

Migatronic CMI 183i, CMI 223i, CMI 223i TWIN, CMI Boost 273i, CMI Boost 273i TWIN User Manual
...
BRUGSVEJLEDNING
USER GUIDE
BETRIEBSANLEITUNG
GUIDE DE L’UTILISATEUR
BRUKSANVISNING
GUIDA PER L’UTILIZZATORE
GEBRUIKERSHANDLEIDING
KÄYTTÖOHJE
KEZELÉSI ÚTMUTATÓ
PODRĘCZNIK UŻYTKOWNIKA
NÁVOD K OBSLUZE
CMI CAR-O-LINER
50115053 Valid from 2017 week 24
2
Svenska ............................................................... 3
English ..............................................................11
Deutsch ............................................................. 19
Français ............................................................. 27
Dansk ................................................................35
Italiano .............................................................43
Nederlands .......................................................51
Suomi ................................................................ 59
Magyar ..............................................................67
Polski .................................................................75
Česky ................................................................. 83
3
Varning
Ljusbågssvetsning och -skärning kan vid fel användning vara farlig för såväl användare som omgivning.
Därför får utrustningen endast användas under iakttagande av relevanta säkerhetsföreskrifter.
Var särskilt uppmärksam på följande:
Installation och igångsättning
• Svetsutrustningen skall installeras och användas
av auktoriserad personal enligt EN/IEC60974-9.
CAR-O-LINER kan icke ställas ansvarig vid oavsiktlig
användning eller bruk utanför maskinens/kablarnas
specifikationer.
Uppfyller kraven på värderna för el
• Alla CAR-O-LINERs svetsmaskiner är framställda
enligt överensstämmelser med de tekniska säkerhetsbestämmelser, som är gällande i EU.
Svetsmaskinerna är designade och konstruerade
efter säkerhetskraven i Lågspänningsdirektivet och
uppfyller de europeiska standarder och krav på svetsutrustning enl. DS/EN/IEC 60974-3.
Svetsmaskinerna uppfyller de maximala värderna
mätt enl. DN/EN/IEC 60974-3 för manuellt använda
svetspistoler.
Spetsspänning: 15kV
Elektrisk laddning: 8uC
Medelenergi (period på 1 sekund): 4J
Elektrisk stöt
• Svets/skärutrustningen skall installeras föreskriftsmässigt. Maskinen skall jordförbindas via nätkabel.
• Sörj för regelbunden kontroll av maskinens säkerhetstillstånd.
• Skadas kablar och isoleringar skall arbetet omgående
avbrytas och reparation utföras.
• Kontroll, reparation och underhåll av utrustning
skall utföras av en person med nödvändig
fackmannamässig kunskap.
• Undvik beröring av spänningsförande delar på skärbrännare, återledarkabel eller elektroder med bara
händer.
• Håll kläder torra och använd aldrig defekta eller
fuktiga svetshandskar.
• Isolera dig själv från jord och svetsobjektet (använd
t.ex. skor med gummisula).
• Använd en säker arbetsställning (undvik t.ex.
ställning med fallrisk).
• Följ reglerna för “Svetsning under särskilda arbetsförhållanden”.
• Stäng av maskinen innan brännaren avskiljs vid byte
av t.ex. elektrod och annan service.
• Använd endast specificerad svets/skärbrännare och
reservedelar (se reservedelslistan).
Stöd från högfrekvenständing (TIG/PLASMA)
• Om du har installerat din TIG-/plasmasvetsmaskin
korrekt, och du underhåller och använder den enligt
anvisningarna, så sätter maskinen inte din eller
andras säkerhet i fara.
Vid felaktig användning av svetsmaskinen kan du få
stötar från en högfrekvenständing (HF). Det är inte
farligt att få stötar från en högfrekvenständing på en
svetsmaskin. Men du skall alltid uppsöka läkare, om
olyckan är framme, och du känner obehag efter att
ha fått en elektrisk stöt från en högfrekvenständing.
Svets- och skärljus
• Skydda ögonen då även kortvarig påverkan kan ge
bestående skador på synen. Använd svetshjälm med
föreskriven filtertäthet.
• Skydda kroppen mot ljuset från ljusbågen då huden
kan ta skada av strålningen. Använd skyddskläder
som skyddar alla delar av kroppen.
• Arbetsplatsen bör om möjligt avskärmas och andra
personer i området varnas för ljuset från ljusbågen.
Rök och gas
• Rök och gaser, som uppkommer vid svetsning/
skärning, är farliga att inandas. Använd lämplig
utsugning samt ventilation.
Brandfara
• Strålning och gnistor från ljusbågen kan förorsaka
brand. Lättantändliga saker avlägsnas från
svetsplatsen.
• Arbetskläder skall också vara skyddade från gnistor
och sprut från ljusbågen (använd ev. brandsäkert
förkläde och var aktsam för öppna fickor).
• Särskilda regler är gällande för rum med brand- och
explosionsfara. Följ dessa föreskrifter.
Störning
• Ljusbågen frambringer akustisk och elektromagnetisk
oväsen, och ljudnivån beror på svets-/skäruppdraget.
Det är ofta nödvändigt att använda hörselskydd.
• Säkerskilt användare av pacemakere och
hörapparater skall vara uppmärksamma på
elektromagnetisk oväsen och minimera störningarna,
bl.a. genom att säkra att plus- och minuskabel ligger
tätt intill var-andra i golvnivå och genom att så långts
som möjligt undgå att använda långa kablar.
Farliga områden
• Stick inte fingrarna i de roterande tandhjulen i trådmatningsenheten.
• Särskild försiktighet skall visas, när svets/skärarbetet
föregår i stängda rum, eller i höjder där det är fara
för att falla ned.
Placering av svets/skärmaskinen
• Placera svets/skärmaskinen således, att där ej är risk
för, att den välter.
• Särskilda regler är gällande för rum med brand- och
explosionsfara. Följ dessa förskrifter.
Lyft av svets/skärmaskinen
• VAR FÖRSIKTIG vid lyft av svets/skärmaskinen.
För att förebygga ryggskada, bör man använd et
lyftapparatur där det är möjligt. Se lyftvägledning i
bruksanvisningen.
Användning av maskinen till andra ändamål än det den
är tillägnad (t.ex. upptining av vattenrör) undanbedes
och sker i annat fall på egen risk.
4
Anslutning och igångsättning
Varning
Läs varning och bruksanvisning noggrant
innan installation och
igångsättning och spara
till senare bruk.
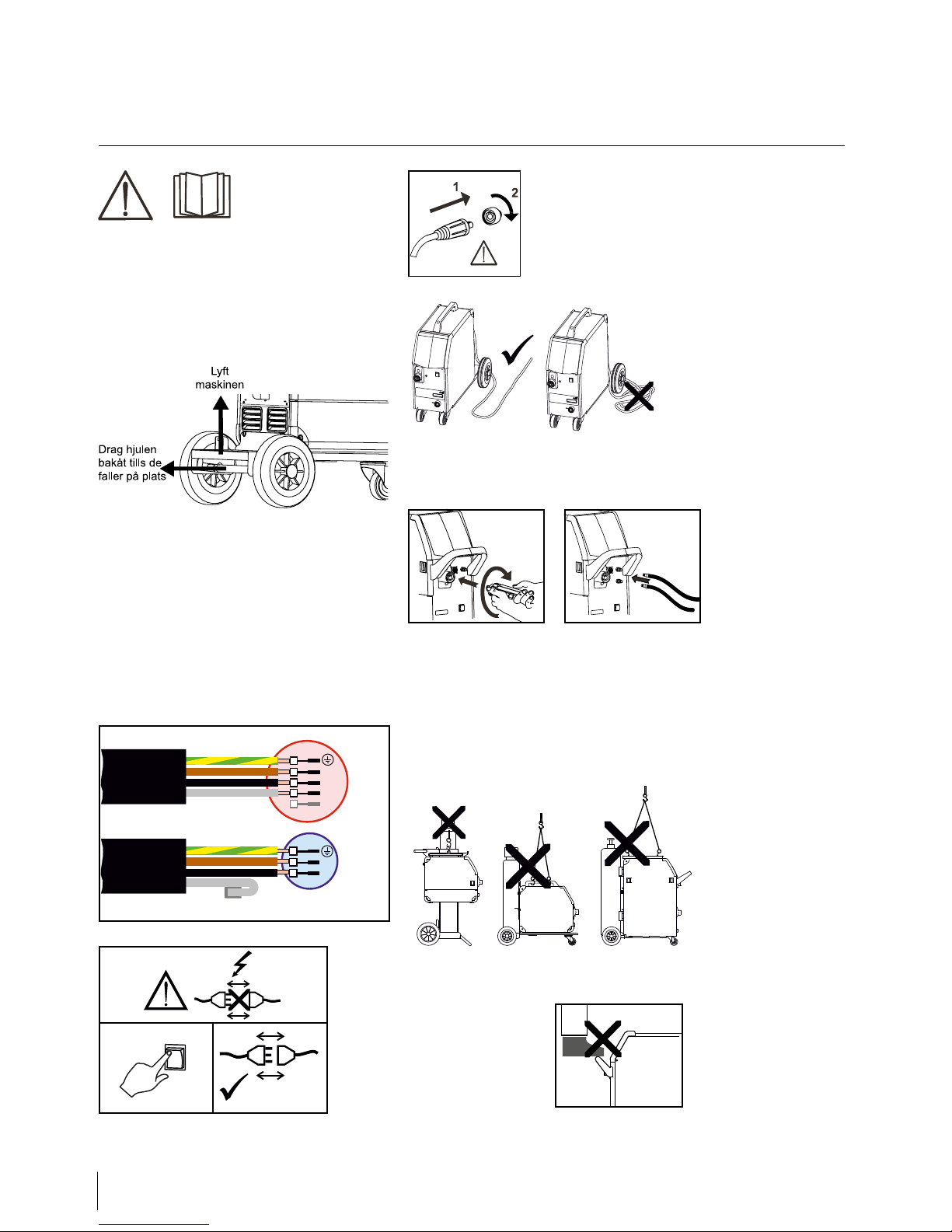
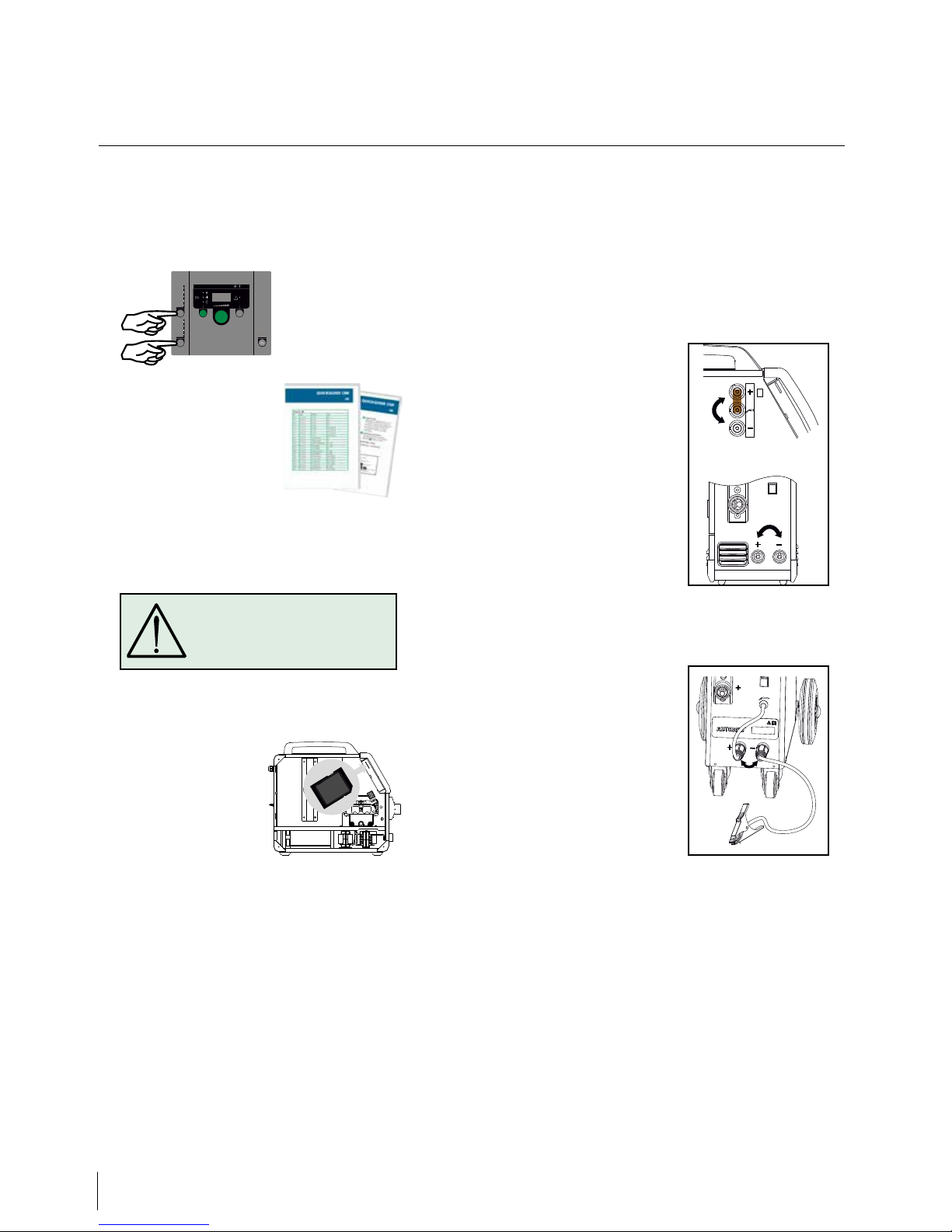
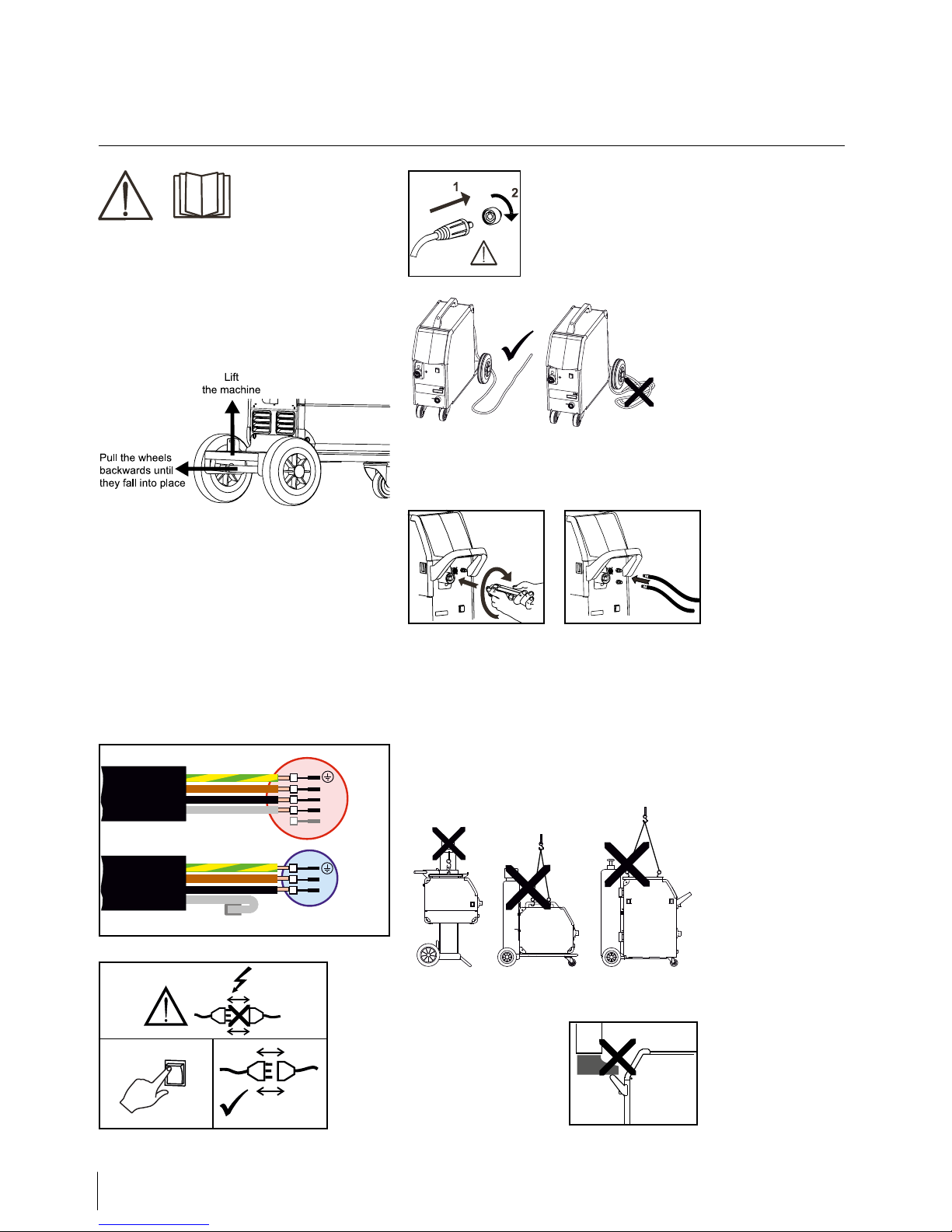
Uppackning av CMI 273i/223i TWIN
Efter uppackning och innan ibruktagning görs
följande (se skiss).
Observera:
CMI 183i/223i har fastmonterad vagn
Installation
Nätanslutning
Anslut maskinen till den nätspänning den är
konstruerad till. Se typskylt (U1) bak på maskinen.
0
l
1
2
Viktigt!
När återledarkabel och slangpaket ansluts maskinen, är god
elektrisk kontakt nödvändig,
för att undgå att kontakter
och kablar ödeläggs.
Anslutning av slangpaket
Lyftanvisning
Lyftöglorna kan användas på säckvagn till lyft med
kran (figur 1).
Vagn med 4 hjul kan inte lyftas med kran, utan
endast manuellt i handtaget (figur 2).
Maskinen får ej lyftas med monterad gasflaska!
Lyft inte maskinen i
handtaget.
Stå ej på handtaget.
Fig. 1 Fig. 2
L1
L2
L3
N
L
N
yellow/green
brown
black
grey
yellow/green
brown
black
grey
3x200-440V
1x200-440V
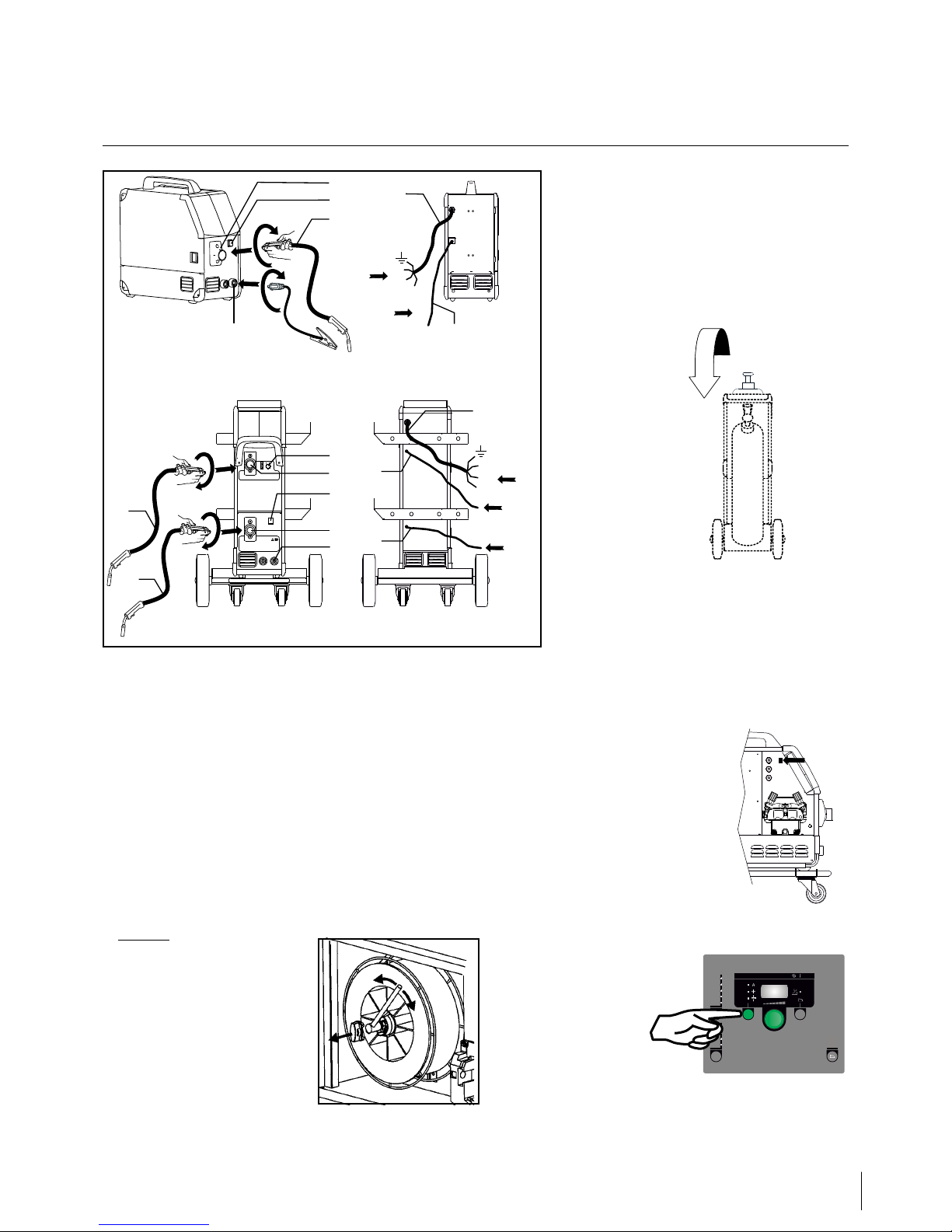
5
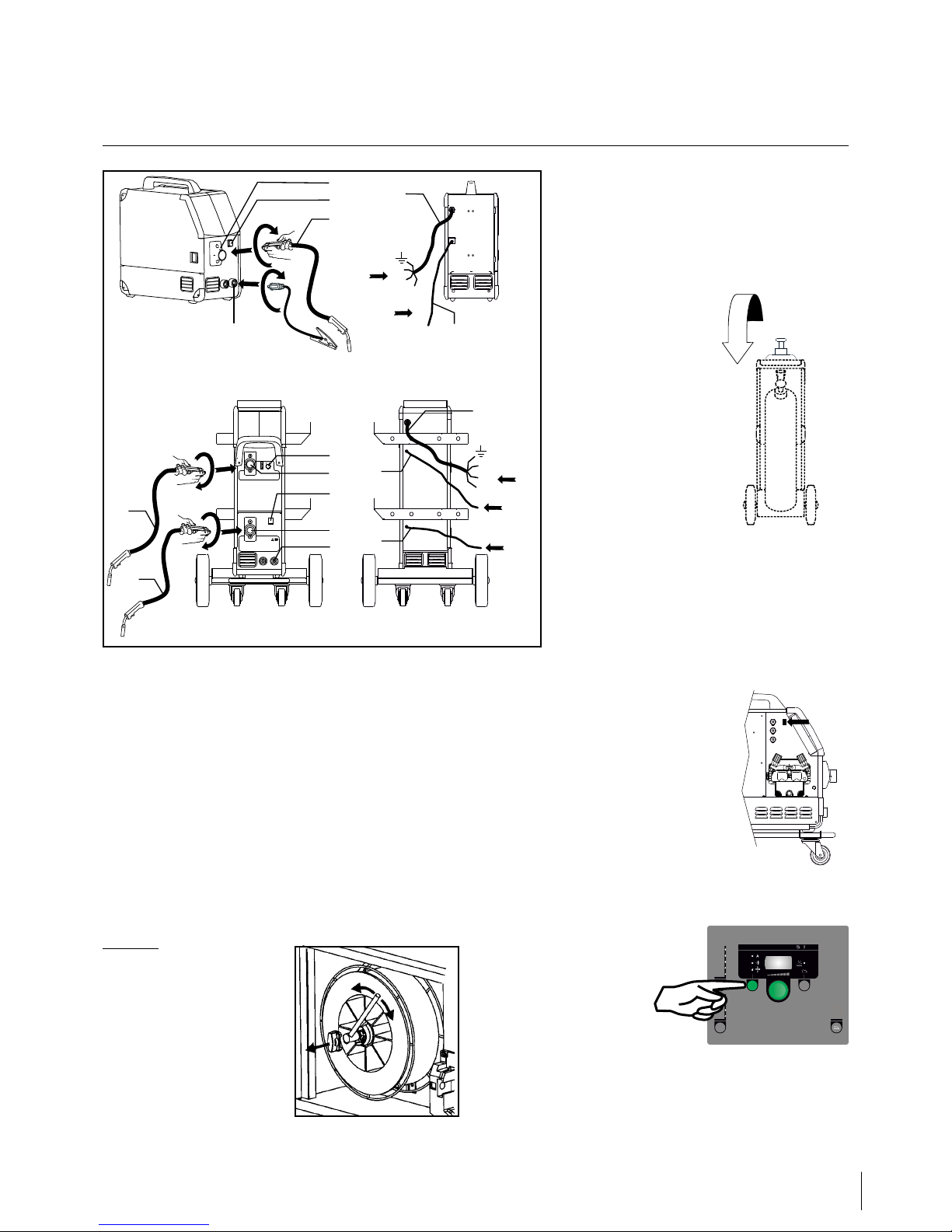
Anslutning och igångsättning
1. Nätanslutning
2. På – av knapp
3. Anslutning skyddsgas
4. Anslutning – slangpaket
5. Slangpaket
6. Återledarklämma
7. Omskiftar mellan slangpaket 1 och 2
8. Återledarklämma
Justering av trådbroms
Bromsen justeras så stramt at trådrullen stannar innan svetstråden
kör ut över kanten på rullen. Bromskraften beror på trådrullens
vikt och den trådhastigheten som används.
Fabriksinställt till 15kg.
Justering:
• Avmontera vridknappen
genom att sticka in en tunn
skruvmejsel bakom knappen
och bänd därefter loss
knappen.
• Justera trådbromsen genom
att spänna eller lossa låsskruven på trådnavets axel.
• Montera vridknappen igen.
2
4
5
6
Power
GAS
max. 6 Bar
1
3
F
F
F
5
Power
F
F
F
GAS
max. 6 bar
5
4
4
7
8
3
3
2
1
Anslutning av skyddsgas
Gasslangen, som utgår från baksidan av
maskinen (3), ansluts till gasförsörjning med en
reduceringsventil (2-6bar). (Obs. Några typer av
reduceringsventiler kan kräva högre utgångstryck än
2 bar för att fungera optimalt).
En/två gasflaskor kan fixeras bak på vagnen.
Observera: CMI 183i/223i
Brännarreglering (Dialog brännare)
Om ett slangpaket med Dialog brännare används,
kan svetsström, trådhastighet eller materialtjocklek
justeras både på maskinen och på dialog brännaren.
Brännarregleringen är passiv utan Dialog brännare.
Rangerfunktion CMI 273i/223i TWIN
Funktionen används till att
rangera/framföra tråd ev. efter
trådskifte.
Rangerfunktion CMI 183i/223i
Tråden matas
fram, när
den gröna
knappen hålls
nere, medan
man trycker
på brännar
avtryckaren.
Trådmatningen
fortsätter, även om den gröna knappen släpps och
stoppar först när brännaravtryckaren släpps.
AUTOMIG II
mm
CuAI
CuSi
AL
0.6
0.8
0.9
1.0
Fe
Fe
2
CO
Mix
mm
Max.
20 kg
6
Anslutning och igångsättning
1
2
Ändring av polaritet
CMI 273i/223i TWIN
VARNING
När man trycker på slangpaketets
kontakt/avtryckare är det spänning
på svetstråden.
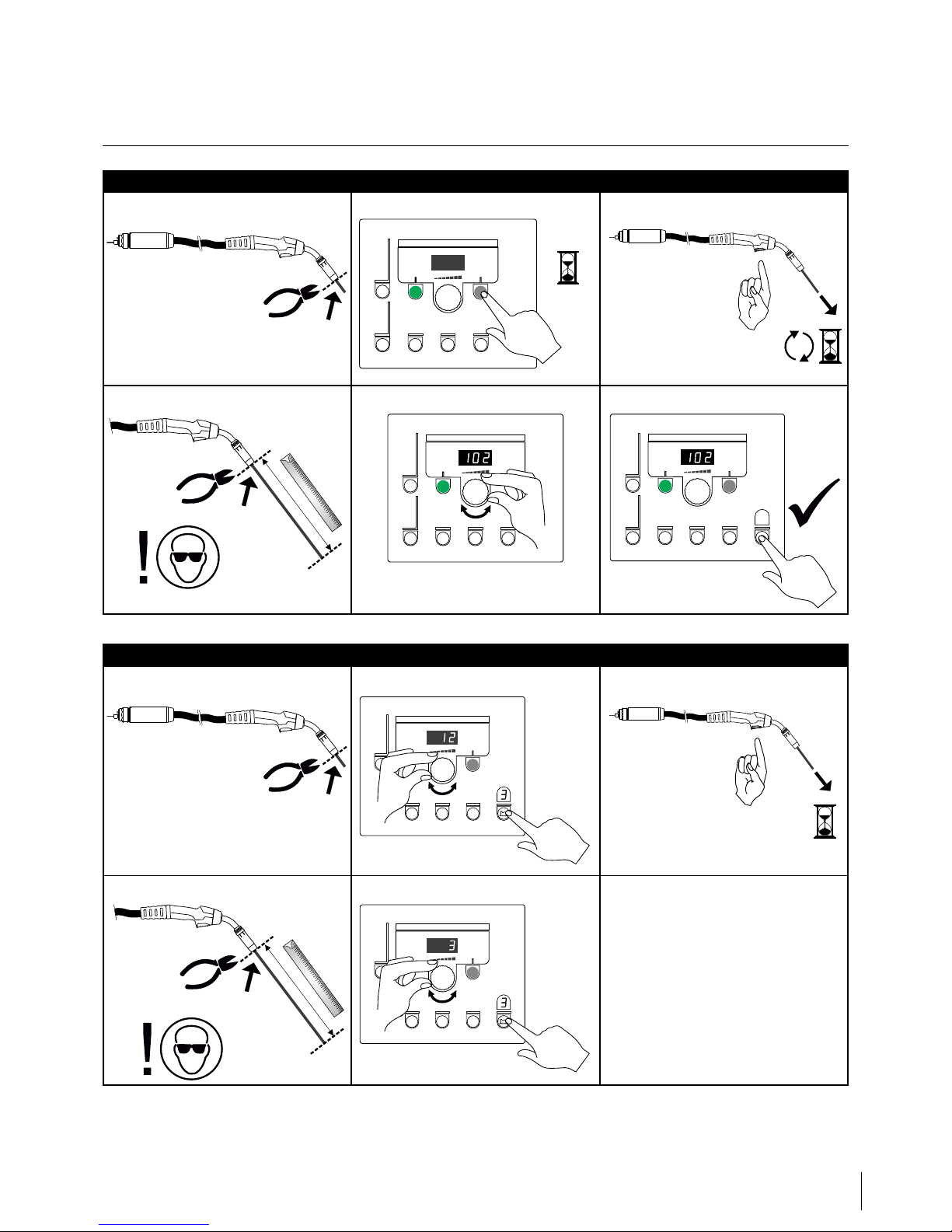
Tänd, tryck, svetsa
Inställning av svetsprogram
• Sätt på svetsmaskinen på huvudbrytaren (2)
• Välj materialtyp och tråddiameter.
Se i Quickguide hur man
väljer för din svetsmaskin.
Välj den inställning som
passar till den svetstråd och
skyddsgas, som det skall
svetsas med.
• Ställ in svetsström och sekundära parametrar.
Se Quickguide
• Maskinen är nu klar för att svetsa med
Software inläsning
• Sätt i SD-kortet i
maskinens kortläsare som
visas på teckningen
• Tänd maskinen
• Displayen blinkar kortvarigt med tre streck
• Vänta tills maskinens
display visar den inställda
strömmen
• Släck maskinen och ta ut SD-kortet
• Maskinen är nu klar för användning
Om kontrollboxen byts ut är det nödvändigt att lägga
in software i den nya boxen igen, med hjälp av ett SD
kort.
AUTOMIG
mm
CuAI
CuSi
AL
0.6
0.8
0.9
1.0
Fe
Fe
2
CO
Mix
mmmm
Val av svetspolaritet
För vissa svetstrådstyper rekommenderas att
man skiftar svetspolaritet. Det gäller särskilt
för Innershield svetstråd. Kontrollera den
rekommenderade polariteten på svetstrådens
emballage.
Observera: CMI 183i/223i är ej förberedd för
polvändning.
CMI 273i/223i TWIN
1. Koppla bort maskinen från nätet
2. Avmontera skruvarna i trådrummet med en
nyckel (fig. 1)
3. Flytta mässingplåten från plus till minus
(fig.1)
4. Montera skruvarna i trådrummet med en
nyckel (fig. 1)
5. Flytta återledarkabel från minus till plus
(fig.2)
6. Anslut maskinen till nätet
CMI 183i/223i (extrautrustning)
Ändring av polaritet
CMI 183i/223i
7
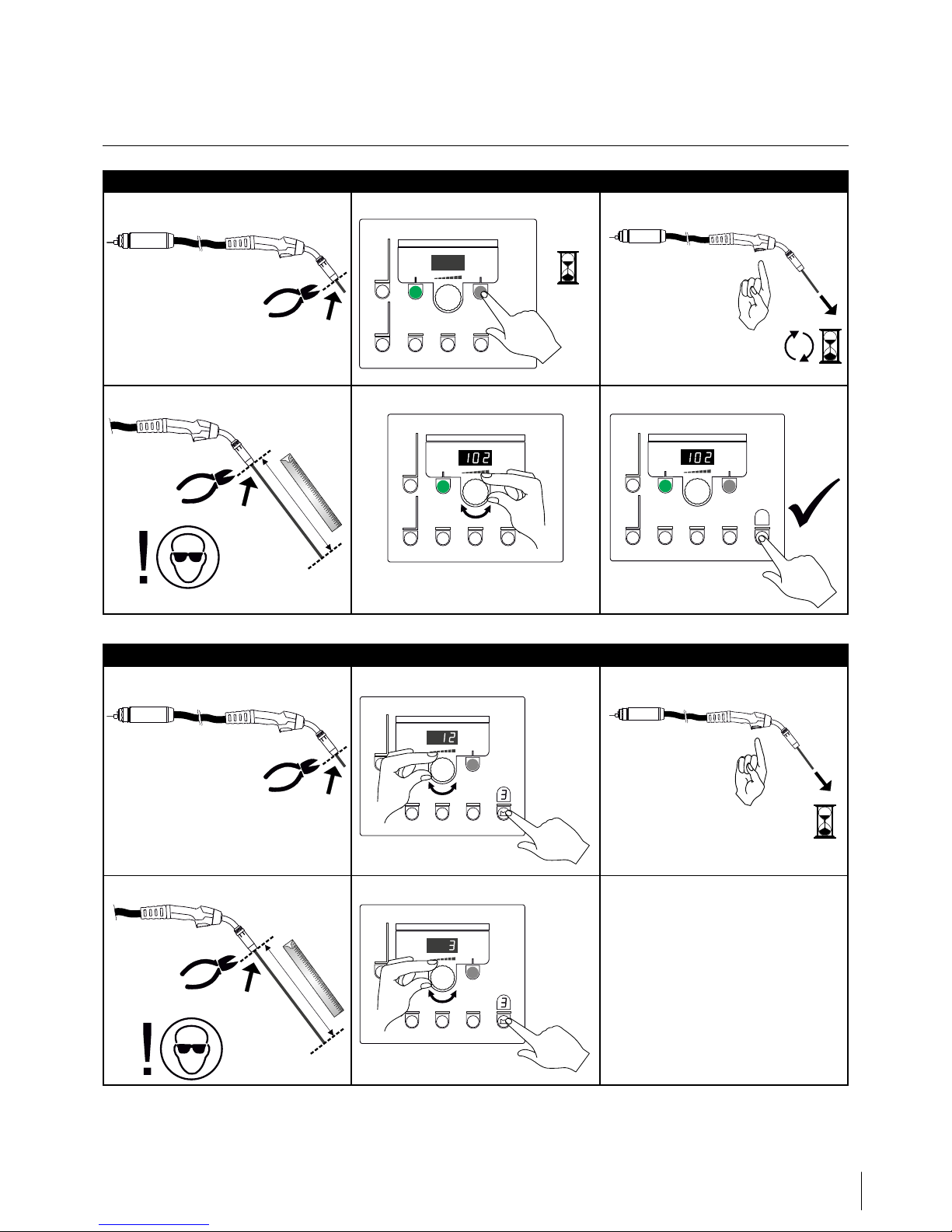
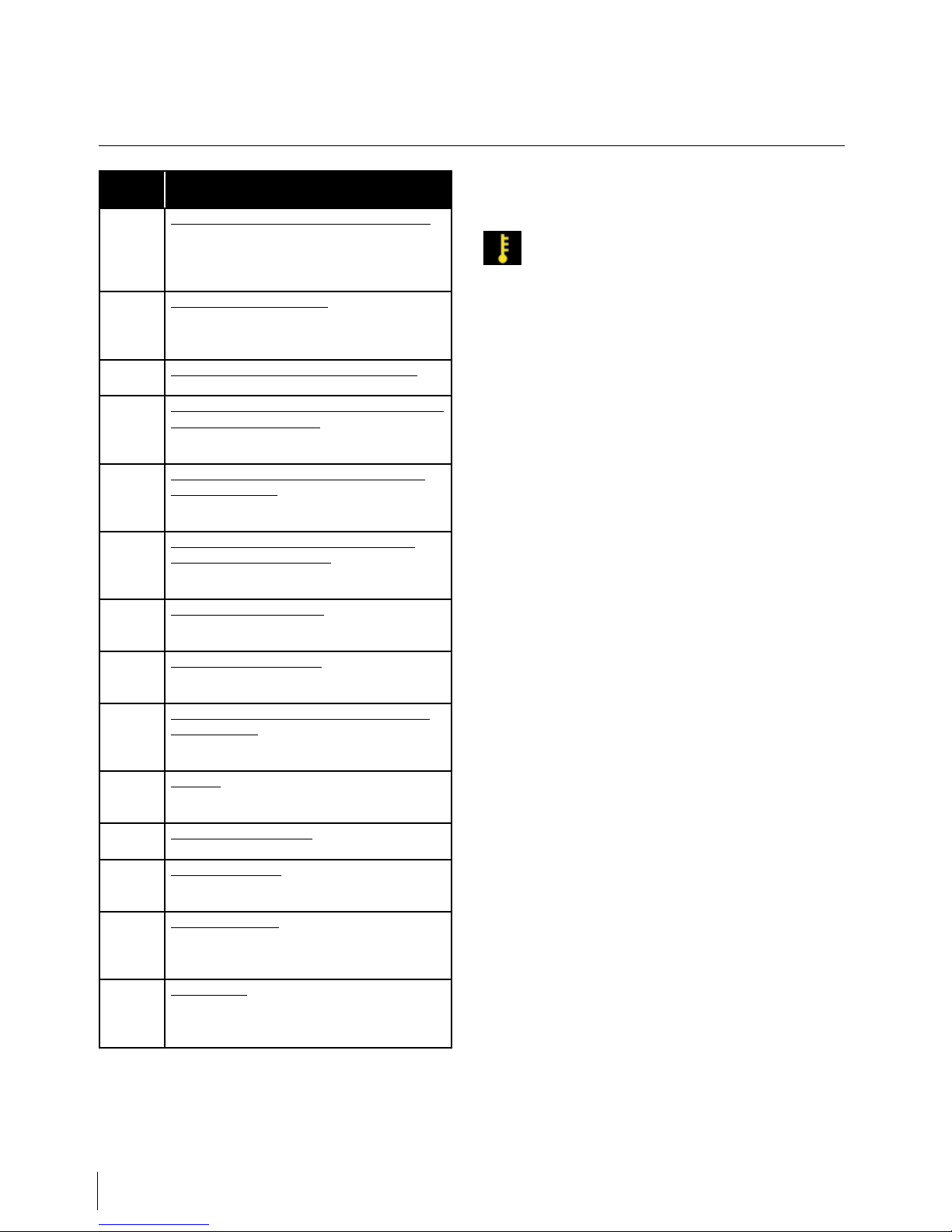
Speciella funktioner
Kalibrering av trådmatningshastighet
I II III
IV V VI
10 secs
Kontroll av trådmatningshastighet
I II III
IV V
1
2
5 secs
100 cm
1
2
t.ex. 102 cm
8
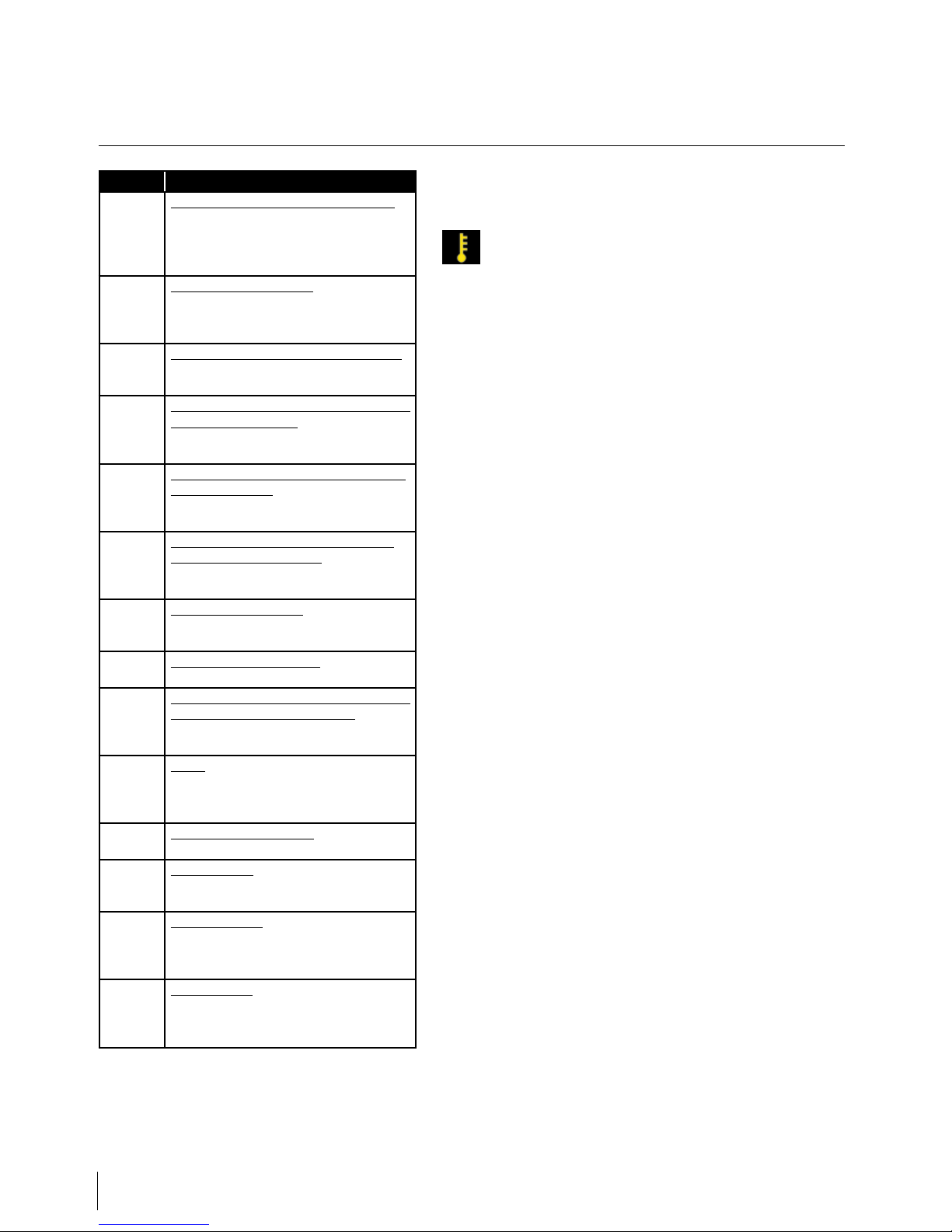
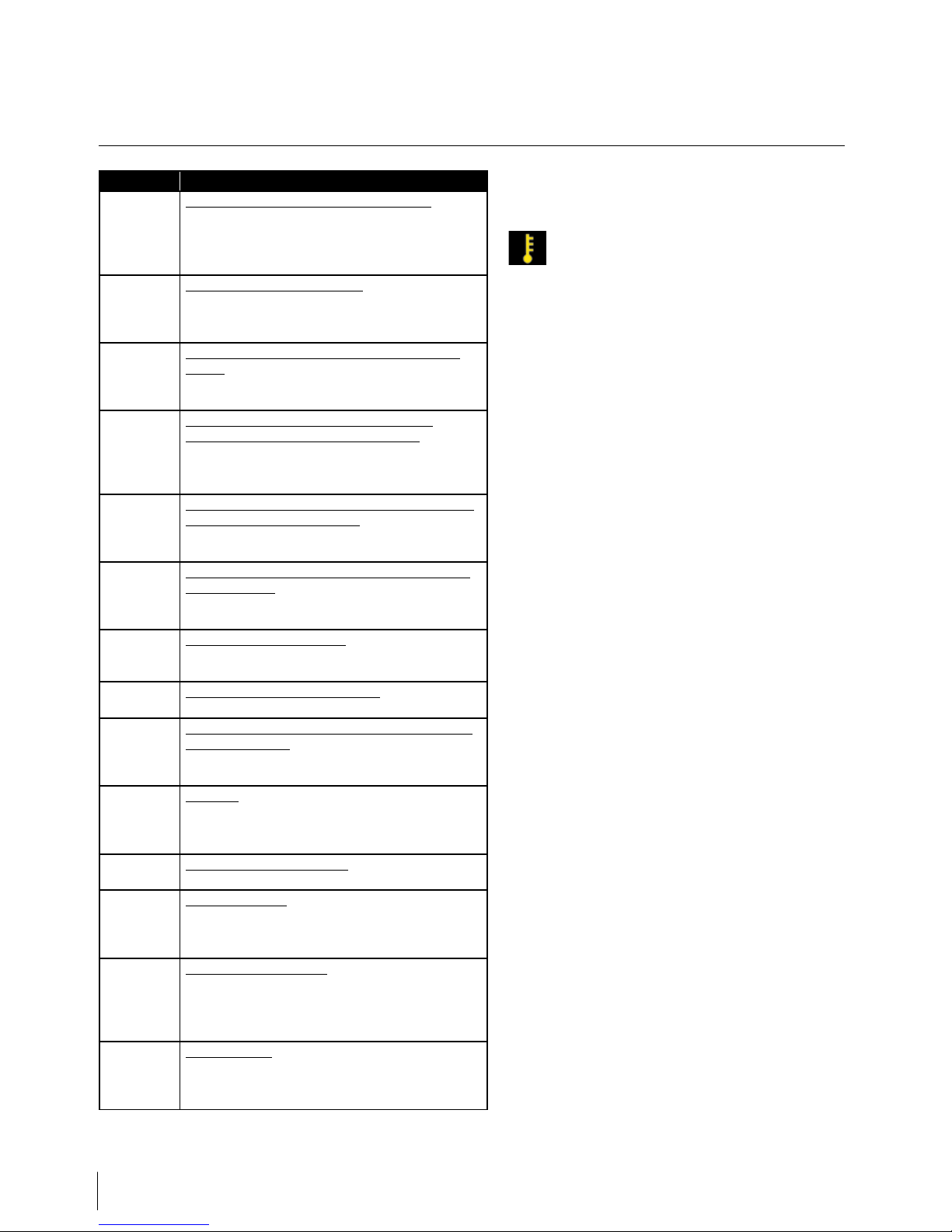
Felsökning och åtgärd
Felkod Orsak och åtgärd
E20-00
E20-02
E21-00
E21-06
E21-08
Det finns ingen software i kontrollboxen
Download software till SD kortet, sätt SD
kortet i boxen och tänd maskinen.
Byt evt. ut SD kortet.
E20-01
E21-01
SD kortet är ej formaterat
Formatera SD kortet i en PC, som FAT och
download software till SD kortet.
Byt evt. ut SD kortet.
E20-03
E21-02
SD kortet har flera filer med samme namn
Ta bort SD kortet och download software
igen.
E20-04 Kontroll boxen har försökt läsa in mer data
än den kan ha i minnet
Läs in SD kortet igen eller Byt ut SD kortet.
Tillkalla Service, om problemet ej kan lösas.
E20-05
E20-06
Software på SD kortet är låst till en annan
typ av kontrollbox
Använd ett SD kort med software som
passar till din typ av kontrollbox.
E20-07 Det interna kopieringsskyddet tillåter ej
åtgång till mikroprocessorn
Läs in SD kortet i maskinen igen eller
tillkalla Service.
E20-08
E20-09
E21-05
Kontrollboxen är defekt
Tillkalla Service.
E20-10
E21-07
Den inlästa filen är felaktig
Läs in SD kortet igen eller byt ut SD kortet.
E21-03
E21-04
Det svetsprogrampaket du försöker att läsa
in passar ej till denna kontrollbox
Använd ett SD kort med software som
passar till din kontrollbox.
Err GAS Gasfel
Kontrollera gastillförseln
Gasfel avregistreras med ett kort tryck på
en valfri knapp.
E02-04 CAN – kommunikationsfel
Kontrollera mellankabel/kontakt
E11-20 Strömsensorfel
1. Kontrollera strömsensor
2. Tillkalla Service
E11-28 Fas/spänningsfel
1. Kontrollera alla 3 faser
2. Kontrollera för underspänning
3. Tillkalla Service
E11-42 Probespänning
1. Kontrollera om svetstråden har brännt
fast
2. Tillkalla Service
Felsymboler
Temperaturfel
Överhettningsindikatorn lyser, om
svetsningen blir avbruten på grund av
överhettning av maskinen.
Låt maskinen vara på tills den är avkyld av den
inbyggda fläkten.
9
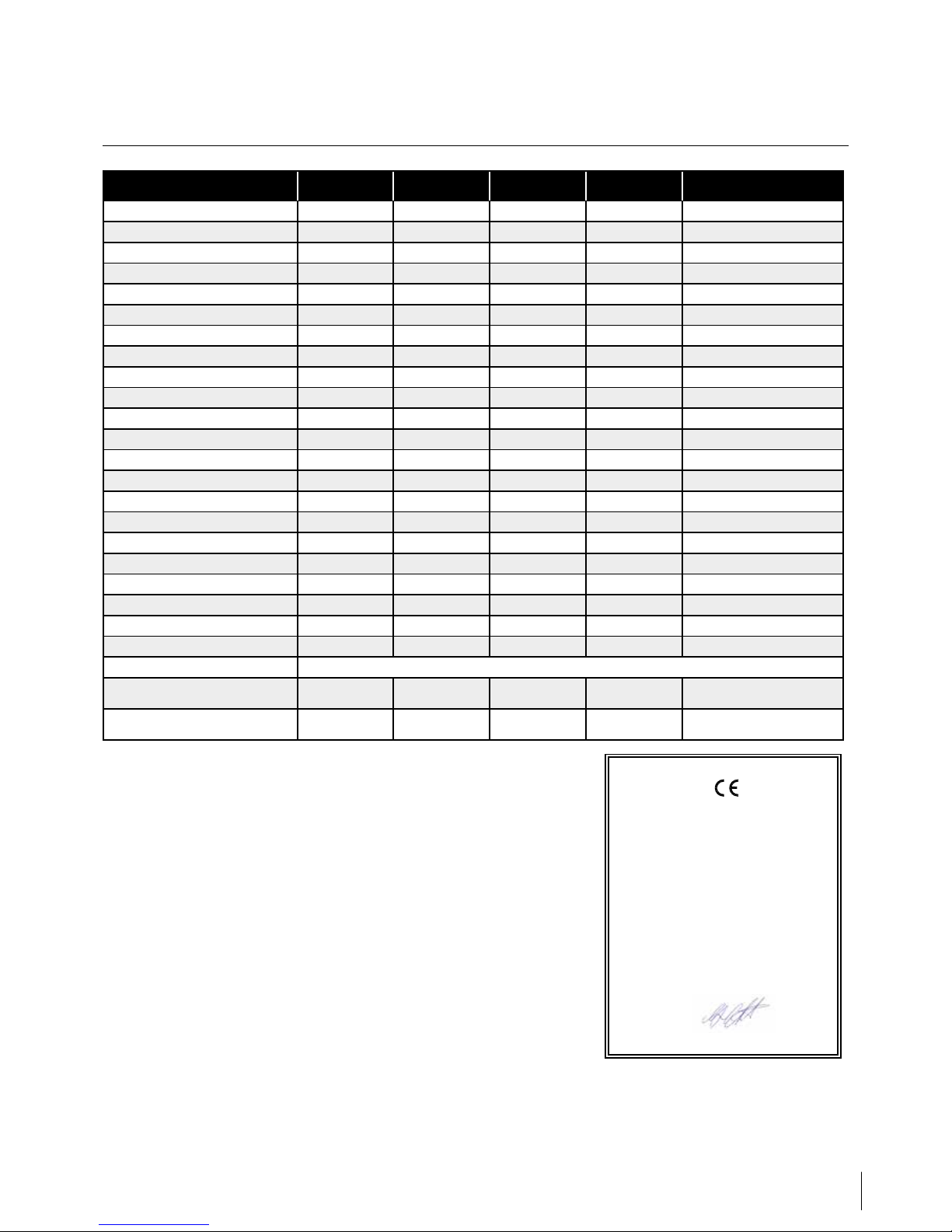
1) Denna utrustning är i överensstämmelse med IEC 61000-3-12, förudtsatt att nätets kortslutningseffekt Ssc vid anslutningsstället är större än eller lika med
uppgivna data i ovanstående schema. Installatören eller användaren av utrustningen är ansvarig för att säkra, evt. i samråd med försörjningsdistributören,
att utrustningen är anslutet till en nätförsörjning med en kortslutningseffekt Ssc större än eller lika med de uppgivna data i ovanstående schema.
2) S Maskiner uppfyller de krav som ställs för användning i områden med ökad risk för elektrisk chock
3) IP23/IP23S Anger att maskinen är beräknad för såväl innomhus som utomhus användning.
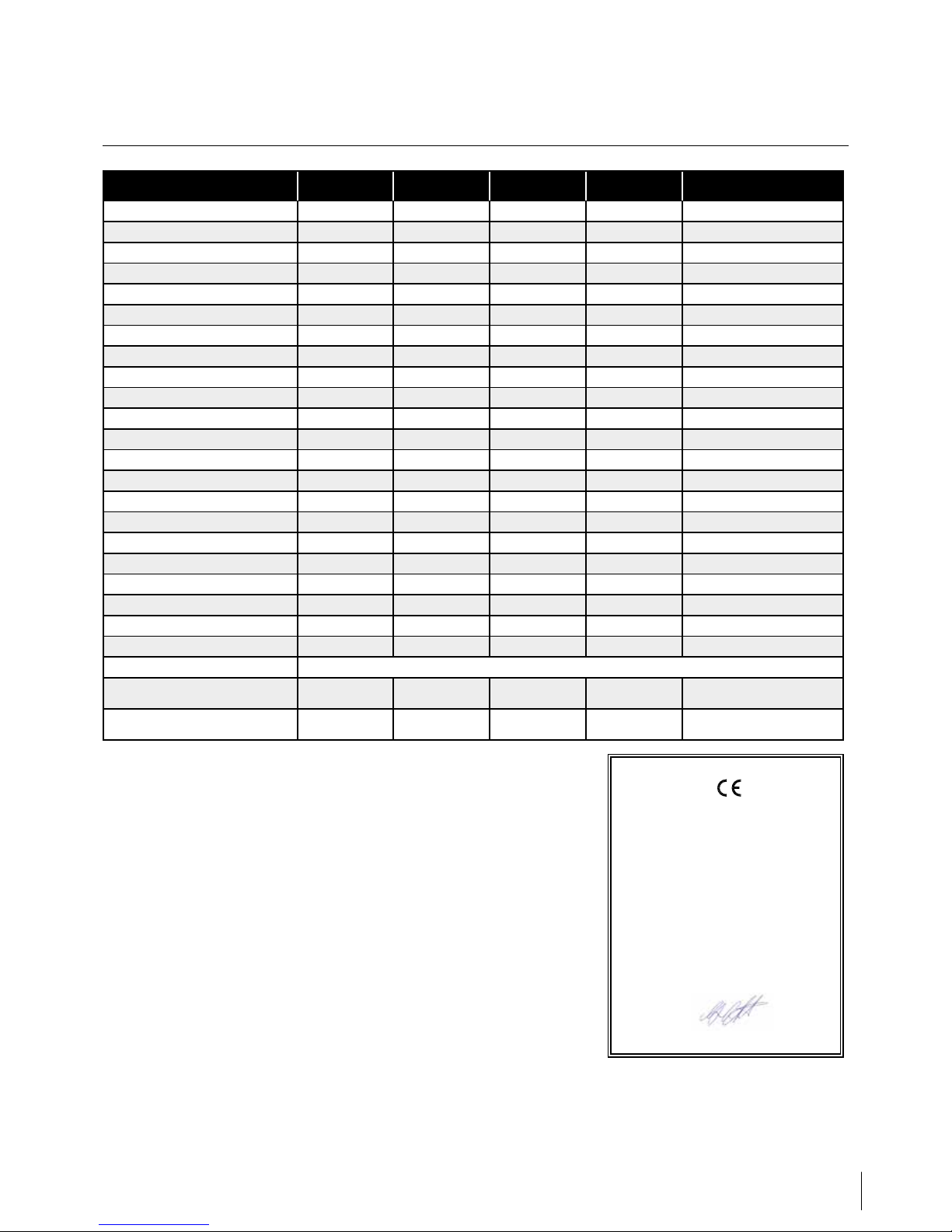
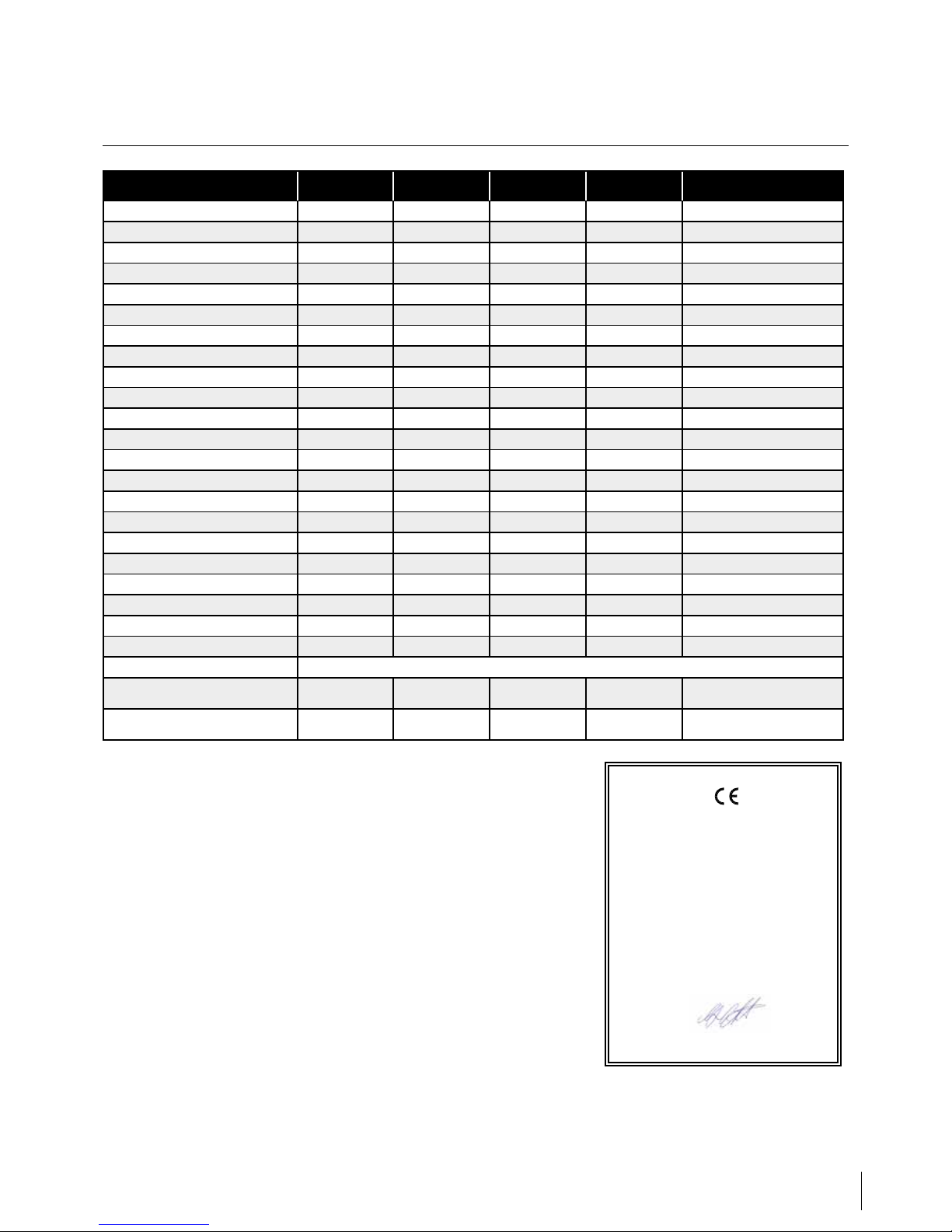
STRÖMKÄLLA CMI
183i
CMI
223i
CMI
223i TWIN
CMI
273i/273i TWIN
CMI Boost
273i/273i TWIN
Nätspänning ±15% (50-60Hz), V 3x400 3x400 3x400 3x400 3x230-400, 1x230-400
Minimum generatorstorlek, kVA 7,5 11,4 10,5 13,5 14,5 (14,5)
1
Minimum kortslutningseffekt Ssc, MVA 0,47 0,69 -
Säkring, A 10 10 10 10 16
Nätström, effektiv, A 4,4 6,8 6,0 7,6 10,5
Nätström, max., A 7,5 11 10,1 13,2 42,0
Effekt, (100%), kVA 3,1 4,7 4,2 5,3 2,4(3,0)
Effekt, max, kVA 5,2 7,6 7,0 9,1 9,7(9,5)
Effekt, tomgång, W 15/10** 15/10** 20 20 30
Verkningsgrad 0,86 0,86 0,90 0,88 0,84
Power faktor 0,93 0,93 0,87 0,93 0,99
Strömområde, A 15-180 15-230 15-220 15-270 15-270
Intermittens 100% vid 20°C, A 160 220 180 230 150 (180)
Intermittens 40% vid 20°C, A 180 - 220 245 180 (200)
Intermittens max. vid 20°C, A/%/V - 230/50/25,5 - - -
Intermittens 100% vid 40°C, A/V 115/19,8 165/22,3 145/21,3 175/22,8 107 (135)/19,4(20,8)
Intermittens 60% vid 40°C, A/V 125/20,3 175/22,8 170/22,5 205/24,3 130 (170)/27,5(22,5)
Intermittens 35% vid 40°C, A/V - 200/24,0 - - -
Intermittens max. vid 40°C, A/%/V 180/25/23,0 230/25/25,5 220/30/25,0 270/30/27,5 270/18(25)/27,5
Tomgångsspänning, V 45 45 52 52 55
2
Användarklass S/CE/CCC S/CE S/CE S/CE/CCC S/CE
3
Skyddsklasse IP23S IP23S IP23 IP23 IP23
Norm EN/IEC60974-1, EN/IEC60974-5, EN/IEC60974-10
Dimensioner (HxBxL), mm
Dimensioner TWIN (HxBxL), mm
660x380x790 660x380x790
550x250x640
550x250x640
960x570x870
550x250x640/960x570x870 (DUO)
Vikt, kg
Vikt TWIN, kg
26,2 26,5
25
26
55
28 / 57 (DUO)
Data för Boost-version är angivet vid 1x230V nätspänning
Data i parentesen är angivet vid 3x400V nätspänning
** = Energisparfunktion. Maskinen går i energisparfunktion
7,5minut efter avslutad svetsning
Teknisk data
EU FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Alignment Systems AB
Hulda Mellgrens gata 1
SE-421 32 Västra Frölunda
SWEDEN
Härmed försäkrar vi att våra maskiner enligt nedan
Typ: CMI i
överensstämmer med riktlinjerna
i direktiven: 2014/35/EU
2014/30/EU
2011/65/EU
Europeiska EN/IEC60974-1
standarder: EN/IEC60974-5
EN/IEC60974-10 (Class A)
Utfärdad i Västra Frölunda 20.04.2016
Morgan Ekskär
Quality Manager
10
11
Warning
Arc welding and cutting can be dangerous to user and surroundings in case of improper use. Therefore, the
equipment must be used only under the strict observance of all relevant safety instructions.
In particular, your attention is drawn to the following:
Installation and use
• The welding equipment must be installed and used
by authorized personnel according to EN/IEC60974-9.
CAR-O-LINER takes no responsibility for unintended
use or use beyond the specifications of the machine/
cables.
Meeting requirements for electricity values
• All CAR-O-LINER welding machines are
manufactured according to the technical safety
regulations valid in the EU.
The welding machines are designed according to
the Low-voltage directive of the Danish Safety
Technology Authority and meet the requirements of
DS/EN/IEC 60974-3.
The welding machines comply with maximum
values according to DN/EN/IEC 60974-3 for manually
operated torches.
Peak voltage: 15kV
Electric load: 8uC
Average energy (period: 1 second): 4J
Electricity
• The welding/cutting equipment must be installed
according to regulations. The machine must be
connected to earth through the mains cable.
• Make sure that the welding equipment is regularly
inspected.
• In case of damaged cables or insulation, work must
be stopped immediately in order to carry out repairs.
• Inspection, repair and maintenance of the
equipment must be carried out by a properly trained
and qualified person.
• Avoid all contact with live components in the cutting
torch, earth clamp or electrodes if you have bare
hands.
• Keep your clothes dry and never use defective or wet
welding gloves.
• Make sure that you are properly and safely earthed
(e.g. use shoes with rubber sole).
• Use a safe and stable working position (avoid risk of
falling).
• Observe the rules for “Welding under special
working conditions”.
• Disconnect the machine prior to disassembling the
torch in case of change of electrode or other service.
• Use specified welding/cutting torches and spare
parts only (see spare parts list).
Shocks from high frequency ignition (TIG/PLASMA)
• If your TIG/Plasma welding machine is installed
correctly and you maintain and use it according
to instructions, the welding machine will not
jeopardize the safety of you and other persons.
Improper use of the welding machine may cause
shocks from a high frequency (HF) ignition. Getting
shocks from a high frequency ignition on a welding
machine is not dangerous but you are advised to
consult a doctor if you feel unwell.
Light and heat emissions
• Protect the eyes as even short-term exposure may
cause permanent eyesight damage. Use welding
helmet with prescribed radiation protection glass.
• Protect the body against the light from the arc as
the skin may be damaged by welding radiation. Use
protective clothes, covering all parts of the body.
• Shield the place of work, if possible, and warn other
persons in the area against the light from the arc.
Smoke and gases
• Inhalation of smoke and gases emitted during
welding/cutting is very damaging to health. Ensure
proper ventilation and extraction.
Fire hazard
• Radiation and sparks from the arc represent a fire
hazard. Keep combustible materials away from the
place of welding/cutting.
• Working clothes should be protected against sparks
and spatter from the arc (use a welding apron and
beware of open pockets).
• The special regulations for rooms with danger of fire
and explosion must be observed.
Noise
• The arc generates acoustic and electromagnetic
noise, the level of which depends on the welding/
cutting operation, which is why the use of hearing
protection will often be necessary.
• Welders using pacemakers or hearing aids should
minimize electromagnetic interference by using the
shortest possible plus and minus cables, arranged
side by side at floor level.
Dangerous areas
• Avoid putting your fingers into the rotating gear
wheels in the wire feed unit.
• Take the necessary precautions when welding/
cutting is carried out in confined spaces or at heights
where there is a risk of falling.
Positioning of the machine
• Place the welding/cutting machine in such a way
that the risk of tipping over is avoided.
• The special regulations for rooms with danger of fire
and explosion must be observed.
Lifting the welding/cutting machine
• CAUTION SHOULD BE EXERCISED when lifting the
welding/cutting machine. Use a lifting device if
possible in order to prevent back injuries. Read
lifting instructions in the instruction manual.
Use of the machine for other purposes than it is
designed for (e.g. thawing frozen water pipes) is not
advisable and will be on user’s own responsibility.
12
Connection and operation
Warning
Read warning notice
and instruction manual
carefully prior to initial
operation and save the
information for later use.
Unpacking the CMI 273i/223i TWIN
After unpacking and prior to use, proceed as follows
(see drawing):
Please note:
CMI 183i/223i has a permanently fixed trolley.
Permissible installation
Mains connection
Connect the machine to the correct mains supply.
Please read the type plate (U1) on the rear side of
the machine.
0
l
1
2
Important!
In order to avoid destruction
of plugs and cables, good
electric contact is required
when connecting earth cables
and welding hoses to the
machine.
Connection of welding hose
Lifting instructions
Lifting hooks can be used at the sack barrow for
lifting with a crane (figure 1).
The trolley with four wheels cannot be lifted with a
crane but only manually using the handle (figure 2).
The machine must not be lifted with a mounted gas
cylinder!
Do not lift the machine by
the handle.
Do not step on the handle.
Fig. 1 Fig. 2
L1
L2
L3
N
L
N
yellow/green
brown
black
grey
yellow/green
brown
black
grey
3x200-440V
1x200-440V
13
Connection and operation
1. Mains connection
2. Power switch
3. Connection of shielding gas
4. Connection of welding hose
5. Welding hose
6. Connection of earth clamp
7. Reversing switch between torches 1 and 2
8. Connection of earth clamp
Adjustment of wire brake
The wire brake must ensure that the wire reel brakes sufficiently before
the welding wire runs over the edge of the reel. The brake force is
dependent on the weight of the wire reel and wire feed speed.
Factory setting is 15kg.
Adjustment:
• Dismount the control knob by
placing a thin screw driver behind
the knob and thereafter pull it
out.
• Adjust the wire brake by
fastening or loosening the selflocking nut on the axle of the
wire hub.
• Remount the control knob.
Connection of shielding gas
Connect the gas hose, which branches off from the
back panel of the welding machine (3), to a gas
supply with pressure regulator (2-6 bar).
(Note: Some types of pressure regulators require
an output pressure of more than 2 bar to function
optimally).
One/two gas cylinders can be mounted on the
bottle carrier on the back of a trolley if any.
Note: CMI 183i/223i
Torch adjustment (Dialog torch)
The welding current, wire feed speed or thickness
of material can be adjusted both from the machine
and the welding torch if a welding hose with dialog
torch is in use. The torch adjustment is passive
without Dialog torch.
Inching CMI 273i/223i TWIN
The function is used for wire
inching e.g. after change of
wire.
Inching CMI 183i/223i
Wire inching
starts by
pressing the
green key
pad and
simultaneously
triggering the
torch trigger.
Wire inching
continues even though the green key pad has been
released. It does not stop until the torch trigger has
been released again.
AUTOMIG II
mm
CuAI
CuSi
AL
0.6
0.8
0.9
1.0
Fe
Fe
2
CO
Mix
mm
2
4
5
6
Power
GAS
max. 6 Bar
1
3
F
F
F
5
Power
F
F
F
GAS
max. 6 bar
5
4
4
7
8
3
3
2
1
Max.
20 kg

14
Connection and operation
1
2
Change of polarity
CMI 273i/223i TWIN
WARNING
Voltage is present on the welding
wire when pressing the welding
hose trigger.
Switch on, press, weld
Welding program setting
• Switch on the welding machine on the main switch
(2)
• Select type of material and wire diameter.
Please read how this should
be selected on your welding
machine in the quick guide.
Select the setting that fits the
required wire and shielding
gas.
• Adjust the welding current and secondary
parameters. Please read your quickguide
• The machine is now ready to weld
Software reading
• Insert the SD card into
the machine’s card
reader as shown in the
drawings.
• Turn on the machine.
• The display flashes
shortly with three lines
• Wait until the set current
is displayed.
• Turn off the machine and remove the SD card.
• The machine is now ready for use.
It is necessary to read software inside the new control
unit by means of a SD card, if the control unit has been
exchanged.
AUTOMIG
mm
CuAI
CuSi
AL
0.6
0.8
0.9
1.0
Fe
Fe
2
CO
Mix
mmmm
Selecting welding polarity
Polarity reversal is recommended for certain types
of welding wire, in particular Innershield welding
wire. For recommended polarity, please refer to
the welding wire packaging.
Please note:
CMI 183i/223i does not feature reversed polarity .
CMI 273i/223i TWIN
1. Disconnect the machine from the mains supply.
2. Dismount screws in the wire chamber with a
wrench (picture 1).
3. Exchange brass plate from plus to minus
(picture 1).
4. Mount screws in the wire chamber with a
wrench (picture 1).
5. Exchange earth cable from minus to plus
(picture 2).
6. Connect the machine to the mains supply.
CMI 183i/223i (option)
Change of polarity
CMI 183i/223i
15
Calibration of wire feed speed
I II III
IV V VI
10 secs
Control of wire feed speed
I II III
IV V
1
2
5 secs
100 cm
1
2
e.g. 102 cm
Special functions
16
Troubleshooting and solution
Error
code
Cause and solution
E20-00
E20-02
E21-00
E21-06
E21-08
There is no software present in the control unit
Download software to the SD card, insert the SD
card in the control unit and turn on the machine.
Replace the SD card if necessary.
E20-01
E21-01
The SD card is not formatted
The SD card must be formatted in a PC as FAT and
download software to the SD card.
Replace the SD card if necessary.
E20-03
E21-02
The SD card has more files of the same name
Delete files on the SD card and reload software.
E20-04 The control unit has tried to read more data than
is accessible in the memory
Insert the SD card again or replace the SD card.
Contact Service if this does not solve the problem.
E20-05
E20-06
Software on the SD card is locked for another
type of control unit
Use a SD card with software that matches your
control unit.
E20-07 The internal copy protection does not allow
access to the micro-processor
Insert the SD card in the machine again or contact
Service.
E20-08
E20-09
E21-05
The control unit is defective
Contact Service
E20-10
E21-07
The loaded file has an error
Insert the SD card in the machine again or replace
the SD card.
E21-03
E21-04
The welding program package does not match
this control unit
Use a SD card with software that matches your
control unit.
Err GAS Gas error
Check the gas supply.
Cancel the gas fault by briefly pressing any key.
E02-04 CAN communication error
Check intermediary cable/plug
E11-20 Current sensor error
1. Check the current sensor
2. Contact service
E11-28 Phase/voltage error
1. Check all three phases
2. Check for under-voltage
3. Contact service
E11-42 Probe voltage
1. Check if welding wire is sticking in the weld
pool
2. Contact service
Fault symbols
Temperature fault
The indicator is switched on, when the
power source is overheated.
Leave the machine on until the built-in fan has
cooled it down.
17
Technical data
1) This equipment complies with IEC 61000-3-12 provided that the short-circuit power Ssc of the grid at the interface point is greater than or equal to the
stated data in the abovementioned table. It is the responsibility of the installer or user of the equipment to ensure, by consultation with the distribution
network operator if necessary, that the equipment is connected only to a supply with a short-circuit power Ssc greater than or equal to the stated data in
the abovementioned table.
2) S This machine meets the demand made for machines which are to operate in areas with increased hazard of electric chocks
3) Equipment marked IP23/IP23S is designed for indoor and outdoor applications.
POWER SOURCE CMI
183i
CMI
223i
CMI
223i TWIN
CMI
273i/273i TWIN
CMI Boost
273i/273i TWIN
Mains voltage ±15% (50-60Hz), V 3x400 3x400 3x400 3x400 3x230-400. 1x230-400
Minimum generator size, kVA 7.5 11.4 10.5 13.5 14.5 (14.5)
1
Minimum short-circuit power Ssc, MVA 0.47 0.69 - - -
Fuse, A 10 10 10 10 16
Mains current, effective, A 4.4 6.8 6.0 7.6 10.5
Mains current, max., A 7.5 11 10.1 13.2 42.0
Power, (100%), kVA 3.1 4.7 4.2 5.3 2.4(3.0)
Power, max., kVA 5.2 7.6 7.0 9.1 9.7(9.5)
Power, open circuit, W 15/10** 15/10** 20 20 30
Efficiency 0.86 0.86 0.90 0.88 0.84
Power faktor 0.93 0.93 0.87 0.93 0.99
Current range, A 15-180 15-230 15-220 15-270 15-270
Duty cycle 100% 20°C, A 160 220 180 230 150 (180)
Duty cycle 40% 20°C, A - - 220 245 180 (200)
Duty cycle max. 20°C, A/%/V - 230/50/25.5 - - -
Duty cycle 100% 40°C, A/V 115/19.8 165/22.3 145/21.3 175/22.8 107 (135)/19.4(20.8)
Duty cycle 60% 40°C, A/V 125/20.3 175/22.8 170/22.5 205/24.3 130 (170)/27.5(22.5)
Duty cycle 35% 40°C, A/V - 200/24.0 - - -
Duty cycle max. 40°C, A/%/V 180/25/23.0 230/25/25.5 220/30/25.0 270/30/27.5 270/18(25)/27.5
Open circuit voltage, V 45 45 52 52 55
2
Sphere of application S/CE/CCC S/CE S/CE S/CE/CCC S/CE
3
Protection class IP23S IP23S IP23 IP23 IP23
Standards EN/IEC60974-1. EN/IEC60974-5. EN/IEC60974-10
Dimensions (HxWxL), mm
Dimensions TWIN (HxWxL), mm
660x380x790 660x380x790
550x250x640
550x250x640
960x570x870
550x250x640/960x570x870 (DUO)
Weight, kg
Weight TWIN, kg
26.2 26.5
25
26
55
28 / 57 (DUO)
Data for Boost-version are stated at 1x230V mains supply
Data in parenthesis are stated at 3x400V mains supply
** = Power save function. The machine will enter the power save
function 7.5 minutes after finalising the welding operation
EC DECLARATION OF CONFORMITY
Alignment Systems AB
Hulda Mellgrens gata 1
SE-421 32 Västra Frölunda
SWEDEN
hereby declare that our machine as stated below
Type: CMI i
conforms to directives: 2014/35/EU
2014/30/EU
2011/65/EU
European standards: EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Issued in Västra Frölunda 20.04.2016
Morgan Ekskär
Quality Manager

18
19
Warnung
Durch unsachgemäße Anwendung kann Lichtbogenschweißen und -schneiden sowohl für den Benutzer als auch für die
Umgebungen gefährlich sein. Deshalb dürfen die Geräte nur unter Einhaltung aller relevanten Sicherheitsvorschriften
betrieben werden. Bitte insbesondere folgendes beachten:
Installation und Verwendung
• Das Schweißgerät muss durch autorisiertes Fachpersonal
gemäß EN/IEC60974-9 installiert und verwendet
werden. CAR-O-LINER übernimmt keine Verantwortung
durch unbeabsichtigte Anwendung oder Verwendung
außerhalb der Spezifikationen der Maschine / Kabel.
Erfüllung der Anforderungen bezüglich
Spannungs- und Strom-Richtwerten
• Alle CAR-O-LINER-Schweißmaschinen werden nach den
technischen Sicherheitsbestimmungen der EU hergestellt
(siehe auch EN60974-1, EN60974-3, EN60974-10).
Die Schweißmaschinen sind nach der Niederspannungs-
richtlinie der dänischen Behörden für Sicherheitstechnologie konzipiert und gebaut und erfüllen die
Anforderungen der DS/EN/IEC 60974-3.
Die Schweißmaschinen entsprechen den Höchstwerten
gemäß DN/EN/IEC 60974-3 für manuell bediente
Schweißbrenner.
Spitzenspannung: 15 kV
Elektrische Ladung: 8UC
Durchschnittliche Energie (Dauer: 1 Sekunde): 4J
Elektrizität
• Das Schweiß-/Schneidgerät vorschriftsmäßig installieren.
Die Maschine muß durch das Netzkabel geerdet werden.
• Korrekte Wartung des Schweiß-/Schneidgeräts durchführen.
• Bei Beschädigung der Kabel oder Isolierungen die Arbeit
umgehend unterbrechen und den Fehler beheben lassen.
• Reparatur und Wartung des Schweiß-/Schneidgerätes
dürfen nur vom Fachmann durchgeführt werden.
• Jeglichen Kontakt mit bloßen Händen mit stromführenden Teilen im Schneidbrenner, in Masseklemme
oder Elektroden vermeiden.
• Immer trockene Kleider und nie defekte oder feuchte
Schweißerhandschuhe verwenden.
• Eine gute Erdverbindung sichern (z.B. Schuhe mit
Gummisohlen anwenden).
• Eine sichere Arbeitsstellung einnehmen (z.B. Fallunfälle
vermeiden).
• Die Regeln für “Schweissen unter Sonderverhältnissen”
befolgen.
• Die Maschine abschalten vor Auseinandernehmen des
Brenners, z.B. bei Austausch der Elektrode oder anderer
Wartung.
• Nur spezifizierte Brenner und Ersatzteile anwenden
(siehe Ersatzteilliste).
Elektrische Schläge von Hochfrequenz-Zündung
(WIG/PLASMA)
• Bei fachgerechter Installation, Wartung und
Anwendung Ihrer WIG-/Plasma-Schweißmaschine wird
die Schweißmaschine Ihre Sicherheit und die Sicherheit
anderer nicht gefährden.
Unsachgemäßer Gebrauch der Schweißmaschine kann
jedoch elektrische Schläge von einer Hochfrequenz-(HF)
Zündung verursachen. Schläge durch die HochfrequenzZündung einer Schweißmaschine sind nicht gefährlich,
es empfiehlt sich aber bei Unwohlsein einen Arzt aufzusuchen.
Licht- und Hitzestrahlung
• Die Augen schützen, weil selbst kurzzeitige Einwirkung
zu Dauerschäden führen kann. Schweißerhelm mit
vorgeschriebenen Schutzgläsern benutzen.
• Den Körper gegen das Licht vom Lichtbogen schützen,
weil die Haut durch Strahlung geschädigt werden kann.
Arbeitsschutzanzüge verwenden, die alle Teile des
Körpers bedecken.
• Die Arbeitsstelle ist wenn möglich abzuschirmen,
und Personen in der näheren Umgebung sind vor der
Strahlung zu warnen.
Rauch und Gase
• Das Einatmen von Rauch und Gasen, die beim Schweißen/
Schneiden entstehen, sind gesundheitsschädlich; für gute
Absaugung und Ventilation sorgen.
Feuergefahr
• Die Hitzestrahlung und der Funkenflug vom Lichtbogen
stellen eine Brandgefahr dar. Leicht entzündbare Stoffe
müssen vom Schweiß-/Schneidbereich entfernt werden.
• Die Arbeitskleidung sollte vor Funken während dem
Schweißen/Schneiden schützen. Eventuell eine feuerfeste Schürze tragen und auf Falten oder offenstehende
Taschen achten.
• Für Räume mit Feuer- und Explosionsgefahr gelten
besondere Vorschriften, die befolgt werden müssen.
Geräusch
• Der Lichtbogen erzeugt ein akustisches und elektromagnetisches Geräusch. Der Geräuschpegel hängt von
der Schweiß-/Schneidaufgabe ab. Die Verwendung von
Gehörschutz ist deshalb erforderlich.
• Besonders sollten Anwender mit Herzschrittmachern
und Hörgeräten elektromagnetische Störungen
minimieren bzw. vermeiden. Eine Minimierung dieser
Effekte kann durch möglichst kurze, eng und parallel
am Boden verlegte Plus- und Minus-Leitungen erreicht
werden.
Gefährliche Gebiete
• Die Finger nicht in die rotierenden Zahnräder in der
Drahtvorschubeinheit hineinstecken.
• Vorsicht ist geboten beim Schweißen/Schneiden in
geschlossenen Räumen oder in Höhen, wo Sturzgefahr
besteht.
Platzierung der Schweiß-/Schneidmaschine
• Die Schweiß-/Schneidmaschine so platzieren, dass kein
Risiko für Umkippen besteht.
• Für Räume mit Feuer- und Explosionsgefahr gelten
besondere Vorschriften, die befolgt werden müssen.
Heben der Schweiß-/Schneidmaschine
• Vorsicht ist geboten beim Heben der Schweiß-/Schneidmaschine. Zur Vorbeugung gegen Rückenverletzungen
wenn möglich eine Hebevorrichtung anwenden (siehe
Hebeanleitung in der Betriebsanleitung).
Wir warnen vor falscher oder zweckwidriger Anwendung
der Maschine (z.B. Abtauen gefrorener Wasserleitungen),
welche ggf. auf eigene Verantwortung erfolgt.
20
Anschluss und Inbetriebnahme
Warnung
Lesen Sie die Warnhinweise
und Betriebsanleitung
sorgfältig vor der Inbetriebnahme und speichern Sie
die Information für den
späteren Gebrauch.
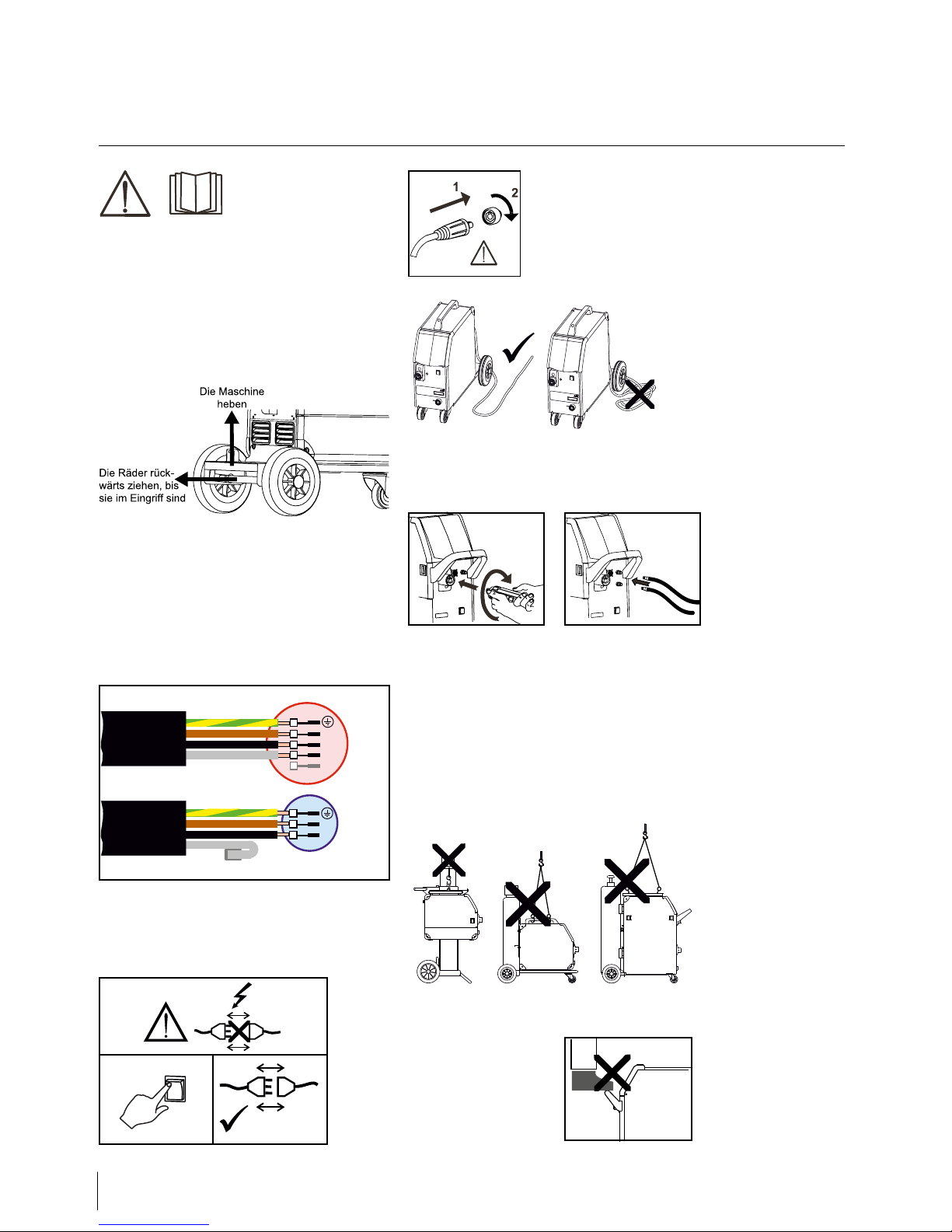
Auspacken der CMI 273i/223i TWIN
Nach Auspacken und vor Gebrauch, wie folgt
vorgehen (siehe Zeichnung):
Hinweis: CMI 183i/223i hat einen fest montierten
Fahrwagen.
Zulässige Installation
Netzanschluss
Die Maschine soll an eine Netzspannung
angekuppelt werden, die mit den Angaben auf dem
Typenschild (U1) hinter die Maschine übereinstimmt.
0
l
1
2
Wichtig!
Achten Sie auf festen Sitz der
Anschlüsse von Massekabel
und Schweißschlauch.
Die Stecker und Kabel können
sonst beschädigt werden.
Anschluß der Schweißschlauch
Hebeanweisung
Hebehaken können an den Sackkarren zum Heben
mit Kran angeschlossen werden (Figur 1).
Der Wagen mit 4 Rädern kann nicht mit Kran,
sondern nur manuell im Handgriff angehoben
werden (Figur 2).
Die Maschine darf nicht mit montierter Gasflasche
angehoben werden!
Die Maschine nicht
am Handgriff anheben.
Nicht auf den Handgriff
treten.
Fig. 1 Fig. 2
L1
L2
L3
N
L
N
3x200-440V
1x200-440V
gelb/grün
braun
schwarz
grau
gelb/grün
braun
schwarz
grau
21
Anschluss und Inbetriebnahme
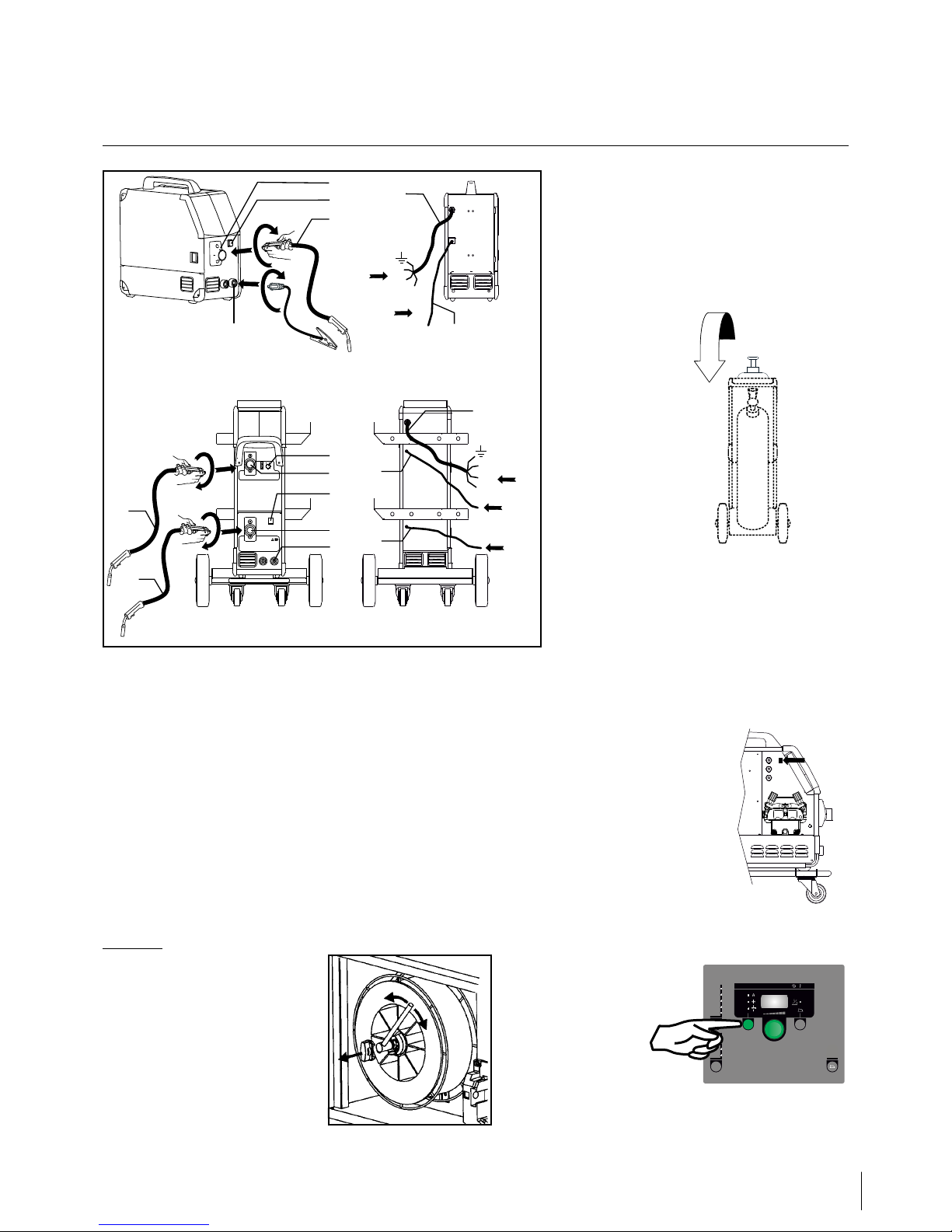
1. Netzanschluss
2. Ein- und Ausschalter
3. Schutzgasanschluss
4. Anschluß - Schweißschlauch
5. Schweißschlauch
6. Anschluß für Masseklemme
7. Umschalter zwischen Schweißbrenner 1 und 2
8. Anschluß für Masseklemme
Justierung der Drahtbremse
Die Bremse wird so fest eingestellt, daß die Drahtrolle stoppt, ehe der
Schweißdraht über den Rand läuft. Die Bremsekraft ist vom Gewicht der
Drahtrolle und der Drahtfördergeschwindigkeit abhängig.
Werkeinstellung = 15kg
Justierung:
• Der Drehknopf kann abmontiert
werden, wenn ein Schraubendreher
hinter den Knopf platziert ist.
Danach kann der Knopf
ausgezogen werden.
• Die Drahtbremse kann durch
Festspannen oder Lockern der
Gegenmutter auf die Achse der
Drahtnabe justiert werden.
• Der Drehknopf muß wieder
montiert werden.
2
4
5
6
Power
GAS
max. 6 Bar
1
3
F
F
F
5
Power
F
F
F
GAS
max. 6 bar
5
4
4
7
8
3
3
2
1
Schutzgasanschluss
Den Gasschlauch an der Rückseite der Maschine (3)
an eine Gasversorgung mit Druckregler (2-6 bar)
anschließen. (NB! Einige Druckreglertypen fordern
einen hoheren Ausgangsdruck als 2bar um optimal
zu funktionieren).
Eine Gasflasche/zwei Gasflaschen können hinter die
Wagen fixiert werden.
Hinweis: CMI 183i/223i
Brennerregulierung (Dialog brenner)
Wenn ein Schweißschlauch mit Dialog-Brenner
angewendet wird, sind der Schweißstrom, die
Drahtfördergeschwindigkeit oder die Blechdicke
sowohl von der Maschine aus als auch vom DialogBrenner aus einstellbar.
Ohne Dialog-Brenner ist die Brennerregelung passiv.
Stromloser Drahteinlauf CMI 273i/223i TWIN
Die Funktion wird zum
stromlosen Einfädeln des
Drahtes ins Schlauchpaket
aktiviert.
Stromloser Drahteinlauf CMI 183i/223i
Wenn die
grüne Taste
festgehalten
wird
während der
Brennertaste
gedrückt wird,
wird Draht
gefördert.
Die Drahtvorführung setzt fort, obwohl die grüne
Taste losgelassen wird und stopt erst, wenn die
Brennertaste losgelassen wird
AUTOMIG II
mm
CuAI
CuSi
AL
0.6
0.8
0.9
1.0
Fe
Fe
2
CO
Mix
mm
Max.
20 kg
22
Anschluss und Inbetriebnahme
1
2
Änderung der Polarität
CMI 273/223i TWINi
WARNUNG
Spannung ist auf dem Schweißdraht
vorhanden, wenn die Taste des
Schweißschlauchs gedrückt wird.
Einschalten, Drücken, Schweißen
Einstellung des Schweißprograms
• Die Schweißmaschine auf den Hauptschalter (2)
einschalten
• Materialart und Drahtdurchmesser wählen.
Sehen Sie sich die
Quickguide, wie es für Ihre
Schweißmaschine geltend ist.
Wählen Sie die Einstellung,
die die angewendeten
Schweißdraht und Schutzgas
anpasst.
• Schweißstrom und sekundäre Parameter einstellen.
Bitte Ihre Quickguide durchlesen
• Die Maschine ist jetzt schweißbereit
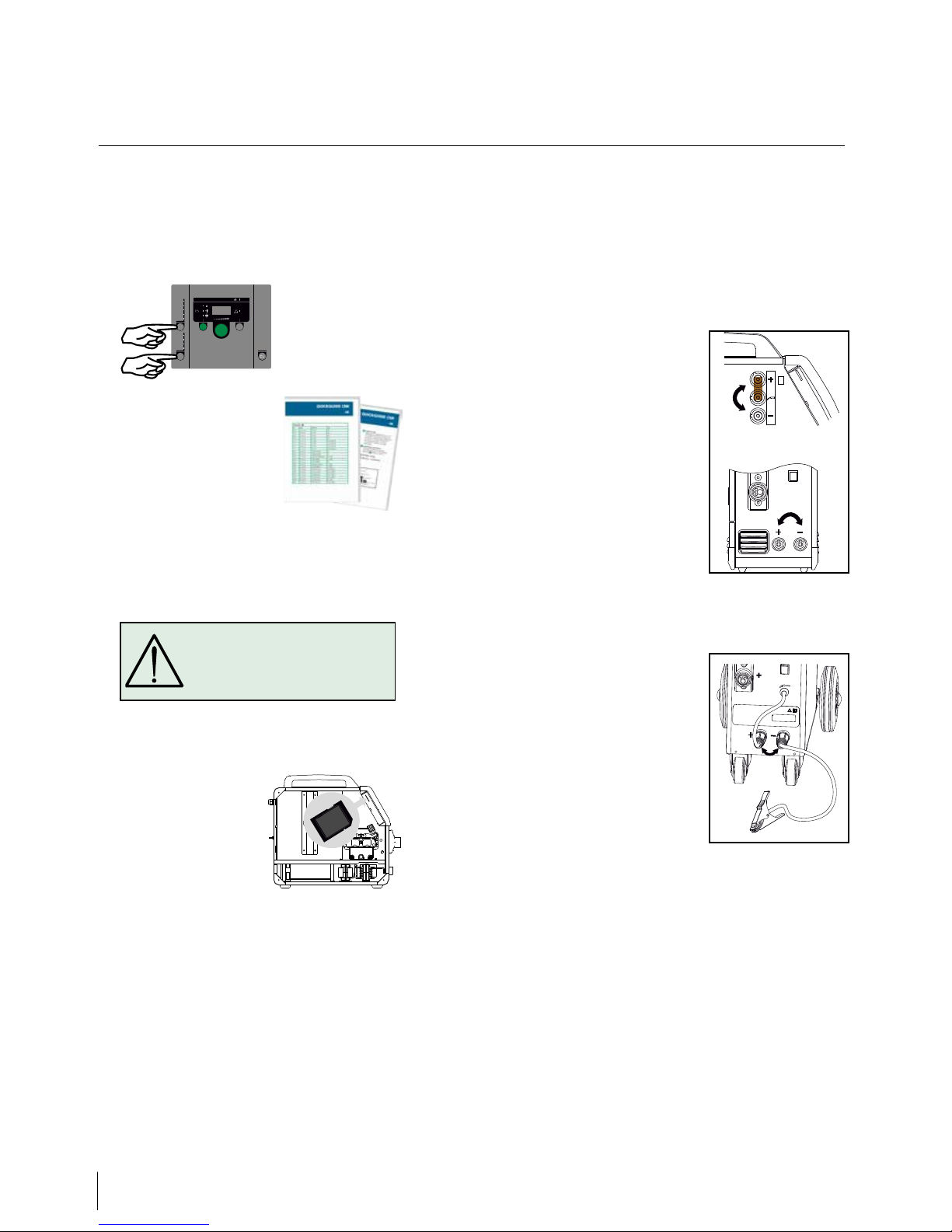
Software Einlesen
• Die SD-Karte in den Kartenleser der Maschine
einschieben, wie aus den
Zeichnungen ersichtlich.
• Die Maschine ist dann
eingeschaltet.
• Das Display blinkt kurz
mit 3 Strichen.
• Bitte warten bis das
Display den eingestellten
Strom zeigt.
• Die maschine muss wieder aufgeschaltet und die SD
Karte entfernt werden.
• Die Maschine ist jetzt gebrauchsfertig.
Wenn die Kontrolleinheit ausgewechselt wird, ist
es notwendig Software in der neuen Einheit durch
Anwendung einer SD Karte einzulegen.
AUTOMIG
mm
CuAI
CuSi
AL
0.6
0.8
0.9
1.0
Fe
Fe
2
CO
Mix
mmmm
Wahl der Schweißpolarität
Für einige Schweißdrahttypen ist Polaritätswechsel
zu empfehlen. Dies gilt insbesondere für
Innershield Schweißdraht. Die empfohlene Polarität
entnehmen Sie bitte der Schweißdrahtpackung.
Hinweis: CMI 183i/223i hat keine
Polaritätswechselfunktion.
CMI 273i/223i TWIN
1. Die Maschine muß von der Netzversorgung
unterbrochen werden.
2. Die Schrauben im Drahtraum mit einem
Schraubenschüssel abmontieren (Fig. 1).
3. Die Messingplatte von Plus bis Minus wechseln
(Fig. 1).
4. Die Schrauben im Drahtraum mit einem
Schraubenschlüssel montieren (Fig. 1)
5. Das Massekabel von Minus bis Plus wechseln
(Fig. 2).
6. Die Maschine wird an der Netzversorgung
angeschlossen.
CMI 183i/223i (Extra)
Änderung der Polarität
CMI 183i/223i
23
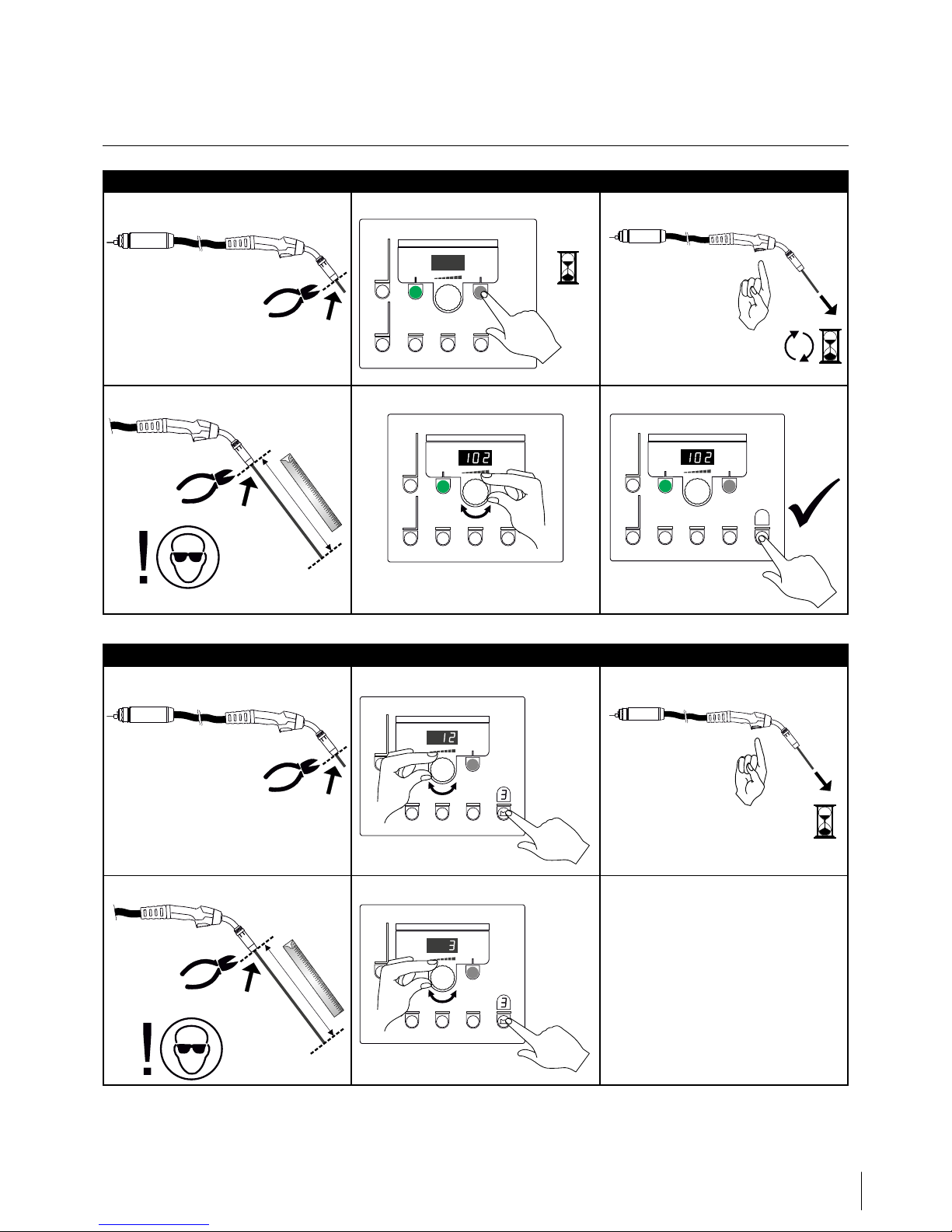
Kalibrierung der Drahtvorschubgeschwindigkeit
I II III
IV V VI
10 secs
Steuerung der Drahtvorschubgeschwindigkeit
I II III
IV V
1
2
5 secs
100 cm
1
2
z.B. 102 cm
Sonderfunktionen
24
Fehlersuche und Ausbesserung
Fehlerkodes Ursache und Ausbesserung
E20-00
E20-02
E21-00
E21-06
E21-08
Es gibt keine Software in der Kontrolleinheit
Software auf die SD-Karte herunterladen, die
SD-Karte in die Kontrolleinheit einsetzten und die
Maschine einschalten. Die SD-Karte eventuell austauschen.
E20-01
E21-01
Die SD-Karte ist nicht formatiert
Die SD-Karte in einem PC als FAT formatieren und die
Software auf die SD-Karte herunterladen.
Die SD-Karte eventuell austauschen.
E20-03
E21-02
Die SD-Karte hat mehrere Dateien mit demselben
Namen
Die SD-Karte leeren und die Software wieder
herunterladen.
E20-04 Die Kontrolleinheit hat versucht mehr Daten
einzulesen als gespeichert werden können
Die SD-Karte wieder einlesen oder austauschen.
Kundenservice anrufen, wenn das Problem weiterhin
besteht.
E20-05
E20-06
Die Software auf der SD-Karte ist für einen anderen
Typ Kontrolleinheit geschlossen
Eine SD-Karte anwenden, deren Software zu Ihrer
Kontrolleinheit passt.
E20-07 Der interne Kopieschutz erlaubt keinen Zutritt zum
Mikro-prozessor
Die SD-Karte wieder einlesen oder Kundenservice
anrufen.
E20-08
E20-09
E21-05
Die Kontrolleinheit ist defekt
Kundenservice anrufen.
E20-10
E21-07
Die eingelesene Datei ist fehlerhaft
Die SD-Karte wieder einlesen oder austauschen.
E21-03
E21-04
Das eingelesene Schweißprogram-paket passt nicht
zur Kontrolleinheit
Eine SD-Karte anwenden, deren Software zu Ihrer
Kontrolleinheit passt.
Err GAS Gasfehler
Gaszufuhr prüfen.
Gasfehler abmelden durch kurzes Drücken einer
beliebigen Taste.
E02-04 CAN – Kommunikationsfehler
Bitte untersuchen Sie Zwischenkabel/stecker.
E11-20 Stromsensorfehler
1. Stromsensor prüfen
2. Setzen Sie sich bitte mit Kundendienst in
Verbindung
E11-28 Phasen-/Spannungsfehler
1. Alle 3 Phasen prüfen
2. Auf Unterspannung prüfen
3. Setzen Sie sich bitte mit Kundendienst in
Verbindung
E11-42 Probespannung
1. Auf Festbrennen der Schweißdraht prüfen
2. Setzen Sie sich bitte mit Kundendienst in
Verbindung
Fehlersymbole
Temperaturfehler
Die Überhitzungsanzeige leuchtet auf,
wenn der Schweißbetrieb wegen einer
Überhitzung der Anlage unterbrochen wurde.
Lassen Sie bitte die Maschine eingeschaltet, bis der
eingebaute Lüfter sie genug abgekühlt hat.
25
Technische Daten
1) Dieses Gerät entspricht den IEC 61000-3-12, sofern die Kurzschlussleistung Ssc der Netzversorgung am Netzstecker größer als oder gleich die angegebenen
Daten im obenerwähnten Schema ist. Es ist die Verantwortung des Elektroinstallateurs oder der Anwender des Gerätes zu gewährleisten, eventuell durch
Rücksprache mit dem Netzbetreiber, dass das Gerät nur an eine Stromversorgung mit Kurzschlussleistung Ssc größer als oder gleich wie die angegebenen
Daten im obenerwähnten Schema angeschlossen ist.
2) S Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöther elektrischer Gefährdung
3) Geräte, die der Schutzklasse IP23/ IP23S entsprechen, sind für den Innen und Ausseneinsatz ausgelegt.
Daten für die Boost-Version zeigen 1x230V Netzspannung an
Daten in Parenthese zeigen 3x400V Netzspannung an
** = Energiesparmodus. Die Maschine wechselt in den Energiesparmodus
7,5 Minuten nach Abschluss des Schweißvorgangs
EU-KONFORMITÄTSERKLÄRUNG
Alignment Systems AB
Hulda Mellgrens gata 1
SE-421 32 Västra Frölunda
SWEDEN
erklärt, dass das unten erwähnte Gerät
Typ: CMI i
den Bestimmungen der EU-Richtlinien
2014/35/EU
2014/30/EU
2011/65/EU entspricht
Europäische EN/IEC60974-1
Normen: EN/IEC60974-5
EN/IEC60974-10 (Class A)
Ausgestellt in Västra Frölunda am 20.04.2016
Morgan Ekskär
Quality Manager
STROMQUELLE CMI
183i
CMI
223i
CMI
223i TWIN
CMI
273i/273i TWIN
CMI Boost
273i/273i TWIN
Netzspannung ±15% (50-60Hz), V 3x400 3x400 3x400 3x400 3x230-400, 1x230-400
Mindestgröße des Generators, kVA 7,5 11,4 10,5 13,5 14,5 (14,5)
1
Minimum Kurzschlussleistung Ssc, MVA 0,47 0,69 - -
Sicherung, A 10 10 10 10 16
Effektiver Netzstrom, A 4,4 6,8 6,0 7,6 10,5
Max. Netzstrom, A 7,5 11 10,1 13,2 42,0
Leistung, (100%), kVA 3,1 4,7 4,2 5,3 2,4(3,0)
Leistung, max., kVA 5,2 7,6 7,0 9,1 9,7(9,5)
Leistung, Leerlauf, W 15/10** 15/10** 20 20 30
Wirkungsgrad 0,86 0,86 0,90 0,88 0,84
Leistungsfaktor 0,93 0,93 0,87 0,93 0,99
Strombereich, A 15-180 15-230 15-220 15-270 15-270
Zulässige ED 100% bei 20°C, A 160 220 180 230 150 (180)
Zulässige ED 40% bei 20°C, A 180 - 220 245 180 (200)
Zulässige ED max. bei 20°C, A/%/V - 230/50/25,5 - - -
Zulässige ED 100% bei 40°C, A/V 115/19,8 165/22,3 145/21,3 175/22,8 107 (135)/19,4(20,8)
Zulässige ED 60% bei 40°C, A/V 125/20,3 175/22,8 170/22,5 205/24,3 130 (170)/27,5(22,5)
Zulässige ED 35% bei 40°C, A/V - 200/24,0 - - -
Zulässige ED max. bei 40°C, A/%/V 180/25/23,0 230/25/25,5 220/30/25,0 270/30/27,5 270/18(25)/27,5
Leerlaufspannung, V 45 45 52 52 55
2
Anwendungsklasse S/CE/CCC S/CE S/CE S/CE/CCC S/CE
3
Schutzklasse IP23S IP23S IP23 IP23 IP23
Norm EN/IEC60974-1, EN/IEC60974-5, EN/IEC60974-10
Masse (HxBxL), mm
Masse TWIN (HxBxL), mm
660x380x790 660x380x790
550x250x640
550x250x640
960x570x870
550x250x640/960x570x870 (DUO)
Gewicht, kg
Gewicht TWIN, kg
26,2 26,5
25
26
55
28 / 57 (DUO)
26
27
Avertissement
Le soudage et le coupage à l’arc peuvent s’avérer dangereux pour l’utilisateur et son entourage. Afin de prévenir
tout risque, l’équipement doit être utilisé en stricte conformité avec toutes les consignes de sécurité applicables.
Vous devez notamment respecter les règles suivantes :
Installation et utilisation
• L’équipement de soudage doit être installé et utilisé
par du personnel habilité, conformément à la norme
EN/IEC60974-9. CAR-O-LINER ne peut en aucun cas
être tenu responsable d’un usage inapproprié ou
contraire aux spécifications de la machine/des câbles.
Normes électriques
• Toutes les machines de soudage CAR-O-LINER sont
fabriquées dans le respect des réglementations
applicables au sein de l’UE en matière de sécurité
technique.
Conçues conformément à la directive basse tension
de l’Autorité danoise en charge des technologies de
sécurité, nos machines respectent les exigences de la
norme DS/EN/IEC 60974-3.
Les machines de soudage observent les valeurs
maximales prescrites par la norme DN/EN/IEC 60974-3
pour les torches à commande manuelle.
Tension maximale : 15 kV
Charge électrique : 8 µC
Énergie moyenne (durée : 1 seconde) : 4J
Risque électrique
• L’équipement de soudage/coupage doit être installé
conformément aux réglementations en vigueur. La
machine doit être raccordée à la terre par le câble
d’alimentation principale.
• L’équipement de soudage doit faire l’objet d’une
inspection régulière.
• Si les câbles sont endommagés ou l’isolation
défaillante, vous devez interrompre le travail
immédiatement afin de procéder aux réparations
nécessaires.
• Les opérations d’inspection, de réparation et
de maintenance de l’équipement doivent être
effectuées par du personnel qualifié et formé à cet
effet.
• Évitez de manipuler les composants sous tension de
la torche de coupage, de la pince de mise à la terre
ou des électrodes les mains nues.
• Veillez à ce que vos vêtements restent secs et ne
portez jamais de gants de soudeur abîmés ou
humides.
• Vérifiez que vous êtes correctement isolé de la terre
(utilisez par exemple des chaussures à semelle de
caoutchouc).
• Adoptez une position de travail stable et sûre (pour
éviter tout risque de chute).
• Respectez les règles de soudage en conditions de
travail particulières.
• Débranchez la machine avant de détacher la torche
lors du changement d’électrode ou de toute autre
opération de maintenance.
• Utilisez uniquement les torches de soudage/coupage
et les pièces de rechange spécifiées (consultez la liste
des pièces de rechange).
Chocs et amorçage haute fréquence (TIG/PLASMA)
• Une machine de soudage TIG/Plasma installée
correctement et entretenue/utilisée conformément
aux instructions ne présente aucun risque pour votre
sécurité ni pour celle d’autrui.
En revanche, l’amorçage haute fréquence (HF) est
associé à un risque de chocs en cas de mauvaise
utilisation. Si ces chocs ne sont pas dangereux, il est
néanmoins conseillé de consulter un médecin en cas
de malaise.
Lumière et production de chaleur
• Les yeux doivent être protégés. En effet, une
exposition brève suffit pour affecter la vue
de manière irréversible. Utilisez un casque de
soudeur doté d’un verre de protection contre le
rayonnement.
• Protégez le corps contre la lumière de l’arc, le
rayonnement émis lors du soudage pouvant
endommager la peau. Utilisez des vêtements de
protection couvrant tout le corps.
• Dans la mesure du possible, le lieu de travail doit
être protégé et les personnes à proximité doivent
être informées du risque inhérent à la lumière de
l’arc.
Fumées et gaz
• L’inhalation des fumées et gaz émis lors du soudage/
coupage peut être très dangereuse pour la santé. Un
dispositif d’aspiration et d’aération efficace doit être
installé.
Risque d’incendie
• Le rayonnement et les étincelles de l’arc peuvent
provoquer un incendie. Éloignez les matériaux
inflammables du lieu de soudage/coupage.
• Les vêtements de travail doivent être protégés
contre les étincelles et les projections de l’arc
(utilisez un tablier de soudeur et faites attention aux
poches béantes).
• Les réglementations spécifiques aux salles présentant
un risque d’incendie ou d’explosion doivent être
respectées.
Bruit
• L’arc génère un niveau de bruit acoustique et
électromagnétique, qui varie en fonction de
l’opération de soudage/découpe et qui exige
souvent le port de protections auditives.
• En présence d’un stimulateur cardiaque ou de
prothèses auditives, l’utilisation de câbles de polarité
positive/négative les plus courts possible et disposés
côte à côte au niveau du sol permettra de limiter au
maximum les interférences électromagnétiques.
Zones dangereuses
• Il est fortement déconseillé de placer les doigts dans
l’engrenage du dévidoir.
• Des précautions particulières doivent être prises
lorsque les opérations de soudage/coupage ont lieu
en milieu confiné ou à des hauteurs comportant un
risque de chute.
Positionnement de la machine
• Le positionnement de la machine de soudage/
coupage doit prévenir tout risque de basculement.
• Les règlementations spécifiques aux salles présentant
un risque d’incendie ou d’explosion doivent être
respectées.
Levage de la machine de soudage/coupage
• DES PRÉCAUTIONS PARTICULIÈRES DOIVENT ÊTRE
PRISES pour le levage de la machine de soudage/
coupage. Dans la mesure du possible, utilisez un
dispositif de levage afin de préserver votre dos.
Reportez-vous aux instructions relatives au levage
dans le manuel d’utilisation.
L’utilisation de la machine à des fins autres que celles
prévues initialement (ex. dégeler une canalisation
d’eau) est déconseillée ; un tel usage se fait aux risques
et périls de l’utilisateur.
28
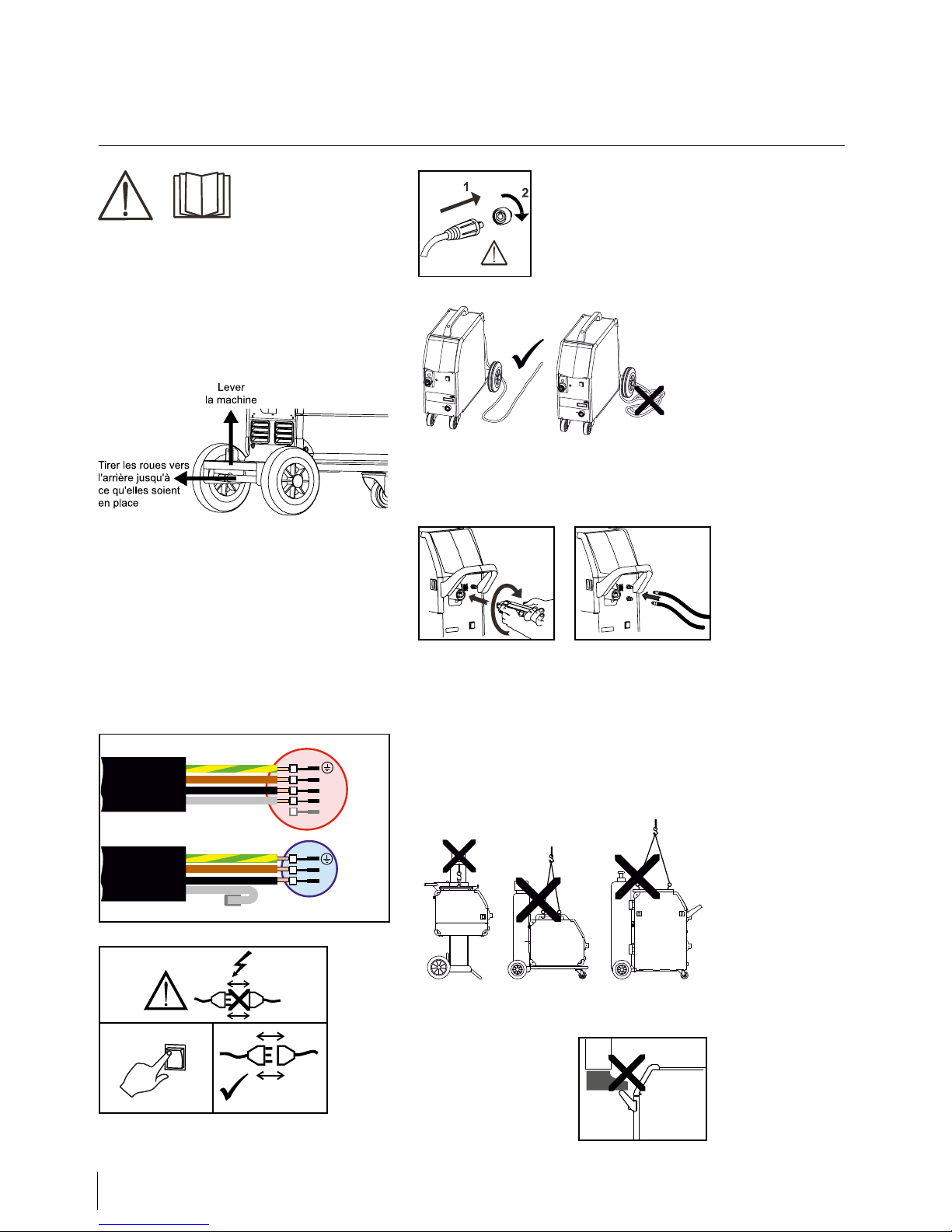
Branchement et fonctionnement
Attention
Lisez attentivement la fiche
de mise en garde/le mode
d’emploi avant la première
utilisation et conservez ces
informations en vue de leur
utilisation ultérieure.
Déballage de CMI 273i/223i TWIN
Après le déballage et avant l’utilisation, procédez
comme suit (voir schéma) :
Attention : le chariot de le CMI 183i/223i n’est pas
amovible.
Installation autorisée
Raccordement électrique
Branchez la machine à une prise secteur adaptée.
Veuillez lire la plaque signalétique (U1) à l’arrière de la
machine.
0
l
1
2
Important !
Afin d’éviter la destruction des
prises et câbles, assurez-vous
que le contact électrique est
bien établi lors du branchement
des câbles de mise à la terre
et des torches de soudage à la
machine.
Raccordement de la torche de soudage
Instructions de levage
Les crochets du chariot 2 roues permettent d’utiliser
une grue pour le levage de la machine (figure 1).
Le chariot 4 roues ne peut être levé qu’à la main par la
poignée (figure 2).
La machine ne doit pas être levée lorsqu’une bouteille
de gaz est installée.
Ne pas soulever la machine
par la poignée.
Ne pas marcher sur la
poignée.
Fig. 1 Fig. 2
L1
L2
L3
N
L
N
jaune/vert
marron
noir
gris
3x200-440V
1x200-440V
jaune/vert
marron
noir
gris
 Loading...
Loading...