

Migatronic AUTOMIG User Manual
BRUGSVEJLEDNING
USER GUIDE
BETRIEBSANLEITUNG
GUIDE DE L’UTILISATEUR
BRUKSANVISNING
GUIDA PER L’UTILIZZATORE
GEBRUIKERSHANDLEIDING
KÄYTTÖOHJE
KEZELÉSI ÚTMUTATÓ
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
AUTOMIG
50111827 E Valid from 2017 week 20
2
Dansk ..................................................................3
English ................................................................9
Deutsch ............................................................. 15
Français ............................................................. 21
Svenska ............................................................. 27
Italiano .............................................................33
Nederlands .......................................................39
Suomi ................................................................ 45
Magyar ..............................................................51
Русский ...........................................................57
3
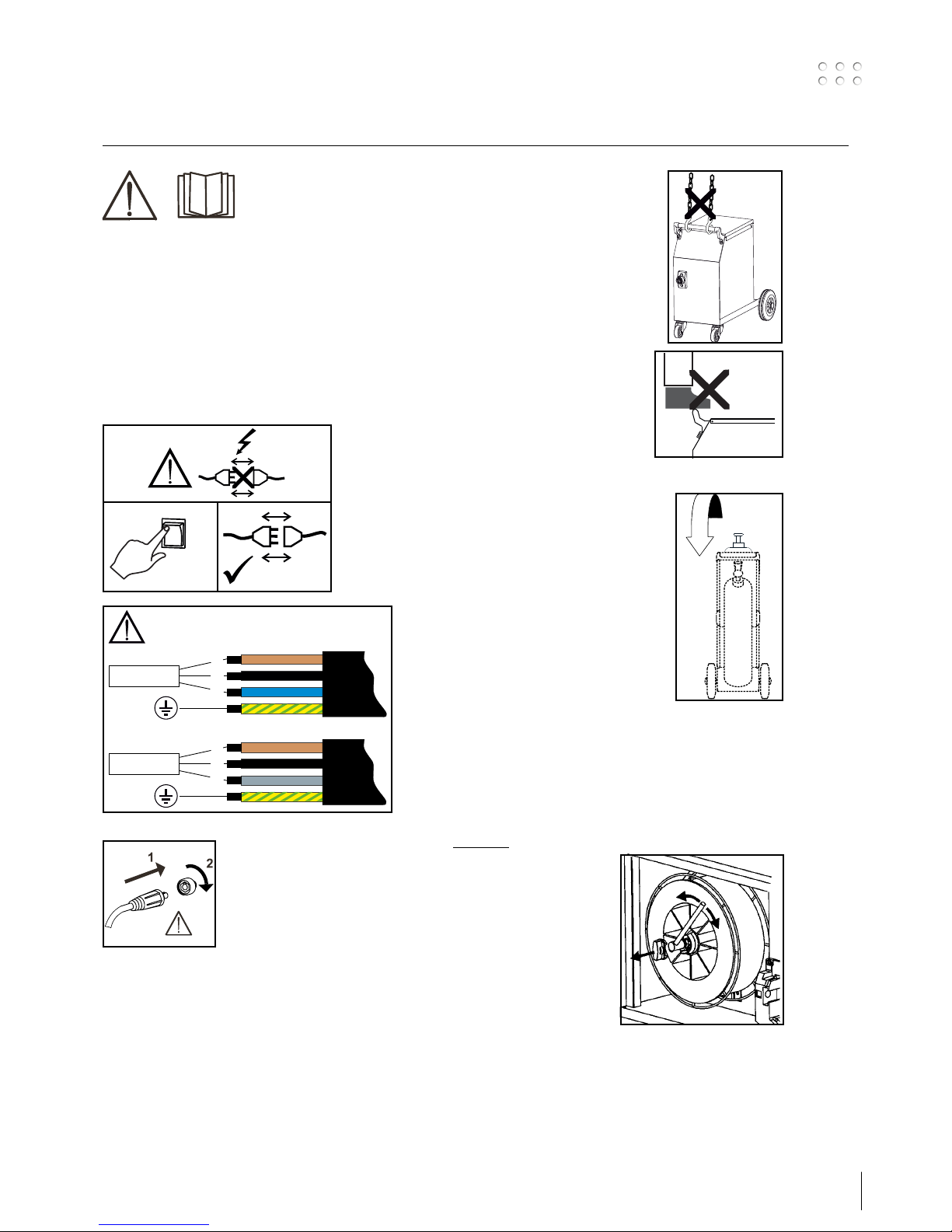
Tilslutning og ibrugtagning
Advarsel
Læs advarsel og brugsanvisning
omhyggeligt igennem inden
installation og ibrugtagning og
gem til senere brug.
Installation
Nettilslutning
Kontroller at maskinens påstemplede spænding er i
overensstemmelse med netspændingen. Hvis maskinen er
omkobbelbar, skal det kontrolleres, at maskinen er koblet
korrekt.
0
l
1
2
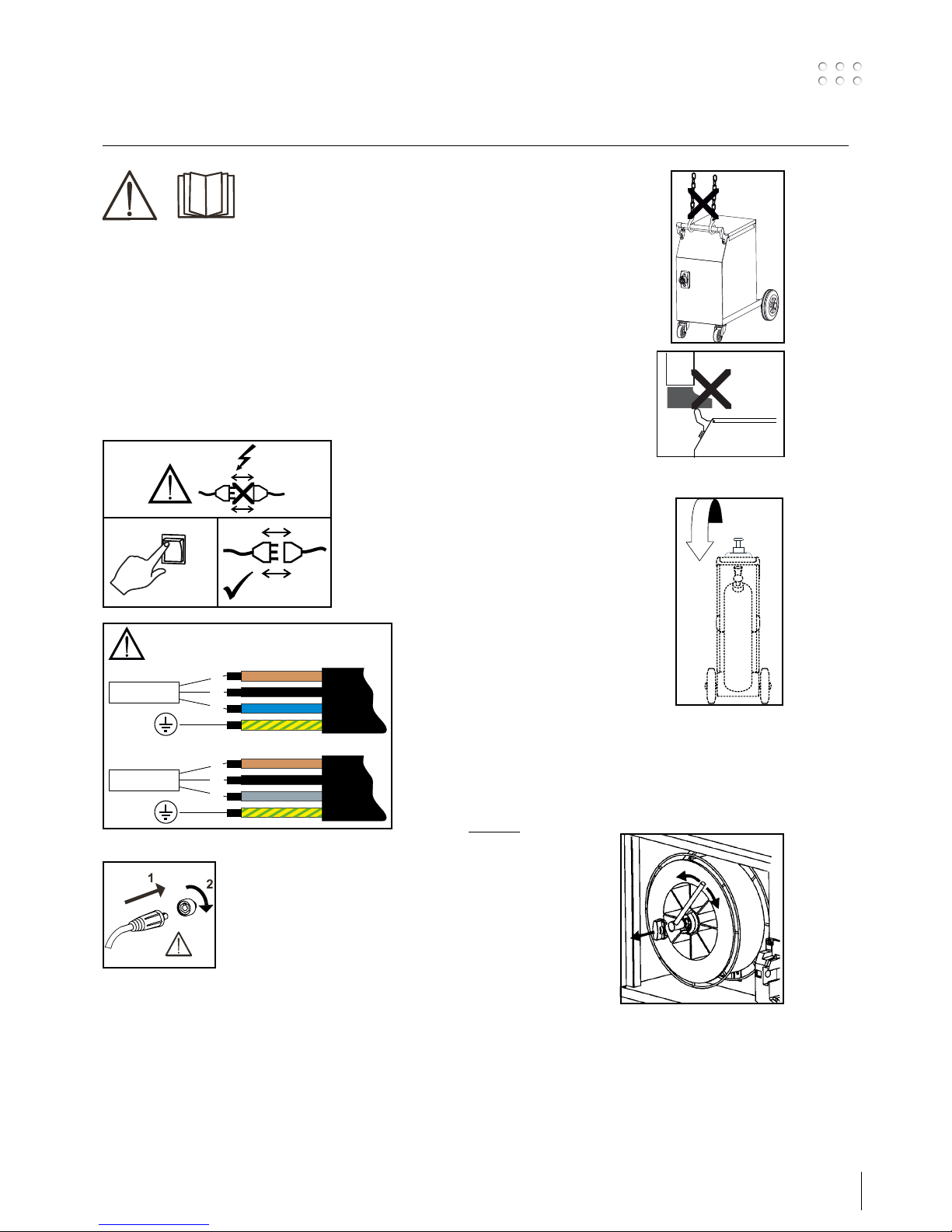
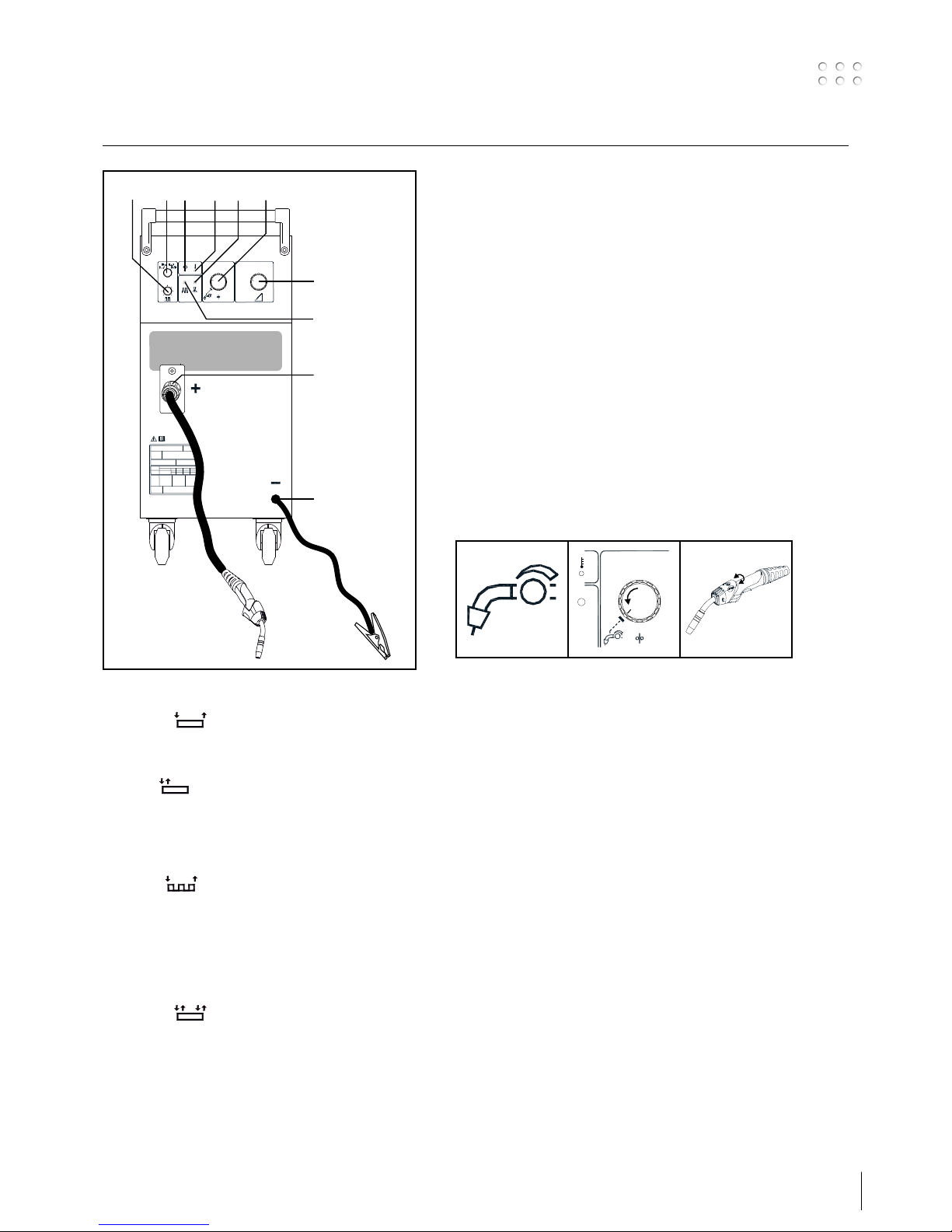
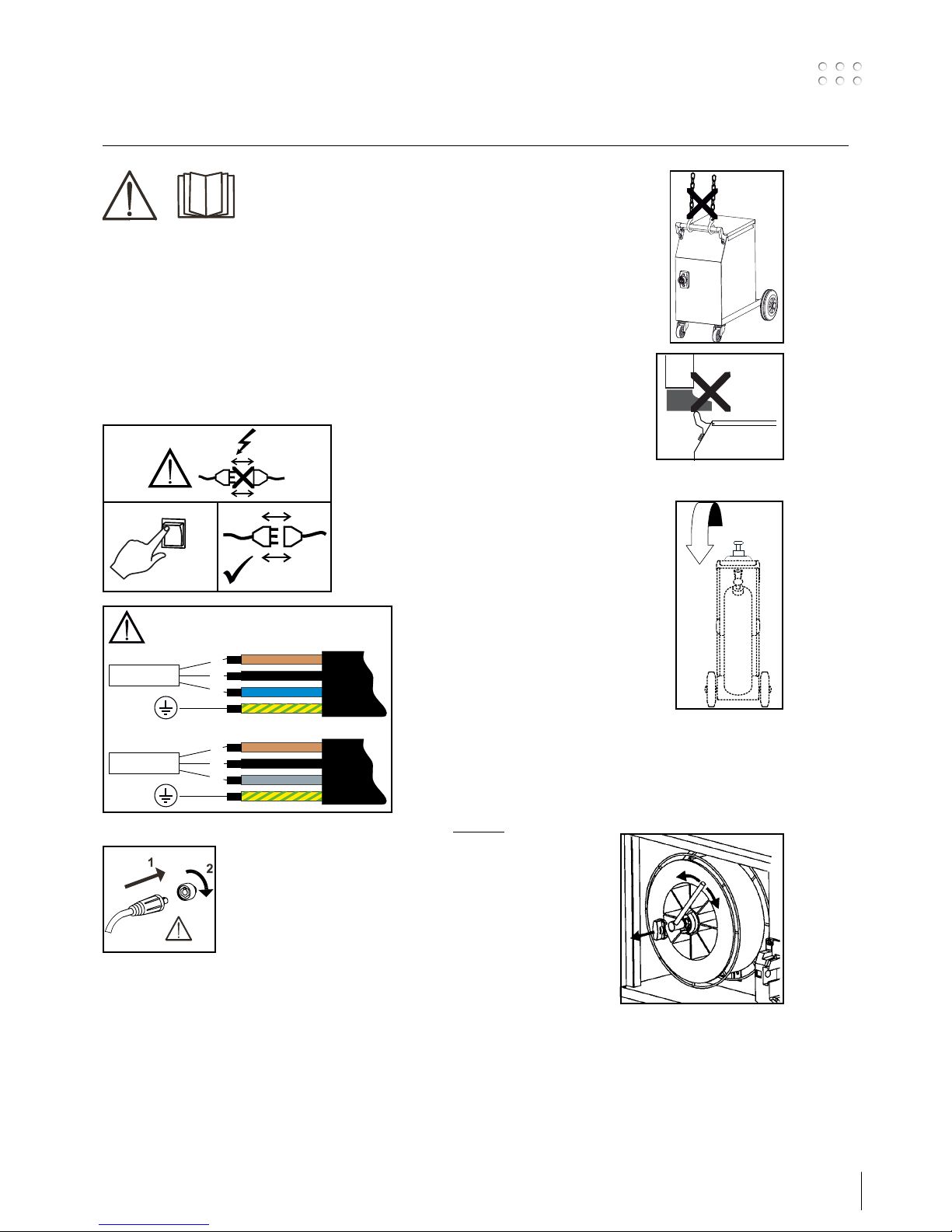
Vigtigt!
Når stelkabel og svejseslange tilsluttes
maskinen, er god elektrisk kontakt
nødvendig, for at undgå at stik og
kabler ødelægges.
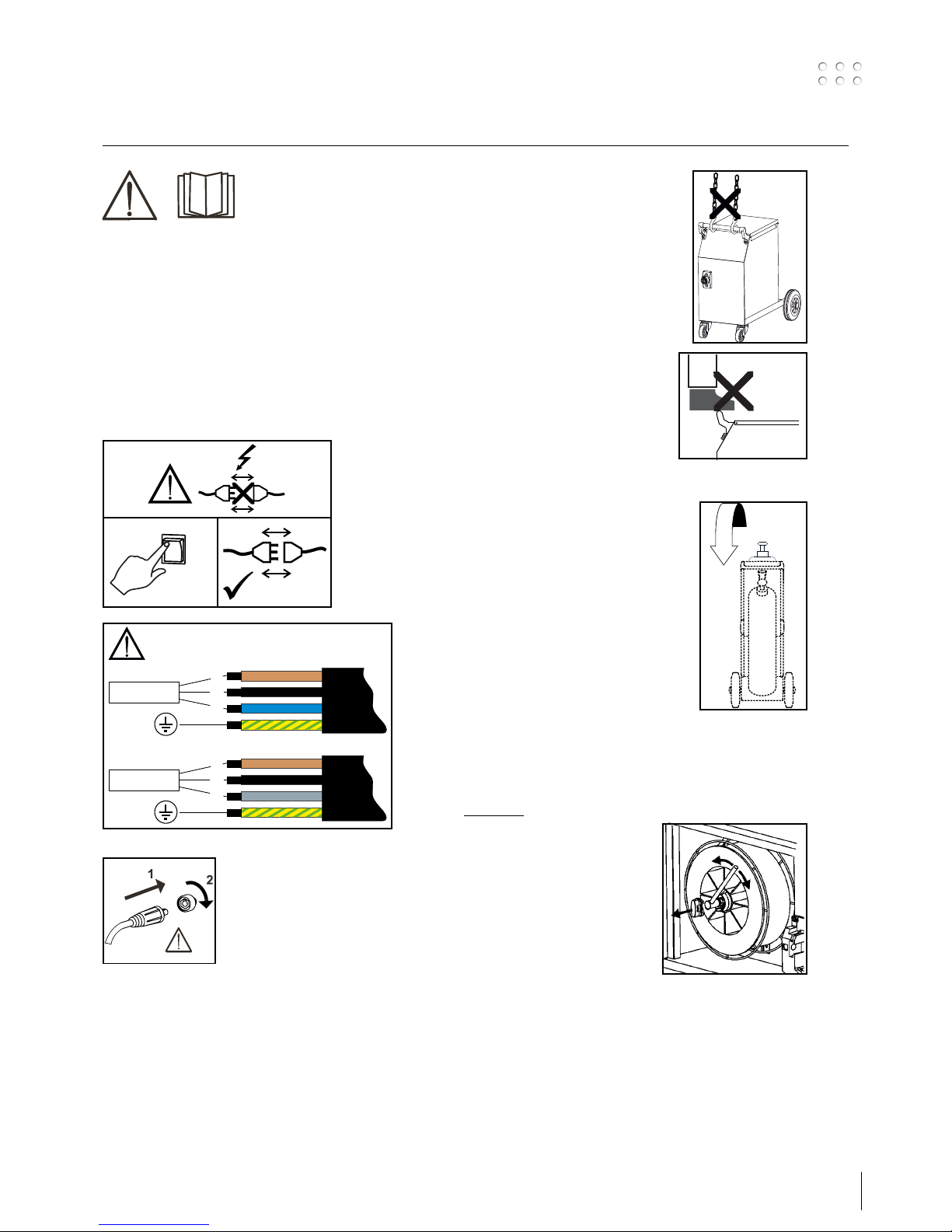
Løfteanvisning
Løft ikke maskinen i håndtaget.
Træd ikke op på håndtaget.
Tilslutning af gasflaske
Maskinen er beregnet for anvendelse
af gasflasker med en max. højde på
100cm. Ved anvendelse af større
flasker er der risiko for, at maskinen
vælter.
Justering af trådbremse
Bremsen justeres så stramt, at trådrullen standser, inden
svejsetråden kører ud over kanten på rullen. Bremsekraften
er afhængig af vægten på trådrullen og trådhastigheden.
Fabriksindstillet til 15kg.
Justering:
• Afmonter drejeknappen
ved at stikke en tynd
skruetrækker ind bagved
knappen og ryk derefter
knappen ud.
• Juster trådbremsen
ved at spænde eller
løsne låsemøtrikken på
trådnavets aksel.
• Monter drejeknappen
igen.
3 x 400 V
3 x 400 V
L1
L2
L3
L1
L2
L3
brun
sort
grå
blå
gul/grøn
brun
sort
gul/grøn
Max.
100 cm
Netkabel
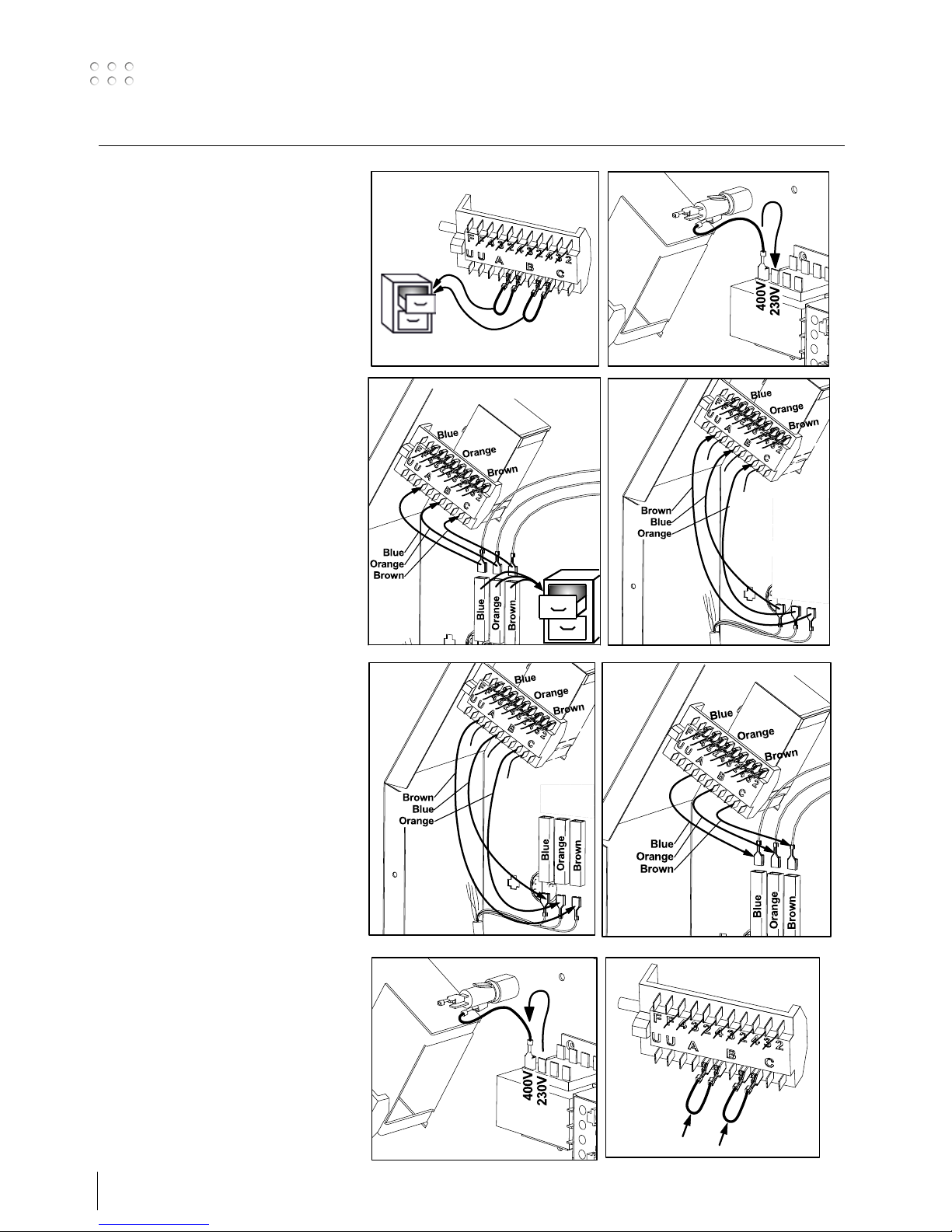
4
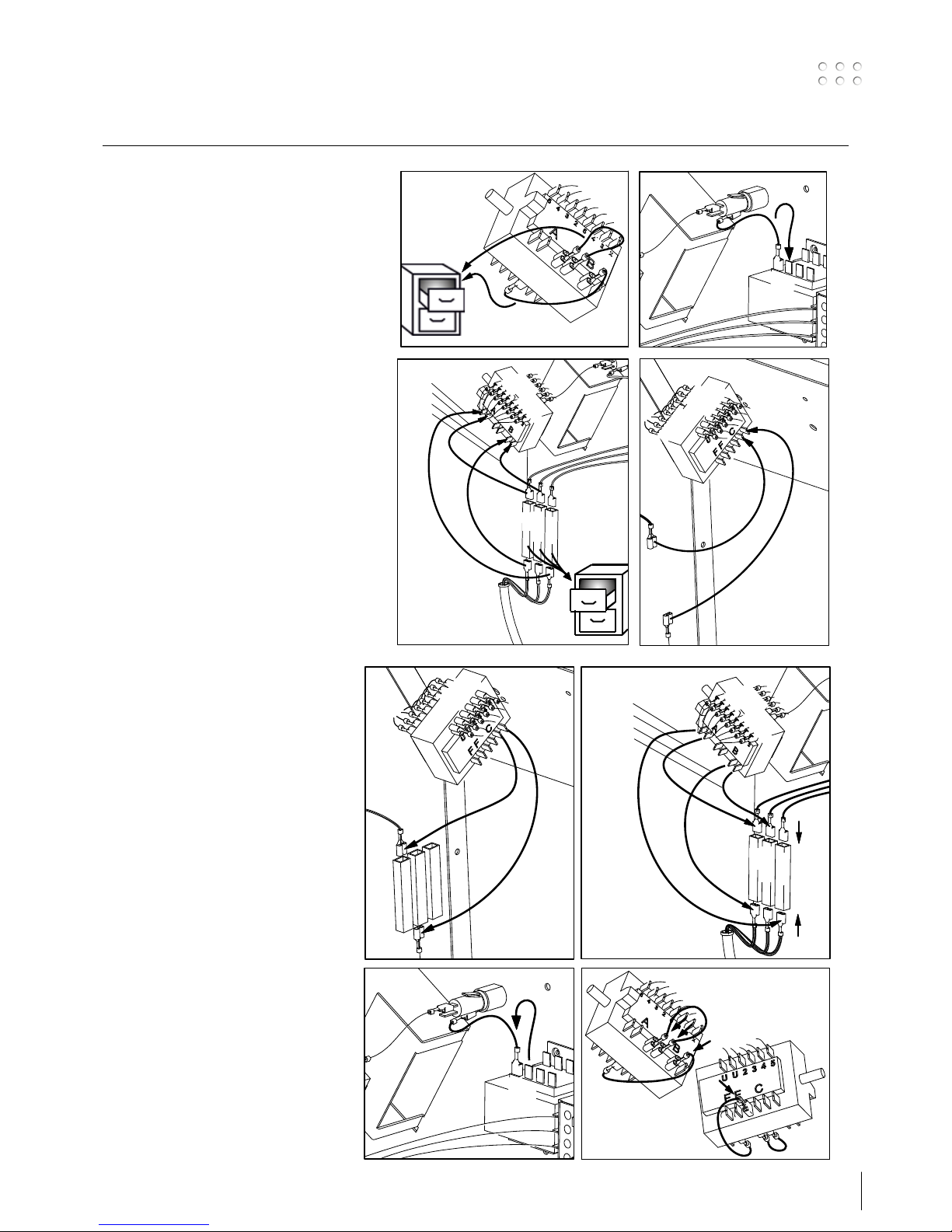
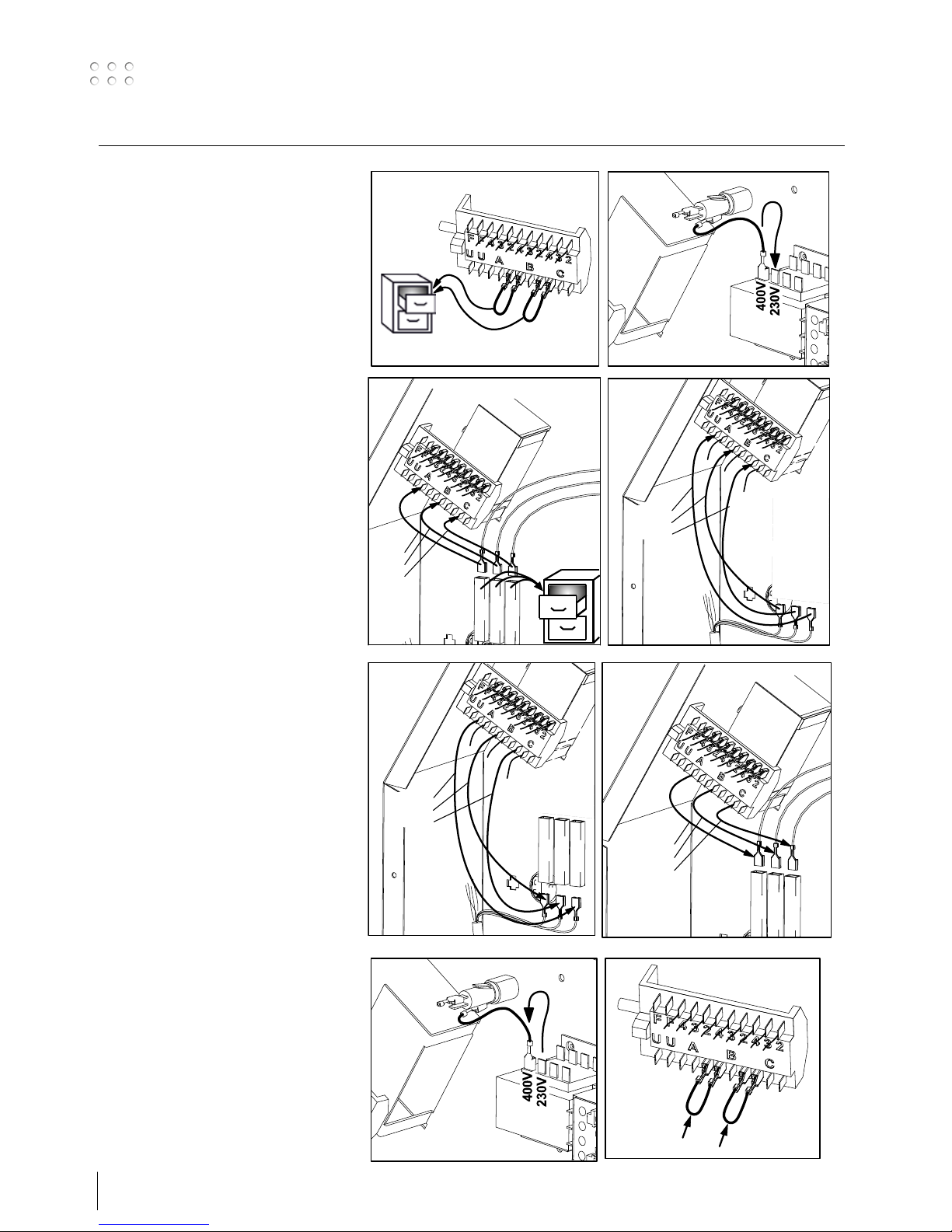
AUTOMIG 183,
400V 230V
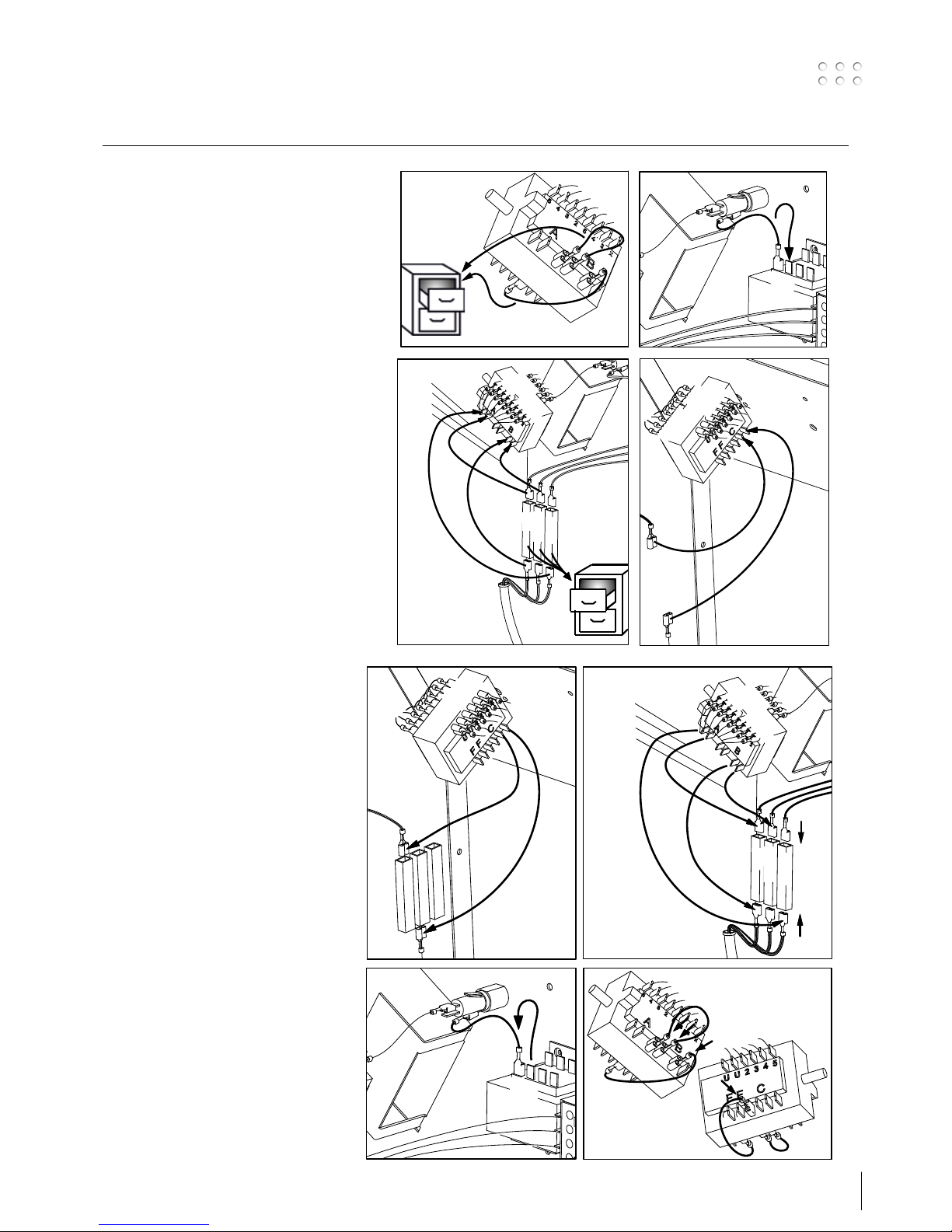
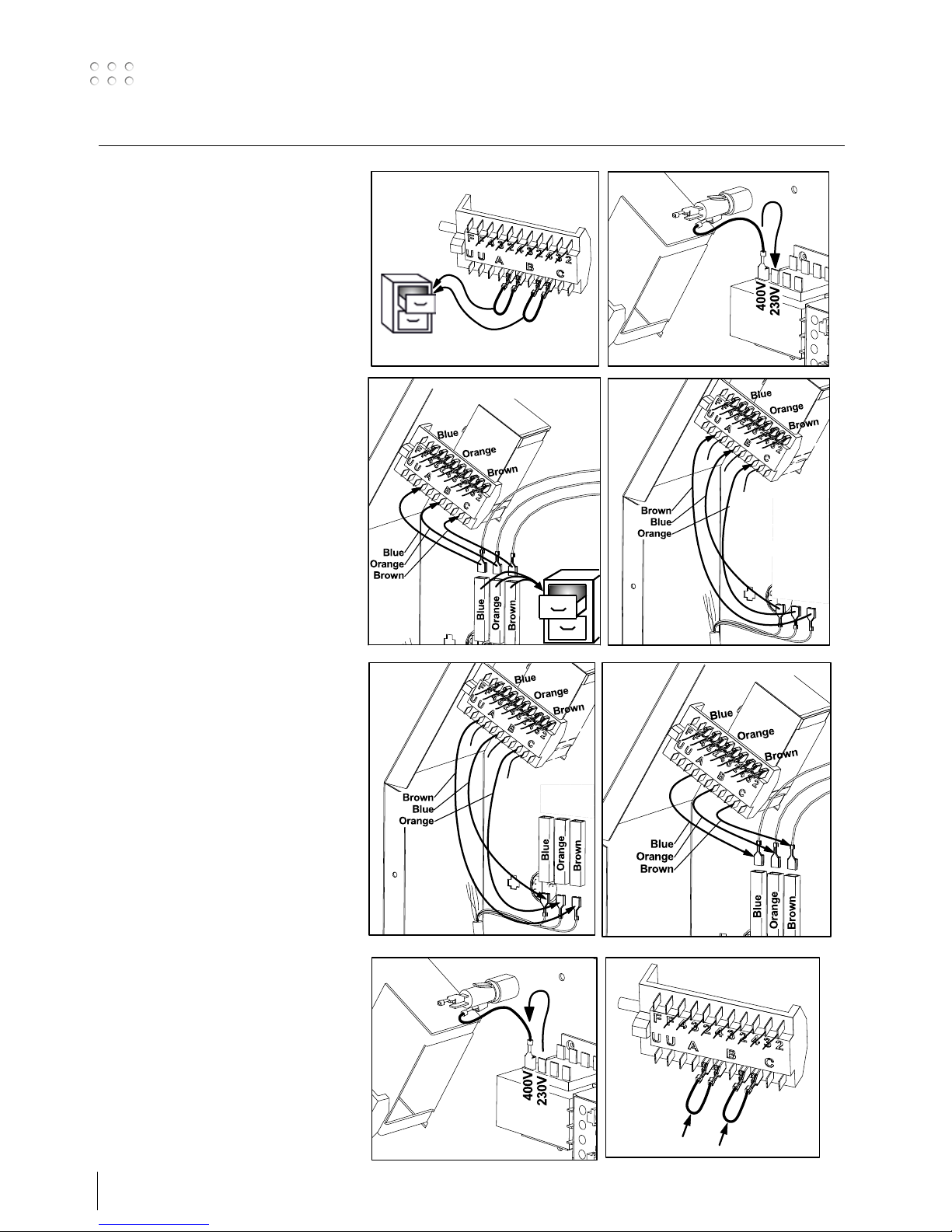
Tilslutning og ibrugtagning
AUTOMIG 183,
230V 400V
5
Tilslutning og ibrugtagning
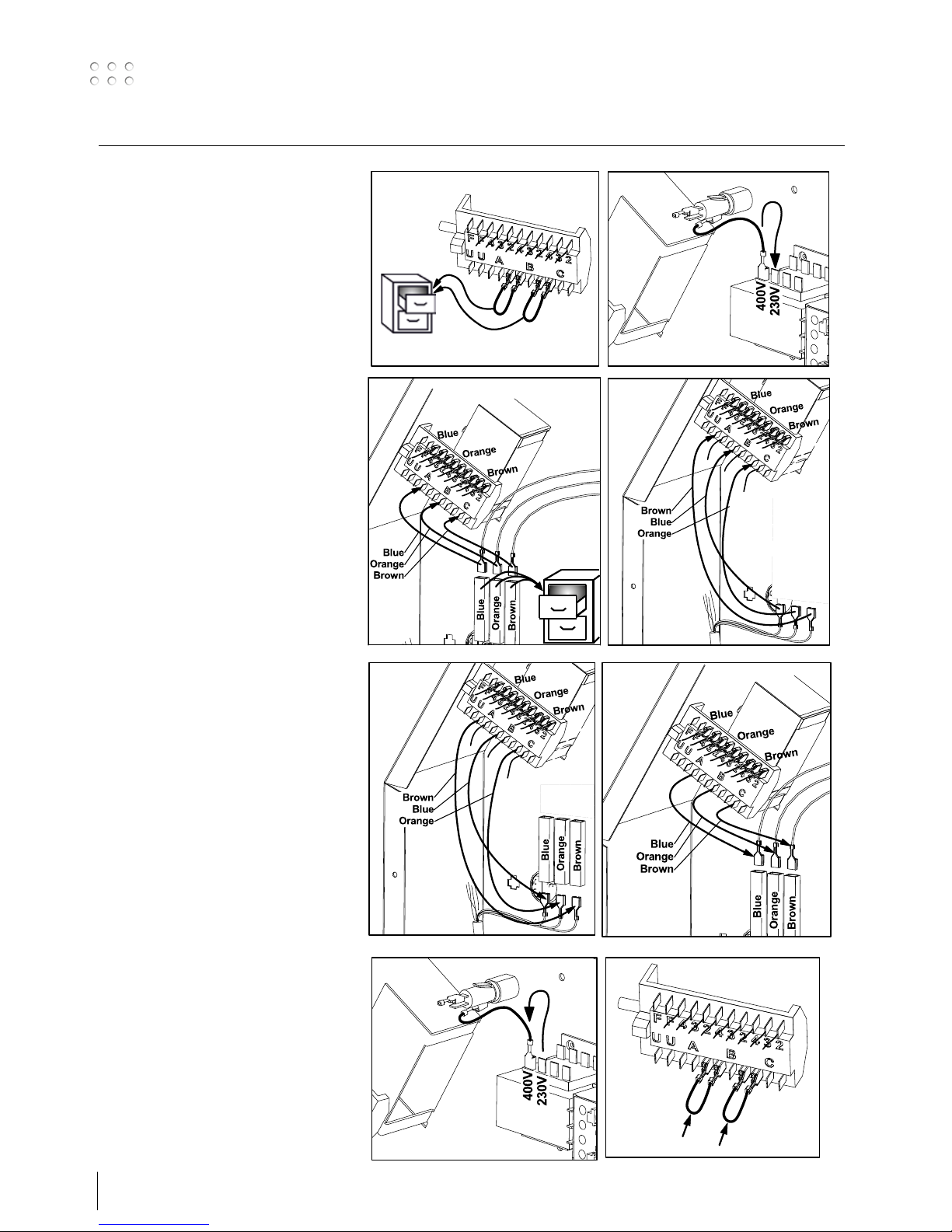
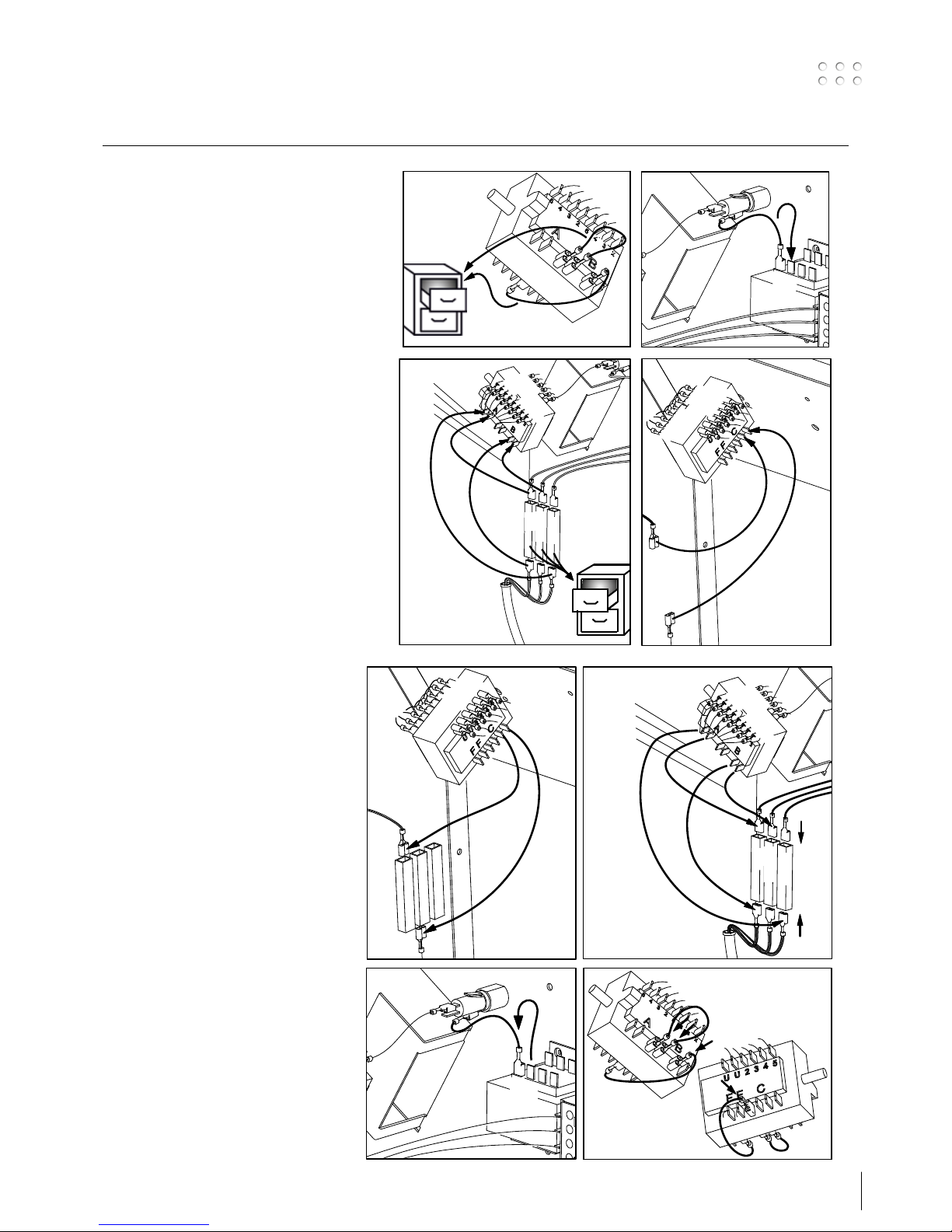
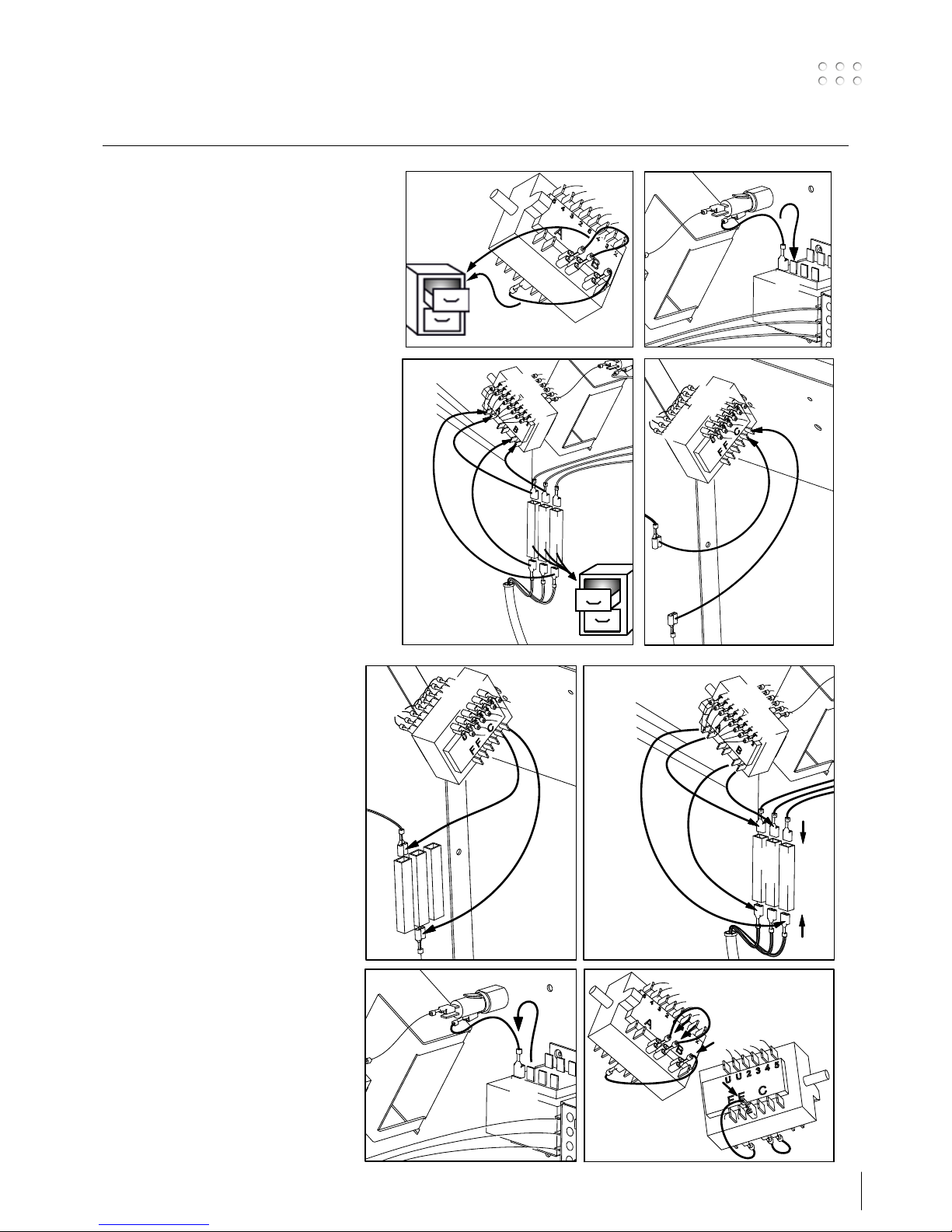
AUTOMIG 223/273,
400V 230V
AUTOMIG 223/273,
230V 400V
Brown
Orange
Blue
B
r
o
w
n
O
r
a
n
g
e
B
l
u
e
Brown
Blue
Blue
Orange
230V
400V
B
r
o
wn
O
r
a
n
g
e
B
l
u
e
Brown
Orange
Brown
Orange
Blue
Br
o
w
n
O
r
a
n
g
e
B
l
u
e
Brown
Blue
Blue
Orange
230V
400V
B
r
o
wn
O
r
a
n
g
e
B
l
u
e
Brown
Orange
6
Tilslutning og ibrugtagning
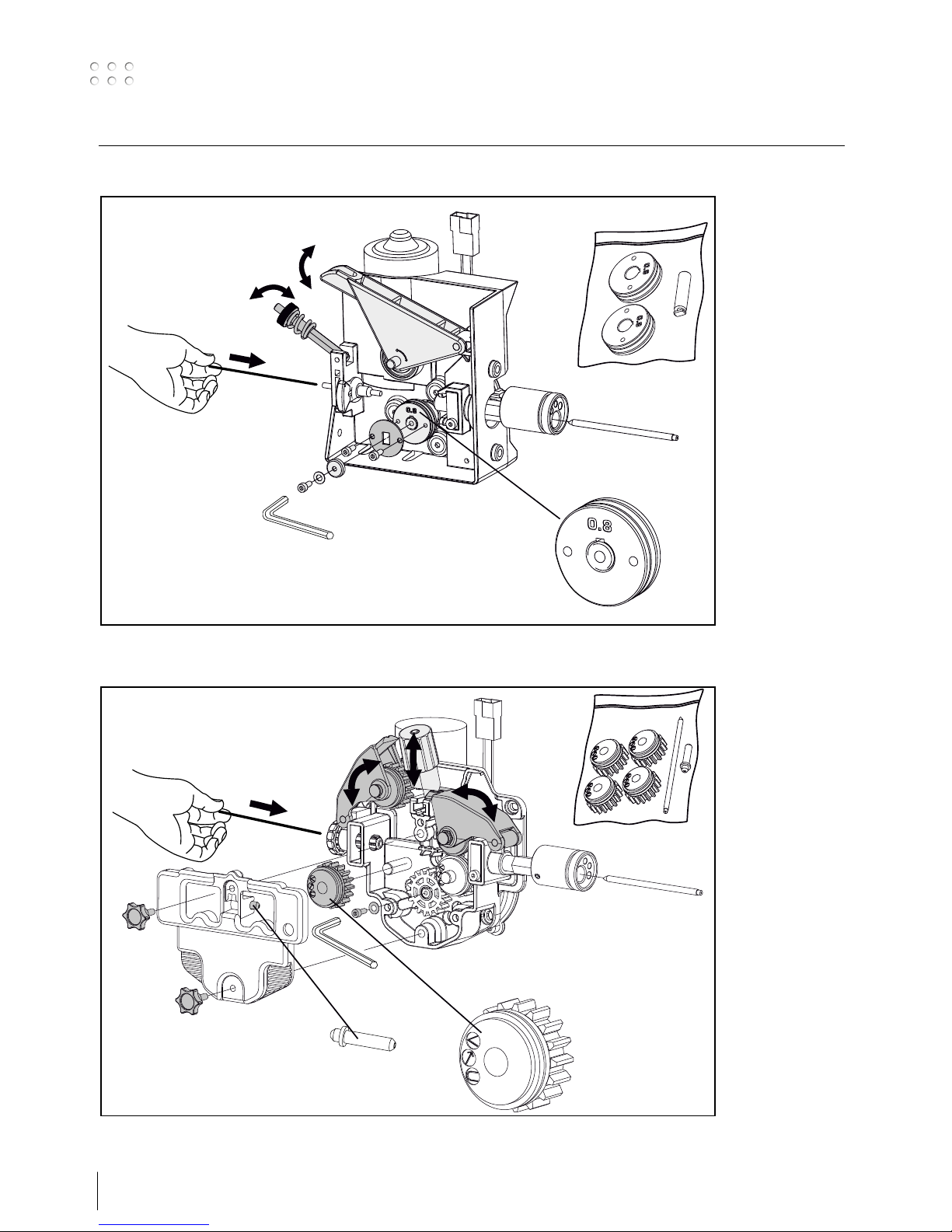
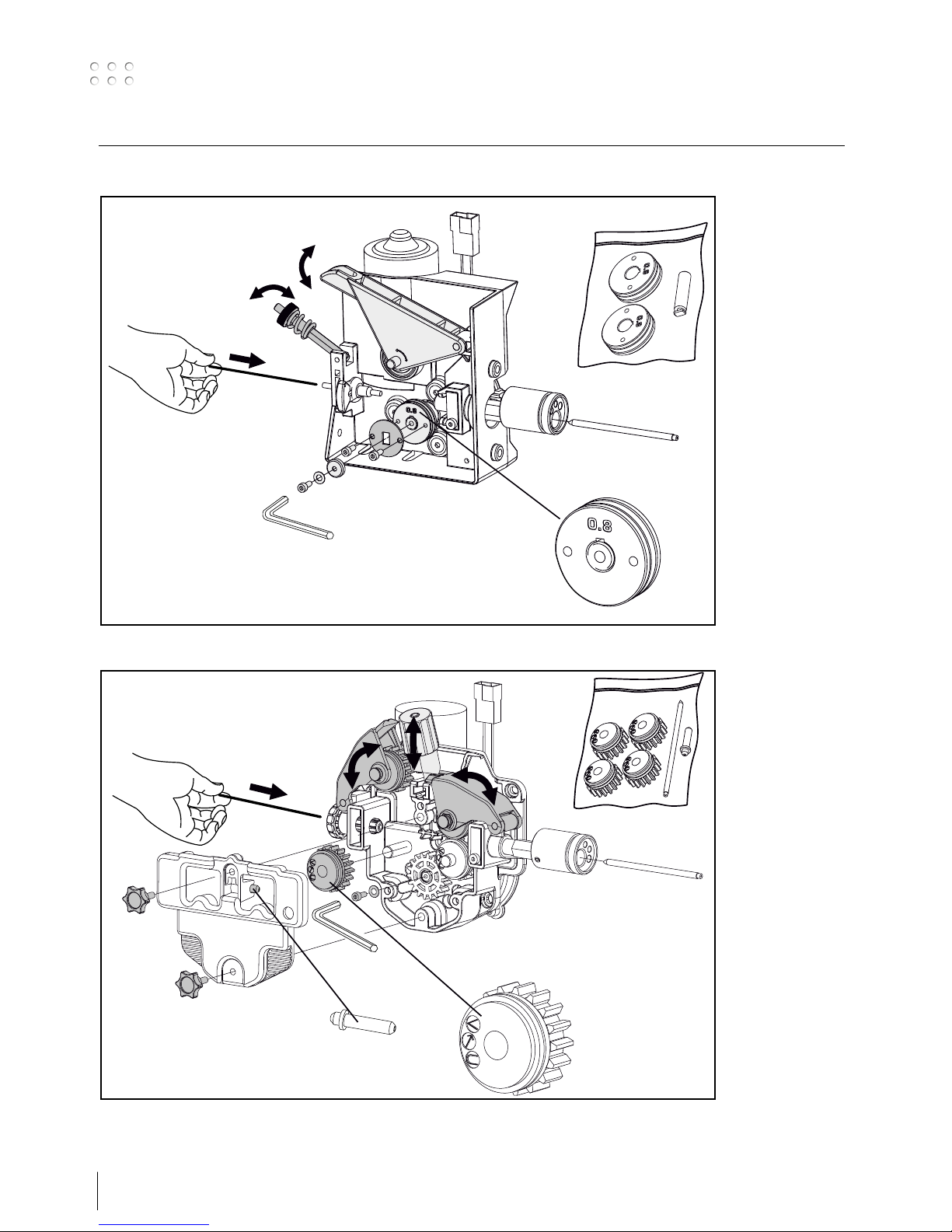
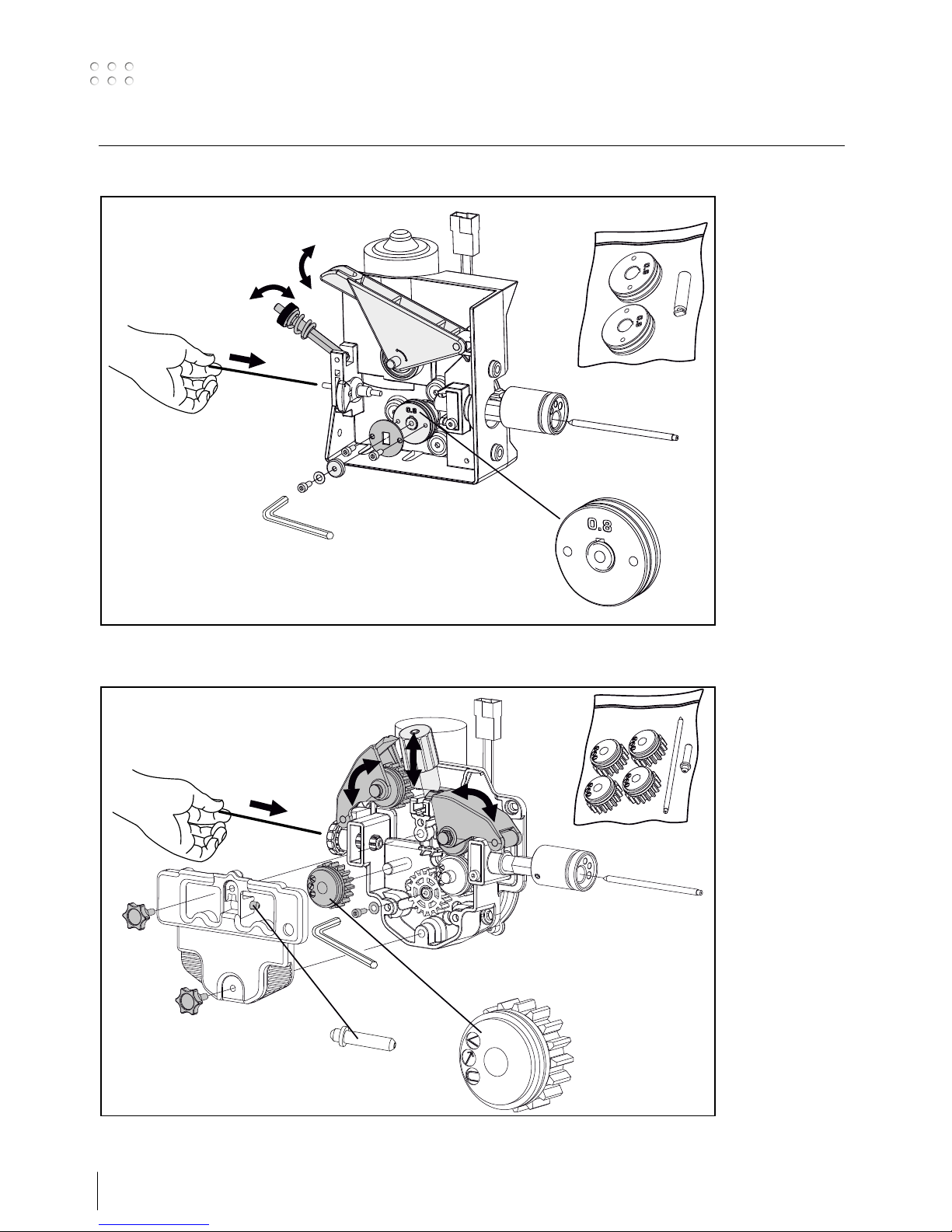
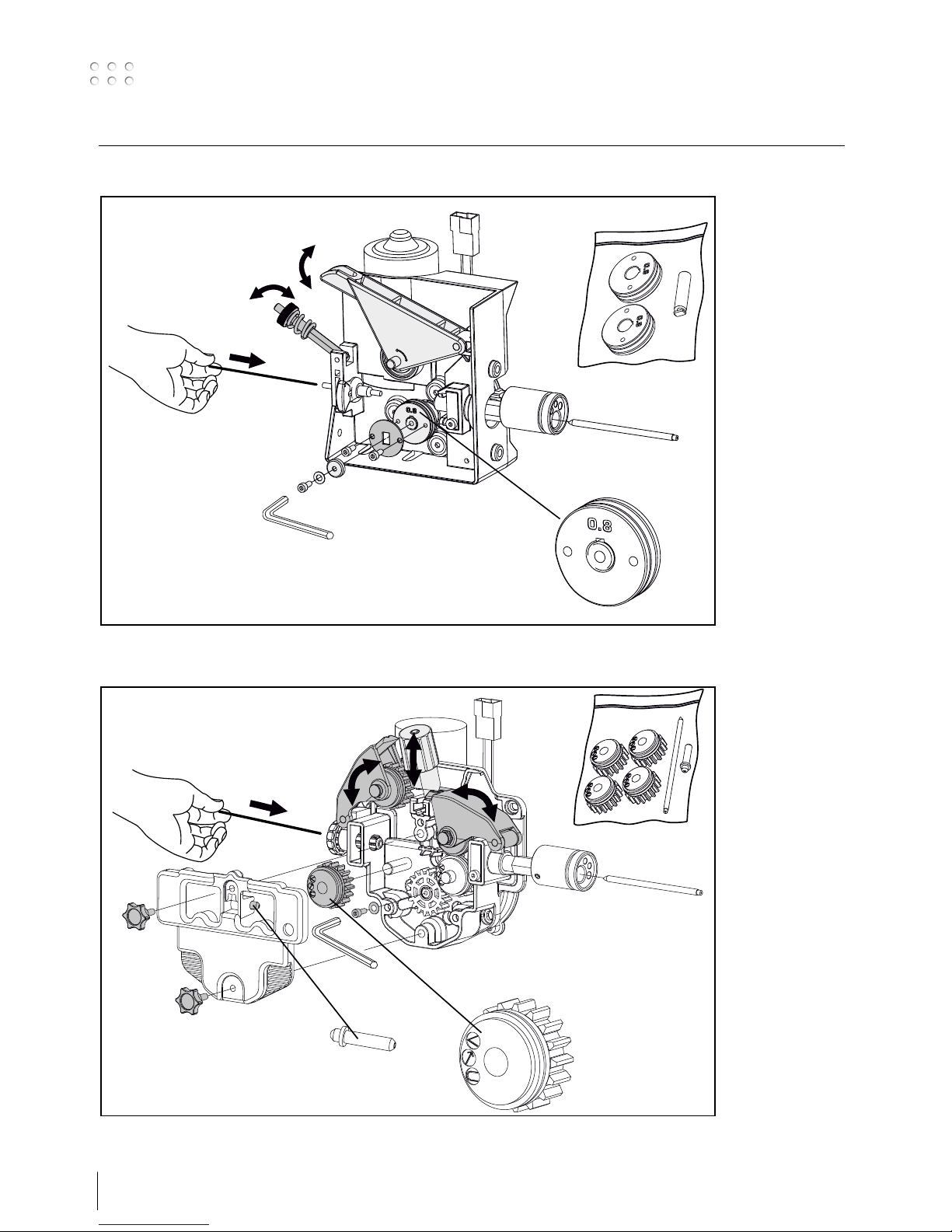
Montering af dele i trådfremføring (2-hjuls træk)
Montering af dele i trådfremføring (4-hjuls træk)
Fingerskruens tryk indstilles, således at trådtrisserne netop glider på tråden, når denne bremses ved kontaktdysen.
x2
1
1
2
2
3
3
x4
Bemærk:
Kapillarrør skal bestilles særskilt,
hvis ZA-tilslutning er monteret
7
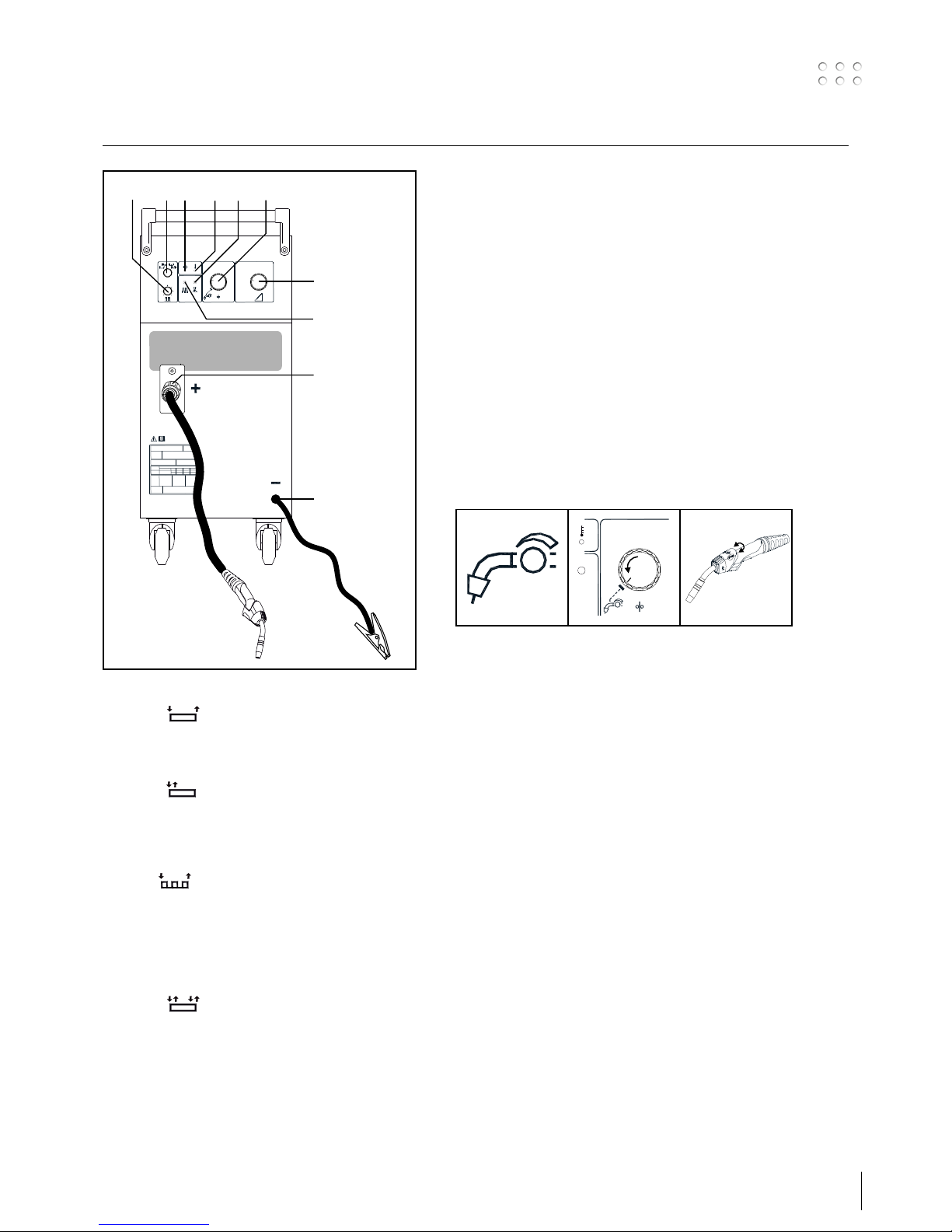
1. Funktionsomskifter:
2-takt:
Omskifter stilles på 2-takt. Knappen på svejsehånd-
taget aktiveres, svejsningen starter.
Svejsningen fortsætter, indtil knappen slippes igen.
Punkt:
Omskifter stilles på punkt. Knappen på svejsehånd-
taget aktiveres, svejsningen starter.
Svejsningen ophører automatisk, alt efter hvilken tid
knap 4 er indstillet på (0,15 2,5 sek.)
Step:
Omskifter stilles på step. Knappen på svejsehåndtaget
aktiveres, svejsningen starter. Svejsningen ophører
automatisk, alt efter hvilken tid knap 4 er indstillet
på. Efter en pausetid, der bestemmes af knap 5,
fortsætter samme cyklus automatisk og afbrydes
først, når man slipper tasten på svejsehåndtaget.
4-takt:
Omskifteren stilles på 4-takt. Svejsningen starter, når
tasten på svejsehåndtaget aktiveres. Man kan herefter slippe tasten, og svejsningen fortsætter. Ved at
aktivere og slippe tasten på ny standser svejsningen.
4-takt, der bruges ved lange sømme, kaldes også
“selvhold”.
2. ON
Lyser når maskinen er tændt.
1
2
3
4
5
6
7
8
9
10
123
V
5
4
7698
10
11
t
Min Max
t
m/min
COtAr
2
1
2
15
14
13
OFF
17
2
3
5
4
6
10
9
8
AUTOMIG
223
3. Overophedning
Lyser hvis svejsningen automatisk afbrydes som følge af
overophedning af maskinens transformator.
Når temperaturen på transformatoren er normaliseret, kan
svejsningen fortsættes.
4. Svejsetid
Med denne knap indstilles svejsetiden, når knap 1 er i stilling:
punkt og step. Variabel fra 0,15 til 2,5sek.
5. Variabel pausetid
Med denne knap indstilles pausetiden, når knap 1 er i stilling:
step.
6. Efterbrænding
Forindstilling af efterbrændingstid. Bestemmer tiden, fra
trådfremføringen standses, til lysbuen slukkes. Kan reguleres
fra 0,05 til 0,5 sek.
7. Trinløs indstilling af trådhastighed (intern/brænder)
Valg af brænderregulering
12
3
5
4
7
69
8
10
11
m/min
CO
Ar
2
1
2
15
14
13
8 Hovedafbryder og trinomskifter for svejsespænding
9. Tilslutning af svejsebrænder
10. Tilslutning af stelkabel
Tilslutning og ibrugtagning
8
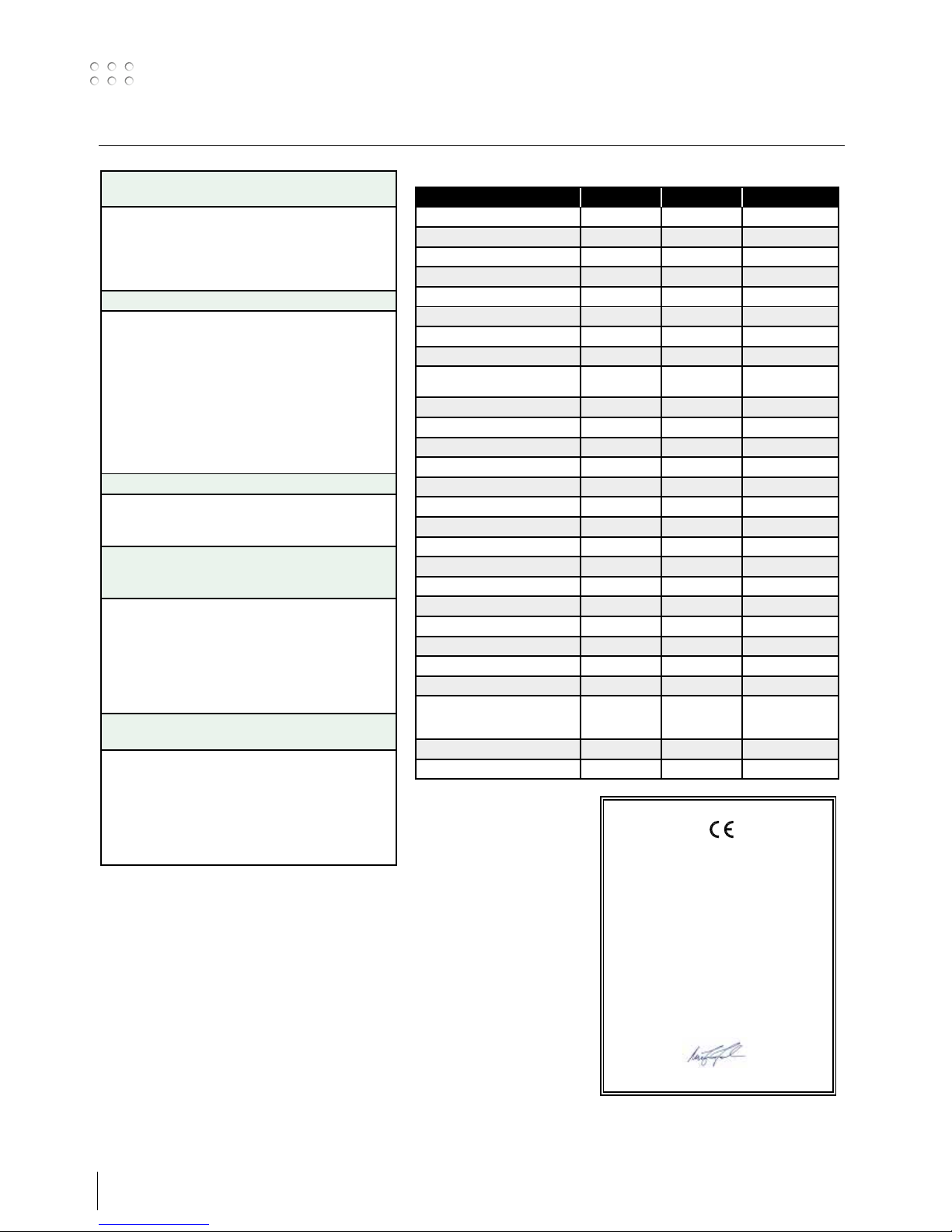
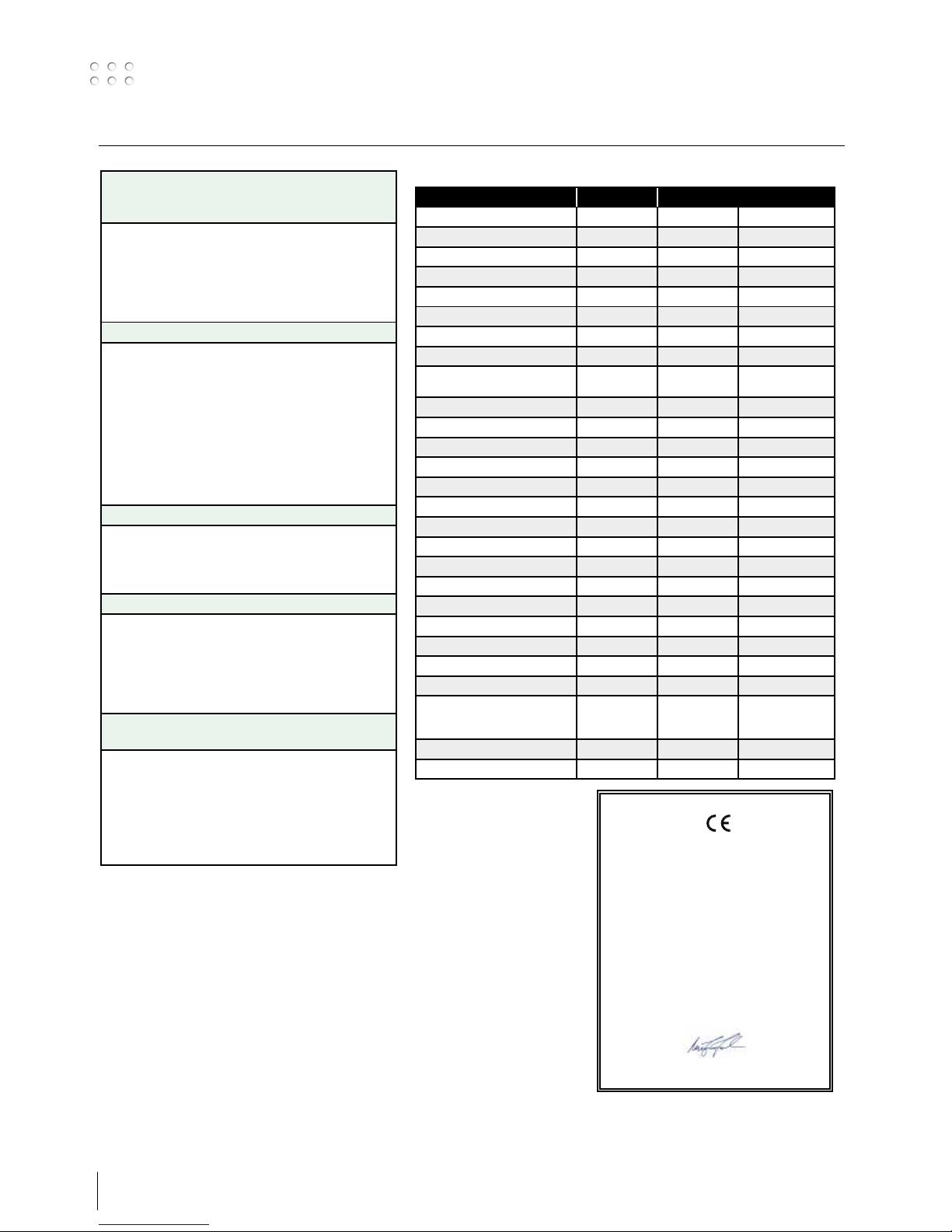
Fejlfinding og Tekniske data
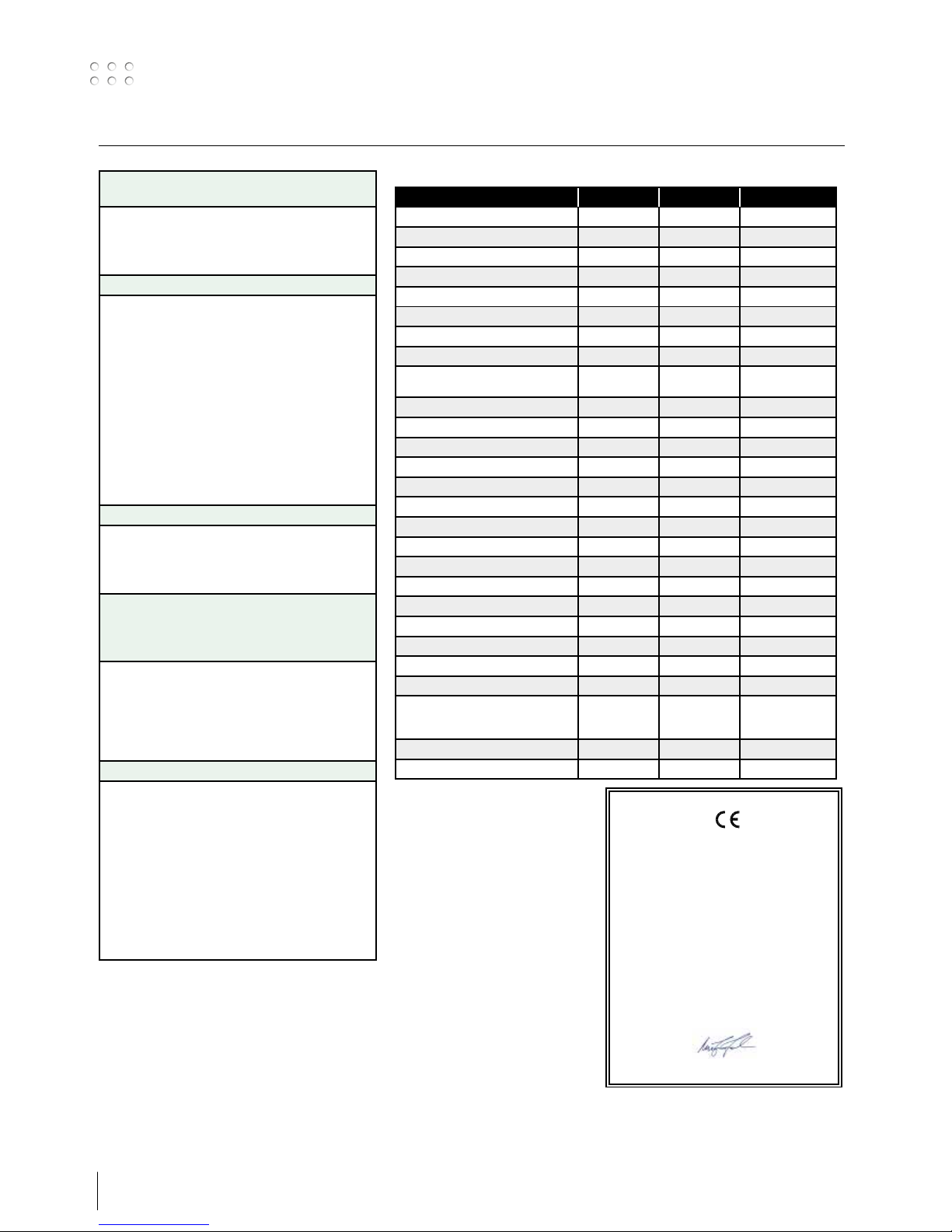
TYPE Automig 183 Automig 223 Automig 273
Strømområde, A 20-180 20-200 20-250
Minimum generatorstørrelse, kVA 6 8 10
Antal spændingstrin 7 10 10
Intermittens 100% 40°C, A/V 65/17,3 105/19,3 140/21,0
Intermittens, 60% 40°C, A/V 85/18,3 125/20,3 165/22,0
Intermittens, 35% 40°C, A/V 110/19,5 150/21,5 200/24,0
Intermittens, 30% 40°C, A/V - 155/21,8 -
Tomgangsspænding, V 14-30 14-30 15-34
1
Netspænding±15%, V 3x400 (3x230) 3x400
(3x200/3X230)
3x400/500
(3x200/230)
Sikring, A 10 10 10
Netstrøm, effektiv, A 2,5 (4,4) 4,0 (8,0/7,0) 5,9/4,7 (11,8/10,3)
Netstrøm, max., A 5,7 (9,9) 7,3 (14,6/12,7) 10,0/8,0 (20,0/17,4)
Effekt, 100%,, kVA 1,8 2,8 4,1
Effekt, max, kVA 4,1 5,1 6,9
Effekt, tomgang, W <10 <10 <10
Effektfaktor 0,85 0,85 0,85
Tråddimension, mm 0,6-1,0 0,6-1,2 0,6-1,2
Trådrulledimension, kg 5-15 5-15 5-15
Trådhastighed, m/min 2-12 2-14 2-15
2
Punktsvejsetid, s 0,15-2,5 0,15-2,5 0,15-2,5
2
Stepsvejsetid, s 0,15-2,5 0,15-2,5 0,15-2,5
Efterbrændingstid, s 0,05-0,5 0,05-0,5 0,05-0,5
3
Anvendelsesklasse S S S
4
Beskyttelsesklasse IP21 IP21 IP21
Normer EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
Dimensioner, HxBxL, mm 700x380x720 700x380x720 700x380x720
Vægt, kg 57 64 66
Ret til ændringer forbeholdes
1) Leveres for andre netspændinger
2) Funktionerne 4-takt, punkt- og stepsvejsning findes på nogle modeller
3) Opfylder kravene for svejsning under særlige arbejdsforhold
4) Maskinen er beregnet for indendørs anvendelse, idet den opfylder kravene til beskyttelsesklasse IP21
EU-OVERENSSTEMMELSESERKLÆRING
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Danmark
erklærer, at nedennævnte maskine
Type: AUTOMIG
er i overensstemmelse med bestemmelserne i
direktiverne 2014/35/EU
2014/30/EU
2011/65/EU
Europæiske EN/IEC60974-1
standarder: EN/IEC60974-5
EN/IEC60974-10 (Class A)
Udfærdiget i Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
For lille svejseeffekt, svejsningen ligger som en
“larve” på emnet
1. Den ene af de tre sikringer ved
hovedafbryderen er sprunget (gælder kun
3-fasede maskiner).
2. Der svejses på et for lavt spændingstrin.
Stødvis trådfremføring
1. Indgangsdysen og trådtrissens rille flugter ikke.
2. Rulle med svejsetråd går for stramt på akslen.
Undertiden er tråden spolet forkert, så den
“krydser”.
3. Indgangsdyse eller kontaktdyse er slidt eller
snavset, evt. tilstoppet.
4. Svejsetråden er uren eller af dårlig kvalitet, evt.
rusten.
5. For dårligt tryk på modrullen.
For meget sprøjt ved svejsningen
1. For stor trådhastighed i forhold til svejsningen.
2. Slidt kontaktdyse.
Svejsningen bliver kokset og “sprød”.
Ved punktsvejsning fremkommer en karakteristisk
top
1. Beskyttelsesgas mangler: for lavt tryk, eller
flasken er tom.
2. Gasdyse tilstoppet.
3. Utætheder i systemet, således at atmosfærisk
luft pga. injectorvirkningen suges med ind og
blandes med beskyttelsesgassen.
Tråden brænder gentagne gange fast i
kontaktdysen og går trægt
1. Kan bero på, at tråden er blevet deformeret i
trådlederen.
Klip tråden ved trådtrissen, og træk den
deformerede tråd ud af trådlederen.
Sæt ny tråd i og kontroller modrullens tryk.
2. Slidt kontaktdyse.
9
Connection and operation
Warning
Read warning notice and
instruction manual carefully prior
to initial operation and save the
information for later use.
Permissible installation
Mains connection
It is important to ensure that the mains supply voltage is in
accordance with the voltage to which the machine is built.
If the machine can be adjusted for use on several different
voltages then the machine must be checked to confirm that it
has been set to the correct voltage.
0
l
1
2
Important!
In order to avoid destruction of plugs
and cables, good electric contact is
required when connecting earth cables
and welding hoses to the machine.
Lifting instructions
Do not lift the machine by the handle.
Do not step on the handle.
Connection of gas bottle
Use only gas bottles with a max.
height of 100 cm. If larger bottles are
used the machine may tip over.
Adjustment of wire brake
The wire brake must ensure that the wire reel brakes
sufficiently before the welding wire runs over the edge of
the reel. The brake force is dependent on the weight of the
wire reel and wire feed speed. Factory setting is 15kg.
Adjustment:
• Dismount the control
knob by placing a thin
screw driver behind the
knob and thereafter pull
it out.
• Adjust the wire brake by
fastening or loosening
the self-locking nut on
the axle of the wire hub.
• Remount the control
knob.
3 x 400 V
3 x 400 V
L1
L2
L3
L1
L2
L3
brown
black
grey
blue
yellow/green
brown
black
yellow/green
Max.
100 cm
Mains supply cable
10
Connection and operation
AUTOMIG 183,
400V 230V
AUTOMIG 183,
230V 400V
11
Connection and operation
AUTOMIG 223/273,
400V 230V
AUTOMIG 223/273,
230V 400V
Brown
Orange
Blue
B
r
o
w
n
O
r
a
n
g
e
B
l
u
e
Brown
Blue
Blue
Orange
230V
400V
B
r
o
wn
O
r
a
n
g
e
B
l
u
e
Brown
Orange
Brown
Orange
Blue
Br
o
w
n
O
r
a
n
g
e
B
l
u
e
Brown
Blue
Blue
Orange
230V
400V
B
r
o
wn
O
r
a
n
g
e
B
l
u
e
Brown
Orange
12
Connection and operation
Assembly of parts in wire feed unit (two-roll wire feed system)
Assembly of parts in wire feed unit (four-roll wire feed system)
The pressure of the thumbscrew is adjusted to allow the wire feed roll just to slide on the wire
when this is stopped at the contact tip.
x2
1
1
2
2
3
3
x4
Please note that capillary tubes
must be ordered separately if
ZA connection is mounted.
13
1. Switch:
2-times:
symbol
Start welding by pressing the trigger on the torch.
Welding continues until the trigger is released.
Spot:
symbol
The switch is set at Spot. When the trigger on the
torch is pressed, welding starts. Welding stops
automatically, depending on the time set on control
4 (0.15-2.5 secs.)
Stitch:
symbol
The switch is set at Stitch. When the trigger is
pressed, welding starts. The welding automatically
stops, depending on the time set on control 4. After
an interval fixed at control 5 the same cycle continues
automatically and only ceases when the trigger on
the torch is released.
4-times:
symbol
Welding starts the first time the trigger is pressed
(after which the trigger can be released) and
continues until the trigger is pressed again to stop
the welding process.
2. ON
Lights when the machine has been turned on.
3. Overheating
Lights if the welding process is automatically stopped due to
overheating of the transformer. The light extinguishes when
the transformer temperature has dropped to normal, and
welding can continue.
4. Welding time
With this control the welding time can be infinitely varied
between 0.15 and 2.5 secs when switch 1 is set to position
Spot or Stitch.
5. Pause time
With this control the pause time can be infinitely varied
when switch 1 is in position Stitch.
6. Burn back
Variable time delay for wire to stop feeding after voltage
is switched off. This function is used to prevent the wire
sticking to the workpiece or torch. Variable between 0.05
and 0.5 secs.
7. Wire feed speed control (internal/torch)
Selecting torch adjustment
12
3
5
4
7
69
8
10
11
m/min
CO
Ar
2
1
2
15
14
13
8 Main switch and Switch for welding voltage
9. Connection of welding hose
10. Connection of earth cable
Connection and operation
1
2
3
4
5
6
7
8
9
10
123
V
5
4
7698
10
11
t
Min Max
t
m/min
COtAr
2
1
2
15
14
13
OFF
17
2
3
5
4
6
10
9
8
AUTOMIG
223
14
EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: AUTOMIG
conforms to directives: 2014/35/EU
2014/30/EU
2011/65/EU
European standards: EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 17.05.2017
Niels Jørn Jakobsen
CEO
TYPE Automig 183 Automig 223 Automig 273
Current range, A 20-180 20-200 20-250
Minimum generator size, kVA 6 8 10
Voltage steps 7 10 10
Duty cycle 100% 40°C, A/V 65/17.3 105/19.3 140/21.0
Duty cycle, 60% 40°C, A/V 85/18.3 125/20.3 165/22.0
Duty cycle, 35% 40°C, A/V 110/19.5 150/21.5 200/24.0
Duty cycle, 30% 40°C, A/V - 155/21.8 -
Open circuit voltage, V 14-30 14-30 15-34
1
Mains voltage±15%, V 3x400 (3x230) 3x400
(3x200/3X230)
3x400/500
(3x200/230)
Fuse, A 10 10 10
Mains current, effective, A 2.5 (4.4) 4.0 (8.0/7.0) 5.9/4.7 (11.8/10.3)
Mains current, max., A 5.7 (9.9) 7.3 (14.6/12.7) 10.0/8.0 (20.0/17.4)
Power, 100%, kVA 1.8 2.8 4.1
Power, max., kVA 4.1 5.1 6.9
Power, open circuit, W <10 <10 <10
Power factor 0.85 0.85 0.85
Wire dimension, mm 0.6-1.0 0.6-1.2 0.6-1.2
Wire reel capacity, kg 5-15 5-15 5-15
Wire speed, m/min 2-12 2-14 2-15
1
Spot welding time, s 0.15-2.5 0.15-2.5 0.15-2.5
2
Stitch welding time, s 0.15-2.5 0.15-2.5 0.15-2.5
Burn back, s 0.05-0.5 0.05-0.5 0.05-0.5
3
Application class S S S
4
Protection class IP21 IP21 IP21
Standards EN/IEC60974-1.
EN/IEC60974-5.
EN/IEC60974-10
EN/IEC60974-1.
EN/IEC60974-5.
EN/IEC60974-10
EN/IEC60974-1.
EN/IEC60974-5.
EN/IEC60974-10
Dimensions, HxWxL, mm 700x380x720 700x380x720 700x380x720
Weight, kg 57 64 66
1) Delivery for other mains voltages is possible
2) The functions 4-times, spot and stitch welding can only be found on some machine versions
3) Meets the demands made for machines which are to operate under special working conditions
4) This machine is designed for indoor operation and meets the requirements of protection class IP21
Troubleshooting and solution / Technical data
We reserve the right to changes
Too little welding effect.
The welding seam forms a bead standing proud of
the plate
1. One of the three fuses in the main switch is not
working. (This applies to three-phase machines
only).
2. The welding voltage is too low.
Switch one setting higher.
The wire feed is blocking
1. The inlet nozzle and the wire are not in
alignment with each other.
2. The reel of wire is too taut, the wire must come
off the reel evenly.
3. The inlet or contact tip has worn out or is
blocked up.
4. The welding wire is not clean or it is rusty. It
could also be of an inferior quality.
5. The pressure roller has to be tightened.
Spatter
1. The wire feed is too fast for the voltage setting.
2. Worn out contact tip.
Porous weld. A cone is formed when spot welding
1. Insufficient gas - too little pressure or the bottle
is empty.
2. Contact tip is blocked up.
3. Leakage air is pumped in and mixes with the
shielding gas.
The wire keeps sticking in the contact tip and feeds
at slow speed
1. The damaged wire should be cut off, pulled
out and replaced. The pressure on the wire
feed roller should be checked and adjusted if
necessary.
2. Worn out contact tip.
3. Wire feed speed may need increasing.
15
Anschluss und Inbetriebnahme
Warnung
Lesen Sie die Warnhinweise und
Betriebsanleitung sorgfältig vor der
Inbetriebnahme und speichern Sie
die Information für den späteren
Gebrauch.
Zulässige Installation
Netzanschluss
Es ist unbedingt zu kontrollieren, ob die auf dem Typenschild
der Maschine angegebene Spannung mit der Netzspannung
übereinstimmt. Ist die Maschine auf verschiedene Spannungen
umklemmbar, muß darauf geachtet werden, daß das Gerät
innen für die richtige Spannung angeklemmt ist.
0
l
1
2
Wichtig!
Achten Sie auf festen Sitz der
Anschlüsse von Massekabel und
Schweißschlauch. Die Stecker und Kabel
können sonst beschädigt werden.
Hebeanweisung
Die Maschine nicht am Handgriff
anheben.
Nicht auf den Handgriff treten.
Anschluß der Gasflasche
Die Maschine ist für Anwendung der
Gasflaschen mit einer max. Höhe von
100cm vorgesehen. Bei Anwendung
höher Gasflaschen entsteht ein Risiko
dafür, daß die Maschine umstürzt.
Justierung der Drahtbremse
Die Bremse wird so fest eingestellt, daß die Drahtrolle stoppt,
ehe der Schweißdraht über den Rand läuft. Die Bremsekraft ist
vom Gewicht der Drahtrolle und der Drahtfördergeschwindigkeit abhängig. Werkeinstellung = 15kg
Justierung:
• Der Drehknopf kann
abmontiert werden, wenn ein
Schraubendreher hinter den
Knopf platziert ist. Danach
kann der Knopf ausgezogen
werden.
• Die Drahtbremse kann durch
Festspannen oder Lockern der
Gegenmutter auf die Achse
der Drahtnabe justiert werden.
• Der Drehknopf muß wieder montiert werden.
3 x 400 V
3 x 400 V
L1
L2
L3
L1
L2
L3
braun
schwarz
grau
blau
gelb/grün
braun
schwarz
gelb/grün
Max.
100 cm
Netzkabel
16
Anschluss und Inbetriebnahme
AUTOMIG 183,
400V 230V
AUTOMIG 183,
230V 400V
17
Anschluss und Inbetriebnahme
AUTOMIG 223/273,
400V 230V
AUTOMIG 223/273,
230V 400V
Brown
Orange
Blue
B
r
o
w
n
O
r
a
n
g
e
B
l
u
e
Brown
Blue
Blue
Orange
230V
400V
B
r
o
wn
O
r
a
n
g
e
B
l
u
e
Brown
Orange
Brown
Orange
Blue
B
r
o
w
n
O
r
a
n
g
e
B
l
u
e
Brown
Blue
Blue
Orange
230V
400V
B
r
o
wn
O
r
a
n
g
e
B
l
u
e
Brown
Orange
18
Montage der Teile in Drahtvorschubeinheit (Zwei-Rollen-Antrieb)
Montage der Teile in Drahtvorschubeinheit (Vier-Rollen-Antrieb)
Mit Hilfe der Rändelschraube am Spannbolzen wird der Andruck der Förderrollen so eingestellt,
daß eine gleichmässige Förderung des Drahtes gewährleistet ist, ohne den Draht zu deformieren.
Anschluss und Inbetriebnahme
x2
1
1
2
2
3
3
x4
Hinweis:
Kapillarrohre sind separat zu bestellen,
wenn der Zentralanschluss festmontiert ist.

19
Anschluss und Inbetriebnahme
1. Programmwahlschalter:
2-Takt:
In dieser Stellung des Programmwahlschalters wird
durch Betätigung der Brennertaste der Schweißprozeß eingeleitet und wird dann beendet, wenn der
Schalter wieder losgelassen wird. Dieses Programm
ist vorteilhaft bei Heftarbeiten und kurzen Schweißnähten.
Punkt:
Bei Verwendung dieses Programmes wird das Gerät
automatisch, nach Ablauf der am Regler 4 eingestellten Zeit, das Schweißen unterbrochen.
Die Punktschweißzeit von 0,15 bis 2,5 Sekunden ist
variabel einstellbar.
Step:
Am Regler (5) kann die Intervallzeit eingestellt
werden. Die Taste am Brennerhandgriff muß
während des Abschweißens des Intervall-Programms
gedrückt bleiben.
Die Schweißzeit zwischen den Pausen kann am
Knopf 5 eingestellt werden. Dieses Programm ist,
durch die Abkühlpause, besonders für Dünnblechschweißungen geeignet.
4-Takt:
Den Schalter auf 4-Takt einstellen. Das Schweißen wird durch
Betätigung der Brennertaste eingeleitet, anschließend kann
die Taste losgelassen werden, und der Schweißvorgang wird
fortgesetzt. Bei erneuter Betätigung der Brennertaste wird
das Schweißen abgebrochen.
4-Takt-Schweißen wird auch Dauerschweißen genannt.
2. ON
Leuchtet bei eingeschalteter Maschine.
3. Überhitzung
Die Leuchtdiode zeigt die Überhitzung des Transformators
an. Der Schweißprozeß wird in diesem Fall automatisch
unterbrochen. Nach Abkühlung des Gerätes kann der
Schweißprozeß fortgesetzt werden.
4. Schweißzeit
An diesem Regler wird die Schweißzeit eingestellt, wenn der
Schalter auf den Programmen Punkt oder Intervall steht.
Variabel zwischen 0,15-2,5 Sek.
5. Variable Pausenzeit
An diesen Regler wird die Pausenzeit eingestellt, wenn
Schalter 1 auf Stellung Intervall steht.
6. Drahtrückbrandzeit
Voreinstellung der Drahtrückbrandzeit (Zeit-differenz vom
Abschalten des Motors bis zum Verlöschen des Lichtbogens)
im Bereich von 0,05-0,5Sek.
7. Stufenlose Einstellung (intern/Brenner)
Wahl der Brennerregelung
12
3
5
4
7
69
8
10
11
m/min
CO
Ar
2
1
2
15
14
13
8 Hauptschalter und Schweißspannungsschalter
9. Anschluß für Schweißschlauch
10. Anschluss von Massekabel
1
2
3
4
5
6
7
8
9
10
123
V
5
4
7698
10
11
t
Min Max
t
m/min
COtAr
2
1
2
15
14
13
OFF
17
2
3
5
4
6
10
9
8
AUTOMIG
223
20
Fehlersuche und Technische Daten
EU-KONFORMITÄTSERKLÄRUNG
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Dänemark
erklärt, dass das unten erwähnte Gerät
Typ: AUTOMIG
den Bestimmungen der EU-Richtlinien
2014/35/EU
2014/30/EU
2011/65/EU entspricht
Europäische EN/IEC60974-1
Normen: EN/IEC60974-5
EN/IEC60974-10 (Class A)
Ausgestellt in Fjerritslev am 17.05.2017
Niels Jørn Jakobsen
CEO
TYP Automig 183 Automig 223 Automig 273
Schweißstrombereich 20-180 20-200 20-250
Mindestgröße des Generators, kVA 6 8 10
Spannungsstufen 7 10 10
Einschaltdauer 100% 40°C, A/V 65/17,3 105/19,3 140/21,0
Einschaltdauer 60% 40°C, A/V 85/18,3 165/22,0 165/22,0
Einschaltdauer 35% 40°C, A/V 110/19,5 200/24,0 200/24,0
Einschaltdauer 30% 40°C, A/V - 155/21,8 -
Leerlaufspannung, V 14-30 14-30 15-34
1
Netzspannung±15%, V 3x400 (3x230) 3x400
(3x200/3X230)
3x400/500
(3x200/230)
Sicherung, A 10 10 10
Effektiver Netzstrom, A 2,5 (4,4) 4,0 (8,0/7,0) 5,9/4,7 (11,8/10,3)
Max. Netzstrom, A 5,7 (9,9) 7,3 (14,6/12,7) 10,0/8,0 (20,0/17,4)
Leistung, 100%, kVA 1,8 2,8 4,1
Leistung, max, kVA 4,1 5,1 6,9
Leistung, Leerlauf, W <10 <10 <10
Leistungsfaktor 0,85 0,85 0,85
Drahtdurchmesser, mm 0,6-1,0 0,6-1,2 0,6-1,2
Drahtrolle, kg 5-15 5-15 5-15
Fördergeschwindigkeit, M/Min 2-12 2-14 2-15
2
Punkt-Schweißzeit, s 0,15-2,5 0,15-2,5 0,15-2,5
2
Step-Schweißzeit, s 0,15-2,5 0,15-2,5 0,15-2,5
Drahtrückbrandzeit, s 0,05-0,5 0,05-0,5 0,05-0,5
3
Anwendungsklasse S S S
4
Schutzklasse IP21 IP21 IP21
Norm EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
EN/IEC60974-1,
EN/IEC60974-5,
EN/IEC60974-10
Masse, HxBxL, mm 700x380x720 700x380x720 700x380x720
Gewicht, kg 57 64 66
Änderungen vorbehalten
1) Kann für andere Netzspannungen geliefert werden
2) Die Funktionen 4-Takt, Punkt und Step Schweißen sind nur in einigen Ausführungen der Maschinen
vorhanden
3) Erfüllt die gestellten Anforderungen an Maschinen für Anwendung unter besonderen Arbeitsverhältnissen
4) Die Maschine entspricht die Schutzklasse IP21
Zu kleiner Schweißeffekt, Schweißnaht liegt auf
den Blechen ohne Einbrand.
1. Eine Netzsicherung ist ausgefallen.
2. Es wird mit zu niedriger Spannungsstufe
gearbeitet.
Stoßweiser Drahttransport.
1. Drahteinlaufdüse fluchtet nicht mit der Nut
in der Drahtförderrolle.
2. Schweißdrahtspule läuft zu stramm auf der
Bremsnabe.
Schweißdraht hat sich auf der Drahtrolle
gekreuzt oder verhakt.
3. Drahteinlaufdüse oder Stromdüse defekt,
verstopft oder verschlissen.
4. Unreiner Schweißdraht oder schlechte
Qualität. Auch rostiger Schweißdraht kann
die Ursache sein.
5. Zu wenig Andruck der oberen Förderrolle.
Zu viel Spritzer beim Schweißen.
1. Drahtvorschubgeschwindigkeit ist zu groß in
Relation zur eingestellen Spannung.
2. Verschlißene Stromdüse.
Schweißnaht sieht verbrannt aus (verkohlt und
spröde).
Beim Punktschweißen bildet sich eine Erhöhung
im Punkt.
1. Schutzgas fehlt: Flasche ist leer, oder Druck
(Menge) ist zu niedrig.
2. Undichtigkeit im Schutzgasschlauchsystem.
Oft wird, durch Injektorwirkung, Luft in das
Schutzgas gesaugt.
Schweißdraht brennt an der Stromdüse fest.
1. Kann auf deformiertem Draht beruhen.
Schneiden Sie den Draht an den Förderrollen
ab und entfernen Sie den deformierten
Draht aus dem Schlauchpaket.
Führen Sie den Draht neu ein.
Kontrollieren Sie den Andruck der
Förderrollen.
2. Verschlißene Stromdüse.
3. Eine Erhöhung der Drahtfördergeschwindigkeit ist notwendig.
21
Branchement et fonctionnement
Attention
Lire attentivement la fiche de
mise en garde/le mode d’emploi
avant la première utilisation et
conserver ces informations en vue
de leur utilisation ultérieure.
Installation autorisée
Raccordement électrique
Vérifier que la tension secteur correspond à la tension
nominale de la machine. Ce contrôle est primordial pour les
machines pouvant être utilisées à différentes tensions.
0
l
1
2
Important !
Afin d’éviter la destruction des prises
et câbles, s’assurer que le contact
électrique est bien établi lors du
branchement des câbles de mise à la
terre et des torches de soudage à la
machine.
Instructions de levage
Ne pas soulever la machine par la
poignée.
Ne pas marcher sur la poignée.
Raccordement de la bouteille de gaz
Ne pas utiliser des bouteilles de gaz
de plus de 100 cm, qui présentent un
risque de basculement.
Réglage du frein du dévidoir
Le frein du dévidoir ralentit la bobine en fonction de
l’avancement du fil de soudage. La force du frein dépend du
poids de la bobine et de la vitesse de dévidage. La valeur par
défaut est de 15 kg.
Réglage :
• Démonter le bouton de
réglage en plaçant un
petit tournevis derrière
le bouton, puis sortir ce
dernier.
• Régler le frein en serrant
ou desserrant l’écrou
autobloquant au niveau
de l’axe du moyeu.
• Réinstaller le bouton.
3 x 400 V
3 x 400 V
L1
L2
L3
L1
L2
L3
marron
noir
gris
bleu
jaune/vert
marron
noir
jaune/vert
Max.
100 cm
Câble d’alimentation
22
Branchement et fonctionnement
AUTOMIG 183,
400V 230V
Bleu
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Marron
AUTOMIG 183,
230V 400V
23
Branchement et fonctionnement
AUTOMIG 223/273,
400V 230V
AUTOMIG 223/273,
230V 400V
230V
400V
Bleu
Bleu
Orange
Marron
Bleu
Orange
Marron
Marron
Bleu
Orange
Orange
Marron
Bleu
Orange
Marron
230V
400V
Bleu
Orange
Marron
Bleu
Marron
Orange
Marron
Bleu
Orange
Marron
Bleu
Orange
Orange
Bleu
Marron
24
Branchement et fonctionnement
Assemblage des pièces dans le dévidoir (système de dévidage à deux galets)
Assemblage des pièces dans le dévidoir (système de dévidage à quatre galets)
Le réglage de la pression sur le galet doit permettre l’arrêt du fil au niveau du tube de contact.
x2
1
1
2
2
3
3
x4
À noter que les tubes capillaires
doivent être commandés séparément
en présence d’un raccord ZA
 Loading...
Loading...