechen, sind für den
Innen-und Außeneinsatz ausgelegt.
20
KONTROLLEINHEIT
Digitales Display
Das Schaltbrett ist mit einem Display ausgestattet,
das den Schweißstrom zeigt. Während Stand-by
kann der eingestellte Schweißstrom gesehen werden. Während
des Schweißens ist der aktuelle Strom zu ersehen.
Auskupplungsfehler
Das gelbe Diode zeigt an, daß die Maschine wegen
Überlastung überhitzt ist. Wenn der Zustand mit
Überhitzung aufhört, wird die Maschine automatisch
angekuppelt. Deshalb müssen die Schweißkabel ohne Gefahr
von unbeabsichtigter Erzeugung des Lichtbogens bei der
Wiederankupplung der Maschine angebracht werden.
Schweißspannung
Der Schweißspannungsanzeiger leuchtet aus
Sicherheitsgründen beim Anliegen einer Spannung
auf der Elektrode bzw. auf dem Brenner auf.
Schweißstrom
Die Stromstärke kann mit diesem Knopf eingestellt werden. Die Maschine ist ab 10 A bis
160 A einstellbar. Der eingestellte Wert wird im
Display gezeigt.
Funktionsknopf
Mit diesem Knopf kann zwischen MMA oder
WIG Schweißen, zwischen Zwei-Takt oder
Vier-Takt in WIG Schweißen, und Zündungsmethode in WIG Schweißen gewählt werden.
Dieses Symbol zeigt MMA Schweißen an.
Dieses Symbol zeigt WIG Schweißen an.
Zwei-Takt HF Zündung:
Dieses Symbol zeigt berührungsfreie Zündung an.
Den Lichtbogen wie folgt erzeugen:
1) Den Schweißbrenner so anbringen, daß die Wolfram-
elektrode sich hautnah an die Schweißstelle (1 or 2 mm)
befindet.
2) Brennertaste muß eingedrückt und festgehalten werden.
Der durch den Hochspannungsgenerator der Maschine
erzeugte Spannungsimpuls erzeugt den Lichtbogen, und der
Schweißbetrieb ist in Gang. Der Schweißbetrieb wird beendet, wenn der Brennerschaltknopf losgelassen wird. Der
Lichtbogen erlöscht nach Auslauf der Stromabsenkungszeit.
Vier-Takt HF Zündung:
Dieses Symbol bedeutet berührungsfreie Zündung.
Den Lichtbogen wie folgt erzeugen:
1) Den Schweißbrenner so anbringen, daß die Wolframelektrode sich hautnah an die Schweißstelle (1 or 2 mm)
befindet.
2) Die Brennertaste drücken. Der durch den Hochspannungsgenerator der Maschine erzeugte Spannungsimpuls erzeugt den Lichtbogen, und die Brennertaste kann
losgelassen werden. Um den Schweißbetrieb zu beenden
die Brennertaste wieder drücken und die Stromabsenkung
fängt an.
Der Lichtbogen erlöscht nach Auslauf der Stromabsen-
kungszeit und die Brennertaste kann losgelassen werden.
Wenn dies geschieht bevor die Stromabsenkungszeit ausgelaufen ist, wird den Schweißstrom sofort unterbrochen
und den Lichtbogen abgeschaltet.
Zwei-Takt LIFTIG:
Dieses Symbol bedeutet LIFTIG-Zündung. Den
Lichtbogen wie folgt erzeugen:
1) Den Schweißbrenner so anbringen, daß die Wolframelektrode mit der Schweißstelle Kontakt hat.
2) Brennertaste muß eingedrückt und festgehalten werden.
3) Der Lichtbogen wird durch Heben des Brenners erzeugt und
der Schweißbetrieb ist in Gang. Der Schweißbetrieb wird
beendet, wenn die Brennertaste losgelassen wird. Der Lichtbogen erlöscht nach Auslauf der Stromabsenkungszeit.
Vier-Takt LIFTIG:
Dieses Symbol bedeutet LIFTIG-Zündung. Den
Lichtbogen wie folgt erzeugen:
1) Den Schweißbrenner so anbringen, daß die Wolframelektrode mit der Schweißstelle Kontakt hat.
2) Die Brennertaste muß eingedrückt und dann losgelassen
werden.
3) Der Lichtbogen wird durch Heben des Brenners erzeugt.
Um den Schweißbetrieb zu beenden die Brennertaste
wieder drücken und die Stromabsenkung fängt an. Der
Lichtbogen erlöscht nach Auslauf der Stromabsenkungszeit
und die Brennertaste kann losgelassen werden. Wenn dies
geschieht bevor die Stromabsenkungszeit ausgelaufen ist,
wird den Schweißstrom sofort unterbrochen und den
Lichtbogen abgeschaltet.
Pulsschweißen
Mit diesem Knopf kann zwischen normales
Schweißen ohne Puls und Pulsschweißen gewechselt werden. Durch Anwendung der
respektiven Knöpfen können Basisstrom, Pulszeit und Basisstromzeit während des Puls-
schweißens für die gewünschten Werten eingestellt werden.
Basisstrom
Basisstrom ist in Prozent (0-100%) in Verhältnis zu
eingestelltem Schweißstrom eingestellt. Pulsstrom
wird mit derselbem Knopf wie der für Einstellung der
Schweißstrom eingestellt.
Pulszeit
Die Zeit für Pulsstrom wird zwischen 0,003 und
2 Sekunden eingestellt.
Basisstromzeit
Die Zeit für Basisstrom wird zwischen 0,003 und
2 Sekunden eingestellt.
21
Stromabsenkung
Wenn der Schweißbetrieb durch eine Betätigung der
Brennertaste beendet wird, geht die Anlage in eine
Stromabsenkphase über. Während dieser Phase wird
der Strom vom eingestellten Schweißstrom auf den Minimumstrom gesenkt. Die Dauer dieser Phase wird durch die Stromabsenkungszeit vorgegeben und wird in Sekunden zwischen 010 angezeigt.
Gasnachströmung
Die Gasnachströmzeit ist die Zeit vom Erlöschen des
Lichtbogens bis zur Unterbrechung der Gaszufuhr.
Die Zeit ist zwischen 0 - 30 Sek. variabel. Die Zeit ist
so eingestellt, daß die Wolfram Elektrode und Schweißstelle
gegen Oxidieren geschutzt sind.
Stromeinstellung
Interne Regelung:
Die Stromstärke wird am Drehregler auf der Elektronikbox neben das Display eingestellt.
Brennerregelung:
Die Einstellung des Schweißstroms erfolgt vom
Reglerpotentiometer am Brennerhandgriff aus, sofern
ein solches vorhanden ist. Die maximale Stromstärke sollte am
Drehregler auf dem Bedienungsfeld der Maschine eingestellt
werden. Danach kann der Regler zur Reduzierung der Stromstärke benutzt werden. Die maximale Stromstärke kann nicht
den Strom überstiegen, der auf Stromregler eingestellt ist.
Fernregelung
Einstellung mit Hilfe eines Fußhebel. Die maximale
Stromstärke sollte am Drehregler auf dem
Bedienungsfeld der Maschine eingestellt werden. Mit Hilfe eines
Fußhebel ist es möglich zwischen Minimum und Maximum des
auf dem Display eingestellten Stroms zu regulieren.
Die Maschine muss immer in 2-Takt Modus sein wenn der
Fußregler angeschloßen worden ist, und Wahl der Funktionen
4-Takt und Stromabsenkung ist nicht möglich.
Feste Funktionen
Mehrere Funktionen sind feste und können deshalb nicht vom
Display geändert oder ausgeschaltet werden.
Anti freeze
Die Anti-Klebe-Funktion ist immer aktiv.
Beim MMA-Schweißen kommt es vor, daß die Elektrode am
Werkstück klebenbleibt. Die Anlage stellt fest, daß die Elektrode
angeschweißt ist und senkt daraufhin den Schweißstrom auf
10 A.
Anschließend erstarrt das Schmelzbad und die Elektrode kann
abgebrochen werden. Danach kann wieder normal mit dem
Schweißbetrieb begonnen werden.
Gasvorströmung
Die Gasvorströmzeit ist die Zeit von der Betätigung des
Brennerschaltknopfes bis zum Einschalten der Hochfrequenz. In
LIFTIG dauert die Periode, bis der Brenner weg vom Werkstück
gehoben wird. Die Zeit ist auf 0,1 Sek. festgesetzt.
Sicherheitstimer
Der Hochspannungsgenerator wird automatisch ausgekuppelt,
und die Maschine wird rückgesetzt, wenn der Lichtbogen in
berühungsloser TIG-Zündmethode nach 2 Sek. nicht etabliert
ist.
WARTUNG
Um Funktionsstörungen zu vermeiden und um die Betriebssicherheit zu gewährleisten, muss die Anlage regelmäßig
gewartet und gereinigt werden.
Mangelnde oder fehlende Wartung beeinträchtigen die
Betriebssicherheit und führen zum Erlöschen von
Garantieansprüchen.
WARNUNG !
Wartungs- und Reinigungsarbeiten an der offenen
Schweißmaschine dürfen nur durch qualifiziertes
Fachpersonal durchgeführt werden. Unbedingt die Anlage
vom Versorgungsnetz trennen (Netzstecker ziehen !).
Ca. 10 Minuten warten, bis alle Kondensatoren entladen
sind, bevor mit Wartungs- und Reparaturarbeiten begonnen
wird.
Gefahr eines Stromschlages!
Stromquelle
- mit trockener Druckluft ausblasen
- muss mindestens einmal jährlich von einem qualifizierten
Kundendiensttechniker geprüft und gereinigt werden.

22
GARANTIEBEDINGUNGEN
Migatronic (im Folgenden als “der Lieferant” bezeichnet) führt
während des gesamten Produktionsprozesses eine ständige
Qualitätskontrolle sowie im Rahmen der Qualitätssicherung eine
abschließende Funktionsprüfung der komplett montierten
Schweißmaschinen durch.
Der Lieferant leistet gemäß den nachfolgenden Bedingungen
eine Garantie auf Behebung von Defekten an
Schweißmaschinen, wenn innerhalb der Garantiezeit
nachgewiesen werden kann, dass diese Defekte auf Materialoder Verarbeitungsfehlern beruhen.
Die Garantiezeit beträgt 24 Monate für neue
Schweißmaschinen, zwölf Monate für neue Zubehörartikel und
sechs Monate für Ersatzteile ab Datum der Rechnungsstellung
an den Endverbraucher von dem Lieferanten oder dem Händler
des Lieferanten. Die Originalrechnung dient als Nachweis für die
Garantiezeit.
Die Garantiezeit beträgt 12 Monate oder maximal 1.800
Betriebsstunden für die CoWelder-Lösung ab Datum der
Rechnungsstellung an den Endverbraucher von dem
Lieferanten oder dem Händler des Lieferanten. Die
Originalrechnung dient als Nachweis für die Garantiezeit.
Die Garantiezeit beträgt 24 Monate für neue
Schweißmaschinen, die in Roboter-, Automations- bzw.
CoWelder-Lösungen eingebaut sind, ab Datum der
Rechnungsstellung an den Endverbraucher von dem
Lieferanten oder dem Händler des Lieferanten. Die
Originalrechnung dient als Nachweis für die Garantiezeit.
Die Garantiezeit kann für ausgewählte Teile auf bis zu 60
Monate verlängert werden durch Registrierung von neuen
Schweißmaschinen auf www.migatronic.com spätestens 30
Tage ab dem Kaufdatum. Folgende Schweißmaschinen fallen
unter die erweiterte Garantiezeit: Automig, Automig-i, MIGxSerie, Omega-Serie, Sigma-Serie, Sigma Galaxy, Pi-Serie, Pi
Plasma, Zeta.
Schweißbrenner und Zwischenschlauchpakete werden als
Verschleißteile angesehen, und nur Defekte, die innerhalb von
12 Monaten nach Lieferung auftreten und durch Material- oder
Verarbeitungsfehler verursacht werden, werden als Garantiefall
anerkannt.
Weder verlängern noch erneuern Garantiereparaturen die
Garantiezeit.
Jeglicher Transport von Gütern oder Personen im
Zusammenhang mit einem Garantieanspruch ist nicht
Bestandteil der Garantie des Lieferanten und erfolgt auf eigene
Rechnung und eigenes Risiko des Käufers.
Siehe auch die kompletten Garantiebedingungen auf
www.migatronic.com
23
FRANÇAIS
Emission de bruit électromagnétique
Cet équipement de soudage est construit pour une utilisation
professionnelle et il respecte les demandes au standard européen
EN/IEC60974-10 (Class A). Ce standard a pour but d'assurer que
l'équipement de soudage n'est pas perturbé ou qu'il n'est pas la
source de perturbations pour d'autres appareils électriques suite à
l'émission de bruit électromagnétiques. Parce que l'arc aussi émet le
bruit une utilisation sans perturbations demande des précautions à
la mise en service et le marche de l'équipement. C'est l'utilisateur
qui doit prendre soin que d'autres équipements électroniques
dans l'espace ambiant ne soient pas dérangés.
Choses à considérer dans l'espace ambiant:
1. Câbles d'alimentation et câbles pilotes sur le lieu de soudage
qui sont connectès aux autres appareils électriques.
2. Emetteurs et récepteurs radioélectrique et de télévision.
3. Ordinateurs et systèmes de contrôle électroniques.
4. Equipements de sécurité comme équipements de contrôle et de
surveillance de processus.
5. Personnes qui utilisent stimulateurs cardiaques et appareils
acoustiques.
6. Equipement de calibrage et de mesurage.
7. L'heure du jour où auront lieu le soudage et autres activités.
8. La structure et l'emploi du bâtiment.
Si l'équipement de soudage est utilisé dans les quartiers
d'habitations il peut y avoir besoin des précautions particuliers (p.ex.
information sur travaux de soudage temporaire).
Méthode pour minimiser l'émission de bruit électromagnétique:
1. Eviter l'utilisation d'équipement qui sera dérangé.
2. Utiliser les câbles de soudage courts.
3. Placer les câbles de soudage négatif et positif près l'un à l'autre.
4. Placer les câbles de soudage au niveau du plancher.
5. Séparer les câbles pilotes des câbles d'alimentation.
6. Protéger les câbles pilotes par un écran par exemple.
7. Isoler l'alimentation des appareils sensitifs.
8. Protection de l'installation complète peut être considérée dans
des cas particuliers.
AVERTISSEMENT
Le soudage et coupage de l'arc porte une risque pour l'utilisateur et son entourage si utiliser d'une façon incorrecte. Pour
ce raison il faut seulement utiliser l'équipement en observant les instructions de sécurité adéquates. Surtout faut-il
observer le suivant:
Risque électrique
- L’équipement de soudage doit respecter les consignes de sécurité et être impérativement installé par du personnel qualifié et
formé à cet effet. La machine doit être raccordée à la terre via le câble d’alimentation principal.
- Assurez-vous du bon entretien de l’équipement de soudage.
- En cas de câbles ou d’isolation endommagés, arrêter immédiatement tout travail afin de procéder aux réparations nécessaires.
- Les opérations de réparation et de maintenance sur l’équipement ne peuvent être effectuées que par du personnel qualifié et
formé à cet effet.
- Eviter tout contact à mains nues avec des composants sous tension du circuit de soudage ou des électrodes ou des fils. Veillez à
toujours utiliser des gants de soudeur secs et intacts.
- Assurez-vous que vous êtes correctement isolé de la terre (utilisez par exemple des chaussures à semelle de caoutchouc).
- Adoptez une position de travail stable et sûre (pour éviter par exemple tout risque d’accident par chute).
Lumière de soudage et coupage
- Protégez les yeux parce qu'une brève exposition suffit pour avoir des conséquences irréversibles pour la vue. Utilisez une
cagoule de soudage avec le densité prescrit.
- Protégez le corps contra la lumière de l'arc parce que les rayonnements de la lumière attaquent la peau. Utilisez des vêtements
de protection qui couvrent tout le corps.
- Dans la mesure du possible, il faut séparer le lieu de travail de son environnement, et signaler aux personnes à proximité du lieu
de travail le risque inhérent à la lumière de l'arc.
Fumées de soudage et gaz
- Les fumées et gaz qui se forment lors du soudage sont toxiques à inhaler. Prenez les mesures adéquates: aspiration et aération
suffisante.
Danger d'incendie
- Le rayonnement et les étincelles de l'arc peuvent causé un incendie. Enlever les objets inflammables du lieu de soudage.
- Les vêtements de soudage doivent aussi être protégé contre les étincelles et les éclaboussures de l'arc. (Utilisez par exemple un
tablier inflammable et fait attention aux poches ouvertes).
- Des règlements spéciaux existent pour les pièces avec un risque d'incendie ou d'explosion. Ces règlements doivent être
appliqués
Bruit
- L’arc produit un bruit acoustique, et le niveau de bruit dépend du travail de soudage. Dans certain cas on aura besoin d’utiliser un
protecteur d’oreilles.
Secteurs dangereux
- Des précautions particulières doivent être prises quand le soudage est effectué dans des secteurs clos ou en hauteur et qu’il y a
un risque de chute en contrebas.
Positionnement de la machine
- Placez la machine de soudure de telle façon qu’il n’y est aucun risque de chute pour la machine
- Des règlements spéciaux existent pour les pièces avec un risque d'incendie ou d'explosion. Ces règlements doivent être
appliqués
Emploi de la machine pour autres buts que son intention (p.ex. dégourdissement des conduites d’eau) est sérieusement
déconseillée et un cet emploi est fait à vos risques et périls.
Avant installation et mise en service de l'équipement
il faut lire ce manuel d'instruction soigneusement!
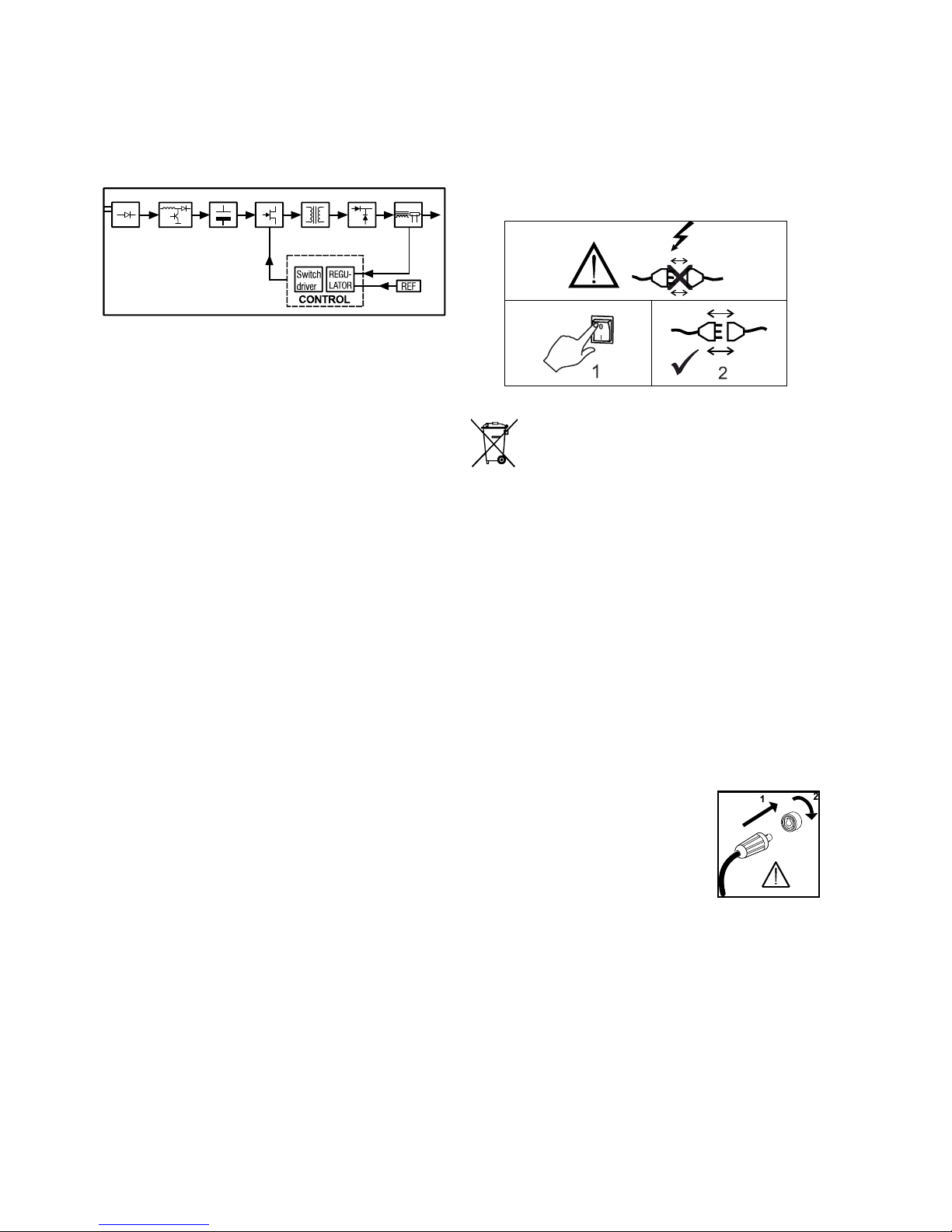
24
DESCRIPTION GÉNÉRALE
Le FOCUS TIG 160 DC HP PFC est une soudeuse monophasée dont la technologie repose sur le principe de l’onduleur.
Ordinogramme FOCUS TIG 160 DC HP PFC
La soudeuse FOCUS TIG 160 DC HP PFC est principalement
conçue pour le soudage TIG. Elle offre les fonctions suivantes :
- durée d’évanouissement réglable
- durée réglable de fin de gaz
- option mode 2 temps et 4 temps
- sélection de l’amorçage par contact (PAE) ou par HF
- réglage du courant par commande à distance sur corps de la
torche TIG
- Affichage numérique
La machine est également conçue pour le soudage à
l’électrode enrobée et est dotée de la fonction
anti-collage de l’électrode.
En mode amorçage par contact (PAE), l’arc TIG s’amorce en
touchant la pièce avec l’électrode de tungstène. La gâchette de
la torche est alors activée et l’arc établi en écartant l’électrode
de la pièce.
En mode HF, l’arc TIG est établi sans contact avec la pièce
mais via une impulsion à haute fréquence en activant la
gâchette de la torche.
MISE EN SERVICE
Raccordement secteur
La machine doit être raccordée à une alimentation secteur et
raccordée à la terre. Une fois la fiche raccordée au câble
d’alimentation secteur (1), la machine est prête à être utilisée.
Notez que le raccordement doit être effectué par du personnel
qualifié. La machine est mise sous tension ou hors tension au
moyen du commutateur (2) situé sur sa face arrière.
Veillez à mettre le produit au rebut selon les normes et
réglementations locales. Vous trouverez plus
d’informations sur notre site www.migatronic.com sur la
page « policies »
Configuration
MIGATRONIC décline toute responsabilité en cas de dommages
causés sur les câbles ou autres résultant de l’utilisation de torches
ou de câbles de soudage trop petits selon les spécifications de
soudage pour supporter par exemple la charge admissible.
Utilisation de générateurs
Cette machine de soudage est compatible avec toutes les
alimentations secteur qui délivrent un courant et une tension de
forme sinusoïdale et qui n’excèdent pas les plages de tension
autorisées, indiquées dans les spécifications techniques.
Les générateurs motorisés conformes aux conditions ci-dessus
peuvent servir de source d’alimentation principale. Consultez votre
fournisseur de générateur avant de connecter votre machine de
soudage.
Migatronic préconise l’utilisation d’un générateur muni d’un
régulateur électronique et d’une alimentation d’au moins 1,5 x la
consommation maximale en kVA de la machine de soudage. La
garantie ne couvre pas les dommages provoqués par une
alimentation secteur inadaptée ou défectueuse.
Important !
Afin d’éviter tout endommagement des fiches
et des câbles, il est important de veiller au
bon contact électrique lors du raccordement
du câble de retour et de la torche à la
machine.
Raccordement des câbles de soudage
Raccorder les câbles de soudage ainsi que le câble de masse à la
façade de la machine.
Veiller à tourner la fiche d’un quart de tour après insertion dans la
fiche. Dans le cas contraire, une résistance de contact excessive
pourrait endommager le câble.
Toujours brancher le câble TIG sur le moins (-) (3) et le câble de
masse sur le plus (+) (4).
Les signaux de commande émis par la torche TIG sont convertis
dans la machine grâce à la fiche circulaire à 7 broches (5). Une fois
la fiche montée, la bloquer en tournant le « circulateur » dans le
sens des aiguilles d’une montre.
ÉLECTRODES ENROBÉES : les électrodes sont repérées en
fonction de la polarité sur l’emballage. Raccorder le porte-électrode
au plus ou au moins de la machine en fonction du marquage
indiqué.
 Loading...
Loading...