

Migatronic FOCUS MIG 130 PFC User Manual

BRUGSVEJLEDNING
USER GUIDE
BETRIEBSANLEITUNG
GUIDE DE L’UTILISATEUR
BRUKSANVISNING
GUIDA PER L’UTILIZZATORE
GEBRUIKERSHANDLEIDING
KÄYTTÖOHJE
GUÍA DE USUARIO
KEZELÉSI ÚTMUTATÓ
PODRĘCZNIK UŻYTKOWNIKA
NÁVOD K OBSLUZE
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
FOCUS MIG 130 PFC
50115023 A1 Valid from 2017 week 20
2
Dansk ..................................................................3
English ................................................................5
Deutsch ............................................................... 7
Français ............................................................... 9
Svenska ............................................................. 11
Italiano .............................................................13
Nederlands .......................................................15
Suomi ................................................................ 17
Español .............................................................19
Magyar ..............................................................21
Polski .................................................................23
Česky ................................................................. 25
Русский ...........................................................27
3
Tilslutning og ibrugtagning
Advarsel
Læs advarsel og brugsanvisning
omhyggeligt igennem inden
installation og ibrugtagning og gem til
senere brug.
Installation
Nettilslutning
Tilslut maskinen til den netspænding den er konstrueret til. Se
typeskiltet (U1) bag på maskinen.
0
l
1
2
Tilslutning af beskyttelsesgas
Gasslangen, som udgår fra bagsiden af maskinen (3), tilsluttes en
gasforsyning med en reduktionsventil (0-8bar).
(Obs. Nogle typer reduktionsventiler kan kræve højere
udgangstryk end 2 bar for at fungere optimalt).
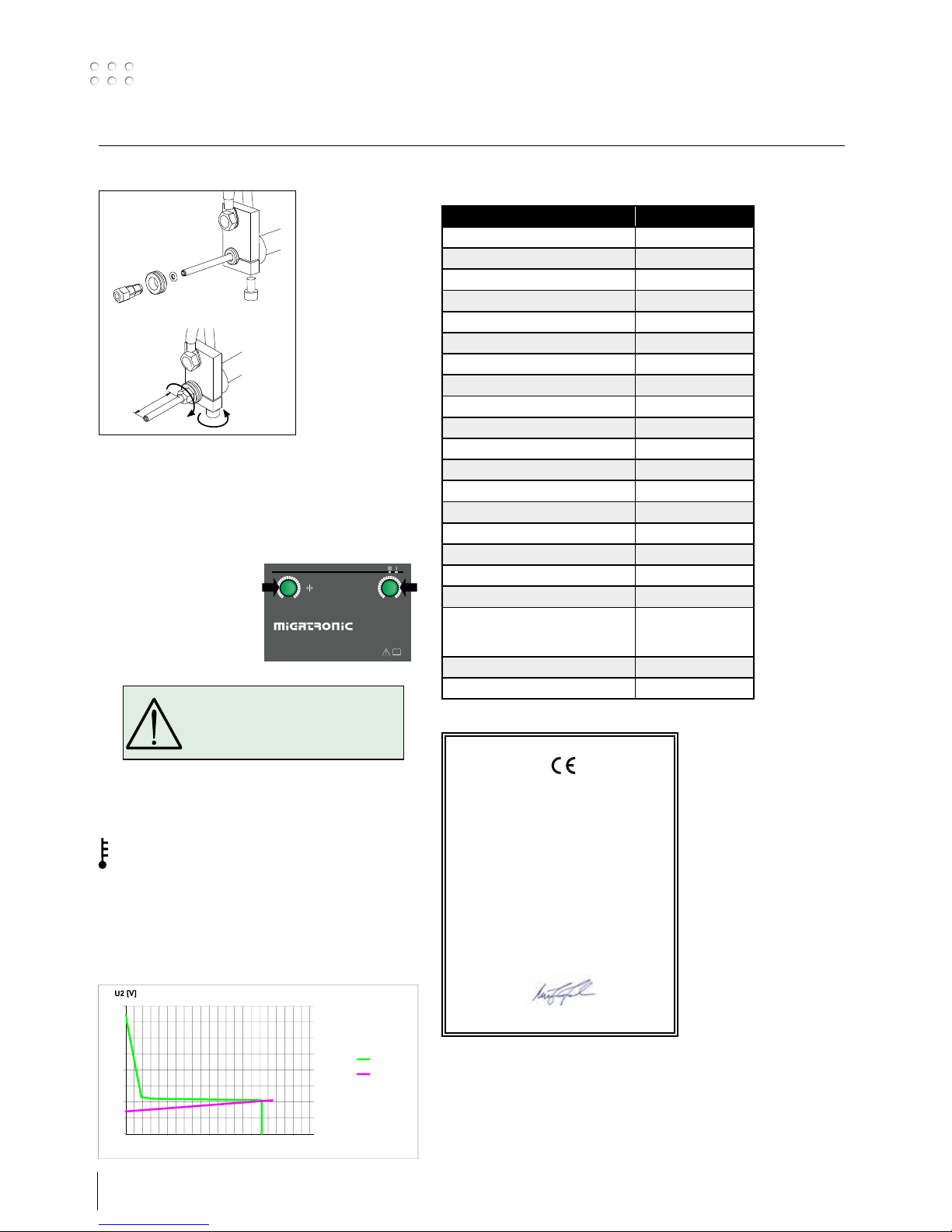
Justering af trådbremse
Bremsen justeres så stramt, at trådrullen
standser, inden svejsetråden kører ud
over kanten på rullen.
Bremsekraften er afhængig af vægten
på trådrullen og trådhastigheden.
Justering:
• Juster trådbremsen ved at spænde
eller løsne låsemøtrikken på trådnavets aksel.
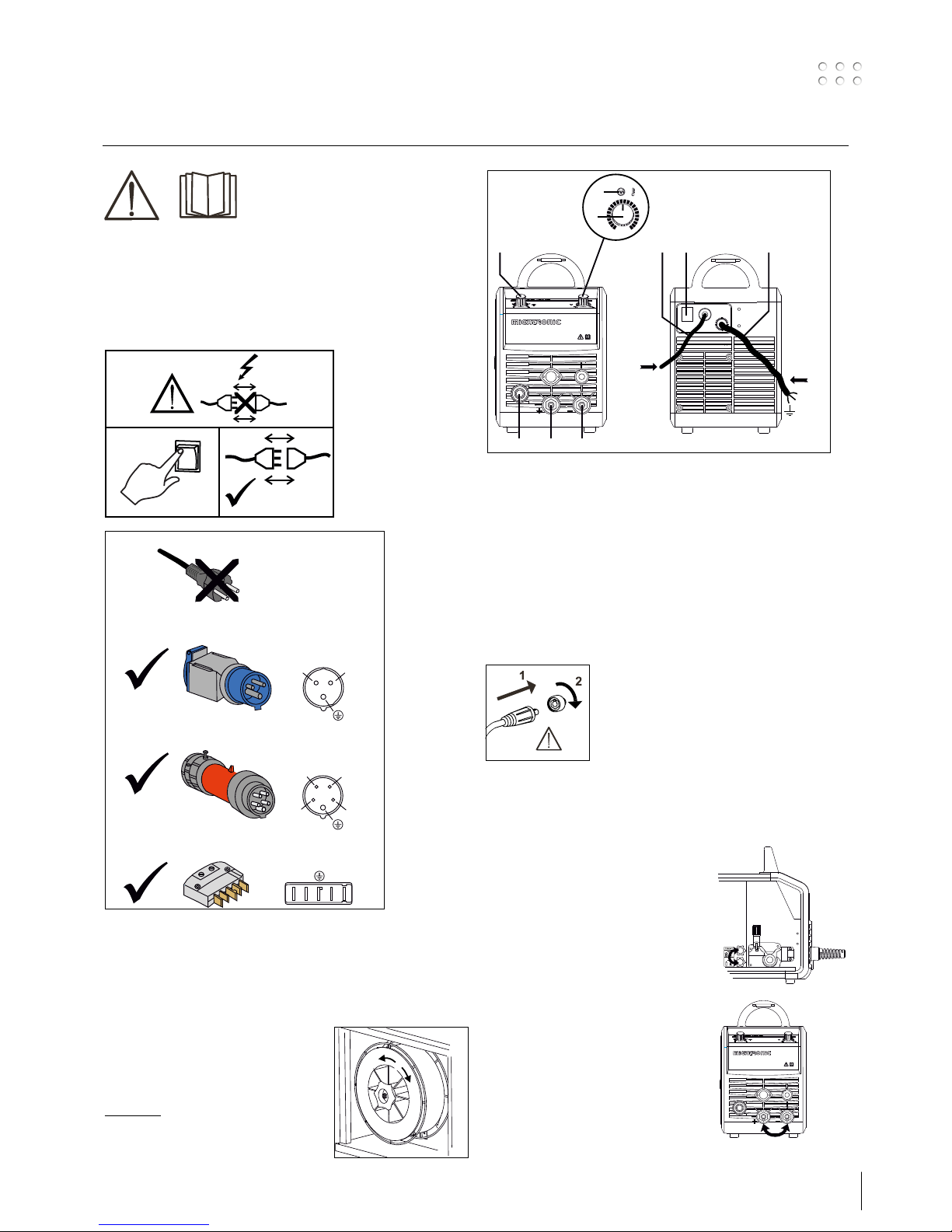
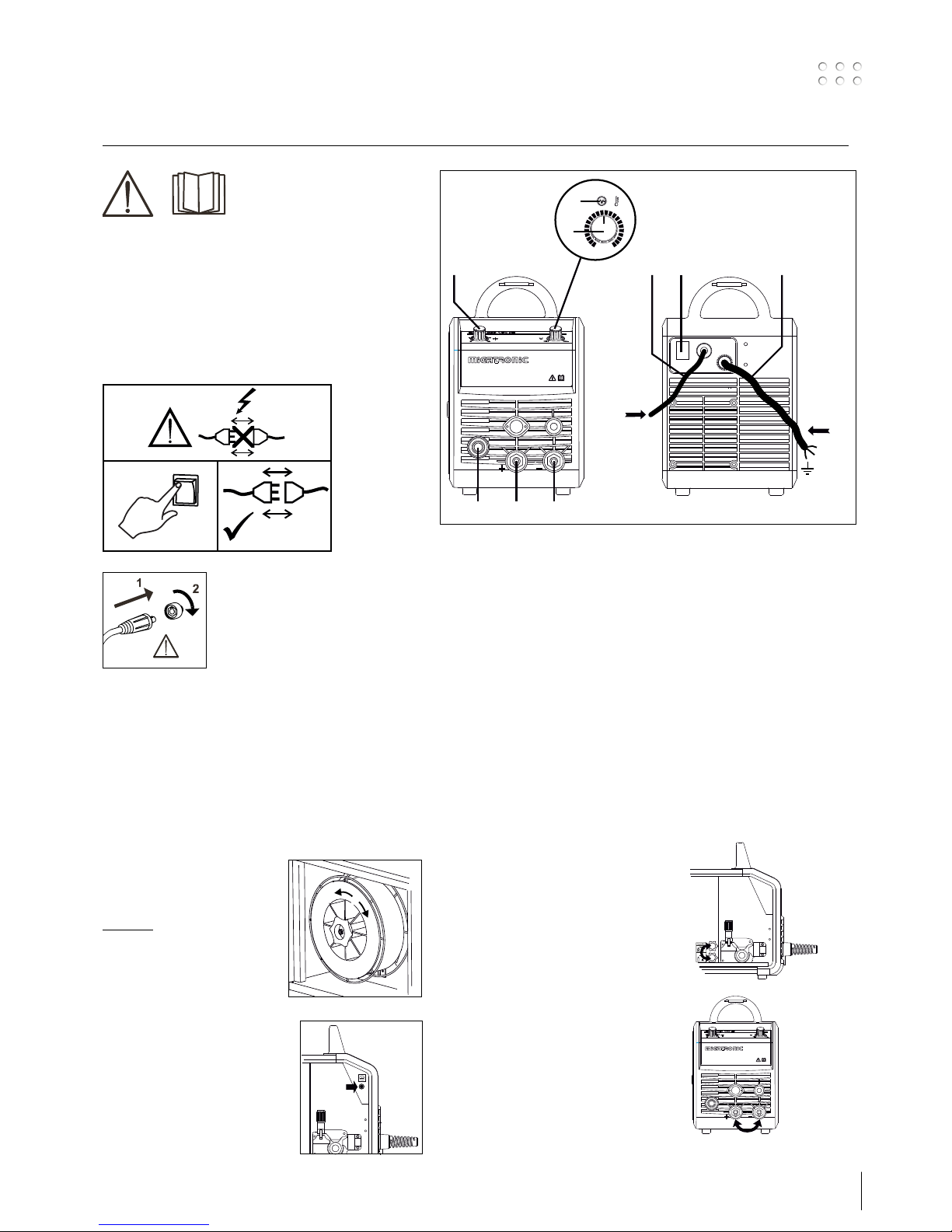
1. Nettilslutning
2. Tænd – sluk knap
3. Tilslutning beskyttelsesgas
4. Stelklemme
5. Tilslutning - svejseslange
6. Stelklemme
7. Indstilling af trådhastighed
8. Indstilling af svejsespænding
9. Svejsespændingsindikatoren lyser af sikkerhedshensyn, hvis
der er spænding på brænderen.
Vigtigt!
Når stelkabel og svejseslange tilsluttes maskinen, er god elektrisk kontakt nødvendig, for
at undgå at stik og kabler ødelægges.
Valg af svejsepolaritet
For visse svejsetrådstyper anbefales det, at man skifter svejsepolaritet. Det gælder især for Innershield svejsetråd. Kontroller den
anbefalede polaritet på svejsetrådens emballage.
Ændring af polaritet:
1. Afbryd maskinen fra lysnettet.
2. Afmonter polernes fingerskruer
(fig.1).
3. Byt om på kablerne (fig.1).
4. Monter fingerskruerne (fig.1)
5. Flyt stelkabel fra minus til plus (fig.
2).
6. Slut maskinen til lysnettet.
F
N
Power
12
3
4
GAS
max. 8 Bar
65
7
8
9
N
L
N
L
L
L
NL LL
Max. 13A sikring
Min. 16A sikring
Blå
Rød
1
2
Ændring af polaritet
4
Tilslutning og ibrugtagning
Rangerfunktion
Funktionen bruges til at rangere/fremføre tråd evt.
efter trådskift.
Tråden føres frem, når knappen holdes nede, mens
der tastes på brændertasten.
Skift af trådliner
Tænd, tryk, svejs
Indstilling af svejseprogram
• Tænd svejsemaskinen på hovedafbryderen (2)
• Indstil trådhastighed og svejsespænding
• Maskinen er nu klar til at svejse
43
Fejlsymboler
Temperaturfejl
Overophedningsindikatoren lyser, hvis svejsningen er blev afbrudt på
grund af overophedning af maskinen.
Lad maskinen være tændt, indtil den er afkølet af den indbyggede blæser.
ADVARSEL
Når der trykkes på svejseslangens
kontakt/tast er der spænding på
svejsetråden.
2
3
6
4
7
8
5
Min. Max.
FOCUS MIG 130 PFC
V
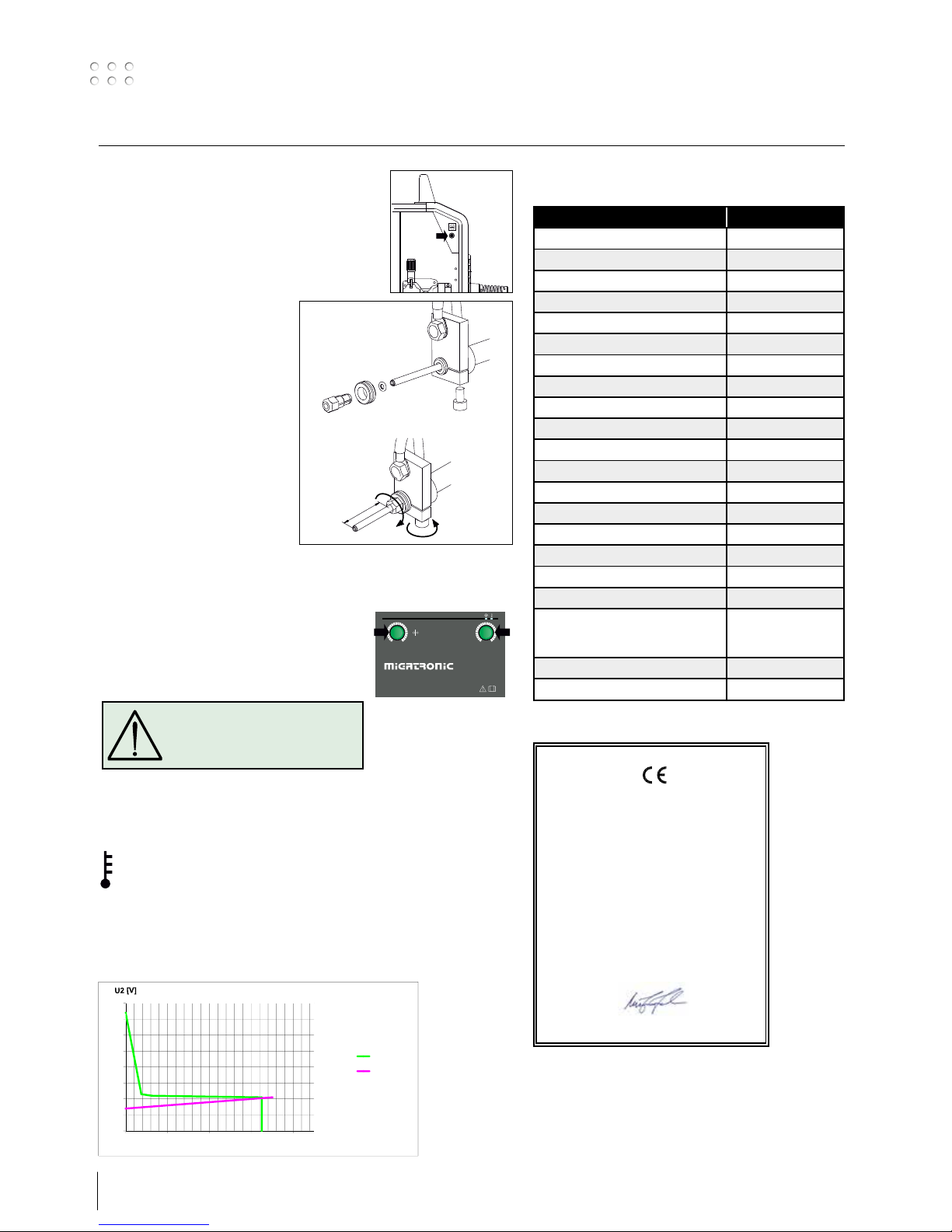
Tekniske data
STRØMKILDE FOCUS MIG 130 PFC
Netspænding ±15% (50Hz-60Hz), V 1x230
Minimum generatorstørrelse, kVA 5,5
Netsikring, A 16
Netstrøm, effektiv, A 8,8
Netstrøm, max., A 15,0
Effekt, (100%), kVA 1,8
Effekt max., kVA 3,5
Effekt tomgang, W 40
Virkningsgrad 0,8
Power faktor 0,99
Strømområde, A 45-130
Intermittens, 100% 20°C, A/V 130/20,5
Intermittens, 100% 40°C, A/V 70/17,5
Intermittens, 60% 40°C, A/V 100/19,0
Intermittens, maks. 40°C, A/%/V 130/25/20,5
Tomgangsspænding, V 85
1)
Anvendelsesklasse
S/CE
2)
Beskyttelsesklasse IP23S
Normer EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
Dimensioner (HxBxL), mm 370x230x450
Vægt, kg 13
EU-OVERENSSTEMMELSESERKLÆRING
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Danmark
erklærer, at nedennævnte maskine
Type: FOCUS MIG 130
PFC
er i overensstemmelse med bestemmelserne i
direktiverne 2014/35/EU
2014/30/EU
2011/65/EU
Europæiske EN/IEC60974-1
standarder: EN/IEC60974-5
EN/IEC60974-10 (Class A)
Udfærdiget i Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
1) S Maskiner opfylder de krav der stilles under anvendelse i områder
med forøget risiko for elektrisk chok
2) Maskinen må anvendes udendørs, idet den opfylder kravene til
beskyttelses-klasse IP23S
0
10
20
30
40
50
60
70
80
0 40 80 120 160
I2 [A]
Static Characteristic
Focus MIG 130
PFC
MIG Load line
Statisk karakteristik
5
Connection and operation
Warning
Read warning notice and
instruction manual carefully
prior to initial operation and
save the information for later
use.
Permissible installation
Mains connection
Connect the machine to the correct mains supply. Please
read the type plate (U1) on the rear side of the machine.
0
l
1
2
Important!
In order to avoid destruction of plugs
and cables, good electric contact
is required when connecting earth
cables and welding hoses to the
machine.
Connection of shielding gas
Connect the gas hose, which branches off from the back
panel of the welding machine (3), to a gas supply with
pressure regulator (0-8 bar). (Note: Some types of pressure
regulators require an output pressure of more than 2 bar
to function optimally).
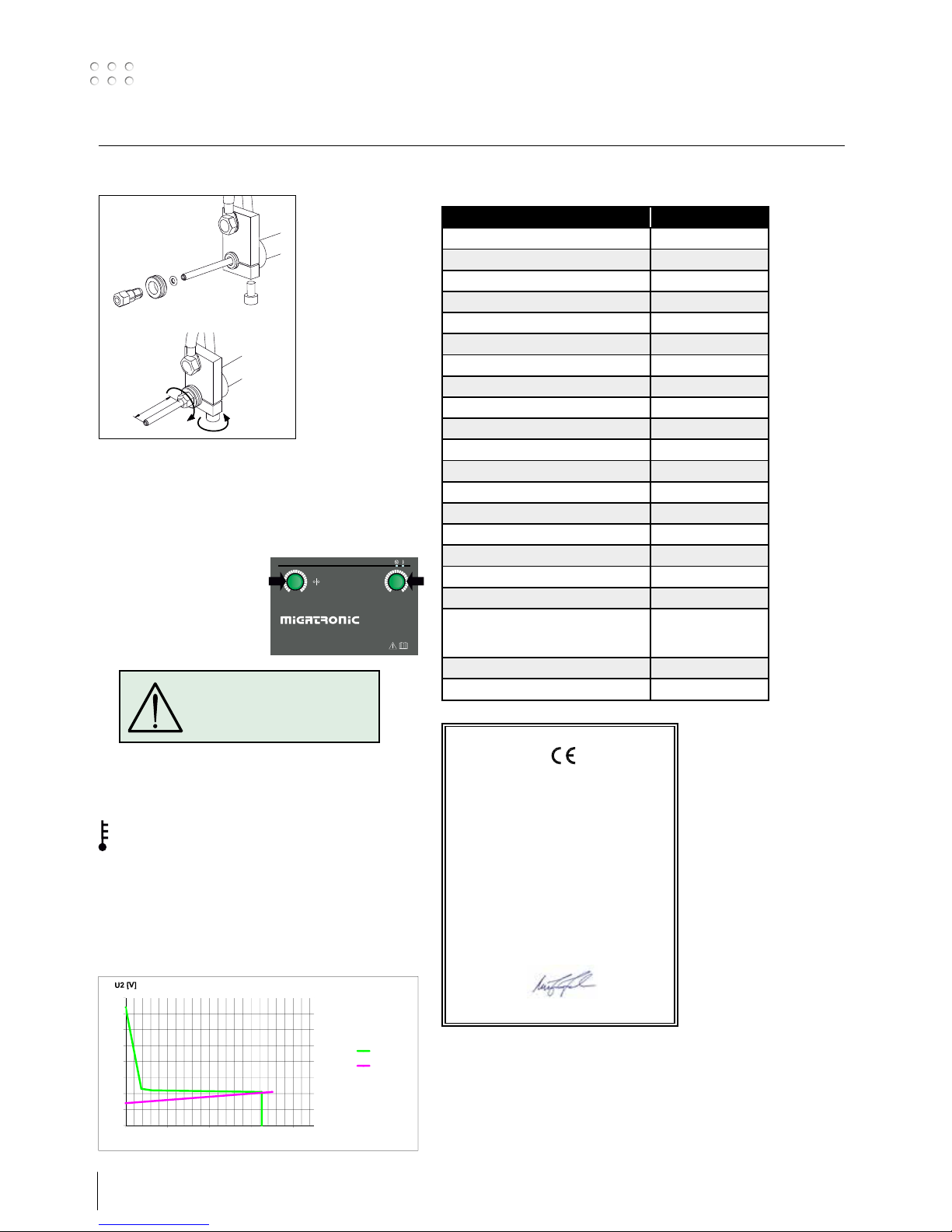
Adjustment of wire brake
The wire brake must ensure that
the wire reel brakes sufficiently
before the welding wire runs
over the edge of the reel.
The brake force is dependent on
the weight of the wire reel and
wire feed speed.
Adjustment:
• Adjust the wire brake by fastening or loosening the
self-locking nut on the axle of the wire hub.
Inching
This function is for wire inching/
feeding, e.g. after change of wire.
To feed the wire, press and hold
down the key while triggering the
torch trigger.
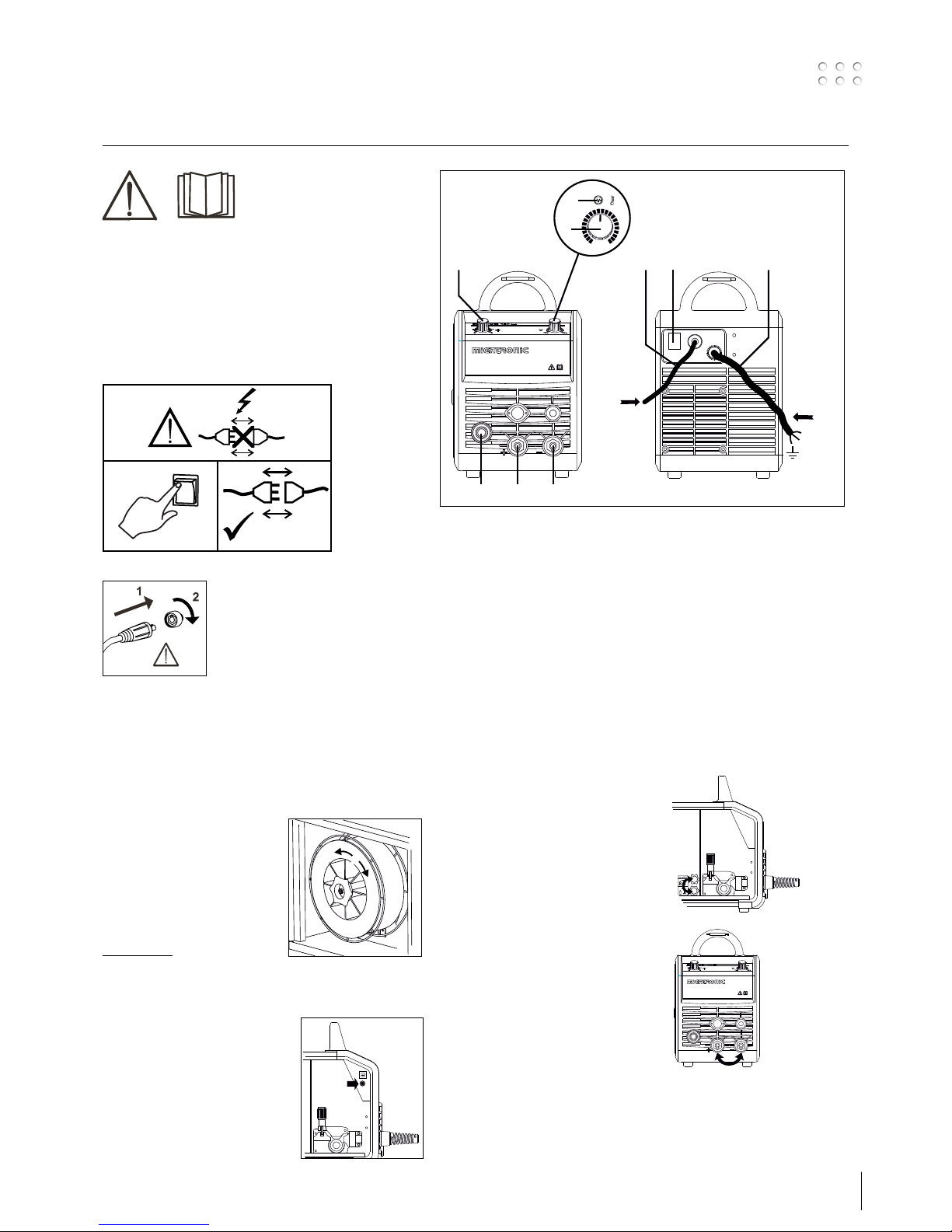
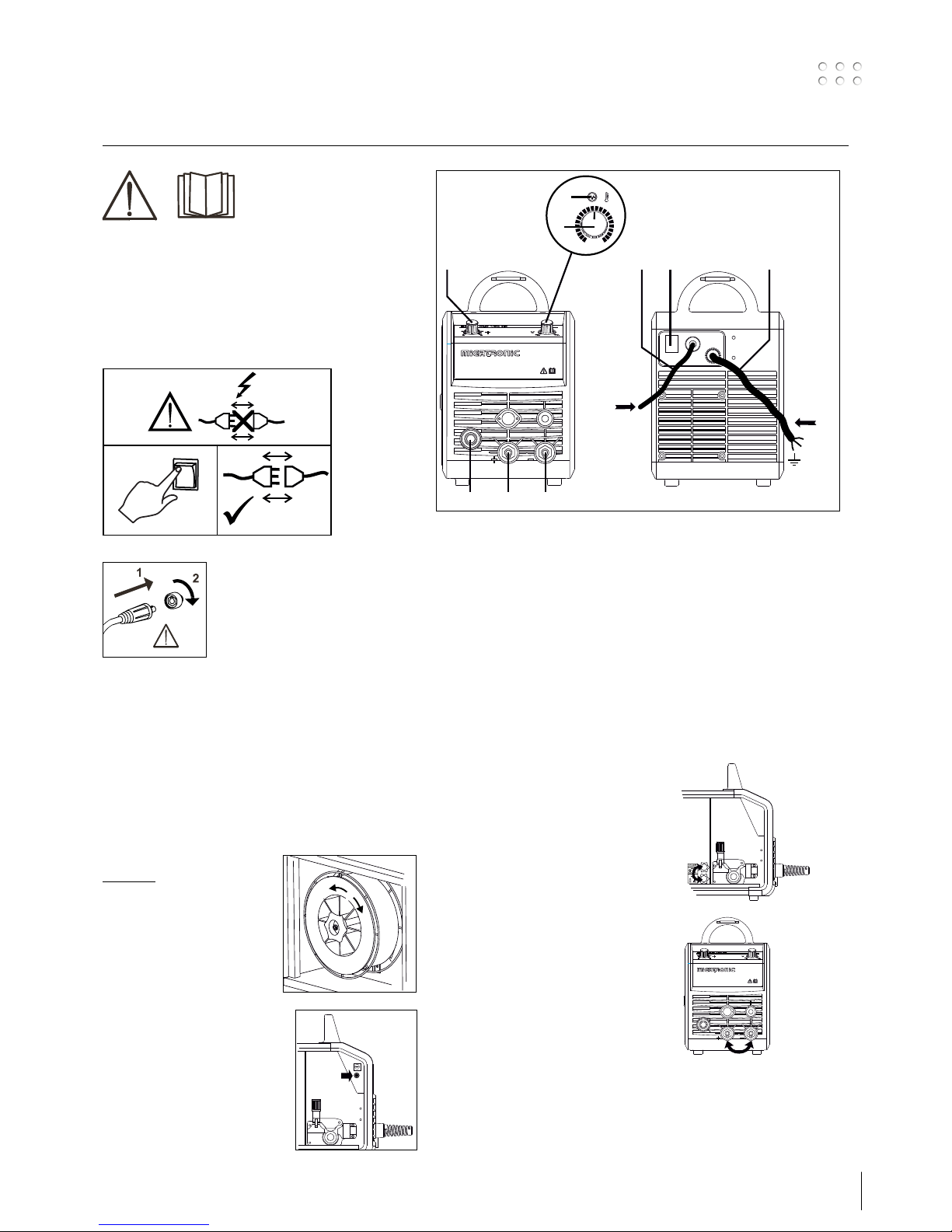
1. Mains connection
2. Power switch
3. Connection of shielding gas
4. Connection of earth clamp
5. Connection of welding hose
6. Connection of earth clamp
7. Wire feed speed control
8. Adjustment of welding voltage
9. The welding voltage indicator is illuminated for
reasons of safety and in order to show if there is
voltage at the torch.
Selecting welding polarity
Polarity reversal is recommended
for certain types of welding wire, in
particular Innershield welding wire. For
recommended polarity, please refer to
the welding wire packaging.
Change of polarity:
1. Disconnect the machine from the
mains supply.
2. Dismount the milled nuts at the
poles (fig. 1).
3. Reverse the cables (fig. 1).
4. Mount the milled nuts (fig. 1).
5. Exchange earth cable from minus
to plus (fig. 2).
6. Connect the machine to the mains
supply.
F
N
Power
12
3
4
GAS
max. 8 Bar
65
7
8
9
1
2
Change of polarity

6
Connection and operation
WARNING
Voltage is present on the welding
wire when pressing the welding
hose trigger.
Fault symbols
Temperature error
The indicator flashes, when the power source is
overheated.
Leave the machine on until the built-in fan has cooled it
down.
Change of wire liner
Switch on, press, weld
Welding program setting
• Switch on the welding machine on the main switch (2)
• Set the wire feed speed
and voltage
• The machine is now
ready to weld
43
2
3
6
4
7
8
5
Min. Max.
FOCUS MIG 130 PFC
V
Technical data
Power source FOCUS MIG 130 PFC
Mains voltage ±15% (50Hz-60Hz), V 1x230
Minimum generator size, kVA 5.5
Fuse, A 16
Mains current effective, A 8.8
Mains current max., A 15.0
Power (100%), kVA 1.8
Power max., kVA 3.5
Power, open circuit, W 40
Efficiency 0.8
Power faktor 0.99
Current range, A 45-130
Duty cycle, 100% at 20°C, A/V 130/20.5
Duty cycle, 100% at 40°C, A/V 70/17.5
Duty cycle, 60% at 40°C, A/V 100/19.0
Duty cycle, max. at 40°C, A/%/V 130/25/20.5
Open circuit voltage, V 85
1)
Sphere of application
S/CE
2)
Protection class IP23S
Standards EN/IEC60974-1.
EN/IEC60974-5.
EN/IEC60974-10
Dimensions (HxWxL), mm 370x230x450
Weight, kg 13
1) S This machine meets the demand made for machines which are to operate in areas
with increased hazard of electric chocks
2) Equipment marked IP23S is designed for indoor and outdoor applications
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: FOCUS MIG 130
PFC
conforms to directives 2014/35/EU
2014/30/EU
2011/65/EU
European standards: EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
0
10
20
30
40
50
60
70
80
0 40 80 120 160
I2 [A]
Static Characteristic
Focus MIG 130
PFC
MIG Load line
Static characteristic

7
Anschluss und Inbetriebnahme
Warnung
Lesen Sie die Warnhinweise und
Betriebsanleitung sorgfältig
vor der Inbetriebnahme und
speichern Sie die Information für
den späteren Gebrauch.
Installation
Netzanschluss
Die Maschine soll an eine Netzspannung angekuppelt
werden, die mit den Angaben auf dem Typenschild (U1)
hinter die Maschine übereinstimmt.
0
l
1
2
Wichtig!
Achten Sie auf festen Sitz der
Anschlüsse von Massekabel und
Schweißschlauch.
Die Stecker und Kabel können sonst
beschädigt werden.
Schutzgasanschluss
Den Gasschlauch an der Rückseite der Maschine (3) an eine
Gasversorgung mit Druckregler (0-8 bar) anschließen.
(NB! Einige Druckreglertypen fordern einen hoheren Ausgangsdruck als 2bar um optimal zu funktionieren).
Justierung der Drahtbremse
Die Bremse wird so fest eingestellt, daß die Drahtrolle
stoppt, ehe der Schweißdraht über den Rand läuft.
Die Bremsekraft ist vom Gewicht
der Drahtrolle und der Drahtfördergeschwindigkeit abhängig.
Justierung:
• Die Drahtbremse kann durch
Festspannen oder Lockern
der Gegenmutter auf die
Achse der Drahtnabe justiert
werden.
Stromloser Drahteinlauf
Funktion zum stromlosen Einfädeln
des Drahtes ins Schlauchpaket, z.B.
nach Drahtwechsel. Zum Einfädeln
des Drahtes die Taste gedrückt
halten und gleichzeitig die Brennertaste aktivieren.
1. Netzanschluss
2. Ein- und Ausschalter
3. Schutzgasanschluss
4. Anschluß für Masseklemme
5. Anschluß - Schweißschlauch
6. Anschluß für Masseklemme
7. Einstellung der Drahtfördergeschwindigkeit
8. Einstellung der Schweißspannung
9. Der Schweißspannungsanzeiger leuchtet aus
Sicherheitsgründen beim Anliegen einer Spannung auf
dem Brenner auf.
Wahl der Schweißpolarität
Für eigenen Schweißdrahttypen empfehlen wir, daß Sie
Schweißpolarität wechseln. Dies gilt insbesondere für
Innershield Schweißdraht. Bitte kontrollieren sie die
empfehlende Polarität auf die Schweißdrahtpackung.
Änderung der Polarität:
1. Die Maschine muß von der Netz-
versorgung unterbrochen werden.
2. Die Rändelschrauben müssen
abmontiert werden. (Fig. 1)
3. Die Kabel müssen umgewechselt
werden (Fig. 1)
4. Die Rändelschrauben müssen montiert
werden (Fig. 1)
5. Das Massekabel von Minus bis Plus
wechseln (Fig. 2)
6. Die Maschine wird an der
Netzversorgung angeschlossen.
F
N
Power
12
3
4
GAS
max. 8 Bar
65
7
8
9
1
2
Änderung der Polarität
8
Anschluss und Inbetriebnahme
Fehlersymbole
Temperaturfehler
Die Überhitzungsanzeige leuchtet auf, wenn der
Schweißbetrieb wegen einer Überhitzung der Anlage
unterbrochen wurde.
Lassen Sie bitte die Maschine eingeschaltet, bis der
eingebaute Lüfter sie genug abgekühlt hat.
Wechsel des Drahtführers
Einschalten, Drücken, Schweißen
Einstellung des Schweißprograms
• Die Schweißmaschine auf den Hauptschalter (2) ein-
schalten
• Die Drahtförder-
geschwindigkeit und
Schweißspannung ein-
stellen
• Die Maschine ist jetzt
schweißbereit
43
WARNUNG
Spannung ist auf dem Schweißdraht
vorhanden, wenn die Taste des
Schweißschlauchs gedrückt wird.
2
3
6
4
7
8
5
Min. Max.
FOCUS MIG 130 PFC
V
1) S Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöther elektrischer
Gefährdung
2) Geräte, die der Schutzklasse IP23S entsprechen, sind für den Innen und Ausseneinsatz
ausgelegt.
Technische Daten
STROMQUELLE FOCUS MIG 130 PFC
Netzspannung ±15% (50Hz-60Hz), V 1x230
Mindestgröße des Generators, kVA 5,5
Sicherung, A 16
Effektiver Netzstrom, A 8,8
Max. Netzstrom, A 15,0
Leistung (100%), kVA 1,8
Leistung max., kVA 3,5
Leerlaufleistung, W 40
Wirkungsgrad 0,8
Leistungsfaktor 0,99
Strombereich, A 45-130
Zulässige ED, 100% bei 20°C, A/V 130/20,5
Zulässige ED, 100% bei 40°C, A/V 70/17,5
Zulässige ED, 60% bei 40°C, A/V 100/19,0
Zulässige ED, max. bei 40°C, A/%/V 130/25/20,5
Leerlaufspannung, V 85
1)
Anwendungsklasse
S/CE
2)
Schutzklasse IP23S
Norm EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
Masse (HxBxL), mm 370x230x450
Gewicht, kg 13
EU-KONFORMITÄTSERKLÄRUNG
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Dänemark
erklärt, dass das unten erwähnte Gerät
Typ: FOCUS MIG 130
PFC
den Bestimmungen der EU-Richtlinien
2014/35/EU
2014/30/EU
2011/65/EU entspricht
Europäische EN/IEC60974-1
Normen: EN/IEC60974-5
EN/IEC60974-10 (Class A)
Ausgestellt in Fjerritslev am 17.05.2017
Niels Jørn Jakobsen
CEO
0
10
20
30
40
50
60
70
80
0 40 80 120 160
I2 [A]
Static Characteristic
Focus MIG 130
PFC
MIG Load line
Statische Charakteristik
9
Branchement et fonctionnement
Attention
Lire attentivement la fiche de
mise en garde/le mode d’emploi
avant la première utilisation et
conserver ces informations en vue
de leur utilisation ultérieure.
Installation autorisée
Raccordement électrique
Branchez la machine à une prise secteur adaptée. Veuillez
lire la plaque signalétique (U1) à l’arrière de la machine.
0
l
1
2
Important !
Afin d’éviter la destruction des prises
et câbles, assurez-vous que le contact
électrique est bien établi lors du
branchement des câbles de mise à la
terre et des torches de soudage à la
machine.
Raccordement au gaz de protection
Raccorder le tuyau de gaz qui se trouve sur le panneau
arrière de la machine (3) et le relier à une alimentation en
gaz avec régulateur de pression (0-8 bars).
(A noter : pour une utilisation optimale certains types de
régulateurs de pression nécessitent une pression de sortie
supérieur à 2 bars).
Réglage du frein dédié au fil
Le frein du dévidoir ralentit la bobine en fonction de
l’avancement du fil de soudage.
La force du frein dépend du
poids de la bobine et de la
vitesse de dévidage.
Réglage :
• Réglez le frein en serrant
ou desserrant l’écrou autobloquant au niveau de l’axe
du moyeu.
Dévidage du fil à froid
Cette fonction est utilisée pour
le dévidage/le dévidage du fil
à froid, notamment après un
changement de bobine. Pour
cela, appuyez sur le bouton et
maintenez-le enfoncé tout en
activant la gâchette de la torche.
1. Raccordement électrique
2. Interrupteur d’alimentation
3. Raccordement au gaz de protection
4. Raccordement de la pince de mise à la terre
5. Raccordement de la torche de soudage
6. Raccordement de la pince de mise à la terre
7. Contrôle de la vitesse de dévidage
8. Réglage de la tension de soudage
9. L’indicateur de tension de soudage et allumé pour
indiquer qu’il y a une tension sur la torche.
Changement de polarité de soudage
Pour certaines applications spécifique, le fabricant
de file, recommande de changer la polarité.(Voire les
caractéristiques technique indiqué sur l’emballage des
bobines de files).
Voici ci-dessous la méthode pour changer
la polarité interne de la machine.
Changement de polarité :
1. Couper l’alimentation de la machine
2. Démonter les écrous moletés aux pôles
(figure 1)
3. Intervertir les câbles (figure 1)
4. Remonter les écrous moletés (figure 1)
5. Inverser le branchement du câble de
masse, de moins à plus (figure 2)
6. Brancher la machine au réseau
électrique
1
2
Changement de polarité
F
N
Power
12
3
4
GAS
max. 8 Bar
65
7
8
9
10
Branchement et fonctionnement
Symboles d’erreur
Défaut température
Le voyant de surchauffe s’allume si le soudage est
interrompu en raison d’une surchauffe de la machine.
Laissez la machine allumée jusqu’à ce que le ventilateur
intégré a refroidi cette dernière.
Changement de revêtement de fil
Connecter, démarrer, souder
Réglage du programme de soudage
• Démarrer la machine à l’aide de l’interrupteur (2)
• Régler la vitesse de
dévidage et la tension
• La machine est désormais
prête pour le soudage.
43
ATTENTION !
L’activation de la gâchette de la
torche génère une tension au
niveau du fil de soudage.
2
3
6
4
7
8
5
Min. Max.
FOCUS MIG 130 PFC
V
1) S Cette machine est conforme aux normes exigées pour les machines fonctionnant
dans des zones à risque élevé de choc électrique
2) Tout équipement portant la marque IP23S est conçu pour un usage en intérieur et
extérieur
Caracteristiques techniques
Module d’alimentation FOCUS MIG 130 PFC
Tension de secteur ±15% (50Hz-60Hz), V 1x230
Taille minimale du générateur, kVA 5,5
Fusible, A 16
Courant du secteur efficace, A 8,8
Courant du secteur max., A 15,0
Puissance nominale, kVA 1,8
Puissance, max., kVA 3,5
Consommation à vide, W 40
Rendement 0,8
Facteur de puissance 0,99
Plage du courant, A 45-130
Fact. de travail 100% à 20°C, A/V 130/20,5
Fact. de travail 100% à 40°C, A/V 70/17,5
Fact. de travail 60% à 40°C, A/V 100/19,0
Fact. de travail max. à 40°C, A/%/V 130/25/20,5
Tension à vide, V 85
1)
Classe d’utilisation
S/CE
2)
Classe de protection IP23S
Norme EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
Dimensions (hxlaxlo), mm 370x230x450
Poids, kg 13
CERTIFICAT DE CONFORMITE CE
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Danemark
déclarons par la présente que notre machine
portant les références ci-dessous
Type : FOCUS MIG 130
PFC
respecte les directives : 2014/35/EU
2014/30/EU
2011/65/EU
Normes EN/IEC60974-1
européennes : EN/IEC60974-5
EN/IEC60974-10 (Class A)
Fait à Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
0
10
20
30
40
50
60
70
80
0 40 80 120 160
I2 [A]
Static Characteristic
Focus MIG 130
PFC
MIG Load line
Caractéristiques statiques
11
Anslutning och igångsättning
Varning
Läs varning och bruksanvisning
noggrant innan installation
och igångsättning och spara
till senare bruk.
Installation
Nätanslutning
Anslut maskinen till den nätspänning den är konstruerad
till. Se typskylt (U1) bak på maskinen.
0
l
1
2
Viktigt!
När återledarkabel och slangpaket
ansluts maskinen, är god elektrisk
kontakt nödvändig, för att undgå
att kontakter och kablar ödeläggs.
Anslutning av skyddsgas
Gasslangen, som utgår från baksidan av maskinen (3),
ansluts till gasförsörjning med en reduceringsventil
(0-8bar).
(Obs. Några typer av reduceringsventiler kan kräva högre
utgångstryck än 2 bar för att fungera optimalt).
Justering av trådbroms
Bromsen justeras så stramt at trådrullen stannar innan
svetstråden kör ut över kanten på rullen.
Bromskraften beror på trådrullens vikt och den trådhastigheten som används.
Justering:
• Justera trådbromsen
genom att spänna eller
lossa låsskruven på
trådnavets axel.
Rangerfunktion
Funktionen används till att
rangera/framföra tråd ev. efter
trådskifte.
Tråden matas fram, när knappen
hålls nere, medan man trycker på
brännaravtryckaren.
1. Nätanslutning
2. På – av knapp
3. Anslutning skyddsgas
4. Återledarklämma
5. Anslutning – slangpaket
6. Återledarklämma
7. Inställning av trådhastighet
8. Inställning av svetsspänning
9. Svetsspänningsindikatorn lyser av säkerhetsskäl, när
det finns spänning på brännaren.
Val av svetspolaritet
För vissa svetstrådstyper rekommenderas
att man skiftar svetspolaritet. Det
gäller särskilt för Innershield svetstråd.
Kontrollera den rekommenderade
polariteten på svetstrådens emballage.
Ändring av polaritet:
1. Koppla bort maskinen från nätet.
2. Avmontera polernas fingerskruvar
(fig.1).
3. Skifta kablarna (fig.1).
4. Montera fingerskruvarna (fig.1)
5. Flytta återledarkabel från minus till
plus (fig. 2).
6. Anslut maskinen till nätet.
F
N
Power
12
3
4
GAS
max. 8 Bar
65
7
8
9
Ändring av polaritet
1
2
 Loading...
Loading...