

Page 1

B48A
M
MINI BRAKE
™
User Instructions
Guide de l’utilisateur de la plieuse MINI BRAKE
SL10162G
SETUP
Place the brake on a sturdy surface that will not tip over, such as a workbench, a pickup truck tailgate,
r on the optional leg kit (MBL).
o
NSTALLATION
I
époser la plieuse sur une surface robuste et stable (par ex. un établi ou le hayon arrière d’une
D
camionnette) ou la monter sur les pieds vendus en option.
PREPARACIÓN
oloque la dobladora sobre una superficie firme que no se vaya a volcar, como una mesa de trabajo,
C
la puerta trasera de una camioneta, o su juego de patas opcional.
Anvil
nclume
E
unque
Y
pron handle
A
oignée de la table
P
ango de la placa delantal
M
Instrucciones de uso de la dobladora MINI BRAKE
ORMING THE MATERIAL
F
. Open both clamps by rotating them toward the back of the MB48A until
1
they stop.
2. Feed the material to be formed into the space between the anvil and the apron (see diagram). Since
here is no fixed throat depth, the material can be fed into the Mini Brake from either the front or the
t
ack, whichever is easier. (User tip: When making small bends, clamping and bending performance is
b
best when the material is fed from the back.)
Apron
Table
laca delantal
P
FORMAGE DE LA TÔLE
1. Ouvrir les deux leviers de serrage en les faisant pivoter vers l’arrière du MB48A jusqu’au bout.
2. Faire avancer la tôle à former dans l’interstice qui sépare l’enclume de la table (voir le schéma). Comme il n’y a pas de profondeur de col
de cygne fixe, on peut introduire la tôle du côté le plus commode, soit par l’avant soit par l’arrière de la plieuse. (Conseil d'utilisateurs :
our les petits coudes il est préférable de courber et de pincer lorsque le matériau arrive de l'arrière.)
p
. Une fois la tôle en place, fermer les leviers de serrage en les faisant pivoter vers l’avant de la plieuse jusqu’au bout. IMPORTANT :
3
ermer systématiquement ces leviers avant de procéder à un pliage.
F
. Plier la tôle à l’angle voulu en relevant et en poussant les poignées rouges de la table.
4
. Au besoin, répéter les étapes 1 à 4.
5
3. Once the material is in place, close the clamps by rotating them toward the front of the Mini Brake until
they stop. IMPORTANT: Both clamps must be closed before proceeding with the bend.
4. Bend the material to the desired angle by lifting the red gripped handles on the apron up and away
from the user.
. Repeat steps 1-4 as necessary.
5
OPEN OUVERT ABIERTA
CLOSED FERMÉ CERRADA
TENSIONING ADJUSTMENT
The MB48A comes equipped with an adjustable strengthening rib on the anvil. This rib is preset at the factory for optimal performance.
Increased tension may be desired when consistently bending heavier materials.
USER TIP:
1. Best results are achieved with the anvil adjusted so that it is parallel with the entire width of apron.
2. When bending a full 48" (121.92 cm) width in 22-gauge (.889 mm) galvanized steel, a 3/4" (19.05 mm) depth is the shor test possible
bend. In 28-gauge (.4826 mm), a 1/2" (12.7 mm) depth is the shortest possible bend.
3. In 22-gauge (.889 mm) galvanized steel, expect a 1/4" (6.35 mm) bend radius. In 28-gauge (.4826 mm), expect a 1/8" 3.175 mm)
bend radius.
IMPORTANT – Before making any adjustments to your MB48A, use a marker to indicate the original factory settings on each of the adjustment bolts.
While using an open end wrench to keep each nut from turning, turn each bolt clockwise to increase the anvil tension. Turn the bolts
counter-clockwise to decrease the anvil tension.
RÉGLAGE DE LA TENSION
Le modèle MB48A est doté d'une nervure de renforcement réglable sur le contre-outil. Cette nervure est pré installée en usine pour une
performance optimale. Il faudra peut-être une tension accrue pour replier de manière constante des matériaux plus lourds.
CONSEILS POUR L'UTILISATEUR:
1. Vous obtiendrez les meilleurs résultats avec le contre-outil ajusté pour qu'il soit parallèle à la largeur complète du tablier.
2. En pliant une largeur complète de 48 po (121,92 cm) dans l'acier galvanisé de calibre 20 (0,889 mm), une profondeur de 3/4 po (19,05 mm)
est le coude le plus court possible. Dans un calibre 28 (0,4826 mm), une profondeur de 1/2 po (12,7 mm) est le coude le plus cour t possible.
3. Dans l'acier galvanisé de calibre 22 (0,889 mm), prévoyez un rayon de courbe de 1/4 po (6,35 mm). Dans un calibre 28 (0,4826 mm), prévoyez
un rayon de courbe de 1/8 po (3,175 mm).
IMPORTANT. — Avant tout ajustement à votre MB48A, indiquez au marqueur les réglages originaux du fabricant sur chacun des boulons d'ajustement.
Si vous utilisez une clé à fourche pour empêcher chaque écrou de tourner, tournez chaque boulon dans le sens horaire pour augmenter
la tension du contre-outil. Tournez les boutons dans le sens anti-horaire pour réduire la tension du contre-outil.
AJUSTE DE LA TENSIÓN
El modelo MB48A cuenta con un varilla ajustable de refuerzo en el yunque. Este refuerzo se ajusta en fábrica para brindar un rendimiento
óptimo. Se puede desear una mayor tensión cuando constantemente se plieguen materiales más pesados.
CONSEJOS DE USO:
1. Para obtener mejores resultados ajuste el tope o quijada fija de manera que quede paralelo al ancho del tablero.
2. Al doblar una plancha de acero galvanizado de 48" (121.92 cm), de espesor 22 (.889 mm), el doblez más cor to posible es de 3/4" (19.05 mm)
de profundidad. En una plancha de espesor 28 (.4826) el doblez más cor to posible es de 1/2" (12,7 mm) de profundidad.
3. En una plancha de acero galvanizado de espesor 22 (.889 mm) se puede hacer un radio de doblado de 1/4" (6.35 mm). En una plancha de
espesor 28 (.4826) se puede hacer un radio de doblado de 1/8" (3.175 mm)
IMPORTANTE – Antes de realizar cualquier ajuste en su MB48A, utilice un marcador para indicar los parámetros de fábrica originales en cada uno de
los tornillos de ajuste.
Usando una llave mecánica fija de extremo abierto para evitar que giren las tuercas, gire cada tornillo hacia la derecha para aumentar la
tensión de la quijada fija. Gire los tornillos hacia la izquierda para reducir la tensión de la quijada fija.
ÓMO DOBLAR EL MATERIAL
C
. Abra ambas mordazas girándolas hacia la parte trasera de la dobladora MB48A hasta que topen.
1
2. Alimente el material que va a doblar por el espacio entre el yunque y la placa delantal (vea el diagrama). Como la profundidad de la
entrada no está limitada, se puede alimentar el material por el frente o por detrás, lo que sea más fácil. (Consejo útil: cuando realice
dobleces pequeños es mejor el rendimiento de sujeción y plegado cuando se alimenta el material desde atrás)
3. Una vez que el material esté en su lugar, cierre las mordazas girándolas hacia el frente de la Mini Brake hasta que topen. IMPORTANTE:
Ambas mordazas deben estar cerradas antes de proceder con el doblez.
4. Doble el material hasta el ángulo deseado, elevando los mangos de agarraderas rojas sobre la placa delantal en la dirección opuesta al
usuario.
5. Repita los pasos del 1 al 4, según sea necesario.
Best results are achieved with the anvil
adjusted so that it is parallel with the
entire width of apron.
Vous obtiendrez les meilleurs résultats
avec le contre-outil ajusté pour qu'il soit
parallèle à la largeur complète du tablier.
Para obtener mejores resultados ajuste el
yunque de manera que quede paralelo al
ancho del tablero.
Malco Products, Inc. Annandale, Minnesota U.S.A.• www.malcotools.com • © 2011
Page 2
Mini-Brake Assembly Instructions
Consignes d'assemblage du mini-frein
Instrucciones de armado de la miniplegadora
MB48A
Parts List: 1 brake, 2 each legs, 2 each handles, 2 each clamps, 4 each M8x1.25x50.8 bolts with nuts, 2 each clamping
plates, 4 each M8x1.25x25 flat head screws and nuts, 2 profile screws, 2 washers and 2 nuts.
Tools needed: 13 mm nut driver, 17 mm nut driver or wrenches.
Liste de pièces : 1 plieuse, 2 pieds, 2 poignées, 2 leviers de serrage, 4 boulons chacun de M8x1.25x50.8 po avec
écrous, 2 plaques de serrage, 4 vis à tête plate M8x1.25x25 et écrous, 2 vis de profil, 2 rondelles et 2 écrous.
Outils requis : tourne-écrou de 13 mm po, tourne-écrou de 17mm po ou clés.
Lista de piezas: 1 freno, 2 patas, 2 manijas, 2 abrazaderas, 4 pernos de M8x1.25x50.8 pulg. con tuercas, 2 placas de
retención, 4 tornillos de M8x1.25x25 de cabeza plana con tuercas, 2 tornillos de bajo perfil, 2 arandelas y 2 tuercas.
erramientas necesarias:
H
llaves fijas o dados de 13 mm y 17 mm pulgadas.
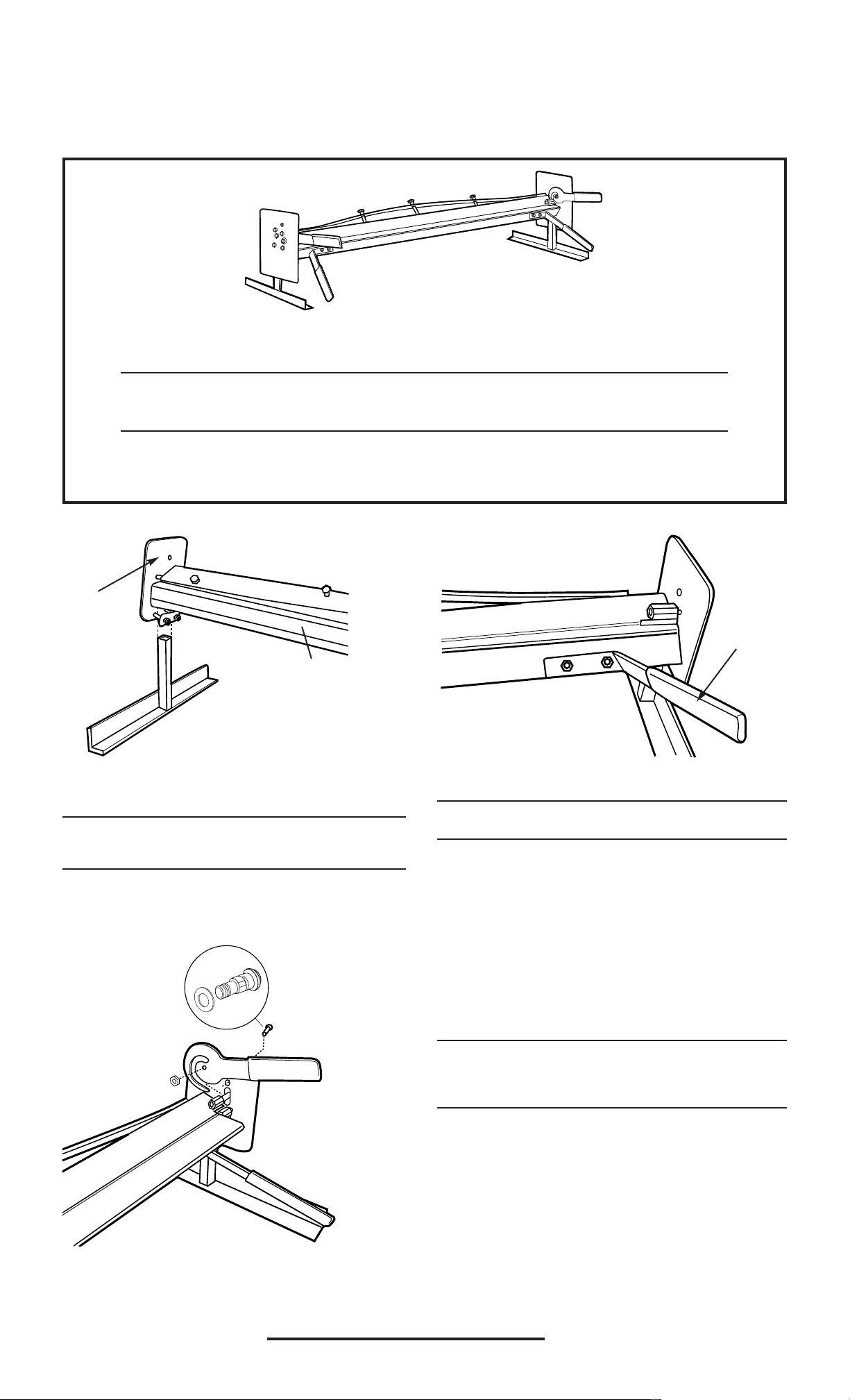
1
Tower
Tour
Torre
Table
Screw
Vis
Tornillo
Table
Mesa
Washer
Rondelle
Arandela
Clamp
Pince
Abrazadera
Leg
Patte
Pata
Insert the legs into the table using the M8x1.25x50.8 bolts with nuts
and clamping plate as shown. Tighten the bolts. Do the same on both
sides.
Insérer les pieds dans la table en utilisant les boulonts
M8x1.25x50.8 po avec écrous et plaque de serrage, tel qu'illustré.
Resserrer les boulons. Faire de même des deux côtés.
Inserte las patas en la mesa con los pernos de M8x1.25x50.8 pulg.,
las tuercas y la placa de retención como se ilustra. Apriete los
pernos. Haga lo mismo en ambos lados.
3
2
Handle
Poignée
Palanca
Attach the handles using the (4) flat head screws and nuts. The
handles should be pointed down and out to the side.
Attachez les poignées avec les (4) vis à tête plate et les écrous. Les
poignées devraient pointer vers le bas et vers l'extérieur.
Fije las palancas usando los 4 tornillos de cabeza plana y sus
tuercas. Las palancas deben apuntar hacia abajo y hacia el costado.
Attach the clamps by first placing the washer on the screw, then the
screw into the tower. Next slide the slot in the clamp over the dowel
pin and tighten the nut. NOTE: The screw has (2) flat sides that must
line up with the hole in the clamp.
Attachez les pinces en plaçant d'abord la rondelle sur la vis, puis la
vis dans la tour. Ensuite, glissez la fente de la pince sur la goupille,
et serrez l'écrou. NOTE : la vis présente (2) faces plates qui doivent
s'aligner avec le trou dans la pince.
Fije las abrazaderas colocando primero la arandela en el tornillo, y
luego el tornillo en la torre. A continuación deslice la ranura de la
abrazadera sobre el perno de espiga y apriete la tuerca.
OBSERVACIÓN: el tornillo tiene 2 lados planos que se deben alinear
con el orificio en la abrazadera.
Assembled By:
 Loading...
Loading...