

Merrow Class 60 Instruction Manual
rfwwif
SM^w^wM0,
?!»%»
•
^WS
W^li
iM
l^l»S
IWHM[j|b^^^iifti
WfKnM
9
lsK<R£id»]
1
Sfw«.
mp«
•^>1
i*iE^-
'•*
«t
*<
T 1
Instructions for Setting Up
and
Operating
THE
MERKOW
High
Speed
Trimming and Overseaming Machines
Class
60
The
1905. 1909. 1918, 1917, 1919, 1922. 1928. 1930, 1933, 1937, 1944
Merrow
28
Hartford,
The
Merrow
Machine
Laurel
Copyright
Street
Conn.,
by
Mnchine
Company
U.
S. A.
Compnny,
THE
MERKOW
T
^HIS
numerous
liave
machines
made.
been
comx)any
inventions
granted,
indicated
MACHINE
has
for
which
under
in
this
exclusive
Letters
some
of
book
COMPANY
control
Patent
which
have
been
of
the
These
and
All
this
the
infringe
patents
methods.
machines
company
features
the
also
other
containing
covered
latter,
and
include
than
any
by
any
each
many
those
one
or
of
said
individual
products
made
more
patents,
maker
by
of
or user is liajjle for the profit obtained by the
use
of
the
damages
patents.
All
these
and
constructed
high
speed,
always
used
production
patented
siistained
imu^hines
and
with
witli
and
I'epairs.
by
for
continuous
reasonable
great
inventions
the
are
especially
economy
as
owner
running
care
well
of
designed
they
in
cost
as
the
at
are
of
- " 'v. ]
.CLASS
60
INSTRUCTION
BOOK
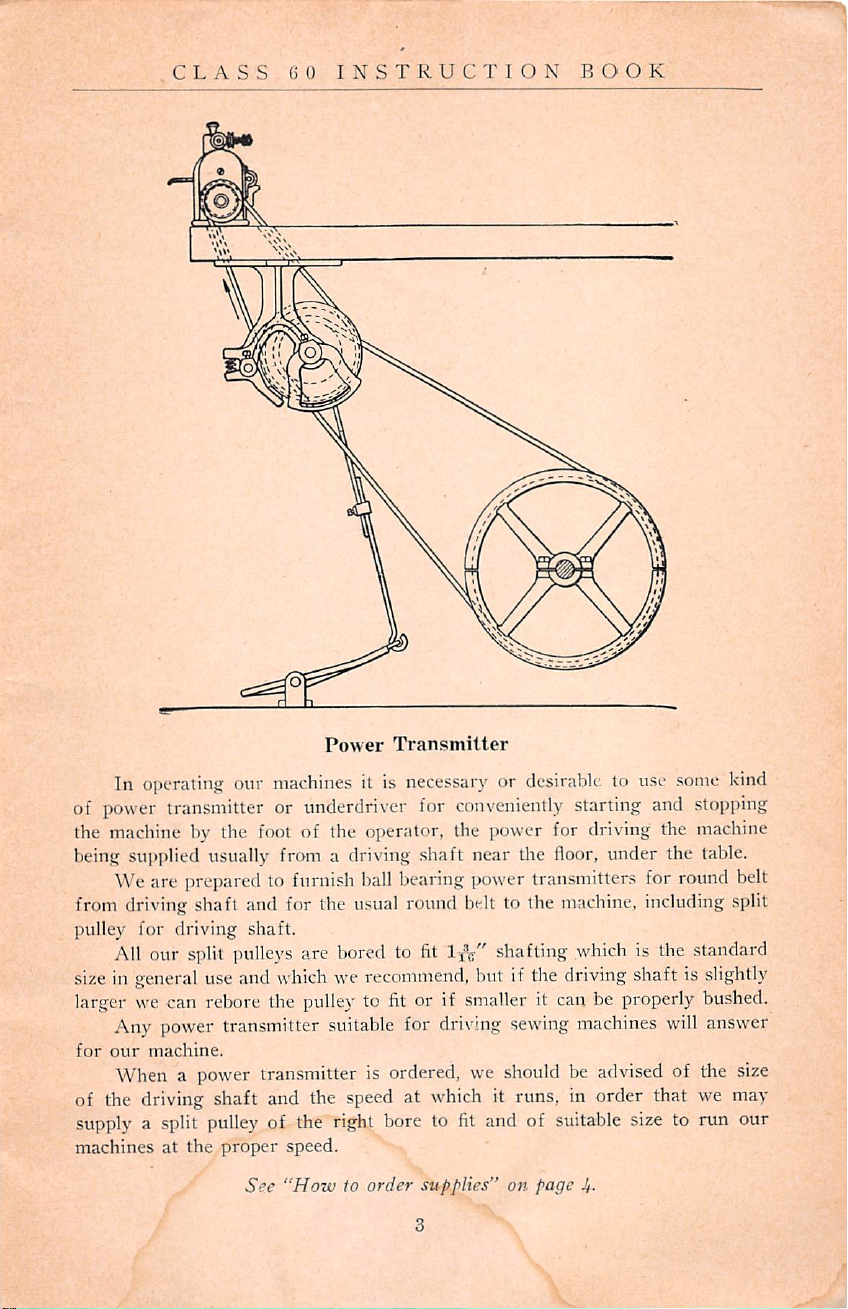
In operating our
of
power
the
being
machine
sui>plied
transmitter or
by the
usually from a driving shaft near the
We are prepared to
from
driving
pulley for driving shaft.
All
sizeingeneral
largerwecan
Any
for
our
When a
of the driving shaft and the
supply
machines at the proper speed.
shaft and for the
our
split
use
rebore
power
machine.
power
a split
pulley
machines
underdriver
foot
of the operator, the power for driving the
furni.'^h
pulleys
and
are
whichwerecommend,
the
pulleytofit
transmitter
transmitter is
of the right bore to
See
"Howtoorder
Power
suitable
Transmitter
it is
necessaryordesirable
for
ball
bearing
usual
round
boredtofit
or if
for
ordered,
speed
at which it runs, in order that we may
supplies" on page
to use
conveniently
power
belt to the
!•£%"
shafting
butifthe
starting
floor,
under the
transmitters for
machine,
whichisthe
driving
smalleritcanbeproperly
driving
sewing
we
shouldbeadvised
fit
and of
machines
suitable
Jf.
some
and
round
including
shaftis
will
of the
size
to run our
stopping
machine
table.
standard
slightly
bushed.
answer
kind
belt
split
size
THE
MERROW
MACHINE
COMPAN.Y
The ball bearing transmitters permit of setting the machine at or very
near the front edge of the table and are desirable for continuous running at
very
high
speeds.
The front end of the forward leg of the ball bearing power transmitter
should
be
set
under
the
table
about
one
and
one-half
inches
back
from
the
front edge of the base of the machine set on top of the table.
A convenient guide for boring the belt holes at the proper angles may be
made from a
short
piece of board four inches wide and seven-eighths of an
inch thick with either end sawed to the proper angle, which can be taken from
a
.sketch
made to scale in the manner indicated on page 3.
HOW
TO
ORDER
SUPPLIES
A Price List of Parts for the Merrow Class 60 Machines, alphabetically
and
numerically arranged with illustrations of
model.«:
of parts and code words
therefor, is available upon request.
Refer to illustrated parts and order by model number there given, stating
both serial
and
style number of the macliine for which the parts are wanted.
When
ordering needle plate, specify width of finish desired, whether long
or short chaining finger and size of needle used.
Loopers
may be
ordered
by model number, which is stamped on the
shank
of each looper; or otherwise, by stating whether upper or lower loopers and
whether for the one, two or the three-thread stitch, together with the style
or serial number of the machine in which they will be used.
We have a complete record of all parts of each machine as it leaves
our
factory and as all parts are strictly interchangeable we can supply duplicates
if given the name of the part with serial and style number of the machine.
Postage, registry, special delivery and insurance cost will be charged.
We
shall
take
but
cannot
every possible precaution to insure prompt
be responsible
for
delaysorlosses in transit.
and
safe
delivery
CLASS
60
INSTRUCTION
BOOK
Instructions
High
The
Merrow
are
made in
book
complete
The
general instructions immediately following apply to all varieties
for
Speed
Sewing
High
many
modifications
instructions
Setting
Up
and
Trimming
Machines,
Introductory
Operating
and
Overseaming
Class
60
The
Merrow
Speed Trimming and Overseaming Sewing Machines
and
it is
for
all
variations.
hardly
feasible to include in this
this class except when otherwise stated, and the specific instructions, as
therein explained, apply to
machines.
For
identificationofthe various
may be
of
this
had
to the illustrations with names of typical
book.
particular
stylesorvarietiesofthe same class of
parts
named in these instructions
partsinthe
reference
back pages
Many of the modified forms of the Class 60 Machines have become stand
ard
varieties, some of which are so designated by a letter or letters following
the
class
AD
ABB
number
indicates
indicates
as,
for
"Sweater"
Butted
instance,
machine
.Seaming.
GOAD,
with
GOB,
differential
GOD,
etc.
feed.
B indicates that the machine produces a deep finish.
BU
indicates machine for scalloping Marseilles quilts.
D indicates differential feed, as
for
instance
GOD,
GOUD,
etc.
D3B indicates extra wide butted seaming.
E
indicates
twoorthree
thread
machine
without
cutters.
F indicates machine without trimmers for "serging".
H indicates blind stitch hemming for bottom of shirts.
JDC
indicates
Rayon
Seaming.
K indicates the *'K" stitch for sewing on cuffs.
Q indicates
RD indicates retentive edging—for scalloping or straight
three-thread
shell stitch.
edging.
S indicates blind stitch hemming for the tops of stockings.
SS indicates selvage seaming.
U indicates scalloping edges on quilts, flannelette and the like.
UD indicates ends of ties, closing toes of stockings and mock seaming.
of
See
"How
to order supplies" on page 4-
5
THE
UERROW
MACHINE
COMPANY
W indicates that the machine produces the
thread
goods, making a close, tight seam
when the two pieces which have been overseamed together
single, leaving the overedge seam projecting inside the goods, thus finishing
or covering the raw edges and producing a tight seam in
stitch
with
the needle
Setting
thread
drawn
having
Up
the
the appearance of a lock stitch seam
"W"
down closely
Machine
stitch which is a three-
on
both sides of the
are
flattened out
one
operation.
1. Provide a smooth table with a'top at least two inches thick and about
twenty-eight inches high.
2. Immediately after removing the machine from its box observe the
threading carefully and compare it with the descriptions of threading in
sections 100to 106,and the figures therein referred to. The manner of thread
ing is not exactly the same in all style
3.
under the
the hand
machine
shaftof
table.
Do
Secure
parallel with the front
the
not
base
wheel
machine
screw
the
machine
of the
being
to the
machine
using the screws also sent with the machine,
at the right of the operator and the front or
edge
not
more
than
the
machinetothe
If the ball bearing power transmitter
the
machine
tableashas
60S
Machines.
maybeset
been
found
with
the
front of its
desirableinsome
machines.
table
with
the felt pad sent
with
the
base
of the table and the center of the main
five
inches
table
back
very
described
base
cases
and
from
tightly.
on
pages
at the
particularly
the
very
front
edgeofthe
3 and 4 is
front
edge
for
the
machine
of the
used,
of the
Style
4. A driving device known as a power transmitter or underdriver should
be used for running the machine. See page 3.
5. The shaft which drives the power transmitter should be
diameter
9 inches above the floor and sufficiently back from the front edge of the table
which
is the
standard
size,
and
should be located
under
the
1^
table
inches
about
to be at all times beyond the reach of the clothing of the operator. See page 3.
6.
Use
the
power
7.
8.
round
transmitter.
Avoid
The
top
leather
crossed
of
the
belts
hand
belt
when
wheel
inch
diameter
possible.
must
turn
to
from
drive
the
the
machine
operator.
from
Speed
9.
The
Styles 60, 60H, 'iOK, 60S and
special varieties which cannot be enumerated here, are
tinuously at very high speed, and we recommend three thousand to three
thousand five hundred stitches per minute according to conditions. While
the machines may run well with little care they will give better results with
suitable
attention
and
care.
See
"Howtoorder
6
60AV
Machines, as well as some
supplies" on page
adaptedtorun
Jf.
con
CLASS
60
INSTRUCTION
BOOK
Many Merrow Machines have been known to run a year
and
longer with
out a single part being replaced or even an adjustment.
10.
The
Style
GOB
Machines
are
recommended to
run
at
twenty-five
hundred to three thousand stitches per minute according to conditions.
11.
For
the recommended speed of styles not enumerated above,
refer
description of the individual style in our catalogue.
Thread
Stand
12. Screw the thread stand to the table top back of machine with the left
end of the base far enough to the right to be clear of the goods which pass
back beyond the machine.
13. The thread, yarn or silk should be wound on cones or conical bobbins
which
should stand vertically, the tlyead
stand and
thence
diagonally
downward to the
leading
up to the top of the thread
machine.
14. Never run the thread, yarn or silk from cylinders or from two headed
spools—cones
are
best.
15. Use no needles or other parts not made expressly for the machine.
16. Keep the machine clean.
17.
Before re-assembling a machine,
that
parts, be sure
from
all
grit
18. Oil frequently, at least
These
19.
every surface of every
and
lint and
machines
that
each frictional
four
are
necessarily fitted very closely in
after
part
is thoroughly clean and free
surface
times a day.
having removed any of its
is oiled.
order
to attain
their very high speed and great durability, and therefore they need frequent
oiling, especially when new. Use best quality of lubricating oil. We do not
recommend
20.
21.
so-called
After
Parts
stainless
continued
cannot be changed in
oil
idleness
for
first
the
purpose.
use
kerosene
form
without liability to
oil.
injury.
to
The
Needle
22. Self-setting needles marked
Class 60
OD,
4D,
curved
Machines,
No.
ID,
No. '2D. No.
No. oD
23.
and
blades, the No.
Use
areofthe
No.
8D, all
GGOD
No. 3D needle
2DF,
following sizes,
No.
have
being the finest.
for
"D",
2SD,
No.
straight
general work
used in all varieties of recent
viz:
No.
3D,
shanks,
and
GOOD,
No.
flattened at
always when practicable.
3SD,
No.
No.
one
GOD,
3SDF,
side,
24. Adjust the "D" needles with the end of the shank in contact with the
stop pin in the needle carrier.
25. Tighten the nut at the left of the upper part of the needle carrier
just
firmly
26.
needle plate.
but not unduly to hold the needle in place.
The
blade of
If
the
needle
must
not be too large
a needle too large is once forced through the needle slot,
for
the
slot in the
the latter is likely to be much injured.
See
"How
to order supplies" on page 4-
t
V
No.
No.
and
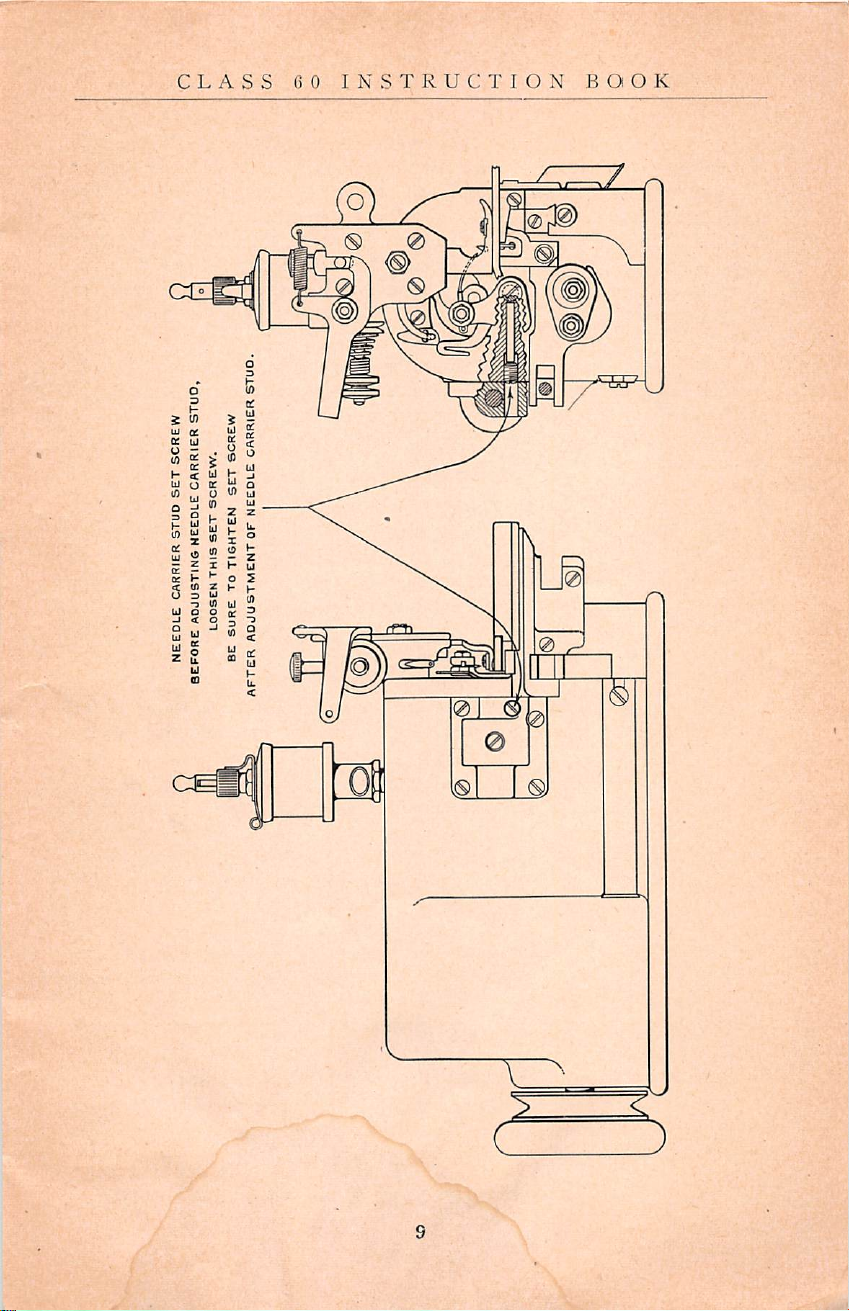
' 27.
THE
The
M E R R O W
The
MACHINE
Needle
COMPANY
Carrier
needle carrier must be perfectly free to swing upon its stud but
must have no lateral movement. This adjustment is accomplished by first
loosening
the machine, directly back of the center of the needle
sible from the rear of the machine, outside.
the
needle-carrier-stud set-screw which is located in the
carrier
If
the loosening of this screw is
frame
stud, and acces
of
neglected in a single instance the machine will be injured. See cut on next page.
28. Screw the needle carrier stud in or out very delicately until the
proper adjustment is attained and then tighten the needle-carrier-stud set-
screw and lest the needle carrier again. When replacing this stud, after remov
ing it,
clean
it thoroughly, oil it, and be careful to enter it properly so as never
to cross the threads and thus injure the
The
29.
The
needle slot
of the needle to pass
30.
A needle plate for the wide finishorseam cannot be used in machine
made
for
the
narrow
31. A needle plate
junction
with
a presser foot provided
must
through
finish
with
always be large enough to
freely .without contact
or
seam.
very
Needle
short
hole,
as the threads are very
Plate
with
finger
must
with
a long finger.
fine.
permit
the needle plate.
usually be used in con
the blade
32. A needle plate with long finger is for use in conjunction with a
presser foot without finger, but in exceptional cases is used with a presser foot
provided
with
a finger.
See sections 47 to 51, concerning presser feet.
The
33.
The
lower looper is best set
placed
in the
machine
with sections 22 to 26,
removed.
34.
To
set the lower
Lower
and after the
the
needle plate being, preferably,
looper:
First
Looper
and
adjusted before the upper looper is
needle
has
been
properly set in accordance
but
not necessarily,
loosen the lower looper screw which is
accessible through a hole in the front of the frame cap. As this screw is justto
the left of the upper looper screw, be sure to loosen the proper screw.
the hand wheel
moved to its extreme right
the
left
with
(it
should pass in easily),atthe
until the needle is at
the eye
of
(the
top
from
the
operator)
hand
position
the
needle rising.
Then
same
or
near
the
extreme
the
lower looper should exactly register with
See
"How
to order supplies"
until the lower looper
and
push
the
time slowly
upward
8
carrier
has begun to move towards
lower
position.
on-
page 4.
looper
turning
into
its
the
hand
When
properly
the
hole in the lower
carrier
Turn
has
wheel
set
STUO,
SCREW
CARRIER
SET
STUD
NEEDLE
CARRIER
A0JUSTIN6
NEEDLE
eCFORE
SCREW
SET
SCREW.
SET
THIS
TOTISHTEN
LOOSEN
SURE
BE
©
STUD.
CARRIER
NEEDLE
OF
ADJUSTMENT
AFTER
/
CO
THE
MERROW
MACHINE
COMPANY
looper thread tube
(just
under and supporting the needle plate), which can be
determined by using a small wire (the threading wire sent with the machine
will do) which should pass through the hole in the lower looper thread tube
and directly through the eye of the lower looper when the latter is in its extreme
outward
(left
hand)
position
and
the needle up.
Tighten
the lower looper
screw firmly but not unduly, then turn the hand wheel and see that the point
of the lower looper comes into gentle but certain contact with the needle as
the looper moves Inward.
The
point of the looper should cause the needle to
deflect or dodge slightly in passing.
When
position below
the left, beyond the needle at least one thirty-second of an inch.
If
looper shank and the lower looper carrier.
the lower looper, without a thread eye, is at its extreme left hand
the
needle plate, the point of the lower looper should
the lower looper screw is tightened unduly it may spring the lower
The
Lower
Looper
Carrier
extend
to
35. The lower looper carrier is beveled at its top and bottom edges form
ing a "dovetail"
which
is guided and runs between the upper and lower gibs
and a reversible plate, all located on the inside face of the frame cap, the lower
gib
being
located permanently, and the upper gib being adjustable by
of the upper gib
reversible
When
plateisclampedinpositive
worn,
this
key
held to the frame cap by a screw in a slotted
position
plate
maybereversedtopresentanew
by the upper and lower
bearing
means
hole.
surface.
The
gibs.
36. The lower looper carrier should be perfectly free to travel its full
stroke horizontally in either direction but should have no undue lost motion
up
and
down.
37. Adjustment of the sliding fit of the lower looper carrier can be made
by means of the upper gib key above the upper gib. After readjustment,
tighten both screws which hold the upper gib and the screw that holds the
upper gib key and lastly test the sliding fit of the lower looper carrier as it
must not bind the least at any point in its travel.
The
Upper
Looper
38. Upper loopers are made in two general forms, one style for two-
thread stitch and the other for three-thread stitch, the former kind being
made with a throat to carry the lower looper thread to the needle above,
and the other kind being made with an eye to carry the third thread through
a loop of the lower looper thread and over to the needle above the fabric.
The
adjustments
39.
The
upper
looper previously in adjustment. See sections 32 to 26 concerning the needle,
and
sections 33
rN.
of two kinds of upper loopers
and
looper
3-1
See
should
concerning the lower looper.
"Hozv to
always
order
supplies" on page 4-
10
be set,
with
are
similar.
the
needle
and
lower
40.
CLASS
The
upper looper is secured to the upper looper
60
INSTRUCTION
BOOK
carrier
by a screw
accessible through the right hand end of the opening through the front of
the frame cap. This screw (which is located just to the right of the screw for
the lower looper) must be loosened before introducing the upper looper and
care
should be
taken
not
to loosen the
wrong
screw.
41. In setting the upper looper, turn the hand wheel until the needle is
at or near its highest position when the upper looper screw will be accessible
and the upper looper can be introduced into its carrier after its screw is suffi
ciently loosened.
42. The upper looper should be pushed into its carrier
(it
should pass in
easily) until by turning the hand wheel forward and backward it is found that
the looper when moved from right to left above does not hit the point of the
needle. Then
the upper looper is about to pass down back
be examined to see that its point does not conflict with the back side of the
turn
the hand wheel
(top
from the operator) until the point of
of
the lower looper when it should
lower looper. When properly adjusted finally, the point of the upper looper
should pass by the slabbed or flattened portion of the lower looper, in very
gentle contact therewith,
of the lower looper, the front side of the upper looper at the right of the thread
passage being clear of the bulge around the eye of the lower looper.
just
to ihe left of the boss or bulge around the eye
When
so
adjusted the upper looper screw should be finally tightened, firmly but not
unduly, as the parts might be sprung with too much force. Finally
turn
the
hand wheel (top from the operator) a number of turns and see that the loopers
and needle are properly adjusted to each other.
If
the upper looper is set too
far outward (to the left) its point may catch the needle thread below and
cause skipping or imperfect stitching.
A small percentage of Class 60 Machines employ lower loopers without
a thread eye, and in such cases the point of the upper looper, when below
the needle plate, should pass to the left
beyond
and just clear of the extreme
left hand end of the lower looper.
See section 44 to 46 concerning looper carrier guide, etc. See sections
100 to 106 concerning threading.
The
Upper
43.
The
upper looper carrier must be perfectly free to travel its full stroke
in either direction but must have no lost motion laterally. This adjustment
Looper
Carrier
can be tested by taking hold of the upper looper, when it is in its extreme
outward position above the presser foot and needle plate, and alternately
pressingittoward
besides a needed freedom, then the looper
which see the following section.
rolls probably need renewing.
and from the operator.
If
there is undue looseness vertically the cam
See
"Howtoorder
supplies"onpage
11
If
there is
carrier
any
lateral looseness
guide needs adjusting,
Jf.
for
THE
44.
The
two screws,
These screws should always be light and should not be loosened unless to
remove the upper looper carrier,
machine.
45. The left end of the looper carrier guide is designed to rest against
the forward end of the adjusting slide which is located in a channel at the
left
endofthe
M E R R O AV M A CIIT N E
The
looper
near
machine
Looper
the
carrier
right
frame,
Carrier
guide is attached at one end. to the
hand
Guide
edge of the
after
between
COMPANY
and
Adjusting
frame
the frame cap is taken from the
the
latter
and
Slide
frame
cap, accessible outside.
the
headofthe
machine
cap by
and is held in adjustment by a screw accessible at the rear of the machine.
The adjusting slide
the looper carrier
upper
looper
towards or away from the operator. This can best be
ing its
forward
retaining
and
should
guide,
be adjusted to press
which is made to spring within limits, to hold the
carrier so that it
screw
and
withahammer
testing,
afterward
will
have no lost
tightening
always
against the left end of
motionorlooseness
done
gently
the
tapping
retaining
by partially
the
adjusting
screw.
laterally
loosen
slide
46. When the looper carrier guide is too tight to allow perfect freedom of
movement
may be adjusted backward by first fully
rear end of the adjusting
partially
the adjusting
adjusting
must
of the upper
tightening
slide
be
afterwards
slide
being
looper
slide,
the
retaining
forward as
partly-
loosened
tightened.
carrier, the left end of the looper carrier guide
moving
screw
before
loosening
the latter
and
withalight
explained.
when
adjusting
the retaining screw at the
slightly
hammer
TJie
the
screw
looper
backward,
gently
which
holds
carrier
then
tapping
guide.,
the
The
Presser
Foot
47. For ordinary seaming, where seams or thick and thin places must be
crossed, a hinged presser foot with a finger around which the stitches are
formed,
finger
shouldbeusedinconjunction
and an
48.
u])per
looper, for producing the two-thread stitch.
For
i)lain seaming with the two-thread stitch when seams
withaneedle
plate
with
a very
are
to be crossed, a plain presser foot with finger instead of a hinged presser foot
is
recommended.
49. For ordinary three-thread
or a presser foot made to use without presser foot
a
needle
presser foot with a
to
plate
50.
For
advantage.
withalong
edge finishing only with two threads, in exceptional cases a
finger
finger
and a
and an
needle
work,
use a presser foot with a stub
finger,
upper
looper
plate witha long
withaneye.
finger
finger
in conjunction with
are used together
51. Ordinarily use as little pressure for the presser foot as is practicable,
the degree of pressure being adjustable by the presser foot adjusting screw
See
"How
to order supplies" on page 4.
IS
H
short
.not
CLASS
60
INSTRUCTION
BOOK
at the upper part of the head, of the machine, which screw may be held in
adjustment by the small set screw at the right side of the
head.
upper
partofthe
See next following section about presser foot fingers.
Presser
Foot
Fingers
52. The presser foot finger should be so adjusted upon the presser foot
that its left edge just covers the right edge of the slot in the needle plate, so
that if the point of the needle should be slightly deflected to the right it would
not hit the
for its purpose use a wider one.
53.
suitable
54.
needle
For
width.
For
plate. If then the presser foot
finger
is not wide
stitching with two threads, use a long presser foot finger of
stitching with three threads, use presser foot stub finger, if any,
enough
instead of the long finger.
See sections 47 to
55.
With
few exceptions the Class 60 Machines are provided with cutters
51.
concerning presser foot.
The
Trimmer
for trimming off the surplus material at the edge of tlie fabric, simultaneously
with,
but
a little in advance of the overseamingoroveredging.
The
56.
The
lower
Lower
cutter
is held in place in the lower
Cutter
cutter
holder by
the
lower cutter clamp with slotted clamp nut accessible at tlie left of the lower
cutter holder, with the cutting edge at the top end and to the right and about
one thirty-second of an inch
above
the top of the
needle
plate. It
should
never be set so high as to come in contact with the bottom or edge of the
presser foot.
When
the cutter is properly located vertically, tighten its clamp
nut firmly but not unduly.
57.
To
upward.
58.
frontofthe
remove
The
lower
the
lower
cutter
loosen its
clamp
nut
and
push
the
cutter
lower cutter holder is held in adjustment by a clamp screw in
cutter
holder
support
and is laterally
adjustable
by means
of a collar screw (usually with slotted head) in the lower cutter holder support,
at the left and just below the lower cutter holder. It is best to loosen the clamp
screw before adjustment and tighten it when adjustment is completed.
59.
As the lower
is
best
to first
set
the
cutter
lower
is used in conjunction
cutterinits
proper
with
vertical
the
position
upper
and
cutter
then
set
it laterally to the right distance from the line of penetration of the needle,
afterwards setting the upper cutter in accordance with sections 62 to 65, and
it
See
"Howtoorder
supplies" on page
IS
Jf.
THE
MERROW
MACHINE
COMPANY
finally
with
possible
very carefully adjust the lower cutter into easy but certain contact
the
upper
cutter.
60.
The
lower cutter should press against the upper cutter as gently as
and
yet do its work. When both cutters are very sharp the pressure
together may be very light, and after running that way until they begin to
show signs of imperfect cutting, the pressure may be slightly increased. In
this way the cutters will last a long time under good conditions without
sharpening.
61. The adjustments should be made delicately as the cutters (excepting
for
special
being positive.
well and the machine may
cutter
narily it should be so set
a little below the top
accordance
^
an
hexagonal headed binding screw at the top
(using a small wrench sent with the machine) and thus the upper cutter can
be set laterally to
of the needle. When adjusted to the proper position laterally, tighten the
purposes)
See sections 73 to 79 for instructions about sharpening cutters.
62.
The
upper
holder clamp
with
63.
To
remove
64.
The
are
not held in contact by a spring, all of
If
the cutters
cutter
andisadjustable
that
of
sections
the
upper cutter holder is adjustable laterally by first loosening
trim
the
are
forced together tightly they will not last
thus
be made to
The
Upper
is secured to the
therein diagonally upordown.
its
cutting
the lower cutter, the lower
56to61.
upper
cutter,
proper
widthordepth
run
.hard.
Cutter
upper
edge when in its lowest position will be
first
remove
of
from the line of penetration
cutter
cutter
the
the
upper
the
holder by the
being
cutter
upper
cutter
movements
upper
Ordi
set
first in
clamp.
carrier
binding screw, just firmly but not unduly, and then adjust the lower cutter as
explained
upper
the upper cutter must be so set that its downwardly projecting guard will be
at all times in contact with the right hand face of the lower cutter.
in sections 56 to 61.
65.
If
the fabric is very thick or if heavy seams are to be cut across, the
cutter
should be set somewhat higher than
for
thin fabric.
In
any
The
case
lower
cutter should be in the machine when adjusting the upper cutter.
See sections 56 to
cutter
must
co-operate.
61
concerning the lower cutter with which the upper
See sections 72 to 79 for instructions for sharpening the cutters.
The
Cutter
Grinder
66. Each customer should have a special cutter grinder particularly
adapted
for
grinding
the cutters for the Class 60 Machines.
67. Those not provided with a cutter grinder can have dull cutters ground
by sending them to our office in Hartford, or to our distributing points in
See
"How
to order supplies"
U
op.
page 4-
 Loading...
Loading...