

Page 1
Installation Manual IM 685-3
SuperMod™ Forced Draft Gas Fired Furnace
on Daikin McQuay Rooftop Systems
FC ****A* with RM7897A Flame Safeguard
Group: Applied Air
Part Number: IM 685
Date: August 2012
© 2012 McQuay International
Page 2

Table of Contents
General .....................................3
Warranty Exclusion...........................3
Ventilation & Flue Pipe Requirements ............3
Factory Mounting ............................3
Factory Checkout ............................3
Installation...................................4
General....................................4
Flue Box ...................................4
Wind Deector ..............................4
Electrical ...................................5
Gas Pressure Requirements....................5
Gas Piping .................................5
Valve & Regulator Venting .....................6
Gas Piping Routing Into Unit....................6
Typical Piping Connections.....................7
Gas Piping (Models 150 thru 200) ...............7
Gas Piping within the Vestibule..................7
Field Gas Piping Required .....................7
Condensate Drain............................8
Vestibule (Models 150 thru 200).................8
Start-Up & Operating Procedures ...............9
Start-Up Responsibility ........................9
Start-Up Procedure...........................9
About This Burner............................9
Start-Up Preliminary . . . . . . . . . . . . . . . . . . . . . . . . .10
Preliminary “Dry” Run ........................10
Flame Start-Up . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Modulate Firing Rates........................11
Combustion Tests ...........................11
Cycle the Unit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Record Data ...............................11
Typical Sequence of Operation (20-1 gas burner)
for MicroTech® III Control System ...............13
Typical Sequence of Operation (20-1 gas burner)
with no MicroTech III Control System . . . . . . . . . . . .15
Service.....................................16
Flame Safeguard ...........................16
General...................................17
Gun Assembly..............................17
Flame Rod Adjustment . . . . . . . . . . . . . . . . . . . . . . . 17
Gun Assembly Removal and Installation .........17
Flame Rod Installation .......................18
Ignition Electrode Adjustment ..................18
Air and Gas Adjustments .....................18
Gas Supply Pressure ........................18
High Pressure Regulator......................18
Gas Adjustments............................18
Air Adjustments.............................18
Air and Gas Control Linkage...................19
Actuator Crankarm ..........................20
Switch Adjustment...........................20
Altitude Considerations.......................20
Gas Valve Pressure Regulator Adjustment........20
Adjustment Procedure for Parallel Valves.........20
Check Manifold Pressure at Minimum Rate . . . . . . .21
Combustion Testing .........................21
Verify Input Rate............................21
Check CO2, CO & Stack Temperature ...........22
Cleaning Heat Exchangers....................22
Leakage Symptoms .........................23
Checking for Leaks..........................23
Causes of Failures ..........................24
Replacing Heat Exchanger....................24
Furnace Condensation . . . . . . . . . . . . . . . . . . . . . . .24
Rear Inspection Cover .......................25
Combination Fan And Limit Control .............25
Replacing “White Rogers” Fan Limit Controller with
“Antunes” .................................25
Maintenance ................................26
Troubleshooting.............................28
Typical Parts List ............................32
Controls, Settings and Functions...............33
Capacities and Dimensions....................34
Performance & Service History.................35
2 IM 685-3
Page 3
General
When writing to Daikin McQuay for service or replacement
parts, refer to the model number of the unit as stamped on
the serial plate, attached to the unit. If there is an in-warranty
failure, state the date of installation of the unit and the date
of failure along with an explanation of the malfunctions and
the description of the replacement parts required. Parts are
warranted for ninety (90) days unless covered by original unit
warranty.
General
This forced draft gas burner is specically designed for use
with the furnace on Daikin McQuay applied rooftop heating
and air conditioning units which are for outdoor installation
only. Each model size has unique burner head components to
tailor the shape of the ame to each particular stainless steel
combustion chamber, to match the capacity requirement, and
to offer a desirable turndown potential when arranged for
modulation. This is a forced draft burner with a high pressure
combustion air fan and will operate against pressure. This
eliminates the need for draft inducers, chimneys, draft hoods,
barometric dampers, and Breidert caps.
Warranty Exclusion
Warranty is void if the furnace is operated in the presence of
chlorinated vapors, if the airow through the furnace is not in
accordance with rating plate, or if the wiring or controls have
been modied or tampered with.
WARNING
Units equipped with gas heating must not be operated
in an atmosphere contaminated with chemicals which
will corrode the unit such as halogenated hydrocarbons,
chlorine, cleaning solvents, refrigerants, swimming
pool exhaust, etc. Exposure to these compounds may
cause severe damage to the gas furnace and result in
improper or dangerous operation. Operation of the gas
furnace in such a contaminated atmosphere constitutes
product abuse and will void all warranty coverage
by the manufacturer. Questions regarding specific
contaminants should be referred to your local gas utility.
Ventilation & Flue Pipe Requirements
The Daikin McQuay applied rooftop unit is equipped with
an outdoor air louver to supply adequate combustion air. The
unit also has a ue outlet assembly and requires no additional
chimney, ue pipe, Breidert cap, draft inducer, etc.
Factory Mounting
This burner and gas train have been installed and wired at the
factory. See Gas Piping, page 5. Also note that models
150 through 200 have the burner removed for shipment. See
Vestibule (Models 150 thru 200), page 8.
Factory Checkout
This complete heating plant was red and tested at the
factory. It was adjusted to the required capacity and
efciency. Modulating air and gas linkages, pressure
regulators, and stops were adjusted for proper operation at
all ring levels. The unit was red through several complete
start-up through shutoff sequences to check operation. A
check was made of the air switch, gas pressure switch, high
limit operation, and combustion characteristics including CO2
and CO (at several ring rates on modulating burners).
If the burner was specied for operation at higher altitudes,
combustion air adjustments were compensated to result in
proper settings at the higher altitude. This checkout normally
eliminates on-the-job start-up problems; however, the
equipment is subject to variable job conditions and shipping
shocks can change adjustments, cause damage, and loosen
connections and fasteners. Therefore, it is necessary to go
through the complete start-up procedure even though the unit
may appear to be operating properly.
IM 685-3 3
Page 4
Installation
General
The installation of this equipment shall be in accordance
with the regulations of authorities having jurisdiction and
all applicable codes. It is the responsibility of the installer to
determine and follow the applicable codes. Sheet metal parts,
self-tapping screws, clips, and such items inherently have
sharp edges, and it is necessary that the installer exercise
caution. This equipment is to be installed by an experienced
professional installation company that employs fully trained
and experienced technicians.
Table 1: Furnace Height by Unit Model
Burner
Model
Number
020 200
025 250 —
032 320
040 400 —
050 500
064 640
065 650
079 790
080 800
100 1000
110 1100 — —
140 1400 — —
150 1500 — —
200 2000 — —
Furnace Size
(Output MBH)
015D–042D 045D–075D 080D–105D
6.00 Inches
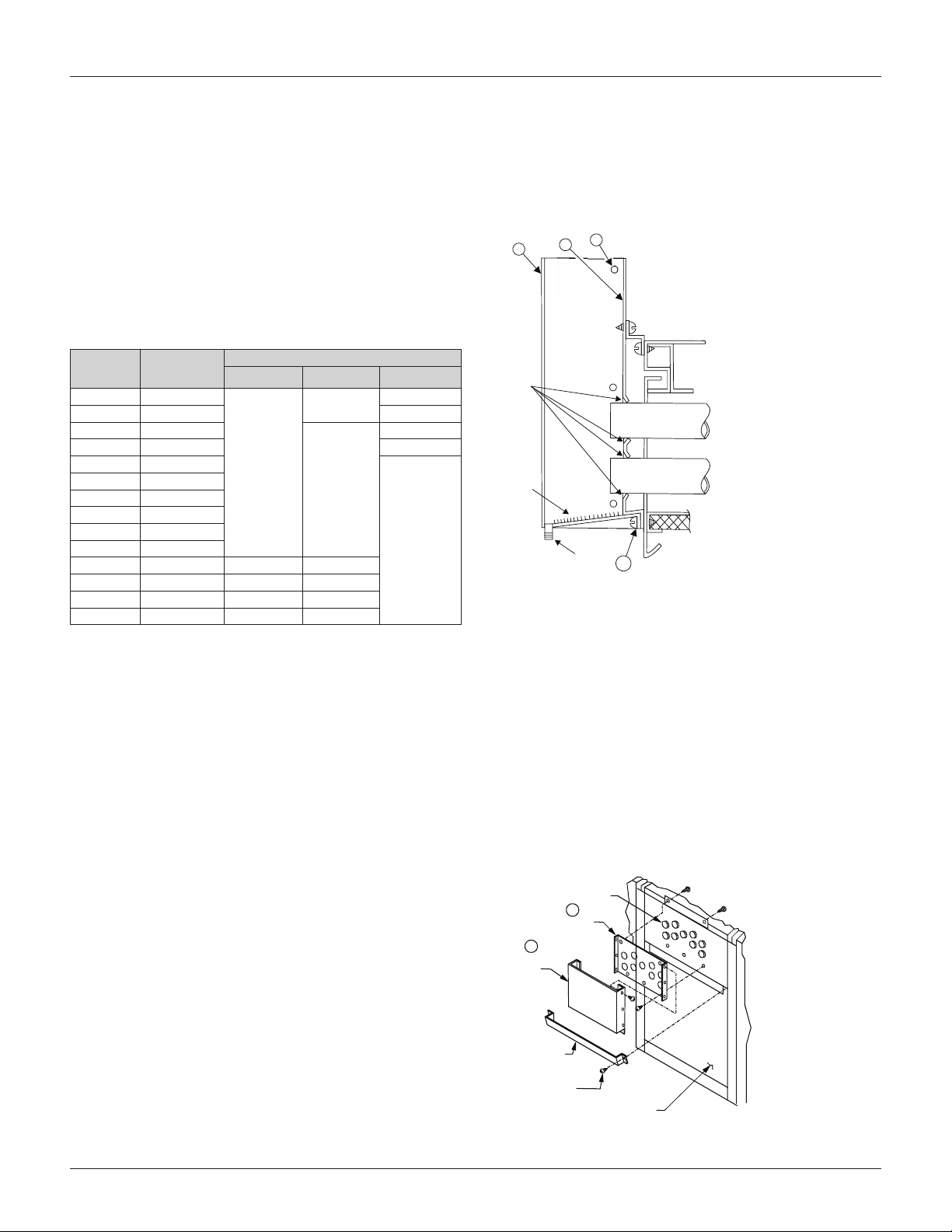
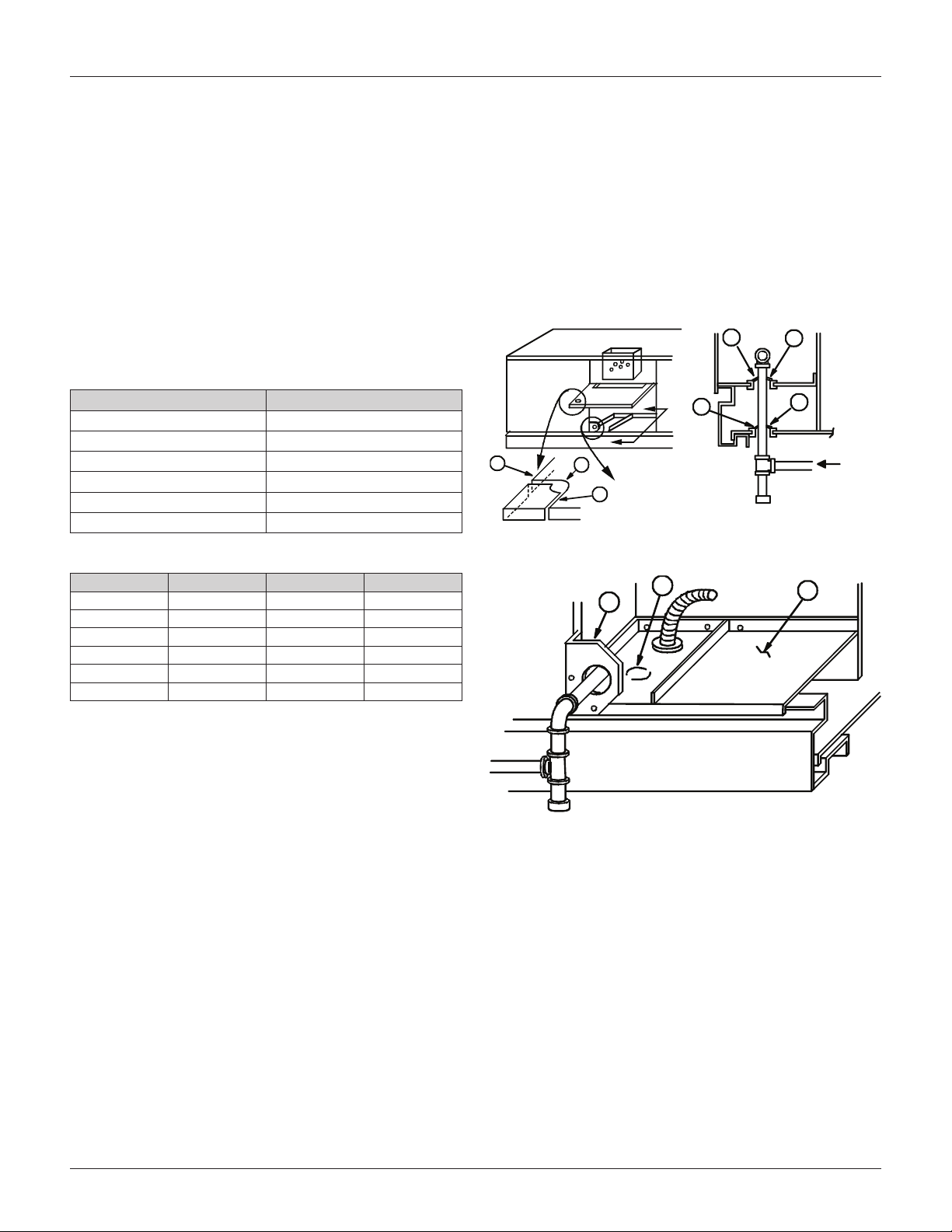
Flue Box
The ue box (see Figure 1) is not installed at the factory
because it would increase the width of the unit beyond the
allowable shipping width. All holes are prepunched, the
fasteners are furnished and everything is shipped in a box in
the burner section. On Models 150 through 200 it is shipped
in the same crate as the vestibule. Remove and discard the
shipping cover installed over the furnace tube outlets before
installing the ue box.
1. Remove the screws (2) in the casing of the unit that line
up with the bottom lip holes of the ue box tube sheet
(3). These screws will later be replaced, at which time
they will also attach the bottom of the ue box to the
unit.
2. Install the ue box tube sheet (3), attaching top to roof
dam strip with screws (1). Do not attach bottom at this
time.
3. Apply a 1/8 to 3/16 inch bead of high temperature
silicone around each tube to seal it to the ue box tube
sheet (3) and prevent condensate from running back
toward the unit along the outside of the tube. Also apply
a bead of high temperature silicone to seal both sides to
the bottom of the ue box wrapper (4), being careful not
to obstruct the square drain holes in each front corner.
Unit Sizes
7.50 Inches
8.50 Inches
—
—
6.0 Inches
4. Install ue box wrapper sheet (4) by sliding it up from
below so as not to disturb the silicone seal described
in 3 above. Attach with side screws (5). At this time
reinstall bottom screws (2).
Figure 1: Flue Box
5
3
Threaded Drain
(both corners )
2
Factory
Caulk
Factory
Welded
Seams
4
Wind Deector
The wind deector (see Figure 2) is not installed at the factory
because it would increase the width of the unit beyond the
allowable shipping width. The deector is shipped in a box
in the burner section. Install the wind deector over the
combustion air intake opening of the burner compartment
before operating the burner. Use inner hinge screws on top
hinged door. Side hinged doors have holes for mounting (see
Figure 6). Models 020 and 025 have a different style wind
deector. It mounts on the door and has a top opening ush
with the roof of the unit (see Figure 18).
Figure 2: Wind Deector (Models 032 thru 140)
Tube Ends
3
Flue Box
Tube Sheet
4
Flue Box
Wrap
Wind Deector
Hinge Inner
Screw
Burner
Access
Door
4 IM 685-3
Page 5
Installation
Electrical
The Daikin McQuay burner receives its electrical power from
the main unit control panel. No additional power wiring must
be routed to the burner. The sequencing of the burner is also
controlled through this panel and therefore is factory wired.
No additional wiring will be required. Note that models 150
through 200 furnaces require reassembly of some electrical
connections as the burner is removed for shipment.
WARNING
Improper installation, adjustment, alteration, service
or maintenance can cause property damage, severe
personal injury or death. Read the installation,
operating and maintenance instructions thoroughly
before installing or servicing this equipment.
If you smell gas:
1. Open Windows and ventilate area thoroughly.
2. Don’t touch electrical switches.
3. Eliminate open flames, pilot lights, arcing or
sparking equipment, or other sources of ignition.
4. Evacuate the area.
5. Immediately call your gas supplier
from a different area.
Do not use and store gasoline or other flammable
vapors or liquids in open containers near this
appliance or in areas sharing ventilation with it..
Gas Pressure Requirements
The pressure furnished to the combination gas control(s)
must not exceed 13.9 in. W.C. When the supply pressure is
above 13.9 in. W.C., a high pressure regulator must precede
the combination gas control(s). The inlet gas pressure cannot
exceed the maximum pressure rating of the high pressure
regulator and the outlet pressure must be such that it will
furnish gas to the appliance pressure regulator within the
pressure range mentioned above, preferably at 7.0 in. W.C.
when ring at maximum rate.
Gas Piping
The connection size at the burner is shown in Table 9 under
Column 13 thru 15. Gas piping must be sized to provide the
minimum required pressure at the burner when the burner is
operating at maximum input. Consult the appropriate local
utility on any questions on gas pressure available, allowable
piping pressure drops, and local piping requirements.
Install all piping in accordance with the National Fuel Gas
Code (ANSI Z223.1), (NFPA 54-1999) and any applicable
local codes.
It is very important that the proper size piping be run from the
meter to the gas burner without reductions. Undersized piping
will result in inadequate pressure at the burner. The pressure
will be at its lowest when it is needed the most, at times of
maximum demand. Therefore, it can cause intermittent hard-
to-nd problems because the problem may have left before
the service technician has arrived. Avoid the use of bushings
wherever possible.
Remove all burrs and obstructions from pipe. Do not bend
pipe; use elbows or other pipe ttings to properly locate pipe.
A drip leg must be installed in the vertical line before each
burner such that it will not freeze. Install unions so gas train
components can be removed for service. All pipe threads
must have a pipe dope which is resistant to the action of LP
gas. After installation, pressurize the piping as required and
test all joints for tightness with a rich soap solution. Any
bubbling is considered a leak and must be eliminated. Do not
use a match or ame to locate leaks.
Table 2: Capacity of Pipe Natural Gas (CFH)
With Pressure Drop Of .3" W.C. & Specic Gravity Of 0.60
Pipe Length
(Ft.)
10 132 278 520 1050 1600 2050 4800 8500 17500
20 92 190 350 730 1100 2100 3300 5900 12000
30 73 152 285 590 890 1650 2700 4700 9700
40 63 130 245 500 760 1450 2300 4100 8300
50 56 115 215 440 670 1270 2000 3600 7400
60 50 105 195 400 610 1150 1850 3250 6800
70 46 96 180 370 560 1050 1700 3000 6200
80 53 90 170 350 530 990 1600 2800 5800
90 40 84 160 320 490 930 1500 2600 5400
100 38 79 150 305 460 870 1400 2500 5100
125 34 72 130 275 410 780 1250 2200 4500
150 31 64 120 250 380 710 1130 2000 4100
175 28 59 110
200 26 55 100 210 320 610 980 1700 3500
NOTE: Use multiplier below for other gravities and pressure drops.
½ ¾ 1 1¼ 1½ 2 2½ 3 4
Pipe Size-Inches (Ips)
225 350 650 1050 1850 3800
IM 685-3 5
Page 6
Installation
Valve & Regulator Venting
Valve diaphragm vents, pressure regulator vents, and pressure
switch vents are located in the outdoor burner vestibule and
therefore vent tubing is not run to the outside of this vestibule.
If local regulations require that this be done, it is a part of the
eld gas piping hookup. Remove any plastic protector plugs
from regulator and valve vents.
Normally Open Vent Valve
Vent valves such as required by IRI for over 1000 MBH input
units must always be routed to the outdoors. This is eld
piping.
Table 3: Specic Gravity other than 0.60
Specic Gravity Multiplier
0.50 1.100
0.60 1.000
0.70 0.936
0.80 0.867
0.90 0.816
1.00 0.775
Table 4: Pressure Drop other than 0.3”
Pressure Drop Multiplier Pressure Multiplier
0.1 0.577 1.0 1.83
0.2 0.815 2.0 2.58
0.3 1.000 3.0 3.16
0.4 1.16 4.0 3.65
0.6 1.42 6.0 4.47
0.8 1.64 8.0 5.15
Through-The-Curb Piping (Models 020-140)
1. Remove bottom access panel (5). See Figure 4.
2. Remove knockout (4) and make an opening (6) through
bottom deck directly below knockout hole.
3. Route gas pipeline through these openings and seal
them off with suitable grommets (7). See Figure 3
Section A-A.
4. Replace bottom access panel (5).
Figure 3: Pipe Routing and Knockout
7
7
A
A
2
1
See Figure 4
2
4
6
Gas Supply
Section A-A
Figure 4: Pipe Corner Plate
4
3
5
Gas Piping Routing Into Unit
On-The-Roof Piping (Models 020-140)
1. Remove knockout (1) at corner of burner vestibule door
and saw out corner of door. See Figure 3. Make saw cuts
(2) tangent to round hole and square with door edges.
2. Install pipe corner plate (3) on vestibule, locating on
prepunched holes. See Figure 4. This part is shipped
inside the vestibule with ue box.
3. Route gas supply pipe through hole. Carefully plan pipe
route and tting locations to avoid interference with
swinging of doors, etc.
6 IM 685-3
Page 7
Installation
A
B
E
F
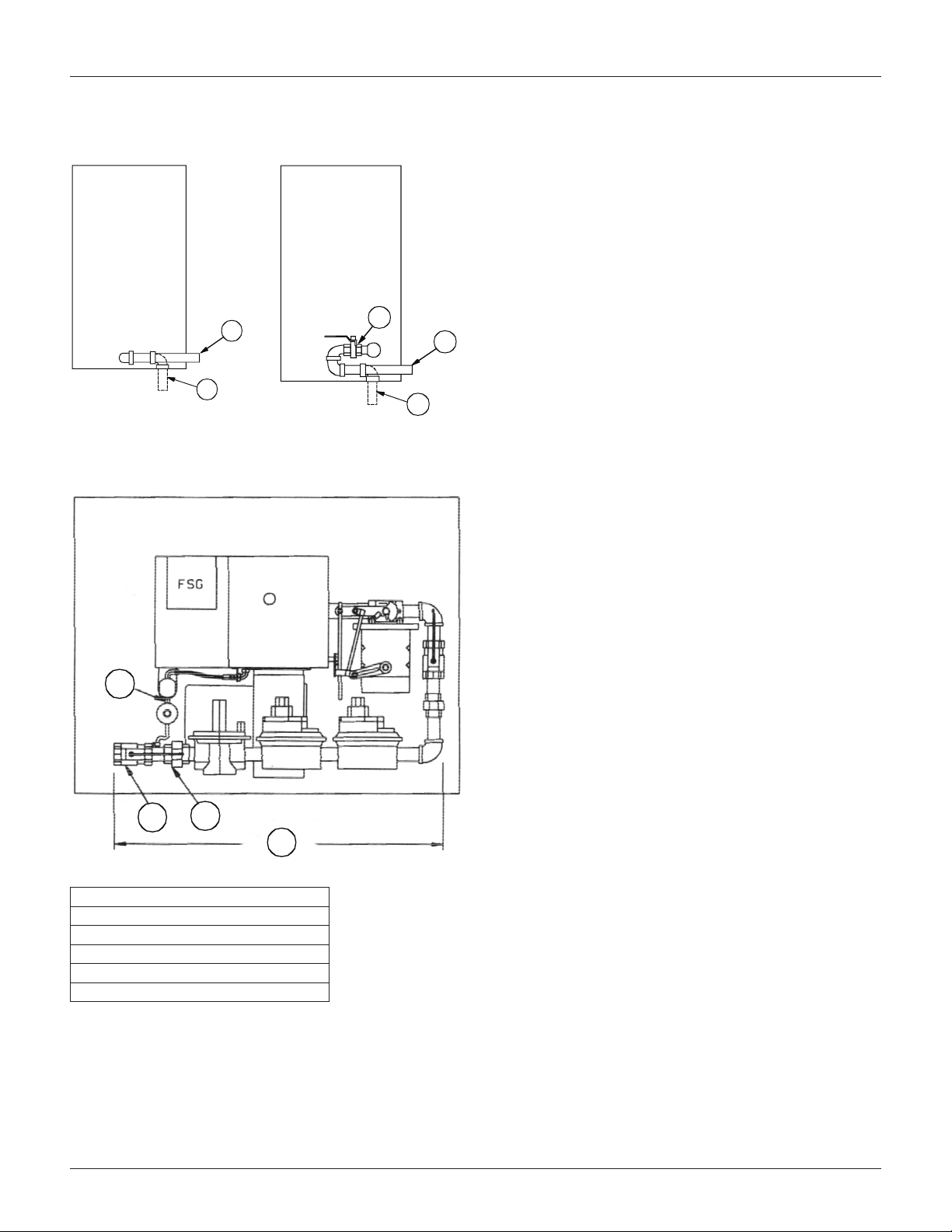
Typical Piping Connections
Figure 5: Connections
C
D
With Shuto Cock
In Front
With Shuto Cock
A
Folded back
Gas Piping (Models 150 through 200)
The gas piping cannot be routed up to the burner from within
the curb on Models 150 through 200. Gas piping must be
routed across the roof to under the burner vestibule, or a pitch
pocket can be provided there. The installer must cut a hole in
the bottom panel of the overhanging burner vestibule through
which to route the gas line up to the burner gas train. The
bottom panel of the vestibule is at approximately the same
elevation as the top of the curb.
Gas Piping within the Vestibule
C
D
The gas piping layout within the vestibule will vary according
to the complexity and size of the gas train relative to the
available room within the vestibule. As an example, a gas
train with a high pressure regulator and an extra safety
shutoff valve (when required for IRI, etc.) will require careful
use of the available space. The examples shown in Figure 5
indicate typical piping layouts.
Field Gas Piping Required
The gas train components have all been factory installed and
require only a connection to the supply gas line. The manual
shutoff valve is located within the burner vestibule. If local
codes require a manual shutoff valve that is accessible from
outside the unit, that valve must be relocated or an additional
valve added. In locating such a valve, it is to be readily
accessible and located such that no obstructions interfere with
operation of the handle.
A = Shutoff Cock (ball valve)
B = Union Furnished.
C = Gas Pipe Routed in through front
D = Gas Pipe Routed in through curb
E = Factory Piped Gas Trains
F = Pilot Gas Tubing
IM 685-3 7
Page 8
Installation
Condensate Drain
All units are equipped with a 3/4" I.P. stainless steel
condensate drain pipe projecting from the back side of the
furnace section (see Figure 18 and Figure 19) and the ue box
corners (see Figure 1). Drainage of condensate directly onto
the roof may be acceptable in certain areas, refer to local
codes. If applicable codes or regulations require, this can be
routed to a drain. A trap is not recommended and heat tape or
some other method of freeze protection is required.
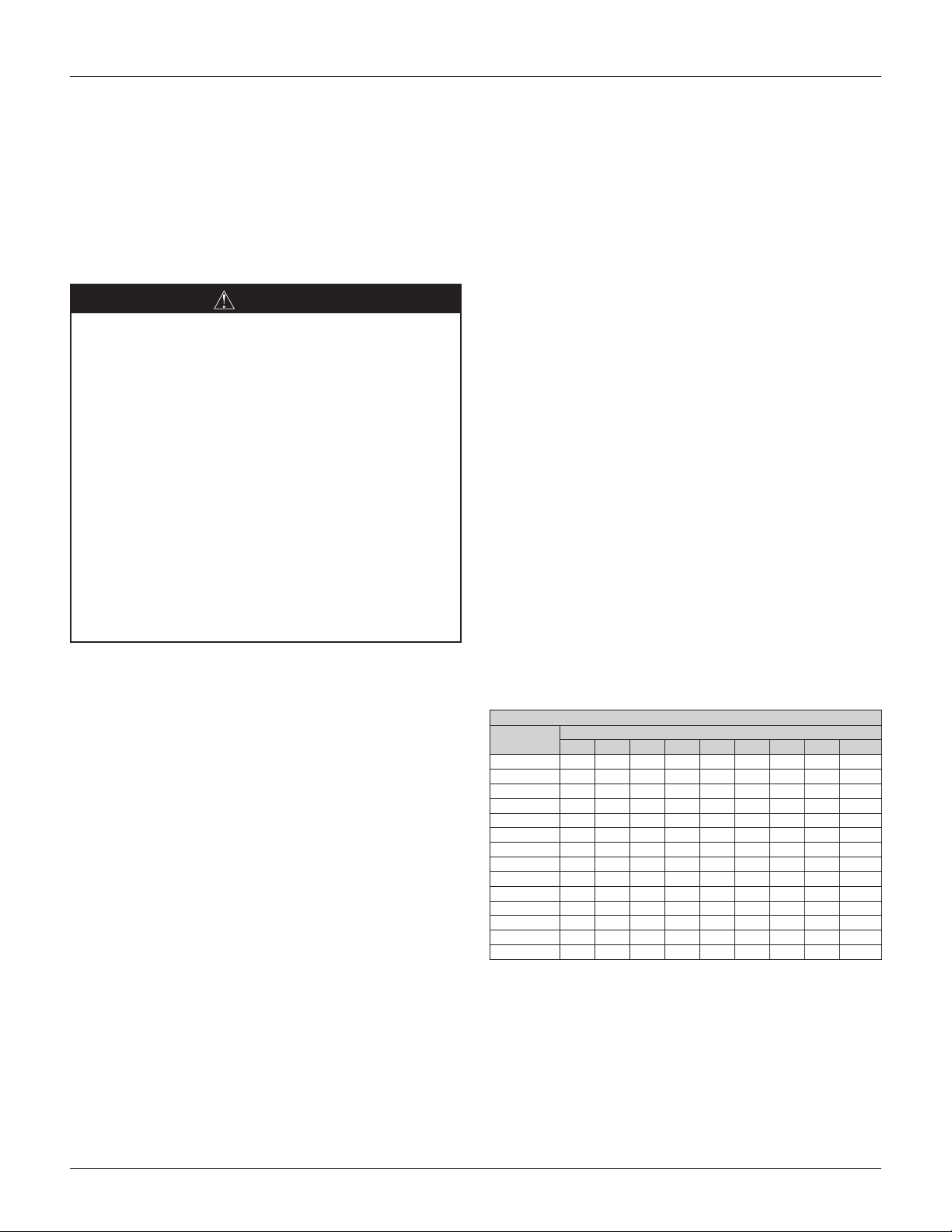
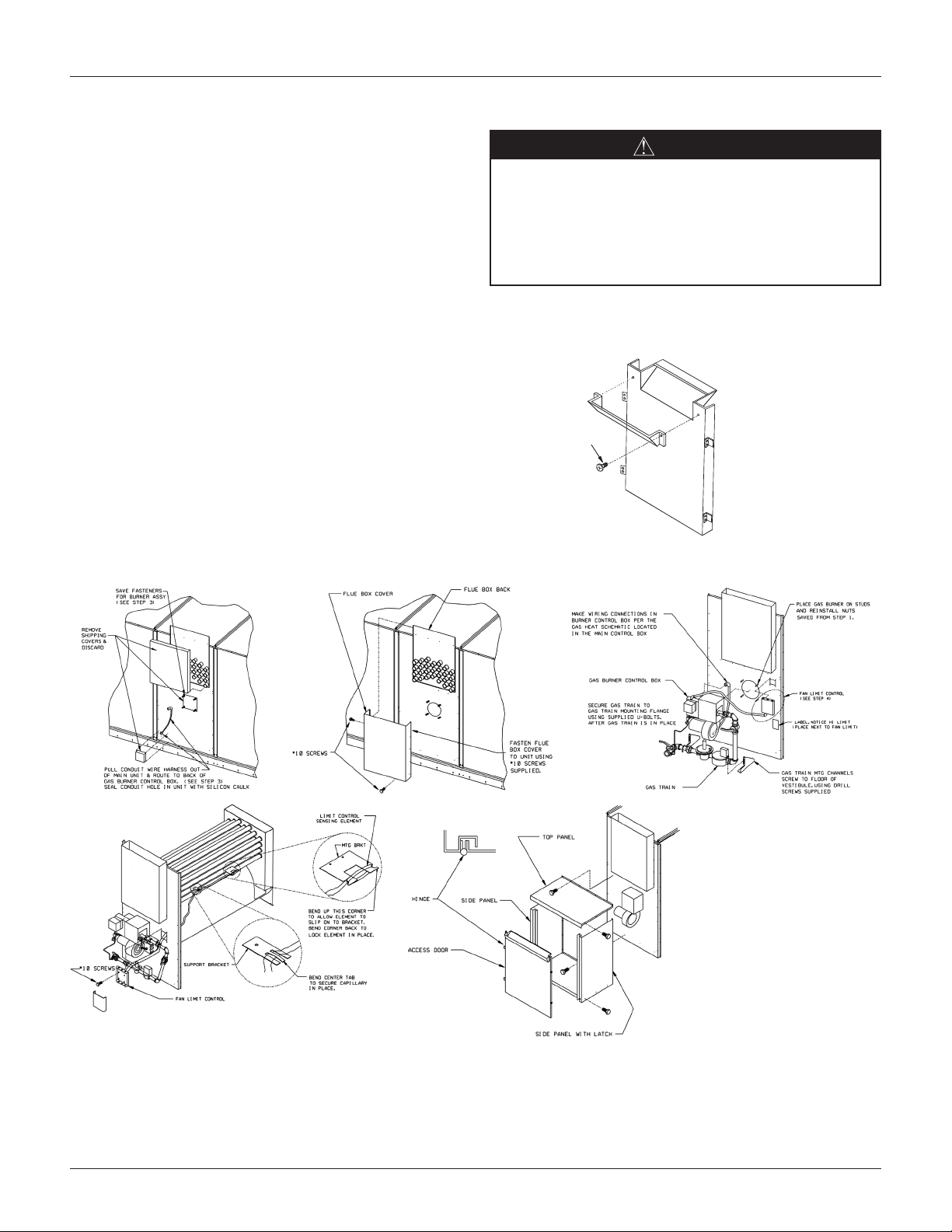
Vestibule (Models 150 thru 200)
These two furnace sizes exceed the allowable shipping width
and for this reason the burner is disconnected and removed
for shipment. A sheet metal vestibule weather enclosure is
also disassembled for shipment. At installation the burner
must be re-mounted, the tagged electrical connections reattached, and the vestibule re-assembled and mounted as
shown in Figure 6. These items are packed in a crate and
shipped as a separate item.
WARNING
For installations where the ambient temperatures
fall below freezing, if the condensate is not piped
to the drain properly, or does not include some heat
protection, the condensate will freeze. Frozen drain
lines may cause a build up of condensate inside the
heat exchanger resulting in leakage and damage
to the rooftop unit and probably to the facility.
Figure 6: Vestibule — Model 020–140
#10 Screw
Fasten Wind Deflector
To Door With #10 Screws,
(Door & Wind Deflector
Part of Vestibule Kit)
Figure 7: Vestibule — Model 150–200
Step 1
Step 4
Step 2
Step 5
Step 3
8 IM 685-3
Page 9
Start-Up & Operating Procedures
Start-Up Responsibility
The start-up organization is responsible for determining that
the furnace, as installed and as applied, will operate within
the limits specied on the furnace rating plate.
1. The furnace must not exceed the specied Maximum
MBH Input. See Verify Input Rate, page 21.
2. The furnace must not operate at an airow below the
specied Minimum Airow CFM. On variable air
volume systems it must be determined that the furnace
will not be operated if or when system cfm is reduced
below the specied minimum airow cfm.
3. It must be established that the gas supply is within the
proper pressure range. See Gas Pressure Requirements,
page 5.
Start-Up Procedure
Only qualied personnel should perform the start-up and
service of this equipment. It is highly recommended that the
initial start-up and future service be performed by Daikin
McQuay certied technicians who are familiar with the
hazards of working on live equipment. A representative of the
owner or the operator of the equipment should be present
during startup to receive instructions in the operation, care
and adjustment of the unit.
WARNING
Overheating or failure of the gas supply to shut off
can cause equipment damage, severe personal
injury or death. Turn off the manual gas valve to the
appliance before shutting off the electrical supply.
About This Burner
Prepurge is Low-High-Low
The burner air control valve will be at the minimum position
during off cycles. Upon a call for heat or any other time
that a prepurge cycle occurs, the air control valve will be
repositioned to the maximum position for the prepurge and
then returned to the minimum position for low re start.
Low Fire Start
The burner is controlled for proven low re start. The actuator
will position the modulating gas valve and the modulating air
valve to the low re position each time the burner is to light
off. Switch LS1 proves the air and gas valves are at the low
re position. If LSl is not “made” at light off, the gas valves
cannot open and the ame safeguard will lock out, requiring
manual reset.
“Pilot” is Main Flame Modulated Down to Pilot Rate
The “pilot” is not a separate ame or burner. The “pilot” is
the main ame operating at its minimum rate. That minimum
rate is so low that it qualies as a pilot burner.
Set Control System to Enable Heating
To allow start-up and check-out of the burner, the control
system must be set to call for heating and must he used to
control the amount of heating. Set the control system to call
for heat so MCB-B011 energizes Relay R20. With MCBB011
closed, vary the temperature control set point to increase,
maintain, or reduce the ring rate of the burner as required
for these tests. If MCB-B09 is closed the ring rate will
decrease. If MCB-B010 is closed the ring rate will increase.
If neither are “made” the ring rate will remain unchanged.
Before Start-Up
1. Notify any inspectors or representatives that may
be required to be present during start-up of gas fuel
equipment. These could include the gas utility company,
city gas inspectors, heating inspectors, etc.
2. Review the equipment and service literature and
become familiar with the location and purpose of the
burner controls. Determine where the gas and power
can be turned off at the unit, and upstream of the unit.
3. Verify that power is connected to the unit and available.
4. Verify that the gas piping, meter, and service regulator
has been installed, tested, and is ready to go.
5. Verify that proper instruments will be available for
the start-up. A proper start-up requires the following:
voltmeter, manometer or gauges with ranges for both
manifold pressure and inlet gas pressure, keyboard
display module or a 20K ohm/volt meter for ame
safeguard signal strength measurement, CO2 indicator,
carbon monoxide indicator, and a stopwatch for timing
the gas meter.
IM 685-3 9
Page 10

Start-Up & Operating Procedures
Start-Up Preliminary
1. Before energizing the burner verify that the modulating
air and gas valve mechanism moves freely and is not
binding, and check the linkage fasteners for tightness.
This can be accomplished without affecting any
adjustments. Remove shoulder screw that connects the
teon bushing to the actuator crank arm. The control
rod can now be manually moved back and forth, it
should feel smooth with no binding or scraping. Always
remove shoulder screw and test for binding after
reinstalling the gun assembly on Models HT050-200.
2. Close the gas line cocks. Install a Keyboard Display
Module, Honeywell Part No. S7800A1001, or connect
a 20K ohm/volt meter to the test jack on the ame
safeguard (Figure 8).
3. Check the burner fan wheel for binding, rubbing, or
loose set screws.
4. Check power. Position switch S3 on burner control
panel to AUTO. The LED marked POWER on the
ame safeguard should come on and after a 10 second
“Initiate” period the burner motor should start. Check
for (CW) rotation as viewed through the burner fan
housing inlet. If the motor does not start, press the
reset button on the ame safeguard. If the motor still
does not start, consult the appropriate section of the
Troubleshooting Chart, page 28. Continue on to
Item 5 when burner motor will run 10 seconds after the
switch is positioned to AUTO.
5. Check voltage. With burner switch S3 at AUTO,
measure voltage across burner control box terminals
2 and NB. If it is not between 114 and 126 volts, check
the voltage and tapping connections to the supplying
transformer at the unit main control panel.
6. Purge the gas lines. Turn off electrical power. Remove
the 1/8 inch pipe plug from the inlet pressure tap of
the rst electric gas valve in the line, open the gas line
cocks upstream from there and bleed the gas line of all
air. Replace the 1/8 inch pipe plug.
7. Leak check. Using a rich soap-water mixture and a
brush, check the gas lines for leaks. Correct all leaks
before starting burner. After the burner is operating
and all the downstream valves are open, leak check that
portion of the gas train.
8. Connect a manometer to measure gas manifold
pressure. There is a 1/8 inch pipe size plugged tapping
in the gas line just before it enters the burner housing.
Preliminary “Dry” Run
1. Close the gas line cock, Remove the burner front cover
and open the control panel door. Switches LS1 and LS2
in the lower right hand corner of the control box should
be in view and the modulating actuator VM1 should be
at the minimum rate position. Verify that the right hand
switch LS1 is being held in the “made” position by the
collar on the control rod and that the switch lever is not
bottomed out against the plastic switch housing.
2. Position the burner switch S3 to AUTO. The ame
safeguard will go through a 10 second “Initiate” period,
after which the burner motor will start. The modulating
gas valve actuator VM1 will drive the air valve and
gas valve to the maximum rate position. Observe
the linkage for any binding, loose fasteners, or other
problems that could have resulted from shipping.
3. When the actuator reaches the maximum rate position,
verify that the left hand switch LS2 is held in the
“made” position by the collar on the control rod and that
the switch lever is not bottomed out against the plastic
switch housing.
4. Position the burner switch S3 to OFF. Close the control
panel door and reinstall the burner front cover. Prepare
to measure the burner air box pressure by holding a
rubber manometer tube tightly over port (4) in Figure 22
on page 35. The tube must surround the hole and seal
tightly against the burner housing to measure the static
pressure through the hole.
5. Position the burner switch S3 to AUTO and with the
burner actuator VM1 at the maximum rate position
measure the burner air box pressure at port (4) in
Figure 22. The actuator will remain at this position
for the rst 20 seconds of the prepurge period. Typical
static pressure readings are listed in Capacities and
dimensions, page 35, Column 10. Any appreciable
deviation from these values would indicate a burner
air problem that should be found before attempting to
re the burner. These problems could include linkages
disturbed during shipment, etc.
Figure 8: RM7897A Flame Safeguard
10 IM 685-3
Page 11

Start-Up & Operating Procedures
Flame Start-Up
1. Open the gas line cocks and position switch S3 to
AUTO. The ame safeguard will go through the 10
second “Initiate” period, after which the burner motor
will start. The modulating air and gas valve actuator
VM1 will drive the air valve to the full open position.
At full open the 60 second prepurge period will begin.
After 20 seconds at maximum open, the actuator will
begin a 30 second stroke to reposition the air valve
back to the minimum position. Upon completion of the
60 second prepurge cycle, gas valve GV1 will open (as
indicated when the LED marked PILOT comes on), the
ignition transformer is powered and the ame should
come on at minimum rate.
2. Observe the gas manifold pressure manometer during
this sequence. The manifold pressure should be close
to zero (it will indicate a slight heat exchanger pressure
caused by the burner combustion air fan). When gas
valve GV1 opens it should indicate a manifold pressure
approximate to the values listed in the Capacities and
dimensions, Column 10. Approximately 3 seconds after
GV1 is powered the ame will come on and the ame
signal will read 1.5 to 5.0 volts DC. The LED marked
FLAME will come on when ame is detected and the
LED marked MAIN will come on if ame is being
detected at the end of the 10 second trail for ignition
period. When the LED marked MAIN comes on gas
valves GV4-GV8 (when included) will also open and
the ring rate will be determined by the control system.
On the initial start-up if the ame does not light and
the ame safeguard locks out, reset it and make several
attempts to light before assuming there are problems
other than more air in the gas lines. If initial ame
operation is erratic wait until after a period of main
ame operation has further purged the gas lines before
trying to “adjust out” something that may actually be
caused by air in the lines.
Modulate Firing Rates
Set the temperature control system so the burner actuator
VM1 will modulate to increase the ring rate. Observe the
ame signal and the manifold pressure manometer as this is
occurring. The ame signal should remain between 1.5 to
5.0 volts DC through the entire range of the burner, and the
manifold pressure should be between the values indicated
by the Capacities and dimensions, Column 9 and 10. If the
manifold pressure shoots above these values and then slowly
returns to normal as the burner is modulating down to a
lower ring rate, isolate which combination gas control is
causing this. Check that valves pressure regulator adjustment
per the Gas Valve Pressure Regulator Adjustment section.
If this condition cannot be adjusted out, replace the valve. If
combustion appears normal, proceed with the combustion
test.
Combustion Tests
These tests should be run when the furnace is at normal
operating temperature (after the furnace has been running
10 to 15 minutes), and should be run at several ring rates
including maximum and minimum.
a. Check input: See Verify Input Rate
b. Check CO2: See Check CO2, CO & Stack
Temperature
c. Check CO: See Check CO2, CO & Stack
Temperature
Cycle the Unit
Cycle the unit through several start-ups with the temperature
controls calling for rst minimum rates and nally maximum
rates. Be alert for any hints of trouble or unexplained
inconsistencies that could indicate future problems.
Record Data
After the gas burner has been successfully started up,
checked out and is operating correctly, readings should be
taken and recorded for future reference (see Table 10 on page
36). If problems develop in the future, variations in these
readings will indicate what has changed and where to start
looking for problems.
IM 685-3 11
Page 12
Start-Up & Operating Procedures
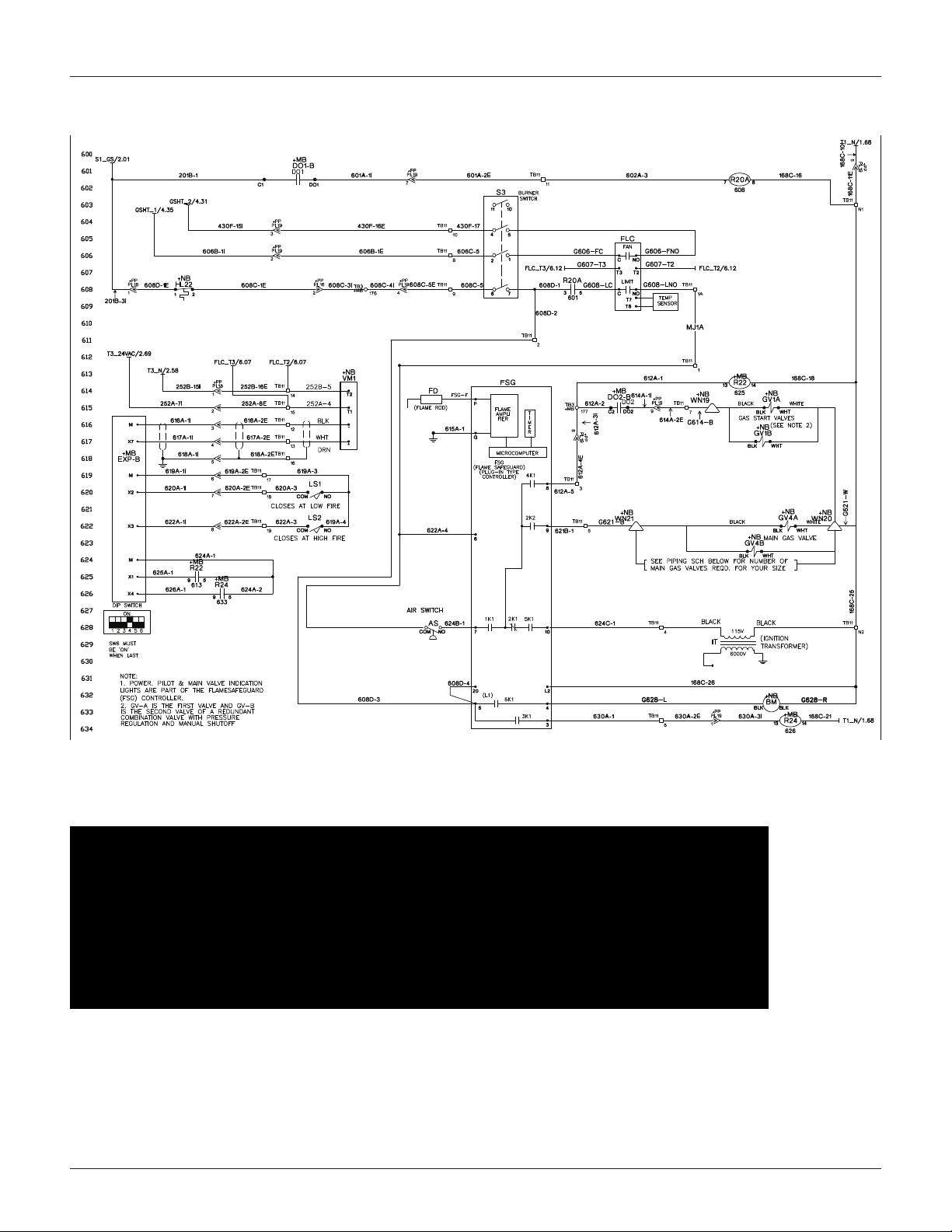
Figure 9: Typical Electrical Schematic for MicroTech® III Control System with RM7897A
Figure 10: Piping Schematic
12 IM 685-3
Page 13

Start-Up & Operating Procedures
Typical Sequence of Operation (20-1 gas burner) for MicroTech® III Control System
When 120V power is furnished through the system on/
off switch (S1), through the burner on/off switch (S3), and
through the high limit control (FLC), terminal #6 on the
ame safeguard (FSG) is powered on a call for heat.
Whenever power is restored to the ame safeguard, the ame
safeguard will go through a 10 second initiation period before
the prepurge period will begin. The burner air control valve
will be at minimum position during off cycles. Upon a call
for heat or any other time that a prepurge cycle occurs, the air
control valve will be repositioned to the maximum position
for prepurge and then returned to the minimum position for
low re start.
Upon a call for heat, the controller will close digital output
(EXPB-DO1) and energize the R20A relay. Once the normally
open contacts of the R20A relay close 120V power is supplied
to terminal # 6 on the FSG. The FSG then energizes its
terminal #4, which powers the burner combustion air blower
motor (BM) and starts the 90 second prepurge cycle. Blower
operation is sensed by the Air Switch (AS), which makes
terminal FSG-6 to FSG-7 during the prepurge cycle. The
controller will reposition the burner air valve to its maximum
open position via analog output EXPB-AO_X7 for prepurge.
When the burner air valve reaches the full open position
switch (LS2) will ‘make’ and provide a digital input to the
controller (EXPB-DI_X3). This digital input will initiate a
20 second (adjustable) timing period in the controller. At the
completion of the timing period, the controller will begin to
drive the burner air valve to its minimum (low re) position.
When the valve reaches the minimum position switch LS1
will ‘make’ and provide a digital input to the controller
(EXPB-DI_X2) indicating the controller’s prepurge sequence
is complete. As soon as th FSG prepurge time expires FSG
terminal #8 will energize relay R22 which will turn on a
digital input to the controller (EXPB-DI-X1). As soon as this
digital input is ‘made’ the controller will close digital output
(EXPB-DO2) allowing the combination gas valve(s) (GV1) to
be energized.
After completion of the FSG prepurge period there will
be a 10 second trial for ignition during which terminal #8
(combination gas valve - GV1) and terminal #10 (ignition
transformer - IT) will be energized. If ame is being
detected through the ame rod (FD) at the completion of the
10 second trial for ignition period, terminal #10 (ignition
transformer - IT) will be de-energized and terminal #9
(main gas valves - GV4 and GV5 depending on burner size)
will be energized and the control system will be allowed to
control the ring rate once the heating stage timer (default 5
minutes) has passed. After the ame has lit and been proven
and the heating stage time has passed, the controller will
modulate (VM1) to the required ring rate via analog output
EXPB-AO_X7. In the event the ame fails to ignite or the
ame safeguard fails to detect its ame within 10 seconds,
terminals #4, 8, 9, and 10 will be de-energized, thus de-
energizing the burner. The FSG will then lockout and would
require manual resetting. If the FSG lockout occurs, FSG
terminal #3 will energize the R24 alarm input status relay
which will ‘make’ a digital input to the controller (EXPB-DI_
X4). When this digital input is ‘made’ the controller will drive
VM1 to the closed position, de-energize digital output EXPBDO2 and the prepurge sequence will be disabled and reset. If
the FSG terminal # 8 de-energizes R22 (EXPB-DI_X1) after
having it turned on and the FSG is not off on safety lockout,
the prepurge sequence will start over.
If an attempt is made to restart the burner by resetting the
FSG or if an automatic restart is initiated after ame failure
the earlier described prepurge cycle with the wide open
air valve will be repeated. If the unit overheats, the high
limit control (FLC) will cycle the burner, limiting furnace
temperature to the limit control set point. The ame safeguard
contains ‘LEDS’ (lower left corner) that will glow to indicate
operation.
IM 685-3 13
Page 14

Start-Up & Operating Procedures
Figure 11: Typical Electrical Schematic with no MicroTech III Control System
14 IM 685-3
Page 15

Start-Up & Operating Procedures
Typical Sequence of Operation (20-1 gas burner) with no MicroTech III Control System
When the rooftop unit is energized, 120 V power is supplied
through the System ON-OFF switch (S1) to the Heat ON-OFF
contacts. Upon a call-for-heat, the Heat ON-OFF contact will
close, energizing the Relay (R20) which supplies power to
the Burner ON-OFF switch (S3). The Burner ON-OFF switch
(S3) will power the Modulating Gas Valve Actuator (VM1)
and Terminal 5 (L1) on the Flame Safeguard (FSG).
When the 120 V power is furnished through the System
ON-OFF switch (S1) through the Burner ON-OFF switch
(S3), Relay (R20) contacts, High Limit Control (FLC) and
Terminal 6, the Flame Safeguard (FSG) is powered. The
Flame Safeguard (FSG) energizes its Terminal 4 which
powers the Burner Combustion Air Blower Motor (BM). The
Blower operation is sensed by the Air Switch (AS) which
initializes Terminal FSG-6 and FSG-7 for a prepurge cycle.
Whenever power is supplied to the Flame Safeguard, it will
go through a 10 second initiation period before the prepurge
begins.
The Burner Air Control Valve is at the minimum position
during OFF cycles. Upon a call-for-heat or any other time
a prepurge cycle occurs, the Air Control Valve is set to the
maximum position for prepurge operation. It is returned to
the minimum position for a Low-Fire Start. Blower operation
sensed by the Air Switch (AS) initializes Terminals 6 and 7
and after a 30 second prepurge period, Terminal 8 (Pilot Gas
Valve [GV1]) and Terminal 10 (Ignition Transformer [IT])
will energize. If the process is complete, the pilot ame will
ignite and be detected by the Flame Safeguard (FSG) through
the Flame Rod (FD).
Terminal 10 (Ignition Transformer [IT]) will de-energize
when the pilot ame is detected. Terminal 9 (Main Gas Valve
[GV2]) energizes and the main ame will ignite. The Flame
Safeguard (FSG) contains an LED at the lower left corner
which will glow to indicate operation. The ring rate of the
burner is determined by a 2–10 vDC signal (eld-supplied)
to the Gas Valve Actuator (VM1). This actuator positions
a buttery gas valve and combustion air damper. It sets the
ring rate between 33% and 100% of the normal rate.
A Low-Fire Start is controlled by Relay (R23) and the Gas
Valve Actuator Auxiliary contacts (VM1–AUX). Relay
(R23) sets the Gas Valve Actuator (VM1) to the minimum
ring rate position and holds the position until a ame
has been detected. When the Gas Valve Actuator is at the
minimum ring position, the Gas Valve Actuator Auxiliary
contacts (VM1–AUX) are closed, Relay (R22) is energized
and the R22 contacts are closed. Gas Valve Actuator (VM1)
is required to be at the minimum ring position for pilot
ignition.
Terminals 4, 8, 9, 10 and the Burner are de-energized if
the pilot ame fails to ignite or the Flame Safeguard (FSG)
fails to detect a pilot ame within 10 seconds. The Flame
Safeguard (FSG) switches to safety lockout and must be
manually reset. This failure will energize the Heat Alarm
Relay (R24) and send a fail signal to the Heat Fail contacts
located on the main control schematic.
If the unit overheats, a High Limit Control (FLC) cycles the
Burner, limiting the furnace temperature to the limit control
setpoint.
IM 685-3 15
Page 16

Service
Flame Safeguard
See manufacturer’s bulletin for more detailed information on
ame safeguard RM7897A.
The Honeywell RM7897A is a microprocessor based
integrated burner control that will perform self-diagnostics,
troubleshooting, and status indication, as well as the burner
sequencing and ame supervision.
Keyboard Display Module
The Honeywell S7800A1001 module is an optional device
available for use with the RM7897A. It can be a permanent
accessory added to the RM7897A or it can be carried by
the service technician as a tool that is very easy to mount
when servicing the RM7897A. It mounts directly on to
the RM7897A and has a 2 row by 20 column display. The
module will indicate ame signal dc volts, sequence status,
sequence time, hold status, lockout/alarm status, total hours
of operation, total cycles of operation, and can provide 127
different diagnostic messages for troubleshooting the system.
The module will give a fault history. It can be mounted to
the RM7897A and will retrieve information on the six most
recent faults.
Consult the Honeywell bulletin 65-0090-1 “7800 Series,
Keyboard Display Module” and 65-0118-1 “7800 Series,
System Annunciation, Diagnostics and Troubleshooting.”
Normal Start-Up
Prepurge: Upon a call for heat the prepurge period will
begin. If the air switch does not detect fan operation in the
rst 10 seconds into the prepurge period a recycle to the
beginning of the prepurge will occur.
Ignition Trial: The “start” combination gas control and the
ignition transformer are powered for 10 seconds following the
prepurge. Flame must be proven at the end of that 10 second
period or safety shutdown will occur.
Run: If ame is proven at the end of the 10 second ignition
trial the “start” combination gas control will remain powered
and on multiple valve units, the other parallel piped main
valves will become powered. If a ameout occurs the module
will recycle within 3 seconds, and initiate a new prepurge
period. If ame continues to be detected the module will be
in Run until the power is interrupted to terminal 6 indicating
that the temperature control system no longer requires heat, or
that the high limit or another safety control has opened.
Figure 12: Typical Burner Control Box
Operation
Initiate Period: When the relay module is powered it goes
through a 10 second “Initiate” period. It will also enter into
the “Initiate” period if electrical power problems such as
low voltage or momentary interruption occur while the unit
is operating. Operation of the burner fan motor is delayed
throughout the “Initiate” period.
Standby: After the initiate period is completed the module
will enter the standby mode and await a call for heat by the
temperature control system.
16 IM 685-3
Page 17

Service
General
Before starting service on this burner take the time to read the
sections About This Burner, page 9 and Typical Sequence
of Operation (20-1 gas burner) for MicroTech® III Control
System, page 13 to get an overview.
Gun Assembly
The Daikin McQuay gas burner gun assembly is easily
removable and includes the ignition electrode assembly, the
ame rod assembly, and a “Base Air” tting with orice. The
positioning of this assembly is not considered eld adjustable.
When positioned correctly the gun disc will be perpendicular
to the blast tube and back in the cylindrical portion of the
blast tube as shown in Figure 13. The gun pipe will be
concentric with the orice.
Flame Rod Adjustment
The gun assembly is removed for ame rod inspection or
service. When correctly adjusted the ame rod insulator will
be concentric with the hole it passes through, not be shorted
out against the disc, the 0.75 inch long end tip will point
toward the 0.086 inch diameter alignment hole, and the end
tip will clear the disc according to dimension “C” in Figure
14.
Gun Assembly Removal and Installation
Unplug the ignition lead from the ignition electrode and
unplug the ame rod lead from the ame rod. Disconnect
the 3/8 inch copper tube at the brass tting on the left side
of the gun pipe, open the pipe union and remove the gun
assembly. Models 050-200 include an air tube that must be
lifted up and out of the grommeted hole it is nested into as
the gun assembly is removed. The gun assembly may have
to be manipulated and wiggled as the disc is withdrawn back
through the blast tube. Reassemble in reverse order, being
particularly careful to correctly reinsert the air tube into the
grommeted hole. The tube should slip into the grommet so
there is little leakage, but it should not bear down on it or it
can cause binding on the sliding air valve. Always remove
shoulder screw (12), Figure 22, and manually slide the control
rod back and forth to test for binding after reinstalling the gun
assembly on Models HT050-200. Do not operate the burner
without a tight seal at the grommet.
Figure 14: Flame Rod and Ignition Electrode
ALIGN FLAME ROD TIP
FLAME ROD
C
WITH .086 DIA HOLE
IN BURNER DISC.
.086 DIA.
HOLE (REF.)
Figure 13: Gun Assembly
BASIC AIR
ORIFICE
A
Model HT*** A B
020 1.98 1.94 0.060
025 2.04 1.88 0.060
032 2.04 1.88 0.067
040 2.17 1.75 0.070
050 2.17 1.75 0.089
064 2.17 1.75 0.089
065 2.17 1.75 0.089
079 2.07 1.85 0.102
080 2.07 1.85 0.102
100 2.30 1.62 0.102
110 2.24 1.68 0.098
140 2.30 1.62 0.110
150 4.13 1.62 0.110
200 4.13 1.62 0.110
B
Base Air Orice
I.D.
IGNITION
ELECTRODE
Model HT*** C
020
025 0.09
032 0.09
040 0.09
050 0.40
064 0.40
065 0.40
079 0.40
080 0.40
100 0.44
110 0.35
140 0.35
150 0.48
200 0.75
.09
.086 DIA. HOLE
(REF.)
ALIGN IGNITION
ELECTRODE TIP
WITH .086 DIA HOLE
IN BURNER DISC.
0.09
IM 685-3 17
Page 18

Service
Flame Rod Installation
The ame rod must be disassembled from its porcelain
insulator for removal or installation. Remove the two nuts
on the threaded end of the ame rod, pull the rod out of the
insulator, and then remove the insulator by loosening its
clamp screw.
Ignition Electrode Adjustment
The gun assembly is removed for ignition electrode
inspection or service. When correctly adjusted the ignition
electrode insulator will he concentric with the hole it passes
through, the end of the insulator will be ush with the outside
surface of the gun disc, the electrode tip will point toward the
0.086 inch diameter alignment hole, and there will be a 0.09
inch spark gap to the gun disc (see Figure 14). The ignition
electrode can he removed by loosening the clamp screw and
sliding the entire assembly through the disc hole.
Air and Gas Adjustments
The burner has been adjusted and tested at the factory with
accurate instruments. There should not be a need to readjust
the burner after the unit has been installed.
Verify that the gas supply pressure is correct, the electrical
power is correct, and test the burner thoroughly. Do no
make adjustments unless there is a clear indication that there
is a problem, and proper instruments are available so the
adjustments can be made correctly.
Gas Supply Pressure
The maximum pressure rating of the combination gas
control(s) used on this burner is 0.50 psi (13.9 in. w.c.), as
measured at (2), Figure 22. If the gas supply pressure is higher
than this an additional regulator must be installed so the
pressure will not exceed 0.50 psi.
Many gas burner problems are due to gas supply pressure
problems. High or low gas pressures can cause nuisance
lockouts of the ame safeguard and combustion problems.
Low gas pressure will reduce the heat output of the furnace,
and if extreme, can cause combustion problems and ame
safeguard lockouts. Every gas supply system has a high
pressure regulator somewhere upstream. Perhaps it is at the
meter and adjusting the outlet pressure is not an option, the
following discussion on the “High Pressure Regulator” would
still apply.
High Pressure Regulator
If a high pressure regulator is included as part of the burner
gas train or is included elsewhere in the gas supply line,
it should be adjusted so the pressure at the inlet tap to the
combination gas valves is 7.0 in. w.c. The inlet tap is (2) on
Figure 22. Check that the pressure is relatively consistent
as the ring rate changes. If any other equipment is served
by that same gas line or pressure regulator, check that the
gas pressure also remains relatively consistent when that
equipment is turned on and off. Verify that the regulator
closes off tightly at zero ow by observing that the pressure
does not creep up when the unit is off. If it does, excessive
pressure will have built up over the off period, possibly
exceeding the pressure rating of the combination gas controls,
and causing other problems at light off.
Gas Adjustments
See the sections on Gas Valve Pressure Regulator
Adjustment, page 20, Gas Supply Pressure and High
Pressure Regulator. The gas ow rate is determined by
the gas pressure and a characterized element within the
modulating gas valve. The stem of the valve connects to the
bracket that positions it with lock nuts that are adjusted at
the factory and determine the minimum ring rate of the
burner. Other than gas pressure adjustments, this is the only
adjustable control of the gas. Adjusting the minimum rate
is not intended to be a routine eld adjustment. Properly
adjusting the minimum rate requires clocking a gas meter at
very low ow rates, or connecting a test ow meter into the
gas train.
Air Adjustments
Airow and the resultant combustion characteristics
have been preset and tested at the factory and no further
adjustments should be required. Airow to the burner is
determined by the characterized plate on the air valve outlet
(1) and an adjustable plate (2) on Figure 15. The adjustable
plate can increase or decrease airow across the entire stroke
of the valve. If burner airow is in question, measure the
static pressure at Ports (4) and (5) in Figure 22, and compare
those readings with Columns 6 and 8 in Table 9. A signicant
difference should be checked out.
18 IM 685-3
Page 19

Air and Gas Control Linkage
An L-shaped control rod is connected to the actuator and
passes through the burner housing and into the control box.
This control rod positions the valves that control the burner
air and gas, and actuates switches in the control box to prove
when it is at the maximum and minimum position. When
the actuator positions the control rod to the minimum rate
position, the bracket on that rod that connects to the air valve
and gas valve should be rmly bottomed against the end of
the gas valve which acts as its stop. The linkages to the air
and gas valve should be straight and in alignment. Although
the bracket is to bottom out, the plate connected to it which
slides from right to left to control airow should slide freely
and not be forced against either the right or left side member
of the air box.
At the minimum rate position maintain a gap according to
dimension “D” in Figure 15. With that sliding plate in this
minimum rate position, check dimension “E” in Figure 15.
To gauge opening “E,” use a drill blank held perpendicular to
the plate. For Models 050–200 opening “ E ” can be accessed
through the grommeted opening in the primary air collector.
See (3), Figure 15, for Models 020-040 the primary air
collector must be removed. Generally, it is easier to remove
the collector with the inch diameter tube still attached by
disconnecting the tube at the other end.
At the maximum rate position the sliding blade should be full
open, but it should not be forced against the left side piece of
the air box.
The control rod bracket that connects the air and gas valves
must be correctly positioned on the control rod such that
the bracket will be rmly held under tension against its stop
when the actuator is in the minimum rate position, and so the
sliding blade will open fully without making contact at the
end of the stroke. When modulating towards the minimum
rate position the actuator will continue to travel after the
bracket contacts the stop, exing the vertical end of the
control rod so the bracket is held under tension. To correctly
locate the bracket on the rod, rst adjust the air damper
linkage so there will be a gap per dimension “D” in Figure 15,
when the bracket is bottomed out against the end of the valve.
Second, loosen both set screws on the bracket assembly so the
bracket is free to slide on the rod. Third, position the actuator
to the maximum rate position. Position the sliding blade to the
wide open position.
Grasp the rod and while applying some thrust to the rod in
the direction of the actuator to take up any free play, and
with the bracket in alignment with the linkages that connect
to it, tighten the two set screws. Return the actuator to the
minimum rate position.
The adjustable plate (2) in Figure 15 is positioned to provide
an opening per dimension “F.”
Service
Figure 15: Air and Gas Control Linkage
PROFILE
PLATE
Model HT*** D E F G
020
025 0.005 0.125 0.83 3.30
032 0.005 0.101 0.82 3.30
040 0.005 0.101 1.25 3.30
050 0.020 0.099 1.25 3.30
064 0.020 0.136 1.60 3.30
065 0.020 0.136 1.60 3.30
079 0.020 0.106 1.88 3.30
080 0.020 0.106 1.88 3.30
100 0.020 0.110 2.44 3.30
110 0.020 0.136 1.05 4.28
140 0.020 0.136 3.30 4.28
150 0.020 0.140 3.30 4.28
200 0.020 0.140 4.40 4.28
PRIMARYAIR
COLLECTOR
ADJUSTABLE
PLATE
E
D
G
10º
F
MIN
RATE
90º
0.005 0.116 0.50 3.30
IM 685-3 19
Page 20

Service
Actuator Crankarm
The actuator crankarm should not require adjustment. The
radius indicated by “G” dimension in Figure 15, will result
in a complete stroke from minimum to maximum, and
provide the correct amount of over travel to bottom out the
linkage bracket at the minimum rate position. Do not attempt
to modify ring rates, etc. by changing the radius of the
crankarm.
Switch Adjustment
Switches LS1 and LS2 prove maximum and minimum
position of the control rod. These switches are located in the
control box switch compartment and have a limited range
of adjustment. When the two nuts that secure the switches
are loosened the switch will pivot on the inner stud and
the outer stud can be moved up and down. The switches
should be adjusted such that when the collar mounted on the
actuator rod is moved into position and pushes in the lever
on the switch, the switch will click to the “made” position,
but the lever will not bottom out against the switch body.
When properly adjusted the lever can move an additional
0.02 inches, as proven by slipping a feeler gauge between
the switch lever and the collar when in the “made” position.
The collar on the control rod should be adjusted so the switch
lever it is actuating will rest squarely on the outer surface of
the collar but only 0.03 inches from the edge. If the collar is
located for an engagement that is longer than 0.03 inches, the
collar may not reach the actuator on the other switch when at
the other end of its stroke.
Altitude Considerations
For altitudes above 2000 feet, the gas burner must be derated
4% for every 1000 feet of altitude.
Example: An 800 MBh output furnace at an altitude of 3000
feet is derated (0.04 × 3 = 0.12). At 1000 MBh input (1000 ×
0.12 = 120 MBh), the actual input is (1000 120 = 880 MBh) at
3000 feet.
The method of derating the burner is to reduce the manifold
pressure for the pilot and main burner. First, refer to Table
9. Multiply the Gas Manifold Orice Pressure (at max. rate)
shown under Column 9, by the following altitude factors:
2000 feet = 1.0 5000 feet = 0.774
3000 feet = 0.922 6000 feet = 0.706
4000 feet = 0.846 7000 feet = 0.64
Gas Valve Pressure Regulator Adjustment
The high turndown burner uses combination gas controls to
provide redundant on-off gas control and pressure regulation.
A burner will have from one to six of these controls piped in
parallel depending on the BTU rating of the burner. When
two or more valves are in parallel their pressure regulators
must be adjusted so the valves maintain the specied
manifold pressure and are balanced so each valve handles its
share of the load. To determine that the valves are balanced,
the manifold pressure must be measured and adjustments
made at both maximum and minimum capacity. As the
burner modulates from maximum capacity down to minimum
capacity it is normal for the manifold pressure to rise. This
is because the pressure loss through the valve and ttings is
being reduced as the ow rate is reduced. If one (or more)
valve is not in balance with the others, the pressure at the
minimum rate will rise higher than normal.
Clockwise rotation of the pressure adjusting screw on the
combination gas controls will increase the pressure set point,
and counter-clockwise rotation will reduce the pressure set
point (see Figure 16).
Figure 16: Combination Gas Controls
PRESSURE REGULATOR ADJUSTMENT
INLET
PRESSURE
TAP
INLET
GAS
CONTROL
KNOB
(SHOWN AT "ON")
(UNDER CAP SCREW)
ON
OFF
OUTLET
OUTLET
PRESSURE
TAP
Adjustment Procedure for Parallel Valves
When a manifold pressure adjustment is required, the rst
step is to adjust the pressure regulator of each combination
gas control to the minimum rate manifold pressure (Table
9, Column 10) while only that valve is operational, and it is
handling approximately its normal maximum rate CFH of
gas. The manual shutoff valve knobs are used to control gas
ow so just one valve is operating at a time.
While the burner is operating and only one combination gas
control is open, increase the ring rate of the burner. As the
ring rate is increased the manifold pressure will be relatively
constant until the gas ow rate exceeds the capacity of that
single valve and the manifold pressure starts to drop off. The
pressure adjustments should be made at the maximum gas
ow rate just before the manifold pressure starts to drop off,
and the following should be considered:
20 IM 685-3
Page 21

Service
To determine a ring rate suitable for this adjustment, rst
modulate the burner down to the minimum rate. At this ow
rate only the valve with the highest pressure regulator set
point will be operational, the other valves will be shut down
by their integral pressure regulators because the manifold
pressure is slightly higher than their set point. While the
burner is operating at that minimum ring rate slowly
close all but one of the manual shutoff valve knobs on the
combination gas controls. With care this can be done without
the burner loosing ame and shutting down. Watch the
manifold pressure manometer as each valve is being closed.
If the manifold pressure starts to drop rapidly in response to
the knob movement, it indicates this combination gas control
has the higher pressure adjustment and is supplying the gas to
the manifold. Leave this valve open, and continue closing the
remaining valves until only that one valve is open, and then
adjust that combination gas control rst.
a. The manifold pressure does not always
immediately respond to regulator adjustments. Wait
a few seconds after making an adjuster movement
for the regulator to respond and equalize.
b. When making an adjustment rotate the adjuster
CCW until the manifold pressure is below the
desired set point, and then slowly rotate the adjuster
CW and nudge the pressure up to the desired set
point.
c. If the regulator cannot be adjusted up to the
required set point, or if that set point seems to be
the highest pressure the regulator can be adjusted
to, the ow rate used for this procedure is too high
and must be reduced by repositioning the actuator
to a lower ring rate, or the gas supply line pressure
is too low.
After adjusting valve 1, open valve 2. If opening the
additional valve does not cause the manifold pressure to go
up, increase the pressure regulator setting of valve 2 until an
increase is observed, this would indicate that the valve has
started functioning. Then slowly close the rst valve. Proceed
to adjust valve 2. Repeat this procedure until all valves have
been adjusted.
Open the manual shut off knobs on all the combination gas
controls and modulate the burner up to the maximum ring
rate. The resulting manifold pressure should be close to the
Maximum Rate Manifold Pressure indicated in Table 9,
Column 6. If further adjustment is required it should not be
necessary to go through the entire procedure again. If the
manifold pressure is to be increased, make small but equal
(about 1/4 revolution) CW rotations of the pressure adjusting
screw on every combination gas control and check the
resulting manifold pressure, both at maximum and minimum
rate.
Check Manifold Pressure at Minimum Rate
When several combination gas controls are in parallel and are
handling a low ow rate, the combination gas control with the
highest set point is essentially handling all the gas. Observe
the gas manifold pressure at the minimum rate. If it is higher
than the pressure specied under Column 10 in Table 1, locate
and adjust the dominant combination gas control. Test each
combination gas control by slowly manipulating the manual
shutoff knob toward the closed position while observing
the manifold pressure. The pressure will only respond to
movement of the knob on the dominant valve. The manifold
pressure will drop as the gas ow is throttled back, using the
knob on the combination gas control to partially close that
manual valve.
Generally a valve will he found that has an effect, and very
little adjustment will cause a reduction in the minimum rate
manifold pressure. Reduce the pressure adjustment of that
dominant valve by slowly rotating the adjuster CCW until the
manifold pressure no longer drops in response to that adjuster
movement. If the manifold pressure is still high after that rst
adjustment, another valve may have become the dominant
valve and that may also have to be isolated and adjusted to get
down to the specied minimum rate manifold pressure. After
making this type of adjustment it is necessary to recheck the
maximum ring rate manifold pressure and perhaps readjust
it, making very small but equal adjuster movements on each
valve.
Combustion Testing
Proper start-up and maintenance requires periodic
combustion tests and the systematic recording of those test
results for future reference. Before making combustion air
adjustments, check for proper input rate.
Verify Input Rate
To determine the input rate it is necessary to know the BTU
per cubic foot of gas being used. If this is not known, contact
the gas supplier. Check input rate by timing the gas meter dial
with all other appliances and their pilot lights off.
To verify the input rate using the gas meter, use a stopwatch
and time one revolution of the dial. Calculate the input with
the following formula:
MBH Input = A × B × 3.6
C
Where: A = BTU/cu. ft. of gas
Typical: Natural gas= 1000, LP gas=2500
B = Cu. ft. per revolution of meter dial
C = Seconds required for 1 revolution of meter dial
IM 685-3 21
Page 22

Service
Condensate
Check CO2, CO & Stack Temperature
Flue gas samples are to be taken from inside one of the
secondary tubes. If the sample is taken from the ue box
rather than the tube, the sample will be diluted with outside
air and lower readings will result. If ue gas temperature
is to be measured, this must be done in the ue box, not in
the tube. The temperature gradient within the tubes would
cause high readings near the center of the tube and low
readings near the edge. Temperatures should be measured
within the ue box where a good mix will be present. The
ue box includes two 5/16" holes for test purposes. One hole
lines up with the end of a secondary tube for taking ue gas
samples. The other hole, through the side of the ue box, is
for thermometer insertion.
If the CO2 and/or CO readings are not within the range
indicated, see Troubleshooting Chart, page 28.
Figure 17: Checking Temperature
Measure
Temperature
300º
400º
500º
600º
Cleaning Heat Exchangers
Models 032 thru 200 (see Figure 18)
1. Remove the ue box front wrap (1) and the rear
inspection cover (3).
2. Remove and clean the turbulator (2)‚ from each tube
and clean the ue box.
3. Clean each tube with a 2½" round ue brush.
4. Remove the brushings and if required clean the
combustion chamber and header through the rear
inspection door port.
5. Reinstall the inspection door (3). Snug the screws but do
not overtighten and crush the insulation.
6. Reinstall a turbulator (2) in each tube approximately
ush with the tube ends. The end of the turbulators are
formed such that the end will bind within the tube end
and lock the turbulator in place.
7. Reinstall ue box front wrap (1).
Figure 18: Models 032 thru 200 Heat Exchanger
1
2 1/2 Round Flue Brush With 7 Foot Handle
Temperature Gradient
Co
2
Sample
Typical Readings:
CO2 9½ to 10½ percent at maximum rate
4 to 7 percent at minimum rate
CO 0.005 percent (50 PPM) or less
within Tube
3
2
Drain
22 IM 685-3
Page 23

Service
Models 020 thru 025 (see Figure 19)
1. To gain access to the inside of the combustion chamber,
detach the burner from the furnace and set it on the
oor of the vestibule (see Figure 19, Item (3)). The
burner is attached to the furnace studs with four nuts.
Conduit lengths allows this movement of the burner
without disconnecting wiring. The union on the gas line
must be opened.
2. Remove the ue box front wrap (1).
3. Remove and clean the turbulator (2) from each tube and
clean the ue box.
4. Clean each tube with a 2½" round ue brush.
5. Remove the brushings and if required clean the
combustion chamber and header through the burner
mounting tube.
6. Reinstall the burner.
7. Reinstall a turbulator in each tube approximately ush
with the tube end, locking them in place with the wedge
clips on each turbulator.
8. Reinstall ue box front wrap (1).
Figure 19: Models 020 thru 025 Heat Exchanger
2 1/2 Round Flue Brush With 4 Foot Handle
Wind Deector
Leakage Symptoms
1. Odor - Odors in the building are usually being brought
in through the outdoor air intakes and do not indicate
leakage from the furnace. Check for down draft
conditions and check the location of the ue exhausts
of other equipment that may be pulled into the outdoor
air intake. A major and obvious furnace rupture can be
a source of odor. In general, small leaks in a furnace
will not be a source of odor or danger because the
pressure created by the supply fan is greater than the
pressure inside the furnace. Therefore when the supply
fan is operating, leakage will be into the furnace, not
out of the furnace and into the air stream. If the control
system is such that the furnace comes on and warms
up the heat exchanger before the supply air fan comes
on, and there is odor when the supply fan rst comes
on, this could be caused by leakage. During the time
the furnace is on and the supply fan is off the leakage
would be out off the furnace and then when the supply
fan came on it would blow those products of combustion
into the supply duct.
2. Low CO2 Readings - Low CO2 readings that cannot
be corrected can be caused by air leaking into the heat
exchanger and diluting the ue gas. If this is suspected,
take two consecutive CO2 readings, one with the supply
1
fan running and one with the supply fan off. If the
CO2 increases with the supply fan off, it could indicate
leakage. Note that CO2 samples must be taken from
inside a tube, not just from inside the ue box.
3
2
Condensate Drain
Checking for Leaks
1. Open up the rear casing panel while the unit is shut off
and visually inspect the heat exchanger.
2. Visually inspect the heat exchanger while the burner
is operating, looking for light coming through holes.
The burner should only be operated for a few minutes
with the supply fan off, and take necessary safety
precautions around the hot heat exchanger.
3. Perform consecutive CO2 tests with supply fan off
and on. See Item 2 under “Leakage Symptoms.”
4. Smoke Bomb Test - Cover the ue box openings, open
the rear casing panel so the heat exchanger is accessible,
toss a smoke bomb into the heat exchanger through the
rear inspection port, replace the port cover, and with
a bright light look for smoke leaking through the heat
exchanger. Remove the remains of the smoke bomb
and uncover the ue box openings before attempting to
operate the furnace.
NOTE: In most cases small leaks in the heat exchanger
are not a source of danger. Because the pressure
created by the supply fan is greater than that inside
the heat exchanger, the leakage will be into the heat
exchanger, not out of the heat exchanger and into the
airstream.
IM 685-3 23
Page 24

Service
Causes of Failures
1. Improper Application - The furnace rating plate
species a “Minimum Airow CFM.” The furnace
must not be operated when airow is below this
minimum cfm. If the furnace is being used on a
variable air volume system, the control system must be
such that the furnace will not operate when the supply
fan cfm has fallen below this minimum specied cfm.
The furnace rating plate also species a “Maximum
MBH Input” which must not be exceeded. See Verify
Input Rate, page 21.
2. Control Failure - The limit control does not function
properly to shut off the burner when the heat exchanger
temperature becomes excessive. In most situations,
a properly controlled unit will never even require the
limit control to shut off the unit. The limit control
should be a backup control and a problem attributed to a
limit failure would generally indicate a control problem
in addition to the limit failure.
3. Excessive Condensation - Applications which will
produce condensation require an all stainless steel
heat exchanger that is resistant to the effects of this
condensation and that will give long heat exchanger life.
The likelihood of condensation increases with:
a. Colder supply air temperature across the secondary
tubes, as on units taking in a lot of outdoor air in
colder weather.
b. Lower heat ow through the secondary tubes, as
on modulating burners when operating at reduced
input.
c. High airow across the secondary tubes such
as any application with a low temperature rise
furnace.
4. Chemical Deterioration - Refrigerant leaks, some
aerosol can propellants, fumes from dry cleaning
establishments, beauty shops, swimming pools,
and others, often have detrimental effects on heat
exchangers when they get into the combustion air
supply and thereby into the combustion. Even fumes
from nearby roof exhaust fans can cause problems.
5. Inadequate or Distorted Airow - Internal bafes that
have been repositioned or have loosened up and moved
can distort the airow and cause failures. Construction
rubbish, shipping cartons, and insulation that has come
loose will occasionally end up inside a unit and block
airow to part of the furnace, resulting in a failure.
These items can also alter the air or heat ow to the fan
limit or some other control and contribute to a failure.
Replacing Heat Exchanger
1. Remove the complete ue box, the casing panel through
which the ue tubes pass, and the rear inspection cover.
Open the hinged rear door.
2. The burner is mounted on and supported by the heat
exchanger studs with four nuts. When removing the
heat exchanger, the burner must either be removed or
blocked in place. Remove the four burner mounting nuts
and the two exchanger bolts located 2" above the upper
burner mounting nuts.
3. When it is necessary to remove any air bafes
surrounding the heat exchanger, carefully note the
locations and clearances of these bafes before
removing them so they can be replaced in the exact
same position.
4. Remove the two bottom bolts at the back of the heat
exchanger.
5. Withdraw the heat exchanger through the back of the
casing.
Furnace Condensation
A furnace will produce condensation when the ue gas
temperature falls below its dew point temperature. A more
efcient furnace will transfer more of its heat into the
building,
A modulating burner will produce more condensate than
an on-off burner. As the ring rate of the burner is reduced
the ue gas temperature will he reduced, and if it is reduced
below its dew point condensate will be produced.
A furnace that is heating a high percentage of outside air
will also produce more condensate. The colder the air
contacting the heat exchanger, the lower the resulting ue gas
temperature, and consequently the more condensate.
Do not think a furnace has a problem because it produces
condensate anymore than you would think a cooling coil has
a problem because it produces condensate. However suitable
steps should be taken to manage the ow of the condensate
produced.
Most condensate will be produced in the secondary tubes
where ue gas will sweep it into the ue box. Condensate will
also come from the combustion chamber. Models 020 and
025 have a piped combustion chamber condensate drain, and
Models 032 through 200 have a rear cleanout port with an
integral condensate drain.
Condensate will also drip from the drains in the two outer
corners of the ue box, and from the drip shield below the
rear cleanout port. Condensate should not be running down
the unit, except at times the wind may blow the dripping
condensate mentioned above. The drip shield below the rear
cleanout port must be correctly installed as shown in the
following section.
24 IM 685-3
Page 25

Service
Rear Inspection Cover
The rear inspection cover (see Figure 20) is equipped with
a stainless steel drip shield to keep condensate away from
the side of the unit if condensate drips out of the inspection
cover. The shield (1) must t snugly against the bottom of the
cleanout port tube (2) at (3) so condensate (4) cannot run back
along the underside of the tube and into the unit or down the
side of the rear panel.
NOTE: If an excessive amount of condensate is dripping out
of the rear inspection cover, check the condensate
drain for blockage and clean if necessary. Check the
Rear Condensate Drain annually for blockage.
Figure 20: Inspection Cover (Models 032 thru 200)
Combination Fan And Limit Control
The fan limit control is a hydraulic action type with a remote
sensing element and connecting capillary tube. The sensing
element is locked into a bracket located on one of the heat
exchanger tubes about halfway toward the back of the
furnace, on the side away from the blower. One corner of the
bracket is bent aside to remove the element.
Normal setting of the FAN control: Fan On = 125°F,
Fan Off = 100°F.
The LIMIT control must never be set higher than the
temperature listed below. If the burner is shutting off on high
limit at these settings, it indicates that there is a problem with
the furnace not getting enough air or it is being overred.
Table 5: LIMIT control set points
Burner Model
020 215 079 181
025 160 080 229
032 196 100 170
040 154 110 222
050 229 140 168
064 185 150 194
065 232 200 151
Limit Control
Set Point
Burner Model
Limit Control
Set Point
Replacing “White Rogers” Fan Limit Controller with “Antunes”
Wire 24 VAC input power to terminals T2 and T3. Wire
temperature sensor from the secondary tubes at the heat
exchanger to terminals T7 and T8. Connect N.C and COM
wires for internal fan and high limit relays
Figure 21: Antunes® Fan Limit Controller
IM 685-3 25
Page 26

Maintenance
Preventative maintenance is the best way to avoid
unnecessary expense and inconvenience. The system should
be inspected at regular intervals by a qualied service
technician. The service intervals below are typical for average
situations but will have to be adjusted to suit the particular
circumstances.
Fuel pressure settings, control settings, and linkage
adjustments should only be made by persons thoroughly
experienced with the burner and control system and should
not be tampered with by persons without such experience.
Always replace covers on burner controls and boxes as the
electrical contacts are sensitive to dust and dirt. Maintenance
of ame safeguard, controls, gas valves, and other such
components should be performed in accordance with
instructions contained in the manufacturer’s bulletins.
Monthly
1. Check air lters and main supply fan drives, replacing
if required.
2. Check ame signal with a keyboard display module or a
DC voltmeter.
Twice Yearly
1. Burner Air Check burner fan wheel for dirt build-up
and lint. Check combustion air intake louver and ue
box for dirt buildup and accumulation of wind borne
debris.
2. Cleaning Inspect ue tubes and combustion chamber,
cleaning as required. Keep burner vestibule clean. Dirt
and debris can result in burner air blockages.
Yearly
1. Gas Train Check all valves, piping, and connections for
leakage. Remove burner gun assembly. Inspect, and if
required, clean the ame rod, ignition electrode, main
burner disc, and blast tube. Check tightness of linkage
fasteners and bolts that could work loose from vibration
and movement.
2. Combustion Check quality of combustion. Test CO2
and CO and look for irregularities in re shape. If
combustion characteristics have changed since the last
test, determine the cause. Changes in input, changes
in the BTU content of gas being supplied, reduced
combustion air due to dirty blower wheel, or ue
passages in need of cleaning can all cause changes in
CO2 reading. When a readjustment seems necessary,
do not make the adjustment without rst trying to
determine if the required change is not an indication
that something else is in need of correction.
3. Flame Safeguard Perform a ame failure check and
“pilot” turndown test. See control manufacturer’s
bulletin for further information.
4. Motor Motor life will be increased by proper oiling.
There are provisions in both end shields for
relubrication. Re-oil each bearing with 150 drops
(approximately 1 teaspoon) SAE-20 oil.
5. If the burner is to be out of service for the summer, turn
off the burner control switch and close the manual gas
cocks.
26 IM 685-3
Page 27

Maintenance
Flame Safeguard
See manufacturer’s bulletin for more detailed information or
for information on ame safeguard other than the RM7897A.
The Honeywell RM17897A is a microprocessor based
integrated burner control that will do self-diagnostics,
troubleshooting, and status indication, as well as the b u rner
sequencing and ame supervision.
Keyboard Display Module
The Honeywell S7800A1001 module is an optional device
available for use with the RM7897A. It can be a permanent
accessory added to the RM7897A or it can be carried by
the service technician as a tool that is very easy to mount
when servicing the RM7897A. It mounts directly on to
the RM7897A and has a 2 row by 20 column display. The
module will indicate ame signal dc volts, sequence status,
sequence time, hold status, lockout/alarm status, total hours
of operation, total cycles of operation, and can provide 127
different diagnostic messages for troubleshooting the system.
The module will give a fault history. It can be mounted to
the RM7897A and will retrieve information on the six most
recent faults.
Consult the Honeywell bulletin 65-0090-1 “7800 Series,
Keyboard Display Module” and 65-0118-1 “7800 Series,
System Annunciation, Diagnostics and Troubleshooting.”
Operation
Initiate Period: When the relay module is powered it goes
through a 10 second “Initiate” period. It will also enter into
the “Initiate” period if electrical power problems such as
low voltage or momentary interruption occur while the unit
is operating. Operation of the burner fan motor is delayed
throughout the “Initiate” period.
Standby: After the initiate period is completed, the module
will enter the standby mode and await a call for heat by the
temperature control system.
Normal Start-Up
Prepurge: Upon a call for heat the prepurge period will
begin. If the air switch does not detect fan operation within
10 seconds into the prepurge, a recycle to the beginning of the
prepurge will occur.
Ignition Trial: The pilot gas valve and the ignition
transformer are powered for 10 seconds following the
prepurge. Pilot ame must be proven at the end of that 10
second period or a shutdown will occur.
Run: If Pilot ame is proven at the end of the 10 second
ignition trial. the main gas valve will be powered. If a
ameout occurs, the module will recycle within 3 seconds,
and initiate a new prepurge period. If pilot ame continues
to be detected, the module will be in Run until the power
is interrupted to terminal 6, indicating that the temperature
control system no longer requires heat, or that the high limit
or another control has opened.
LED Display
There are ve labeled LED’s located on the front of the
RM7897A which are energized to indicate operation as
follows:
POWER: The RM7897A is powered.
PILOT: The prepurge period is complete and the terminal for
the pilot gas valve is powered.
FLAME: Pilot ame is detected.
MAIN: The ignition trial period is complete, ame is
detected, and the terminal for the main gas valve is powered.
ALARM: The RM7897A is on equipment protection lockout.
IM 685-3 27
Page 28

Troubleshooting
The RM7897A ame safeguard is equipped with an LED
to aid in the diagnosis of burner operation and problems.
Fault identication is a series of fast and slow-blinking LED
lights. The fast blinks identify the tens portion of the fault
code (two fast blinks is 20), while the slow blinks identify
the units portion of the fault code (two slow blinks is 2). Two
fast blinks followed by two slow blinks would be fault code
2-2. This identies a ame signal absent at the end of the pilot
ame establishing period. (See Table 7: Fault codes on page
31 for Blinking Fault Code List.) The LED code repeats as
long as the fault exists. To clear the fault, press the RESET
button.
In addition, a Keyboard Display Module is available and
is a valuable aid for indicating ame signal DC volts, fault
messages, sequence status, etc. Refer to Figure 11: Typical
Electrical Schematic with no MicroTech III Control System
on page 14 for additional information on the Keyboard
Display Module.
Some of the steps listed in this troubleshooting chart will be
unnecessary if a Keyboard Display Module is used, as that
module will pinpoint many problems.
Voltage checks can be accomplished without removing the
Flame Safeguard by removing the Electrical Access Slot
Covers on the side of the sub-base and then using those
electrical access slots.
Table 6: Troubleshooting Chart
Burner Motor Does Not Run (After 10 Second “Initiate” Period And With Switch At Auto):
1.1 Power LED is off.
1.2 Entire unit seems to be
off.
1.3 Supply fan will operate.
1.4 Power LED is on.
1.5 Resetting ame
safeguard does not
start motor after the 10
second “Initiate” period
is completed.
Burner Motor Runs, But...
2.1 Burner motor runs
continuously, but burner
does not start (pilot
LED) does not come
on after 30 (60 or 90)
seconds.
Burner motor starts
2.2
when the reset button
on RM7897A is
pressed. The motor
runs for 40 (70, 100)
seconds and then the
burner shuts down
and requires manual
resetting.
Power is not getting to burner.
Burner power comes from the main control panel which has a main disconnect switch, a stepdown
transformer with primary winding fuses, a 120V secondary winding fuse, and an on-off service switch. If
any of these were open, the burner as well as the supply fan would be inoperative. The control system
also has restat type temperature sensors which will shut down the entire unit if supply or return air
temperatures exceed set points. On some control systems, the restats only lock out the supply and
return fans. Check main control schematic, as these would not be burner problems.
a. Check the manual reset limit control located between the lters and the supply fan and reset if required.
b. Check that the control system has energized relay R20 located in the main control panel.
Push the reset button on the ame safeguard.
a. Check Table 7. The LED code may diagnose the problem.
b. Push the reset button on the burner motor.
(Note: If motor is hot and probably tripped, it has to cool sufciently before it can be reset.)
c. Remove the left side electrical access cover on the ame safeguard sub-base and test for line voltage at terminal 4 and L2.
If powered, the problem is with the burner motor or its associated controls. On Models 1100-2000, terminal 4 only controls a
contactor and burner motor power comes from its own circuit breaker. If terminal 4 is dead, check for power to terminals 6 and
L2.
d. IF VOLTAGE IS ZERO: The power is being interrupted by the limit control, the manual reset high or auto reset low gas pressure
switches (if included), the low re end switch on the modulating operator (if included), or relay contact in the main control system.
Consult the schematic and determine the interruption.
e. If voltage is satisfactory at terminals 6 and L2 and terminal 4 does not become energized after 10 seconds, and pressing the
safety reset button has no effect, replace the RM7897A.
a. Check Table 7. The LED code may diagnose the problem.
b. The air switch sensing tube is not in the blower housing and sensing pressure.
c. The air switch or its wiring is defective. 120 volts should appear between terminals 7 and L2 if airow switch contacts are made.
a. Check Table 7. The LED code may diagnose the problem.
b. If the PILOT LED did not come on for the 10 seconds before shutdown check for voltage between
terminal 10 and L2 during the nal 10 seconds before control locks out. If zero voltage, replace the
RM7897A.
c. If the PILOT LED did come on for 10 seconds before shutdown the pilot ame is not igniting or is not
being detected by the ame safeguard. Check that the manual gas valves are open.
d. Check the ame safeguard with a ame simulator.
1. Close the main gas test cock.
2. Plug the ame simulator into the ame safeguard.
3. When the pilot indicator light comes on, touch the simulator G post to ground. If the FLAME LED now comes on the ame
safeguard is working, but it is not receiving an adequate ame signal. If the FLAME LED did not come on replace the R7847A
amplier or/and the RM7897A.
28 IM 685-3
Page 29

Burner Motor Runs, But... (continued)
2.3 During the 10 second period before shutdown
there is:
2.3.1 No spark or ame.
2.3.2 Spark but no ame.
2.4 Improper pilot air readings.
2.5 Proper pilot air and gas readings, spark but no
pilot ame.
2.6 Pilot ame comes on, but ame safeguard still
locks out.
Troubleshooting
a. Check Table 7. The LED code may diagnose the problem.
b. Close the main gas cock (pilot gas cock open) and observe the pilot through the inspection window as it
goes through a sequence.
a. Close the main gas cock (pilot gas cock open) and observe the pilot through the inspection window as it
goes through a sequence.
b. Remove the burner gun assembly and check for shorted ignition electrode, open ignition lead, defective
ignition transformer, or loose terminal screw on ame safeguard subbase. Check for voltage between
terminal 10 and L2 during the nal 10 seconds before the control locks out. If zero voltage, replace the
RM7897A.
a. Close the main gas cock (pilot gas cock open) and observe the pilot through the inspection window as it
goes through a sequence.
b. Improper pilot and gas adjustments. Connect a manometer to the pilot test tee and adjust per Pilot Air &
Gas Adjustments on page 15. If the specied settings cannot be attained, a problem is indicated.
a. The pilot air pickup tube is not inserted into the blower housing, is broken, cracked, kinked, or improperly
positioned.
b. Plugged air tube.
c. Tubing to the pilot burner is not connected, is loose or cracked.
d. Plugged pilot gas orice.
a. Porcelain sleeve around ignition electrode is not adequately reducing airow through this opening. See
Ignition Electrode Adjustments on page 15
b. Air in gas lines as a result of inadequate bleeding or recent service work or construction.
c. Readjustment of pilot air and gas is required. Refer to “Pilot Air and Gas Adjustment” section.
a. The ame safeguard is not detecting pilot ame. Check ame safeguard using Table 7. If this conrms
ame safeguard is working, and the pilot is coming on during the 10 second ignition trial period, then the
pilot is not producing an adequate ame signal. Check pilot and its adjustments as listed above in 2.6-b, c
and d.
b. Disconnected, shorted or open ame rod lead.
.
Motor Runs, Pilot Ignites...
3.1 Burner motor starts. After 30 (60 or 90)
seconds the PILOT LED comes on, the
FLAME LED comes on momentarily and then
goes out.
3.2 Pilot operates, the ame safeguard does not
lock out. but the main ame does not come
on.
a. Check Table 7. The LED code may diagnose the problem.
b. The power is only momentarily proving itself to the ame safeguard. It must be proven at the end of the of
the 10 second ignition trial.
c. On a new start-up, this could indicate the gas lines have not been sufciently purged of air.
d. Improper ame rod position.
e. Improper pilot air or gas adjustments.
f. Air leakage into the pilot burner at the porcelain bushing or through cracks in pilot burner.
g. Defective or improperly installed pressure regulator upstream of pilot gas cock that passes enough gas for
pilot, but when main valve opens, gas pressure drops drastically.
a. Check Table 7. The LED code may diagnose the problem.
b. Check that the main manual gas cocks are open.
c. If the Main LED does not come on, check the voltage at terminals 9 to L2. If no voltage across 9 to L2,
replace the RM7897A.
d. Check for defective or improperly installed pressure regulators and determine that their vents are not
plugged.
e. Check for defective or improperly installed main gas valves, or open wires to the valve.
f. On diaphragm type gas valves, check for plugged or misadjusted bleed orice or bleed line.
IM 685-3 29
Page 30

Troubleshooting
Burner Operates; However...
4.1 Main ame light off is rough.
4.2 Flame is not symmetrical as observed through
rear
4.3 Nuisance tripping of the ame safeguard.
4.4 Modulating burners: Pilot lights, main ame
comes on at low re, but as actuator attempts
to reposition for an increased ring rate
the ame goes out. Then the sequence is
repeated.
4.5 At the instant spark comes on, the ame
safeguard drops out and restarts the prepurge cycle.
4.6 When the ame safeguard is powered it locks
out and the ALARM LED comes on.
a. The furnace is being red above its rated capacity. See Verify Input Rate on page 17.
b. Heat exchanger needs cleaning. Increased pressure drop through heat exchanger reduces airow through
burner and affects combustion.
c. At light off, the gas valve is opening too fast. On diaphragm type valves check the bleed orice adjustment.
Some models use a bleed orice on the pressure regulator to smooth its opening. When replacing
regulators, the bleed orice must be reinstalled on the new regulator.
d. The burner is improperly adjusted. Check gas pressure and orice size or time a gas meter to verify ring
rate; check the CO
e. Check the adjustment of the burner gun assembly. Particularly check the pilot position within the gun on
Models 200 and 250.
f. Inspect the gun assembly and blast table for warpage or deterioration.
a. Unproportionally high airow. Check CO
b. The gun discs are not perpendicular to the blast tube, or the discs are warped or otherwise out of
alignment.
a. Check Table 7. The LED code may diagnose the problem.
b. Check gas pressure situation. Marginal pressure during normal times can become low pressure during
time of demand and lead to trip-outs, etc. Pressures higher than that for which the gas train is designed
can also cause problems. Line pressure should not exceed 13.9" W.C. (1/2 psi) into the standard gas
train. Pressures higher than this require an additional stepdown regulator to maintain the pressure below
13.9" W.C. even at “no ow” conditions. A regulator that does not shut off tight at “no ow” will allow a
small amount of gas to leak past and eventually the high pressure will build up on the downstream side,
thus exceeding the rating of the gas train components.
c. Undersized piping can also cause problems by delivering reducing pressure during times of maximum
demand.
d. On modulating burners check the pilot ignition and ame signal when operating at both high re and low
re.
e. Check that the pilot ignition electrode porcelain bushing is blocking air passage into hole in pilot assembly.
Check the pilot burner for cracks that could allow air leakage into the pilot burner. On modulating burners,
this leakage changes as the burner air damper changes air pressure, and perhaps the pilot will produce a
strong microamp signal at low re but not at high, etc.
f. Observe the ame signal DC volts when turning on the burner switch Any movement of meter needle before
the ignition cycle could indicate a short to ground. This could be an intermittent situation from moisture
conditions. With pilot gas cock closed, any movement during the ignition attempt indicates ignition
interference.
g. Check for loose or cracked pilot gas tubes, air tubes, and ttings that could vary leakage from time to time
as vibration might move them around.
h. Check supply voltage and if suspicion warrants arrange to have a recording voltmeter connected to the
burner for a period of time.
i. Marginal ame signal. Adjust pilot air and gas and ame rod position.
j. If the pilot air pickup tube is kinked or attened from bending, pilot air is reduced. When this happens, the
pilot is unstable and nuisance tripping results. Replace the pilot air pickup tube.
a. Check the burner fan air proving switch and tube. As the burner air control damper opens further to
provide more air for an increased ring rate, the static pressure inside the fan scroll is reduced. This is the
pressure being sensed by the air proving switch, and if it falls below its set point the burner will drop out.
The adjustment screw is located next to the wiring box cover. Turn screw CCW to reduce set point.
b. Use a manometer to determine if the gas pressure at the orice is dropping prior to the ame going out. If
gas pressure is dropping, check for a plugged vent on a gas pressure regulator or something that restricts
the gas ow in the line so only a low at rate can occur.
a. Check Table 7. The LED code may diagnose the problem.
b. Ignition interference. Flame rod or its wire is sensing voltage from ignition. Also determine that ignition
electrode spark gap is within specications.
a. Check Table 7. The LED code may diagnose the problem.
b. Purge card missing or bad, terminals are energized that should not be at that stage, or there is an internal
system fault. Replace purge card or RM7897A as indicated.
to verify the combustion air adjustment.
2
.
2
30 IM 685-3
Page 31

Table 7: Fault codes
Blinking Fault Codes...
Fault Code System Failure
Code 1-1
*Low AC Line Voltage*
Code 1-2
*AC QualityProblem*
Code 2-1
*UnexpectedFlame Signal*
Blinking Fault Codes... (continued)
Fault Code System Failure
Code 2-2
*Flame Signal Absent*
Code 2-3
*Flame Signal Overrange*
Code 3-1
*Running/Interlock Switch Problem*
Low AC Line detected.
Excessive noise or device running on
slow, fast, or AC line dropout detected.
Flame sensed when no ame is expected
during STANDBY or PURGE.
No-ame time present at the end of the
Pilot Flame Establishing Period; lost
during the Main Flame Establishing
Period or during RUN.
Flame signal value is too high to be valid.
Running or Lockout Interlock fault during
Prepurge.
Troubleshooting
a. Check the relay module and display module
connections.
b. Reset and sequence the Relay Module.
c. Check the 7800 power supply and make sure that
frequency and voltage meet specications.
d. Check the backup power supply, as appropriate.
a. Check that ame is not present in the combustion
chamber; correct any errors.
b. Make sure that the ame amplier and ame detector
are compatible.
c. Check the wiring and correct any errors.
d. Remove the ame amplier and inspect its connections.
Reseat the amplier.
e. Reset and sequence the relay module.
f. If the code reappears, replace the ame amplier and/or
the ame detector.
g. If the fault persists, replace the relay module.
a. Measure the ame signal. If one exists, verify that it
meets specications.
b. Make sure that the ame amplier and ame detector
are compatible.
c. Inspect the main fuel valve(s) and valve connection(s).
d. Verify that the fuel pressure is sufcient to supply fuel to
the combustion chamber. Inspect the connections to the
fuel pressure switches. Make sure they are functioning
properly.
e. Inspect the Airow Switch and make sure that it is
functioning properly.
f. Check the ame detector sighting position; reset and
recycle. Measure the ame signal strength. Verify that it
meets specications. If not, refer to the ame detector
and/or ame amplier checkout procedures in the
installation instructions.
g. Replace the ame amplier and/or the ame detector, if
necessary.
h. If the fault persists, replace the relay module
a. Make sure the ame detector and ame amplier are
compatible.
b. Remove the ame amplier and inspect its connections.
Reset the ame amplier.
c. Reset and sequence the relay module.
d. Check the ame detector sighting position; reset and
recycle. Measure ame strength. Verify that it meets
specications. If not, refer to the ame detector and/or
ame amplier checkout procedures in the installation
instructions.
e. If the code reappears, replace the ame amplier and/or
the ame detector.
f. If the fault persists, replace the relay module.
a. Check wiring; correct any errors.
b. Inspect the fan; make sure there is no air intake
blockage and that it is supplying air.
c. Make sure the Lockout Interlock switches are functioning
properly and the contacts are free from contaminants.
d. Reset and sequence the relay module to Prepurge
(place the TEST/RUN Switch in the TEST position, if
available). Measure the voltage between terminal 7 and
G (ground); 120 Vac should be present. Switch TEST/
RUN back to RUN.
e. If steps 1 through 4 are correct and the fault persists,
replace the relay module.
IM 685-3 31
Page 32

Troubleshooting
Blinking Fault Codes... (continued)
Fault Code System Failure
Code 3-2
*Running/Interlock On During
Standby*
Code 3-3
*VPS in Improper State*
Code 4-1
*Purge CardProblem*
Lockout Interlock powered at improper
point in sequence or On in Standby.
VPS (Valve Proving Switch) in wrong
state during VPS Test.
No purge card or the purge card
timing has changed from the original
conguration.
a. Check wiring to make sure that the Lockout Interlocks
are connected properly between terminals 6 and 7.
Correct any errors.
b. Reset and sequence the relay module.
c. If the fault persists, measure the voltage between
terminal 6 and G (ground), then between terminal 7 and
G. If there is 120 Vac at terminal 6 when the controller is
off, the controller switch may be bad or is jumpered.
d. If steps 1 through 3 are correct and there is 120 Vac
at terminal 7 when the controller is closed and the
fault persists, check for a welded or jumpered Running
Interlock or Airow Switch. Correct any errors.
e. If steps 1 through 4 are correct and the fault persists,
replace the relay module.
a. Check wiring, making sure upstream valve is connected
to terminal 9 and downstream valve is connected to
terminal 17.
b. Conduct Valve Seat leakage test using a manometer.
c. Reset and sequence the relay module; if fault repeats,
test VPS (connected to terminal 16) is functioning
properly; replace if necessary.
d. Reset and sequence the relay module.
e. If fault persists, replace the relay module.
a. Make sure the purge card is seated properly.
b. Inspect the purge card and the connector on the relay
module for any damage or contaminants.
c. Reset and sequence the relay module.
d. If the fault code reappears, replace the purge card.
e. Reset and sequence the relay module.
f. If the fault code persists, replace the relay module.
Code 4-2
*Wiring Problem/Internal Fault*
Code 4-3
*Flame Amplier Problem*
Code 4-4
*Conguration Jumper Problem*
Code 5-1
*Preignition Interlock*
Pilot (ignition) valve terminal, main valve,
ignition or Main Valve 2 was on when it
should be off.
Flame not sensed, sensed when it should
be on or off.
The conguration jumpers differ from the
sample taken at startup.
Preignition Interlock fault.
WARNING: Electrical Shock Hazard; Fire
or Explosion Hazard. Can cause severe injury,
death or property damage. Remove system
power and turn off power supply.
a. Remove system power and turn off fuel supply.
b. Check wiring; correct any errors.
c. Inspect Pilot Fuel Valve(s), both places, and
connections.
d. Reset and sequence the relay module.
e. If the fault persists, replace the relay module.
a. Check wiring; correct any errors.
b. Make sure the ame amplier and ame detector are
compatible.
c. Remove the ame amplier and inspect the connections.
Reseat the amplier.
d. Reset and sequence the relay module.
e. If the code reappears, replace the ame amplier and/or
the ame detector.
f. If the fault persists, replace the relay module.
a. Inspect the jumper connections. Make sure the clipped
jumpers were completely removed.
b. Reset and sequence the relay module.
c. If the fault persists, replace the relay module.
a. Check wiring and correct any errors.
b. Check Preignition Interlock switches to assure proper
functioning.
c. Check fuel valve operation.
d. Reset and sequence the relay module; monitor the
Preignition Interlock status.
e. If the fault persists, replace the relay module.
32 IM 685-3
Page 33

Blinking Fault Codes... (continued)
Fault Code System Failure
Code 5-2
*High Fire Sw. or Low Fire Sw.*
Code 5-3
*Man-Open Sw.; Start Sw. or
Control On*
Code 6-1
*Internal Faults*
Code 6-2
*Internal Faults*
Either High Fire Switch or Low Fire
Switch failure.
Man-Open Switch, Start Switch or Control
On in the wrong operational state.
Relay Module self-test failure.
Relay Module Self-Test failure.
Troubleshooting
a. Check wiring and correct any errors.
b. Reset and sequence the relay module.
c. Use manual motor potentiometer to drive the motor open
and closed. Verify at motor switch that the end switches
are operating properly. Use RUN/TEST switch if manual
potentiometer is not available.
d. Reset and sequence the relay module.
e. If the fault persists, replace the relay module.
a. Check wiring and correct any errors.
b. Make sure that the Manual Open Valve Switch, Start
Switch and Control are operating properly.
c. Stat Switch held On too long.
d. Reset and sequence the relay module.
e. Reset and sequence the relay module. If the fault
persists, replace the relay module (RM7838A1014;
RM7838B1013 or RM7838C1004 only).
a. Reset and sequence the relay module.
b. If fault reappears, remove power from the device,
reapply power, then reset and sequence the relay
module.
c. If the fault persists, replace the relay module.
a. Reset and sequence the relay module.
b. If fault reappears, remove power from the device,
reapply power, then reset and sequence the relay
module.
c. If fault does not repeat on the next cycle, check for
electrical noise being copied into the relay module
through the external loads or possibly an electrical
grounding issue.
d. If the fault persists, replace the relay module.
IM 685-3 33
Page 34

Typical Parts List
Table 8: Typical Parts List 60 Hz
Qty. Description Sym.
Wheel – 0.5" bore, CCW Burner Actuator Control Arm
1 200 thru 800 MBH Furnace 034861102 1 200 - 1000 MBH Furnace 059862114
1 1100- 1500 MBH Furnace 034249005 1 1100 - 2000 MBH Furnace 059862144
1 2000 MBH Furnace 034249004 Burner Actuator Control Rod
Motor – 0.25 HP, 115/60/1 1 200 - 1000 MBH Furnace 059861101
1 200 thru 800 MBH Furnace 034249200 1 1100 - 2000 MBH Furnace 059650501
1 1000- 1500 MBH Furnace 032248600 Burner Actuator Crank Arm
1 2000 MBH Furnace 032248400 1 200 - 1000 MBH Furnace 059645101
1 Burner Gun Assembly: 1 1100 - 2000 MBH Furnace 023463200
1 200 MBH Furnace 096414801 1 Control- Flame Safeguard FSG 073300803
1 250 MBH Furnace 096414802 1 Amplier 073300901
1 320 MBH Furnace 096414803 1 Time Delay- Flame Safeguard
1 400 MBH Furnace 096414804 No Controls Units 073301003
1 500 MBH Furnace 096414805 MicroTech II Controls Units 073301003
1 640 MBH Furnace 096414806 1 MicroTech III Controls Units 073301002
1 650 MBH Furnace 096414806 1 Switch- T oggle S3 033536700
1 790 MBH Furnace 096414808 1 Transformer- Ignition IT 034482600
1 800 MBH Furnace 096414808 1 Switch- Air AS 033003800
1 1000 MBH Furnace 096414810 1 Control- Fan Limit FLC 193423703
1 1100 MBH Furnace 096414811 1 Switch- Limit LS1/LS2 059975301
1 1400 MBH Furnace 096414812 Relays- No Controls Units (C12= YC, YM)
1 1500 MBH Furnace 096414813 1 Relay- Code 12= YC (before 3/10) R20 073340001
1 2000 MBH Furnace 096414814 1 Relay- Code 12= YM (before 3/10) R20 019643000
Burner Blast Tube: 1 Relay (after 3/10) R20A 349934764
1 200 - 400 MBH Furnace 037378802 1 Relay (after 3/10) R20B 193454703
1 500 MBH Furnace 034101703 1 Relay (before 3/10) R21 019643000
1 640 MBH Furnace 034101703 1
1 650 - 1000 MBH Furnace 034101707 1 Relay (before 3/10) R22 027400700
1 1100, 4000 MBH Furnace 034101706 1 Relay (before 3/10) R23 019643000
1 1500, 2000 MBH Furnace 035164701 1 Relay (after 3/10) R20A 349934764
Burner Orice Assembly 1 Relay (after 3/10) R23A 349934764
1 200 MBH Furnace 096414701 1 Relay (after 3/10) R23B 193454703
1 250 MBH Furnace 096414702 1
1 320 MBH Furnace 096414703 Relays- MicroTech II Units
1 400 MBH Furnace/UL Units 096414704 1 Relay (before 3/10) R20 016508002
1 400 MBH Furnace/CSA Units 096414724 1 Relay (after 3/10) R20A 349934764
1 500 MBH Furnace/UL Units 096414705 1 Relay (after 3/10) R20B 193454703
1 500 MBH Furnace/CSA Units 096414725 1 Relay (before 3/10) R21 019643000
1 640 MBH Furnace/UL Units 096414706 1 Relay (after 3/10) R21 193454703
1 640 MBH Furnace/CSA Units 096414726 1 Relay (before 3/10) R22 027400700
1 650 MBH Furnace/UL Units 096414707 1 Relay (before 3/10) R23 019643000
1 650 MBH Furnace/CSA Units 096414727 1 Relay (after 3/10) R20A 349934764
1 790 & 800 MBH Furnace/UL Units 096414708 1 Relay (after 3/10) R23A 349934764
1 790 & 800 MBH Furnace/CSA Units 096414728 1 Relay (after 3/10) R23B 193454703
1 1000 MBH Furnace/UL Units 096414710 Relays- MicroTech III Units
1 1000 MBH Furnace/CSA Units 096414730 1 Relay- High Amp/DPDT/120V R20A 349934764
1 1100 MBH Furnace 096414711 1 Relay- Low Amp/DPDT/120V R20B 193424341
1 1400 MBH Furnace 096414712 1 Relay- Low Amp/DPDT/120V R21 193424341
1 1500 MBH Furnace 096414712 1 Relay- High Amp/DPDT/120V— 1100-2000 MBH R23A 349934764
1 2000 MBH Furnace 096414714 1 Relay- Low Amp/DPDT/120V— 1100-2000 MBH R23B 193424341
Burner Ignition Wire Assy 1 Relay- High Amp/DPDT/120V— 1100-2000 MBH M29 349934764
1 200-1000 MBH Furnace 034742902
1 1100- 2000 MBH Furnace 036518500 For complete Gas Heat Parts List with Diagrams see the following:
Burner Actuator Motor RPL 571177— RPS/RDT 015- 040 C Vintage
1 Motor (until 3/01) 047936110 RPL 7000069— RPS/RDT 045- 075 C Vintage
1
Motor (3/01 & later) 111047701 RPL 7000070— RPS/RDT 080- 135 C Vintage
Part
Number
Qty. Description Sym.
Relay (after 3/10) R21 193454703
Time Delay Relay- 20 sec. TD10 028210106
RPL 7000150— RPS/RDT 015- 042 D Vintage
RPL 7000137— RPS/RDT 045-079 D Vintage
RPL 7000108— RPS/RDT 080-140 D Vintage
Part
Number
34 IM 685-3
Page 35

Note 2
Figure 16b.
Figure16a.
5 — 10
2 — 3
Note 2
Inlet Pressure (PSI)
Gas Connection Size (IP)
To 0.5
Amps
Burner
Current
Running
Line
Tap (2)
Supply
Note 1, 2
Measure @
Note 5
@ Min. Rate
Capacities and Dimensions
Air Pressure (In. W.C.) Gas Pressure (in. W.C.)
Input MBH or CFH
Manifold
Measure at Tap (1)
In Valve
At Port 5
In Box
Measured: At Port 4
Furnace
Note 3
@ Max. Rate
During
Prepurge
@ Max. Rate
Burner
Operating
@ Max. Rate
During
Prepurge
@ Max. Rate
Deg F
Max. TR
Min. CFM
Note 4
@ Min. Rate
@ Max. Rate
UL gas train. For On-Off burners, deduct 1.00”.
Notes:
1. Pressure is for modulating burners with standard
12
6
regulator.
8 oz / sq. in.) require an additional high pressure
4. Minimum re on modulating burne r.
3. Gas inlet pressures over 0.50 PSI (13.9 in. W.C.,
2. GFH of natural gas @ 1000 BTU/cu. ft.
10
SUPER MOD
5. GSA burner = 6.00 inches
Key:
1. Pilot gas pressure adjustment
2. Pilot pressure gauge tap (1/4” are male)
3. Main gas pressure adjustment
4. Burner air adjustment
5. Burner air pressure port
6. Main ga s orice (i nside union)
7. Pilot gas ori ce (inside t est tee)
8. Pilot gas test tee
9. Main manifold pressure tap
4
11
2
3
1
7
9
8
5
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15)
Table 9: Capacities and dimensions
No.
Burner Model
HT 020 250 12.5 2,300 80 1.59 1.48 3.80 3.01 3.12 4.5 3.4 0.75 0.75 0.75
HT 025 312 15.6 3,800 61 1.95 1.95 3.71 3.46 3.55 5.5 3.5 0.75 0.75 0.75
HT 032 400 20.0 2,950 100 2.30 2.34 3.50 2.94 3.21 6.0 3.5 0.75 0.75 0.75
HT 040 500 25.0 6,000 61 2.69 2.74 3.29 4.14 4.39 5.0 3.6 1.00 1.00 1.00
HT 050 625 31.3 4,600 100 2.43 2.49 3.42 2.98 3.25 5.5 3.6 1.00 1.00 1.00
HT 064 800 40.0 9,600 61 2.04 2.15 3.50 2.86 3.22 7.0 3.8 1.25 1.25 1.25
HT 065 812 40.6 5,970 100 1.62 1.55 3.44 2.89 3.33 7.0 3.8 1.25 1.25 1.25
HT 079 1000 50.0 12,000 61 1.62 1.64 3.66 3.45 3.84 6.5 4.0 1.25 1.25 1.25
HT 110 1375 68.8 10,100 100 2.50 2.60 4.45 2.90 3.50 5.0 7.8 1.50 1.25 1.25
HT 080 1000 50.0 7,340 100 1.45 1.40 3.48 3.14 3.45 6.5 4.0 1.25 1.25 1.25
HT 100 1250 62.5 15,000 61 1.63 2.09 4.60 3.20 3.72 6.5 7.5 1.25 1.25 1.25
HT 140 1750 87.5 21,000 61 2.25 2.45 4.45 2.80 3.30 5.0 7.8 1.50 1.25 1.25
HT 150 1875 93.8 13,700 100 2.32 2.50 4.50 3.10 3.60 5.0 8.4 1.50 1.25 1.25
HT 200 2500 125.0 30,000 61 2.60 3.65 4.90 3.70 4.10 6.0 11.2 2.00 1.50 1.25
Figure 22: Linkage adjustments
FSG
Valves, Dampers & Operators shown in Low Fire Position
IM 685-3 35
Page 36

Performance & Service History
Ambient Temperature (Deg. F)
Firing Rate Description of Reading Date of Readings
Max. Rate Scale = 100 Gas Manifold Pressure (In. W.C.)*
2 Gas Life Pressure (In. W.C.)*
3 Flame Signal (DC Volts)
1
4
Air Pressure in Box (In. W.C.)
5 Flue Gas Temperature (Deg. F)
6 Flue Gas C02 (percent)
7 Flue Gas CO (PPM)
8
9 Burner Motor Volts
10 Burner Motor Amps
Gas Manifold Pressure (In. W.C.)*
11
Ambient Temperature (Deg. F)
Scale = 50
Mid. Rate
12 Gas Line Pressure (In. W.C.)*
13 Flame Signal (DC Volts)
14
15 Flue Gas Temperature (Deg. F)
Air Pressure in Box (In. W.C.)
Gas Manifold Pressure (In. W.C.)*
16 Flue Gas C02 (percent)
17 Flue Gas CO (PPM)
18
19
20 Gas Line Pressure (In. W.C.)*
21 Flame Signal (DC Volts)
Ambient Temperature (Deg. F)
Scale = 5
Min. Rate
22
23 Flue Gas Temperature (Deg. F)
24 Flue Gas C02 (percent)
Reference Number (1)
Air Pressure in Box (In. W.C.)
25 Flue Gas CO (PPM)
26
27
28 (1) Initial Startup of Furnace
Comments:
(Summarize any service
work performed)
Table 10: Service history
36 IM 685-3
Tap Locations are shown as (2) and (9) on Figure 16.
*
Page 37

Page 38

Daikin McQuay Training and Development
Now that you have made an investment in modern, efcient Daikin McQuay equipment, its care
should be a high priority. For training information on all Daikin McQuay HVAC products, please visit
us at www.DaikinMcQuay.com and click on Training, or call 540-248-9646 and ask for the Training
Department.
Warranty
All Daikin McQuay equipment is sold pursuant to its standard terms and conditions of sale, including
Limited Product Warranty. Consult your local Daikin McQuay Representative for warranty details. Refer to
Form 933-430285Y. To nd your local Daikin McQuay Representative, go to www.DaikinMcQuay.com.
Aftermarket Services
To nd your local parts ofce, visit www.DaikinMcQuay.com or call 800-37PARTS (800-377-2787). To
nd your local service ofce, visit www.DaikinMcQuay.com or call 800-432-1342.
This document contains the most current product information as of this printing. For the most up-todate product information, please go to www.DaikinMcQuay.com.
Products Manufactured in an ISO Certied Facility.
© 2012 McQuay International • www.DaikinMcQuay.com • 800-432-1342 08/12
 Loading...
Loading...