

MERKLE HighPULSE 330 K, HighPULSE 280, HighPULSE 350 K, HighPULSE 350 RS, HighPULSE 350 Operation Manual

OPERATION MANUAL
Pulsed-Arc-Welding Units
HighPULSE 330 K

1
Content page
1 Security indications before introduction 3
2 Accident prevention regulations 3
2.1
Safety instructions
3
3 Duty cycle 5
4 Instructions to avoid interferences due to electromagnetic influences EMC 5
5 Technical Data 7
5.1
Synergic Pulse Welding Unit Model HighPULSE 330 K
7
6 Start Up 8
6.1
Installation of the Machine
8
6.2
Main Supply
8
6.3
Welding Torch
9
6.4
Gas Connection
9
6.5
Wire Installation
9
6.6
Earth Lead (Work Cable)
9
7 Operation of the Unit HighPULSE 330 K 10
7.1
Front Panel and Display Guide
10
7.2
Wire Feed Unit Display Guide
11
Standard functions 11
7.3
Switching the machine on
11
7.4
Choosing a Process
11
MIG/MAG- und Pulse-Arc Welding Programs 11
Interpulse Welding 11
MMA Welding 12
TIG Welding (Option) 12
7.5
Operation Modes
13
2-Stroke-Operation 13
4-Stroke-Operation 13
4-Stroke-Operation with selected program 13
The programming of Start Current, Down slope current/Time 13
7.6
Start Current (only programmable in special 4 stroke mode)
13
7.7
Down Slope Time (only programmable in 4 Stroke/4 Stroke Special Mode)
13
7.8
End Current (only programmable in 4 Stroke/4 Stroke Special Mode)
13
7.9
Safety Cut Off Switch
14
7.10 Digital Display Panel
14

2
7.11 Wire feed only Buttons
14
7.12 Gas Test
14
7.13 Selecting the Current control
14
Potentiometer 14
Wire Feed Unit Potentiometer 15
TEDAC 15
JOB-Functions 15
8 Maintenance and Accident Prevention 16
9 Cleaning 16
10 Aluminium Welding 17
11 MIG-Brazing 19
12 Trouble Shooting 20
12.1 Machine does not operate after switching on
20
12.2 Machine does not react on the torch switch
20
12.3 Machine has no or too low welding current
20
12.4 Welding Quality is not good
20
12.5 Problems with wire feeding and wire contacting
20
12.6 Burning of the wire core
20
Wire feeder system model DV-26 21
Wire feeder system model DV-26 21
12.7 Spare parts wire feeder model: DV-26
22
13 Torch - and Spare parts 23
13.1 MIG-MAG-welding torch model SB/SBT 350 G
23
13.2 Wiring diagram
26
13.3 Spare part list WK 230/300
32
13.4 Wiring diagram WK 230/300
32
14 Conformity Attestation HighPULSE 330 K 34
15 Conformity Attestation WK 230/300 35

3
1 Security indications before introduction
The unit device is built after the recognized standards. Safe works are nevertheless only possible
if you read the operating instructions and the safety regulations contained in it entirely and
obey strictly. Install yourselves by trained staff of our establishments or appointed dealers.
2 Accident prevention regulations
The following accident prevention regulation is applied for pulse arc welding unit, model
HighPULSE 330 K
BGV D1 (earlier VBG 15) * Welding, cutting and allied processes.
A copy of this regulation should be readily accessible in every welding shop. The stipulations of
this regulation are to be observed in the interests of safe and correct welding operation.
* Available from the trade association responsible or
Carl Heymanns-Verlag, Luxemburger Strasse 449, 50939 Cologne.
2.1 Safety instructions
This unit is manufactured according to the requirements and stipulations of EN 60974.1 / VDE
0544 part 1. BGV D1 (earlier VBG 15) of the trade association for precision engineering and
electrical engineering are as well valid.
1) In case of an accident, the cutting unit must be disconnected from the mains
immediately.
2) If electrical contact voltages arise, switch off the unit immediately, disconnect it from
the mains and proceed to inspection by a qualified electrician or by our Service
Department.
3) Before opening the unit, disconnect it from the mains supply.
4) Repair work may only be carried out by a skilled electrician or by our Service
Department.
5) Before the unit is put to operation, check it visually, as well as the torch and all cables
and connectors regarding possible external damages.
6) Personal protective equipment in accordance with DIN EN 175, DIN EN 379 and
DIN EN 169.
During the work, the welder’s body must be completely protected against radiation and
burns by means of protective clothing and face protection. Long gloves, aprons and
welding shields with welding filters conforming to DIN EN 470-1 and BGR 189
must be worn.
Synthetic clothing are excluded. Shoes must be closed, not opened (due to spatters). If
necessary, protective headwear must be worn (e.g. for overhead welding). If cover
glasses are used, these must be in accordance with the norms specified above.
As additional protection for the eyes against UV radiation, safety goggles with side
shields and corresponding face protection in accordance with BGR 192 and BGI 553
must be worn.
Accident prevention regulation BGV D1 § 27 stipulates that it is the responsibility of the
employer to provide suitable personal protective equipment, while § 28 stipulates that it
is the responsibility of the insured to wear suitable clothing.

4
7) Protection when welding under increased electrical risks
Welding rectifiers and welding power sources which can optionally be used for either
direct or alternating current must be marked "S" in accordance with EN 60974-1 and
BGI 534.
Use insulating materials to protect you against contact with electrically conductive parts
and damp floors. Wear dry, undamaged work clothing, long gloves and footwear with
rubber soles. Ventilate rooms, install extraction systems if required, and wear respiratory
protective equipment if necessary (see Procedural instructions BGV D1 § 27 and BGI 533,
Section 5).
8) In order to prevent stray currents and the effects thereof (e.g. destruction of electrical
protective ground conductors), the welding return cable (workpiece cable) must be
connected directly to the workpiece to be welded or to the table (e.g. welding table, gridtype welding table, workbench) supporting the workpiece (see BGV D1 § 20). When
installing the ground connection, assure that there is a good electrical contact (remove
rust, paint, etc.).
9) During welding pauses, the welding torch is to be laid down on an insulated surface or
hung up in such a way that it is not in contact with the workpiece and its support
connected to the welding power source (see § 20 BGV D1).
In the case of longer work pauses, the welding unit must be switched off and the gas
cylinder valve must be closed.
10) The shielding gas cylinder must always be protected against tumbling downing using a
safety chain.
11) Under no circumstances the unit may be put into operation while it is opened
(e.g. for repair work). Apart from the safety regulations, sufficient cooling of the
electrical components provided by the fan cannot be guaranteed.
12) In accordance with BGV D1 § 5, people in the vicinity of the arc must also be informed
of the hazards and protected against them. Safety partitions (“welding safety curtains”)
must be erected in accordance with DIN EN 1598.
14) No welding work may be carried out on containers in which gases, fuels, mineral oils or
similar substances have been stored Öeven if they have been empty for a long timeÕ
(risk of explosion). See § 31 of accident prevention regulation BGV D1.
15) Welds which will be subjected to high loads and which need to meet specific safety
requirements may only be carried out by specially trained and qualified welders.
15) Never bring the torch close to your face.
16) In areas at particularly high risk of fire, the welder must obtain a welding permit and
have this on his person throughout the duration of the welding work. On completion of
welding, a fire-guard must be delegated to ensure fire protection.
17) Ventilation measures must be applied in accordance with BGI 553, Section 9.
18) The hazard to eyesight must be indicated by means of a sign at the work site "CAUTION!
Do not look into the arc!".
5
3 Duty cycle
The duty cylce measurings have been carried out in accordance with
EN 60974-1 / VDE 0544 part 1 (10 min working period).
60% duty cycle means:
After a 6 min. welding period a 4 min welding pause must be respected. The electrical
components are thermally protected against overheating.
4 Instructions to avoid interferences due to electromagnetic influences EMC
The welding unit has been manufactured in accordance with the requirements of guideline
EN 60974-10 / VDE 0544-part 10 regarding electromagnetic compatibility. It is nonetheless the
responsibility of the user to ensure that the welding equipment is installed and operated in
accordance with the manufacturer’s instructions. If electromagnetic interference is detected, it
is the responsibility of the user of the welding equipment to find a solution with the technical
assistance of the manufacturer. In some cases, it may be sufficient simply to ground the welding
current circuit. In other cases, it may be necessary to build a complete shield for the welding
power source and workpiece using the input filters. In all cases, electromagnetic interference
must be reduced to avoid any possible malfunctions.
Note: For safety reasons, the welding current circuit may or may not be grounded. No
modifications may be made to the grounding without the approval of an expert who is able to
determine whether the changes might increase the risk of accidents, e.g. by allowing parallel
welding current return paths which could destroy the ground conductors of other equipment.
Further instructions are contained in TEC 974-XX "Arc welding equipment – installation and
use".
a) Evaluation of the installation site
Before installing the welding equipment, the user must evaluate potential
electromagnetic problems in the vicinity. The following must be taken into
consideration:
a. Other power cables, control cables, signal and telecommunication cables above, below
and next to the welding equipment
¾ Radio and television transmitters and receivers
¾ Computers and other control devices
¾ The health of people in the vicinity, e.g. use of heart pacemaker and hearing aids
¾ Calibration and measuring equipment
¾ Interference immunity of other devices in the vicinity. The user must ensure the
electromagnetic compatibility of other devices used in the vicinity. This may require
additional safety measures.
b) Procedures to reduce emitted interference
1) Mains supply
Welding equipment is to be connected to the mains in compliance with the
recommendations of the manufacturer. If interference occurs, it may be necessary to
take additional precautions, e.g. filters for the mains connection. Make sure that the
power cable of welding equipment is installed in a fixed position shielded by means of a
metal conduit or similar. The entire length of the shield must be electrically connected.
The shield must be connected to the welding power source in the way to obtain a good
electrical contact between the metal conduit and the housing of the welding unit.
6
2) Maintenance of the welding equipment
Welding equipment must be maintained regularly in accordance with the
recommendations of the manufacturer. All access and service doors and covers must be
closed and fastened securely when the welding equipment is in operation. No
modifications whatsoever may be made to welding equipment with the exception of
modifications and adjustments specified in the manufacturer’s operating instructions.
3) Welding cables
Welding cables should be kept as short as possible and routed close together on or near
the floor.
4) Equipotential bonding
It is advisable to interconnect all metallic parts in and next to the welding equipment.
Metallic parts connected to the workpiece can, however, increase the risk of the welder
receiving an electric shock by touching these metallic parts and the electrode
simultaneously. The welder must be electrically insulated against all these connected
metallic parts.
5) Grounding the workpiece
If the workpiece is not connected to the ground for electrical safety reasons, or due to
the size and position of the workpiece, e.g. steel structure or outer wall of a ship,
grounding the workpiece may in some cases, but not all, reduce emitted interference. It
must be ensured that grounding the workpiece will not increase the risk of accidents for
the user and cannot cause the destruction of other electrical equipment. If necessary,
the grounding of the workpiece must be carried out by means of a direct connection to
the workpiece. In countries where a direct connection is prohibited, the connection must
be made by means of suitable reactors, selected in accordance with national regulations.
6) Shielding
Selective shielding of other cables and devices in the vicinity can reduce interference
problems. For special applications, it may be worth considering shielding the entire
welding system.

7
5 Technical Data
5.1 Synergic Pulse Welding Unit Model HighPULSE 330 K
Primary:
Power supply: 3 x 400 V (3 x 440 V / 3 x 220 V)
Frequency: 50/60 Hz
cos phi: 0.99
Synergic pulse / MIG operation:
Open circuit voltage: 57 V
Welding voltage: 15-30.5 V
Welding current: 25-330 A
Duty cycle 35 %: (10 min.) 330 A (40°C)
Duty cycle 60 %: (10 min.) 280 A (40°C) 330 A (20°C)
Duty cycle 100 %: 250 A (40°C) 280 A (20°C)
Prim. contin. power: 12.5 kVA
Prim. contin. Current: 18 A
Prim. max. current: 23 A
TIG operation:
Open circuit voltage: 57 V
Welding voltage: 10-23.2 V
Welding current: 10-330 A
Duty cycle 35 %: (10 min.) 330 A (40°C)
Duty cycle 60 %: (10 min.) 280 A (40°C)
Duty cycle 100 %: 250 A (40°C)
Prim. contin. power: 11.5 kVA
Prim. contin. Current: 16 A
Prim. max. current: 21 A
MMA/stick electrode operation:
Open circuit voltage: 57 V
Welding voltage: 20-33.2 V
Welding current: 20-330 A
Duty cycle 35 %: (10 min.) 330 A (40°C)
Duty cycle 100 %: 250 A (40°C)
Prim. contin. power: 13.1 kVA
Prim. contin. Current: 19 A
Prim. max. current: 25 A
Protection class: IP 23
Insulation class: H
Cooling: AF
Arc length: automatic energy control
Program capacity: 256 programs
Programs: MIG/MAG, MIG Pulse, Interpuls,
MMA/stick electrode, DeepArc,
TIG DC (option), MIG brazing
Program selection: material, wire diameter and gas
at the display
Operation modes: 2-stroke, 4-stroke, 4-stroke with
start current, interval, stitch
Gas check: button with hold function
and automatic switch off
8
Digital display: current, voltage, wire feed speed
and material thickess with
pre-display and hold function
Energy adjustment: at the machine,
at the TEDAC torch,
job mode
LEDs: Mains, failure, temp. protection,
hold function
Adjustable parameters: choke inductance, pulse shape
Automated functions: wire burn back
soft start (programmable)
Job mode: 512 jobs programmable
Power source: inverter
Sockets 50 mm²: earth lead and electrodecable
Torch cooling: gas (option: water)
Mains supply cable: 4 x 2.5 mm², 5 m long with
Plug 3 x 400 V / 32 A
Gas hose: 2 m
Handle: on top of the machine
Norm: EN 60974-1 "S" / CE
Weight: 36.5 kg
Dimensions: 600 x 300 x 565 mm
Wire feeder: compact mounted, Model DV-26
Supply: 26 V-DC
Wire feed motor: DC motor with worm gear dirve
0.5 - 25 m/min.
Wire feed system: 4-roller-drive DV-26
Reel hub assembly: D 300/15 DIN 8559
Torch connection: EURO connector
Standard wire equipment: mild steel 1.2 mm
6 Start Up
6.1 Installation of the Machine
If the unit is brought from cold ambient temperatures into a tempered room, for example due to
transportation or from unheated storage depots, it must be adapted before being put to
operation a certain time according to the temperature difference onto the ambient temperature.
Place the machine at least 0.80 m from a wall etc. to guarantee the cooling air can go
through the unit. The room temperature should not exceed 40°C.
The room were the unit is placed should have a low degree of humidity
(max. 50 % at 40°C, max. 90 % at 20° C).
The unit has passed the quality control in accordance with IP 23.
The air in the surroundings must be free from extreme quantities of dust, free from acides and
corrosive gases etc. Otherwise use air filters.
6.2 Main Supply
The main supply must be connected by a trained person. The main supply voltage is displayed on
the front or rear panel of the machine. A connection to ground (GND) must be done.

9
6.3 Welding Torch
Connect the torch to the Euro-connector.
6.4 Gas Connection
Place the gas bottle on the gas bottle holder and secure it with the safty chain. Remove
the cap and open the bottle momentarily to purge the valve. Install the regulator on the
bottle valve. Connect the gas hose from the machine to the pressure reducer. Slowly open
gas valve and set the gas flow.
6.5
Wire Installation
Place the wire spool over the wire drive. Loosen the end and cut off the bent end section.
Hold the wire to prevent unwinding of the spool. Open the lightning lever and lift the
pressure finger. Feed the wire into the wire feed guide. Push the wire forward onto the
wire drive roller grooves. Close the lightning lever and switch on the machine.
Check the wire feeding: Place your hand 10 cm in front of the contact tip. Let the wire run
into your hand. If the wire is running, the pressure of the drive rollers is o.k.
6.6 Earth Lead (Work Cable)
The earth lead must have an excellent ground. The clamp should be attached to a clean, paint
and rust free area on the work piece or on the welding table.
10
7 Operation of the Unit HighPULSE 330 K
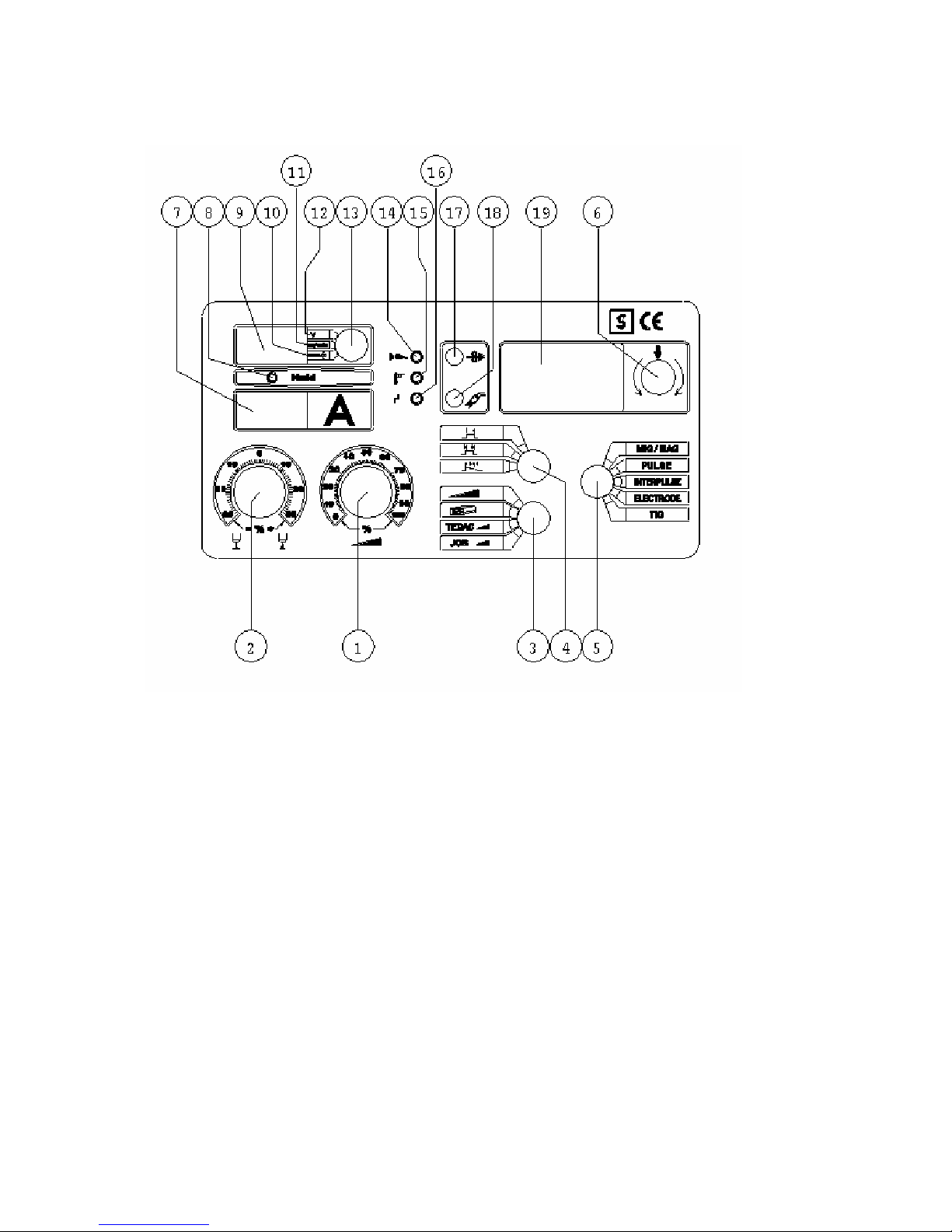
7.1 Front Panel and Display Guide
(see diagram)
0: mains power switch
1: current potentiometer dial (also on wire feed unit)
2: arc length correction dial (also on wire feed unit)
3: welding process control method switch
4: torch trigger mode switch
5: welding process selector switch
6: rotary program and confirmation (press) selector switch
7: digital current indicator panel
8: LED hold switch
9: digital indicator panel (shared)
10: material thickness (mm)
11: wire feed speed (m/min.)
12: voltage (V)
13: selector switch for upper display
14: LED mains connection
15: LED overheat
16: LED fault indicator
17: wire feed test switch (also on feed unit)
18: gas flow test switch
19: MultiFunktionalDisplay (MFD)

11
7.2 Wire Feed Unit Display Guide
25: current potentiometer
26: arc length correction potentiometer
27: wire feed test switch
28: current remote switch (Option)
29: remote arc length correction switch (Option)
30: remote connection socket (Option)
Standard functions
7.3 Switching the machine on
To switch on the machine turn the mains power switch to position 1. the water pump will then activate
and the machine is ready to use. Should LED 16 light up the first check if enough coolant is in the tank,
or if the water pump has activated.
7.4 Choosing a Process
Using rotary switch 5 the user can select between the MIG/MAG, Pulse Arc, Interpuls, MMA or TIG
welding processes.
MIG/MAG- und Pulse-Arc Welding Programs
Rotary switch 5 must be switched to either the MIG/MAG or Pulse position. The desired welding
program may now be selected in conjunction with Rotary switch 6 and the use of the Multi Function
Display (MFD 19). Turning Rotary switch 6 through a clockwise direction will enable the following Main
Menus:
Material
New Job
Throat thickness
Impedance (MIG/MAG) or Pulse form (Pulse)
In the Main Menu select Material, by pressing the Rotary switch (6) once a secondary menu listing all
materials will appear, by turning switch 6 and pressing on the desired material that material is selected
and the next Menu field is activated. The next Menu field is titled Filler wire size, by turning and
pressing Rotary switch 6 the desired filler wire size can be selected. The final sub menu to appear is
titled Gas, again through turning and pressing Rotary switch 6 the desired gas can be selected from the
list. By pressing switch 6 one last time the menu table is exited and the chosen program is activated and
ready for use.
Using Dial (1) the desired welding current may be selected, with Dial (2) the Arc-Length (Arc Trim) can be
individually adjusted for each job. If the user wishes to use the wire feed unit to select the desired
current and arc length (switches 25, 26), then the symbol for the Wire feed unit must be selected using
switch 3.
Using switches 28, 29 (Option) the control of Current and Arc length setting is transferred to a remote
regulator, i.e. push me pull you torch.
Interpulse Welding
Rotary switch (5) must be rotated into the inter-pulse position. Using the MFD (19) and rotary switch (6)
the following 5 Main Menu’s be activated;
Material
 Loading...
Loading...