

Page 1
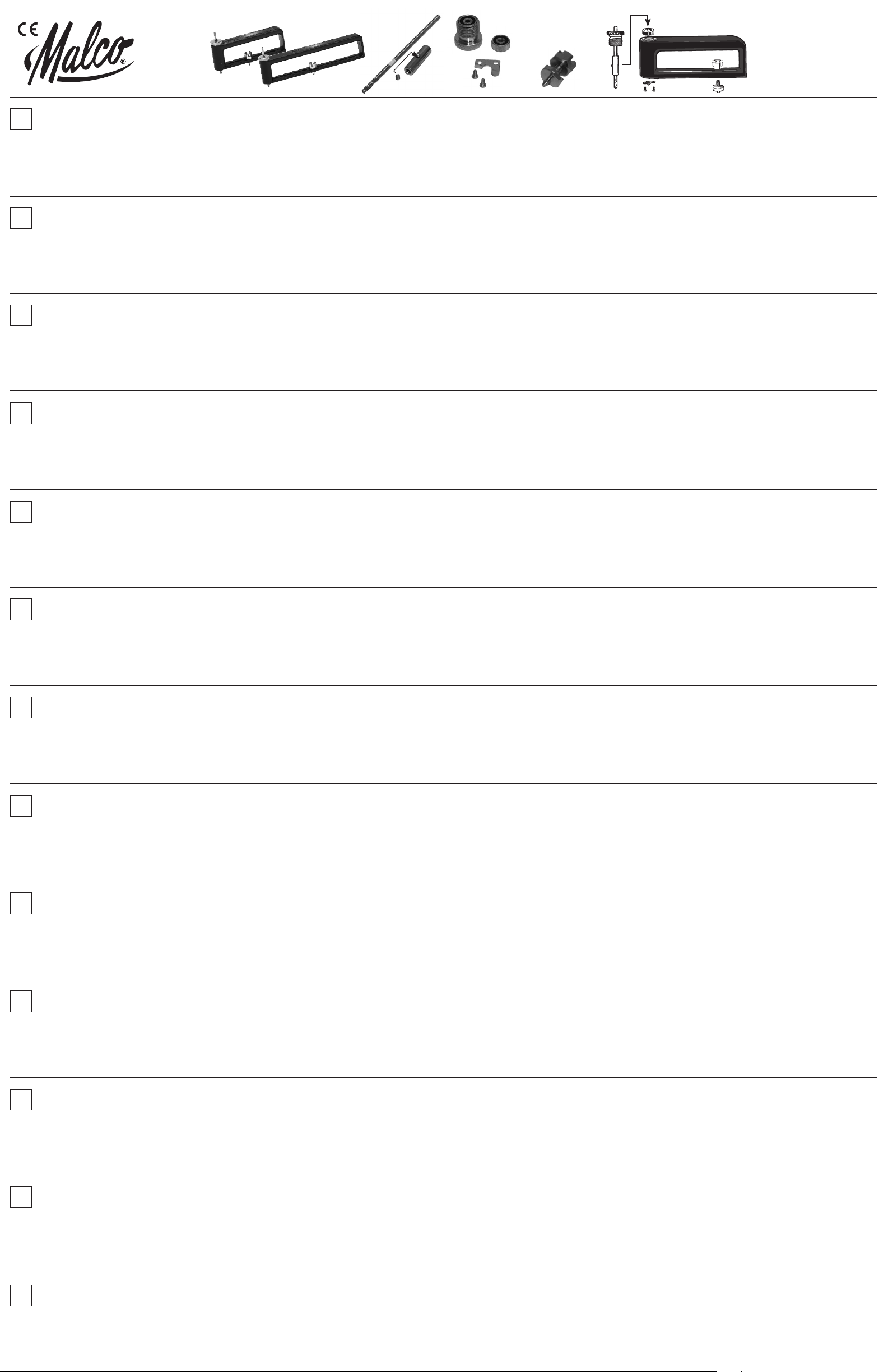
(4) HC1D
No. HC1
(1) CB
No. HC2
METAL HOLE CUTTING ATTACHMENT - SPECIFICATIONS: Cutting capacities in mild steel: Directional : Rotational, Clockwise, Minimum Cutting Force: 5 ft-lbs (6.78 NM ), Ma x Thickness: Galvanized 20 gauge (1.02 mm) steel, Max Hardness: 50 Rockwell B Ma x, Max Cutting Speed: 20 inches per minute, Life of Bit: Cutting
235 feet in 2 6 gauge zinc coated mild steel • Drill Requirements: Min Torque – 300 lbs./in. (40 Nm), Min cordless Volts – 14.4 volts, Max A /C Power Rating – 7 amps, Min Chuck Capacity – 3/8 in. (9.5 mm), Max Chuck Capacity – ½ in. (12.7 mm), Operating Speed – 1350 (ideal), 1750 (max)RPM, Operating Temp – 0 to
EN
40°C, Operating Humidit y – 30 to 100% RH • Description: Hole cut ter attachment for cor dless or A/C drill. Driveshaft inser ts into drill chuck . • Setup: Remove thrust bearing (4) by turning counter clockwis e, Insert cutter bit (1) wi th adjustment sleeve (3) into cast ing and through bea ring (5), while gripping sm ooth end of bit,
Re-install thrust bearing (4) by slipping over cut ter bit (1) and rotating clock wise, Tighten cut ter bit (1) in drill chuck. • Operation: Adjust hole diameter by loosening the nut of the pivot pin set (8), slide to desired diameter and retighten, Drill center hole through material with tool, Insert pivot pin (8) into center hole and drill
through m aterial, While dr ill is on, rotate t ool clockwise. P roceed slowly f or the last ½ in. (12.7 mm ) of cut, Do not run c ontinuously in exc ess of 5 minutes to avo id overheating, V isually inspec t components be fore installing o n drill. Do not use if c racked or broken, M ake sure lighting i s sufficient ( 200 to 300 L ux), Keep po wer cables
away from path of operator to avoid t ripping hazards, Keep power cables away from cut met al and cutting bit, Always wear goggles o r safety glasses, Wear protec tive gloves when operating. • Adjustments: Cutter bit (1) can be adjusted for greater life by loosening set screw (2) in adjustment sleeve and moving sleeve up or
down. Retighten set screw (2) when in the desired loc ation. Note: Sleeve c an only be adjust ed so set screw contac ts at on cutter bit. • Disassembly: Remove t hrust bearing (4) by turning counter clockwise, Remove cut ter bit (1) and adjustment sleeve with screw (3), Remove set screw (2) from adjustment sleeve (3), Slide
cutte r bit (1) out of adjustm ent sleeve (3), With cas ting upside down, r emove shoe screws (7) and r emove shoe (6), Remove press fit bea ring (5) through thrus t bearing (4) opening, R emove pivot pin set (8) by loosening nut and pulling pivot pin out the bottom of the casting • Reassembly: Follo w disassembly st eps in reverse.
ПРИСТАВКА ЗА ИЗРЯЗВАНЕ НА ОТВОРИ В МЕТАЛ - ТЕХНИЧЕСКИ ДАННИ: Капацитет на рязане на мека стомана: Посока: Въртене, по посока на часовниковата стрелка, минимална сила на рязане: 6.78 NM, макс. дебелина: галванизирана стомана с дебелина 20 (1,02 мм), макс. твърдост: макс. 50 единици по
Rockwell B, макс. скорост на рязане: 20 инча в минута, трайност на накрайника: Изрязване на 235 фута в поцинкована мека стомана с дебелина 26
9,5 мм, макс. захват на патронника – 12,7 мм, работна скорост – 1350 (идеална), 1750 (макс.) об./мин., работна температура – 0 до 40°C, работна влажност на въздуха – 30 до 100% отн. влажност
BG
вал се вкарва в патронника на бормашината.
отново аксиалния лагер (4) като плъзнете над режещия накрайник (1) и завъртите по посока на часовниковата стрела, затегнете режещия накрайник (1) в патронника на бормашината.
затегнете отново, пробийте централен отвор през материала с инструмента, поставете вертикалния щифт (8) в централния отвор и разпробийте материала, докато бормашината е включена, въртете инструмента по посока на часовниковата стрелка. Работете бавни при последните 12,7 мм от изрязването; не режете
непрекъснато за повече от 5 минути, за да зибегнете прегряване, проверявайте визуално детайлите, преди да ги закрепите към бормашината. Не използвайте спукани или счупени приставки, осигурете достатъчно осветление (200 до 300 лукса), захранващите кабели трябва да са далеч от пътя на оператора, за
да избегнете препъване, захранващите кабели рябва да са далеч от отрязания метал и режещия накрайник, винаги носете предпазни очила или маска, носете предпазни ръкавици по време на работа.
стопорния винт (2) в ръкава за регулиране и преместване на ръкава нагоре или надолу. Затегнете отново стопорния винт (2), когато е в желаната позиция. Забележка: Ръкавът може да се регулира само така, че стопорният винт да е в контакт успоредно на режещия накрайник.
лагер (4) като завъртите по посока, обратна на часовниковата стрелка, отстранете режещия накрайник (1) и ръкава за регулиране с винта (3), отстранете стопорния винт (2) от ръкава за регулиране (3), плъзнете режещия накрайник (1) извън ръкава за регулиране (3), С корпуса обърнат надолу, отстранете опорните
винтове (7) и отстранете опората (6), Отстранете затискащия лагер (5) през отвора на аксиалния лагер (4), отстранете вертикалния щифт (8) като разтегнете гайката и го издърпате от долната част на корпуса
•
Настройка: Отстранете аксиалния лагер (4) като завъртите по посока обратна на часовниковата стрелка, поставете режещия накрайник (1) с ръкава за регулиране (3) в корпуса и чрез лагера (5), като в същото време държите гладкия край на накрайника, Поставете
(2) HC1H
(3) HC1E
•
Изисквания към бормашината: Мин. въртящ момент – 40 Nm, мин. напрежение при работа на акумулатор – 14,4 V, макс. ток – 7 A, мин. захват на патронника –
(6) HC1G
(7) HC1i
(5) HC1K
(8) HC1B
•
Описание: Приставка за изрязване на отвори за бормашина с акумулаторно или мрежово захранване. Носещият
•
Работа: Регулирайте диаметъра на отвора като развиете гайката на вертикалния щифт (8), плъзнете до желания диаметър и
•
Регулиране: Режещият накрайник (1) може да се регулира за по-продължителна работа чрез развиване на
•
Повторен монтаж: Следвайте стъпките за демонтаж в обратен ред.
MALCO PRODUCTS, INC.
P.O. Box 400
Annandale, MN 55302-0400
United States of America
Telephone: 01-320-274-8246
Facsimile: 01-320-274-2269
www.malcotools.com
•
Демонтаж: Отстранете аксиалния
NÁSTAVEC NA VRTAČKU K ŘEZÁNÍ OTVORŮ DO KOVU - TECHNICKÉ ÚDAJE: Možnosti řezání měkké oceli: Směrové: otočné, ve směru pohybu hodinových ručiček, minimální řezná síla: 6,78 Nm (5 ft-lbs), max. tloušťka: pozinkovaná ocel 1,02 mm (20 gauge), max. tvrdost: 50 podle Rockwellovy stupnice, max. řezná rychlost: 0,5 m (20 palců)
za minutu, životnost bitu: 71,6 m (235 stop) pozinkované měkké oceli 26 gauge
CZ
(ideální) až 1750 (max.) ot./min., provozní teplota – 0 až 40 °C, provozní vlhkost – 30 až 100 %
s nastavovacím pouzdrem (3) do odlitku a skrze ložisko (5), bit přidržujte za hladký konec. Nainstalujte zpět axiální ložisko (4) nasunutím na řezací bit (1) a otáčením ve směru pohybu hodinových ručiček. Utáhněte řezací bit (1) ve sklíčidle vrtačky.
•
Požadavky na vrtačku: minimální moment – 40 Nm (300 lb/palec), min. napětí akumulátorové vrtačky – 14,4 V, max. jmenovitý stř. proud – 7 A, min. kapacita sklíčidla – 9,5 mm (3/8”), max. kapacita sklíčidla – 12,7 mm (1/2”), max. provozní rychlost – 1350
•
Popis: Řezací nástavec na díry pro akumulátorové vrtačky nebo vrtačky na střídav ý proud. Hnací hřídel se vkládá do sklíčidla vrtačky.
•
Sestavení: Vyjměte axiální ložisko (4) otáčením proti směru pohybu hodinových ručiček. Vložte řezací bit (1)
•
Provoz: Nastavte průměr otvoru utažením matice na otočném čepu (8), přesuňte čep na požadovaný
průměr a dotáhněte ho. Vyvrtejte středový otvor skrz materiál pomocí nástroje. Vložte otočný čep (8) do středového otvoru a vrtejte skrz materiál. Se zapnutou vrtačkou otáčejte nástrojem ve směru pohybu hodinových ručiček. V závěrečných 12,7 mm (½ palce) řezu postupujte pomalu. Nepoužívejte nástroj nepřetržitě po dobu delší než 5 minut, aby
nedošlo k přehřátí. Před montáží na vrtačku vizuálně zkontrolujte součásti. Nepoužívejte nástroj, pokud je prasklý nebo poškozený. Zajistěte dostatečné osvětlení (200 až 300 luxů). Zajistěte, aby napájecí kabely nepřekážely v cestě. Zabráníte tak nebezpečí klopýtnutí. Ponechávejte kabely mimo dosah řezaného kovu a řezacího bitu. Vždy používejte
bezpečnostní nebo ochranné brýle. Při práci používejte ochranné rukavice.
polohy, kde je stavěcí šroub ve styku s rovnou plochou na řezacím bitu.
•
Nastavení: Delší životnost řezacího bitu (1) lze zajistit uvolněním stavěcího šroubu (2) v nastavovacím pouzdře a posunutím pouzdra nahoru nebo dolů. Po dosažení požadované polohy stavěcí šroub (2) opět dotáhněte. Poznámka: Pouzdro lze nastavit pouze do takové
•
Demontáž: Vyjměte axiální ložisko (4) otáčením proti směru pohybu hodinových ručiček. Vyjměte řezací bit (1) a nastavovací pouzdro se šroubem (3). Vyjměte stavěcí šroub (2) z nastavovacího pouzdra (3). Vysuňte řezací bit (1) z nastavovacího pouzdra (3). Otočte odlitek
horní stranou dolů, odstraňte šrouby patky (7) a odstraňte patku (6). Vyjměte lisované ložisko (5) otvorem axiálního ložiska (4). Odstraňte sadu otočného čepu (8) uvolněním matice a vytažením otočného čepu ze spodní části odlitku. • Opětovné sestavení: Proveďte postup demontáže v opačném pořadí.
METALHUL SKÆRETILBEHØR - SPECIFIKATIONER: Skærekapaciteter på blødt stål (pladejern): Retningsbestemt: Roterende, i urets retning, minimal skærekraft: 6,78 NM (5 ft-lbs), maksimal tykkelse: Galvaniseret 1,02 mm (20 gauge) stål, maksimal hårdhed: 50 Rockwell B Max, maksimal skærekraft: 51 cm (20”) pr. minut, borets levetid:
Skærer 72 m (235’) i 14,3 mm (26 gauge) zinkbelagt blødt stål • Krav til bor: Minimum torsionsmoment – 40 Nm (300 lbs./in.), Minimum trådløs volt – 14,4 volt, Maksimum A/C effekt – 7 amp. Minimum skæreeffekt – 9,5 mm (3/8 in.), Maksimum skæreeffekt – 12.7 mm (½ in.), Betjeningshastighed – 1.350 (ideel), 1.750 (maksimum)
DA
o/min., Betjeningstemperatur – 0 til 40°C, Betjeningsfugtighed – 30 til 100 % relativ luftfugtighed • Beskrivelse: Udstansningstilbehør til trådløs eller A/C boremaskline. Drivaksel tilbehør til borepatron. • Opsætning: Afmonter aksialtrykleje (4) ved at dreje mod uret, monter skærebor (1) ved hjælp af indstillingsmanchet (3) på støbning
og gennem leje (5), samtidig med at man holder den glatte ende på boret, Genmonter aksialtrykleje (4) ved at skyde den over skæreboret (1) og dreje den med uret, stram skærebor (1) i borepatron. • Betjening: Tilpas huldiameter ved at løsne møtrikken på drejetappen (8), skyd til den ønskede diameter og stram, bor et hul i centrum
gennem materialet med værktøjet, isæt drejetap (8) i hullet i centrum og bor gennem materialet, mens boret kører drejes værktøjet med uret. Fortsæt forsigtigt med de sidste 12,7 mm (1/2”) af hullet, undgå at bore i over 5 min. for at undgå overhedning, kontroller visuelt komponenter inden montering på bor. Undlad at benytte hvis det
er revnet eller beskadiget, sørg for tilstrækkeligt med lys (200 til 300 Lux), hold strømkabler væk fra operatøren for at undgå at falde over ledninger, hold strømkabler på afstand af metal og skærebor, anvend altid sikkerhedsbriller, brug beskyttelseshandsker under betjening. • Tilpasninger: Skærebor (1) kan tilpasses for at forlænge
levetiden ved at løsne stilleskruen (2) på indstillingsmanchetten og flytte manchetten op eller ned. Stram stilleskruen igen (2) når den befinder sig på den ønskede placering. Bemærk: Manchetten kan kun justeres således at stilleskruen har kontakt med skæreboret. • Afmontering: Afmonter aksialtrykleje (4) ved at dreje mod uret,
udtag skærebor (1) og indstillingsmanchet med skrue (3), Udtag stilleskrue (2) fra indstillingsmanchet (3), Skyd skærebor (1) ud af indstillingsmanchet (3), med støbningen vendende opad, udtages skruesko (7) og fjern skruesko (6), Udtag tryklejepasning (5) gennem aksialtrykleje (4) åbningen, udtag drejetappen (8) ved at løsne
møtrikken og trække drejetappen ud af bunden på støbningen • Genmontering: Følg afmonteringstrinene i modsat rækkefølge.
LOCHSCHNEIDEAUFSATZ FÜR METALLANWENDUNGEN - Technische Angaben: Schneidekapazität in Baustahl: Richtung: Rotation, im Uhrzeigersinn, Mindestschneidekraft: 5 ft-lbs (6,78 NM), max. Dicke: Verzinkt 20 Gauge (1,02 mm) Stahl, max. Härte: 50 Rockwell B Max, max. Schnittgeschwindigkeit: 20 Zoll pro Minute, Standzeit
der Bohrspitze: Schneidet 235 Fuß in 26 Gauge verzinktem Baustahl • Bohrmaschinenanforderungen: Min. Drehmoment – 300 lbs./in. (40 Nm), Mindestvolt f. kabellose Bohrm. – 14,4 Volt, max. A/C-Nennleistung – 7 Ampere, min. Bohrfutterkapazität – 3/8 in. (9,5 mm), max. Bohrfutterkapazität – ½ in. (12,7 mm), Betriebsgeschw. –
1350 (ideal), 1750 (max.) UpM, Betriebstemp. – 0 bis 40°C, Betriebsfeuchte – 30 bis 100% RH • Beschreibung: Lochschneideaufsatz für kabellose oder verkabelte elektrische Bohrmaschinen. Die Antriebswelle wird in das Bohrfutter eingesetzt. • Aufbau: Entfernen Sie das Axiallager (4) indem Sie es gegen den Uhrzeigersinn drehen.
DE
Stecken Sie den Meißel (1) mit der Einstellhülse (3) in das Gehäuse und durch das Lager (5), während Sie das glatte Ende des Meißels festhalten. Montieren Sie das Axiallager wieder, (4) indem Sie es über den Meißel schieben (1) und im Uhrzeigersinn drehen. Ziehen Sie den Meißel (1) im Bohrfutter fest. • Betrieb: Justieren Sie den
Lochdurchmesser, indem Sie die Mutter am Drehzapfenbausatz lockern (8), schieben Sie ihn auf den gewünschten Durchmesser und ziehen Sie ihn wieder fest. Bohren Sie das Zentrierloch in das Material, stecken Sie den Drehzapfen (8) in das Zentrierloch und bohren Sie durch das Material. Drehen Sie das Werkzeug im Uhrzeigersinn,
während der Bohrer an ist. Arbeiten Sie auf den letzten 0,5 Zoll (12,7 mm) des Schnitts sehr langsam. Lassen Sie die Maschine nicht länger als 5 Minuten durchgehend laufen, um ein Überhitzen zu vermeiden. Führen Sie eine Sichtinspektion der Werkzeugteile durch, bevor Sie den Aufsatz auf dem Bohrer installieren. Nicht verwenden,
wenn gesprungen oder zerbrochen. Stellen Sie sicher, dass Sie genug Licht haben (200 bis 300 Lux). Räumen Sie die Elektrokabel aus dem Weg des Bedieners, um Stolpern zu vermeiden. Halten Sie die Elektrokabel von geschnittenem Metall und Meißel fern. Setzen Sie immer eine Schutzbrille auf. Tragen Sie während der Arbeit
Schutzhandschuhe. • Anpassungen: Der Meißel (1) kann eine größere Lebensdauer erreichen, wenn die Einstellschraube (2) in der Einstellhülse etwas gelockert und die Hülse nach oben oder nach unten geschoben wird. Ziehen Sie die Einstellschraube (2) wieder fest, wenn Sie die gewünschte Position erreicht haben. Hinweis: Die
Einstellhülse kann nur so weit eingestellt werden, bis die Einstellschraube flach auf dem Meißel liegt. • Demontage: Entfernen Sie das Axiallager (4), indem Sie es gegen den Uhrzeigersinn drehen. Entfernen Sie den Meißel (1) und die Einstellhülse mit der Schraube (3). Entfernen Sie die Einstellschraube (2) von der Einstellhülse (3).
Schieben Sie den Meißel (1) aus der Einstellhülse (3). Halten Sie das Gehäuse mit dem Oberteil nach unten, entfernen Sie die Schuhschrauben (7) und entfernen Sie den Schuh (6). Entfernen Sie das Presssitzlager (5) durch die Öffnung des Axiallagers (4). Entfernen Sie den Drehzapfenbausatz (8), indem Sie die Mutter lösen und den
Drehzapfen aus dem unteren Teil des Gehäuses ziehen. • Montage: Führen Sie die Schritte zur Demontage in umgekehrter Reihenfolge durch.
ΕΞΑΡΤΗΜΑ ΚΟΠΗΣ ΟΠΗΣ ΣΕ ΜΕΤΑΛΛΟ - ΠΡΟ∆ΙΑΓΡΑΦΕΣ: Δυνατότητες κοπής σε μαλακό χάλυβα: Κατευθυντική: Περιστροφική, Δεξιόστροφη, Ελάχιστη Δύναμη Κοπής: 5 ft-lbs (6,78 NM), Μέγ. Πάχος: Γαλβανισμένος χάλυβας 20 gauge (1,02 mm), Μέγ. Σκληρότητα: 50 Rockwell B Μέγ, Μέγ. ταχύτητα κοπής: 20 ίντσες ανά λεπτό, Διάρκεια
Ζωής τρυπανιού: Κοπή 235 ποδών σε επιψευδαργυρωμένο μαλακό χάλυβα 26 gauge
Λειτουργίας – 1350 (ιδανική), 1750 (μεγ) Σ.Α.Λ, Θερμοκρασία Λειτουργίας – 0 έως 40°C, Υγρασία λειτουργίας – 30 έως 100% RH
EL
αριστερόστροφα, Εισάγετε το τρυπάνι κοπτικού (1) με το περίβλημα ρύθμισης (3) μέσα στο χυτό εξάρτημα και μέσω του εδράνου (5), ενώ κρατάτε το λείο άκρο του τρυπανιού, Επανατοποθετήστε το ωστικό έδρανο (4) περνώντας το επάνω από το τρυπάνι κοπτικού (1) και περιστρέφοντας δεξιόστροφα, Σφίξτε το τρυπάνι κοπτικού (1) στο
τσοκ του δραπάνου.
ενεργοποιημένο, περιστρέψτε το εργαλείο δεξιόστροφα. Προχωρήστε αργά για την τελευταία ½ ίντσα (12,7 mm) της κοπής, Αποφύγετε τη συνεχή λειτουργία για περισσότερα από 5 λεπτά προκειμένου να αποφευχθεί υπερθέρμανση, Επιθεωρήστε οπτικά τα εξαρτήματα πριν από την τοποθέτηση επάνω στο δράπανο. Μην το χρησιμοποιείτε
εάν είναι ραγισμένο ή σπασμένο, Βεβαιωθείτε ότι ο φωτισμός είναι επαρκής (200 έως 300 Lux), Φροντίστε τα καλώδια ρεύματος να είναι μακριά από τη διαδρομή του χειριστή για να αποφευχθεί ο κίνδυνος στραβοπατήματος, Φροντίστε τα καλώδια ρεύματος να είναι μακριά από το κομμένο μέταλλο και το τρυπάνι κοπής, Πάντα να φοράτε
προστατευτικά γυαλιά, Να φοράτε προστατευτικά γάντια κατά τον χειρισμό.
θέση. Σημείωση: Το περίβλημα μπορεί να ρυθμιστεί μόνο έτσι ώστε η βίδα ασφάλισης να έρχεται σε επαφή με το επίπεδο τμήμα του τρυπανιού κοπτικού.
βίδα ασφάλισης (2) από το περίβλημα ρύθμισης (3), Τραβήξτε το τρυπάνι κοπτικού (1) από το περίβλημα ρύθμισης (3), Με το χυτό εξάρτημα ανάποδα, αφαιρέστε τις βίδες πέλματος (7) και αφαιρέστε το πέλμα (6), Αφαιρέστε το πρεσσαριστό έδρανο (5) μέσα από το άνοιγμα του ωστικού εδράνου (4), Αφαιρέστε το σετ πείρου περιστροφής (8)
χαλαρώνοντας το παξιμάδι και τραβώντας τον πείρο περιστροφής από το κάτω μέρος του χυτού εξαρτήματος • Επανασυναρμολόγηση: Ακολουθήστε αντίστροφα τα βήματα αποσυναρμολόγησης.
ACCESORIO PARA TALADRAR ORIFICIOS EN METAL - E SPECIFICACIONES: Capacidad de co rte en acero dulce: Direccional : giratorio, der echa, Fuerza de c orte mínima: 5 f t-lbs (6,78 NM ). Grosor m áximo: Acero galvaniz ado de 1,02 mm de calibre, D ureza máxima: 5 0 Rockwell B Ma x, Velocidad máxima de corte: 20 pu lgadas
por minuto, Duración de la broca: Corte de 71 metros en acero dulce revestido de cinc de 26 de calibre. • Requisitos de taladrado: Torsión mínima: 300 lbs/ in (40 Nm), Tensión inalámbrica mínima: 14,4 voltios. Potencia nominal má x. C/A: 7 amperios, Capacidad mínima del mandril : 3/ 8” (9,5 mm), Capacidad máxima
ES
del mandril: 1/2” (12,7 mm), Velocidad de funcionamiento: 1350 ( ideal ), 1750 ( máx. ) RPM, Temperatura de funcionamiento: 0 a 40 °C, Humedad de funcionamiento: del 30 % al 100 % de HR. • Descripción: Accesorio de perforación de orificios para su inserción en taladros inalámbricos o de corriente C/A. Su eje motor se
inserta en el portabrocas. • Montaje: Extraiga el cojinete de empuje (4) girándolo hacia la derecha. Inserte la broca (1) con el manguito de ajuste (3) en la pieza y por el cojinete (5) mientras sujeta el extremo suave de la broca. Reinstale el cojinete de empuje (4) deslizando la broca (1) y girándola a la derecha. Apriete la
broca (1) en el portabr ocas. • Funcionamiento: Ajus te el diámetro del or ificio aflojando la tuerca de la unidad del pin girat orio (8), elija el diámetro deseado y vuelva a apretarlo. Con la herramienta, taladre el or ificio central atraves ando el material. I nserte la unidad del pin girat orio (8) en el orificio central y ta ladre el material.
Mientras el taladro está en marcha, gire la herramienta a la derecha. Proceda lentamente en los últimos 12,7 mm de cor te. No utilice la herramienta durante más de 5 minutos seguidos para evitar el recalentamiento. Inspeccione visualmente los componentes antes de instalarlos en el taladro. No los utilice si están rotos o
agrietados. Asegúrese de disponer de suficiente iluminación ( de 200 a 300 Lux). Mantenga el cable de alimentación fuera del área de actuación del operario a fin de evitar el riesgo de tropezones. Mantenga el cable de alimentación alejado de la hoja y la broca. Use siempre gafas de protección o de seguridad. Use guantes
de prote cción • Ajustes: Para prolongar la vida útil de la broca (1) puede ajustarla aflojando el tornillo (2) en el manguito de ajuste y subiendo o bajando el manguito. Apriete el tornillo (2) cuando logre la posición deseada. Nota: El manguito solo puede ajustarse situando el tornillo en plano contra la broca. • Desmontaje:
Extraiga el cojinete de empuje (4) girándolo hacia la izquierda. Extraiga la broca (1) y el manguito de ajuste con el tornillo (3). Extraiga el tornillo (2) del manguito de ajuste (3). Deslice la broca (1) fuera del manguito de ajuste (3). Con la pieza al revés, extraiga los tornillos de la zapata (7) y quite la zapata (6). Extraiga el
cojinete a presión (5) por la apertura del cojinete de empuje (4). Extraiga la unidad del pin giratorio (8) aflojando la tuerca y extrayendo el pin del fondo de la pieza • Montaje: Repita los pasos de desmontaje en sentido inverso.
METALLAUGU LÕIKESEADE - TEHNILISED ANDMED:
lõikekiirus: 20 tolli minutis, lõiketera kasutusiga: tsinkkattega karastamata terasel mõõtega 26, 235 jalga.
ET
töökii rus – 1350 p/min (ideaalne), 1750 p/min (ma x); töötemperatu ur – 0 kuni 40 °C; õhun iiskus – 30...100% RH
•
Χειρισμός: Ρυθμίστε τη διάμετρο της οπής χαλαρώνοντας το παξιμάδι του σετ πείρου περιστροφής (8), ολισθήστε έως την επιθυμητή διάμετρο και σφίξτε ξανά, Ανοίξτε την οπή κέντρου στο υλικό με το εργαλείο, Τοποθετήστε τον πείρο περιστροφής (8) στην οπή κέντρου και τρυπήστε στο υλικό, Ενώ το δράπανο είναι
Lõikevõime karastamata terase puhul: suund: pöörlev, päripäeva, minimaalne lõiketugevus: 5 naeljalga (6,78 Nm), maksimaalne paksus: galvaniseeritud teras mõõtega 20 (1,02 mm), maksimaalne kõvadus: maksimaalne Rockwelli kõvadusarv 50 B-skaala järgi, maksimaalne
reguleerimismuhviga (3) valandisse läbi laagri (5), hoides samal a jal lõiketera sil edat otsa. Taaspa igaldage tõuku rlaager (4), libist ades see üle lõik etera (1) ja pöörates päripäeva, pinguldage lõiketera (1) trellipadrunisse.
•
Απαιτήσεις δραπάνου: Ελάχ. Ροπή – 300 lbs./in. (40 Nm), Ελάχ. Volt επαναφορτιζόμενης μπαταρίας – 14,4 V, Μέγ. ονομαστικό ρεύμα A/C – 7 amps, Ελάχ. χωρητικότητα τσοκ – 3/8 in. (9,5 mm), Μέγ. χωρητικότητα τσοκ – ½ in. (12,7 mm), Ταχύτητα
•
Ρυθμίσεις: Το τρυπάνι κοπτικού (1) μπορεί να ρυθμιστεί για μεγαλύτερη διάρκεια ζωής χαλαρώνοντας τη βίδα ασφάλισης (2) στο περίβλημα ρύθμισης και μετακινώντας το περίβλημα προς τα επάνω ή κάτω. Ξανασφίξτε τη βίδα ασφάλισης (2) στην επιθυμητή
•
•
Περιγραφή: Εξάρτημα κοπής οπής για δράπανο επαναφορτιζόμενο ή ρεύματος. Ο κινητήριος άξονας κομπλάρει με το τσοκ του δραπάνου.
•
Αποσυναρμολόγηση: Αφαιρέστε το ωστικό έδρανο (4) περιστρέφοντας αριστερόστροφα, Αφαιρέστε το τρυπάνι κοπτικού (1) και το περίβλημα ρύθμισης με τη βίδα (3) Αφαιρέστε τη
•
Προετοιμασία: Αφαιρέστε το ωστικό έδρανο (4) περιστρέφοντας
Trelli nõuded: min pöör demoment – 40 Nm (30 0 naeltolli); akutrelli min toitepinge – 14,4 V; juhtme ga trelli max nimivool – 7 A; min p adruni mõõt – 9,5 mm (3/8 tolli); max padruni mõõ t – 12,7 mm (1/2 toll i);
•
Kirjeldus: Augu lõikeseade juhtmega trellile või akutrellile. Veovõll sisestatakse trellpuuri padrunisse.
•
Seadistamine: Eemaldage tõukurlaager (4), pöörate s seda vastupäe va, sisestage lõ iketera (1) koos
•
Kasutamine. Reguleerige augu diameetrit, lõdvendades pöördtelje komplekti (8) mutrit, libistage
soovit ud diameetr ini ja pingul dage uuesti . Puurige töö riista kasu tades keska va läbi materja li, sisesta ge pöördtel g (8) augu keskme sse ja puurig e läbi materjal i. Kui trell on se es, pöörake tö öriista p äripäeva. Jä tkake aeglas elt lõike viim ased ½ tolli (12,7 mm). Ärge kä itage järje st rohkem kui 5 m inutit, et vä ltida ülekuu menemist.
Kontrollige komponente enne trellile paigaldamist visuaalselt.Ärge kasutage, kui need on mõranenud või katki. Veenduge, et valgustust on piisavalt (200 kuni 300 luksi). Kukkumisohu vältimiseks hoidke toitekaablid kasutajast eemal. Hoidke toitekaablid eemal lõigatavast metallist ja lõiketerast. Kandke alati prille või
ohutusprille. Kasutamisel kandke kaitsekindaid.
puudutaks otseselt lõiketera.
•
Lahtivõtmine. Eemaldage tõukurlaager (4), pöörates s eda vastup äeva. Eemald age lõiketera (1) ja kruviga reguleerimismuhv (3). Eemaldage reguleerimise kruvi (2) reguleerimismuhvist (3). Libistage lõiketera (1) reguleerimismuhvist välja (3). Kui valand on ta gurpidi, ee maldage jalas i kruvid
(7) ja eemaldage jalas (6). Eemaldage pressistuga laager (5) läbi tõukurlaagri (4) ava. Eem aldage pöörd telje komplek t (8), lõdvendades m utrit ja tõmma tes pöördtel je valandi põhja st välja
METALLIREIÄN LEIKKAUSLAITE - TEKNISET TIEDOT: Pehmeän teräksen leikkausominaisuudet: Suunnattu: Kierto, myötäpäivään, vähimmäisleikkausvoima: 5 ft-lbs (6,78 NM), enimmäispaksuus: Galvanoitu 20 mitta (1,02 mm) teräs, enimmäiskovuus: 50 Rockwell B Max, suurin leikkausnopeus: 20 tuumaa minuutissa, kesto: Leikkaus
235 jalkaa 26 mitan sinkittyä pehmeää terästä • Poran vaatimukset: Vähimmäisvääntömomentti – 300 lbs./tuuma (40 Nm), väh. langattomia voltteja – 14,4 volttia, maks. vaihtovirta teholuokka – 7 ampeeria, istukan vähimmäiskapasiteetti – 3/8 tuumaa (9,5 mm), istukan enimmäiskapasiteetti – ½ tuumaa (12,7 mm), käyttönopeus
FI
– 1350 (ideaalinen), 1750 (maks.) kierrosta minuutissa, käyttölämpötila – 0 – 40°C, käyttökosteus – 30 – 100 % suhteellinen kosteus • Kuvaus: Reiän leikkauslaite johdottomalle tai vaihtovirtaiselle poralle. Vetoakseli kiinnittyy poran istukkaan. • Asetus: Irrota painelaakeri (4) kääntämällä vastapäivään, aseta leikkauspala (1)
säätöholkilla (3) valuun ja laakerin (5) läpi ja tartu palan tasaisesta päästä, Asenna painelaakeri (4) takaisin liu’uttamalla leikkauspalan (1) yli ja kiertämällä myötäpäivään, kiristä leikkauspala (1) poran istukkaan. • Käyttö: Säädä aukon halkaisijaa löysäämällä kieppitappisarjan mutteria (8), liu’uta haluttu halkaisija ja kiristä uudelleen,
poraa työkalulla keskireikä materiaalin läpi, aseta kieppitappi (8) keskusreikään ja poraa materiaalin läpi. Kierrä työkalua myötäpäivään, kun pora on päällä. Suorita leikkauksen viimeinen ½ tuumaa (12,7 mm) hitaasti. Älä käytä jatkuvasti yli viittä minuuttia ylikuumenemisen välttämiseksi. Tarkasta osat silmämääräisesti ennen kuin asennat
niitä poraan.Älä käytä, jos ne ovat murtuneet tai rikki. Varmista, että valaistus on riittävä (200-300 luksia). Pidä virtajohdot kaukana käyttäjästä kompastumisen välttämiseksi. Pidä virtajohdot etäällä leikattavasta metallista ja leikkauspalasta. Käytä aina silmäsuojaimia tai suojalaseja. Käytä suojakäsineitä. • Säädöt: Leikkauspalaa (1)
voidaan säätää käyttöiän pidentämiseksi löysäämällä asetusruuvia (2) säätöholkissa ja liikuttamalla holkkia ylös tai alas.Kiristä asetusruuvi (2) uudelleen, kun se on halutussa kohdassa. Huomaa: Holkkia on mahdollista säätää vain niin, että asetusruuvi koskettaa leikkauspalan tasaista osaa. • Purkaminen: Irrota painelaakeri (4)
kääntämällä vastapäivään, irrota leikkauspala (1) ja säätöruuvi ruuvilla (3), irrota asetusruuvi (2) säätöholkista (3), liu’uta leikkauspala (1) ulos säätöholkista (3). Kun valukappale on ylösalaisin, irrota kenkä ruuvit (7) ja irrota kenkä (6), irrota puristussovitteen laakeri (5) painelaakerin (4) aukon kautta, irrota kieppitappisarja (8)
löysäämällä mutteri ja vetämällä kieppitappi ulos valukappaleen pohjasta • Uudelleenkokoaminen: Suorita purkaminen käänteisessä järjestyksessä.
ACCESSOIRES DE DÉCOUPAGE DE TROUS DANS LA TÔLE - SPÉCIFICATIONS : Capacités de découpe dans l’acier doux : Direction de travail : Circulaire, dans le sens horaire, effort de coupe minimum : 6,78 Nm (5 pi-lb), Épaisseur max. : Acier galvanisé de 1,02 mm (calibre 20), Dureté max. : 50 Rockwell B Max, Vitesse de découpage
max. : 50,8 cm (20 po) par minute, Durée de vie du trépan : Découpage de 72 m (235 pi) d’acier doux zingué calibre 26 • Spécifications de la perceuse : Couple min. – 40 Nm (300 lb/po), Tension sans fil min. – 14,4 volts, Puissance nominale c.a. max. – 7 ampères, Capacité min.du mandrin - 9,5 mm (3/8 po), Capacité max. du
FR
mandrin – 12,7 mm (½ po), Vitesse de fonctionnement – 1 350 (optimale) à 1 750 (max.) tr/min, Température de fonctionnement - 0 à 40 °C, Plage de fonctionnement (humidité) - 30 à 100 % HR • Description : Accessoire de découpage de trous pour perceuse sans fil ou à fil en c.a. L’arbre s’insère dans le mandrin de la perceuse.
• Montage : Retirer le palier de guidage (4) en tournant dans le sens antihoraire, insérer le trépan de découpage (1) avec le manchon d’ajustement (3) dans le corps moulé et à travers le roulement (5), tout en agrippant le bout lisse du trépan. Réinstaller le palier de guidage (4) en le glissant par-dessus le trépan (1) et en tournant
dans le sens horaire, Serrer le trépan (1) dans le mandrin de la perceuse. • Utilisation : Ajuster le diamètre de l’orifice en desserrant l’écrou de l’ensemble axe d’articulation (8), coulisser jusqu’au diamètre désiré et resserrer, Percer un trou central dans le matériau avec l’outil, Insérer l’axe d’articulation (8) dans le trou central et percer
le matériau, Avec la perceuse en marche, faites tourner l’outil dans le sens horaire. Procéder lentement pour le dernier ½ po (12,7 mm) de la découpe, Ne pas travailler plus de 5 minutes pour éviter tout risque de surchauffe, Procéder à une inspection visuelle des composants avant de les monter sur la perceuse. Ne pas les utiliser s’ils
sont fissurés ou cassés, S’assurer que l’éclairage est suffisant (200 à 300 lux), Éloigner les câbles d’alimentation en électricité du passage des opérateurs afin d’éviter les risques de chute, Éloigner les câbles d’alimentation en électricité des pièces métalliques coupantes et des lames, Porter toujours des lunettes à coque ou des lunettes
de sécurité, Porter des gants de protection pendant l’utilisation. • Ajustements : Le trépan (1) peut être ajusté pour prolonger la durée de vie en desserrant la vis (2) du manchon d’ajustement et en montant ou descendant le manchon. Resserrer la vis (2) lorsque la bonne position a été trouvée. Remarque : Le manchon ne peut être
ajusté que pour que la vis affleure le trépan. • Démontage : Retirer le palier de guidage (4) en tournant dans le sens antihoraire, Retirer le trépan (1) et le manchon d’ajustement avec la vis (3), Retirer la vis (2) du manchon d’ajustement (3), Faire sortir le trépan (1) du manchon d’ajustement, En retournant le corps moulé, retirer les vis
de la semelle (7) et enlever la semelle (6), Retirer le roulement pressé en place (5) à travers l’orifice du roulement (4), Retirer l’ensemble axe d’articulation (8) en desserrant l’écrou de l’ensemble axe d’articulation et en enlevant l’axe d’articulation du bas du corps • Remontage : Procéder comme pour le montage, dans l’ordre inverse.
•
Reguleerimine. Lõiketera (1) on võimalik kasutusea pikendamiseks reguleerida, reguleerides kruvi (2) reguleerimismuhvil ja liigutades muhvi üles või alla.Pinguldage uuesti kruvi (2), kui se e on so ovitud asukoha s. Märkus! Muhvi saab reguleerida, et reguleerimiskruvi
•
Uuesti kokkupanek. Järgige lahtivõtmise samme vastupidises järjestuses.
NASTAVAK ZA REZANJE RUPE U METALU - SPECIFIKACIJE: Kapacitet rezanja mekog čelika: Smjer: rotacijski, udesno, minimalna rezna snaga: 5 ft-lbs (6,78 NM), maks. debljina: Pocinčani lim 20 (1,02 mm), maks. tvrdoća 50 Rockwell B max, maks. brzina rezanja: 20 inča po minuti, trajnost nastavka: rezanje 235 stopa mekog čelika
presvučenog limom debljine 26 • Uvjeti bušenja: min. zakretni moment – 300 lbs./in. (40 Nm), min. bežični napon – 14,4 V, maks. nazivna jakost izmjenične struje – 7 A, min. kapacitet hvata – 3/8 inča (9,5 mm), maks. kapacitet hvata – 1/2 inča (12,7 mm), radna brzina – 1350 okr/min (idealna), 1750 okr/min (maks.) radna temperatura
HR
– 0 do 40˚C, radna vlažnost – 30 do 100% RH • Opis: Nastavak za bušenje rupa s bežičnim ili izmjeničnim napajanjem. Vratilo se umeće u steznu glavu bušilice. • Postavljanje: Uklonite potisni ležaj (4) zakrećući ga ulijevo, umetnite dio za rezanje (1) s rukavcem za podešavanje (3) u odljevak i kroz ležaj (5), držeći mekani kraj nastavka,
ponovno instalirajte potisni ležaj (4) tako da klizi preko dijela oštrice (1) i zakrenite ga udesno, pritegnite dio s oštricom (1) u svrdlo. • Rukovanje: Podesite promjer rupa tako da otpustite maticu glavnom kompleta klinova (8), gurnite do željenog promjera i zategnite, probušite središnju rupu kroz materijal pomoću alata, umetnite glavni
pin (8) u središnju rupu i probušiti materijal, dok je bušilica uključena, okrećite alat udesno. Nastavite polako do posljednjih ½ in (12,7 mm) reza, bušilicu nemojte kontinuirano upotrebljavati dulje od 5 minuta kako biste izbjegli pregrijavanje. Vizualno pregledajte dijelove prije njihovog postavljanja na bušilicu. Nemojte koristiti alat ako je
napuknut ili razbijen, rasvjeta treba biti odgovarajuća (200-300 Luxa), strujne kablove držite podalje rukovatelja kako bi se izbjeglo zapinjanje, strujne kablove držite podalje od rezanja metala i dijela za rezanje, uvijek nosite zaštitne naočale, nositi zaštitne rukavice prilikom rada. • Prilagodbe: Dio za rezanje (1) može se podesiti da traje
dulje tako da olabavite vijak za namještanje (2) u rukavcu za podešavanje ii pomaknete rukavac prema gore ili prema dolje. Kad dođete do željenog mjesta, ponovno zategnite vijak za namještanje (2). Napomena: Rukavac se može namjestiti tako da vijak za namještanje dodiruje ravni dio dijela za rezanje. • Rastavljanje: Uklonite
potisni ležaj (4) zakrećući ga ulijevo, uklonite dio za rezanje (1) i rukavac za podešavanje s vijkom (3) uklonite vijak za namještanje (2) iz rukavca za podešavanje (3), gurnite dio za rezanje (1) izvan rukavca za podešavanje (3). Dok je odljevak okrenut prema dolje uklonite vijke navlake (7) i uklonite navlaku (6), uklonite prisni dosjedni
ležaj, (5) kroz otvor potisnog ležaja (4), uklonite glavni komplet klinova (8), otpuštajući maticu i izvlačeći glavni klin kroz donji dio odljevka • Ponovno sastavljanje: Slijedite korake za rastavljanje obrnutim redoslijedom.
FÚRÓGÉPRE RÖGZÍTHETŐ LYUKVÁGÓ FÉMLEMEZHEZ - MŰSZAKI ADATOK: Vágási adatok lágyacél esetén: Irányítható vágás: körkörös, az óramutató járásával megegyező irányú, Min. vágáserő: 6.78 NM, Max. anyagvastagság: 1,02 mm horganyzott acéllemez, Max. keménység: 50 Rockwell B, Max. vágási sebesség: 0,5 m/p, Vágószár
élettartama: 71,6 m 0,55 mm-es horganyzott lágyacél esetén
HU
Működési hőmérséklet: 0–40 °C, Működési páratartalom: 30–100% relatív párat.
vágószárat (1) a szabályozópersellyel (3) együtt a csapágyon keresztül az öntvényházba (5). Helyezze vissza a támcsapágyat (4) úgy, hogy rácsúsztatja a vágószárra (1), és az óramutató járásával egy irányban becsavarja. A vágószárat (1) szorosan fogja be a fúrógép tokmányába.
•
Fúrógép műszaki követelmények: Minimális forgatónyomaték – 40 Nm, Akkus fúrógép min. tápfeszültség – 14.4 V, Max. A/C névleges áramfelvétel – 7 A, Min. tokmányméret – 9,5 mm, Max. tokmányméret: 12,7 mm, Fordulatszám – optimális: 1350 f/p, max.: 1750 f/p,
•
Leírás: Akkus vagy normál fúrógépre rögzíthető lyukvágóeszköz. A hajtótengelyt a fúrógép tokmányába kell befogni.
•
Üzembe helyezés: Az óramutató járásával ellentétes irányban csavarja le a támcsapágyat (4), a sima végénél fogva helyezze be a
•
Használat: Állítsa be a kivágandó lyuk sugarát úgy, hogy
a kilazítja a forgáscsap anyacsavarját (8), a forgáscsapot a kívánt sugártávolságig csúsztatja, majd ismét meghúzza az anyát.Fúrja ki a forgásközéppont furatát az eszközzel. Helyezze bele a forgáscsapot (8) a forgásközpont furatába, majd fúrja át az anyagot. Működtesse a fúrógépet, és közben az óramutató járásával megegyező irányban
forgassa körbe az eszközt. A vágás utolsó 12,7 mm-es szakaszán lassan vágja az anyagot. A túlmelegedés elkerülése érdekében ne használja folyamatosan 5 percnél hosszabb ideig! A fúrógépre történő felszerelés előtt vizsgálja át a termék minden részét! Ha repedést vagy törést észlel, ne használja! Ügyeljen rá, hogy a munkát jól megvilágított
(200-300 lux) helyen végezze! A botlásveszély elkerülése érdekében ügyeljen rá, hogy a tápkábel ne kerüljön felhasználó útjába! A tápkábelt tartsa távol a munkadarabtól és a vágószártól! Használatkor mindig viseljen védőszemüveget. Az eszköz használata során viseljen védőkesztyűt.• Beállítás: A vágószár (1) élettartama a szár befogási
pontjának módosításával növelhető; ehhez lazítsa ki a rögzítőcsavart (2) a szabályozóperselyben, majd állítsa lejjebb vagy feljebb a perselyt. Ha a vágószár a kívánt helyzetben van, húzza meg a rögzítőcsavart (2). Megjegyzés: A perselyt úgy kell beállítani, hogy a rögzítőcsavar felfeküdjön a vágószárra.
•
Szétszerelés: Az óramutató
járásával ellentétes irányban csavarja ki a támcsapágyat (4). Vegye ki a vágószárat (1) és a szabályozóperselyt a rögzítőcsavarral együtt (3). Csavarja ki a rögzítőcsavart (2) a szabályozóperselyből (3). Húzza ki a vágószárat (1) a szabályozóperselyből (3). Állítsa fejjel lefelé az öntvényházat, csavarja ki a sarurögzítő csavarokat (7), és vegye le
a sarut (6). Vegye ki a préselt csapágyat (5) a támcsapágy (4) nyílásán keresztül. A forgáscsap (8) kiszereléséhez csavarja ki az anyát, majd húzza ki a csapot a ház alsó részéből.
KLIPPIAUKABÚNAÐUR FYRIR MÁLMGÖTUN - ÍTARLEG ÚTLISTUN:
mjúkt stál •
IS
Kröfulýsing bors:
til 100% RH •
upp
efnið. Á meðan kveikt er á bornum snýrðu verkfærinu réttsælis. Farðu hægt síðustu ½ in. (12,7 mm) af skurðinum. Ekki keyra samfleytt í lengur en fimm mínútur til að forðast ofhitnun. Skoðaðu íhluti vel áður en þeim er komið fyrir á bor. Ekki nota þá ef þeir eru með sprungu eða bilaðir. Tryggið að lýsing sé næg (200 til 300 Lux). Sjáðu
til þess að rafmagnssnúrur séu ekki á vegi notandans til að forðast það að menn detti um þær. Sjáðu til þess að rafmagnssnúrur séu hvergi nærri klipptum málmi eða bitum. Notaðu hlífðargleraugu. Vertu í hlífðarhönskum við notkun. •
stillhlífinni og færa hlífina upp eða niður. Festu skrúfurnar aftur
úr stillihlíf
Lýsing:
(4)
með því að láta hana yfir klippibitann
(3)
. Losaðu klippibita
lágmarks snúningsvægi – 300 lbs./in. (40 Nm), lágmarks hleðsluvolt – 14,4 volt, hámarks orkuflokkur riðstraums – 7 amp, lágmarks greipargeta – 3/8 in. (9,5 mm), hámarks greipargeta – ½ in. (12,7 mm), ganghraði – 1350 (upplagður), 1750 (hámark) RPM, ganghiti – 0 til 40°C, gangrakastig – 30
Klippiaukabúnaður fyrir götun með hleðsluborvél eða A/C bor. Drifskaft fer inn í boragreip. •
(1)
úr stillihlíf
(1)
og snúa réttsælis. Hertu bitann
(3)
. Þegar steypumótun er á hvolfi þá fjarlægirðu skóskrúfur
Klippigeta í mjúkt stál: Stefna: snúnings, réttsælis, lágmarks klippiafl: 5 ft-lbs (6,78 NM), hámarks þykkt: galvanhúðað 20 gauge (1,02 mm), hámarks harka: 50 Rockwell B Max, hámarks klippihraði: 20 tommur á mínútur, líftími bita: klippi 235 fet í 26 gauge sinkhúðað
(1)
í boragreip. •
(2)
þegar þú ert kominn á kosinn stað.
Framkvæmd:
Athugið:
(7)
og fjarlægir skó
Uppsetning:
Stilltu þvermál gatsins með því að losa rónna á snúningspinnasettinu
Hlíf er aðeins hægt að stilla þannig að skrúfurnar falli flatar á klippibita. •
Fjarlægðu knýleguna
(6)
. Fjarlægðu þrýstilegu
(4)
með því að snúa rangsælis. Settu klippibitann í
(5)
í gegnum gat
•
Összeszerelés: A szétszerelés lépéseit végezze el fordított sorrendben.
(1)
(8)
, renndu í kosið þvermál og hertu að nýju. Boraðu miðjugat í gegnum efni með verkfæri. Settu snúningspinna
Sundurhlutun:
(4)
knýlegu. Fjarlægðu snúningspinnasett
með stillihlíf
Fjarlægðu knýleguna
(3)
inn í steypumótun og í gegnum leguna
(4)
(8)
með því að losa ró og toga snúningspinna úr •
með því að snúa rangsælis. Fjarlægðu klippibitann
Stillingar:
Klippibita
(5)
á meðan haldið er í rennislétta enda bitans. Settu knýleguna aftur
(1)
má stilla þannig að hann endist lengur með því að losa skrúfurnar
(1)
Endursamsetning
(8)
inn í miðjugat og boraðu í gegnum
og stillihlíf með skrúfu
: Fylgdu skrefunum í sundurhlutun aftur á bak.
(3)
SL15822A
. Fjarlægðu skrúfur
(2)
í
(2)
Page 2
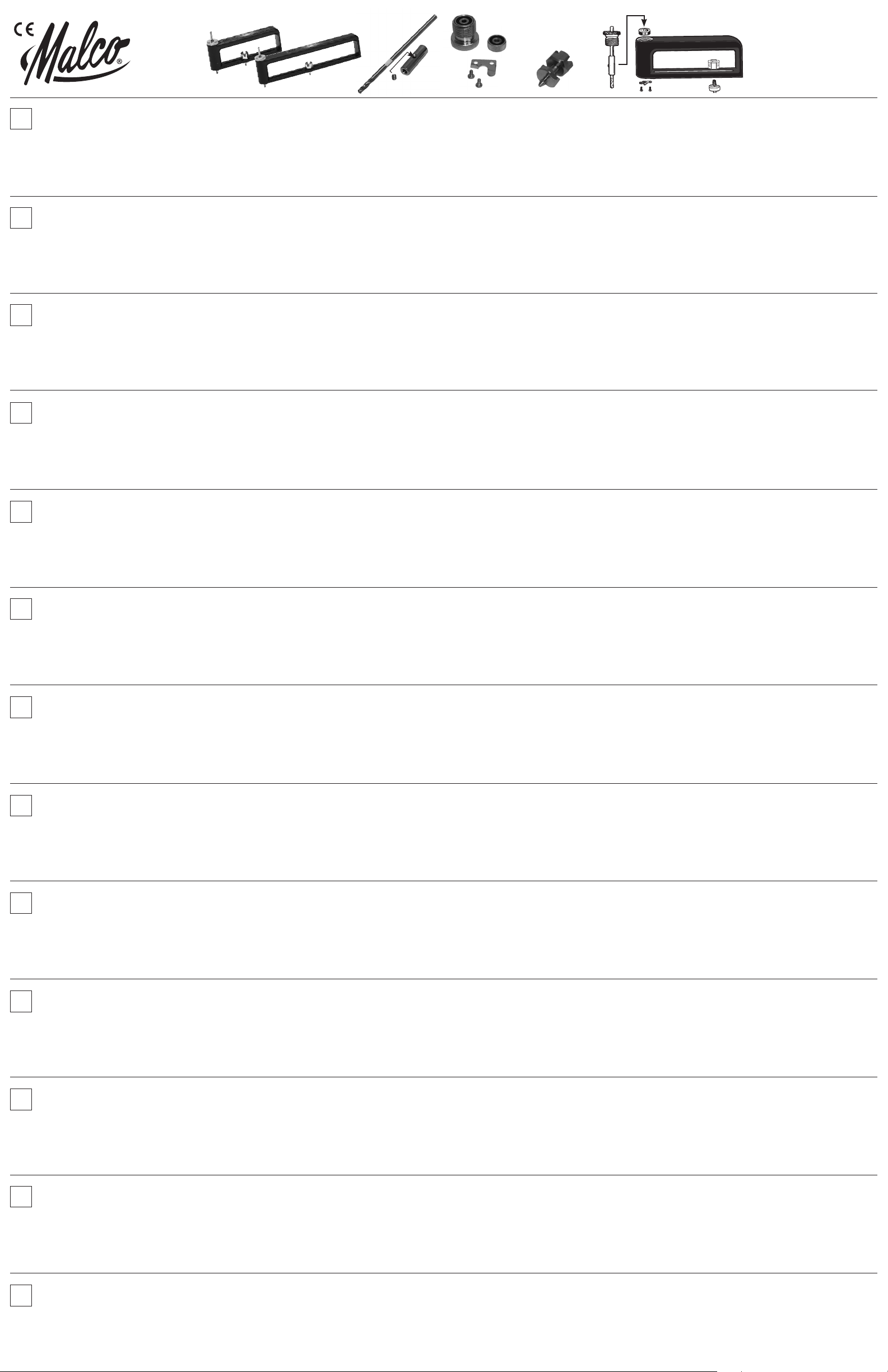
(4) HC1D
No. HC1
(1) CB
No. HC2
ACCESSORIO DI PERFORAZIONE IN METALLO - SPECIFICHE: Capacità di taglio su acciaio dolce: Direzionale: Rotazionale, in senso orario, Forza di taglio minima: 6,78 NM (5 ft-lb), Spessore massimo: Acciaio galvanizzato calibro 20 (1,02 mm), Durezza massima: 50 Rockwell B max, Velocità di taglio massima: 20 pollici al minuto, Durata
della punta: Taglio 235 piedi in acciaio dolce zincato calibro 26 • Requisiti del trapano: Coppia di serraggio minima – 40 Nm (300 lb/in), Tensione minima, cordless – 14,4 volt, Potenza C/A massima – 7 amp, Capacità mandrino minima – 9,5 mm (3/8 in.), Capacità mandrino massima – 12,7 mm (½ in.), Velocità di funzionamento – 1350
IT
(ideale), 1750 (max) giri al minuto, Temperatura di funzionamento – da 0 a 40 °C, Umidità di funzionamento – da 30 a 100% UR • Descrizione: Accessorio di perforazione per trapano C/A o cordless. L’albero motore si inserisce nel mandrino del trapano. • Messa in opera: Rimuovere il reggispinta (4) ruotandolo in senso antiorario,
Inserire la punta da taglio (1) con il manicotto di regolazione (3) nel corpo e attraverso il cuscinetto (5), afferrando la parte liscia della punta, Reinserire il reggispinta (4) facendolo scivolare sulla punta da taglio (1) e ruotandolo in senso orario, Serrare la punta da taglio (1) nel mandrino del trapano. • Funzionamento: Regolare il
diametro del foro allentando il dado del set di perni piroettanti (8), farlo scorrere al diametro desiderato e riserrare, Applicare il foro centrale attraverso il materiale con lo strumento, Inserire il perno di rotazione (8) nel foro centrale e perforare il materiale, Con il trapano acceso, ruotare lo strumento in senso orario. Procedere lentamente
per gli ultimi 12,7 mm (½ in.) di taglio, Non operare per oltre 5 minuti senza interruzioni per evitare il surriscaldamento, Ispezionare visivamente i componenti prima di inserirli nel trapano. Non usare se sono presenti crepe o rotture, Accertarsi che l’illuminazione sia sufficiente (da 200 a 300 lux), Tenere i cavi di alimentazione lontano dal
percorso dell’operatore per evitare pericoli di inciampo, Tenere i cavi di alimentazione a distanza dal metallo e dalla punta da taglio, Indossare sempre occhiali protettivi, Indossare guanti protettivi durante l’uso. • Regolazioni: La punta da taglio (1) può essere regolata per ottenere una durata superiore allentando le viti di serraggio (2)
nel manicotto di regolazione e spostando il manicotto su o giù. Riserrare la vita di serraggio (2) quando si è ottenuta la posizione desiderata. Nota: il manicotto può essere regolato solo posizionando la vite di serraggio a contatto con la punta da taglio. • Smontaggio: Rimuovere il reggispinta (4) ruotandolo in senso antiorario, Rimuovere
la punta da taglio (1) e il manicotto di regolazione con la vite (3), Rimuovere la vite di serraggio (2) dal manicotto di regolazione (3), Far scorrere la punta da taglio (1) fuori dal manicotto di regolazione (3), Tenendo il corpo capovolto, rimuovere le viti (7) e l’alloggiamento (6), Rimuovere i cuscinetti a pressione (5) attraverso l’apertura
del reggispinta (4), Rimuovere il set di perni di rotazione (8) allentando il dado ed estraendo i perni di torazione dalla parte inferiore del corpo • Rimontaggio: ripetere le fasi dello smontaggio al contrario.
SKY LIŲ PJOV IMO ME TALE PRI EDAS SPECIFIKACIJOS: minkšt ojo pli eno pjo vimo ro dikli ai: kr ypti nis: suk usis, p agal lai kr. rody kl., min imali p jovim o jėga: 6,78 N M (5 pėd.-s v.), maks. s toris : cinku otas 20 k alibr o (1,02 mm) pliena s, maks . kiet is: 50 Ro ckwe ll B mak s., mak s. pjov imo gre itis: 20 c olių mi nutę. Gr ąžt o eksp loata vimo tr ukmė :
235 pėd. pj ovimas es ant cink uotam mi nkšta jam 26 kalib ro plienu i. • Gręžtuvo reikalavimai: min. sukimo mom entas – 40 N m (300 sv./col.), mi n. įtamp a be laido – 14,4 V, maks . vardin ė kintam . srovė – 7 A, min . patron o skersmu o – 9,5 mm (3/8 col.), mak s. patro no skersm uo – 12,7 mm (½ col.), veik imo grei tis – nuo 1350 sūk ./min.
LT
(idealus), 1750 sūk ./min. (maksim alus), veikimo tem peratūra – nu o 0 iki 40 ºC, vei kimo drėgmė – n uo 30 iki 100 % sant yk. drėgni o. • Aprašymas: skylių pjovimo priedas, skirtas tvirtinti prie akumuliatorinio arba į kintamosios srovės tinklą jungiamo gręžtuvo. Varomasis velenas įstatomas į gręžtuvo patroną. • Parengimas:
išimkite atraminį guolį (4) pasukdami prieš laikrodžio rodyklę. Įstatykite grąžtą (1) su reguliavimo mova (3) į rėmą per gu olį (5) laikydami l ygų grąžto galą. Vė l sumontuokite a traminį guolį (4) užmovę ant grą žto (1) ir pasu kę pagal laikrod žio rodyklę. Pr iveržkite grą žtą (1) gręž tuvo patrone. • Eksploatavimas: norėdami
nustat yti skylė s skersmenį, atla isvinkite ša rnyro ašies blo ko (8) veržlę, pasli nkite iki norim o skersmens ir vėl p riveržkite. N audodami įrank į išgręžkite m edžiagoje cent ro skylę. Įsta tykite šarn yro ašį (8) į išgręž tą centro sky lę ir gręžkite me džiagą. Įjun gtu gręžtuv u pasukite įran kį pagal laikro džio rodyklę. P askutinius 12,7 mm
(½ col.) pjaukite lėtai. Nenaudokite be pertraukos ilgiau kaip 5 minutes, kad išvengtumėte perkaitimo. Prieš tvirtindami prie gręžtuvo, apžiūrėkite komponentus. Nenaudokite, jei įrankis įtrūkęs ar sulūžęs. Pasirūpinkite, kad apšvietimas būtų pakankamas (nuo 200 iki 300 liuksų). Patraukite elektros laidus toliau nuo
operatoriaus, kad jie nekeltų pavojaus suklupti. Žiūrėkite, kad elektros laidai būtų atokiau nuo pjaunamo metalo ir grąžto. Visada užsidėkite apsauginius akinius. Dirbdami užsimaukite apsaugines pirštines. • Reguliavimas: norėdami pailginti grąžto (1) ek sploatavimo trukmę, sureguliuokite jį atlaisvinę fiksavimo varž tą (2)
regulia vimo movoje ir pa slinkę movą auk štyn ar žemyn . Nustatę nori mą padėtį, vėl pr iveržkite f iksavimo v aržtą (2). Pastaba: movą g alima paslink ti tik taip, kad f iksavimo v aržtas lie stų plokšč ią grąžto pav iršių. • Šardymas: išimkite atraminį guolį (4) pasu kę prieš laikro džio rodykl ę. Išimkite grą žtą (1) ir reguliavimo movą
su varž tu (3). Išsuki te fiksavi mo varžtą ( 2) iš reguliavi mo movos (3). Išt raukite grą žtą (1) iš re guliavimo movo s (3). Apvertę r ėmą, išsukite p avažos varž tus (7) ir nuimkite pavažą (6). Išimkite spaudžiamąjį guolį (5) per atraminio guolio (4) angą. Išim kite šarnyr o ašies bloką (8) a tlaisvinę ver žlę ir ištrau kdami šarnyr o ašį iš rėmo
apačio s. • Surinkimas iš naujo: atlikite išardymo veiksmus atvirkštine t varka.
METĀLA CAURUMU GRIEŠANAS UZGALIS - TEHNISKĀ INFORMĀCIJA: Mazleģēta tērauda griešana: Virziens: apļveidā, pulksteņrādītāja virzienā; minimālais griešanas spēks: 6,78 Nm (5 ft-lbs); maksimālais biezums: cinkots 20. izmēra (1,02 mm) tērauds; maksimālā cietība: 50 Rockwell B; maksimālais griešanas ātrums: 20 collas
minūtē; uzgaļa darba mūžs: 235 pēdas cinkotam 26. izmēra mazleģētam tēraudam
LV
patronas izmērs – 12,7 mm (1/2”); darbības ātrums – 1350 apgr./min (ideālais), 1750 apgr./min (maksimālais); darba temperatūra – 0–40 °C; darba mitrums – 30–100% relatīvais mitrums
atturgultni (4), griežot pretēji pulksteņrādītāja virzienam; ievietojiet griešanas uzgali (1) ar regulēšanas uzmavu (3) ietvarā un caur gultni (5), turot uzgaļa gludo galu. Ievietojiet atturgultni no jauna (4), uzliekot to pār griešanas uzgali (1) un griežot pulksteņrādītāja virzienā; pievelciet griešanas uzgali (1) urbjpatronā.
Pielāgojiet cauruma diametru, atlaižot vaļīgāk šarnīra ass uzgriezni (8), pavelciet līdz vēlamajam diametram un pievelciet no jauna. Izmantojot attiecīgu rīku, izurbiet materiālā centra caurumu. Ievietojiet šarnīra asi (8) centra caurumā un urbiet caur materiālu. Urbjmašīnai esot ieslēgtai, rotējiet rīku pulksteņrādītāja virzienā. Griezuma
pēdējos 12,7 mm (0,5 collas) veiciet lēni. Nedarbiniet bez pārtraukuma ilgāk par 5 minūtēm, lai nepieļautu pārkaršanu. Pirms detaļu uzstādīšanas uz urbjmašīnas pārbaudiet tās vizuāli. Neizmantojiet, ja tās ir ieplaisājušas vai bojātas. Nodrošiniet pietiekamu apgaismojumu (200–300 luksi). Lai novērstu paklupšanas risku, nodrošiniet,
ka barošanas vadi nav operatora ceļā. Nodrošiniet, ka barošanas vadi ir atstatu no sagrieztā metāla un griešanas uzgaļa. Vienmēr izmantojiet aizsargbrilles. Darba laikā izmantojiet aizsargcimdus.
uzmavā un virzot uzmavu augšup vai lejup. No jauna pievelciet regulēšanas skrūvi (2), kad sasniegta vēlamā vieta. Ievērot: Uzmavu var regulēt tikai tā, lai regulēšanas skrūve plakani piespiestos pie griešanas uzgaļa.
regulēšanas uzmavu ar skrūvi (3). Izņemiet regulēšanas skrūvi (2) no regulēšanas uzmavas (3). Izvelciet griešanas uzgali (1) no regulēšanas uzmavas. Turot ietvaru (3) augšpēdus, izņemiet balstīklas skrūves (7) un izņemiet balstīklu (6). Izņemiet spiedsēžas gultni (5) caur atturgultņa (4) atveri. Izņemiet šarnīra asi (8), atlaižot vaļīgāk
uzgriezni un izvelkot šarnīra asi caur ietvara apakšu.
BOOROPZET VOOR METALEN GATEN - SPECIFICATIES: Boorvermogen in zacht staal: Richting: Rotatie, Met de klok mee, Minimale boorkracht: 6,78 NM (5 ft-lbs), Max dikte: Verzinkt 1,02 mm (20 kaliber) staal, Max hardheid: 50 Rockwell B max, Max. boorsnelheid: 50 cm per minuut, Details boor: Snijdt 71 meter in 26 kaliber verzinkt
zacht staal • Boorvereisten: Min draaimoment – 40 Nm (300 lbs/in), Min draadloos voltage – 14,4 Volt, Max A/C-vermogen – 7 A, Min capaciteit boorkop – 9,5 mm (3/8 in), Max capaciteit boorkop – 12,7 mm (½ in), Bedrijfssnelheid – 1350 (ideaal), 1750 (max) tpm, Bedrijfstemperatuur – 0 tot 40°C, Bedrijfsvochtigheid – 30 tot 100% RV
NL
• Beschrijving: Gatenbooropzet voor draadloze of A/C-boormachine. Aandrijfas wordt in de boorkop geplaatst. • Installatie: Verwijder de druklager (4) door tegen de klok in te draaien, Steek de boor (1) met behulp van de verstelhuls (3) in de behuizing en door de lager (5), en houdt hierbij het gladde uiteinde van de boor vast, Monteer
de druklager (4) weer op zijn plaats door deze over de boorkop te laten glijden (1) en met de klok mee te draaien, Draai de boor (1) vast in de boorkop. • Werking: Pas gatdiameter aan door de moer van de scharnierpenset (8) los te draaien, schuif naar de gewenste diameter en draai opnieuw vast, Boor met het gereedschap een
middengat door het materiaal, Steek de scharnierpen (8) in het middengat en boor door het materiaal, Draai het gereedschap met de klok mee terwijl de boor is ingeschakeld. Ga langzaam door voor de laatste 12,7 mm (½ in) van het boren, Niet langer dan 5 minuten aaneengesloten gebruiken om oververhitting te voorkomen, Inspecteer
de componenten visueel alvorens deze op de boor te monteren. Gebruik ze niet als ze gescheurd of gebroken zijn, Zorg voor voldoende verlichting (200 tot 300 Lux), Houd netsnoeren uit de buurt van de werkrichting van het apparaat om struikelen te voorkomen, Houd netsnoeren uit de buurt van gesneden metaal en de boorkop, Draag
altijd een stofbril of veiligheidsbril, Draag beschermende handschoenen bij het bedienen van het gereedschap. • Aanpassingen: Boorkop (1) kan voor een langere levensduur worden aangepast door de stelschroef (2) los te maken in de verstelhuls en de huls naar boven of beneden te bewegen. Draai de stelschroef (2) opnieuw
vast wanneer deze zich in de gewenste locatie bevindt. Let op: De huls kan alleen zodanig worden aangepast dat de stelschroef plat contact maakt met de boorkop. • Demonteren: Verwijder de druklager (4) door tegen de klok in te draaien, Verwijder de boorkop (1) en verstelhuls met schroef (3), Verwijder de stelschroef (2) uit de
verstelhuls (3), Schuif de boorkop (1) uit de verstelhuls (3), Houd de behuizing ondersteboven, en verwijder de schoenschroeven (7) en verwijder de schoen (6), Verwijder de drukmontage lager (5) via de opening van de druklager (4), Verwijder de scharnierpenset (8) door de moer los te draaien en de scharnierpen uit de onderkant
van de behuizing te trekken • Opnieuw monteren: Volg de demontagestappen in omgekeerde volgorde.
•
Atkārtota montāža: Veiciet demontāžas soļus apgrieztā secībā.
•
Urbjmašīnas prasības: minimālais griezes moments – 40 Nm (300 lbs/in); minimālais bezvadu skrūvgrieža spriegums – 14,4 volti; maksimālā pieļaujamā maiņstrāvas jauda – 7 ampēri; minimālais patronas izmērs – 9,5 mm (3/8”); maksimālais
(3) HC1E
(2) HC1H
(5) HC1K
(6) HC1G
(7) HC1i
•
Apraksts: Caurumu griešanas uzgalis bezvadu vai maiņstrāvas urbjmašīnai. Piedziņas vārpsta ievietojama urbjpatronā.
•
(8) HC1B
Regulēšana: Griešanas uzgali (1) var regulēt, lai nodrošinātu ilgāku kalpošanas laiku, atlaižot vaļīgāk regulēšanas skrūvi (2) regulēšanas
•
Demontāža: Noņemiet atturgultni (4), griežot pretēji pulksteņrādītāja virzienam. Noņemiet griešanas uzgali (1) un
MALCO PRODUCTS, INC.
P.O. Box 400
Annandale, MN 55302-0400
United States of America
Telephone: 01-320-274-8246
Facsimile: 01-320-274-2269
www.malcotools.com
•
Uzstādīšana: Noņemiet
SL15822A
•
Izmantošana:
Tillegg for kutting av hull i metall - Spesifikasjoner: Kapasitet ved kutting i lavkarbonstål: Retning: Roterende, med klokken; Min. kuttestyrke: 6,78 NM (5 ft-lbs); Maks. tykkelse: Galvanisert 20 gauge (1,02 mm) stål; Maks. hardhet: 50 Rockwell B Max; Maks. kuttehastighet: 20 tommer i minuttet; Levetid: 71,6 meter ved kutting av
26-gauge sinkbelagt stål • Krav til drill: Min. dreiemoment – 300 lbs./in. (40 Nm); Min. batterispenning – 14,4 volt; Maks. strømstyrke – 7 A; Min. borekapasitet – 3/8” (9,5 mm); Maks. borekapasitet – ½” (12,7 mm); Arbeidshastighet – 1350 (ideelt), 1750 (maks.) ORPM; Arbeidstemperatur – 0 til 40°C; Fuktighetsnivå – 30 til 100 % RF
NO
• Beskrivelse: Hullskjærer for batteridrevet eller nettdrevet drill. Drivakselen settes inn i boremaskinens chuck. • Klargjøring: Fjern trykklageret (4) ved å vri mot klokken. Sett inn skjærestykket (1) med justeringsstykket (3) i hullet og gjennom lageret (5), mens du holder i den glatte enden av stykket. Monter trykklageret på nytt (4)
ved å føre det over skjærestykket (1) og rotere med klokken, stram til skjærestykket (1) i borepatronen. • Bruksanvisning: Juster hulldiameteren ved å løsne svingboltens mutter (8), før til ønsket diameter og stram til. Bore senterhullet i materialet med verktøyet, sett inn svingbolten (8) i senterhullet og bore gjennom materialet. Roter
verktøyet med klokken når drillen er på. Arbeid sakte de siste 12,7 mm (½”). Ikke arbeid sammenhengende i mer enn 5 minutter for å unngå overoppheting. Inspiser komponentene visuelt før montering på drill. Må ikke brukes hvis sprukket eller ødelagt. Sørg for tilstrekkelig god belysning (200 til 300 Lux). Hold strømkablene unna
operatøren for å unngå farer for snubling. Hold strømkablene unna oppkuttet metall og skjærestykket. Bruk alltid vernebriller. Bruk vernehansker under arbeid med utstyret. • Justeringer: Skjærestykket (1) kan justeres for lengre levetid ved at skruen løsnes (2) i justeringsstykket og justeringsstykket beveges opp eller ned. Stram til
skruen på nytt (2) i ønsket posisjon. Merknad: Justeringsstykket kan kun justeres, så sett skrukontaktene flatt på skjærestykket. • Demontering: Fjern trykklageret (4) ved å rotere mot klokken, fjern skjærestykket (1) og justeringsstykket med skruen (3). Fjern innstillingsskruen (2) fra justeringsstykket (3), flytt skjærestykket (1) ut
av justeringsstykket (3). Med hoveddelen opp-ned, fjern bunnskruene (7) og bunnstykket (6), fjern presspasningslageret (5) gjennom trykklagerets (4) åpning, fjern svingbolten (8) ved å løsne mutteren og trekke svingbolten ut av hoveddelens bunn • Montering: Følg beskrivelsen for demontering i omvendt rekkefølge.
PRZYSTAWKA DO WYCINANIA OTWORÓW W METALU - DANE TECHNICZNE: Wydajność cięcia stali miękkiej: Kierunkowość: obrót zgodnie z ruchem wskazówek zegara; Minimalna siła cięcia: 6,78 Nm (5 funtów); Maksymalna grubość: stal ocynkowana 1,02 mm (rozmiar 20); Maksymalna twardość: 50 Rockwell B; Maksymalna szybkość
cięcia: 50,8 cm/min (20 cali/min), Żywotność wiertła: 5,969 m (235 stóp) cięcia w stali miękkiej ocynkowanej (rozmiar 26)
Minimalny zakres mocowania – 9,5 mm (3/8 cala); Maksymalny zakres mocowania – 12,7 mm (1/2 cala); Szybkość robocza – 1350 obr./min (zalecana), 1750 obr./min (maksymalna); Temperatura robocza – od 0 do 40°C; Wilgotność robocza – od 30 do 100% (wilgotność względna)
PL
akumulatorowych i zasilanych z sieci. Wał napędowy jest wkładany w mocowanie wiertła.
łożysko wzdłużne (4), wsuwając wiertło (1) i obracając je zgodnie z ruchem wskazówek zegara. Zacisnąć wiertło (1) w mocowaniu wiertła.
narzędzia. Włożyć czop obrotowy (8) do otworu środkowego i wywiercić otwór w materiale. Podczas wiercenia obracać narzędzie zgodnie z ruchem wskazówek zegara. Zwolnić cięcie na ostatnich 12,7 mm (1/2 cala). Aby uniknąć przegrzania, urządzenia nie wolno używać dłużej niż przez 5 minut bez przerwy. Podzespoły należy sprawdzić
wzrokowo przed zamontowaniem ich na wiertarce. Nie wolno używać urządzenia, jeśli są na nim widoczne pęknięcia lub inne uszkodzenia. Należy upewnić się, że oświetlenie jest wystarczające (od 200 do 300 luksów). Aby uniknąć potknięcia się, należy odsunąć kable zasilające jak najdalej od siebie, tak aby nie przeszkadzały w pracy.
Kable zasilające powinny się znajdować z dala od ciętego metalu i wiertła. Należy zawsze zakładać gogle lub okulary ochronne. Podczas obsługi urządzenia należy nosić rękawice ochronne.
Dokręcić śrubę regulacyjną (2), gdy znajdzie się w odpowiednim położeniu. Uwaga: Tuleję można regulować wyłącznie w taki sposób, aby śruba regulacyjna dokładnie przylegała do wiertła.
Odkręcić śrubę regulacyjną (2) od tulei regulacyjnej (3). Przesunąć wiertło (1) poza tuleję regulacyjną (3). Po obróceniu ramy odkręcić śruby elementu ślizgowego (7) i zdjąć element ślizgowy (6). Wyjąć łożysko ustalające (5) przez otwór łożyska wzdłużnego (4). Zdjąć czop obrotowy (8), poluzowując nakrętkę i ściągając czop obrotowy z
dolnej części ramy.
ACESSÓRIO PARA CORTE DE FUROS EM METAL - ESPECIFICAÇÕES: Capacidades de corte em aço moderado: Direcional: rotativo, em sentido horário. Força de corte mín.: 5 pés-libras (6,78 Nm). Espessura máx.: aço galvanizado de calibre 20 (1,02 mm). Dureza máx.: 50 Rockwell B no máx. Velocidade de corte máx.: 20 pol / minuto.
Duração da broca: corte de 235 pés em aço moderado, revestido de zinco de calibre 26. • Requisitos do berbequim: torção mín. de 300 libras / pol (40 Nm). Volts mín. sem fios: 14,4 volts. Classificação máx. do corte CA: 7 ampères. Capacidade mín. do mandril: 3/8 pol (9,5 mm). Capacidade máx. do mandril: ½ pol (12,7 mm).
PT
Velocidade operacional: 1350 RPM (ideal) a 1750 RPM (máx.). Temperatura operacional: 0 a 40 °C. Umidade operacional: 30 a 100% HR. • Descrição: acessório cortador de furos para berbequim sem fios ou com corrente CA. A haste do veio é inserida no veio do berbequim. • Configuração: Remova o rolamento axial (4) ao gire-o no
sentido anti-horário. Insira a fresa cortadora (1) com casquilho de ajuste (3) na peça através do rolamento (5), até segurar completamente a extremidade da broca. Reinstale o rolamento axial (4) ao deslizá-lo por cima da fresa cortadora (1) e gire-o em sentido horário. Aperte a fresa cortadora (1) no mandril do berbequim. • Operação:
Ajuste o diâmetro do furo ao desapertar a porca do conjunto do pino giratório (8), deslize-a até o diâmetro desejado e reaperte. Perfure o furo central através do material com uma ferramenta. Insira o pino giratório (8) no furo central e perfure através do material. Enquanto o berbequim estiver ligado, vire a ferramenta em sentido horário.
Avance lentamente nas últimas ½ pol (12,7 mm) do corte. Não trabalhe sem parar por mais de 5 minutos para evitar sobreaquecimento. Inspecione visualmente os componentes antes de instalar o acessório no berbequim. Não use o acessório se estiver com rachas ou partido. Certifique-se de que existe iluminação suficiente (200 a
300 Lux). Mantenha os cabos de alimentação afastados do caminho do operador para evitar perigos de queda. Mantenha os cabos de alimentação afastados do metal cortado e da fresa cortadora. Use sempre óculos protetores ou de segurança. Use luvas protetoras. • Ajustes: A fresa cortadora (1) pode ajustar-se para uma maior vida
útil ao desapertar o parafuso de fixação (2) do casquilho de ajuste e mover o casquilho para cima e para abaixo. Aperte novamente o parafuso de fixação (2) quando estiver na posição desejada. Nota: O casquilho só pode ser ajustado se o parafuso de fixação estiver em contato fixo na fresa cortadora. • Desmontagem: Remova o
rolamento axial (4) ao virá-lo no sentido anti-horário. Remova a fresa cortadora (1) e o casquilho de ajuste com o parafuso (3). Remova o parafuso de fixação (2) do casquilho de ajuste (3). Deslize a fresa cortadora (1) fora do casquilho de ajuste (3). Com a peça virada ao contrário, remova os parafusos da sapata (7) e a sapata (6).
Remova o rolamento axial de compressão (5) através da apertura do rolamento axial (4). Remova o conjunto do pino giratório (8) ao desapertar a porca e puxar o pino giratório fora da parte inferior da peça. • Remontagem: Siga os passos de desmontagem na ordem inversa.
DISPOZITIV ACCESORIU DE GĂURIRE DE SUPRAFEȚE METALICE - SPECIFICAŢII: Capacitate de tăiere în oțel moale: Direcțional – rotativ, în sensul acelor de ceasornic, forța de tăiere minimã 6,78 NM, Grosimea maximă – 1,02 mm oțel galvanizat, Duritatea maximă Rockwell B: 50, Viteza maximă de tăiere – 50,8 cm / minut, capacitate
de tãiere a cuțitului este de 71,6 m in oțel galvanizat de 0.6 mm. Cerințele mașinii de găurit: momentul de torsiune minim - 40 Nm. Tensiunea minimă a acumulatorului: 14,4 Volți. Curentul Maxim nominal în curent alternativ: 7 A. Capacitate minimă a mandrinei: 9,5 mm.Capacitate maximă a mandrinei: 12,7 mm. Viteza de operare
idealã este de 1350 RPM iar cea maximã de 1750 RPM. Temperatura de funcționare: între 0 și 40 de grade Celsius. Umiditatea de funcționare: între 30 și 100 % UR (Umiditate Relativă)
RO
mașinii de găurit
sfredelului (1) şi, rotind în sensul acelor de ceasornic (1), strângem sfredelul în mandrinã.
gãurii şi se gãureşte prin suprafațaã, având grijã ca în timpul funcționãrii sã rotim scula în sensul acelor de ceasornic. Se înainteazã încet pe ultimii 12,7 mm de tãieturã. A nu se utiliza pe o duratã mai lungã de 5 minute pentu a evita supraîncãlzirea. Examinați vizual componentele înainte de a le instala pe mașina de găurit. A nu se folosi
dacă prezintă crăpături sau sunt rupte. Asigurați-vă că dispuneți de lumină suficientă (200 – 300 de lucși). Țineți cablurile de alimentare la distanță de zona de lucru a operatorului pentru a evita accidentele prin împiedicare.Țineți cablurile de alimentare la distanță de metalele tăiate şi pãrțile tãioase ale sfredelului. Purtați întotdeauna
ochelari de protecție. Purtați mănuşi de protecție când folosiți dispozitivul.
ajunge la poziția doritã. Notã: clema poate fi ajustatã numai în mãsura în care piulițele de fixare sunt fixate orizontal pe vârful sfredelului
de fixare (2) din clema de prindere (3), se scoate vârful sfredelului (1) din clema de prindere (3) ținând dispozitivul cu fața în jos, se scot piulițele ce fixeaza saboții (7) şi se îndepãrteazã saboții (6), se îndepãrteazã arborele de presare (5) prin deschiderea arborelui de transmisie (4) şi se îndepãrteazã axul de pivotare (8) prin deşurubarea
piuliței si extragerea axului de pivotare din fundul dispozitivului.
NÁSTAVEC NA VŔTAČKU NA REZANIE OTVOROV DO KOVU - TECHNICKÉ ÚDAJE: Možnosti rezania mäkkej ocele: Smerové: otočné, v smere hodinových ručičiek, minimálna rezná sila: 6,78 Nm (5 ft-lbs), max. hrúbka: pozinkovaná oceľ 1,02 mm (20 gauge), max. tvrdosť: 50 podľa Rockwellovej stupnice B, max. rezná rýchlosť: 0,5 m
(20 palcov) za minútu, životnosť bitu: 7, 61 m (235 stôp) pozinkovanej mäkkej ocele 26 gauge
SK
prevádzková rýchlosť – 1350 (ideálna) až 1750 (max.) ot./min., prevádzková teplota – 0 až 40 °C, prevádzková vlhkosť – 30 až 100 % relatívnej vlhkosti vzduchu
smeru hodinových ručičiek. Vložte rezací bit (1) s nastavovacím puzdrom (3) do odliatku a cez ložisko (5) bit pridŕžajte sa hladký koniec. Nainštalujte späť axiálne ložisko (4) nasunutím na rezací bit (1) a otáčaním v smere hodinových ručičiek. Utiahnite rezací bit (1) v skľučovadle vŕtačky.
matice na otočnom čape (8), presuňte čap na požadovaný priemer a dotiahnite ho. Vyvŕtajte stredový otvor cez materiál pomocou nástroja. Vložte otočný čap (8) do stredového otvoru a vŕtajte cez materiál. So zapnutou vŕtačkou otáčajte nástrojom v smere hodinových ručičiek. V záverečných 12,7 mm (½ palca) rezu postupujte pomaly.
Nerežte súvisle dlhšie než 5 minút, inak môže dôjsť k prehriatiu. Pred nasadením súčastí na vŕtačku vykonajte ich vizuálnu kontrolu. Ak je nástavec zlomený alebo má praskliny, nepoužívajte ho. Zabezpečte dostatočné osvetlenie (200 až 300 luxov). Napájacie káble musia byť mimo miest, po ktorých sa pohybuje obsluha nástroja, inak hrozí
nebezpečenstvo potknutia. Napájacie káble musia byť mimo odrezaných kovových častí a rezacieho bitu. Vždy používajte ochranné alebo bezpečnostné okuliare. Pri rezaní noste ochranné rukavice.
nahor alebo nadol. Po dosiahnutí požadovanej polohy stavaciu skrutku (2) opäť dotiahnite. Poznámka: Puzdro je možné nastaviť iba do takej polohy, kde stavacia skrutka je v styku s rovnou plochou na rezacom bite.
puzdro so skrutkou (3). Vyjmite stavaciu skrutku (2) z nastavovacieho puzdra (3), Vysuňte rezací bit (1) z nastavovacieho puzdra (3). Otočte odliatok hornou stranou nadol, odstráňte skrutky pätky (7) a odstráňte pätku (6). Vyjmite lisované ložisko (5) otvorom axiálneho ložiska (4). Odstráňte sadu otočného čapu (8) uvoľnením matice a
vytiahnutím otočného čapu zo spodnej časti odliatku.
NASTAVEK ZA IZREZOVANJE LUKENJ V KOVINO - TEHNIČNI PODATKI: Zmogljivost rezanja ogljikovega jekla: Usmerjeno: rotacijsko, v desno, najmanjša sila rezanja: 6,78 Nm; največja debelina: galvanizirano jeklo debeline 1,02 mm; največja trdota: 50 po Rockwellovi lestvici B; največja hitrost rezanja: 50 cm/min, življenjska doba
svedra: najmanj 71,5 m pri pocinkanem ogljikovem jeklu debeline 0,55 mm
SL
(najprimernejša) do 1750 vrt./min (največja); delovna temperatura – od 0 do 40 °C; delovna vlažnost – od 30 do 100 % relativne vlažnosti.
desno, vstavite rezalni sveder (1) z distančnikom (3) v ohišje čeljusti in skozi ležaj (5), pri čemer držite gladki del svedra. Znova namestite potisni ležaj (4), tako da ga potisnete prek rezalnega svedra (1) in zasučete v desno. Rezalni sveder (1) privijte v vpenjalno glavo.
vrtljivega zatiča (8), nastavek potisnite do želenega premera in znova privijte matico. Z orodjem izvrtajte sredinsko luknjo, vanjo vstavite vrtljivi zatič (8) in izrežite luknjo v obdelovanec. Orodje obračajte v desno pri vklopljenem vrtalniku. Zadnjih 12,7 mm odrežite previdno. Orodja ne uporabljajte neprekinjeno več kot 5 minut, da se ne
pregreje. Preden nastavek namestite na vrtalnik, preglejte vse sestavne dele. Orodja ne uporabljajte, če je počeno ali zlomljeno. Poskrbite za primerno osvetlitev (od 200 do 300 lx). Napajalne kable umaknite, da se med delom ne zapletete vanje. Kable umaknite stran od rezil in odrezanih kosov kovine. Vedno uporabljajte zaščitna očala.
Pri delu uporabljajte zaščitne rokavice.
samo toliko, kolikor je ploskega dela na rezalnem svedru.
odstranite čeljust (6). Odstranite zaskočni ležaj (5) skozi odprtino potisnega ležaja (4). Odstranite sestav vrtljivega zatiča (8), tako da odstranite matico in povlečete vrtljivi zatič iz spodnjega dela čeljusti.
ALAT ZA SEČENJE OTVORA U METALU - SPECIFIKACIJE: Kapaciteti sečenja za meki čelik: Usmereno: Usmereno, u smeru kretanja kazaljki sata, Min. sila sečenja: 6,78 NM (5 ft-lbs), Maks. debljina: Pocinkovani čelik debljine 1,02 mm (kalibar 20), Maks. čvrstina: maks. 50 Rockwell B, Maks. brzina sečenja: 20 inča u minuti, Radni vek
reznog umetka: Sečenje 235 stopa u pocinkovanom mekom čeliku kalibra 26
SR
1350 (idealno), 1750 (maks.) o/min, Radna temperatura – 0 do 40°C, Radna vlažnost – 30 do 100% RV
umetak (1) sa podešavajućim rukavcem (3) u ram i kroz ležaj (5), stežući glatki kraj umetka. Ponovo postavite potisni ležaj (4) tako što ćete ga postaviti preko reznog umetka (1) i okretati u smeru kretanja kazaljki sata. Pritegnite rezni umetak (1) untar stezne glave.
pomerite na željeni prečnik i ponovo pritegnite. Izbušite centralni otvor kroz materijal pomoću alata. Umetnite kratku osovinicu (8) u centralni otvor i probušite kroz materijal. Dok je bušilica uključena, okrećite alat u smeru kretanja kazaljki sata. Nastavite polako u poslednjih 12,7 mm (½ in.) proreza. Ne koristite neprekidno duže od 5 minuta
kako bi se sprečilo pregrevanje. Vizuelno pregledajte delove pre nego što ih instalirate na bušilicu. Ne koristite naprsle ili polomljene delove. Vodite računa o adekvatnom osvetljenju (200 do 300 Lux). Kablove za napajanje držite dalje od putanje operatora kako bi se izbegla opasnost od saplitanja. Kablove za napajanje držite dalje od isečenog
metala i noževa. Uvek nosite zaštitne naočare. Tokom rada nosite zaštitne rukavice.
se može podešavati samo tako da zavrtanj dodiruje površinu na reznom umetku.
rukavca (3). Kada je ram okrenut naopako, uklonite zavrtnje nosača (7) i uklonite nosač (6). Uklonite ležaj presovanog sklopa (5) kroz otvor potisnog ležaja (4). Uklonite kratku osovinicu (8) tako što ćete popustiti navrtku i izvući kratku osovinicu iz donjeg dela rama
Tillbehör för att skära hål i metall - Beskrivning: Skärkapacitet i mjukt stål (konstruktionsstål/plåtstål, kolstål, götstål): Riktning: Roterande, medurs, minsta skärstyrka: 5 ft-lbs (6,78 NM), max tjocklek: Galvaniserad 1,02 mm (20 gauge) stål, max hårdhet: Max 50 Rockwell B, max skärhastighet: 20 tum per minut, hållbarhet skärbit:
Skärning/klippning av 235 fot i 26 gauge zinkbeklätt mjukt stål • Borrmaskin bör uppfylla dessa krav: Moment - min 40 Nm (300 lbs/in), effekt sladdlös - min 14,4 V, max nätdrift 7 A, chuckkapacitet - min 9,5 mm (3/8 tum), och max – 12,7 mm (1/2 tum), arbetshastighet – 1350 (ideal), 1750 (max) RPM, arbetstemperatur – 0 till
SV
40 °C, arbetsfuktighet – 30 till 100 % RH • Beskrivning: Skärtillsats för hål för sladdlösa eller nätdrivna borrmaskiner. Kardanen sätts in i borrmaskinens chuck. • Montering: Ta bort trycklager (4) genom att vrida räknaren medurs, Sätt in skärbit (1) med justeringsärmen (3) i gjutstycket och genom trycklagret (5), samtidigt som
du försiktigt tar tag i änden på skärbiten, Installera trycklagret på nytt (4) genom att låta det glida över skärbiten (1) och låt det rotera medurs, Skruva fast skärbiten (1) i borrens chuck. • Användning: Justera hålets diameter genom att skruva loss muttern från svängtappssetet (8), ställ in till önskad diameter och dra åt igen, Borra
ett hål i mitten på materialet med verktyget, Sätt in svängtappen (8) i hålets mitt, Rotera verktyget medurs medan borren är på. Fortsätt sakta att föra in de sista 12,7 mm (½ tum) av klipptillsatsen, För att undvika överhettning ska klipptillsatsen inte användas mer än 5 minuter i taget, Kontrollera komponenterna innan de monteras på
borrmaskinen. Använd dem inte om de har sprickor eller är trasiga, Se till att ha ordentlig belysning (200 till 300 lux), Håll elsladdar ur vägen för att undvika att någon snubblar på dem, Håll elsladdar borta från vassa metallbitar och klingor, Använd alltid skyddsglasögon. • Justeringar: Skärbit (1) kan justeras till längre hållbarhet genom
att lossa på setskruven (2) i justeringsärmen och flytta ärmen upp och ner. Dra åt skruven igen (2) när den är placerad på rätt sätt. Obs! Ärmen kan endast justeras när setskruven har plan kontakt med skärbiten. • Demontering: Ta bort trycklagret (4) genom att vrida räknaren medurs, Ta bort skärbiten (1) och justeringsärmen med
skruven (3), Ta bort setskruven (2) från justeringsärmen (3), Dra skärbiten (1) ur justeringsärmen (3), Med gjutstycket upp och ned ta bort skoskruvarna (7) och ta bort skon (6), Ta bort tryckpassningslagret (5) genom öppningen på trycklagret (4), Ta bort svängtappssetet (8) genom att lossa muttern och sedan dra ut svängtappen
från gjutstyckets botten • Montering: Följ demonteringsstegen i motsatt ordning.
METAL DELİK AÇMA ATAŞMANI - SPESİFİKASYONLAR: Yumuşak çelikte kesme kapasiteleri: Yön bağımlı: Rotasyonel, Saat yönünde, Minimum Kesme Kuvveti: 5 ft-lbs (6,78 NM), Maks. Kalınlık: Galvanize edilmiş 20’lik (1,02 mm) çelik, Maks. Sertlik: 50 Rockwell B Maks., Maks. Kesme Hızı: Dakikada 20 inç, Uç Ömrü: 26’lık çinko kaplı
yumuşak çelikte 235 fit kesim
TR
%30 ila 100 RH
saat yönünde çevirerek yeniden takın, Matkap ucunu (1) matkap aynasına sıkın.
Kesimin son ½ inç’i (12,7 mm) için yavaş hareket edin, Aşırı ısınmayı önlemek için 5 dakikadan fazla süreyle kesintisiz çalıştırmayın, Matkaba takmadan önce parçaları görsel olarak kontrol edin. Çatlak ya da kırık ise kullanmayın, Işığın yeterli olduğundan emin olun (200 ila 300 Lüks), Takılıp düşme riskine karşı elektrik kablolarını çalışandan
uzak tutun, Elektrik kablolarını kesik metal ve matkap uçlarından uzak tutun, Emniyet gözlüklerini daima takın, Çalışma sırasında koruyucu gözlükler takın.
İstenen konumdayken ayar vidasını (2) yeniden sıkın. Not: Ayar vidalarının temas yerleri matkap ucunda düz konumda olacak şekilde manşon ayarlanabilir.
Matkap ucunu (1), ayar manşonundan (3) kaydırıp ayırın, Gövde ters çevrilmişken, pabuç vidalarını (7) ve pabucu (6) çıkarın, Pres geçme rulmanı (5) baskı rulmanı (4) açıklığından çıkarın, Merkez pim setini (8) somunu gevşetip merkez pimi gövdenin altından çekerek çıkarın
•
Ponowny montaż: Wykonać czynności montażu w odwrotnej kolejności.
•
Asamblare: se scoate arborele de transmisie (4) prin rotire inversã acelor de ceasornic, se introduce vârful sfredelului (1) folosind clema de prindere (3) şi se ataşeazã de arbore trecând-o prin lagãr (5), iar în acelaşi timp prindem partea finã a sfredelului şi reinstalãm arborele de transmisie (4) prin alunecare pe deasupra
•
•
Reasamblare: a se urma fiecare etapã a procesului de dezasamblare, în ordine inversã.
•
Opätovné zostavenie: Uskutočnite postup demontáže v opačnom poradí.
•
•
Nastavitve: Rezalnemu svedru (1) lahko z nastavitvijo podaljšate življenjsko dobo, tako da odvijete nastavitveni vijak (2) v distančniku in distančnik premaknete navzgor ali navzdol. Ko ga nastavite na želeni položaj, znova privijte nastavitveni vijak (2). Opomba: Distančnik je mogoče nastavljati
•
•
Açıklama: Kablosuz ya da A/C matkap için delik açma ataşmanı. Tahrik mili matkap aynasına takılır.
Delme Gereksinimleri: Min. Tork – 300 lbs./inç (40 Nm), Min. kablosuz Voltaj – 14,4 volt, Maks. A/C Güç Değeri – 7 amper, Min. Ayna Kapasitesi – 3/8 inç (9,5 mm), Maks. Ayna Kapasitesi – ½ inç (12,7 mm), Çalışma Hızı – 1350 (ideal), 1750 (maks.) RPM, Çalışma Sıcaklığı – 0 ila 40°C, Çalışma Nemi –
•
Razstavljanje: Odstranite potisni ležaj (4) tako da ga zavrtite v desno. Odstranite rezalni sveder (1) in distančnik z vijakom (3). Nastavitveni vijak odstranite (2) iz distančnika (3). Rezalni sveder (1) izvlecite iz distančnika (3). Ohišje obrnite navzdol in odstranite vijake (7), nato
•
Przygotowanie: Zdjąć łożysko wzdłużne (4), obracając je przeciwnie do ruchu wskazówek zegara. Włożyć wiertło (1) z tuleją regulacyjną (3) do ramy i łożyska pośredniego (5), przytrzymując gładką końcówkę wiertła. Ponownie zamontować
•
Funcționare: se ajusteazã diametrul gãurii prin slãbirea piuliței din axul de pivotare (8) şi se alunecã pe ax pânã se atinge diametrul dorit, dupã care se strânge. Se gãureşte materialul cu ajutorul sculei, se insereazã axul de pivotare (8) în centrul
Ajustări: vârful sfredelului (1) poate fi ajustat pentru a i se spori durata de funcționare, prin deşurubarea piuliței de fixare (2) în clema de prindere şi alunecarea clemei în sus sau în jos pânã se ajunge la poziția doritã. A se reînşuruba piulița (2) atunci când se
•
Požiadavky na vŕtačku: minimálny moment – 40 Nm (300 lb/palec), min. napätie bezdrôtovej vŕtačky – 14,4 V, max. menovitý str. prúd – 7 A, min. kapacita skľučovadla – 9,5 mm (3/8”), max. kapacita skľučovadla – 12,7 mm (½”),
Tehnične zahteve za vrtalnik: Najmanjši navor – 40 Nm; najmanjša napetost baterijskega napajanja – 14,4 V, največja jakost izmeničnega toka – 7 A; najmanjši premer vpenjala – 9,5 mm; največji premer vpenjala – 12,7 mm; hitrost delovanja – od 1350
•
Zahtevi u vezi bušilice: Min. obrtni moment – 40 Nm (300 lbs/in.), Min. napon baterije – 14,4 V, Maks. nazivna naizmenična struja – 7 A, Min. kapacitet stezne glave – 9,5 mm (3/8 in.), Maks. kapacitet stezne glave – 12,7 mm (½ in.), Radna brzina –
•
Podešavanja: Rezni umetak (1) se može prilagoditi za duži upotrebni vek otpuštanjem zavrtnja (2) u podešavajućem rukavcu i pomeranjem rukavca na gore ili dole. Ponovo pritegnite zavrtanj (2) kada se postigne željena lokacija. Napomena: Rukavac
•
Rasklapanje: Uklonite potisni ležaj (4) okrećući ga u smeru suprotno od kretanja kazaljki sata. Uklonite rezni umetak (1) i podešavajući rukavac sa zavrtnjem (3). Uklonite zavrtanj (2) sa podešavajućeg rukavca (3). Izvadite rezni umetak (1) iz podešavajućeg
•
Kullanım: Merkez pim setinin (8) somunun gevşeterek delik çapını ayarlayın, istenilen çapa kaydırın ve yeniden sıkın, Takım ile orta deliği malzemeye açın, Merkez pimi (8) orta deliğe takın ve malzemeyi delin, Matkap açıkken takımı saat yönünde çevirin.
•
Opis: Alat za sečenje otvora za baterijsku ili električnu bušilicu. Pogonska osovina ulazi u steznu glavu bušilice.
•
Wymagania dotyczące wiertarki: Minimalny moment obrotowy – 40 Nm (300 funtów/cal); Minimalne napięcie przy zasilaniu akumulatorowym – 14,4 V; Maksymalny prąd przy zasilaniu sieciowym – 7 A;
•
Obsługa: Wyregulować średnicę otworu, odkręcając nakrętkę czopu obrotowego (8), przesunąć ją do wybranej wielkości średnicy i dokręcić. Wywiercić otwór środkowy w materiale za pomocą
•
Regulacja: Czas eksploatacji wiertła (1) można wydłużyć, luzując śrubę regulacyjną (2) w tulei regulacyjnej i przesuwając tuleję w górę lub w dół.
•
Demontaż: Zdjąć łożysko wzdłużne (4), obracając je przeciwnie do ruchu wskazówek zegara. Wyjąć wiertło (1) i tuleją regulacyjną ze śrubą (3).
•
Descriere: dispozitiv accesoriu de gãurire pentru mașina de găurit la curent alternativ sau cu acumulator. Arborele de transmisie se introduce în mandrina
•
Dezasamblare: se scoate arborele de transmisie (4) prin rotire în sensul invers acelor de ceasornic, se îndepãrteaza vârful sfredelului (1) şi clema de prindere cu şurubul (3), se îndepãrteazã piulița
•
Popis: Rezací nástavec na diery pre bezdrôtovú alebo káblovú vŕtačku. Hnací hriadeľ sa zasunie do skľučovadla vŕtačky.
•
Nastavenia: Dlhšiu životnosť rezacieho bitu (1) je možné zaistiť uvoľnením stavacej skrutky (2) v nastavovacom puzdre a posunutím puzdra
•
Opis: Nastavek za izrezovanje lukenj za baterijski ali električni vrtalnik. Pogonska gred se vpne v vpenjalno glavo vrtalnika.
•
Ayar: Saatin tersine çevirerek baskı rulmanını (4) çıkarın, ucunu düz ucunu tutarken Matkap ucunu (1), ayar manşonu (3) ile birlikte rulmandan (5) geçirerek gövdeye takın, Baskı rulmanını (4), matkap ucundan (1) ve
•
Ayarlamalar: Ayarlama manşonundaki ayar vidası (2) gevşetilip manşon yukarı veya aşağı hareket ettirilerek matkap ucu (1) daha uzun ömürlü olacak şekilde ayarlanabilir.
•
Demontaj: Saatin tersi yönde çevirerek baskı rulmanını (4) çıkarın, Vida (3) ile matkap ucunu (1) ve ayar manşonunu çıkarın, Ayar vidasını (2), ayar manşonundan (3) çıkarın,
•
Demontáž: Vyjmite axiálne ložisko (4) otáčaním proti smeru hodinových ručičiek. Vyjmite rezací bit (1) a nastavovacie
•
Ponovno sestavljanje: Izvedite obratni postopek sestavljanja.
•
Podešavanje: Uklonite potisni ležaj (4) okretanjem alata u smeru suprotno od kretanja kazaljki sata, umetnite rezni
•
•
Rad: Podesite prečnik otvora popuštanjem navrtke kratke osovinice (8),
•
Ponovno sklapanje: Pratite korake rasklapanja u obrnutom redosledu.
•
Opis: Przystawka do wycinania otworów do wiertarek
•
Zostavenie: Vyjmite axiálne ložisko (4) otáčaním proti
•
Prevádzka: Nastavte priemer otvoru uvoľnením
•
Namestitev: Odstranite potisni ležaj (4), tako da ga zavrtite v
Uporaba: Nastavite premer luknje, tako da odvijete matico sestava
•
Yeniden montaj: Demontaj adımlarını tersten uygulayın.
 Loading...
Loading...