


Operator’s
Manual
Fusion Machine
SIDEWINDER
Patent No. 4,533,424
Manual: SW00301 Revision: M 05/17
®
This product and other products
could be protected by patents or
have patents pending. All the latest
patent information is available at
patent.mcelroy.com

Introduction
Thank You for purchasing this McElroy product
The McElroy Sidewinder is a manually operated fusion machine
for fusing 4" and smaller branch saddles, tapping tees and
smaller saddle fittings onto all main sizes.
Units with a sidewall clamping assembly will quickly and easily
adjust to any size main.
With reasonable care and maintenance, this machine will give
years of satisfactory service.
Before operating this machine, please read this manual
thoroughly, and keep a copy with the machine for future
reference. This manual is to be considered part of your machine.
TX00901-8-15-96
PH01477-11-3-98
McElroy University
For more than 30 years, McElroy has been the only
pipe fusion machine manufacturer to continuously
offer advanced training. Course offerings are meant to
enhance your efficiency, productivity and safety in the
proper use of McElroy machines. McElroy University
classes are structured so that the skills learned and the
machines used in each class closely match the machines
found on pipelining jobsites. We offer training at
our facility or yours. Our uniquely qualified McElroy
University course instructors offer years of industry
experience.
Tuition for each course includes lunches, course materials
and a certificate of completion. Online registration,
as well as up-to-date course offerings and dates, is
available at www.mcelroy.com/university
This manual is intended as a guide only and does not
take the place of proper training by qualified instructors.
The information in this manual is not all inclusive and
can not encompass all possible situations that can be
encountered during various operations.
MU2-03-13-14
TX04659-03-24-14

Warranty
LIMITED WARRANTY
McElroy Manufacturing, Inc. (McElroy) warrants all
products manufactured, sold and repaired by it to be
free from defects in materials and workmanship, its
obligation under this warranty being limited to repairing
or replacing at its factory and new products, within 5
years after shipment, with the exception of purchased
items (such as electronic devices, pumps, switches, etc.),
in which case that manufacturer’s warranty applies.
Warranty applies when returned freight is prepaid and
which, upon examination, shall disclose to have been
defective. This warranty does not apply to any product
or component which has been repaired or altered by
anyone other than McElroy or has become damaged
due to misuse, negligence or casualty, or has not been
operated or maintained according to McElroy’s printed
instructions and warnings. This warranty is expressly in
lieu of all other warranties expressed or implied. The
remedies of the Buyer are the exclusive and sole remedies
available and Buyer shall not be entitled to receive any
incidental or consequential damages. Buyer waives
the benefit of any rule that disclaimer of warranty shall
be construed against McElroy and agrees that such
disclaimers herein shall be construed liberally in favor of
McElroy.
RETURN OF GOODS
Buyer agrees not to return goods for any reason except
upon the written consent of McElroy obtained in advance
of such return, which consent, if given, shall specify the
terms and conditions and charges upon which any such
return may be made. Materials returned to McElroy, for
warranty work, repair, etc., must have a Return Material
Authorization (RMA) number, and be so noted on the
package at time of shipment. For assistance, inquiry shall
be directed to:
McElroy Manufacturing, Inc.
P.O. Box 580550
833 North Fulton Street Tulsa, Oklahoma 74158-0550
PHONE: (918) 836–8611, FAX: (918) 831–9285.
EMAIL: fusion@McElroy.com
Note: Certain repairs, warranty work, and inquiries may
be directed, at McElroy’s discretion, to an authorized
service center or distributor.
DISCLAIMER OF LIABILITY
McElroy accepts no responsibility of liability for fusion
joints. Operation and maintenance of the product is the
responsibility of others. We recommend qualified joining
procedures be followed when using McElroy fusion
equipment.
McElroy makes no other warranty of any kind whatever,
express or implied; and all implied warranties of
merchantability and fitness for a particular purpose which
exceed the aforestated obligation are hereby disclaimed
by McElroy.
PRODUCT IMPROVEMENT
McElroy reserves the right to make any changes in or
improvements on its products without incurring any
liability or obligation to update or change previously sold
machines and/or the accessories thereto.
INFORMATION DISCLOSED
No information of knowledge heretofore or hereafter
disclosed to McElroy in the performance of or in
connection with the terms hereof, shall be deemed to be
confidential or proprietary, unless otherwise expressly
agreed to in writing by McElroy and any such information
or knowledge shall be free from restrictions, other than a
claim for patent infringement, is part of the consideration
hereof.
PROPRIETARY RIGHTS
All proprietary rights pertaining to the equipment or
the components of the equipment to be delivered by
McElroy hereunder, and all patent rights therein, arising
prior to, or in the course of, or as a result of the design
or fabrication of the said product, are exclusively the
property of McElroy.
LAW APPLICABLE
All sales shall be governed by the Uniform Commercial
Code of Oklahoma, U.S.A.
Register your product online to activate your warranty:
www.McElroy.com/fusion
(Copy information listed on the machine nameplate here
for your records).
TX02486-12-17-13
Model No.
Serial No.
Date Received
Distributor
Equipment Safety
Safety Alerts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1
Read and Understand. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1
General Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
Wear Safety Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
Heater is Not Explosion Proof . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2
Electrical Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3
Heater is Hot . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3
Fusion Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3
Overview
Theory of Heat Fusion. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
Nomenclature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2
Drive Screw . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2
Pivot Release Master Insert Assembly . . . . . . . . . . . . . . . . . . . . . . . . . 2-3
Master Fitting Insert . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-3
Service Saddle Insert . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-3
Line Pipe Bolster . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-4
Sidewall Clamping Inserts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-4
Line Pipe Inserts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-4
Heater . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
Heater Adapters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
Insulated Heater Stand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5
Heater Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-6
Table of Contents
Machine Setup
Install Heater Adapters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1
Install Inserts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1
Jaw Clamp Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1
Chain Clamp Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-2
Cold Weather and Coiled Pipe Clamping Procedure . . . . . . . . . . . . . . 3-2
COPYRIGHT © 2017, 2016, 2014, 2013, 2010
McELROY MANUFACTURING, INC.
Tulsa, Oklahoma, USA
All rights reserved
All product names or trademarks are property of their respective owners. All information,
illustrations and specifications in this manual are based on the latest information available at
the time of publication. The right is reserved to make changes at any time without notice.
TX02499-5-27-05

Operation
Maintenance
Table of Contents
Read Before Operating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1
Prepare Heater . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1
Install Clamping Inserts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1
Attaching Machine to Pipe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-2
Preparing the Pipe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-2
Preparing the Fitting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-2
Tighten Fitting Cap . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-3
Installing the Fitting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-3
Seating the Fitting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-3
Inserting Heater . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-4
Removing Heater . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-4
Fusing Fitting to Pipe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-5
Disengage Pivot Release Master . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-5
Unclamp and Remove Machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-5
Preventative Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1
Washing the Machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1
Clean Guide Rods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1
Lubricate Wipers, Seals and Bearings . . . . . . . . . . . . . . . . . . . . . . . . 5-1
Remove Dirt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-2
Clean and Lubricate Bearings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-2
Clean Eyebolt Threads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-2
Fasteners Must Be Tight. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-2
Clean Split Nut . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-3
Clean Chain . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-3
Check the Hydraulic Fluid Level . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-4
Checking Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-6
Dry Gauge Calibration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-7
Oil Jaw Pivot Pin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-7
Clean Heater Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-7
Adjusting Heater Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-8
Heater Indicator Light . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-8
Maintenance Checklist
Fusion Machine Checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1
Specifications
Sidewinder Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1

Fusion Equipment Safety
Safety Alerts
This hazard alert sign appears in this manual.
When you see this sign, carefully read what it says.
YOUR SAFETY IS AT STAKE.
You will see the hazard alert sign with these words:
DANGER, WARNING, and CAUTION.
Indicates an imminently hazardous
situation which, if not avoided, will
result in death or serious injury.
Indicates a potentially hazardous
situation which, if not avoided, could
result in death or serious injury.
Indicates a hazardous situation which,
if not avoided, may result in minor or
moderate injury.
In this manual you should look for two other words:
NOTICE and IMPORTANT.
NOTICE: can keep you from doing something that might
damage the machine or someone's property. It may also
be used to alert against unsafe practices.
IMPORTANT: can help you do a better job or make your
job easier in some way.
WR00051-11-30-92
TX00030-12-1-92
Read and Understand
Do not operate this equipment until you have carefully read, and
understand all the sections of this manual, and all other equipment
manuals that will be used with it.
Your safety and the safety of others depends upon care and
judgment in the operation of this equipment.
Follow all applicable federal, state, local, and industry specific
regulations.
McElroy Manufacturing, Inc. cannot anticipate every possible
circumstance that might involve a potential hazard. The warnings
in this manual and on the machine are therefore not all inclusive.
You must satisfy yourself that a procedure, tool, work method, or
operating technique is safe for you and others. You should also
ensure that the machine will not be damaged or made unsafe by
the method of operation or maintenance you choose.
TX02946-4-15-09
WR00052-12-1-92
1 - 1
Fusion Equipment Safety
General Safety
Safety is important. Report anything unusual that you notice during
set up or operation.
LISTEN for thumps, bumps, rattles, squeals, air leaks, or unusual
sounds.
SMELL odors like burning insulation, hot metal, burning rubber, hot
oil, or natural gas.
FEEL any changes in the way the equipment operates.
SEE problems with wiring and cables, hydraulic connections, or other
equipment.
REPORT anything you see, feel, smell, or hear that is different from
what you expect, or that you think may be unsafe.
TX00114-4-22-93
SAFE1ST-12-22-92
Wear Safety Equipment
Wear a hard hat, safety shoes, safety glasses, and other
applicable personal protective equipment.
Remove jewelry and rings, and do not wear loose-fitting clothing
or long hair that could catch on controls or moving machinery.
TX00032-4-7-93
Heater Is Not Explosion Proof
This heater is not explosion proof. Operation
of heater in an explosive atmosphere without
necessary safety precautions will result in
serious injury or death.
If operating in an explosive atmosphere, the heater should
be brought up to temperature in a safe environment, then
unplugged before entering the explosive atmosphere for fusion.
WR00053-12-2-92
WR00034-11-30-92
TX00100-04-28-14
1 - 2
Fusion Equipment Safety
Electrical Safety
Always ensure power cords are properly
grounded. It is important to remember that you
are working in a wet environment with electrical
devices. Proper ground connections help to
minimize the chances of an electric shock.
Frequently inspect electrical cords and unit for damage. Have
damaged components replaced and service performed by a
qualified electrician.
Do not carry electrical devices by the cord.
Disconnect the equipment from the power
source before attempting any maintenance or
adjustment. Failure to disconnect the power
could result in electric shock.
WR00055-4-7-93WR00030-2-10-93WR00079-2-7-96
WR00025-11-30-92
TX 02947-6 -6 -13
Heater Is Hot
The heater is hot and will burn clothing and skin.
Keep the heater in its insulated heater stand or
blanket when not in use, and use care when
heating the pipe.
NOTICE: Use only a clean non-synthetic cloth such as a cotton
cloth to clean the heater plates.
TX00104-8-12-94
Fusion Procedures
Obtain a copy of the pipe manufacturer's procedures or
appropriate joining standard for the pipe being fused. Follow the
procedure carefully, and adhere to all specified parameters.
NOTICE: Failure to follow pipe manufacturer's procedure
could result in a bad joint. Always follow pipe
manufacturer's procedures.
TX04469-10-24-12
1 - 3
Overview
Theory of Heat Fusion
The principle of heat fusion is to heat two surfaces to a designated
temperature, and then fuse them together by application of force.
This pressure causes flow of the melted materials, which causes
mixing and thus fusion. When the thermoplastic material is heated,
the molecular structure is transformed from a crystalline state into
an amorphous condition. When fusion pressure is applied, the
molecules from each thermoplastic part mix. As the joint cools, the
molecules return to their crystalline form, the original interfaces are
gone, and the fitting and pipe have become one homogeneous
unit. A strong, fully leak tight connection is the result.
The principle operations include:
Clamping The pipe and fitting must be held firmly to allow all
subsequent operations to take place.
Cleaning The area of pipe that the fitting will come in contact
with must be cleaned and roughed up, as well as the
base of the fitting.
Aligning The fitting must be properly seated on the pipe and
then clamped in the machine for proper alignment.
Heating A melt pattern must be formed that penetrates into the
pipe and into the fitting.
Joining The melt patterns must be joined with a specified
force. The force must be constant around the interface
area.
Holding The molten joint must be held immobile with a
specified force until adequately cooled.
Inspecting Visually examine the entire circumference of the joint
for compliance with standards established by your
company, customer, industry, federal, state, or local
regulations.
PH00784-4-1-96
TX02497-06-17-14
2 - 1
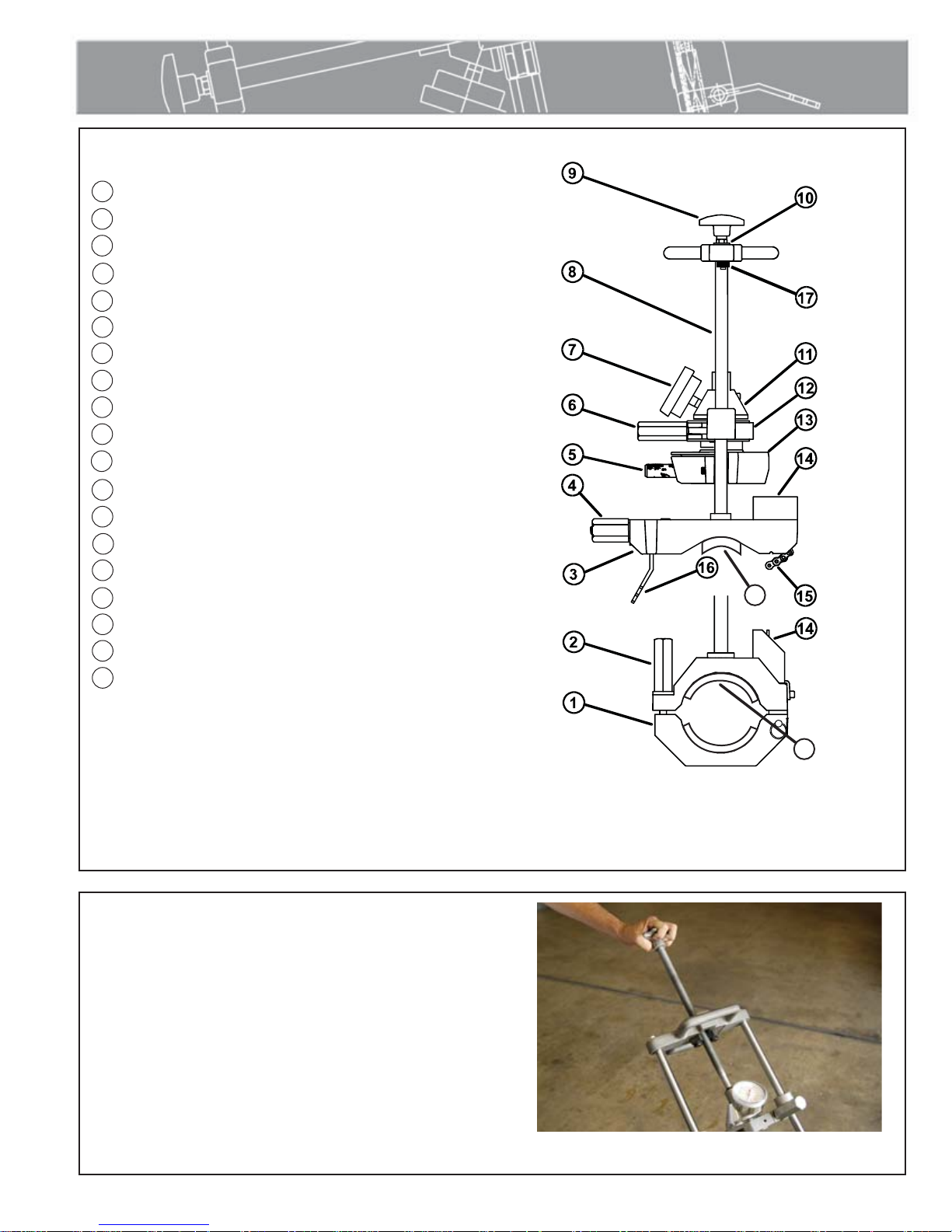
Nomenclature
1 Jaw clamp assembly
2 Jaw clamp Knob
3 Chain clamp assembly
4 Chain vice clamp knob
5 Pivot release master clamp knob
6 Moveable jaw clamp knob
7 Load cell pressure gauge
8 Guide rods
9 Drive screw knob
10 Reaction spring
11 Load Cell
12 Moveable jaw
13 Pivot release master insert assembly
Overview
CD00197-7-30-10
14 Heater guide
15 Tailstock chain
16 Chain hook
17 Split Nut Assembly
18 Sidewall insert
19 Line pipe insert
TX00904-3-17-99
Drive Screw
The drive screw is used to apply pressure. Turning the drive screw
knob clockwise will apply pressure.
To release pressure, turn the drive screw knob counterclockwise
until the gauge reads zero.
To disengage and move the drive screw, pull the drive screw out
against the reaction spring until it clears the split nut assembly.
18
19
PH03045-5-27-05
TX00903-4-2-96
2 - 2

Overview
Pivot Release Master Insert Assembly
There is one for 3" IPS to hold inserts for smaller sizes (included
with sidewinder). Another for 4" outlet, branch saddles
(purchased separately).
TX00937-6-21-10
Master Fitting Insert
This is the master insert for a 2" outlet, branch saddles and
certain tapping tees. Required for service saddle inserts.
PH00847-5-24-96
TX00938-6-21-10
Service Saddle Insert
The service saddle insert requires the 2" master insert. The insert
is for use with service saddles and multi-saddles.
PH00811-4-22-96PH00812-4-22-96
TX00939-6-21-10
2 - 3

Overview
Line Pipe Bolster
The line pipe bolster is for chain clamp models only. It is installed
on the opposite side of the pipe from the base of the chain
clamp assembly. It is used for 1-1/4" to 8" pipe sizes.
TX00941-6-21-10
Sidewall Inserts
PH00814-4-22-96
Sidewall inserts are for chain clamp models only. They are used
for 1-1/4" to 8" sizes.
TX00942-5-9-96
Line Pipe Inserts
Line pipe inserts are for 2" and 3" pipe sizes. 2" inserts are
required for 1-1/4" and 1-1/2" inserts. Line pipe inserts are for
jaw clamp models only.
PH00815-4-22-96
PH00816-4-22-96
TX00943-6-21-10
2 - 4

Overview
Heater
Heater is not explosion proof. Operation of
heater in an explosive atmosphere without
necessary safety precautions will result in
serious injury or death.
If operating in an explosive atmosphere, heater should be brought
up to temperature in a safe environment, then unplugged before
entering the explosive atmosphere for fusion.
The heater has a green indicator light which will flash on and
off. This indicates that the controller is operating normally. If
the green indicator is not flashing then the controller may not be
operating properly. If this occurs, disconnect power and have the
heater repaired by an McElroy Authorized Service Center.
The heater temperature is controlled by a microprocessor. It has a
red indicator light on the handle at the bottom of the temperature
scale. When the heater is plugged in and preheating the light
glows steadily until the set temperature is reached. The light then
goes off and on slowly as the heater maintains temperature.
The heater body is not coated. Coated fusion heater adapters are
available for all fusion applications.
NOTICE: The heater should never be used without fusion heater
adapters installed.
To prevent a build-up of plastic pipe residue from accumulating
on the heater plates (loss of surface temperature and pipe sticking
may result), the heater plates should be cleaned with a nonsynthetic cloth before every fusion joint.
PH02324-4-29-02PH00818-4-22-96PH02329-4-29-02
TX02216-04-16-14
Heater Adapters
Heater adapters are available for a variety of fittings.
NOTICE: The heater should never be used without heater
adapters installed.
TX00935-5-8-96
Insulated Heater Sling
The heater should always be stored in the insulated heater sling
or blanket for protection of the operator and to minimize heat loss
and risk of mechanical damage. When placing the heater in the
sling, allow the handle to remain outside the sling.
TX00363-9-15-94
2 - 5

Overview
Heater Guide
The heater guide aligns the heater, so the melted area on the
pipe will line up with the fitting when fusing.
TX00936-7-30-10
PH04341-7-30-10
2 - 6

Machine Setup
Install Heater Adapters
Install heater adapters.
NOTICE: The heater should never be used without heater adapters
installed.
TX00950-5-13-96
Install Inserts
Select and install appropriate clamping inserts, sidewall inserts,
and fitting inserts for the pipe and fitting being fused.
Install the appropriate sidewall clamping inserts to the tailstock
with 1/4"-20 NC x 5/8" long socket head cap screws.
If fitting inserts are required for the movable jaw, secure with 1/4"20 NC x 3/4" long FHSCS.
If fitting inserts are required for the Pivot Release Master Insert,
secure with #6-32 NC x 1/2" long FHSCS.
PH00816-4-22-96
TX00949-6-21-10
Jaw Clamp Procedure
Loosen clamp knobs on base and open lower jaw.
Place the unit on the pipe in the desired position, swing the lower
jaw assembly around the pipe until the jaws are back together
and tighten the clamp knobs.
IMPORTANT: When working in a confined area, remove the ball
detent pivot pins from the jaw clamp. Place the lower jaw under
the pipe, then position the Sidewinder on top of the pipe. Align
the jaws and pivot pin holes and insert the pivot pins.
Swing the lower jaw assembly under the pipe and tighten the
clamp knobs.
TX00909-4-11-96
PH00821-4-22-96 PH00820-4-22-96
3 - 1

Machine Setup
Chain Clamp Procedure
Loosen the sidewall clamp knobs and remove the chains from the
chain hooks.
Place the Sidewinder on the pipe in the desired vertical or
horizontal position. Center the line bolster on the pipe opposite
the Sidewinder.
Bring the chains around the pipe and bolster and lock in the
chain hooks. Tighten the sidewall clamp knobs until the pipe
conforms to the clamping inserts and line bolster.
TX00905-6-21-10
Cold Weather and Coiled Pipe Clamping Procedure
PH00783-5-3-96
Coiled polyethylene pipe becomes very stiff and hard to handle
when cold. In these conditions, sidewall fusion with the sidewinder
becomes more difficult and requires extra procedures in setting up
the machine.
More clamping force than usual will be needed to straighten
the pipe, caution must be taken not to exceed maximum gauge
pressure.
NOTICE: Exceeding the maximum gauge pressure could damage
the gauge.
Back the clamp knobs out to within 1-1/2 or 2 threads left on the
eye bolt and place the machine on the pipe.
It is more difficult to install the machine on the inside curvature of the
pipe than the outside. For this reason, it may be necessary to
rotate the machine slightly to get the clamp knobs in the proper
position. When the clamp knobs are in the proper position, the
machine can be rotated to the desired position and the clamp
knobs tightened.
Install a fitting in the pivot release master. The fitting will exert
pressure and help straighten the pipe.
Use the drive screw to help straighten the pipe and tighten one
side of the pipe clamp. An 8' crescent clamp may be necessary to
achieve full rounding and straightening. Do not exceed maximum
gauge pressure.
Back the drive screw off as the clamp knobs are tightened, so
maximum gauge pressure is not exceeded.
After clamping one side, continue this process on the opposite
side, making sure the gauge pressure is not exceeded.
TX01444-6-21-10
PH00821-5-3-96
3 - 2

Read Before Operating
Operation
Before operating this machine, please read this manual
thoroughly, and keep a copy with the machine for future
reference.
The fusion procedures in this manual are for use with polyethylene
pipe. If fusing other thermoplastic pipe materials, refer to the
pipe manufacturer's suggested procedures or appropriate joining
standard.
TX02953-4-15-09
Prepare Heater
Heater is not explosion proof. Operation of
heater in an explosive atmosphere without
necessary safety precautions will result in serious
injury or death.
If operating in an explosive atmosphere, heater should be brought
up to temperature in a safe environment, then unplugged before
entering the explosive atmosphere for fusion.
Install appropriate heater adapters.
NOTICE: The heater should never be used without heater adapters
installed. Only install heater adapters when the heater is cool.
Refer to the "Machine Setup" section of this manual.
Place heater in insulated heater sling allowing the handle to
remain out of the sling and plug heater into a proper power
source.
Allow heater to warm-up to operating temperature.
NOTICE: Incorrect heating temperature can result in bad fusion
joints. Check heater plate surface temperature periodically with a
properly calibrated pyrometer, and make necessary adjustments.
Refer to the "Maintenance" section of this manual for instructions
on how to adjust heater temperature.
Stop-5-6-96
PH00818-4-22-96
PH02329-4-29-02
TX00921-06-17-14
Install Clamping Inserts
Check all inserts for proper size. Assure that the appropriate
clamping inserts are installed for the fitting and pipe to be fused.
TX00922-5-6-96
PH00816-4-22-96
4 - 1

Operation
Attaching Machine to Pipe
Refer to the "Machine Setup" section for attaching the machine.
Place the machine on the pipe in the desired vertical or
horizontal position. Tighten the clamp knobs until the pipe
conforms to the clamping inserts.
NOTICE: Do not overtighten when clamping on the pipe.
Overtightening can flatten the pipe and make it
difficult to obtain a melt pattern
PH00783-5-9-96
TX00951-5-13-96
Preparing the Pipe
Clean the pipe in the area the fitting will come into contact.
Rough up the pipe with 50 or 60 grit utility cloth, scraping tool,
or other procedure specified by the pipe manufacturer, fitting
manufacturer, or applicable standard.
TX00923-7-30-10
Preparing the Fitting
Clean the base of the fitting.
Rough up the pipe with 50 or 60 grit utility cloth, scraping tool,
or other procedure specified by the pipe manufacturer, fitting
manufacturer, or applicable standard.
PH00787-4-3-96
PH00788-4-3-96
TX00924-7-30-10
4 - 2

Operation
Tighten Fitting Cap
If the fitting has a cap, tighten the cap before installing in pivot
release master insert assembly.
TX00925-7-30-10
Installing the Fitting
Insert fitting into pivot release master insert or movable jaw without
clamping on it. Release the drive screw and push the fitting down
to the pipe.
TX00926-7-30-10
Seating the Fitting
Make sure the fitting is seated properly on the pipe and tighten
the pivot release master insert enough to secure the fitting in the
unit.
NOTICE: Do not overtighten.
Release the machine pressure.
PH00828-8-15-96 PH00826-5-3-96PH00786-4-3-96
PH00827-5-3-96
TX00927-5-7-96
4 - 3

Operation
Inserting Heater
The heater is not explosion proof. Operation
of heater in an explosive atmosphere without
necessary safety precautions will result in
serious injury or death.
If operating in an explosive atmosphere, the heater should
be brought up to temperature in a safe environment, then
unplugged before entering the explosive atmosphere for fusion.
Use a clean non-synthetic cloth to clean the butt fusion heater
surfaces.
Check the heater with a pyrometer to make sure it is at the right
temperature.
Raise the fitting off the pipe enough to insert the heater.
Insert the heater and lower the fitting down on top of the
heater. Support the heater during heating cycle, making sure
the melt pattern is established in the proper area. If the heater
handle is not supported, the heater may shift down, causing an
improper melt.
Follow the pipe and fitting manufacturer's time, temperature
and pressure recommendations for the heating cycle.
PH04339-7-30-10
TX00929-06-17-14
Removing Heater
Pull the drive screw forward to clear the split nut and pull upward
on the drive screw while giving the heater handle a downward
snap action with your hand. This will break the bond between the
heater and the fitting, so the fitting can be raised and the heater
easily removed.
When using high volume tapping/punch tees it will probably
require two people. One person handle the heater and the other
to disengage drive screw and pull fitting away from pipe.
Inspect for complete melt pattern. If melt pattern is not complete,
finish the fusion and decommission the fitting.
PH04442-9-22-10
TX00930-9-22-10
4 - 4

Operation
Fusing Fitting to Pipe
After removing the heater, immediately bring the fitting down to
the pipe, apply fusion pressure. Maintain pressure until cooling
time is complete.
NOTICE: Failure to follow pipe manufacturer's heating time,
pressure and cooling time can result in a bad joint.
TX00931-9-22-10
Disengage Pivot Release Master
Unscrew pivot release clamp knob to disengage pivot release
master insert assembly from fitting.
PH00846-8-12-96
PH00827-8-15-96PH00784-5-3-96
TX00932-9-22-10
Unclamp and Remove Machine
Loosen clamp knobs on base. Open jaws or disengage chains
and remove the machine.
TX00933-5-7-96
4 - 5

Maintenance
Preventative Maintenance
To insure optimum performance, the machine must be kept clean
and well maintained.
With reasonable care, this machine will give years of service.
Therefore, it is important that a regular schedule of preventive
maintenance be kept.
Store machine inside, out of the weather, whenever possible.
TX00428-8-10-95
Washing the Machine
The machine should be cleaned, as needed with a soap and
water wash.
Do not pressure wash.
CD00142-11-2-94
CD00178-5-3-96PH00830-5-3-96
TX00429-04-28-14
Clean Guide Rods
Remove accumulated dirt and grit from guide rods using
WD-40® or similar solvent and wipe guide rods clean.
TX00910-9-22-10
Lubricate Wipers, Seals and Bearings
The rubber wipers and seals on the jaw require occasional light
lubrication with 30W or lighter oil to keep them flexible and in
good working order.
Remove guide rod support plate. Slide movable assembly up to
expose linear ball bearings (Do not completely remove from the
guide rods). Apply oil to the ball bearings.
Slide the movable jaw down and attach the guide rod support
plate.
PH00830-5-3-96
TX00911-9-22-10
5 - 1

Maintenance
Remove Dirt
Remove dirt from jaw and insert serrations, drive screw, and
clamp knob eyebolts.
TX00865-1-30-96
Clean and Lubricate Bearings
All clamp knobs are equipped with thrust bearings to reduce
friction and improve efficiency of the clamping screw. Wash the
clamp knob bearing assembly with a solvent and then lubricate
with a 30W or lighter oil.
PH00724-2-21-96
PH00833-5-6-96PH00833-5-6-96
TX00866-9-22-10
Clean Eyebolt Threads
Keep the clamp knob eyebolt threads brushed clean.
TX00435-9-13-94
Fasteners Must Be Tight
Check all nuts, bolts, and snap rings to make certain they are
secure and in place.
PH00831-5-3-96
TX00437-9-13-94
5 - 2

Maintenance
Clean Split Nut
Spray the threaded surface of the split nut with WD-40® on a
daily basis to maintain smooth action of the drive screw.
PH00834-5-6-96
TX00947-5-10-96
Clean Chain
Clean the side fusion chain with a stiff bristled brush and oil
generously. Wipe off excess oil.
PH00835-5-6-96
TX00948-5-10-96
5 - 3

Maintenance
Check the Hydraulic Fluid Level
You must remove the gauge in order to check the hydraulic fluid
level.
If the hydraulic fluid level is too low, more force than necessary
will be needed to operate the machine.
If the hydraulic fluid level is high, it will create some pressure on the
gauge and it will not read zero.
To check the hydraulic fluid level or to replace Gauge:
First attach the Sidewinder to some 2-4” IPS Polyethylene pipe.
Load saddle fitting into pivot release master.
PH00783-5-9-96
PH0786-4-3-96
Loosen drive screw until piston is as far out of the load cell as it
can go.
Tilt Sidewinder so that gauge port is facing upward.
PH01113-3-14-97
PH01522-3-19-99
5 - 4

Maintenance
Use wrench to remove existing gauge.
Add or remove hydraulic fluid until the level is approximately 1/2”
from the top of the port.
PH01527-3-19-99
PH01526-3-19-99
Reinstall gauge with Teflon tape applied to threads. Check to see if
the needle indicates pressure as the gauge is being screwed on. If
so, remove the gauge and use a clean rag to remove some hydraulic
fluid. Repeat until no pressure is indicated while screwing gauge on.
NOTICE: When applying Teflon tape, make sure that the tape does
not overhang the end of the pipe threads. The threads will cut off the
tape and the small pieces will plug the orifice of the gauge.
PH01523-3-19-99 PH01524-3-19-99
TX01596-3-17-99
5 - 5

Maintenance
Checking Installation
When the gauge is installed, return the Sidewinder to the vertical
position.
Disengage drive screw from threads and lower the saddle fitting
onto the pipe.
PH00783-5-9-96
PH00831-5-3-96
Turn the drive screw to move the piston down.
The gauge should indicate pressure within a half turn of the drive
screw knob. If more than a half turn is made with the knob and no
pressure is indicated, the gauge needs to be removed and more
fluid added. Always tilt the Sidewinder back when adding fluid.
Fluid needs to be added until pressure is indicated within the first
half turn of the drive screw knob.
Check the gauge to ensure that it reads zero when no force
is being applied with the drive screw. If the gauge does not
read zero, the load cell may be overfilled or the gauge may be
damaged. If the gauge indicates pressure when the piston is all
the way out, then too much fluid was added and some needs to
be removed.
IMPORTANT: If the gauge pointer is below the zero box area when
no pressure is applied, use the external adjustment screw to move the
pointer to the center of the box area as shown.
NOTICE: Applying excess pressure will permanently damage the
gauge. Never apply pressure that is greater than the maximum
indication on the pressure gauge.
PH03045-5-27-05
PH03044-5-27-05
TX01596-3-17-99
5 - 6

Maintenance
Dry Gauge Calibration
To calibrate the gauge you will need the following:
1. Pressure calibration equipment
2. Adjustable or open end wrench
3. Flat head screwdriver
4. Pliers
Attach gauge to pressure testing apparatus.
Zero the Pointer
With no pressure applied, verify that the pointer is located inside the
zero box area. If the pointer is not within the box, rotate the external adjustment screw pictured until the pointer is in
the center of the box area as shown.
Calibrating Gauge
Using pliers, pull the needle off the gauge, making sure to pull the needle straight out.
Pressurize calibration equipment to a major increment in the operating range of the Sidewinder. Place the needle on
the gauge at the known increment, making sure the needle has snapped into place.
Example: For a Sidewinder with a 300 psi gauge using fittings that require 250 psi, pressurize calibration equipment
to 250 and adjust the needle to 250 psi.
Replace bezel
NOTICE: Applying excess pressure will permanently damage the gauge. Never apply pressure that is greater than the
maximum indication on the pressure gauge. The calibration procedure will not correct a damaged gauge.
TX02498-6-15-10
PH03044-5-27-05
Oil Jaw Pivot Pin
Occasionally, add a drop of light oil to the jaw pivot pin.
TX00946-5-10-96
Clean Heater Surfaces
The heater adapters must be kept clean and free of any plastic
build-up or contamination.
Before each fusion is made, the surface of the heater adapters
must be wiped with a clean, non-synthetic cloth.
PH00837-5-6-96
PH02324-4-29-02
TX00867-6-15-10
5 - 7

Maintenance
Adjusting Heater Temperature
Turn knob to desired temperature. Measure the heater surface
temperature with a pyrometer. Any variance must be corrected to
the pyrometer reading.
Loosen setscrew in the knob. Turn knob to point to the same
temperature as the pyrometer. Tighten setscrew in the knob.
Turn knob to desired temperature. Allow heater to stabilize at the
new temperature (5 to 10 minutes) after adjusting.
The thermometer on the heater body indicates internal
temperature and should be used as a reference only.
TX02009-3-13-02
Heater Indicator Light
The heater has a green indicator light which will flash on and
off. This indicates that the controller is operating normally. If
the green indicator is not flashing then the controller may not
be operating properly. If this occurs, disconnect power and
have the heater repaired by an McElroy Authorized Service
Center.
The heater has a red indicator light on the handle at the
bottom of the temperature scale. When the heater is plugged
in and preheating the red light glows steadily until the set
temperature is reached. The red light then goes off and on as
the heater maintains temperature.
If the heater is not operating properly, the control will attempt
to turn the heater off and the red indicator light will flash
rapidly. If this occurs, disconnect the power and take it to a
McElroy Authorized Service Center for repair.
PH02314-4-29-02
PH02314-4-29-02
PH02571-12-15-03
TX04036-4-12-10
5 - 8

Maintenance Checklist
Fusion Machine Checklist
Item to Check Satisfactory Needs Repair Comments
Repair
UNIT
Machine is clean
All pins and snaprings are in place
All nuts and bolts are tight
All placards and handles are in place
All clamp knobs turn freely
All hardware is on the basic machine
Machine is free of leaks
Hydraulic gauge reads correctly
Jaws are properly aligned
Inserts fit and pin properly
Drive screw rotates freely
System holds pressure
Load cell contain proper amount of hydraulic fluid
HEATER
Cord and plug are in good condition
Heater surface is clean and in good condition
Thermometer is in good working order
Surface temperature checked with pyrometer
TX04105-6-28-10
6 - 1

Specifications
Sidewinder
Specification: Designed for 4" and smaller branch saddles,
tapping tees and smaller fittings
Chain Clamp: Width: 12.5" (318mm)
Length: 12.5" (318mm)
Height: 26.5" (673mm)
Weight: 28 lbs (13Kg)
Compact Chain Clamp: Width: 12.5" (318mm)
Depth: 12.5" (318mm)
Height: 21.4" (546mm)
Weight: 27 lbs (12Kg)
Jaw Clamp: Width: 10.5" (267mm)
Length: 7.75" (203mm)
Height: 28" (711mm)
Weight: 26 lbs (11.7Kg)
Compact Jaw Clamp: Width: 10.5" (267mm)
Depth: 7.75" (203mm)
Height: 23" (584mm)
Weight: 25 lbs (11Kg)
Dimensions:
2", 800 W, 200-240 V, 50/60 Hz
4", 1,200 W, 100-120 V, 50/60 Hz
4", 1,200 W, 200-240 V, 50/60 Hz
TX00995-6-6-13
Heaters: 2", 800 W, 100-120 V, 50/60 Hz
7 - 1

About this manual . . .
McElroy Manufacturing continually strives to give customers the best quality products available.
This manual is printed with materials made for durable applications and harsh environments.
This manual is waterproof, tear resistant, grease resistant, abrasion resistant and the bonding
quality of the printing ensures a readable, durable product.
The material does not contain any cellulose based materials and does not contribute to the
harvesting of our forests, or ozone-depleting constituents. This manual can be safely disposed
of in a landfill and will not leach into ground water.
TX001660-8-19-99

 Loading...
Loading...