

Page 1
The Complete Guide
to Electrical Insulation
Testing
A STITCH IN TIME 1
WWW.MEGGER.COM
Page 2

“A Stitch In Time”
The Complete Guide to
Electrical Insulation Testing
Copyright 2006
A STITCH IN TIME 1
WWW.MEGGER.COM
Page 3

CONTENTS PAGE
WHAT IS “GOOD” INSULATION? ........................................................................ 3
WHAT MAKES INSULATION GO BAD? ................................................................ 4
HOW INSULATION RESISTANCE IS MEASURED .................................................. 5
HOW TO INTERPRET RESISTANCE READINGS .................................................... 6
FACTORS AFFECTING INSULATION RESISTANCE READINGS .............................. 8
TYPES OF INSULATION RESISTANCE TESTS .......................................................10
TEST VOLTAGE VS. EQUIPMENT RATING .......................................................... 16
AC TESTING VS. DC ............................................................................................ 17
USE OF DC DIELECTRIC TEST SET ...................................................................... 18
TESTS DURING DRYING OUT OF EQUIPMENT .................................................. 18
EFFECT OF TEMPERATURE ON INSULATION RESISTANCE................................ 21
EFFECTS OF HUMIDITY ...................................................................................... 23
PREPARATION OF APPARATUS TO TEST ........................................................... 24
SAFETY PRECAUTIONS ...................................................................................... 26
CONNECTIONS FOR TESTING INSULATION RESISTANCE OF
ELECTRICAL EQUIPMENT ..................................................................................27
ADDITIONAL NOTES ABOUT USING A MEGGER INSULATION TESTER ........... 33
INTERPRETATION-MINIMUM VALUES ..............................................................36
MINIMUM VALUES FOR INSULATION RESISTANCE .......................................... 38
TESTS USING MULTI-VOLTAGE MEGGER INSULATION TESTERS ......................42
STEP-VOLTAGE METHOD .................................................................................. 48
USE OF A GUARD TERMINAL ............................................................................ 50
BUSHINGS, POTHEADS AND INSULATORS ....................................................... 54
OUTDOOR OIL CIRCUIT BREAKERS ................................................................... 57
SETTING UP A MAINTENANCE PROGRAM ....................................................... 60
HOW OFTEN SHOULD YOU TEST? .................................................................... 60
MEGGER 5 AND 10 KV INSULATION TESTERS .................................................. 62
MEGGER 1 KV INSULATION TESTERS ................................................................64
2 A STITCH IN TIME
Page 4
WHAT IS “GOOD” INSULATION?
Every electric wire in your plant – whether it’s in a motor, generator, cable,
switch, transformer, etc. – is carefully covered with some form of electrical
insulation. The wire itself is usually copper or aluminum, which is known to
be a good conductor of the electric current that powers your equipment. The
insulation must be just the opposite from a conductor: it should resist current
and keep the current in its path along the conductor.
To understand insulation testing you really don’t need to go into the
mathematics of electricity, but one simple equation – Ohm’s law – can be very
helpful in appreciating many aspects. Even if you’ve been exposed to this law
before, it may be a good idea to review it in the light of insulation testing.
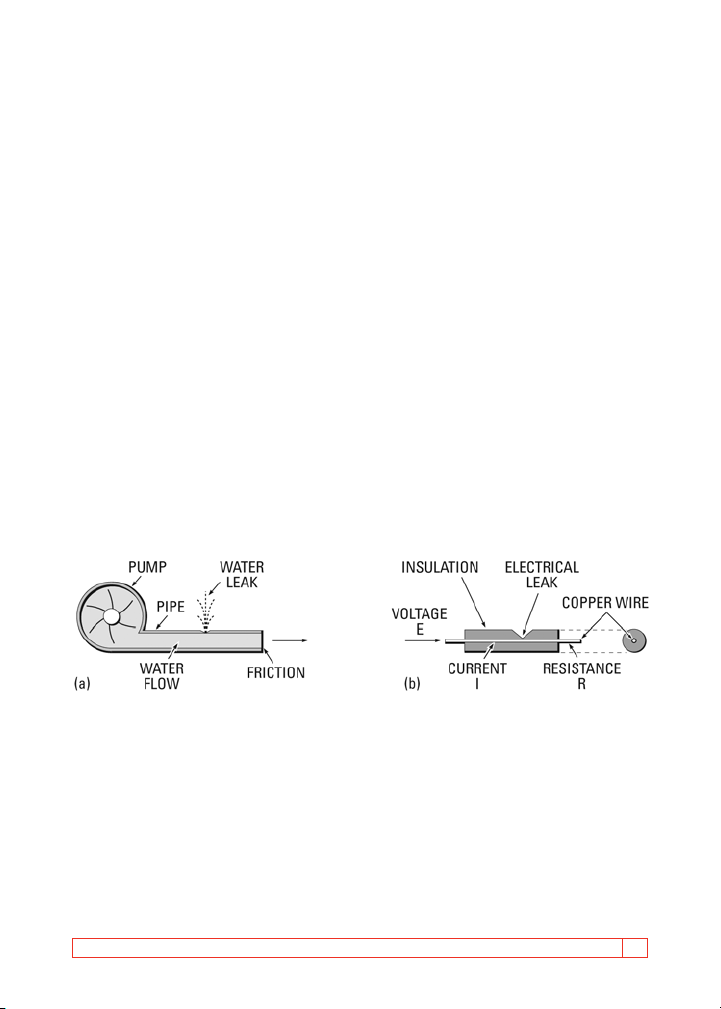
The purpose of insulation around a conductor is much like that of a pipe
carrying water, and Ohm’s law of electricity can be more easily understood by
a comparison with water flow. In Fig. 1 we show this comparison. Pressure on
water from a pump causes flow along the pipe (Fig. 1a). If the pipe were to
spring a leak, you’d waste water and lose some water pressure.
With electricity, voltage is like the pump pressure, causing electricity to flow
along the copper wire (Fig. 1b). As in a water pipe, there is some resistance
to flow, but it is much less along the wire than it is through the insulation.
Figure 1–Comparison of water flow (a) with electric current (b).
A STITCH IN TIME 3
Page 5

Common sense tells us that the more voltage we have, the more current
there’ll be. Also, the lower the resistance of the wire, the more current for
the same voltage.
Actually, this is Ohm’s law, which is expressed this way in equation form:
E = I x R
where, E = voltage in volts
I = current in amperes
R = resistance in ohms
Note, however, that no insulation is perfect (that is, has infinite resistance) so
some electricity does flow along the insulation or through it to ground. Such
a current may only be a millionth of an ampere (one microampere) but it is
the basis of insulation testing equipment. Note also that a higher voltage
tends to cause more current through the insulation. This small amount of
current would not, of course, harm good insulation but would be a problem
if the insulation has deteriorated.
Now, to sum up our answer to the question “what is ‘good’ insulation?”
We have seen that, essentially, “good” means a relatively high resistance
to current. Used to describe an insulation material, “good” would also
mean “the ability to keep a high resistance.” So, a suitable way of
measuring resistance can tell you how “good” the insulation is. Also, if you
take measurements at regular periods, you can check trends toward its
deterioration (more on this later).
WHAT MAKES INSULATION GO BAD?
When your plant electrical system and equipment are new, the electrical
insulation should be in top notch shape. Furthermore, manufacturers of wire,
cable, motors, and so on have continually improved their insulations for
services in industry. Nevertheless, even today, insulation is subject to many
effects which can cause it to fail – mechanical damage, vibration, excessive
heat or cold, dirt, oil, corrosive vapors, moisture from processes, or just the
humidity on a muggy day.
In various degrees, these enemies of insulation are at work as time goes
on – combined with the electrical stresses that exist. As pin holes or cracks
develop, moisture and foreign matter penetrate the surfaces of the
insulation, providing a low resistance path for leakage current.
4 A STITCH IN TIME
Page 6
Once started, the different enemies tend to aid each other, permitting
excessive current through the insulation.
Sometimes the drop in insulation resistance is sudden, as when equipment
is flooded. Usually, however, it drops gradually, giving plenty of warning,
if checked periodically. Such checks permit planned reconditioning before
service failure. If there are no checks, a motor with poor insulation, for
example, may not only be dangerous to touch when voltage is applied,
but also be subject to burn out. What was good insulation has become a
partial conductor.
HOW INSULATION RESISTANCE IS MEASURED
You have seen that good insulation has high resistance; poor insulation,
relatively low resistance. The actual resistance values can be higher or lower,
depending upon such factors as the temperature or moisture content of the
insulation (resistance decreases in temperature or moisture). With a little
record-keeping and common sense, however, you can get a good picture of
the insulation condition from values that are only relative.
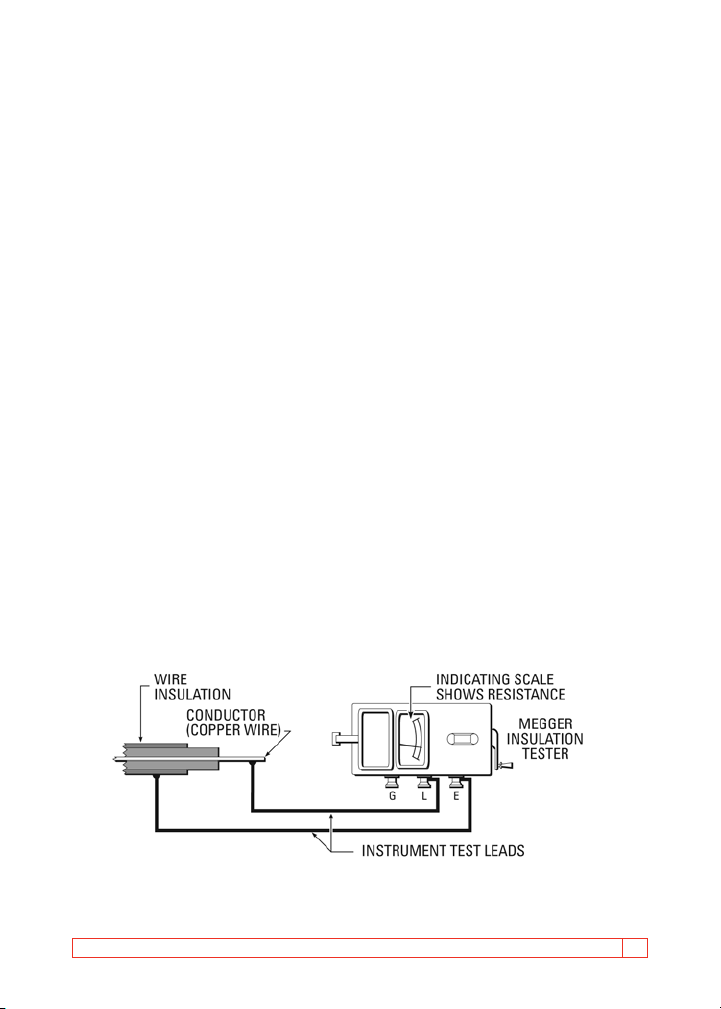
The Megger insulation tester is a small, portable instrument that gives you
a direct reading of insulation resistance in ohms or megohms. For good
insulation, the resistance usually reads in the megohm range.
The Megger insulation tester is essentially a high-range resistance meter
(ohmmeter) with a built-in direct-current generator. This meter is of special
construction with both current and voltage coils, enabling true ohms to be
read directly, independent of the actual voltage applied. This method is nondestructive; that is, it does not cause deterioration of the insulation.
Figure 2–Typical Megger test instrument hook-up to measure insulation resistance.
A STITCH IN TIME 5
Page 7
The generator can be hand-cranked or line-operated to develop a high
DC voltage which causes a small current through and over surfaces of the
insulation being tested (Fig. 2). This current (usually at an applied voltage
of 500 volts or more) is measured by the ohmmeter, which has an indicating
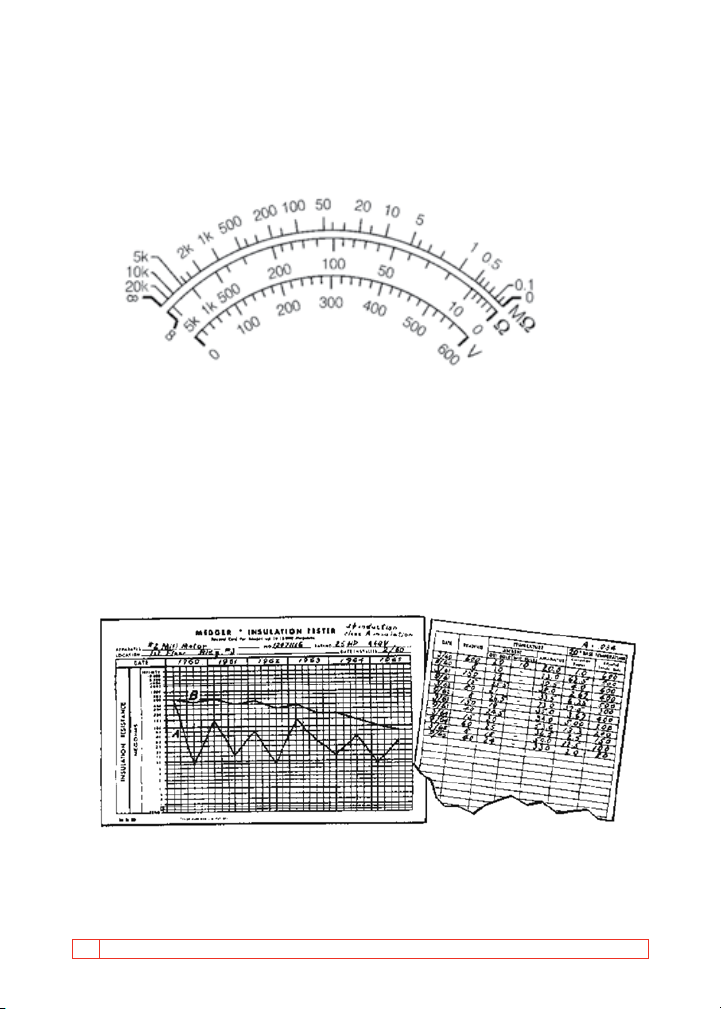
scale. Fig. 3 shows a typical scale, which reads increasing resistance values
from left up to infinity, or a resistance too high to be measured.
Figure 3–Typical scale on the Megger insulation tester.
HOW TO INTERPRET RESISTANCE READINGS
As previously mentioned, insulation resistance readings should be considered
relative. They can be quite different for one motor or machine tested three
days in a row, yet not mean bad insulation. What really matters is the trend
in readings over a time period, showing lessening resistance and warning
of coming problems. Periodic testing is, therefore, your best approach to
preventive maintenance of electrical equipment, using record cards as shown
in Fig. 4.
Figure 4–Typical record of insulation resistance of a mill motor. Curve A shows test values as
measured; Curve B shows same values corrected to 20°C (see page 22), giving a definite downward
trend toward an unsafe condition. Reverse side of card (at right) is used to record the test data.
6 A STITCH IN TIME
Page 8
Whether you test monthly, twice a year, or once a year depends upon the
type, location, and importance of the equipment. For example, a small
pump motor or a short control cable may be vital to a process in your plant.
Experience is the best teacher in setting up the scheduled periods for your
equipment.
You should make these periodic tests in the same way each time. That is,
with the same test connections and with the same test voltage applied for
the same length of time. Also you should make tests at about the same
temperature, or correct them to the same temperature. A record of the
relative humidity near the equipment at the time of the test is also helpful
in evaluating the reading and trend. Later sections cover temperature
correction and humidity effects.
In summary, here are some general observations about how you can interpret
periodic insulation resistance tests, and what you should do with the result:
Condition What To Do
(a) Fair to high values No cause for concern.
and well maintained.
(b) Fair to high values, Locate and remedy the cause and
but showing a check the downward trend.
constant tendency
towards lower values.
(c) Low but well maintained. Condition is probably all right, but
cause of low values should be
checked.
(d) So low as to be unsafe. Clean, dry out, or otherwise raise the
values before placing equipment in
service. (Test wet equipment while
drying out.)
(e) Fair or high values, Make tests at frequent intervals until
previously well the cause of low values is located
maintained but showing and remedied; or until the values
sudden lowering. have become steady at a lower
level but safe for operation; or until
values become so low that it is unsafe
to keep the equipment in operation.
A STITCH IN TIME 7
Page 9

FACTORS AFFECTING INSULATION RESISTANCE READINGS
Remember that the measured resistance (of the insulation) will be
determined by the voltage applied and the resultant current (R = E/I).
There are a number of things that affect current, including temperature
of the insulation and humidity, as mentioned in the previous section.
Right now, let’s just consider the nature of current through insulation
and the effect of how long voltage is applied.
Current through and along insulation is made up partly of a relatively
steady current in leakage paths over the insulation surface. Electricity
also flows through the volume of the insulation. Actually, as shown in
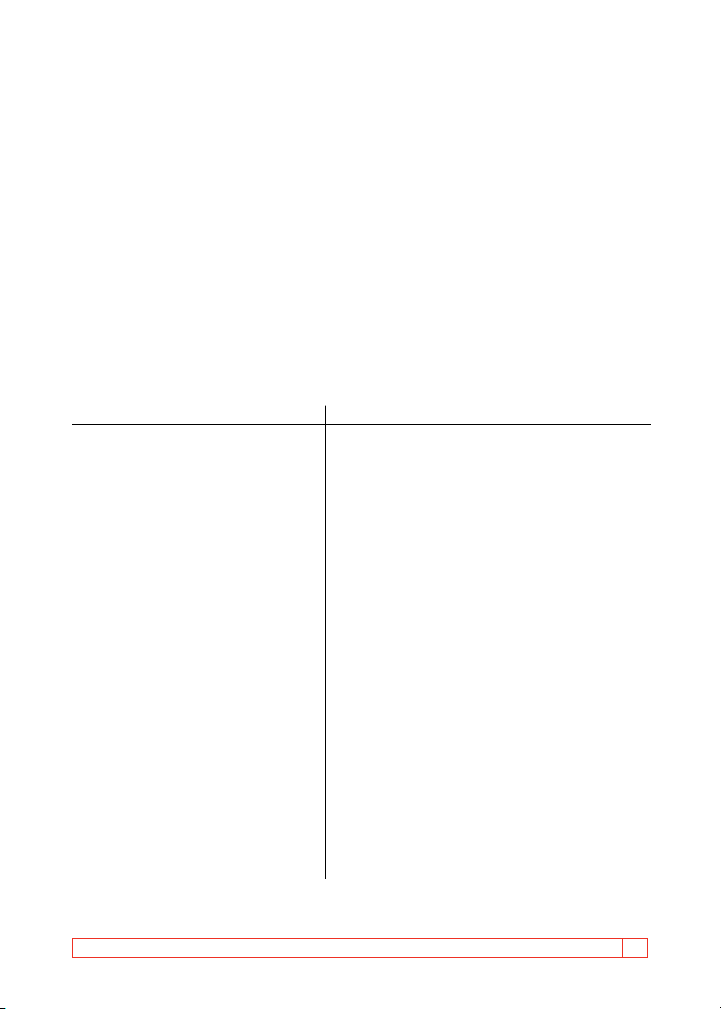
Fig. 5, our total current comprises three components:
1. Capacitance Charging Current
Current that starts out high and drops after the insulation has been
charged to full voltage (much like water flow in a garden hose when
you first turn on the spigot).
2. Absorption Current
Also an initially high current which then drops (for reasons discussed
under the section Time-Resistance Method).
3. Conduction or Leakage Current
A small essentially steady current both through and over the
insulation.
As shown in Fig. 5, the total current is the sum of the three components
and it is this current that can be measured directly by a microammeter,
or in terms of megohms at a particular voltage by means of a Megger
instrument (ohmmeter). Because the total current depends upon the
time that the voltage is applied, you can see now why Ohm’s Law R = E/I
only holds, theoretically, at an infinite time (that is, you’d have to wait
forever before taking a reading).
In practice, as you will see in the test methods described below, you
read a value that is the apparent resistance – a useful value to diagnose
troubles, which is what you want to do.
8 A STITCH IN TIME
Page 10
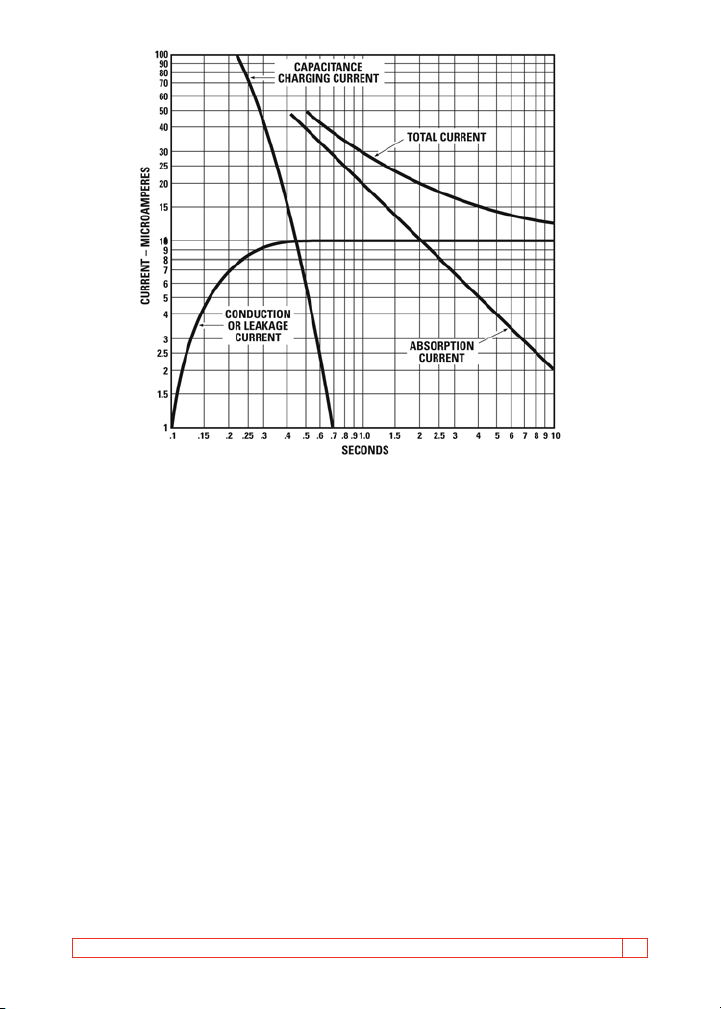
Figure 5–Curves showing components of current measured during DC testing of insulation.
Note also in Fig. 5 that the charging current disappears relatively rapidly
as the equipment under test becomes charged. Larger units with more
capacitance will take longer to be charged. This current also is the stored
energy initially discharged after your test, by short-circuiting and grounding
the insulation. ALWAYS TAKE THIS SAFETY MEASURE.
You can see further from Fig. 5 that the absorption current decreases at a
relatively slow rate, depending upon the exact nature of the insulation. This
stored energy, too, must be released at the end of a test, and requires a
longer time than the capacitance charging current – about four times as long
as the voltage was applied.
With good insulation, the conduction or leakage current should build up to a
steady value that is constant for the applied voltage, as shown in Fig. 5. Any
increase of leakage current with time is a warning of trouble, as discussed in
the tests described in the following section.
A STITCH IN TIME 9
Page 11
With a background now of how time affects the meaning of instrument
readings, let’s consider three common test methods: (1) short-time or spot
reading; (2) time-resistance; and (3) step or multi-voltage tests.
TYPES OF INSULATION RESISTANCE TESTS
Short-Time or Spot-Reading Test
In this method, you simply connect the Megger instrument across the
insulation to be tested and operate it for a short, specific time period
(60 seconds is usually recommended). As shown schematically in Fig. 6,
you’ve simply picked a point on a curve of increasing resistance values;
quite often the value would be less for 30 seconds, more for 60 seconds.
Bear in mind also that temperature and humidity, as well as condition of
your insulation affect your reading.
Figure 6–Typical curve of insulation resistance (in megohms) with time for the “short time” or
“spot-reading” test method.
10 A STITCH IN TIME
Page 12

If the apparatus you are testing has very small capacitance, such as a
short run of house wiring, the spot reading test is all that is necessary.
However, most equipment is capacitive and so your very first spot reading
on equipment in your plant, with no prior tests, can be only a rough guide
as to how good or bad the insulation is. For many years, maintenance
professionals have used the one-megohm rule to establish the allowable
lower limit for insulation resistance. The rule may be stated:
Insulation resistance should be approximately one megohm for each 1,000
volts of operating voltage, with a minimum value of one megohm.
For example, a motor rated at 2,400 volts should have a minimum insulation
resistance of 2.4 megohms. In practice, megohm readings normally are
considerably above this minimum value in new equipment or when
insulation is in good condition.
By taking readings periodically and recording them, you have a better basis
of judging the actual insulation condition. Any persistent downward trend
is usually fair warning of trouble ahead, even though the readings may be
higher than the suggested minimum safe values. Equally true, as long as
your periodic readings are consistent, they may be ok, even though lower
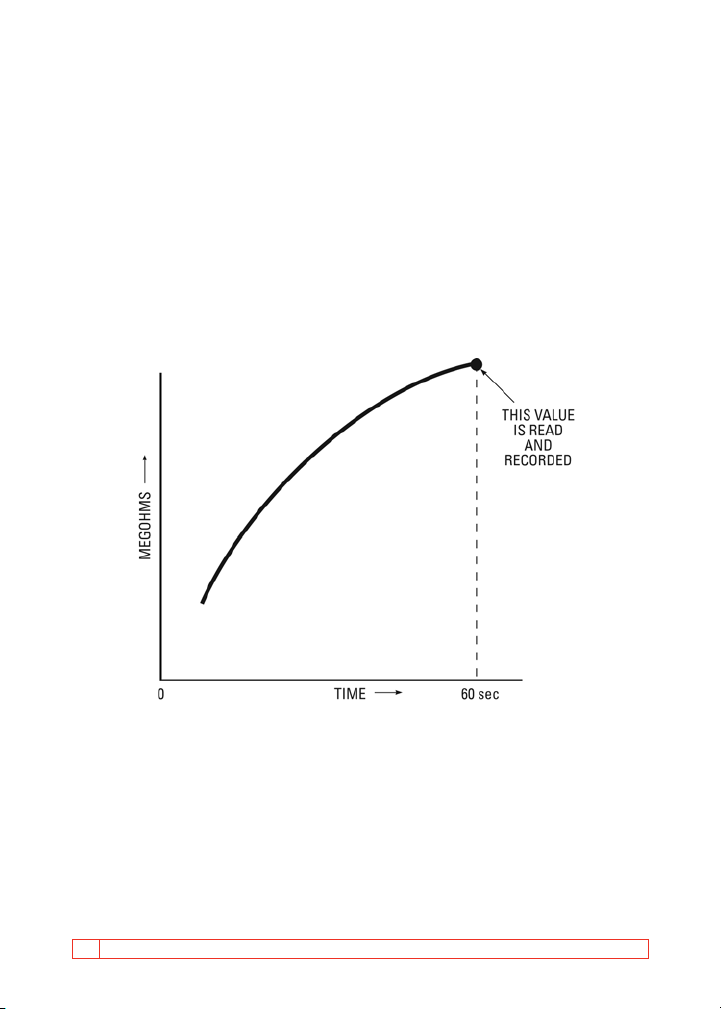
than the recommended minimum values. The curves of Fig. 7 show typical
behavior of insulation resistance under varying plant operating conditions.
The curves were plotted from spot readings taken with a Megger instrument
over a period of months.
A STITCH IN TIME 11
Page 13
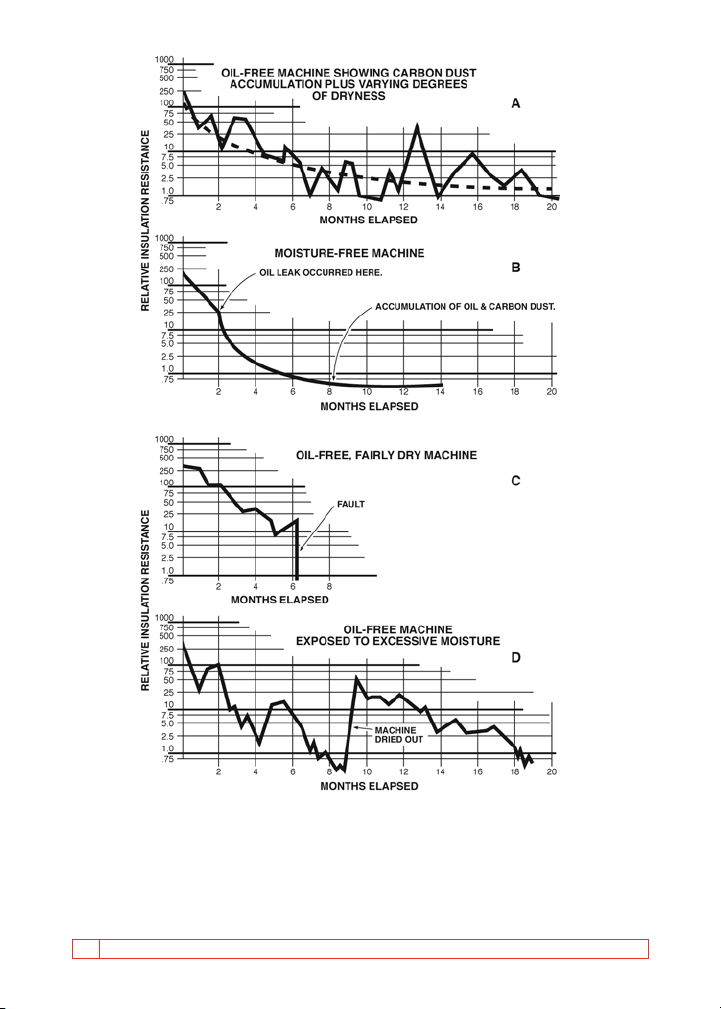
Figure 7–Typical behavior of insulation resistance over a period of months under varying operating
conditions, (curves plotted from spot readings with a Megger instrument).
12 A STITCH IN TIME
Page 14
Time-Resistance Method
This method is fairly independent of temperature and often can give
you conclusive information without records of past tests. It is based on
the absorption effect of good insulation compared to that of moist or
contaminated insulation. You simply take successive readings at specific times
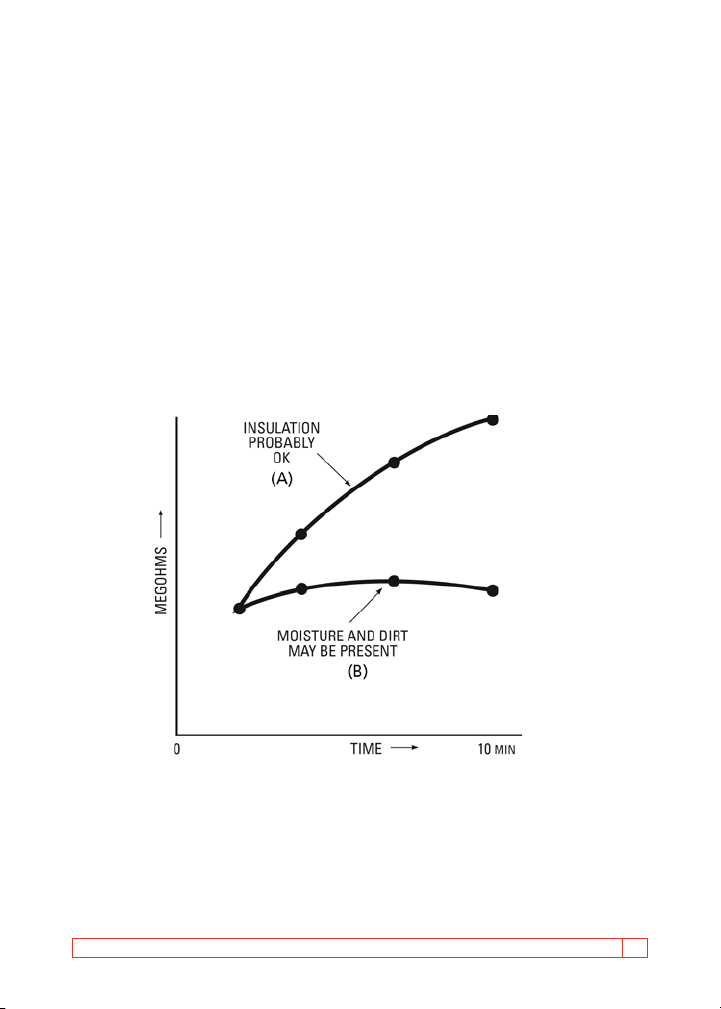
and note the differences in readings (see curves, Fig. 8). Tests by this method
are sometimes referred to as absorption tests.
Note that good insulation shows a continual increase in resistance (less
current – see curve A) over a period of time (in the order of 5 to 10 minutes).
This is caused by the absorption current we spoke of earlier; good insulation
shows this charge effect over a time period much longer than the time
required to charge the capacitance of the insulation.
If the insulation contains much moisture or contaminants, the absorption
effect is masked by a high leakage current which stays at a fairly constant
value, keeping the resistance reading low (remember: R = E/I).
Figure 8–Typical curves showing dielectric absorption effect in a “time-resistance” test, made on
capacitive equipment such as a large motor winding.
The time-resistance test is of value also because it is independent of
equipment size. The increase in resistance for clean and dry insulation occurs
in the same manner whether a motor is large or small. You can, therefore,
compare several motors and establish standards for new ones, regardless of
their horsepower ratings.
A STITCH IN TIME 13
Page 15
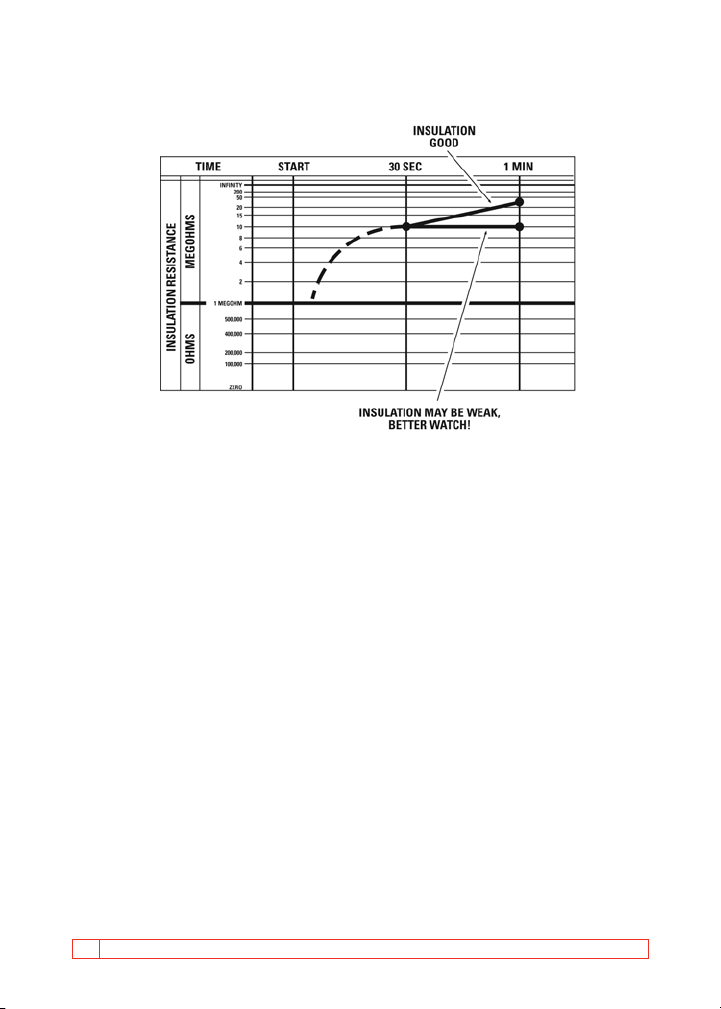
Fig. 9 shows how a 60-second test would appear for good and perhaps bad
insulation. When the insulation is in good shape, the 60-second reading is
higher than the 30-second reading.
Figure 9–Typical card plot of a time-resistance or double-reading test.
A further advantage of this double-reading test, as it is sometimes called,
is that it gives you a clearer picture, even when a spot reading says the
insulation looks fine.
For example, let’s say the spot reading on a synchronous motor was 10
megohms. Now, let’s assume that the double-reading check shows that the
insulation resistance holds steady at 10 megohms while you hold voltage up
to 60 seconds. This means there may be dirt or moisture in the windings that
bears watching. On the other hand, if the pointer shows a gradual increase
between the 30-second and the 60-second checks, then you’re reasonably
sure the windings are in good shape.
Time-resistance tests on large rotating electrical machinery – especially with
high operating voltage – require high insulation resistance ranges and a very
constant test voltage. A heavy-duty Megger test set, line-operated, serves
this need. Similarly, such an instrument is better adapted for large cables,
bushings, transformers and switchgear.
14 A STITCH IN TIME
Page 16
Dielectric Absorption Ratio
TABLE I — Condition of Insulation Indicated by
The ratio of two time-resistance readings (such as a 60-second reading
divided by a 30-second reading) is called a dielectric absorption ratio. It is
useful in recording information about insulation. If the ratio is a 10-minute
reading divided by a 1-minute reading, the value is called the polarization
index.
With hand-cranked Megger instruments, it’s a lot easier for you to run the
test for only 60 seconds, taking your first reading at 30 seconds. If you have a
line-operated Megger instrument, you’ll get best results by running the test
10 minutes, taking readings at 1- and at 10-minutes, to get the polarization
index. Table I gives values of the ratios and corresponding relative
conditions of the insulation that they indicate.
Dielectric Absorption Ratios*
INSULATION
CONDITION
Dangerous
A STITCH IN TIME 15
Questionable
Good
Excellent
*These values must be considered tentative and relative—
subject to experience with the time-resistance method
over a period of time.
**In some cases, with motors, values approximately 20%
higher than shown here indicate a dry brittle winding which
will fail under shock conditions or during starts. For preventive maintenance, the motor winding should be cleaned,
treated, and dried to restore winding flexibility.
***These results would be satisfactory for equipment with very
low capacitance such as short runs of house wiring.
60/30-SECOND
RATIO
—
1.0 to 1.25
1.4 to 1.6
Above 1.6**
10/1-MINUTE RATIO
(POLARIZATION INDEX)
Less than 1
1.0 to 2***
2 to 4
Above 4**
Page 17
TEST VOLTAGE VS. EQUIPMENT RATING
Commonly used DC test voltages for routine maintenance are as follows:
Equipment AC Rating DC Test Voltage
up to 100 volts 100 and 250 volts
440 to 550 volts 500 and 1,000 volts
2,400 volts 1,000 to 2,500 volts
or higher
4,160 volts and above 1,000 to 5,000 volts,
or higher
Test voltages used for proof testing of equipment are considerably higher
than those used for routine maintenance. Although there are no published
industry standards for DC maximum proof test voltages to be used with
rotating equipment, the schedule given below is customarily used. For
specific recommendations on your equipment, you should consult the
manufacturer of the equipment.
Proof Test Voltages for Rotating Equipment:
Factory AC Test = 2 x Nameplate Rating + 1000 volts
DC Proof Test on Installation = 0.8 x Factory AC Test x 1.6
DC Proof Test After Service = 0.6 x Factory AC Test x 1.6
Example:
Motor with 2,400 VAC nameplate rating–
Factory AC Test = 2(2,400) +1,000 = 5,800 VAC
Max. DC Test on Installation = 0.8(5,800)1.6 = 7,424 VDC
Max. DC Test After Service = 0.6(5,800)1.6 = 5,568 VDC
16 A STITCH IN TIME
Page 18

AC TESTING VS. DC
Up to now, we’ve talked about testing with DC voltage, but you will hear
of AC testing and need to know the difference. Remember that we spoke
of the kinds of current produced in insulation by DC? (The initial surge of
charging current, the drop with time to absorption current, and then, after
more time, the steady conduction current.) We saw that in insulation testing,
the conduction or leakage current is the one that gives us the information
we need.
In contrast, testing with AC gives a charging current that is extremely
large compared to the other kinds; leakage current is relatively minor. AC
frequently is used for high-potential testing; voltage is increased to some
specified point to see if the insulation can stand that particular voltage. It
is a GO/NO-GO type of test and can cause deterioration of the insulation, in
contrast to the DC test which is basically non-destructive.
If an AC test voltage has been used and you want to use DC tests as
an alternative, you will need to increase the maximum DC test voltage
somewhat to obtain equivalent results.
In some cases, AC testing may be more suitable for proof testing of
equipment (that is, seeing that the equipment meets prescribed standards).
You run the voltage up to the selected value and the equipment either
passes or doesn’t pass the test. With the DC test, you get a more qualitative
picture; you can meter the leakage current as you increase the voltage and
obtain specific values of insulation resistance.
As the size of your equipment increases, there are also marked economic
advantages in DC over AC testing. As the test voltage increases, both the
cost and weight of AC equipment go up much faster than with comparable
DC test equipment. This is because the AC test set must supply the charging
current which becomes and remains very high in the larger machines. As
explained previously, in DC testing, this current drops rapidly after the initial
charging period.
A STITCH IN TIME 17
Page 19

In summary, DC test sets are employed almost exclusively for high-voltage
maintenance and field testing for the following reasons:
1. Lower cost
2. Lighter weight
3. Smaller size
4. Non-destructive
5. Better information, both in quality and quantity
USE OF DC DIELECTRIC TEST SET
The Megger instrument, reading directly in ohms and megohms of
insulation resistance, is your best bet for routine in-plant maintenance.
However, some plants, particularly with higher voltage ratings in equipment,
use another Megger product – the dielectric test set. So, you should be
aware of this instrument and its use in insulation resistance measurements.
The dielectric test set can be used to determine insulation resistance by the
same test methods as outlined for the Megger instrument; that is, the shorttime, time-resistance and step-voltage tests. It is designed for other uses, too,
but for insulation testing it provides: (1) an adjustable output voltage and
(2) a monitoring of the resultant current in micro-amperes. The Megger DC
Dielectric Test Sets are available with voltage outputs ranging from 5 kV up
to 160 kV.
The curves of Fig. 5 are plotted as current versus time, as are curves for
insulation measurements on typical equipment given near the end of this
manual. Megger supplies graph paper which makes it easy to plot megohms
of insulation resistance from your voltage and current readings.
TESTS DURING DRYING OUT OF EQUIPMENT
Wet electrical equipment is a common hazard faced by all maintenance
engineers. If the equipment is wet from fresh water, you go right ahead
drying it out. However, if you’ve got salt water, you must first wash away the
salt with fresh water. Otherwise, you’ll leave very corrosive deposits of salt
on metal and insulating surfaces as well as in crevices of the insulation. With
moisture, such deposits form a very good conductor of electricity. Also, you
should remove oil or grease from the insulation, using a suitable solvent.
18 A STITCH IN TIME
Page 20

There are various ways to dry out electrical equipment, depending upon
its size and portability. You can use a blast of hot air, an oven, circulation
of current through conductors, or a combination of techniques. Local plant
conditions and facilities, together with information from the equipment
manufacturers, can serve as a guide to the best method for your particular
equipment.
In some cases, or with certain equipment, drying out may not be necessary.
You can check this by insulation resistance tests, if you have records of
previous tests on the apparatus. When drying out is required, such records
are also helpful to determine when the insulation is free of moisture.
NOTE: Wet equipment is susceptible to voltage breakdown. Therefore, you
should use a low-voltage Megger tester (100 or 250 VDC), at least
in the early stages of a drying-out run. If a low-voltage instrument
is not readily available, slow cranking of a 500-volt tester may be
substituted.
Many testers have an additional test range measuring in kilohms
(kW). This measurement is typically made at only a few volts, and
is the ideal initial measurement to be made on flooded equipment.
This range measures below the Megohm range, and can, therefore,
provide an actual measurement to use as a benchmark in monitoring
the drying process. If a kilohm measurement is obtained, insulation
has been thoroughly saturated, but may be reclaimable. Alternately
test and dry, watching the readings rise until they reach the Megohm
range, at which time higher voltage tests can be safely employed.
As an example of how important past readings are, let’s look at a 100-hp
motor that’s been flooded. After a clean-up, a spot reading with the Megger
tester shows 1.5 megohms. Offhand, you’d probably say this is ok. What’s
more, if past records showed the insulation resistance to run between 1 and
2 megohms, you’d be sure.
On the other hand, if past records showed the normal resistance values to
run 10 or 20 megohms, then you would know that water was still in the
motor windings.
A STITCH IN TIME 19
Page 21
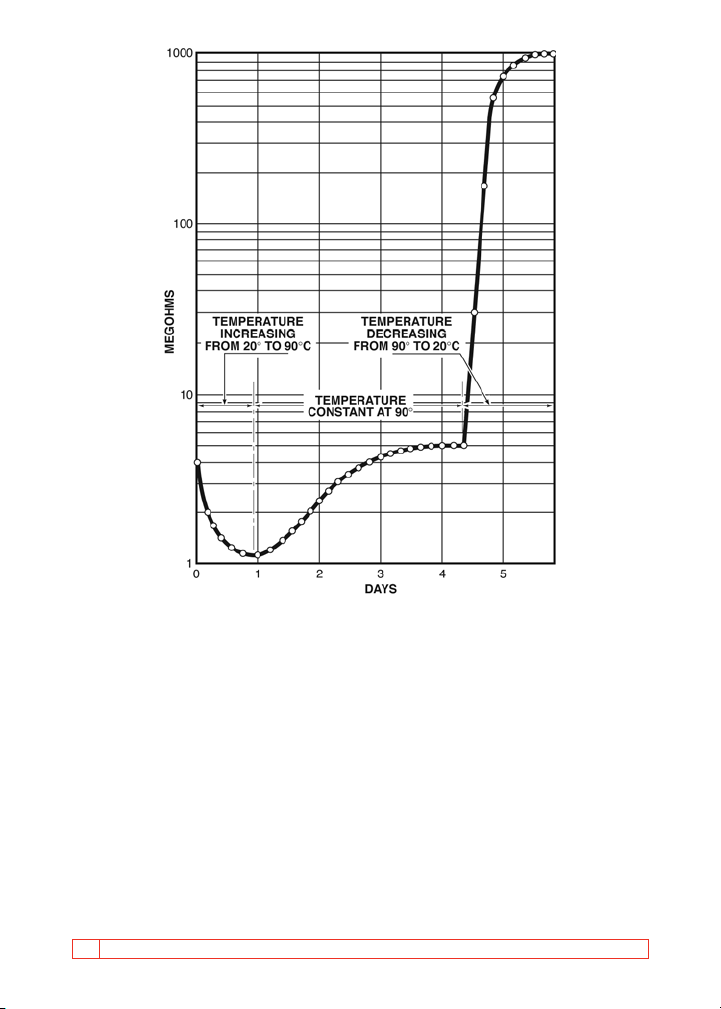
Figure 10-Typical drying curve where one-minute readings of insulation resistance are taken every
four hours.
The typical drying-out curve for a DC motor armature (Fig. 10) shows how
insulation resistance changes. During the first part of the run, the resistance
actually decreases because of the higher temperature. Then it rises at a
constant temperature as drying proceeds. Finally, it rises to a high value, as
room temperature (20°C) is reached.
Note that if you conduct insulation resistance tests during drying, and you
have readings of previous tests on the dry equipment, you’ll know when
you’ve reached the safe value for the unit. You may prefer to use a timeresistance test, taken periodically (say, once a shift), using the dielectric
absorption ratio or polarization index to follow dry-out progress (no need to
correct for temperature).
20 A STITCH IN TIME
Page 22

EFFECT OF TEMPERATURE ON INSULATION RESISTANCE
The resistance of insulating materials decreases markedly with an increase in
temperature. As we’ve seen, however, tests by the time-resistance and stepvoltage methods are relatively independent of temperature effects, giving
relative values.
If you want to make reliable comparisons between readings, you should
correct the readings to a base temperature, such as 20°C, or take all your
readings at approximately the same temperature (usually not difficult to do).
We will cover some general guides to temperature correction.
One thumb rule is:
For every 10°C increase in temperature,
halve the resistance;
or, for every 10°C decrease,
double the resistance.
For example, a two-megohm resistance at 20°C reduces to
at 40°C.
Each type of insulating material will have a different degree of resistance
change with temperature. Factors have been developed, however, to
simplify the correction of resistance values. Table II gives such factors for
rotating equipment, transformers and cable. You multiply the readings you
get by the factor corresponding to the temperature (which you need to
measure).
For example, assume you have a motor with Class A insulation and you get a
reading of 2.0 megohms at a temperature (in the windings) of 104°F (40°C).
From Table II you read across at 104°F to the next column (for Class A) and
obtain the factor 4.80. Your corrected value of resistance is then:
1
/2 megohm
2.0 megohms x 4.80 = 9.6 megohms
(reading (correction (corrected
at 104°F) factor for reading for
Class A 68°F or 20°C)
insulation
at 104°F)
A STITCH IN TIME 21
Page 23

Note that the resistance is almost five times greater at 68°F (20°C), as
compared to the reading taken at 104°F. The reference temperature for
cable is given as 60°F (15.6°C), but the important point is to be consistent
and correct to the same base.
TABLE II-Temperature Correction Factors*
ROTATING
TEMP. CABLES
EQUIP.
ϒC
ϒF
CLASS A
CLASS B
OIL-FILLED
TRANSFORMERS
CODE
NATURAL
CODE
GR-S
PERFORMANCE
NATURAL
HEAT RESIST.
NATURAL
HEAT RESIST. &
PERFORM. GR-S
OZONE RESIST.
NATURAL GR-S
VARNISHED
CAMBRIC
IMPREGNATED
PAPER
0
32
0.21
0.40
0.25
0.25
0.12
0.47
0.42
0.22
0.14
0.10
5
41
0.31
0.50
0.36
0.40
0.23
0.60
0.56
0.37
10
50
0.45
0.63
0.50
0.61
0.46
0.76
1.83
3.67
7.32
1.00
1.24
1.58
2.00
2.55
3.26
4.15
5.29
6.72
8.58
0.73
1.00
1.28
1.68
2.24
2.93
3.85
5.08
6.72
8.83
11.62
15.40
20.30
26.60
15.6
60
0.71
0.81
0.74
1.00
1.00
20
68
1.00
1.00
1.00
25
77
1.48
86
95
104
113
122
131
140
149
158
167
2.20
3.24
4.80
7.10
10.45
15.50
22.80
34.00
50.00
74.00
1.25
1.58
2.00
2.50
3.15
3.98
5.00
6.30
7.90
10.00
12.60
30
35
40
45
50
55
60
65
70
75
*Corrected to 20ϒ C for rotating equipment and transformers; 15.6ϒ C for cable.
1.40
1.98
2.80
3.95
5.60
7.85
11.20
15.85
22.40
31.75
44.70
1.47
2.27
3.52
5.45
8.45
13.10
20.00
14.60
29.20
54.00
116.00
0.58
1.00
1.53
2.48
4.03
6.53
10.70
17.10
27.85
45.00
73.00
118.00
193.00
313.00
0.26
0.49
1.00
1.75
3.29
6.20
11.65
25.00
41.40
78.00
0.20
0.43
1.00
1.94
4.08
8.62
18.20
38.50
81.00
170.00
345.00
775.00
0.28
0.43
0.64
1.00
1.43
2.17
3.20
4.77
7.15
10.70
16.00
24.00
36.00
22 A STITCH IN TIME
Page 24

Nomograph of temperature correction values for Megger readings
(corrected to 25°C). For rotating machinery with Class B insulation.
EFFECTS OF HUMIDITY
We have spoken at various points in this manual about the presence of
moisture in insulation and its very marked effect upon resistance values. You
might expect, therefore, that increasing humidity (moisture content) in the
surrounding (ambient) air could affect insulation resistance. And it can to
varying degrees.
If your equipment operates regularly above the dew-point temperature (the
temperature at which the moisture vapor in air condenses as a liquid), the
test reading normally will not be affected much by the humidity. Even if the
equipment to be tested is idle, the same is true – so long as its temperature is
kept above the dew point.
A STITCH IN TIME 23
Page 25

The aforementioned statement assumes that the insulation surfaces
are free of contaminants, such as certain lints and acids or salts,
which have the property of absorbing moisture (they’re called
“hygroscopic” or “deliquescent” materials by chemists). Their
presence could unpredictably affect your readings; they should be
removed before tests are made.
In electrical equipment we’re concerned primarily with the conditions on
the exposed surfaces where moisture condenses and affects the overall
resistance of the insulation. Studies show, however, that dew will form in the
cracks and crevices of insulation before it is visibly evident on the surface.
Dew-point measurements will give you a clue as to whether such invisible
conditions might exist, altering the test results.
As a part of your maintenance records, therefore, it’s a good idea to make
note at least of whether the surrounding air was dry or humid when the
test was made. Also, whether the temperature was above or below the
ambient. When you test vital equipment, record the ambient wet and dry
bulb temperatures, from which dew-point and percent relative or absolute
humidity can be obtained.
PREPARATION OF APPARATUS TO TEST
1. Take Out of Service
Shut down the apparatus. Open switches. De-energize. Disconnect from
other equipment and circuits, including neutral and protective (workmen’s
temporary) ground connections. See Safety Precautions, page 26.
2. Make Sure Just What is Included in the Test
Inspect the installation very carefully to determine just what equipment
is connected and will be included in the test, especially if it is difficult or
expensive to disconnect associated apparatus and circuits. Pay particular
attention to conductors that lead away from the installation. This is very
important, because the more equipment that is included in a test, the lower
the reading will be, and the true insulation resistance of the apparatus in
question may be masked by that of the associated equipment.
It is always possible, of course, that the insulation resistance of the complete
installation (without disconnecting everything) will be satisfactorily high,
especially for a spot check. Or, it may be higher than the range of the
24 A STITCH IN TIME
Page 26

Megger instrument in use, in which case nothing would be gained by
separating the components, because the insulation resistance of each part
would be still higher.
For an initial test, it may be necessary to separate the component parts, even
though labor and expense are involved, and test each one separately. Also
make a test of all the components connected together. With this information
on record, it may not be necessary to separate the components on future
tests unless unaccountably low readings are observed.
3. Discharge of Capacitance
It is very important that capacitance be discharged, both before and after
an insulation resistance test. It should be discharged for a period about four
times as long as test voltage was applied in a previous test.
Megger instruments are frequently equipped with discharge circuits for this
purpose. If a discharge function is not provided, a discharge stick should be
used. Leave high capacitive apparatus (i.e., capacitors, large windings, etc.)
short circuited until ready to re-energize.
4. Current Leakage at Switches
When apparatus is shut down for the insulation resistance test, make sure
that the readings are not affected by leakage over or through switches or
fuse blocks, etc. Such leakage may mask the true insulation resistance of the
apparatus under test. See Use of a Guard Terminal, page 50.
Or, what may be more serious, current from an energized line may leak into
the apparatus and cause inconsistent readings, particularly if the live line is
DC. However, such leakage usually can be detected by watching the pointer
of the Megger instrument at the moment the test leads are connected to
the apparatus and before the instrument is operated. Before making these
observations, be sure that all capacitance is discharged by short circuiting or
grounding the apparatus.
CAUTION: Never connect a Megger insulation tester to energized
lines or equipment. Never use the tester or any of its leads or
accessories for any purpose not described in this book.
A STITCH IN TIME 25
Page 27

SAFETY PRECAUTIONS
Observe all rules for safety when taking equipment out of service. Block out
disconnect switches. Test for foreign or induced voltages. Apply workmen’s
grounds.
Remember that when working around high voltage equipment there is
always a possibility of voltages being induced in apparatus under test
or lines to which it is connected, because of proximity to energized high
voltage equipment. Therefore, rather than removing a workmen’s ground in
order to make a test, it is more advisable to disconnect the apparatus, such
as a transformer or circuit breaker, from the exposed bus or line, leaving the
latter grounded. Use rubber gloves when connecting the test leads to the
apparatus and while operating the Megger instrument.
Apparatus Under Test Must Not Be Live!
See page 24 on Preparation of Apparatus for Test.
If neutral or other ground connections have to be disconnected, make sure
they are not carrying current at the time, and that when disconnected no
other equipment will lack necessary protection.
Pay particular attention to conductors that lead away from the circuit being
tested and make sure they have been properly disconnected from any source
of voltage.
Shock Hazard from Test Voltage
Observe the voltage rating of the Megger instrument and regard it with
appropriate caution. Large electrical equipment and cables usually have
sufficient capacitance to store up a dangerous amount of energy from the
test current. Make sure this capacitance is discharged after the test and
before handling the test leads. See also Discharge of Capacitance, page 25.
Explosion and Fire Hazard
So far as is known, there is no fire hazard in the normal use of a Megger
insulation tester. There is, however, a hazard when testing equipment
located in inflammable or explosive atmospheres.
26 A STITCH IN TIME
Page 28

Slight sparking may be encountered:
(1) When attaching the test leads to equipment in which the capacitance
has not been completely discharged
(2) During a test, arcing through or over faulty insulation
(3) Following a test when capacitance is discharged
CAUTION:
Do not use the instrument
in an explosive atmosphere.
Suggestions:
For (1) and (3): Arrange permanently installed grounding facilities and
test leads to a point where instrument connections can be made in a safe
atmosphere.
For (2): Use low-voltage testing instruments, or a series resistance.
For (3): Do not disconnect the test leads for at least 30 to 60 seconds
following a test, allowing time for capacitance discharge.
CONNECTIONS FOR TESTING INSULATION RESISTANCE
OF ELECTRICAL EQUIPMENT
The following diagrams show how to connect a Megger insulation tester to
various types of electrical equipment. The diagrams also show in principle
how equipment must be disconnected from other circuits before the
instrument is connected.
These illustrations are typical and will serve as guides for testing insulation
resistance of practically all types of apparatus and conductors.
Before proceeding with tests, read the article on Preparation of Apparatus
for Test, page 24.
REMEMBER! The Megger insulation resistance tester measures
whatever resistance is connected between its terminals. This may
include series or parallel leakage paths through insulation or over
its surface.
A STITCH IN TIME 27
Page 29

1. AC Motors & Starting Equipment
Figure 11
Connections for testing the insulation resistance of a motor, starting
equipment and connecting lines, in parallel. Note that the starter switch is
in the “on” position for the test. It is always preferable to disconnect the
component parts and test them separately in order to determine where
weaknesses exist.
2. DC Generators & Motors
Figure 12
With the brushes raised as indicated, the brush rigging and field coils can be
tested separately from the armature. Likewise the armature can be tested by
itself. With the brushes lowered, the test will be that of brush rigging, field
coils and armature combined.
28 A STITCH IN TIME
Page 30

3. Wiring Installation
Figure 13
Connections for testing to ground each circuit separately, working from the
distribution panel.
Figure 14
A STITCH IN TIME 29
Page 31

Connections at the main power board, from which point the entire
system can be tested to ground at one time, providing all switches in the
distribution panel are closed.
4. Appliances, Meters, Instruments & Miscellaneous Electrical Apparatus
Figure 15
Connections for testing an appliance. The test is made between the
conductor (the heating unit, motor, etc.) and exposed metal parts. The
apparatus must be disconnected from any source of power and placed on
some insulating material.
5. Control, Signaling & Communication Cables
Figure 16
Connections for testing insulation resistance of one wire in a multiconductor cable against all other wires and sheath connected together.
30 A STITCH IN TIME
Page 32

I6. Power Cables
Connections for testing the insulation resistance of a power cable. When
testing cable, it is usually best to disconnect at both ends in order to test
the cable by itself, and to avoid error due to leakage across or through
switchboards or panelboards. See also Use of Guard Terminal, page 50.
Figure 17
Figure 18
A STITCH IN TIME 31
Page 33

7. Power Transformers
Figure 19
Connections for testing insulation resistance of a transformer high voltage
winding and bushings, and the high tension disconnect switch, in parallel,
with reference to the low voltage winding and ground. Note that the low
voltage winding is grounded for this test.
8. AC Generators
Figure 20
With this connection, the insulation resistance will be that of the generator
stator winding and connecting cable combined. To test either the stator
winding or the cable itself, the cable must be disconnected at the machine.
32 A STITCH IN TIME
Page 34

ADDITIONAL NOTES ABOUT USING A MEGGER INSULATION TESTER
Testing Leads
Inferior or defective testing leads will cause erroneous and misleading results
of insulation resistance tests. Take care in this respect.
Uninsulated Leads
To avoid error due to the insulation of leads, place the Megger instrument
close to the ungrounded terminal or conductor of the apparatus under test
and connect a short piece of light bare wire directly from the Line terminal
of the instrument to the apparatus. If the Guard terminal is used, it may be
treated similarly. No. 18 or 20 gauge, solid wire will suffice. Support the lead
only by its connections to the instrument and the apparatus.
With this method of connecting from the Line terminal, the quality of the
insulation, if any, of the Earth or Ground lead becomes unimportant.
Insulated Leads
Where dependence is placed on the insulation of leads, they must be
durable and of the best quality insulating material. Oil resistant, synthetic,
rubber-insulated, single-conductor No. 14 stranded wire is recommended.
The outer jacket should be smooth, with no outer braid. Lugs should be
fitted for attaching to the instrument terminals, and stout spring clips are
recommended for connecting to the apparatus or circuit under test. Any
convenient length of lead may be used. Joints are to be avoided.
After connecting the leads to the instrument, and just before connecting
them to the apparatus, make sure there is no leak from lead to lead. Do this
by operating the instrument, which should read Infinity. Do not correct slight
lead leakage by attempting to reset the Infinity Adjuster on a high-range
instrument. Then touch the test ends of the leads together to make sure
they are not disconnected or broken.
Current testing with the high-range (50,000 megohms) Megger insulation
testers requires that the Line test lead be maintained at a high value so that
it will not enter into the measurement. The shielded test lead, with the shield
connected to Guard, prevents any leakages over its terminations or through
the lead insulating material, from being measured.
A STITCH IN TIME 33
Page 35

Instructions for Use
The untagged end of the shielded lead is to be connected to the Line and
Guard terminals of the Megger instrument – the end terminal to Line and
the side (shield) terminal to Guard. The clip on the Line lead is connected to
the apparatus under test in the regular way. The outboard Guard terminal
may be connected to that part of the apparatus under test which the user
wishes to guard. The conductor employed in making this connection must be
insulated for the voltage rating of the Megger instrument used.
Effect of Capacitance
Capacitance in apparatus under test must be charged up to the rated DC
voltage of the Megger insulation tester, and maintained for 30 to 60 seconds
before a final reading is taken. Make sure that capacitance is discharged,
by short circuiting and grounding the apparatus before connecting the test
leads. See Discharge of Capacitance, page 25.
NOTE: Capacitance causes the pointer to swing towards zero while the
instrument is being brought up to speed, and to swing off scale beyond
infinity when the generator is slowing down. This is simply the charge
flowing into and out of the capacitance and through the deflecting coil of
the ohmmeter.
Capacitance effects are most noticeable in large generators, in power and
communication cable more than a few hundred feet in length, and in
capacitors. In general, these effects are small with capacitance of less than
0.01 F. It becomes more noticeable as capacitance and/or the sensitivity
of the instrument increases. The heavy-duty series of Megger insulation
testers can be used on large capacitors with good results, particularly when
operated from the power line rather than the hand crank.
Operating Time
A very important consideration in making insulation resistance tests is the
time required for the reading of insulation resistance to reach a maximum.
The time required to charge the geometric capacitance is very short – usually
no more than a few seconds – and that which causes further delay in
reaching full charge is a dielectric absorption effect. It may be a matter of
minutes or even hours for this electrification time to be completed, and for
the pointer to reach an absolute maximum.
34 A STITCH IN TIME
Page 36

Short-Time Readings
For short-time readings of insulation resistance, operate the instrument for
a definite length of time, either 30 seconds or 1 minute, and read at the end
of that time. Continue cranking steadily at slip speed until the reading has
been taken. Make future tests with the same length of operating time.
Time-Resistance Method
When using a hand-cranked instrument, operate continuously for 1 minute.
Take a reading at the end of the first 30 seconds and another reading at the
end of the minute.
When using a motor-driven or rectifier-operated instrument, the time
intervals are usually 1 minute and 10 minutes from the time the testing
voltage is applied. Or, time-resistance curves may be taken over a period of
10 to 30 minutes or longer.
Voltage Scales
Some insulation testers may be supplied with a voltage scale to check for
the absence of voltage before insulation testing. As explained in the Safety
Precautions section, however, insulation testers should never be connected
to energized lines or equipment when operated in any of the Insulation Test
or Resistance Test modes.
A STITCH IN TIME 35
Page 37

INTERPRETATION-MINIMUM VALUES
Insulation resistance of electrical equipment is affected by many variables
such as the equipment design; the type of insulating material used, including
binders and impregnating compounds; the thickness of the insulation and
its area; cleanliness, moisture and temperature. For insulation resistance
readings to be a conclusive measure of the condition of the equipment
being tested, these variables must be taken into consideration.
After the equipment has been put into service, factors such as the design of
the equipment, the kind of insulating material used, and its thickness and
area cease to be variables, allowing minimum insulation resistance values
to be established within reasonable tolerances. The variables that must be
considered after the equipment had been put into service, and at the time
that the insulation resistance measurements are being made, are cleanliness,
moisture, temperature and mechanical damage (such as fractures).
Good Housekeeping
The most important requirements in the reliable operation of electrical
equipment are cleanliness, and the elimination of moisture penetration
into the insulation. This may be considered as good housekeeping, and
is essential in the maintenance of all types of electrical equipment. The
very fact that insulation resistance is affected by moisture and dirt, with
due allowances for temperature, makes the Megger insulation tester the
valuable tool that it is in electrical maintenance. It is at once a gauge of
cleanliness and good housekeeping as well as a detector of deterioration
and impending trouble.
What Readings to Expect – Periodic Tests
Several criteria for minimum values of insulation resistance have been
developed and are summarized here. They should serve as a guide for
equipment in service. However, periodic tests on equipment in service will
usually reveal readings considerably higher than the suggested minimum
safe values.
36 A STITCH IN TIME
Page 38

Therefore, it is strongly recommended that records of periodic tests be kept,
because persistent downward trends in insulation resistance usually give fair
warning of impending trouble, even though the actual values may be higher
than the suggested minimum safe values.
Conversely, allowances must be made for equipment in service showing
periodic test values lower than the suggested minimum safe values, so
long as the values remain stable or consistent. In such cases, after due
consideration has been given to temperature and humidity conditions at the
time of test, there may be no need for concern. This condition may be caused
by uniformly distributed leakages of a harmless nature, and may not be the
result of a dangerous localized weakness.
Here again, records of insulation resistance tests over a period of time reveal
changes which may justify investigation. The trend of the curve may be more
significant than the numerical values themselves.
The One-Megohm Rule
For many years one megohm has been widely used as a fair allowable lower
limit for insulation resistance of ordinary industrial electrical equipment
rated up to 1000 volts, and is still recommended for those who may not be
too familiar with insulation resistance testing practices, or who may not wish
to approach the problem from a more technical point of view.
For equipment rated above 1000 volts the one megohm rule is usually
stated as a minimum of one megohm per thousand volts. Although this
rule is somewhat arbitrary, and may be criticized as lacking an engineering
foundation, it has stood the test of a good many years of practical
experience. It gives some assurance that equipment is not too wet or dirty
and has saved many an unnecessary breakdown.
More recent studies of the problem, however, have resulted in formulas
for minimum values of insulation resistance that are based on the kind of
insulating material used and the electrical and physical dimensions of the
types of equipment under consideration.
A STITCH IN TIME 37
Page 39

MINIMUM VALUES FOR INSULATION RESISTANCE
Rotating Machinery
The IEEE guide, “Recommended Practices for Testing Insulation Resistance of
Rotating Machinery”, deals with the problem of making and interpreting
insulation resistance measurements for rotating machinery. It reviews the
factors which affect or change insulation resistance characteristics, outlines
and recommends uniform methods for making tests, and presents formulas
for the calculation of approximate minimum insulation resistance values for
various types of AC and DC rotating machinery. The guide states:
“The recommended minimum insulation resistance Rm for alternating-current
and direct-current machine armature windings and for field windings of
alternating-current and direct-current machines can be determined by:
R
= kV + 1
where:
= recommended minimum insulation resistance in megohms
R
m
at 40°C of the entire machine winding
kV = rated machine terminal to terminal potential, in kilovolts
In applications where the machine is vital, it has been considered good
practice to initiate reconditioning should the insulation resistance, having
been well above the minimum value given by Eq 2, drop appreciably to near
that level.”
It is recommended that those who operate and maintain rotating machinery
obtain copies of the IEEE publication, “Recommended Practices for Testing
Insulation Resistance of Rotating Machinery”, which can be obtained by
writing the IEEE at 345 East 47th St., New York, NY, 10017.
m
Bushings
In the case of outdoor oil circuit breaker bushings, experience has shown
that any bushing, with its assembled associated insulating members,
should, for reliable operation, have an insulation resistance value above
10,000 megohms at 20°C. This assumes that the oil within the tank is in
good condition, that the breaker is separated from its external connections
to other equipment, and that the porcelain weather shield is guarded.
This means that each component such as the stripped bushing itself,
cross-member, lift rod, lower arcing shield, etc., should have an insulation
resistance in excess of that value.
38 A STITCH IN TIME
Page 40

Any components which are superficially clean and dry and have values less
than 10,000 megohms are usually deteriorated internally, by the presence of
moisture or carbonized paths, to such an extent that they are not reliable
for good service unless reconditioned. This is particularly so when operating
under surge conditions such as during lightning disturbances. In the case of
the stripped bushing itself, the lower stem and upper weather shield must
be either perfectly clean or guarded before it is condemned as unreliable
because of an insulation resistance value less than 10,000 megohms.
What has been said for stripped oil circuit breaker bushings also applies
to bushings for other equipment, such as transformers. Since bushings
and other associated members have very high insulation resistance values
normally, a Megger insulation tester having a range of at least 10,000
megohms is necessary to test such equipment. Megger instruments having
ranges up to 50,000 megohms will permit observation of deteriorating
trends in bushings before they reach the questionable value of 10,000
megohms.
Cable and Conductors
Cable and conductor installations present a wide variation of conditions
from the point of view of the resistance of the insulation. These conditions
result from the many kinds of insulating materials used, the voltage
rating or insulation thickness, and the length of the circuit involved in the
measurement. Furthermore, such circuits usually extend over great distances,
and may be subjected to wide variations in temperature, which will have an
effect on the insulation resistance values obtained. The terminals of cables
and conductors will also have an effect on the test values unless they are
clean and dry, or guarded.
The Insulated Cable Engineers Association (ICEA) gives minimum values
of insulation resistance in its specifications for various types of cables and
conductors. These minimum values are for new, single-conductor wire and
cable after being subjected to an AC high voltage test and based on a DC
test potential of 500 volts applied for one minute at a temperature
of 60°F.
A STITCH IN TIME 39
Page 41

These standard minimum values (for single-conductor cable) are based on
the following formula:
R = K log
D/
10
d
where:
R = megohms per 1000 feet of cable
K = constant for insulating material
D = outside diameter of conductor insulation
d = diameter of conductor
Minimum Values of K at 60° F.
Insulation Type
Impregnated Paper ................................................................... 2,640
Varnished Cambric .................................................................... 2,460
Thermoplastic-Polyethylene ........................................ above 50,000
Composite Polyethylene ......................................................... 30,000
Thermoplastic-Polyvinyl:
Polyvinyl Chloride 60°C ........................................................ 500
Polyvinyl Chloride 75°C ..................................................... 2,000
Grade Natural Rubber Synthetic Rubber
Code ...............................................................................................950
Performance ....................................... 10,560 ............................2,000
Heat Resistant..................................... 10,560 ............................2,000
Ozone Resistant...................... 10,000 (Butyl) ............................2,000
Kerite ..........................................................................................4,000
See pages 44 and 45 for Tables of Log
D/
10
d
40 A STITCH IN TIME
Page 42

The insulation resistance of one conductor of a multiconductor cable to all
others and sheath is:
R = K log
D/
10
d
where:
D = diameter over insulation of equivalent single-conductor cable
= d + 2c + 2b
d = diameter of conductor (for sector cables d equals diameter
of round conductor of same cross-section)
c = thickness of conductor insulation
b = thickness of jacket insulation
(all dimensions must be expressed in same units)
Transformers
Acceptable insulation resistance values for dry and compound-filled
transformers should be comparable to those for Class A rotating machinery,
although no standard minimum values are available.
Oil-filled transformers or voltage regulators present a special problem in that
the condition of the oil has a marked influence on the insulation resistance
of the windings.
In the absence of more reliable data the following formula is suggested:
R = CE
√kVA
R = minimum 1-minute 500-volt DC insulation resistance in megohms
from winding to ground, with other winding or windings guarded,
or from winding to winding with core guarded
C = a constant for 20°C measurements
E = voltage rating of winding under test
kVA = rated capacity of winding under test
For tests of winding to ground with the other winding or windings
grounded, the values will be much less than that given by the formula.
R in this formula is based on dry, acid-free, sludge-free oil, and bushings
and terminal boards that are in good condition.
A STITCH IN TIME 41
Page 43

Values of C at 20°C
60-Hertz 25-Hertz
Tanked oil-filled type 1.5 1.0
Untanked oil-filled type 30.0 20.0
Dry or compound-filled type 30.0 20.0
This formula is intended for single-phase transformers. If the transformer
under test is of the three-phase type, and the three individual windings are
being tested as one, then:
E = voltage rating of one of the single-phase windings
(phase to phase for delta connected units and phase to
neutral for star connected units)
kVA = rated capacity of the completed three-phase winding under test
TESTS USING MULTI-VOLTAGE MEGGER INSULATION TESTERS
Maintenance practice trends indicate the value of testing insulation with
DC voltages at levels somewhat higher than the peak value of the rated AC
voltage of the equipment being tested. Such DC tests have in some cases
been shown to reveal non-destructively incipient weaknesses in insulation
which could not otherwise be found, except possibly by partial discharge
detection at non-destructive AC test voltage levels.
The technique involves the application of two or more DC voltages, and
critically observing any reduction of insulation resistance at the higher
voltage. Any marked or unusual reduction in insulation resistance for a
prescribed increase in applied voltage is an indication of incipient weakness.
It is important to mention that the merits of this technique arise from more
recent investigations which indicate that rather high DC voltage can be used
to detect weaknesses without damaging the insulation. The maximum value
of voltage which should be used will depend largely on the cleanliness and
dryness of the insulation to be tested.
In making tests on insulation at such DC voltages, the ohmmeter method
has at least two advantages. First, prescribed fixed voltages are switched
into use, and one instrument measurement made with the direct reading
ohmmeter. This is a simple and reproducible method compared to one in
which many choices of voltage are available. Another important advantage
42 A STITCH IN TIME
Page 44

of the ohmmeter can be explained by referring to Fig. 21. In this figure, the
change which may occur in leakage current after the absorption current has
disappeared is shown plotted in terms of insulation resistance against three
different voltages. Note that there is no change in resistance shown in the
figure between 500 and 1000 volts, indicating no change in the insulation
as a result of applying these two voltages. This is an assumption, but is a
condition which is not uncommon in practice. If the insulation continues to
be stable at 2500 volts, there will be no change in the insulation resistance
value obtained, which is shown by the dotted extension of the horizontal
line in the figure. When non-linear conditions appear at a higher voltage, the
voltage resistance curve reveals this very clearly by a lower resistance value,
indicated by the downward curve in the figure. The figure, therefore, reveals
the simplicity of determining the change in insulation stability by using three
fixed voltages which are easily reproducible when making three-voltage tests
on a routine basis.
Figure 21
We wish to emphasize that the curve in Fig. 21 indicates the resistance
change due to leakage current only, and not the absorption current which
may appear for a period of time with each change in voltage. It may be
necessary to wait an appreciable amount of time after each voltage change
for the absorption current to disappear before taking a reading.
A STITCH IN TIME 43
Page 45

129.
238.
847.
966.
055.
515.
084.
844.
614.
283.
453.
723.
103.
722.
612.
891.
381.
271.
761.
361.
551.
841.
672.
952.
052.
431.
3990.
521.
711.
801.
498.
608.
327.
546.
925.
594.
064.
924.
893.
563.
733.
113.
682.
668.
977.
896.
126.
605.
364.
044.
904.
973.
743.
023.
592.
172.
638.
157.
076.
495.
384.
054.
814.
883.
953.
823.
203.
872.
552.
408.
027.
146.
665.
354.
624.
593.
663.
833.
903.
482.
162.
SEHCNI–SSENKCIHTNOITALUSNI
077.
686.
906.
735.
134.
104.
173.
343.
613.
D
d
10
VALUES OF LOG
237.
156.
575.
505.
304.
373.
543.
813.
392.
196.
116.
835.
074.
373.
643.
813.
392.
962.
546.
865.
894.
234.
043.
413.
982.
562.
342.
495.
025.
354.
293.
503.
182.
752.
632.
512.
542.
422.
402.
735.
764.
404.
743.
762.
074.
504.
843.
692.
522.
740. 360. 870. 490. 901. 521. 141. 651. 271. 881. 302. 912. 432.
293.
433.
382.
932.
.loS
412101
.rtS
8
6
.M.Cro
.G.W.A
681.
602.
781.
171.
551.
54321
832.
242.
122
882.
462.
.
322.
402.
762.
442.
402.
581.
442.
322.
381.
661.
022.
102.
161.
641.
591.
771.
86
831.
521.
251.
1.
931.
621.
411.
201.
0/1
0/2
0/3
512.
402.
781.
371.
361.
751.
451.
641.
041.
262.
642.
922.
302.
391.
671.
361.
842.
232.
612.
332.
812.
302.
812.
402.
981.
202.
981.
571.
781.
371.
061.
861.
751.
541.
151.
041.
031.
231.
321.
311.
3690.
311.
401.
3290.
4580.
7870.
000,052
000,003
0/4
351.
091.
181.
561.
251.
341.
771.
861.
351.
141.
331.
461.
551.
141.
031.
221.
051.
241.
921.
911.
111.
631.
821.
611.
701.
001.
2590.
8880.
121.
411.
301.
5990.
1090.
3580.
9670.
601.
7980.
5480.
3670.
0070.
6860.
1370.
8860.
0260.
000,053
000,004
000,005
000,006
000,007
721.
841.
441.
731.
131.
911.
931.
531.
821.
221.
111.
921.
521.
021.
311.
301.
3490.
811.
511.
801.
401.
4990.
8490.
6580.
801.
501.
1790.
3490.
5980.
1580.
0770.
1680.
6380.
3970.
5570.
1860.
9470.
7270.
7860.
6560.
0950.
5660.
4460.
0850.
1550.
0050.
000,05
000,008
000,009
000,000,1
000,052,1
7
4390.
611.
011.
301.
5690.
4780.
011.
301.
4590.
8980.
2180.
201.
6490.
9980.
0380.
0570.
0780.
0180.
1670.
7860.
9870.
43
1960.
3260.
70.
8070.
8560.
9160.
8550.
5260.
1850.
6450.
2940.
1450.
2050.
2740.
5240.
6540.
3240.
7930.
7530.
000,005,1
000,057,1
000,000,2
000,005,2
Values continued on next page.
44 A STITCH IN TIME
Page 46

498.
067.
027.
876.
088.
647.
707.
666.
668.
437.
496.
356.
158.
027.
086.
046.
229.
638.
607.
766.
SEHCNI–SSENKCIHTNOITALUSNI
609.
D
d
10
VALUES OF LOG
988.
178.
358.
438.
418
397.
526.
256.
316.
128.
996.
736.
895.
408.
676.
226.
385.
787.
066.
606.
865.
077.
346.
985.
155.
157.
626.
275.
535.
137.
806.
455.
715.
217.
095.
525.
094.
754.
524.
204.
973.
953.
343.
713.
792.
182.
372.
762.
552.
046.
206.
165.
415.
084.
744.
514.
293.
963.
053.
433.
903.
826.
095.
945.
205.
964.
634.
504.
516.
875.
835.
306.
565.
525.
985.
355.
315.
675.
04
105.
5.
265.
625.
784.
745.
215.
474.
235.
794.
164.
615.
284.
544.
005.
664.
134.
384.
054.
514.
383.
194.
854.
524.
593.
373.
974.
644.
414.
483.
363.
664.
534.
304.
373.
253.
454.
224.
293.
263.
243.
144.
014.
083.
153.
133.
824.
793.
763.
933.
023.
414.
483.
553.
723.
903.
993.
073.
243.
513.
692.
583.
653.
923.
203.
482.
982.
063.
143.
623.
103.
182.
153.
233.
713.
292.
372.
143.
323.
803.
482.
562.
133.
313.
892.
572.
652.
123.
303.
982.
662.
842.
013.
392.
972.
752.
932.
003.
382.
962.
842.
032.
982.
272.
952.
832.
122.
872.
262.
942.
822.
212.
662.
052.
632.
812.
302.
542.
522.
012.
791.
781.
071.
372.
662.
062.
942.
932.
912.
402.
191.
181.
561.
662.
952.
252.
242.
232.
212.
791.
581.
671.
061.
852.
152.
542.
432.
522.
602.
091.
081.
071.
651.
991.
581.
471.
461.
052.
342.
732.
722.
812.
242.
632.
032.
912.
112.
432.
822.
222.
212.
302.
522.
022.
412.
402.
691.
712
112.
602.
691.
981.
.
902.
302.
891.
981.
181.
991.
491.
981.
081.
371.
191.
581.
081.
271.
561.
05
1.
291.
971.
861.
951.
441.
681.
271.
261.
351.
931.
971.
661.
551.
541.
431.
271.
951.
941.
141.
821.
561.
351.
341.
531.
221.
751.
641.
631.
821.
711.
051.
931.
031.
221.
111.
052. 662. 182. 792. 313. 823. 443. 953. 573. 193. 704. 224. 834.
549.
658.
.loS
.M.Cro
.G.W.A
412101
A STITCH IN TIME 45
535.
005.
664.
334.
54321
993.
963.
243.
513.
982.
272.
452.
932.
000,003
000,053
000,052
0/1
0/2
0/3
0/4
177.
196.
075.
.rtS
8
6
181.
671.
271.
461.
751.
241.
231.
321.
722.
802.
391.
0
000,007
000,057
000,008
000,009
000,005
000,006
00,004
000,000,1
611.
000,052,1
000,005,1
000,057,1
000,000,2
501.
000,005,2
Page 47

To better understand the technique of making insulation resistance tests at
two or more voltages, the following steps are suggested, using an industrial
or traction motor classed in the 300- to 1000-volt range as an example:
1. Make a one-minute Megger instrument test at 500 volts to serve as a basis
of comparison for subsequent steps.
2. After a careful cleaning operation make a second 500-volt test to
determine the effectiveness of the cleaning.
3. If the one-minute insulation resistance value is subnormal, or if the 60
second/30 second insulation resistance ratio is no greater than one at this
point then a drying operation may be desirable before using a higher
test voltage. However, making another test at 1000 volts and comparing
these readings with those from the 500-volt test will help in determining
the need for drying. If the 1000-volt test value is appreciably less than
that at 500 volts, then a drying operation should be performed. On the
other hand, if the 1000-volt and 500-volt test values are approximately
the same, it is reasonable to assume that the decision to perform a drying
operation can be deferred until after the next step.
4. Make a Megger instrument test at 2500 volts. If there is no appreciable
difference in the 500- and 2500-volt test values, good evidence exists that
the motor in question is in reliable condition as far as its insulation is
concerned. On the other hand, if there is an appreciable difference in the
two, there is good evidence that more thorough reconditioning is called
for. If the insulation fails under the 2500-volt test, after following steps 1,
2 and 3, we believe there is a likelihood that the motor in question would
fail in service even though an attempt were made to recondition it on the
basis of low-voltage tests only.
The multi-voltage method can also be helpful in determining the presence
of excessive moisture in the insulation of equipment rated at voltages
equivalent to or greater than the highest voltage available from the multivoltage Megger instrument being used. In other words, even though the
highest Megger instrument voltage available does not stress the insulation
beyond its rating, a two-voltage test can, nevertheless, often reveal the
46 A STITCH IN TIME
Page 48

presence of moisture. If the insulation resistance is first tested on the shorttime reading basis (first at one voltage level and then at a higher potential),
a lower value of insulation resistance at the higher DC test voltage usually
indicates the presence of moisture. The applied voltages should preferably be
in the ratio of 1 to 5. Experience has indicated that a change of 25% in the
insulation resistance value, with a 1 to 5 ratio in test voltages, is usually due
to the presence of an excessive amount of moisture.
This method is not based on a dielectric absorption phenomena, but it does
relate to the Evershed Effect. As with time-resistance measurements, the
multi-voltage method of testing insulation resistance has increased value
when made on a periodic or scheduled basis.
Figure 22-Time Resistance Test Forms
A STITCH IN TIME 47
Page 49

STEP-VOLTAGE METHOD
In this method, you need a multi-voltage Megger instrument to apply two
or more voltages in steps, like 500 volts and then 1000 volts. You look for
any reduction of insulation resistance at the higher voltage. If the resistance
is lower, it’s a sign of an insulation weakness that shows up only at the
higher voltage. Fig. 23 shows an example in which, instead of progressively
increasing the voltage, you first test at a low voltage (such as 500 volts) and
then, after discharging the sample, you test again at a higher voltage (such
as 2500 volts). Any difference in the two tests in terms of megohms will show
signs of weakness at the higher voltage – a warning to investigate further.
As the conditions within the sample deteriorate, the higher-voltage plot, as
shown in Fig. 23, will reduce in megohms compared to the lower-voltage
one, and its upward slope will be less.
Figure 23-Typical curves with the “step-voltage” test.
The theory behind the step-voltage technique is a bit complex, but we’ll try
to keep it simple. Moisture and dirt in insulation are usually revealed by tests
at voltages far below those expected in service. However, effects of aging or
mechanical damage in fairly clean and dry insulation may not be revealed at
such low stress.
48 A STITCH IN TIME
Page 50

Now, when the voltage is increased in steps to produce electrical stresses
which approach or exceed those encountered in service, then local weak
spots influence the overall insulation resistance more and more. The
resistance of such local faults generally decreases rapidly as the electrical
stress in them increases beyond a certain limit. The plot of consecutive
Megger instrument readings clearly shows the sharp drop when this occurs
(see Fig. 24).
Figure 24-Test curves by the step-voltage method, comparing results with good and bad insulation.
Curve 1 (lower plot) shows definite drop in resistance with increasing voltage, indicating a problem.
Curve 2 (upper plot) shows conditions found in the same motor winding after cleaning, baking and
impregnating operation.
A STITCH IN TIME 49
Page 51

You only need to keep the test voltage constant between steps for about
60 seconds. This short period will not affect the trend in resistance change.
The timed period, however, should always be the same for a given piece
of equipment. All the absorption current may not have disappeared in this
time, but your resistance measurements will be made on the same basis and
therefore will be meaningful. Your results are independent of the insulation
material and its temperature because you’re looking at the change in
resistance – not the absolute resistance values.
As is true with the spot-reading and time-resistance measurements, the
step-voltage method is more valuable to you when repeated on a periodic,
scheduled basis.
The step-voltage method is particularly useful in determining the presence
of excessive moisture or other contaminants in the insulation of equipment
that is rated at voltages equivalent to or greater than the highest voltage
available in your multi-voltage Megger instrument. In other words, even
though your highest voltage does not stress the insulation beyond its rating,
a two-voltage test can, nevertheless, often reveal the presence of such
contaminants.
For example, assume that you first test insulation resistance on a short-time
reading basis – at a voltage of 500 VDC, and then at a higher potential of,
say, 2500 VDC. Even though the latter voltage may be nominal in relation to
the voltage rating of your equipment, a lower value of insulation resistance
at the higher test voltage usually indicates the presence of contaminated
fractures or other leakage paths through the insulation to ground.
The applied voltages should preferably be in the ratio of 1 to 5 or greater
(500 and 2500, for example). Results to date show that a change of 25%
in the insulation resistance value, with a 1 to 5 ratio in test voltages, is
usually due to the presence of an excessive amount of moisture or other
contaminant.
USE OF A GUARD TERMINAL
All Megger insulation testers having ranges of 1000 megohms and higher
are equipped with Guard terminals. The purpose of this terminal is to
provide facilities for making a three-terminal network measurement, so that
the resistance of one of two possible paths can be determined directly. It
has the further or secondary purpose of providing a source of DC voltage of
good regulation and of limited current capacity.
50 A STITCH IN TIME
Page 52

The insulation of all electrical apparatus has two conducting or leakage
paths – one through the insulating material and the other over its surfaces.
By providing a third test terminal in the path of the surface leakage, it is
separated into two parts, forming a three-terminal network as shown in
Fig. 25a. In practice, this third terminal may be provided as shown in
Figures 26 to 38.
Figure 25a
Figure 25b
Figure 26-Showing how to use the Guard terminal to eliminate the effects of surface leakage across
exposed insulation at one end of a cable. See also Figures 28, 30 and 31.
A STITCH IN TIME 51
Page 53

There are also cases, such as found in two winding transformers or multiconductor cables, where a three-terminal network is formed as shown in
Fig. 25b. Figures 30 and 33 and others show practical applications of this
form of three-terminal network.
In making a three-terminal test involving only one measurement, the Line
terminal of the Megger instrument is connected to Terminal 1, Fig. 25a, the
Guard terminal to Terminal 3, and the Earth terminal to Terminal 2. This will
give the true value of r
, provided r23 and r13 are not too low in value. The
12
leg r23, which is connected across the Megger instrument generator, should
be about 1 megohm or higher to prevent excessive load on the generator,
and maintain satisfactory generator voltage.
In using the Guard terminal, particularly in the case of motor-driven or
rectifier-operated Megger instruments, also make certain that there is no
chance of an arc-over between the guarded terminal of the sample and
ground. Such an arc-over may cause undesirable arcing at the commutator of
the instrument generator.
The leg r
, which shunts the Megger deflecting coil, should be at least 100
13
megohms for a measuring accuracy of approximately 1%. The 1% accuracy
figure is based on the R' ballast resistor being 1 megohm, which is typical.
For more precise determinations of accuracy, obtain the exact value of R' by
writing to Megger and giving the serial number of the instrument in use.
Figure 27-Showing how to use the Guard connection to eliminate the effects of surface leakage
across exposed insulation at both ends of a cable when a spare conductor in the cable is available for
completing the Guard connection.
52 A STITCH IN TIME
Page 54

Figure 28-Showing use of the Guard connection to eliminate the effect of leakage to ground, as in
Figure 26, and also the effect of leakage to adjacent conductors. Note that the Guard wire is wrapped
around the exposed insulation and also is connected to the adjacent conductors.
Do not confuse this diagram with Figure 26, where the Guard wire goes only to the exposed
insulation, and the adjacent conductors are grounded.
Figure 29-To eliminate the effect of surface leakage in measuring the true resistance of an insulating
member, such as a lift rod in a circuit breaker.
A STITCH IN TIME 53
Page 55

The highest accuracy is desired in cases as shown in Fig. 25a, or where
the true resistance of each leg is wanted as in the case of Fig. 25b, three
measurements are required and the following equations are used:
r
= R12 R13 – (R')
12
2
R13 + R'
r23 = R12 R23 – (R')
R
r13 = R12 R13 – (R')
2
+ R'
12
2
R12 + R'
where R
, R23 and R13 are the actual readings in megohms measured across
12
the terminals of the network which are connected to the Line and Earth
terminals of the Megger instrument with Terminals 3, 1 and 2 respectively
connected to the instrument Guard terminal. R' is the value of the ballast
resistance in megohms of the instrument in use. In making these three
measurements, do no connect the Line terminal of the instrument to the
grounded terminal of the network, as any leakage over the instrument case
between the Earth terminal and ground will shunt the resistance being
measured.
BUSHINGS, POTHEADS AND INSULATORS
Figure 30-Connections for testing insulation resistance between one wire and ground, without being
affected by leakage to other wires. Note use of Guard connection.
54 A STITCH IN TIME
Page 56

Figure 31-Connections for testing insulation resistance between one wire and all other wires
connected, without being affected by leakage to ground.
Figure 32-Showing use of spring collar as a Guard connection to eliminate the effects of surface
leakage. The device under test must be disconnected from all other equipment.
A STITCH IN TIME 55
Page 57

Figure 33-Connections for testing insulation resistance of a transformer high voltage winding and
bushings, and the high tension disconnect switch in parallel with reference to ground but without
being affected by leakage between the high and low voltage windings through use of the Guard
connection.
Figure 34-Connections for testing insulation resistance between high and low voltage windings
without being affected by leakage to ground.
56 A STITCH IN TIME
Page 58

OUTDOOR OIL CIRCUIT BREAKERS
The four illustrations (Fig. 35 through 38) show the usual methods of testing
bushings and associated parts of an outdoor oil circuit breaker, and the
accompanying table indicates the test procedure by steps.
If the test values are below 10,000 megohms in any of the four steps, the
tank should be lowered or drained so that the excessive losses can be
isolated by further tests and investigations. If the test values are below
50,000 megohms in test #1, the trend of the condition of the particular
bushing involved should be watched by making more frequent tests.
Test
1
2
3
4
Breaker
Position
open
open
open
close
Bushing
Energized
1 (2 to
guard)
1
1 & 2
1 & 2
Bushing
Guarded
1
1
1 & 2
1 & 2
Bushing
Grounded
……
2
……
……
Part
Measured
Bushing 1
Bushing 1 in parallel
with cross member
Bushing 1 & 2 in
parallel
Bushing 1 & 2 in
parallel with lift rod
A STITCH IN TIME 57
Page 59

Figure 35-Step 1
Figure 36-Step 2
58 A STITCH IN TIME
Page 60

Figure 37-Step 3
Figure 38-Step 4
A STITCH IN TIME 59
Page 61

SETTING UP A MAINTENANCE PROGRAM
To start insulation testing there is one general rule: Put first things first.
That is, review all the electrical equipment and classify it as to relative
importance. For example, if that AC motor failed in department A, how
would it affect overall plant production? Your production people can
certainly help in this and should be vitally interested in the idea.
If time permits at the start, test every piece of electrical equipment and
make out a record card. Possibly at first you will have to combine several
units but it will pay in the long run to have test records for each individual
unit. Then, if insulation weaknesses do show up, your job of tracking down
the offending part will be easier.
Shown in Fig. 40 is one form of test record card, which is available from
Megger. Following is the type of information, which becomes more valuable
to you as tests are repeated at intervals:
1. Name and location of the equipment
2. Dates and values of test results (record actual reading at the time
of test)
3. Range, voltage, and serial number of the Megger instrument used
4. Temperature of the apparatus (also, particularly for large units,
wet and dry bulb temperatures – for humidity and dew-point
determinations)
5. Insulation resistance measurement corrected for temperature
6. A plot of consecutive readings to show trend and enable you to
anticipate failures
Figure 40
60 A STITCH IN TIME
Page 62

HOW OFTEN SHOULD YOU TEST?
That depends upon the size and complexity of your plant. Even identical
units can differ in the required check periods; experience is your best guide.
In general, however, working apparatus – motors, generators etc. – are more
likely to develop insulation weaknesses, as compared to wiring, insulators
and the like. A test schedule for working equipment should be established,
varying from every 6 to 12 months, depending on the size of equipment
and severity of the surrounding atmospheric conditions. For wiring and the
like, tests once a year are generally sufficient, unless the plant conditions are
unusually severe.
A STITCH IN TIME 61
Page 63

MEGGER 5 kV & 10 kV INSULATION TESTERS
Where critical, high-capital equipment is involved, the introduction
of new and improved insulating materials is re-writing the book on
insulation testing. Equipment with operating voltages above 1 kV requires
commensurately higher test voltages. Modern materials, when new or
early in their life cycles, can have insulation values into ranges that were
previously unmeasured. Your old insulation tester may not be fully adequate
to meet the demands of a rigorous and thorough program of preventive/
predictive maintenance on modern equipment.
To be fully in conformance with the most modern testing requirements,
Megger offers a family of the highest quality insulation testers at voltages
above 1 kV. At the core of high-voltage testing...5 kV...the MIT510 and
MIT520 afford the highest level of quality testing along with prime safety,
convenience and portability. MIT510 offers selectable test voltages at
250, 500, 1000, 2500, and 5000 V, thereby making the tester suitable for
applications otherwise performed with a standard handheld model, in
addition to the more demanding high-voltage applications. The MIT520
increases the functionality by permitting test voltage to be set in any
10 V increment from 50 V to 1 kV, then in 25 V steps all the way to 5 kV.
The testers measure to 15 Tera-ohms, thereby making them fully suitable
for critical installation tests and establishment of reliable base data for new
high-capital equipment. Test results are displayed on Megger’s patented
electronic digital/analog arc, thereby affording the precision and assurance
of a digital reading combined with the tell-tale pointer travel normally
reserved for mechanical movements.
62 A STITCH IN TIME
Page 64

The new 5 kV insulation resistance testers from Megger are designed
specifically to assist you with the testing and maintenance of high voltage
electrical equipment.
n Mains or battery powered
n Digital/Analog backlit display
n Selectable test voltage from 250 to 5000V
n Automatic IR test
n Measures to 15 TW
n Complete with calibration certificate
Megger MIT510
The new 10 kV insulation resistance
testers from Megger are also designed
specifically to assist you with the testing
and maintenance of high voltage electrical
equipment.
All cases are rugged and easy to carry,
being made of tough polypropylene and
achieving an ingress protection rating
of IP65.
n Mains or battery powered
n Digital/analog backlit display
n Variable test voltage from 50 V to 10 kV
n Automatic IR, PI, DAR, SV and DD tests
n Measures to 15 TW (5 kV) and 35 TW (10 kV)
n RS232 and USB download of results
Megger MIT1020
A STITCH IN TIME 63
Page 65

MEGGER MIT400 SERIES
A new line of high performance testers rated to CAT IV
600 V provides greater safety when testing at higher
voltage levels.
The MIT400 Series offer test voltages from 10 to 1000
V, and includes a special user-selectable 10 V to 100 V in
1 V increments tester for low voltage insulation testing
requirements. The units include an exceptional insulation
resistance measurement range that extends from 20
Gigohms to 200 Gigohms, with the option to display
the insulation test voltage or leakage current on the
secondary display.
Megger MIT410
Timed insulation testing for PI and DAR testing is
available on certain models. A 200 mA continuity
measurement is available with a 0.01-ohm resolution for fast accurate cable
resistance measurement. This can be set to 20 mA where conformity to
electrical testing regulations is not required, extending battery life.
MEGGER MIT300 SERIES
The MIT300 Series is designed along Megger’s familiar principle of ascending
features with no loss of basic quality. Five models comprise the family, each
built on a basic design ensuring the quality and reliability that are Megger’s
trademarks. MIT300 is the simplest model, offering core functions of highest
quality but no additional features that may prove redundant in basic
applications. For applications where a 1 kV test must be avoided, the MIT300
offers a 250 and 500 V test only. Combined with continuity and voltage
warning, plus all the convenience and safety features that distinguish the
family, this is the model of choice for the simplest applications.
If basic function is still
the goal but a 1 kV test
required, the MIT310 is
the perfect fit. With the
possibility of working
at higher voltages, safe
operation has been further
enhanced by the inclusion of
a default voltmeter.
64 A STITCH IN TIME
Megger MIT300 Series
Page 66

For those who prefer the traditional mechanical analog type of instrument,
the MIT310A offers everything in the MIT310, but with a moving coil display.
The analog display is enhanced by black decals on a white background, to
give high contrast and improved visibility.
The family is completed by the full-featured MIT320 and MIT330. The
former adds a kilohm range for measurements between the extremes of
continuity and high voltage. With this feature, measurements can be made
continuously from 0.01 W to 999 MW. A backlit display is further enhanced
by backlit selections, to make both the setup and results visible in poor light.
The MIT320 also offers audible alarms on both the continuity and megohm
ranges, adjustable across the entire range.
Finally, the MIT330 offers everything described in the MIT320, plus storage of
up to 1000 results, downloading through a USB port via included software,
and a display indication of remaining memory.
MEGGER MIT200 SERIES
Need only basic 1 kV insulation and continuity testing,
with economy a paramount consideration? No need
to sacrifice! Megger offers the only top quality line of
inexpensive testers on the market...the MIT200 Series.
Though designed with economy in mind, these testers
offer no loss of the quality and reliability that the
name Megger implies. Furthermore, there has been
no sacrifice of safety, which is a serious problem with
inexpensive testers that have cut cost at the risk of arc
flash and operator error.
Megger MIT230
Four models are available, differing only in the test
voltages offered: MIT200 is a 500 V model for standard
applications; MIT210 is a 1 kV model where higher test
voltage is in order; MIT220 offers two voltages, 250
and 500, for more sensitive applications where a 1 kV
test is to be avoided; for full-spectrum applications,
MIT230 offers all three voltages, 250, 500 and 1 kV.
A STITCH IN TIME 65
Page 67

Megger makes more than just
insulation resistance testers
Megger also makes high quality instruments for the following
electrical testing applications:
n
Earth/Ground Testing
n
Relay Testing
n
Oil Testing
n
Circuit Breaker Testing
n
Power Quality Analysis
n
Low Resistance Testing
n
Battery Testing
n
Watthour Meter Testing
n
Transformer Testing
n
Cable Fault Testing
n
Power Factor Testing
n
Hi Pot Testing
Megger manufactures electrical test and maintenance instruments for
electric power, process manufacturing, building wiring, engineering
services and communications.
Visit our website for local assistance worldwide at www.megger.com.
2 A STITCH IN TIME
The word “Megger” is a registered trademark.
4500082285-5_11-25k
 Loading...
Loading...