

Migatronic FOCUS STICK 160E PFC Instruction Manual
FOCUS STICK 160 E PFC
Brugsvejledning
Instruction manual
Betriebsanleitung
Manuel d’instruction
Bruksanvisning
Manuale d'istruzione
Gebruikershandleiding
Käyttöohje
Gépkönyv
Manual de instruções
Instrukcja obsługi
Руководство по эксплуатации
Valid from 2014 week 21 50113137 K
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: FOCUS STICK 160 E PFC
As of week 02, 2013
conforms to directives 2006/95/EC
2004/108/EC
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 7 January 2013.
Anders Hjarnø Jørgensen
CEO

DK – INDHOLDSFORTEGNELSE : - Advarsel / Elektromagnetisk støjudstråling ........................................................ 5
- Generel beskrivelse ............................................................................................. 6
- Ibrugtagning .................................................................................................... 7 - 8
- Betjeningsvejledning ........................................................................................... 8
- Fejlsøgning / Tekniske data / Vedligeholdelse ................................................... 9
- Kredsløbsdiagram ............................................................................................. 83
GB – CONTENTS : - Warning / Electromagnetic disturbances .......................................................... 11
- General description ........................................................................................... 12
- Initial operation .................................................................................................. 13
- Initial instructions / Fault location ...................................................................... 14
- Technical specifications / Maintenance ............................................................ 15
- Circuit diagram .................................................................................................. 83
D – INHALTSVERZEICHNIS : - Warnung / Elektromagnetische Störungen ...................................................... 17
- Allgemeine Beschreibung ................................................................................. 18
- Inbetriebnahme .................................................................................................. 19
- Bedienung / Fehlersuche .................................................................................. 20
- Technische Daten / Wartung ............................................................................ 21
- Koppeldiagramm ............................................................................................... 83
F – INDEX : - Avertissement / Emission de bruit électromagnétique ..................................... 23
- Description générale ......................................................................................... 24
- Operation initiale ................................................................................................ 25
- Instruction initiale / Localisation d’erreur ........................................................... 26
- Données techniques / Maintenance ................................................................. 27
- Diagramme de circuit ........................................................................................ 83
S – INNEHÅLLSFÖRTECKNING : - Varning / Elektromagnetiska störfält ................................................................. 29
- Allmän beskrivning ............................................................................................ 30
- Igångsättning ..................................................................................................... 31
- Betjäningsvägledning / Felsökning ................................................................... 32
- Teknisk data / Underhåll ................................................................................... 33
- Kretsloppsdiagram ............................................................................................ 83
I – INDICE : - Attenzione / Emissioni elettromagnetiche ........................................................ 35
- Descrizione generale ......................................................................................... 36
- Operazioni iniziali .............................................................................................. 37
- Istruzioni iniziali / Ricerca guasti ....................................................................... 38
- Dati tecnici / Manutenzione ............................................................................... 39
- Diagrammi circuitali ........................................................................................... 83
NL – INHOUD : - Waarschuwing / Elektromagnetische emissie .................................................. 41
- Algemene beschrijving ...................................................................................... 42
- Inwerkingstelling ................................................................................................ 43
- Instructies / Foutmeldingen ............................................................................... 44
- Technische gegevens / Onderhoud .................................................................. 45
- Electrisch schema ............................................................................................. 83
FIN – SISÄLTÖ : - Varoitus / Sähkömagneettiset häiriöt ................................................................ 47
- Yleistä ................................................................................................................ 48
- Käyttöönotto ....................................................................................................... 49
- Käyttö / Vianetsintä ........................................................................................... 50
- Tekniset tiedot / Huolto ...................................................................................... 51
- Kytkentäkaavio .................................................................................................. 83
HU – TARTALOMJEGYZÉK : - Figyelmeztetés / Elektromágneses zavarok ..................................................... 53
- Általános leírás .................................................................................................. 54
- Üzembehelyezés ............................................................................................... 55
- Használat / Hibakeresés ................................................................................... 56
- Műszaki adatok / Karbantartás ......................................................................... 57
- Kapcsolási rajz .................................................................................................. 83
PT – ÍNDICE : - Aviso / Perturbações Electromagnéticas .......................................................... 59
- Descrição geral .................................................................................................. 60
- Funcionamento inicial........................................................................................ 61
- Instruções iniciais / Fault location ..................................................................... 62
- Dados técnicos / Manutenção .......................................................................... 63
- Esquema eléctrico ............................................................................................. 83
PL – SPIS TREŚCI : - Ostrzeżenie / Zakłócenia elektromagnetyczne ................................................ 65
- Opis ogólny ........................................................................................................ 66
- Eksploatacja wstępna ....................................................................................... 67
- Wstępne instrukcje / Lokalizacja awarii ............................................................ 68
- Specyfikacje techniczne / Konserwacja ........................................................... 69
- Schemat połączeń ............................................................................................. 83
RU – СОДЕРЖАНИЕ: - Предупреждения / Электромагнитные излучения .................................... 71
- Общее описание ............................................................................................. 72
- Начало работы ................................................................................................ 73
- Первоначальные указания / Поиск неисправностей ................................ 74
- Технические данные / Техническое обслуживание .................................. 75
- Электрическая схема ..................................................................................... 83

5
DANSK
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse,
overholder kravene i den europæiske standard
EN/IEC60974-10 (Class A). Standarden har til formål at sikre, at
svejseudstyr ikke forstyrrer eller bliver forstyrret af andet elektrisk
udstyr som følge af elektromagnetisk støjudstråling. Da også
lysbuen udsender støj, forudsætter anvendelse uden forstyrrelser, at
der tages forholdsregler ved installation og anvendelse. Brugeren
skal sikre, at andet elektrisk udstyr i området ikke forstyrres.
Følgende skal tages i betragtning i det omgivne område:
1. Netkabler og signalkabler i svejseområdet, som er tilsluttet
andre elektriske apparater.
2. Radio- og fjernsynssendere og modtagere.
3. Computere og elektroniske styresystemer.
4. Sikkerhedskritisk udstyr, f.eks. overvågning og processtyring.
5. Brugere af pacemakere og høreapparater.
6. Udstyr som anvendes til kalibrering og måling.
7. Tidspunkt på dagen hvor svejsning og andre aktiviteter,
afhængig af elektrisk udstyr, foregår.
8. Bygningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være
nødvendigt at tage særlige forholdsregler (f.eks. information om
midlertidigt svejsearbejde).
Metoder til minimering af forstyrrelser:
1. Undgå anvendelse af udstyr, som kan blive forstyrret.
2. Anvend korte svejsekabler.
3. Læg plus- og minuskabel tæt på hinanden.
4. Placer svejsekablerne på gulvniveau.
5. Fjern signalkabler i svejseområdet fra netkabler.
6. Beskyt signalkabler i svejseområdet f.eks. med skærmning.
7. Benyt isoleret netforsyning til følsomme apparater.
8. Overvej skærmning af den komplette svejseinstallation.
ADVARSEL
Lysbuesvejsning og -skæring kan ved forkert brug være farligt for såvel bruger som omgivelser. Derfor
må udstyret kun anvendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være
opmærksom på følgende:
Elektrisk stød
- Svejseudstyret skal installeres forskriftsmæssigt. Maskinen skal jordforbindes via netkablet.
- Sørg for regelmæssig kontrol af maskinens sikkerhedstilstand.
- Beskadiges kabler og isoleringer, skal arbejdet omgående afbrydes og reparation foretages.
- Kontrol, reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
- Undgå berøring af spændingsførende dele i svejsekredsen eller elektroder med bare hænder. Brug aldrig
defekte eller fugtige svejsehandsker.
- Isolér Dem selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).
- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).
- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).
Svejse- og skærelys
- Beskyt øjnene, idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med
foreskrevet filtertæthed.
- Beskyt kroppen mod lyset fra lysbuen, idet huden kan tage skade af stråling. Brug beskyttende beklædning, der
dækker alle dele af kroppen.
- Arbejdsstedet bør om muligt afskærmes, og andre personer i området advares mod lyset fra lysbuen.
Svejserøg og gas
- Røg og gasser, som dannes ved svejsning, er farlige at indånde. Sørg for passende udsugning og ventilation.
Brandfare
- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.
- Arbejdstøjet skal være sikret mod gnister og sprøjt fra lysbuen. Brug evt. brandsikkert forklæde og pas på
åbenstående lommer.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Støj
- Lysbuen frembringer akustisk støj, og støjniveauet er betinget af svejseopgaven. Det vil i visse tilfælde være
nødvendigt at beskytte sig med høreværn.
Farlige områder
- Særlig forsigtighed skal udvises når svejsearbejdet foregår i lukkede rum eller i højder hvor der er fare for at
falde ned.
Placering af svejsemaskinen
- Placer svejsemaskinen således, at der ikke er risiko for, at den vælter.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Anvendelse af maskinen til andre formål end det, den er beregnet til (f.eks. optøning af vandrør) frarådes og sker i
givet tilfælde på eget ansvar.
Gennemlæs denne betjeningsvejledning omhyggeligt,
inden udstyret installeres og tages i brug!
6
GENEREL BESKRIVELSE
FOCUS STICK 160E PFC er en enfaset svejsemaskine, som
bygger på Power Mosfets teknologien. Den er specielt udviklet til industrisektoren, hvor hurtig og enkel indsats er påkrævet. Brug af inverterteknologi har gjort det muligt at bygge en
kompakt og meget let svejsemaskine, som kan svejse med
alle typer elektroder (ikke højudbytte-elektroder) op til
160 amp.
Den lave vægt og det kompakte design gør
FOCUS STICK 160E PFC særdeles velegnet til montageopgaver, reparationer, nødreparationer og lignende direkte på
stedet.
Maskinens elektronik sørger for at holde svejsestrømmen
stabil på det indstillede niveau, idet den automatisk efterregulerer for netspændings- og belastningsvariationer.
FOCUS STICK 160E PFC er meget let at betjene, idet den
kun er udstyret med én knap til trinløs regulering af svejsestrømmen i området 20-160 A.
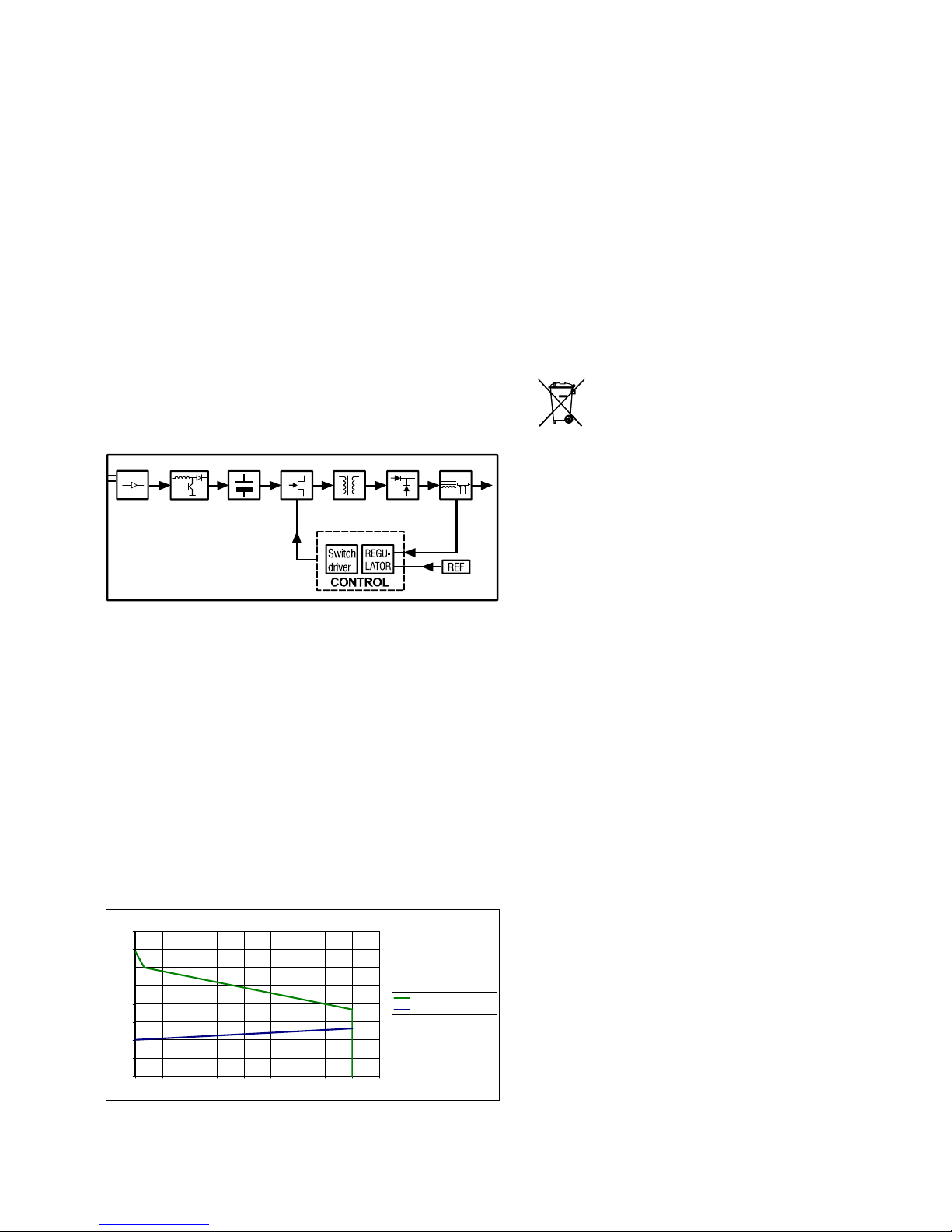
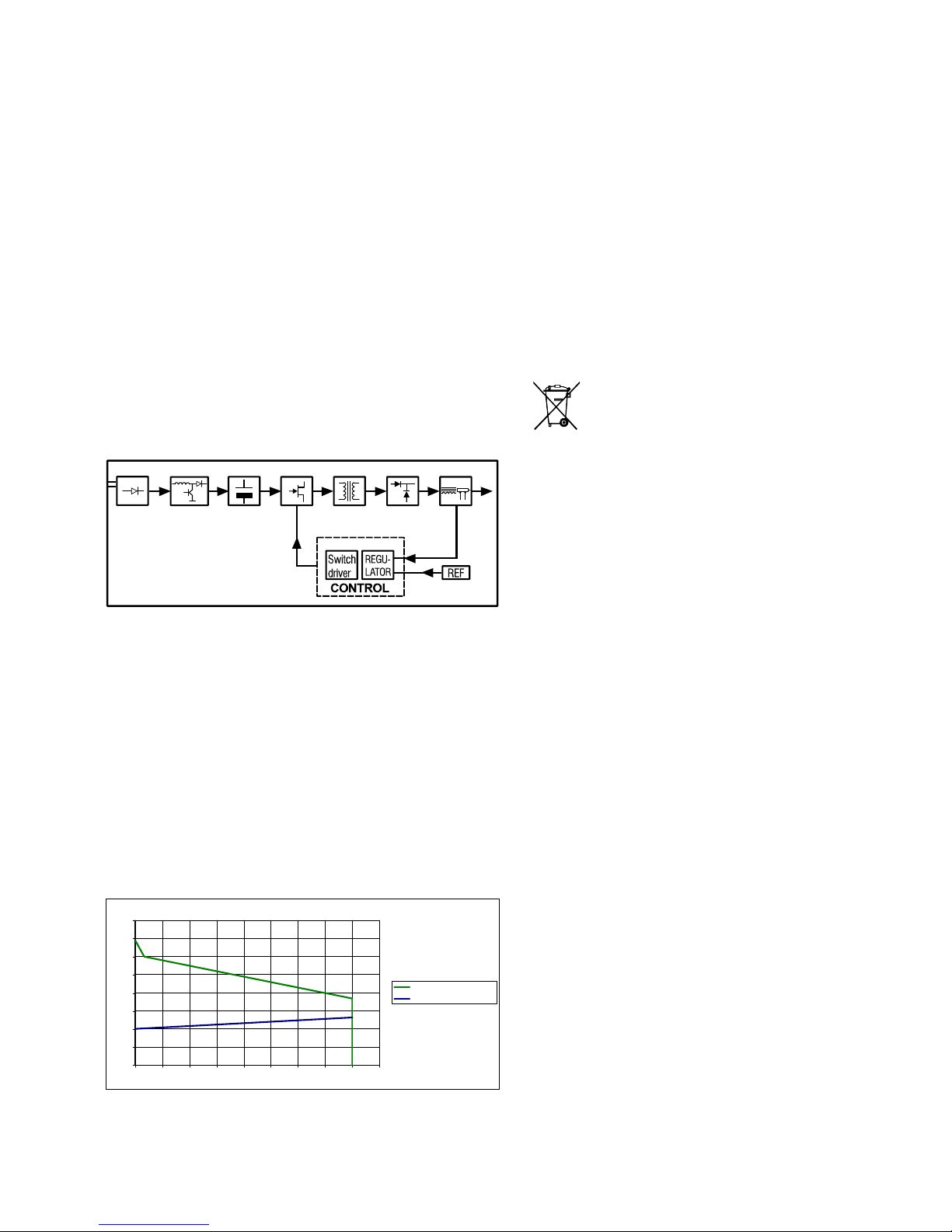
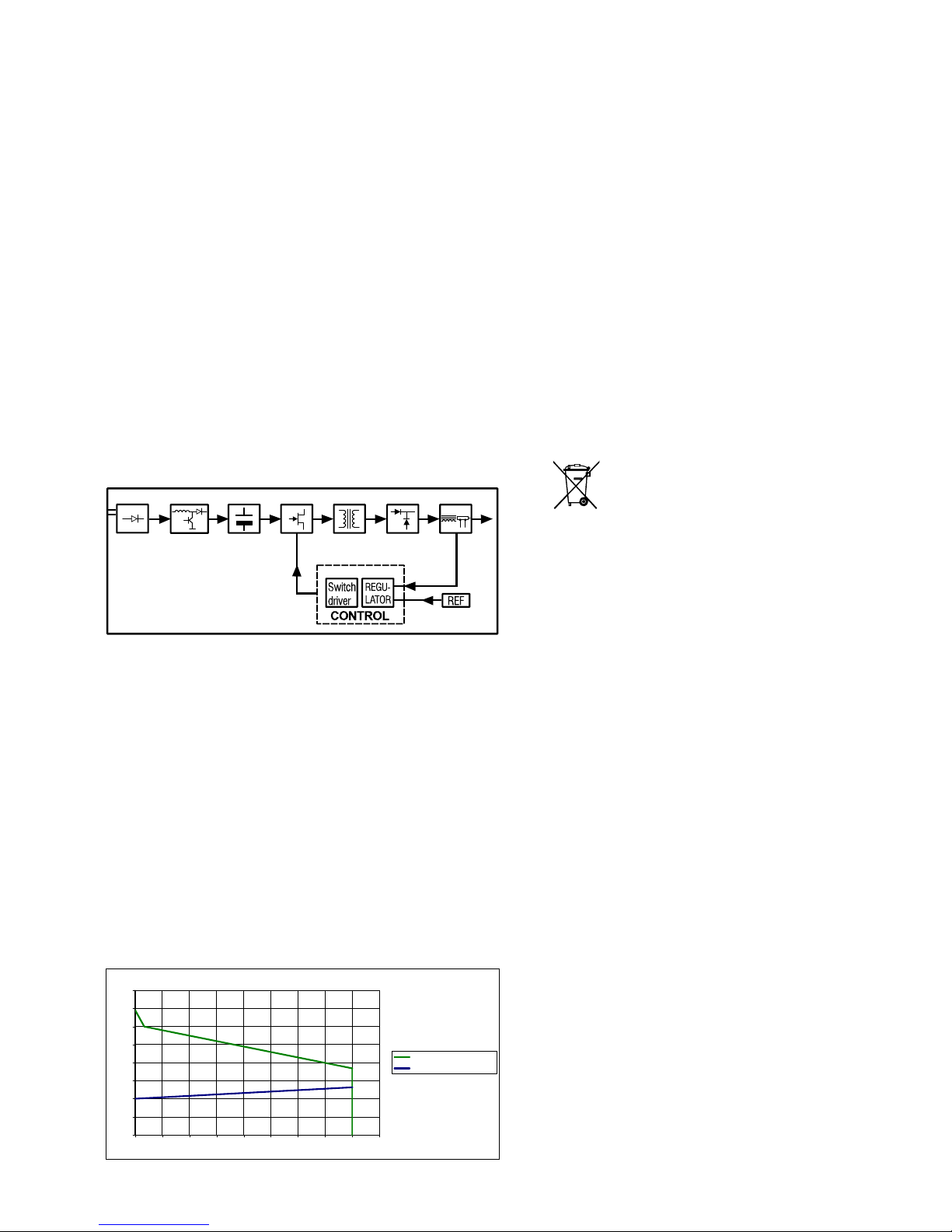
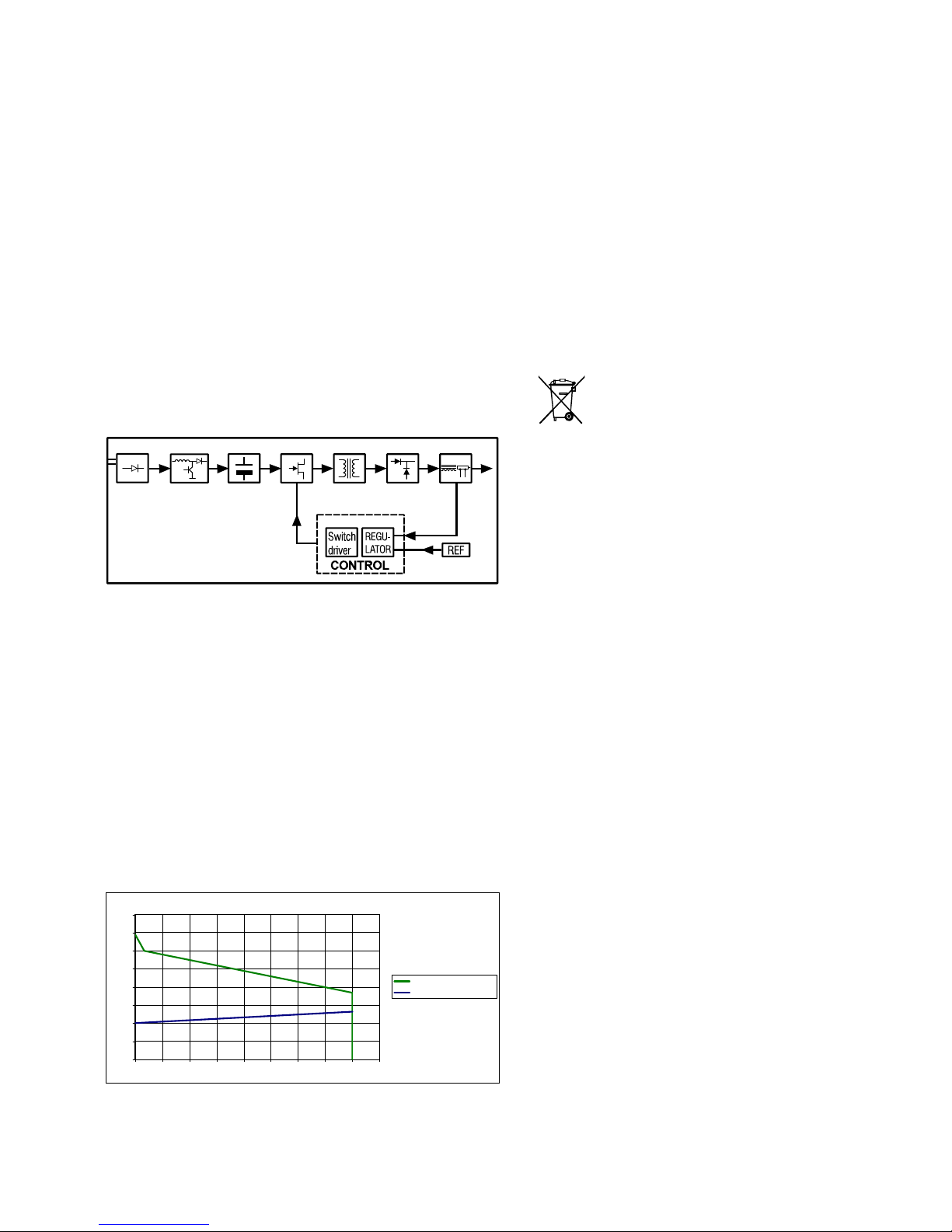
Blokdiagrammet illustrerer princippet i maskinen.
Maskinen er udstyret med følgende faste funktioner:
Hotstart:
Er en funktion, som hjælper med til at etablere lysbuen ved
elektrodesvejsningens start. Dette gøres ved at øge svejsestrømmen (når elektroden sættes mod emnet) i forhold til den
indstillede strøm. Funktionen letter tændingen af elektroden,
så opgaven hurtigere startes op, og der opnås derved et
hurtigere og bedre svejseresultat.
Lysbuestabilisering:
Når lysbuen og smeltebadet er etableret, sørger funktionen
for, at lysbuen vedbliver at være stabil, og at der dermed
opnås en mere ensartet svejsning.
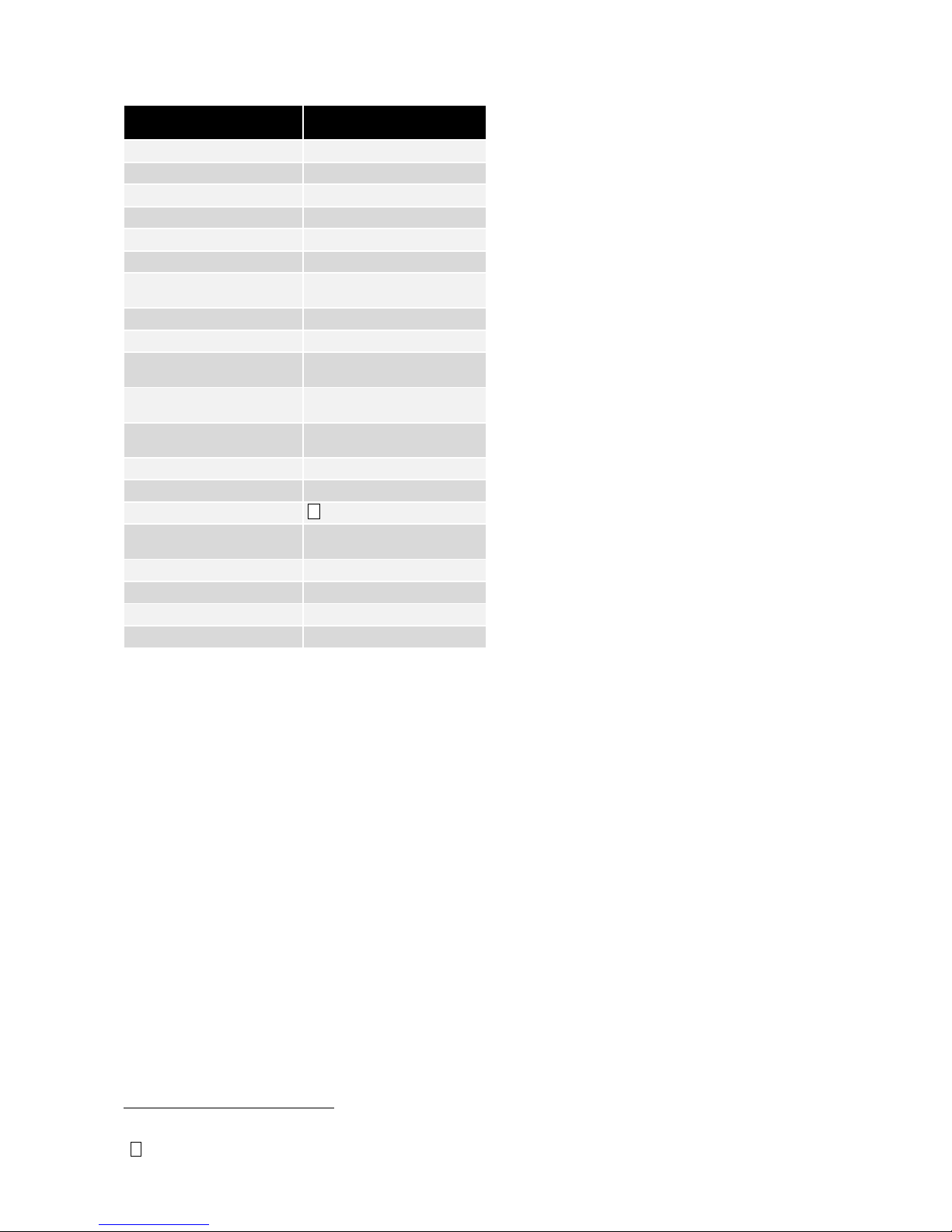
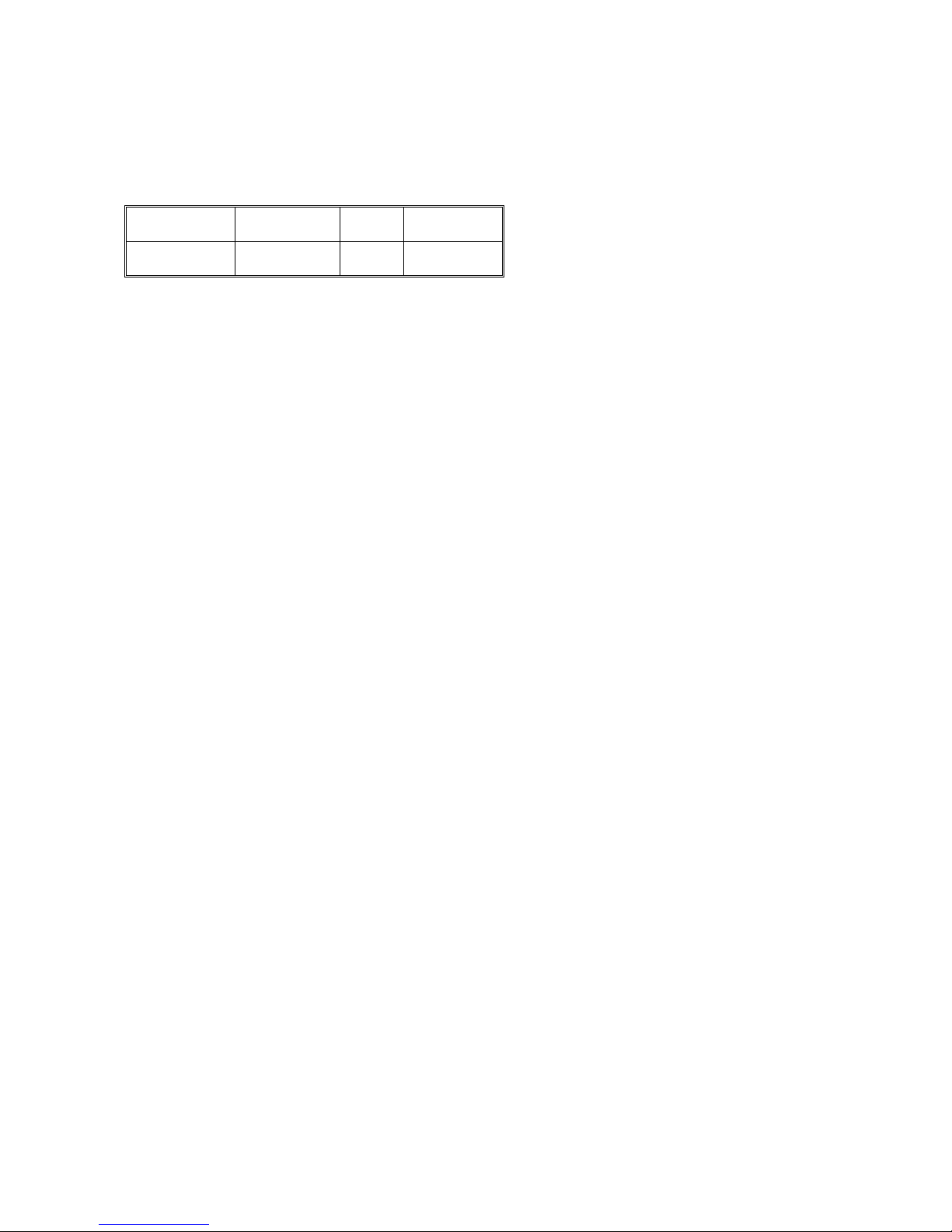
Statisk karakteristik
Som det kan ses af den statiske karakteristik, yder maskinen
op til 160A ved 26V.
Static Characteristic
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 20 40 60 80 100 120 140 160 180
I [A]
U
[
V
]
FOCUS STICK 160 E PFC
Load line
Vær opmærksom på at anvendelse af forlængerkabler reducerer maskinens maksimale
ydeevne. Ligeledes vil elektroder, der har
højere arbejdsspænding end den specifikke
lysbuekarakteristik, også reducere den maksimale svejsestrøm.
Kontakt din lokale MIGATRONIC forhandler
der kan rådgive dig med hensyn til:
- Personlig sikkerhed
- Miljø
- Tilsatsmateriale
- etc.
Bortskaf produktet i
overensstemmelse med gældende
regler og forskrifter.
www.migatronic.com/goto/weee

7
IBRUGTAGNING
Installationsvejledning specielt for Danmark
Før maskinen kan tages i brug skal den monteres med et
netstik, hvilket skal foretages af autoriseret og kvalificeret
personale.
Type Netspænding Sikring Netkabel
FOCUS STICK
160E PFC
230V 16A 3x2,5mm
2
Maskinen er ikke leveret med et normalt dansk netstik med
jord, men med et almindeligt kendt Schuko-stik for 230V
samt en adapter. Dette skyldes at maskinen ikke må
forsynes fra almindelige boligstikkontakter, ligegyldigt om
det er med eller uden jord, idet maskinens mærkestrøm
overstiger 13 A.
Netstikket skal enten være den danske flerfasede stikprop efter afsnit 107-2-D1 i stærkstrømsreglementet,
normblad DK6-1a, eller en "industristikprop" efter
EN60309-2, normblad 2-II eller 2-IV. Anvendes en flerfaset stikprop kan der vælges en vilkårlig "L" og de
øvrige skal ikke forbindes.
Stikprop
s
y
mbol
Lednings-
farve
Funktion
Gul/
g
røn Sikkerhedsleder (jord
)
N Blå Nul-leder
L brun Fase-leder
Stikprop
efter afsnit 107-2-D1 i
stærkstrømsreglementet
:
"Industristikprop" efter
EN60309-2:
Enfaset (Blå)
Trefaset (Rød)
Nettilslutning
Efter montering af netstikket er maskinen klar til brug.
Maskinen fungerer optimalt og tilfredsstillende, hvis spændingen holdes over den tilladte minimale spænding.
Advarsel! Der er overhængende fare for at forlængerkablet
ødelægges, hvis det er oprullet, når maskinen anvendes,
idet kablet ikke køles tilstrækkeligt. Forlængerkabel må
ikke samtidigt anvendes til forsyning af andet udstyr.
Tilslutning af svejsekabler
Svejsekablerne tilsluttes i fronten af maskinen.
Vær opmærksom på at stikket skal drejes ca. en
kvart omgang, efter at kablet er stukket ind i
bøsningen. Hvis ikke stikket er korrekt monteret,
vil det blive beskadiget på grund af for stor
kontaktmodstand og vil dermed også forårsage
skade på maskinen. Enhver forlængelse af
svejsekabler reducerer maskinens maksimale
ydeevne. Dette skyldes, at kablets elektriske
modstand giver et spændingsfald, som er direkte
afhængig af kablets længde.
Konfigurering
Hvis maskinen udstyres med svejsebrænder og
svejsekabler, der er underdimensioneret i forhold
til svejsemaskinens specifikationer f.eks. med
hensyn til den tilladelige belastning, påtager
MIGATRONIC sig intet ansvar for beskadigelse af
kabler, slanger og eventuelle følgeskader.
Generatordrift
Denne svejsemaskine kan anvendes på alle forsyninger, som afgiver sinusformet strøm og spænding, og som ikke overskrider de tilladte spændingstolerancer, der er angivet i de tekniske data.
Motoriserede generatorer, som overholder ovenstående, kan anvendes som forsyning. Spørg altid
generatorleverandøren til råds før du tilslutter din
svejsemaskine.
MIGATRONIC anbefaler at anvende en generator, der har elektronisk regulator og som kan
levere mindst 1,5 x svejsemaskinens maksimale
kVA forbrug.
Garantien bortfalder ved skader, som er opstået
på grund af forkert eller dårlig forsyning.
Brug af maskinen
Under svejsning sker der en opvarmning af forskellige dele i maskinen, og disse dele afkøles
igen, når der holdes pause.
Ved normal brug vil det ikke være muligt at overbelaste maskinen, idet den kan arbejde kontinuerligt med en belastning på 100A ved MMA svejsning. Hvis maskinen indstilles til en svejsestrøm
højere end 100 A, vil der være behov for perioder
til afkøling. Højere strøm og højere omgivelsestemperatur medfører længere afkølingsperioder.
Længden af afkølingsperioderne er afhængig af
strømindstillingen, og der må ikke afbrydes for
maskinen under afkølingen. Hvis der ved brug af
maskinen ikke er tilstrækkeligt lange perioder til
afkøling, vil termosikringen automatisk afbryde
svejsningen, og den gule lampe vil lyse og angive,
at maskinen er koblet ud på grund af overbelastning.
Når maskinen er tilstrækkeligt afkølet, slukker
lampen, og maskinen er klar til brug igen.
Den tilladelige belastning kan ses i afsnittet
"Tekniske data".
8
Eksempel:
60% belastning ved MMA svejsning betyder, at der
ved en strømindstilling på 120 A skal være en afkølingsperiode på 4 minutter efter en svejseperiode på
6 minutter, idet der ved ovenstående beregning
forudsættes 10 minutter mellem starten af hver
svejseperiode.
Maskinen er udviklet specielt til lettere
svejseopgaver og er derfor ikke beregnet til at arbejde med meget høj belastning gennem længere tid.
Håndtering
Maskinens håndtag har den fornødne styrke til
transport af maskinen, herunder også løft med kran.
Under drift må maskinen ikke bæres af eller fastgøres til personer.
Placering
Maskinens lave tyngdepunkt gør, at den står meget
stabilt på skrå flader; dog skal den under drift placeres således, at træk i kabler etc. ikke bevirker, at
den vælter. Det skal påses, at maskinens luftindtag
og -udtag ikke blokeres, og maskinen må ikke placeres, så køleluftens frie passage hindres.
Ved anvendelse i højder, på stilladser etc. skal maskinen fastgøres forsvarligt, og håndtaget kan anvendes hertil.
Ved anvendelse af maskinen til andre formål end
svejsning fralægger Migatronic sig ethvert ansvar.
BETJENINGSVEJLEDNING
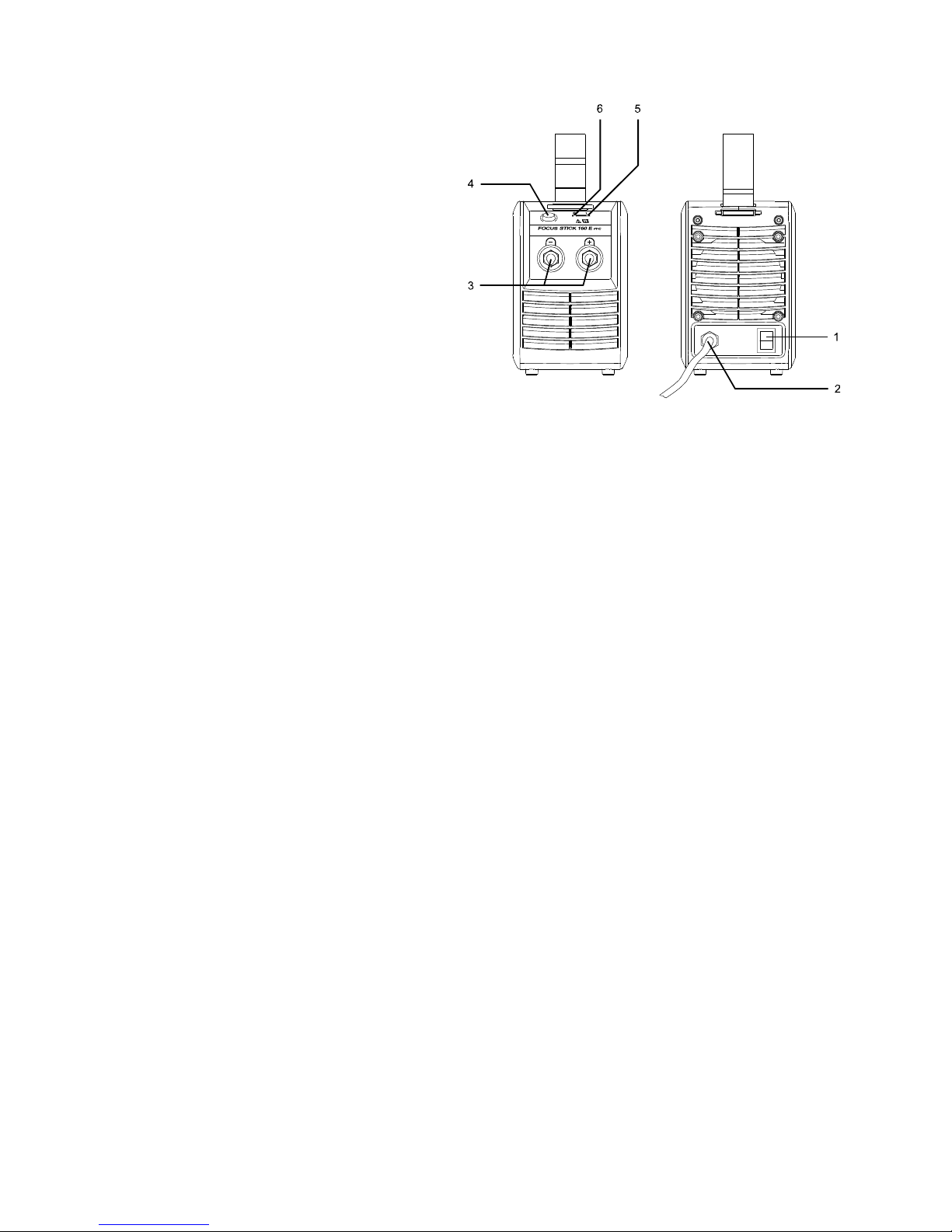
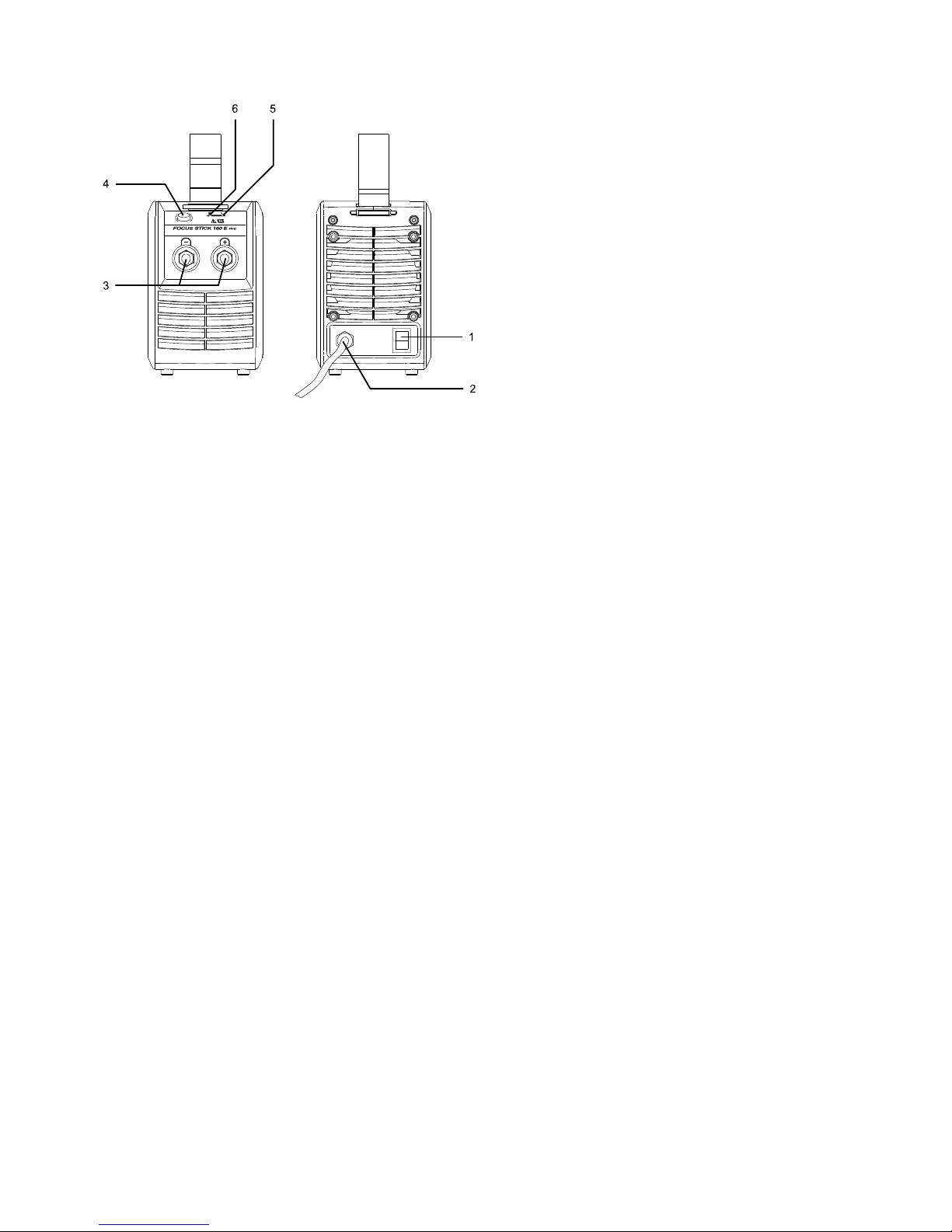
Generelt
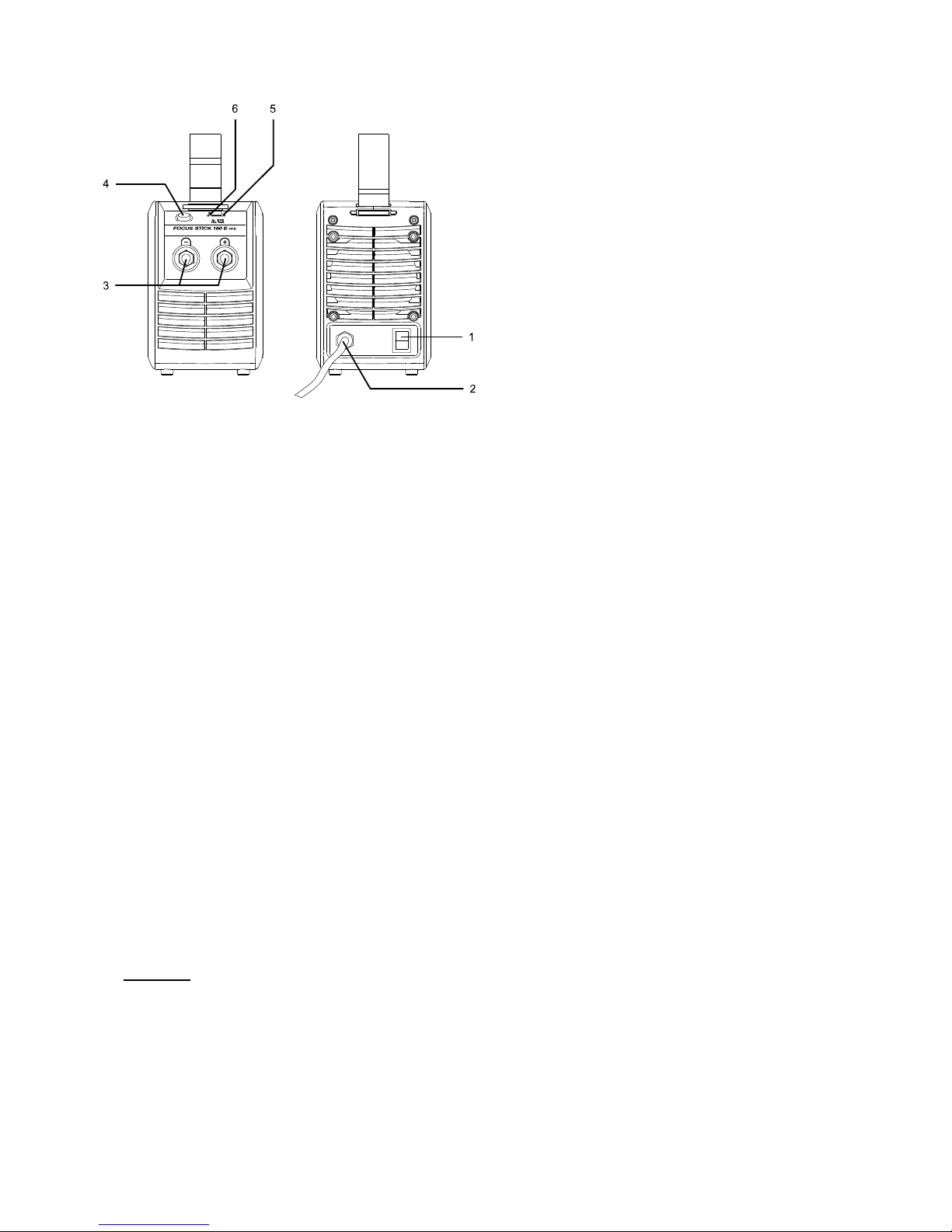
1. Hovedafbryder
Med denne knap tændes og slukkes maskinen. Når
man slukker på hovedafbryderen kan der fremkomme en klikkende lyd fra maskinen, samtidigt med
at den grønne lysdiode på fronten (6) blinker. Dette
er helt normalt og ikke en fejl.
2. Netkabel
Indgang til netkabel.
3. Svejsekabelstik
Plus/minusudtag.
Elektrodekablet monteres på maskinens plus/minusudtag i overensstemmelse med elektrodens polaritet,
og returstrømkablet monteres i det resterende udtag.
4. Svejsestrøm
Svejsestrømmen justeres på denne knap.
Strømmen indstilles i området 20-160A.
5. Overophedning
Hvis den gule lampe lyser, er det fordi, maskinen
kobler ud pga. overophedning.
Overophedningen opstår, fordi maskinen belastes
mere, end den er beregnet til, men den indkobles
automatisk, når temperaturen er faldet, hvilket vises
ved at lampen slukker.
Advarsel:
Ved overophedning er det vigtigt at anbringe elek-
trodeholder/brænder således, at der ikke er risiko for,
at der dannes lysbue, når maskinen automatisk
genindkobler.
6. Den grønne lysdiode lyser når maskinen er
tændt.

9
FEJLSØGNING
Reparation må kun foretages af Migatronic personale.
Fejlsymptom:
Maskinen virker ikke:
Der er ingen netforsyning, eller netsikringen er beskadiget. Check at både netforsyning og sikring er intakte.
Kontroller at svejsekablerne er korrekt tilspændt i stikkene.
Kontroller at kablerne ikke er defekte, og at der er
etableret tilstrækkelig stelforbindelse så tæt som praktisk muligt på emnet, der skal svejses.
Overophedning:
Den gule lampe lyser, hvis maskinen overbelastes.
Dette kan ske,
- hvis der svejses med højere belastning end maskinen tillader,
- hvis maskinen trænger til rengøring, eller
- hvis maskinens luftindtag og/eller -udtag er helt eller
delvis blokeret.
Kontroller at maskinen ikke overbelastes jf. de
tekniske data og/eller rengør kølerribber med ren, tør
trykluft efter at have afbrudt maskinen fra nettet.
Maskinen yder ikke maksimal strøm:
Kontroller netspænding, idet ydelse er afhængig af
korrekt netspænding. Spændingsmålingen foretages,
hvor maskinen er tilsluttet eventuelle forlængerkabler.
Det kan skyldes, at maskinen er tilsluttet for lange kabler, og hvis muligt bør kabler på både primær-og sekundærsiden reduceres mest muligt.
Hvis afhjælpning af fejlen ikke er mulig:
Kontakt din forhandler - maskinen kan være defekt.
TEKNISKE DATA
Type FOCUS STICK
160E PFC
Netspænding 1x230 V -40/+10%
Sikring 16 A
Netstrøm, effektiv 14 A
Netstrøm, max. 24,8 A
Effekt, 100% 3,2 kVA
Effekt, max. 5,6 kVA
Effekt, tomgang <150 W
Virkningsgrad 0,76
Strømområde DC 20 - 160 A
Intermittens,
100% 40 (20) °C
100 (120) A
Intermittens,
60% 40 (20) °C
120 (150) A
Intermittens,
30 (35)% 40 (20) °C
160 A
Tomgangsspænding 75 V
1
Beskyttelsesklasse IP23 S
2
Anvendelsesklasse
S
Normer EN/IEC60974-1
EN/IEC60974-10 (Class A)
Forlængerkabel min. 2,5 mm²
Elektrodediameter 1,6 - 3,25 mm
Dimensioner, HxBxL 230x150x410 mm
Vægt 7,8 kg
VEDLIGEHOLDELSE
FOCUS STICK 160E PFC er stort set
vedligeholdelsesfri. Dog vil særlig støvet, fugtigt eller
aggressivt miljø udgøre en unormal, hård belastning
for svejsemaskinen, og for at sikre en problemfri drift
skal følgende eftersyn udføres en gang årligt eller efter
behov.
- Afbryd maskinen fra nettet.
- Kølerribber renses for snavs med trykluft eller en
blød børste, hvilket kun må gøres uden at adskille
maskinen.
Mangelfuld vedligeholdelse kan medføre nedsat driftssikkerhed samt bortfald af garanti.
OBS: Garantien bortfalder, hvis man har forsøgt at
adskille maskinen, eller hvis man har forsøgt at
bryde den forsegling, maskinen er forsynet med
fra fabrikken.
1
Maskinen må anvendes udendørs, idet den
opfylder kravene til beskyttelsesklasse IP23S.
2
S Maskiner opfylder de krav der stilles under anvendelse i
områder med forøget risiko for elektrisk chok

10
Garantibetingelser
Migatronic svejsemaskiner kvalitetskontrolleres
løbende i hele produktionsforløbet og afprøves som
samlede enheder gennem omhyggelig, kvalitetssikret
funktions- og sluttest.
Migatronic yder 12 måneders garanti på nye
svejsemaskiner, der ikke er registreret.
Hvis nye svejsemaskiner registreres inden for 6 uger
efter fakturering, udvides garantiperioden til
24 måneder.
Registrering skal foretages på internetadressen:
www.migatronic.com/warranty. Som bevis for
registreringen gælder registreringsbeviset, der
fremsendes pr. e-mail. Den originale faktura samt
registreringsbeviset er købers dokumentation for, at
svejsemaskinen er omfattet af en 24 måneders
garanti.
Såfremt registrering ikke foretages, er standard
garantiperioden 12 måneder for nye svejsemaskiner,
regnet fra dato for fakturering til slutkunde.
Den originale faktura er dokumentation for garantiperioden.
Migatronic yder garanti i henhold til gældende
garantibetingelser ved at udbedre mangler eller fejl
ved svejsemaskiner, der påviseligt inden for garantiperioden måtte skyldes materiale- eller produktionsfejl.
Der ydes som hovedregel ikke garanti på svejseslanger, da disse anses som sliddele; dog vil fejl og
mangler, som opstår inden for 6 uger efter ibrugtagning og som skyldes materiale- eller produktionsfejl, blive betragtet som garantireklamation.
Enhver form for transport i forbindelse med en
garantireklamation er ikke omfattet af Migatronics
garantiydelse og vil derfor ske for købers regning og
risiko.
I øvrigt henvises til Migatronic gældende garantibetingelser som er tilgængelig på:
www.migatronic.com/warranty
11
ENGLISH
Electromagnetic emissions and the radiation of electromagnetic disturbances
This welding equipment for industrial and professional use is in
conformity with the European Standard EN/IEC60974-10 (Class A).
The purpose of this standard is to prevent the occurrence of
situations where the equipment is disturbed or is itself the source of
disturbance in other electrical equipment or appliances. The arc
radiates disturbances, and therefore, a trouble-free performance
without disturbances or disruption, requires that certain measures
are taken when installing and using the welding equipment. The
user must ensure that the operation of the machine does not
occasion disturbances of the above mentioned nature.
The following shall be taken into account in the surrounding area:
1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.
2. Radio or television transmitters and receivers.
3. Computers and any electrical control equipment.
4. Critical safety equipment e.g. electrically or electronically
controlled guards or protective systems.
5. Users of pacemakers and hearing aids etc.
6. Equipment used for calibration and measurement.
7. The time of day that welding and other activities are to be
carried out.
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment it may
be necessary to take special and additional precautions in order to
prevent problems of emission (e.g. information of temporary welding
work).
Methods of reducing electromagnetic emissions:
1. Avoid using equipment which is able to be disturbed.
2. Use short welding cables.
3. Place the positive and the negative cables close together.
4. Place the welding cables at or close to floor level.
5. Remove signalling cables in the welding area from the supply
cables.
6. Protect signalling cables in the welding area, e.g. with selective
screening.
7. Use separately-insulated mains supply cables for sensitive
electronic equipment.
8. Screening of the entire welding installation may be considered
under special circumstances and for special applications.
WARNING
Arc welding and cutting can be dangerous to the user, people working nearby, and the surroundings if the
equipment is handled or used incorrectly. Therefore, the equipment must only be used under the strict
observance of all relevant safety instructions. In particular, your attention is drawn to the following:
Electricity
- The welding equipment must be installed according to safety regulations and by a properly trained and qualified
person. The machine must be connected to earth through the mains cable.
- Make sure that the welding equipment is correctly maintained.
- In the case of damaged cables or insulation, work must be stopped immediately in order to carry out repairs.
- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
- Avoid all contact with live components in the welding circuit and with electrodes and wires if you have bare
hands. Always use dry welding gloves without holes.
- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).
- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).
Light and heat emissions
- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet
with suitable radiation protection glass.
- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective
clothes, covering all parts of the body.
- The place of work should be screened, if possible, and other persons in the area warned against the light from
the arc.
Welding smoke and gases
- The breathing in of the smoke and gases emitted during welding is damaging to health. Make sure that any
exhaust systems are working properly and that there is sufficient ventilation.
Fire hazard
- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be
removed from the place of welding.
- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch
out for folds and open pockets).
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Noise
- The arc generates acoustic noise according to welding task. In some cases, use of hearing aids is necessary.
Dangerous areas
- Special consideration must be taken when welding is carried out in closed areas or in heights where there is a
danger of falling down.
Positioning of the machine
- Place the welding machine so there is no risk that the machine will tip over.
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Use of the machine for other purposes than it is designed for (e.g. to unfreeze water pipes) is strongly deprecrated.
If the occasion should arise this will be carried out without responsibility on our part.
Read this instruction manual carefully
before the equipment is installed and in operation
12
GENERAL DESCRIPTION
FOCUS STICK 160E PFC is a monophased welding machine
based on the Power Mosfets technology. It has been
constructed especially for those applications where welding
jobs must be completed quickly and easily. Using the inverter
technology, MIGATRONIC has designed and produced a
compact welding machine able to weld with all types of
electrodes (not high-yield electrodes) at currents up to
160 amps.
The combination of low weight and compact design makes
the FOCUS STICK160E PFC extremely suitable for
installation work, field construction, emergency repairs, etc.
The electronics of the machine will keep the welding current
stable at the set level by automatically readjusting mains
voltage and load variations.
FOCUS STICK160E PFC is very easily operated since it is
only fitted with one knob for infinitely variable adjustment of
the welding current from 20-160 A.
The block diagram illustrates the principle of the machine.
The machine is equipped with the following fixed functions:
Hotstart:
This auxiliary function helps to establish the arc when MMA
welding starts. This is done by increasing the welding current
(when the electrode touches the workpiece) compared to the
set welding current. This function facilitates the ignition of the
electrode and results in quicker and better welding.
Arc control:
When arc and weld pool have been established, this function
will ensure that the arc is kept stable, and that the result will
be a more uniform welding.
Static characteristic
The static characteristic graph illustrates that the machine
performs up to 160A at 26V.
Static Characteristic
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 20 40 60 80 100 120 140 160 180
I [A]
U
[
V
]
FOCUS STICK 160 E PFC
Load line
Pay attention to the fact that application of
extention cables reduces the maximum
performance of the machine. Also electrodes
with a higher working voltage than the specific
arc characteristic will reduce the maximum
welding current.
Contact your local MIGATRONIC dealer for
further advice about:
- Personal safety
- Environment
- Consumables
- etc.
Dispose of the product according to
local standards and regulations.
www.migatronic.com/goto/weee
13
INITIAL OPERATION
Mains connection
After connection of the mains cable the machine is ready
for use. Please note that all cable connections must be
made by authorized and qualified staff.
Type
Mains
Voltage
Fuse
Mains
cable
FOCUS STICK
160E PFC
230V 16A 3x2.5mm
2
The machine will function optimally and satisfactorily if
voltage is kept above permissible minimum voltage.
Warning! There is an imminent danger of damaging the
extension cable if it is coiled during use of the machine,
since the cable will not be cooled sufficiently. The
extention cable must not, at the same time, be used for the
supply of any other equipment.
Connection of welding cables
Connect the welding cables to the front of the machine.
Please note that the plug must be turned through
45 degrees after insertion into the socket. If the plug is not
installed correctly, it will be damaged due to excessive
contact resistance, and as a consequence the machine will
be damaged too. Any extension of welding cables will
reduce the maximum performance of the machine. This is
caused by the fact that the electrical resistance of the
cable will cause a decline in voltage, which is directly
dependent on the length of the cable.
Configuration
MIGATRONIC disclaims all responsibility for damaged
cables and hoses and other damage related to welding
with an undersized welding torch and welding cables
measured by welding specifications e.g. in relation to
permissible load.
Generator use
This welding machine can be used at all mains supplies
providing sine-shaped current and voltage and not
exceeding the approved voltage tolerances stated in the
technical data. Motorised generators observing the above
can be used as mains supply. Consult your supplier of
generator prior to connecting your welding machine.
MIGATRONIC recommends use of a generator with
electronic regulator and supply of minimum 1.5 x the
maximum kVA consumption of the welding machine. The
guarantee does not cover damage caused by incorrect or
poor mains supply.
Usage of the machine
When welding with a FOCUS STICK 160E PFC
machine, some heating of various components of
the machine takes place and during breaks in
welding these components will cool down again.
It is not possible to overload the machine in
normal use, and the machine can work
continuously at current settings up to 100A during
MMA electrode welding. If the machine is set for
currents higher than 100A, there will be a need for
periods during which the machine can cool down.
Higher current and higher ambient temperature
will result in longer cooling periods.
The length of the cooling periods depends on the
current setting, and the machine should not be
interrupted during cooling. If the cooling periodes
during use of the machine are not sufficiently long,
the overheating protection will automatically
interrupt the welding process. The yellow LED will
alight and thus indicates that the machine has
been disconnected due to overload. The LED
switches off when the machine has cooled down
sufficiently. The permissible load can be seen
from the paragraph "Technical data".
Example:
60% max. load when MMA welding means that a
cooling period of four minutes after welding for six
minutes is required at a current setting of 120 A;
this calculation presupposes 10 minutes between
the start of each welding period.
The machine has been specially designed for
simple welding jobs and is therefore not intended
to work with high loads over a long period of time.
Mobility
The carrying handle of the machine is strong
enough to be used for movement or carriage,
including lifting by hoist or crane.
During operation the machine must not be carried
around or fixed to a person.
Positioning
Due to its low centre of gravity the machine can
also be placed on tilted bedplates; during its
operation, however, the machine should be
placed in a way that will ensure that pulling of the
welding cables will not cause the machine to tip
over.
It must be made sure that the air intake and outlet
are not blocked, and the machine must not be
placed in a position that will obstruct the
circulation of cooling air.
When used on scaffoldings and the like, the
machine must be fastened properly. The handle
may be used for this purpose.
MIGATRONIC disclaims all responsibility, if the
machine is used for any purpose other than
welding.
14
INITIAL INSTRUCTION
Generally
1. Main switch
This switch turns the machine on and off. When the
main switch is switched off, a clicking sound may
appear from the machine whilst the green LED on the
front (6) flashes. This is normal and is not an error.
2. Mains cable
Entry point for mains voltage supply cable
3. Welding cable sockets
DC positive and negative welding current outlet
sockets. Electrode cable to be fitted in positive or
negative outlet socket in conformity with the polarity
of the electrode, and earth return cable to be placed
in remaining socket.
4. Welding current control
This knob is used for adjustment of the welding
current. The welding current is adjustable from 20160 A.
5. Overheating
The yellow LED will alight if the machine is
disconnected due to overheating. Overheating arises
if the machine is overloaded. The machine
automatically reconnects when the temperature has
fallen, and the yellow LED will switch off.
Warning:
When the machine is overheated, it is important to
place the electrode holder/torch so as to avoid the
risk of establishing the arc when the machine
reconnects automatically.
6. The green LED is alight when the machine is
switched on
FAULT LOCATION
Repairs must only be carried out by Migatronic staff.
Fault symptoms:
The machine does not work:
There may be no mains supply or the mains fuse is
damaged. Check that both mains supply and mains
fuse are intact.
Check that welding cables are correctly mounted in
the plugs.
Check that the cables are not defective and that
there is sufficient earth connection as close as
possible to the workpiece to be welded.
Overheat:
The yellow LED will alight, if the machine is
overloaded. This occurs
- if welding with a higher load than permitted,
- if the machine requires cleaning, or
- if the air intake and/or outlet of the machine is
completely or partially blocked.
Check that the machine is not overloaded, cf.
”Technical data” and/or clean cooling ribs by use of
clean, dry compressed air after disconnecting the
machine from the incoming mains supply.
The machine does not produce maximum welding
output:
Check the mains voltage being connected to the
machine. Performance depends on correct mains
voltage. Voltage is measured where the machine is
connected to any extension cables.
It may be caused by the fact that the machine is
connected with too long cables, and if possible, only
primary and secondary cables should be reduced as
much as possible.
If rectification of the fault is not possible:
Contact your dealer – the machine may be defective

15
TECHNICAL DATA
Type FOCUS STICK
160E PFC
Mains voltage 1x230 V -40/+10%
Fuse 16 A
Mains current, effective 14 A
Mains current max. 24.8 A
Consumption, 100% 3.2 kVA
Consumption, max. 5.6 kVA
Consumption, open circuit <150 W
Efficiency 0.76
Current range DC 20 - 160 A
Duty cycle,
100% 40 (20) °C
100 (120) A
Duty cycle,
60% 40 (20) °C
120 (150) A
Duty cycle,
30 (35)% 40 (20) °C
160 A
Open circuit voltage 75 V
1
Protection class IP23S
2
Application class
S
Standards EN/IEC60974-1
EN/IEC60974-10 (Class A)
Extension cable min. 2.5 mm²
Electrode diameter 1.6 - 3.25 mm
Dim. HxWxL 230x150x410 mm
Weight 7.8 kg
1
The machine is designed for outdoor applications as it meets the
demands of protection class IP23S.
2
S This machine meets the demands made for machines which are to
operate in environments with an increased hazard of electric
shocks.
MAINTENANCE
FOCUS STICK 160E PFC requires virtually no
maintenance. However, exposure to extremely
dusty, damp or corrosive air is damaging to the
welding machine and in order to prevent problems
arising, the following procedure should be observed
at least once a year or as occasion requires:
- disconnect the machine from the incoming mains
supply
- clean the cooling ribs with compressed air or a soft
brush without taking the machine apart.
Lack of maintenance can lead to reduced reliability
and cancellation of the guarantee.
Please note that the guarantee will no longer apply
if it has been attempted to take the machine apart or
to open the factory-made sealing of the machine.

16
Warranty conditions
Migatronic welding machines are quality-tested
continuously throughout the production process and
undergo a thorough, quality-assured final function
test as assembled units.
The warranty period is 12 months for new welding
machines if no registration is carried out.
Upon registration of new welding machines within
6 weeks from invoicing, the warranty period is
extended to 24 months.
Registration must be made on the online address:
www.migatronic.com/warranty. The certificate of
registry is proof of the registration and will be sent by
e-mail. The original invoice and the certificate of
registry will document to the buyer that the welding
machine falls within the scope of a 24 months
warranty period.
If registration is not made, the standard warranty
period is 12 months for new welding machines, as
from the date of invoicing to end user. The original
invoice is documentation for the warranty period.
Migatronic provides warranty according to the
warranty conditions in force through remedying
defects in the welding machines that can be proved
to be caused by improper materials or workmanship
in the warranty period.
As a main rule, warranty is not provided for welding
hoses as they are considered to be wear parts;
defects that occur within 6 weeks after putting into
operation and which are caused by improper
materials or workmanship will, however, be
considered warranty claims.
All forms of transport in connection with a warranty
claim fall outside the scope of Migatronic’s warranty
and will take place for buyer’s own account and risk.
We refer to Migatronic’s warranty conditions at
www.migatronic.com/warranty
17
DEUTSCH
Elektromagnetische Störungen
Diese Maschine für den professionellen Einsatz ist in
Übereinstimmung mit der Europäischen Norm
EN/IEC60974-10 (Class A). Diese Norm regelt die Ausstrahlung und
die Anfälligkeit elektrischer Geräte gegenüber elektromagenetischer
Störung. Da das Lichtbogen auch Störungen aussendet, setzt ein
problemfreier Betrieb voraus, daß gewisse Maßnahmen bei
Installation und Benutzung getroffen werden. Der Benutzer trägt die
Verantwortung dafür, daß andere elektrischen Geräte im Gebiet
nicht gestört werden.
In der Arbeitsumgebung sollte folgendes geprüft werden:
1. Netzkabel und Signalkabel in der Nähe der Schweißmaschine,
die an andere elektrischen Geräte angeschloßen sind.
2. Rundfunksender- und empfänger.
3. Computeranlagen und elektronische Steuersysteme.
4. Sicherheitssensible Ausrüstungen, wie z.B. Steuerung und
Überwachungseinrichtungen.
5. Personen mit Herzschrittmacher und Hörgeräten.
6. Geräte zum Kalibrieren und Messen.
7. Tageszeit, zu der das Schweißen und andere Aktivitäten
stattfinden sollen.
8. Baukonstruktion und ihre Anwendung.
Wenn eine Schweißmaschine in Wohngebieten angewendet wird,
können Sondermaßnahmen notwendig sein (z.B. Information über
zeitweilige Schweißarbeiten).
Maßnahmen um die Aussendung von elektromagnetischen
Störungen zu reduzieren:
1. Nicht Geräte anwenden, die gestört werden können.
2. Kurze Schweißkabel.
3. Plus- und Minuskabel dich aneinander anbringen.
4. Schweißkabel auf Bodenhöhe halten.
5. Signalkabel im Schweißgebiet von Netzkabel entfernen.
6. Signalkabel in Schweißgebiet schützen, z.B. durch
Abschirmung.
7. Separate Netzversorgung für sensible Geräte z.B. Computer.
8. Abschirmung der kompletten Schweißanlage kann in
Sonderfällen in Betracht gezogen werden.
WARNUNG
Durch unsachgemäße Anwendung kann Lichtbogenschweißen und -schneiden sowohl für den Benutzer als
auch für die Umgebungen gefährlich werden. Deshalb dürfen die Geräte nur unter Einhaltung aller relevanten
Sicherheitsvorschriften betrieben werden. Bitte insbesondere folgendes beachten:
Elektrizität
- Das Schweißgerät vorschriftsmäßig installieren. Die Maschine muß durch dem Netzkabel geerdet werden.
- Korrekte Wartung des Schweißgeräts durchführen. Bei Beschädigung der Kabel oder Isolierungen muß die Arbeit
umgehend unterbrochen werden um den Fehler sofort beheben zu lassen.
- Reparatur und Wartung des Schweißgerätes dürfen nur vom Fachmann durchgeführt werden.
- Jeglichen Kontakt mit stromführenden Teilen im Schweißkreis oder den Kontakt mit Elektroden durch Berührung
vermeiden. Nie defekte oder feuchte Schweißerhandschuhe verwenden.
- Eine gute Erdverbindung sichern (z.B. Schuhe mit Gummisohlen anwenden).
- Eine sichere Arbeitsstellung einnehmen (z.B. Fallunfälle vermeiden).
Licht- und Hitzestrahlung
- Die Augen schützen, da selbst eine kurzzeitige Strahlung zu Dauerschäden führen kann. Deshalb ist es zwingend
notwendig ein entsprechendes Schweißschutzschild zu benutzen.
- Den Körper gegen das Licht vom Lichtbogen schützen, weil die Haut durch Strahlung geschädigt werden kann. Nur
Arbeitsschutzanzüge verwenden, die alle Teile des Körpers bedecken.
- Die Arbeitsstelle ist, wenn möglich, abzuschirmen. Personen in der näheren Umgebung müssen vor der Strahlung
geschützt werden.
Schweißrauch und Gase
- Das Einatmen von Rauch und Gase, die beim Schweißen entstehen, sind gesundheitsschädlich. Deshalb ist für gute
Absaugung und Ventilation zu sorgen.
Feuergefahr
- Die Hitzestrahlung und der Funkenflug vom Lichtbogen stellen eine Brandgefahr dar. Leicht entflammbare Stoffe
müssen deshalb vom Schweißbereich entfernt werden.
- Die Arbeitskleidung sollte vor Funken während dem Schweißen / Schneiden schützen (Evtl. eine feuerfeste Schürze
tragen und auf Falten oder offenstehenden Taschen achten).
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beachtet werden.
Geräusch
- Der Lichtbogen ruft Lärm hervor, der Geräuschpegel ist dabei aber von der Schweißaufgabe abhänging. In manchen
Fällen ist das Tragen eines Gehörschutzes notwendig.
Gefährliche Gebiete
- Vorsicht muß erwiesen werden, wenn das Schweißen im geschlossenen Räume oder in Höhen ausgeführt werden,
wo die Gefahr für Sturtz besteht.
Plazierung der Schweißmaschine
- Die Schweißmaschine muß so plaziert werden, daß die Maschine nicht umkippt.
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beoachtet werden.
Wir raten von Anwendung der Maschine für andere Zwecke als angegeben (z.B. Abtauen der Wasserrohre) ab. Falsche
Anwendung liegt in eigener Verantwortung.
Bitte diese Bedienungsanleitung gründlich durchlesen,
bevor die Anlage installiert und in Betrieb genommen wird!
18
ALLGEMEINE BESCHREIBUNG
Das Elektrodenhand-Schweißgerät FOCUS STICK 160E PFC ist
ein einphasiges Schweißgerät speziell für die Industrie und den
industriellen Montagebau, in dem schneller und einfacher Einsatz
gefordert wird. Die Anwendung der Invertertechnologie,
basierend auf der Power-Mosfet-Technik, hat es möglich
gemacht, eine kompakte und sehr leichte Maschine zu
entwickeln, die alle gängigen Elektroden (ausser Elektroden mit
hoher Ausbringung) bis zu 160 Ampere verschweißt.
Durch das geringe Gewicht und das kompakte Design ist der
FOCUS STICK160E PFC besonders geeignet für Montage-,
Reparatur-, Wartungsarbeiten etc. direkt vor Ort.
Die Elektronik der Maschine sorgt dafür, daß der Schweißstrom
konstant auf dem eingestellten Niveau gehalten wird.
Schwankungen der Netzspannung oder der Last werden automatisch ausgeglichen.
FOCUS STICK 160E PFC ist mit nur einem Einstellknopf einfach
zu bedienen. Mit diesem kann der Schweißstrom stufenlos von
20 bis 160 A eingestellt werden.
Nachfolgendes Blockdiagramm veranschaulicht das Prinzip der
Maschine.
Der FOCUS STICK 160E PFC ist mit den folgenden Funktionen
ausgerüstet:
Hotstart:
Diese Funktion sorgt für eine optimale Zündung und Etablierung
des Lichtbogens zu Beginn des Elektrodenschweißens. Der
Zündstrom wird beim Berühren des Werkstücks mit der Elektrode
in einem bestimmten Verhältnis zum eingestellten Schweißstrom
erhöht. Der Schweißablauf wird schneller und das Schweißergebnis verbessert.
Lichtbogenkontrolle:
Nachdem der Lichtbogen und das Schweißbad etabliert sind,
wird durch die integrierte Lichtbogenkontrolle der Lichtbogen
stabil und konstant gehalten, dies gewährleistet eine gleichmäßige Schweißnaht mit hoher Qualität.
Statische Charakteristik
Die statische Charakteristik der Maschine ergibt eine Leistung bis
zu 160 A bei 26 V.
Static Characteristic
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 20 40 60 80 100 120 140 160 180
I [A]
U
[
V
]
FOCUS STICK 160 E PFC
Load line
Bitte beachten Sie, daß bei der
Verwendung von Verlängerungskabeln die
maximale Leistung der Maschine reduziert
werden kann. Elektroden mit einer höheren
Arbeitsspannung als die spezifische Lichtbogencharakteristik reduzieren ebenfalls
den maximalen Schweißstrom.
Der MIGATRONIC Stützpunktpartner in
Ihrer Nähe steht Ihnen gerne zur
Verfügung, wenn Sie eine Beratung zu den
Bereichen
- Zubehör,
- Verschleißteile,
- Arbeitsschutzartikel
- usw.
wünschen. Man freut sich dort auf Ihren
Anruf.
Entsorgen Sie das Produkt
gemäss den örtlichen Standards.
www.migatronic.com/goto/weee
19
INBETRIEBNAHME
Netzanschluß
Nach Anschluß des Netzsteckers ist die Maschine
betriebsbereit. Bitte achten Sie darauf, daß alle Netzanschlüsse nur von qualifiziertem Personal vorgenommen
werden dürfen.
Typ Netzspannung Sicherung Netzkabel
FOCUS STICK
160E PFC
230V 16A 3x2,5mm
2
Die Maschine funktioniert optimal zufriedenstellend,
solange die Versorgungsspannung innerhalb der
vorgegebenen Toleranzen liegt.
Warnung! Es besteht große Gefahr (Brandgefahr!) wenn
das Verlängerungskabel während des Betriebs z. B. noch
auf einer Kabeltrommel aufgerollt ist oder als Ringbündel
am Boden liegt, das Kabel wird dadurch nicht ausreichend
gekühlt und kann sich sehr stark erhitzen. Dies kann zur
Beschädigung des Kabels bis hin zu einem Brand führen.
Das Verlängerungskabel darf nicht gleichzeitig zur
Versorgung von anderen Geräten verwendet werden.
Anschluß der Schweißkabel
Die Schweißkabel müssen in die Schweißkabelbuchsen
am Gerät eingesteckt werden und durch eine viertel
Umdrehung nach rechts verriegelt werden. Bitte achten
Sie darauf daß die Stecker fest in den Buchsen sitzen, der
Stecker kann sonst aufgrund von zu hohen Übergangswiderständen beschädigt werden. Jede Verlängerung der
Schweißkabel reduziert die maximale Leistung der
Maschine. Die Reduzierung der Leistung ist darauf
zurückzuführen, daß der elektrische Widerstand der Kabel
einen Spannungsabfall verursacht. Der Widerstand und
der daraus resultierende Spannungsabfall werden mit zunehmender Länge der Kabel immer größer.
Konfiguration
Bitte achten Sie bei der Konfiguration der Schweißmaschine, daß die Schweißkabel und Schweißbrenner der
technischen Spezifikation der Stromquelle entsprechend
ausgelegt sind. Für Schäden, die durch unterdimensionierte Schweißkabel und Brenner entstanden
sind, übernimmt MIGATRONIC keine Gewährleistung.
Generatorbetrieb
Diese Schweißmaschine kann auf alle Versorgungen
angewendet werden, die Strom/Spannung in Sinusformen
abgeben und nicht die in den technischen Daten
angegebenen erlaubten Spannungstoleranzen überschreiten. Motorisierte Generatoren, die das obenerwähnte einhalten, können als Versorgung angewendet
werden. Wenden Sie sich an Ihren Generatorlieferanten
vor Anschluss Ihrer Schweißmaschine. MIGATRONIC
empfiehlt Anwendung eines Generators mit
elektronischem Regler und Versorgung von mindestens
1,5 x Höchstverbrauch (kVA) der Schweißmaschine. Die
Garantie erlischt, wenn Schäden wegen falscher oder
schlechter Versorgung entstanden sind.
Betrieb
Während des Schweißens werden bestimmte
Bauteile des Gerätes erwärmt, die sich in den
Schweißpausen wieder entsprechend abkühlen.
Normalerweise ist es nicht möglich die Maschine
zu überlasten. In MMA kann die Maschine
kontinuierlich bis zu 100A schweißen. Bei
Schweißströmen größer als 100A werden
Kühlperioden notwendig. Höherer Strom und
höhere Umgebungstemperatur haben längere
Kühlperioden zur Folge.
Die Dauer der Kühlperioden ist von der eingestellten Stromstärke abhängig. Die Maschine
darf während dieser Abkühlungsphase nicht
ausgeschaltet werden. Bei zu starker Erwärmung
unterbricht die Thermosicherung der Maschine
automatisch die Schweißung, und die gelbe
Leuchtdiode erlischt. Wenn die Maschine
genügend abgekühlt ist, schaltet die Leuchtdiode
wieder aus, und die Maschine ist wieder einsatzbereit. Die zulässige Belastung (Einschaltdauer)
geht aus den technischen Daten hervor.
Beispiel:
60% Einschaltdauer (ED) beim MMA Schweißen
bedeuten, dass bei einer Stromeinstellung von
120 A und einer Schweißzeit von 6 Minuten eine
Abkühlungsphase von 4 Minuten folgen soll. Die
Prozentangaben zur Einschaltdauer beziehen
sich auf einen Zeitraum von 10 Minuten.
Die Maschine ist speziell für einfache Schweißaufgaben entwickelt und konzipiert worden, nicht
für Schweißarbeiten mit sehr hoher Belastung
über längere Zeiträume.
Handhabung
Mit dem Handgriff läßt sich die Maschine problemlos transportieren.
Die Maschine darf nach dem Einschalten bzw.
nach Inbetriebnahme weder transportiert noch
von Personen gehalten oder getragen werden.
Plazierung
Der tiefe Schwerpunkt gewährleistet einen
sicheren Stand. Bei der Inbetriebnahme des
Gerätes ist jedoch darauf zu achten, daß beim
Hantieren mit den Schweißkabeln (ziehen der
Kabel) das Gerät nicht umkippt.
Es muß darauf geachtet werden, daß die Lufteinund -austrittsöffnungen nicht blockiert sind. Die
Maschine darf nicht so aufgestellt werden, daß die
Zirkulation der Kühlluft verhindert wird.
Bei der Anwendung auf höher gelegenen Plätzen
z.B. auf Gerüsten u.a.m. ist eine sichere
Befestigung der Maschine zu garantieren. Der
Handgriff ist für diesen Zweck geeignet.
Für anwendungsfremde Zwecke des Gerätes
übernimmt MIGATRONIC keine Gewährleistung.
20
BEDIENUNG
Allgemeines
1. Hauptschalter
Dieser Schalter dient zum Ein- und Ausschalten der
Maschine. Wenn der Hauptschalter abgeschaltet
wird, kann ein Knackgeräusch in der Maschine
vorkommen, und gleichzeitig blinkt die grüne Diode
auf der Vorderseite. Dieses ist normal und kein
Fehler.
2. Netzkabel
Netzkabeleingang.
3. Anschlußbuchsen für Schweißkabel
Plus/Minusbuchse.
Das Elektrodenkabel in die Plus/Minusbuchse, in
Übereinstimmung mit der Polarität der zu verschweißenden Elektrode montieren. Das Massekabel (Rückstromkabel) in der andere Buchse
montieren.
4. Schweißstrom
Die Einstellung des Schweißstromes erfolgt an
diesem Regler. Die Schweißstromstärke ist im
Bereich von 20 - 160A einstellbar.
5. Überhitzung
Wenn die gelbe Leuchtdiode erlischt, bedeutet dies,
daß die Maschine wegen Überhitzung abgeschaltet
hat. Überhitzung entsteht wenn die Maschine überlastet wird, aber wenn die Temperatur im Gerät
gesunken ist, einschaltet die Maschine automatisch
wieder und die Leuchtdiode schaltet ab.
Warnung! Hat die Maschine wegen Überhitzung
abgeschaltet, ist unbedingt darauf zu achten, dass
das Elektrodenhalterkabel / Brenner isoliert abgelegt
wird. Nach der Abkühlphase schaltet die Maschine
automatisch wieder ein und es würde sich sonst ein
ungewollter unkontrollierter Lichtbogen etablieren.
6. Die grüne Diode leuchtet, wenn die Maschine
eingeschaltet ist
FEHLERSUCHE
Eine Reparatur darf nur vom Migatronic - Personal
durchgeführt werden.
Fehlersymptom:
Die Maschine funktioniert nicht:
Kein Netzanschluß, oder die Netzsicherung ist
defekt. Netzanschluß und Sicherung prüfen.
Sicherstellen, daß die Schweißkabel in den
Steckern fest sitzen und verriegelt sind.
Sicherstellen, daß die Kabel nicht defekt oder
beschädigt sind und daß eine ausreichende
Masseverbindung, möglichst nah an der
Schweißstelle des Werkstückes, etabliert ist.
Überhitzung:
Der Leuchtdiode erlischt wenn die Maschine überlastet wird.
Überhitzung entsteht:
- wenn mit zu hoher Belastung geschweißt wird
- die Maschine stark verschmutzt ist, oder
- die Lüftungsschlitze der Maschine völlig oder
teilweise blockiert sind.
Achten Sie darauf, daß die Maschine nicht überlastet wird (siehe technische Daten) und die
Lüftungsschlitze sauber und nicht blockiert sind. Die
Reinigung darf nur mit trockener Druckluft an der
vom Versorgungsnetz getrennten Maschine (Netzstecker herausziehen!!) erfolgen.
Die Maschine leistet nicht die volle Leistung:
Netzspannung durch eine Elektrofachkraft
kontrollieren lassen, da die maximale Leistung von
der korrekten Netzspannung abhängig ist.
Der Leistungsverlust kann darauf zurückzuführen
sein, daß die Maschine mit einem zu langen Kabel
z.B. mit Verlängerungskabel oder mit zu langen
Schweißkabeln betrieben wird. Sowohl die Netzleitung wie auch die Schweißkabel sollten so kurz
wie möglich sein.
Wenn eine Abhilfe nicht möglich ist,
nehmen Sie bitte mit Ihrem zuständigen
MIGATRONIC - Fachhändler Kontakt auf.
21
TECHNISCHE DATEN
Typ FOCUS STICK
160E PFC
Netzspannung 1x230 V -40/+10% V
Hauptsicherung 16 A
Netzstrom, Effektiv 14 A
Netzstrom, max. 24,8 A
Anschlußleistung, 100% 3,2 kVA
Anschlußleistung, max. 5,6 kVA
Anschlußleistung,
Leerleistung
<150 W
Wirkungsgrad 0,76
Schweißstrombereich DC 20 - 160 A
ED bei
100% 40 (20) °C
100 (120) A
ED bei
60% 40 (20) °C
120 (150) A
ED bei
30 (35)% 40 (20) °C
160 A
Leerlaufspannung 75 V
1
Schutzklasse IP23S
2
Anwendungsklasse
S
Norm EN/IEC60974-1
EN/IEC60974-10 (Class A)
Verlängerungskabel min. 2,5 mm²
Elektrodendurchmesser 1,6 - 3,25 mm
Dimensionen, HxBxL 230x150x410 mm
Gewicht 7,8 kg
1
Geräte, die der Schutzklasse IP23S entsprechen, sind für Innen-
und Außengebrauch berechnet
2
S Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter
elektrischer Gefährdung
WARTUNG
Der FOCUS STICK 160E PFC ist im großen und
ganzen wartungsfrei. Eine besonders staubige,
feuchte oder aggressive Umgebung kann jedoch für
die Schweißanlage eine besonders schwere
Belastung darstellen. Zur Gewährleistung eines
problemlosen Betriebs müssen folgende
Inspektionen einmal jährlich oder nach Bedarf
durchgeführt werden:
- Die Maschine vom Versorgungsnetz trennen
(Netzstecker herausziehen!!!).
- Kühlrippen mit Druckluft oder einer weichen
Bürste vom Schmutz säubern; die Maschine darf
nicht demontiert (auseinandergenommen) werden.
Mangelhafte Wartung beeinträchtigt die Betriebssicherheit und führt zum Erlöschen von Garantieansprüchen.
Bitte beachten! Beschädigungen der werkseitig
angebrachten Versiegelung oder
der Versuch die Maschine zu
demontieren führen zum erlöschen
der Garantie.
22
Garantiebedingungen
Migatronic Schweißmaschinen unterliegen während
des gesamten Produktionsprozesses einer ständigen
Qualitätskontrolle und durchlaufen im Rahmen der
Qualitätssicherung als komplett montierte Einheit eine
abschließende Funktionsprüfung.
Migatronic gewährt auf neue Schweißmaschinen, die
nicht registriert wurden, eine 12-monatige Garantie.
Wenn neue Schweißmaschinen innerhalb von sechs
Wochen nach Rechnungsstellung registriert werden,
wird die Garantiezeit auf 24 Monate erweitert.
Die Registrierung muss Online unter der folgenden
Internetadresse erfolgen:
www.migatronic.com/warranty. Die Registrierungsbestätigung dient als Nachweis für die Registrierung
und wird per E-Mail zugesendet. Die Originalrechnung
und die Registrierungsbestätigung dienen dem Käufer
als Nachweis für eine 24-monatige Garantiezeit der
Schweißmaschine.
Ohne Registrierung beträgt die Garantiezeit zwölf
Monate für neue Schweißmaschinen ab Datum der
Rechnungsstellung an den Endverbraucher.
Die Originalrechnung dient als Nachweis für die
Garantiezeit.
Migatronic leistet gemäß den geltenden Garantiebedingungen eine Garantie auf Behebung von
Defekten an Schweißmaschinen, wenn innerhalb der
Garantiezeit nachgewiesen werden kann, dass diese
Defekte auf Material- oder Verarbeitungsfehlern
beruhen.
In der Regel wird keine Garantie für Schweißbrenner
geleistet, da sie als Verschleißteile angesehen
werden. Defekte, die innerhalb von sechs Wochen
nach Inbetriebnahme auftreten und durch Materialoder Verarbeitungsfehler verursacht werden, werden
jedoch als Garantiefall anerkannt.
Alle Transportkosten im Zusammenhang mit einem
Garantieanspruch sind nicht Bestandteil der
Garantieleistung von Migatronic und erfolgen auf
eigene Rechnung und eigenes Risiko des Käufers.
Übrigens verweisen wir auf die jeweils geltenden
Garantiebedingungen auf der Migatronic Website:
www.migatronic.com/warranty
23
FRANÇAIS
Emission de bruit électromagnétique
Cet équipement de soudage est construit pour une utilisation
professionnelle et il respecte les demandes au standard européen
EN/IEC60974-10 (Class A). Ce standard a pour but d'assurer que
l'équipement de soudage n'est pas perturbé ou qu'il n'est pas la
source de perturbations pour d'autres appareils électriques suite à
l'émission de bruit électromagnétiques. Parce que l'arc aussi émet le
bruit une utilisation sans perturbations demande des précautions à
la mise en service et le marche de l'équipement. C'est l'utilisateur
qui doit prendre soin que d'autres équipements électroniques
dans l'espace ambiant ne soient pas dérangés.
Choses à considérer dans l'espace ambiant:
1. Câbles d'alimentation et câbles pilotes sur le lieu de soudage
qui sont connectès aux autres appareils électriques.
2. Emetteurs et récepteurs radioélectrique et de télévision.
3. Ordinateurs et systèmes de contrôle électroniques.
4. Equipements de sécurité comme équipements de contrôle et de
surveillance de processus.
5. Personnes qui utilisent stimulateurs cardiaques et appareils
acoustiques.
6. Equipement de calibrage et de mesurage.
7. L'heure du jour où auront lieu le soudage et autres activités.
8. La structure et l'emploi du bâtiment.
Si l'équipement de soudage est utilisé dans les quartiers
d'habitations il peut y avoir besoin des précautions particuliers (p.ex.
information sur travaux de soudage temporaire).
Méthode pour minimiser l'émission de bruit électromagnétique:
1. Eviter l'utilisation d'équipement qui sera dérangé.
2. Utiliser les câbles de soudage courts.
3. Placer les câbles de soudage négatif et positif près l'un à l'autre.
4. Placer les câbles de soudage au niveau du plancher.
5. Séparer les câbles pilotes des câbles d'alimentation.
6. Protéger les câbles pilotes par un écran par exemple.
7. Isoler l'alimentation des appareils sensitifs.
8. Protection de l'installation complète peut être considérée dans
des cas particuliers.
AVERTISSEMENT
Le soudage et coupage de l'arc porte une risque pour l'utilisateur et son entourage si utiliser d'une façon incorrecte. Pour
ce raison il faut seulement utiliser l'équipement en observant les instructions de sécurité adéquates. Surtout faut-il
observer le suivant:
Risque électrique
- L’équipement de soudage doit respecter les consignes de sécurité et être impérativement installé par du personnel qualifié et
formé à cet effet. La machine doit être raccordée à la terre via le câble d’alimentation principal.
- Assurez-vous du bon entretien de l’équipement de soudage.
- En cas de câbles ou d’isolation endommagés, arrêter immédiatement tout travail afin de procéder aux réparations nécessaires.
- Les opérations de réparation et de maintenance sur l’équipement ne peuvent être effectuées que par du personnel qualifié et
formé à cet effet.
- Eviter tout contact à mains nues avec des composants sous tension du circuit de soudage ou des électrodes ou des fils. Veillez à
toujours utiliser des gants de soudeur secs et intacts.
- Assurez-vous que vous êtes correctement isolé de la terre (utilisez par exemple des chaussures à semelle de caoutchouc).
- Adoptez une position de travail stable et sûre (pour éviter par exemple tout risque d’accident par chute).
Lumière de soudage et coupage
- Protégez les yeux parce qu'une brève exposition suffit pour avoir des conséquences irréversibles pour la vue. Utilisez une
cagoule de soudage avec le densité prescrit.
- Protégez le corps contra la lumière de l'arc parce que les rayonnements de la lumière attaquent la peau. Utilisez des vêtements
de protection qui couvrent tout le corps.
- Dans la mesure du possible, il faut séparer le lieu de travail de son environnement, et signaler aux personnes à proximité du lieu
de travail le risque inhérent à la lumière de l'arc.
Fumées de soudage et gaz
- Les fumées et gaz qui se forment lors du soudage sont toxiques à inhaler. Prenez les mesures adéquates: aspiration et aération
suffisante.
Danger d'incendie
- Le rayonnement et les étincelles de l'arc peuvent causé un incendie. Enlever les objets inflammables du lieu de soudage.
- Les vêtements de soudage doivent aussi être protégé contre les étincelles et les éclaboussures de l'arc. (Utilisez par exemple un
tablier inflammable et fait attention aux poches ouvertes).
- Des règlements spéciaux existent pour les pièces avec un risque d'incendie ou d'explosion. Ces règlements doivent être
appliqués
Bruit
- L’arc produit un bruit acoustique, et le niveau de bruit dépend du travail de soudage. Dans certain cas on aura besoin d’utiliser un
protecteur d’oreilles.
Secteurs dangereux
- Des précautions particulières doivent être prises quand le soudage est effectué dans des secteurs clos ou en hauteur et qu’il y a
un risque de chute en contrebas.
Positionnement de la machine
- Placez la machine de soudure de telle façon qu’il n’y est aucun risque de chute pour la machine
- Des règlements spéciaux existent pour les pièces avec un risque d'incendie ou d'explosion. Ces règlements doivent être
appliqués
Emploi de la machine pour autres buts que son intention (p.ex. dégourdissement des conduites d’eau) est sérieusement
déconseillée et un cet emploi est fait à vos risques et périls.
Avant installation et mise en service de l'équipement
il faut lire ce manuel d'instruction soigneusement!
24
DESCRIPTION GENERALE
Le FOCUS STICK160E PFC est un poste à souder monophasé basé sur la technologie mosfets. Il a été spécialement
conçu pour les applications devant être réalisées rapidement
et facilement. Utilisant la technologie onduleur, MIGATRONIC
a développé et produit une machine compacte, capable de
souder tout type d’électrode (sauf les électrodes haut
rendement) avec des courants allant jusqu’à 160 A.
La combinaison d’un poids faible et d’un design compact rend
le FOCUS STICK 160E PFC adapté pour le travail sur
chantier, la construction et tous les travaux de réparation.
L’électronique de la machine conserve une stabilité pour le
courant ajusté en récalibrant automatiquement les tensions
principales et les variations de charge.
Le FOCUS STICK 160E PFC est trés simple de
fonctionnement, il est équipé d’un bouton pour la régulation
du courant de soudage de 20-160 amps.
Le diagramme illustre la composition de la machine.
La machine possède les fonctions de série suivantes :
Hotstart (surintensité à l’amorçage):
Cette fonction auxiliaire aide à l’établissement de l’arc dans la
phase de démarrage du process MMA. Ceci est garanti en
augmentant le courant de soudage (quand l’électrode touche
la pièce) par rapport au courant de soudage réglé. Cette
fonction facilite l’amorçage de l’électrode et résulte en un
soudage meilleur et plus rapide.
Arc control (contrôle d’arc) :
Quand l’arc et le bain de fusion ont été établis, cette fonction
permet de garantir une stabilité de l’arc, et une uniformité du
process de soudage tout au long du cycle.
Caractéristiques statiques
Le graphique de caractéristique statique montre que la
machine va jusqu’à 160 A sous une tension de 26 V.
Static Characteristic
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 20 40 60 80 100 120 140 160 180
I [A]
U
[
V
]
FOCUS STICK 160 E PFC
Load line
Il est important de noter que l’utilisation de
rallonge de câbles affecte les performances
de la machine. De plus, les électrodes avec
une tension de travail supérieure à la
caractéristique d’arc conduira à une réduction
du courant de soudage maxi.
Contacter votre distributeur MIGATRONIC
agréé pour plus de détails à propos de :
- la sécurité personnelle ;
- l’environnement ;
- les consommables ;
- etc….
Le produit doit être éliminé
conformément aux normes et
réglementations en vigueur.
www.migatronic.com/goto/weee
25
OPERATION INITIALE
Connexions principales
Après connexion des principaux câbles, la machine est
prête à l’emploi. Il est important de noter que les
connexions de câbles doivent être faites par du personnel
autorisé et qualifié.
Type
Tension
d'alimentation
Fusible
Câble
d'alimentation
FOCUS STICK
160E PFC
230V 16A 3x2,5mm
2
La machine fonctionnera de façon optimale si la tension
d’alimentation est gardée au-dessus de la valeur mini
admissible.
Attention ! Il y a un danger potentiel d’endommager le
câble si celui-ci est enroulé sur lui-même au cours du
process de soudage, suite à un refroidissement non
optimal de celui-ci. La rallonge de câble ne doit en aucun
cas assurer l’alimentation d’un autre appareil électrique.
Connexion des câbles de soudage
Connecter les câbles en façade du poste. Il est important
de noter que la prise doit être tournée de 45° après
insertion dans la fiche. Si la prise n’est pas enclenchée
correctement, celle-ci va s’endommage à cause d’une
résistance de contact excessive, et on pourra aboutir à
l’endommagement du poste. Toute extension des câble de
soudage conduira à un réduction des performances de la
machine. Ceci est dû au fait que la résistance électrique
des câbles induira une baisse de la tension. La valeur de
la résistance est en dépendance directe avec la longueur
de câble.
Configuration
MIGATRONIC rejette toute responsabilité pour tout
endommagement de câble et de faisceau lié à l’utilisation
d’une torche ou de câble sous-dimensionnés par rapport à
la charge admissible.
Utilisation de générateurs
Cette machine de soudage est compatible avec toutes les
alimentations secteur qui délivrent un courant et une
tension de forme sinusoïdale et qui n’excèdent pas les
plages de tension autorisées, indiquées dans les
spécifications techniques.
Les générateurs motorisés conformes aux conditions cidessus peuvent servir de source d’alimentation principale.
Consultez votre fournisseur de générateur avant de
connecter votre machine de soudage.
Migatronic préconise l’utilisation d’un générateur muni d’un
régulateur électronique et d’une alimentation d’au moins
1,5 x la consommation maximale en kVA de la machine de
soudage. La garantie ne couvre pas les dommages
provoqués par une alimentation secteur inadaptée ou
défectueuse.
Usage de la machine
Au cours du soudage avec le FOCUS STICK 160E PFC,
certains composants vont chauffer. Au cours des pauses
ces mêmes éléments vont se refroidir.
Il n’est pas possible de surcharger la machine
dans des conditions normales d’utilisation, et le
poste peut fonctionner sans interruption à des
courants allant jusqu’à 100A en soudage à
l’électrode en MMA. Si le soudage requiert des
courants supérieurs à 100A, on devra recourir à
des pauses pour que la machine puisse se
refroidir. Des courants et des températures
ambiantes élevés nécessitent de rallonger les
périodes de pause.
A longueur des pauses dépend du courant réglé,
et la machine ne doit pas être interrompue dans
ses phases de refroidissement. Si les phases de
refroidissement au cours du soudage ne sont pas
suffisamment longues, la protection de surchauffe
va automatiquement arrêter le process de
soudage. Le poste se coupe et le voyant jaune
s’allume lors d’une surcharge.
Quand la machine a suffisamment refroidie et est
prête pour le soudage, le voyant jaune s’éteint. La
charge admissible peut être vue au paragraphe
« données techniques ».
Exemple :
60 % de charge maxi en soudage MMA signifie
qu’une période de refroidissement de 4 minutes
est nécessaire après une période de soudage de
6 minutes à 120A. Ce calcul présuppose
10 minutes entre le départ de chaque période de
soudage.
La machine a spécialement été conçue pour des
travaux simples et n’est pas de ce fait adaptée
pour des charges importantes sur de longues
périodes.
Mobilité
La poignée de transport est suffisamment robuste
pour être utilisée pour la manutention par des
appareils de levage ou des grues.
Pendant le process de soudage, la machine ne
doit pas être dérangée ou fixée à une personne.
Positionnement
Grâce à son centre de gravité rabaissé, le poste
peut également être placé sur une plate-forme
inclinée. Cependant, au cours du process de
soudage, la machine doit être placée de telle
façon que le fait de tirer sur les câbles de
soudage ne conduisent pas au basculement de la
machine.
Il faut s’assurer que les aérations de la coque ne
soient pas obstruées, et la machine ne doit pas
être placée de telle façon à empêcher la
circulation d’air.
Lors d’utilisation sur des échafaudages, la
machine doit être fixée correctement. La poignée
peut être utilisée à cet usage.
MIGATRONIC rejette toute responsabilité si la
machine est utilisée pour toute autre application
que le soudage.
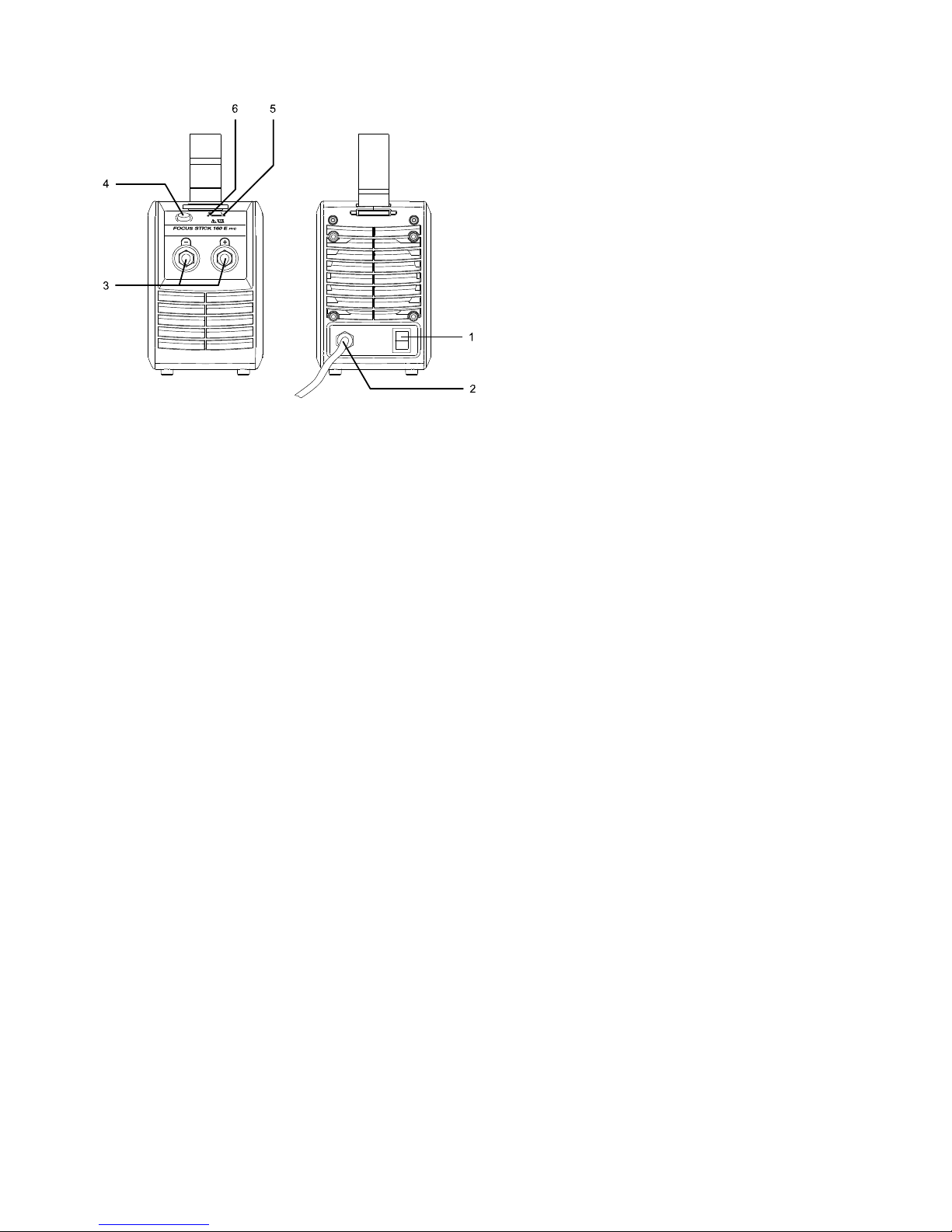
26
INSTRUCTION INITIALE
Généralités :
1. Interrupteur principal
Cet interrupteur met le poste en marche et l’arrête.
Quand l'interrupteur principal est arrêté, la machine
peut émettre un cliquement pendant que la LED
verte sur le panneau de commande clignote (6). Ceci
est normal, ce n'est pas une erreur.
2. Câble principal
Prise d’arrivée de l’alimentation principale
3. Fiche de soudage
Fiches positive et négative pour le courant DC. La
pince porte électrode doit être branché sur la fiche
positive ou négative en fonction de la polarité de
l’électrode et le câble de masse doit être connecté
sur la fiche restante.
4. Contrôle du courant de soudage
Ce bouton est employé pour l'ajustement du courant
de soudure. Le courant de soudure est réglable de
20-160 A.
5. Surchauffe
Le voyant jaune s’allume et le poste se coupe si il y a
une surchauffe. La surchauffe se produit si le poste
est en surcharge. Le poste peut souder de nouveau
automatiquement dès que la température est
redescendue et le voyant jaune s’éteint.
Attention : Quand la machine est en surchauffe, il est
important de placer la pince porte électrode de telle
façon qu’aucun arc ne puisse être réamorcé lorsque
la machine se reconnecte automatiquement.
6. La LED verte est allumée quand la machine est
branchée.
LOCALISATION D’ERREUR
Les interventions sur le poste ne peuvent être
réalisées
que par du personnel habilité par MIGATRONIC.
Symptômes d’erreur :
La machine ne fonctionne pas :
Il n’y pas d’alimentation générale ou le fusible est
détérioré. Vérifier que l’alimentation générale et les
fusibles sont corrects.
Vérifier que les câbles de soudage sont
correctement montés sur les fiches.
Vérifier que les câbles de soudage ne sont pas
détériorés et que la connexion avec le câble de
masse est aussi rapprochée que possible de la
pièce à assembler.
Surchauffe :
Le voyant jaune est allumé, le poste est en
surchauffe. Ceci se produit :
- si on soude avec une charge plus importante que
permis ;
- Si la machine a besoin d’être nettoyée ;
- Si les aérations sur la coque de la machine sont
bouchées.
Vérifier que la machine n’est pas en surcharge, cf.
« données techniques » et/ou nettoyer les aérations
au moyen d’air comprimé propre et sec après avoir
pris soin de déconnecter la machine de
l’alimentation générale.
Le poste ne donne pas sont courant maximum de
soudage :
Vérifier les tensions d’alimentation. les
performances de la machine dépendent de
l’alimentation générale. La tension doit être
mesurée au niveau de toutes les extensions de
câbles où la machine est connectée.
Ceci peut être causé par le fait que la machine est
connectée avec des câbles trop longs, et si
possible, seuls les câbles primaires et secondaires
doivent être réduits au maximum.
Si l’erreur ne peut être résorbée :
Contacter votre distributeur - la machine peut être
endommagée.
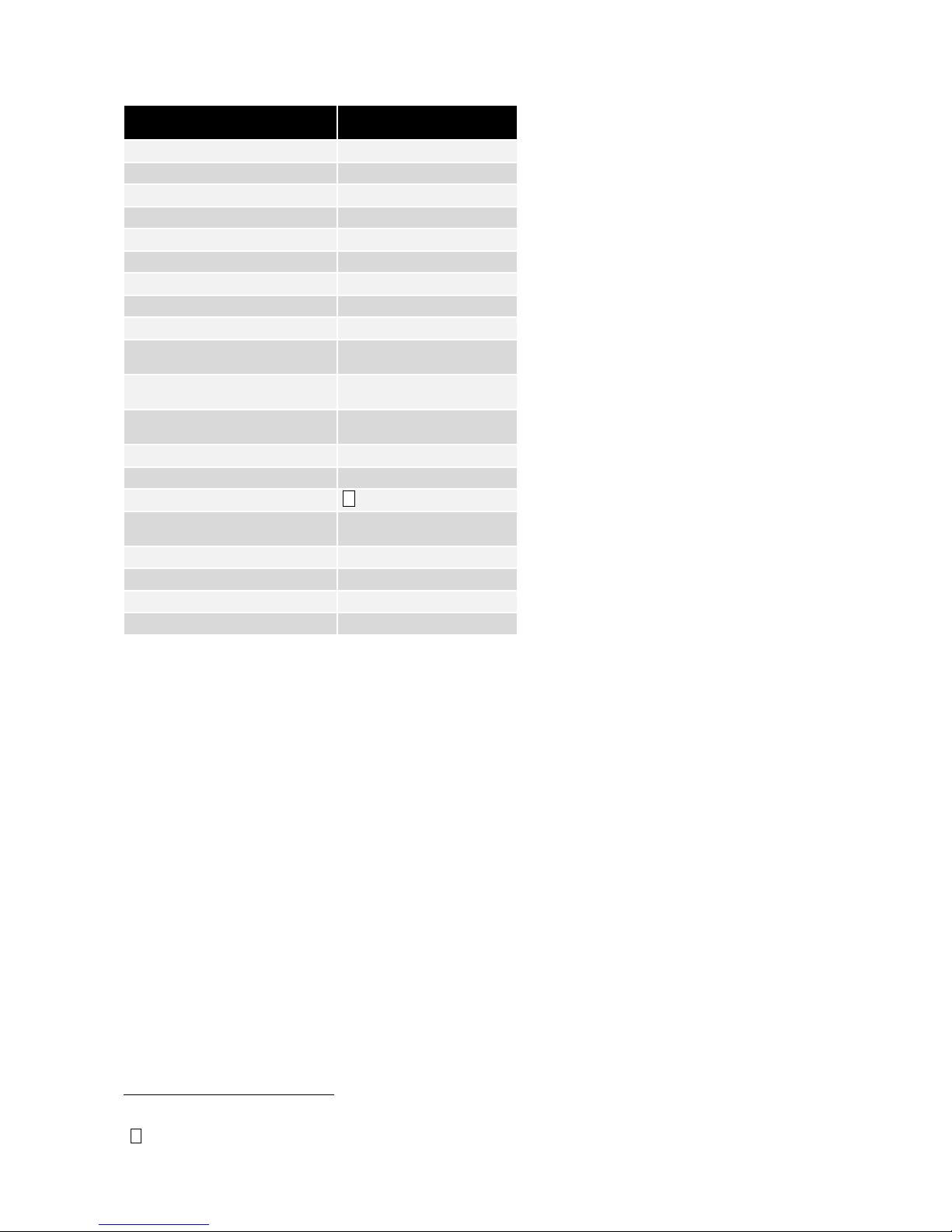
27
DONNEES TECHNIQUES
Type FOCUS STICK
160E PFC
Alimentation générale 1x230 V -40/+10%
Fusible 16 A
Courant d’alimentation, efficace 14 A
Courant d’alimentation, max. 24,8 A
Courant d’alimentation, 100% 3,2 kVA
Consommation maxi 5,6 kVA
Consommation, à vide <150 W
Rendement 0,76
Plage de courant, CC 20 - 160 A
Facteur de marche,
100% 40 (20) °C
100 (120) A
Facteur de marche,
60% 40 (20) °C
120 (150) A
Facteur de marche,
30 (35)% 40 (20) °C
160 A
Tension à vide 75 V
1
Classe de protection IP23S
2
Classe d’application
S
Norme EN/IEC60974-1
EN/IEC60974-10 (Class A)
Câble d’extension min. 2,5 mm²
Diamètre d'électrode 1,6 - 3,25 mm
Dim hxlxL 230x150x410 mm
Poids 7,8 kg
1
La machine est construite pour l'utilisation à l'extérieur parce qu'elle
remplit les demandes de la classe de protection IP 23S.
2
S Ce poste de soudage remplit toutes les demandes posées aux
postes de soudage qui s'utilisent dans les domaines où il y a un
risque élevé de chocs électriques.
MAINTENANCE
FOCUS STICK 160E PFC ne demande aucune
maintenance pariculiére. Cependant, l’exposition à
une atmosphère extrêmement poussiéreuse ou
corrosive est préjudiciable pour le poste et afin de
prévenir d’éventuels problèmes, la procédure
suivante devrait être appliquée au moins une fois
par an :
- déconnecter la machine de l’alimentation
générale ;
- nettoyer les aérations de l’enveloppe composite
avec de l’air comprimé ou une brosse à poils
souples sans ouvrir la machine.
Un manque de maintenance peut conduire a une
baisse de performance et à un arrêt de la garantie.
La prise en charge sous garantie ne sera pas
accordée pour toute intervention sur un poste à
souder dont les deux demi-coques ont été
ouvertes au préalable.
 Loading...
Loading...