


DE
Bedienungshandbuch Seite 6
MicorStick
909.2049.9-00

IX
Easy Go 1
Order no. 570.7595.1
Easy Go 2
Order no. 570.7595.2
Easy Go 3
Order no. 570.7595.3
Weld Backpack
Order no. 570.7595.4
909.2049.9-00 - 2 -01.14
MicorStick + MobilePower
1 2
3 4
909.2049.9-00 - 3 -01.14

I
1
2
3
4
L1(R)
L
L
N(MP)
PE
- 4 -
7
5
II
6
53 545150
8
1
55
56
IV
2(S)
3
(T)
1
1
2
1
III
01.14909.2049.9-00

V VI
3
58
VII
18
10 11 12 13
61
60
62 63
66
64
65
14
15
1617
VIII
- 5 -
01.14909.2049.9-00

Herausgeber LORCH Schweißtechnik GmbH
Im Anwänder 24 - 26
D-71549 Auenwald
Telefon: +49 (0) 7191 / 503-0
Telefax: +49 (0) 7191 / 503-199
Internet: www.lorch.biz
E-Mail: info@lorch.biz
Dokumenten-Nummer 909.2049.9-00
Ausgabe-Datum 08.01.2014
Copyright © 2013, LORCH Schweißtechnik GmbH
Diese Dokumentation einschließlich aller ihrer Teile
ist urheberrechtlich geschützt. Jede Verwertung bzw.
Veränderung außerhalb der engen Grenzen des
Urheberrechtsgesetzes ist ohne Zustimmung der LORCH
Schweißtechnik GmbH unzulässig und strafbar.
Das gilt insbesondere für Vervielfältigungen, Übersetzungen,
Mikroverlmungen und die Einspeicherung und Verarbeitung
in elektronischen Systemen.
Technische Änderungen Unsere Geräte werden ständig weiterentwickelt, wir behalten
uns technische Änderungen vor.
- 6 -
01.14909.2049.9-00

Bestimmungsgemäßer Gebrauch
1 Geräteelemente
1 Tragegurt
2 Bedienfeld
3 Anschlussbuchse Minuspol
4 Anschlussbuchse Pluspol
5 Lufteinlass
6 Netzkabel
7 Netzkabel/Akkukabel mit Gerätekupplung (optio-
nal)
I
2 Zeichenerklärung
2.1 Bedeutung der Bildzeichen im
Bedienungshandbuch
Gefahr für Leib und Leben!
Bei Nichtbeachtung der Gefahrenhinweise
können leichte oder schwere Verletzungen
bis hin zum Tode die Folge sein.
Gefahr von Sachschäden!
Bei Nichtbeachtung der Gefahrenhinweise
können Schäden an Werkstücken, Werkzeugen und Einrichtungen die Folge sein.
Allgemeiner Hinweis!
Bezeichnet nützliche Informationen zu Pro-
i
dukt und Ausrüstung.
Lebensgefahr durch Stromschlag!
Siehe Kapitel „12.3 Stromversorgung anschließen“ auf Seite 10.
Abgebildete oder beschriebene Optionen
und Zubehör gehören teilweise nicht zum
Lieferumfang.
i
Änderungen vorbehalten.
2.2 Bedeutung der Bildzeichen am
Gerät
Gefahr!
Benutzerinformation im Bedienungshandbuch lesen.
Netzstecker ziehen!
Vor dem Öffnen des Gehäuses ist der Netzstecker abzuziehen.
3 Bestimmungsgemäßer Gebrauch
Das Gerät ist für den Einsatz im gewerblichen und industriellen Bereich bestimmt. Es ist tragbar und für den
Betrieb am Stromnetz, an einem Stromaggregat oder für
den Akkubetrieb (optional) geeignet.
Das Gerät ist bestimmt zum Elektrodenschweißen.
Zusammen mit einem WIG-Brenner kann das Gerät
zum WIG-Schweißen mit Gleichstrom von
– unlegierten, niedrig- und hochlegierten Stählen,
– Kupfer und seinen Legierungen,
– Nickel und seinen Legierungen,
– Sondermetallen wie Titan, Zirkonium und Tantal
eingesetzt werden.
Das Gerät ist nicht bestimmt für das WIG-Schweißen
mit Wechselstrom von Aluminium und Magnesium.
909.2049.9-00 - 7 -01.14
Die Versorgung von MicorStick 160 Accu-ready mit
MobilePower 1 entspricht nach DIN VDE 0100-410 / IEC
60364-4-41:2005-12, Abschnitt 413, der Schutzmaßnahme: Schutztrennung.
Damit ist nach BGV D1 (VBG15, Schweißen, Schneiden
und verwandte Verfahren, §29, §45) über BGR500
(Betreiben von Arbeitsmitteln, Kapitel 2.26), BGR117
(Arbeiten in Behältern und engen Räumen, Kapitel 4.7),
BRG126 (Arbeiten in umschlossenen Räumen von abwassertechnischen Anlagen, Kapitel 4.8) sowie BGI594
(Einsatz von elektrischen Betriebsmitteln bei erhöhter
elektrischer Gefährdung, Kapitel 3.2) der Transport
und Einsatz in Bereichen mit erhöhter elektrischer
Gefährdung, wie Behältern und engen umschlossenen
Räumen, zulässig.

4 Zu Ihrer Sicherheit
Gefahrloses Arbeiten mit dem Gerät ist nur
möglich, wenn Sie die Bedienungsanleitung
und die Sicherheitshinweise vollständig lesen und die darin enthaltenen Anweisungen
strikt befolgen.
Lassen Sie sich vor dem ersten Gebrauch
praktisch einweisen. Beachten Sie die Unfallverhütungsvorschrift (UVV1).
Vor Schweißbeginn Lösungsmittel, Entfettungsmittel und andere brennbare Materialien aus dem Arbeitsbereich entfernen. Nicht
bewegliche brennbare Materialien abdecken.
Schweißen Sie nur, wenn die Umgebungsluft
keine hohen Konzentrationen von Staub,
Säuredämpfen, Gasen oder entzündlichen
Substanzen enthält. Besondere Vorsicht ist
geboten bei Reparaturarbeiten an Rohrsystemen und Behältern, die brennbare Flüssigkeiten oder Gase beinhalten oder beinhaltet
haben.
Berühren Sie niemals Netzspannung führende Teile innerhalb oder außerhalb des
Gehäuses.
Gerät nicht dem Regen aussetzen, nicht abspritzen und nicht dampfstrahlen.
Schweißen Sie nie ohne Schweißschild.
Warnen Sie Personen in ihrer Umgebung vor
den Lichtbogenstrahlen.
Geeignete Absaugvorrichtung für Gase und
Schneiddämpfe verwenden. Verwenden
Sie ein Atemgerät, falls die Gefahr besteht,
Schweiß- oder Schneiddämpfe einzuatmen.
Wird bei der Arbeit das Netzkabel beschädigt
oder durchtrennt, Kabel nicht berühren sondern sofort den Netzstecker ziehen. Gerät
niemals mit beschädigtem Kabel benutzen.
Platzieren Sie einen Feuerlöscher in ihrer
Reichweite. Führen Sie nach Beendigung
der Schweißarbeiten eine Brandkontrolle
durch (siehe UVV1)).
Zu Ihrer Sicherheit
Versuchen Sie niemals, den Druckminderer
zu zerlegen. Defekten Druckminderer ersetzen.
Transportieren und stellen Sie das Gerät nur
auf festen und ebenen Untergrund. Der maximal zulässige Neigungswinkel für Transport und Aufstellung beträgt 10°.
Service- und Reparaturarbeiten dürfen nur von einer
geschulten Elektrofachkraft durchgeführt werden.
Auf guten und direkten Kontakt der Werkstückleitung
in unmittelbarer Nähe der Schweißstelle achten. Den
Schweißstrom nicht über Ketten, Kugellager, Stahlseile, Schutzleiter etc. führen, da diese dabei durchschmelzen können.
Sichern Sie sich und das Gerät bei Arbeiten an hoch-
gelegenen bzw. geneigten Arbeitsächen.
Das Gerät darf nur an ein ordnungsgemäß geerde-
tes Stromnetz angeschlossen werden. (DreiphasenVier-Draht-System mit geerdetem Neutralleiter oder
Einphasen-Drei-Draht-System mit geerdetem Neutralleiter) Steckdose und Verlängerungskabel müssen
einen funktionsfähigen Schutzleiter besitzen.
Schutzkleidung, Lederhandschuhe und Lederschürze
tragen.
Arbeitsplatz mit Vorhängen oder beweglichen Wän-
den abschirmen.
Tauen Sie keine eingefrorenen Rohre oder Leitungen
mit Hilfe eines Schweißgerätes auf.
In geschlossenen Behältern, unter beengten Ein-
satzbedingungen und bei erhöhter elektrischer Gefährdung dürfen nur Geräte mit S-Zeichen verwendet
werden.
Schalten Sie das Gerät in Arbeitspausen aus und
schließen Sie das Flaschenventil.
Sichern Sie die Gasasche mit einer Sicherungskette
gegen umfallen.
Ziehen Sie den Netzstecker aus der Steckdose, bevor
Sie den Aufstellungsort ändern oder Arbeiten am Gerät vornehmen.
Bitte beachten Sie die für Ihr Land gültigen Unfallverhütungsvorschriften. Änderungen vorbehalten.
1
Nur für Deutschland. Zu beziehen bei Carl Heymanns-Verlag, Luxemburger Str. 449, 50939 Köln.
- 8 - 01.14909.2049.9-00

Elektromagnetische Verträglichkeit (EMV)
5 Umgebungsbedingungen
Temperaturbereich der Umgebungsluft:
im Betrieb: -10 °C ... +40 °C (+14 °F ... +104 °F)
bei Transport
und Lagerung: -25 °C ... +55 °C
(-13 °F ... +131 °F)
Relative Luftfeuchtigkeit:
bis 50 % bei 40 °C (104 °F)
bis 90 % bei 20 °C (68 °F)
Betrieb, Lagerung und Transport darf nur in-
nerhalb der angegebenen Bereiche stattnden!
Die Verwendung außerhalb dieser Bereiche gilt
als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.
Die Umgebungsluft muss frei von Staub, Säuren, korrosi-
ven Gasen oder weiteren schädlichen Substanzen sein!
6 Geräteschutz
Das Gerät ist elektronisch vor Überlastung geschützt.
Verwenden Sie keine stärkeren Sicherungen als die angegebene Absicherung auf dem Typenschild des Gerätes.
Das Gerät wird durch einen Lüfter gekühlt.
Achten Sie deshalb darauf, dass die Kühlluftöffnungen
immer frei sind.
Stecken Sie keine Gegenstände durch die Lüftungs-
schlitze. Sie könnten dadurch den Lüfter beschädigen.
Schweißen Sie niemals, wenn der Lüfter defekt ist,
sondern lassen Sie das Gerät reparieren.
Einschaltdauer (ED)
Der Einschaltdauer (ED) wird ein Arbeitszyklus von 10
Minuten zugrunde gelegt. ED 60% bedeutet also eine
Schweißdauer von 6 Minuten. Dann muss das Gerät
4 Minuten abkühlen.
Wird die ED überschritten, schaltet ein eingebautes
Thermoelement das Gerät aus. Ist das Gerät ausreichend abgekühlt, schaltet es sich wieder ein.
7 Geräuschemission
Der Geräuschpegel des Geräts ist kleiner als 70 dB(A),
gemessen bei Normlast nach EN 60974-1 im maximalen
Arbeitspunkt.
8 UVV-Prüfung
Der Betreiber von gewerblich genutzten Schweißanla-
gen ist dazu verpichtet, einsatzbedingt regelmäßig eine
Sicherheitsüberprüfung der Anlagen nach EN 60974-4
durchführen zu lassen. Lorch empehlt eine Prüffrist von 12
Monaten.
Auch nach Änderung oder Instandsetzung der Anlage
muss eine Sicherheitsüberprüfung durchgeführt werden.
Unsachgemäß durchgeführte UVV-Prüfungen können zur Zerstörung der Anlage
führen. Nähere Informationen über UVV-Prüfungen an Schweißanlagen erhalten Sie bei
autorisierten Lorch Service-Stützpunkten.
9 Elektromagnetische
Verträglichkeit (EMV)
Dieses Produkt entspricht den derzeit geltenden EMVNormen. Beachten Sie folgendes:
Schweißgeräte können auf Grund ihrer hohen Strom-
aufnahme Störungen im öffentlichen Stromnetz verursachen. Daher unterliegt der Netzanschluss Anforderungen in Bezug auf die maximal zulässige Netzimpedanz.
Die maximal zulässige Netzimpedanz (Zmax) der
Schnittstelle zum Stromnetz (Netzanschluss) wird in
den technischen Daten angegeben. Halten Sie ggf.
Rücksprache mit dem Netzbetreiber.
Das Gerät ist bestimmt zum Schweißen bei gewerbli-
chen als auch industriellen Einsatzbedingungen (CISPR 11 class A). Bei Einsatz in anderen Umgebungen
(z. B. Wohngebieten) können andere elektrische Geräte gestört werden.
Elektromagnetische Probleme bei der Inbetriebnahme
können entstehen in:
– Netzzuleitungen, Steuerleitungen, Signal- und
Telekommunikationsleitungen in der Nähe der
Schweiß- bzw. Schneideinrichtung
– Fernseh- und Rundfunksender und -empfänger
– Computer und anderen Steuereinrichtungen
– Schutzvorrichtungen in gewerblichen Einrichtungen
(z. B. Alarmanlagen)
– Herzschrittmachern und Hörhilfen
– Einrichtungen zum Kalibrieren oder Messen
– in Geräten mit zu geringer Störfestigkeit
Falls andere Einrichtungen in der Umgebung gestört
werden, können zusätzliche Abschirmungen notwendig
werden.
Die zu betrachtende Umgebung kann sich bis über die
Grundstücksgrenze erstrecken. Dies ist von der Bau-
art des Gebäudes und anderen dort stattndenden
Tätigkeiten abhängig.
909.2049.9-00 - 9 -01.14

Vor der Inbetriebnahme
Betreiben Sie das Gerät nach den Angaben und Anweisungen des Herstellers. Der Betreiber des Geräts ist für
die Installation und den Betrieb des Geräts verantwortlich. Treten elektromagnetische Störungen auf, ist der
Betreiber (evtl. mit technischer Hilfe des Herstellers) für
deren Beseitigung verantwortlich.
10 Transport und Aufstellung
Verletzungsgefahr durch Herabstürzen
und Umstürzen des Geräts.
Ziehen Sie vor dem Transport den Netzstecker ab.
Tragen Sie das Gerät am Tragegurt und halten Sie es dabei waagerecht.
Heben Sie das Gerät nicht mittels eines Gabelstaplers oder ähnlichem am Gehäuse oder
Tragegurt an.
Stellen Sie das Gerät nur auf festen, ebenen
und trockenen Untergrund. Der maximal zulässige Neigungswinkel für die Aufstellung
beträgt 10°.
Achten Sie darauf, dass die Kühlluftöffnun-
gen immer frei sind!
– Stellen Sie das Gerät nicht direkt an die Wand!
– Verdecken Sie keine Kühlluftöffnungen!
Das Gerät könnte Überhitzen und beschädigt werden!
Kühlluftöffnungen benden sich an der
– Gehäusevorderseite
– Gehäuserückseite
11 Kurzbedienungsanleitung
 Netzkabel oder Akkukabel anschließen.
 Werkstückleitung und Elektrodenhalter an den Anschluss-
buchsen 3 und 4 anschließen.
Beachten Sie die Polung laut Angaben des
Elektrodenherstellers (siehe auch Elektrodenschweißen).
i
 Stabelektrode am Elektrodenhalter einspannen.
 Gerät einschalten, hierfür die Taste Ein/Aus 17 für 2
Sek. drücken.
 Die gewünschte Betriebsart Elektrode mit der Taste 16
auswählen.
 Den gewünschten Schweißstrom am Drehknopf 12
einstellen.
9 Das Gerät ist schweißbereit.
12 Vor der Inbetriebnahme
12.1 Tragegurt befestigen
 Fädeln Sie den Tragegurt 1 am Schweißgerät und
Kunststoffschieber 8 ein. Siehe Reihenfolge der Nummerierung im Bild.
12.2 Werkstückleitung anschließen
Achten Sie bei der Wahl des Arbeitsplatzes darauf, dass
die Werkstückleitung und Massezange ordnungsgemäß
befestigt werden kann.
Die Massezange muss gut leitend an einer blanken
Stelle des Schweißtischs bzw. Werkstücks befestigt
sein. Sie muss sich in unmittelbarer Nähe der Schweiß-
stelle benden, damit sich der Schweißstrom seinen
Rückweg über Maschinenteile, Kugellager oder elektrische Schaltungen nicht selbst suchen kann.
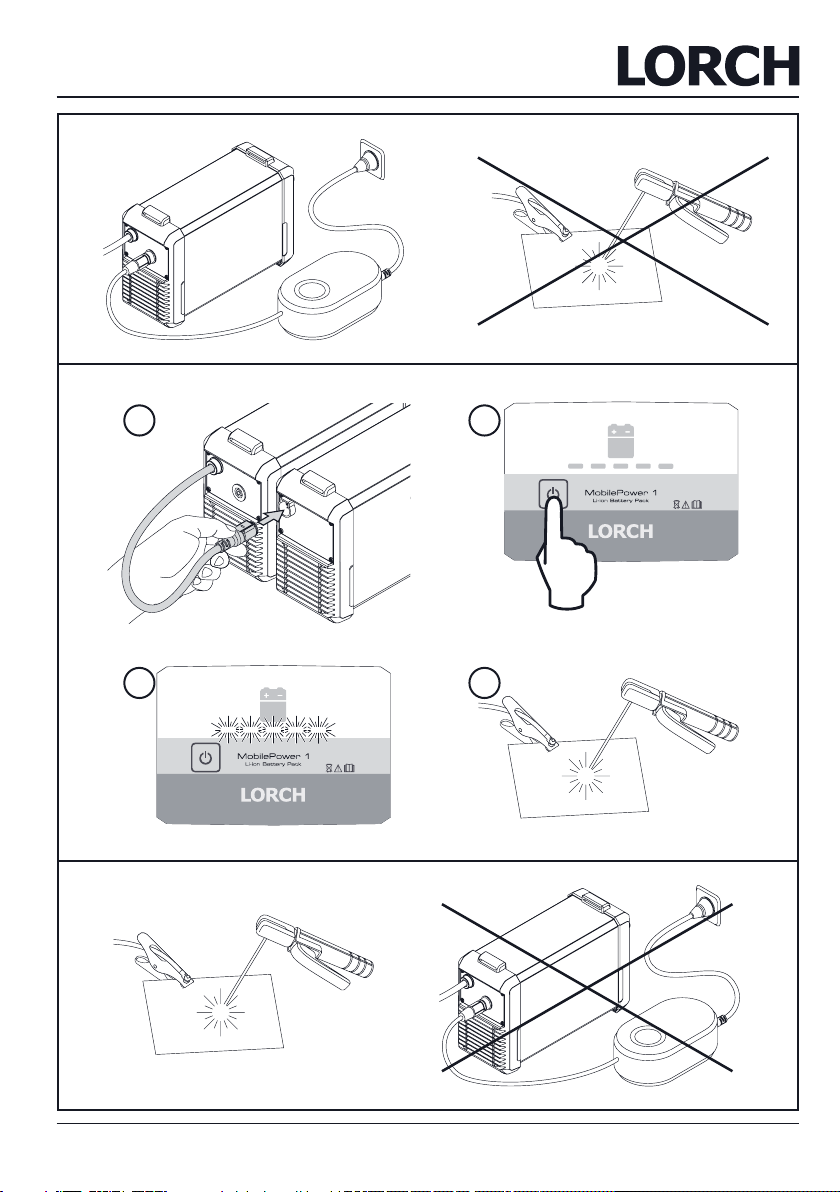
Legen Sie die Massezange nicht auf die Schweißanlage, da sonst der Schweißstrom über die Schutzleiterverbindung geführt wird und diese zerstört.
Legen Sie den Werkstückanschluss niemals lose auf.
Schließen Sie die Massezange fest an den Schweißtisch oder das Werkstück an.
12.3 Stromversorgung anschließen
Netzkabel mit Gerätekupplung
Lebensgefahr durch Stromschlag!
Bei unsachgemäßer Verwendung des
steckbaren Netzkabels bei Nässe und
Feuchtigkeit insbesondere im Außenbereich kann es zu einem Stromschlag
kommen.
Achten Sie im Netzbetrieb auf folgendes:
Schließen Sie zuerst das Netzkabel mit
der Gerätekupplung am Schweißgerät
an und verbinden Sie anschließend das
Netzkabel mit dem Netzstecker an der
Netzsteckdose.
Trennen Sie zuerst den Netzstecker von
der Netzsteckdose, bevor Sie die Gerätekupplung trennen.
II
III
- 10 - 01.14909.2049.9-00

Vor der Inbetriebnahme
Netzbetrieb
Vergewissern Sie sich vor Inbetriebnahme des Gerätes,
dass Ihnen ein geeigneter Netzanschluss zur Verfügung
steht. Die Absicherung muss den technischen Daten
entsprechen.
 Schließen Sie das Netzkabel an.
9 Das Gerät bendet sich im Standby-Modus.
Akkubetrieb (optional)
Für den mobilen Einsatz kann das Gerät mit einem Lorch
MobilePower Akkupack im Akkubetrieb eingesetzt werden.
Das Schweißgerät darf nur mit dem dafür
vorgesehenem Akku MobilePower 1 betrieben werden!
 Schließen Sie das Akkukabel an.
9 Das Gerät bendet sich im eingeschalteten Zustand.
Achten Sie im Akkubetrieb auf folgendes:
Schließen Sie zuerst das Akkukabel mit der
i
Gerätekupplung am Schweißgerät an und
schalten Sie anschließend das MobilePower
Akkupack ein.
Schalten Sie zuerst das MobilePower Akkupack aus, bevor Sie die Gerätekupplung des
Akkukabels abziehen.
Trennen Sie niemals das Akkukabel während
dem Betrieb vom Schweißgerät.
Generatorbetrieb
Alternativ kann das Gerät auch an ein Stromaggregat
angeschlossen werden. Beachten Sie dabei:
– Möchten Sie den vollen Leistungsbereich des
Schweißgeräts nutzen, so muss die Abgabeleistung des Aggregats mindestens die Aufnahmeleistung des Schweißgeräts aufweisen (siehe technische Daten).
– Wenn das Aggregat in den Überlastungszustand
kommt, kann ein Pulsen des Lichtbogens oder ein
Lichtbogenabriss auftreten.
Netzkabelverlängerungen
Verwenden Sie nur einwandfreie Netzkabelverlänge-
rungen, die der angegebenen Absicherung genügen.
Aufgewickelte Kabel können sich stark erhitzen. Wi-
ckeln Sie daher die Verlängerungskabel stets voll ab.
Bei Verwendung von besonders langen Netzkabelverlängerungen kann die Netzspannung am Gerät so weit
absinken, dass die Schweißleistung sinkt. Verkürzen Sie
die Verlängerungen und/oder verwenden Sie Verlängerungen mit einem größeren Leitungsquerschnitt.
12.4 Schweißverfahren Elektrode
Elektroden-Schweißkabel anschließen
Schließen Sie das Elektroden-Schweißkabel an die
Anschlussbuchse Minus 3 oder Plus 4 an und sichern
Sie das Kabel mit einer Rechtsdrehung.
Beachten Sie bei der Auswahl einer geeigneten Stabelektrode die Hinweise des Herstellers. Der Elektrodendurchmesser ist ab-
i
hängig von der Dicke des zu schweißenden
Materials.
Elektrodenschweißen mit positiver (+) Elektrode:
 Schließen Sie den Elektrodenhalter an den Pluspol 4
des Gerätes an und sichern Sie ihn mit einer Rechtsdrehung des Steckers.
Elektrodenschweißen mit negativer (–) Elektrode:
 Schließen Sie den Elektrodenhalter an den Minuspol 3
des Gerätes an und sichern Sie ihn mit einer Rechtsdrehung des Steckers.
 Drücken Sie den Hebel am Griff des Elektrodenhal-
ters. Spannen Sie eine Elektrode mit dem blanken
Ende in den Halter ein. Beachten Sie dabei die Einkerbungen auf der Innenseite der beiden Backen.
12.5 Schweißverfahren WIG
Zum WIG-Schweißen benötigen Sie für dieses Gerät einen WIG-Ventilbrenner (Typ LTV
1700).
i
Elektrode einsetzen
 Schrauben Sie die Spannkappe 55 ab.
 Ziehen Sie die Elektrode 54 aus der Spannhülse 53.
 Schleifen Sie die Elektrode 54 an.
 Schieben Sie die Elektrode 54 in die Spannhülse 53
ein.
 Setzen Sie die Elektrode 54 im Brenner ein und
schrauben Sie die Spannkappe 55 fest.
Nicht das Spannhülsengehäuse 51 und die
Gasdüse 50 demontieren.
IV
i
Beim Umrüsten des Brenners auf einen anderen Elektrodendurchmesser ist auf folgendes zu achten.
909.2049.9-00 - 11 -01.14

Inbetriebnahme
Spannhülse 53, Spannhülsengehäuse 51 und Elekt-
rode 54 müssen den selben Durchmesser aufweisen.
Die Gasdüse 50 muss auf den Elektrodendurchmes-
ser abgestimmt werden.
WIG-Brenner anschließen
 Schließen Sie den WIG-Brenner 58 an den Minuspol 3
an und sichern Sie ihn mit einer Rechtsdrehung.
Schutzgasasche anschließen
 Sichern Sie die Schutzgasasche 60, z. B. mit einer
Sicherungskette.
 Öffnen Sie das Gasaschenventil 61 mehrmals kurz,
um eventuell vorhandene Schmutzpartikel herauszublasen.
 Schließen Sie den Druckminderer 64 an die Schutz-
gasasche 60 an.
 Schrauben Sie den Schutzgasschlauch 65 am Druckmin-
derer 64 an und öffnen Sie das Gasaschenventil 61.
 Öffnen Sie das Gasventil 56 am WIG-Ventil brenner.
9 Schutzgas strömt aus.
 Stellen Sie die Gasmenge an der Einstellschraube 66
des Druckminderers ein.
9 Die Gasmenge wird am Durchussmesser 63 angezeigt.
Faustformel:
Gasdüsengröße = Liter/min.
Der Flascheninhalt wird am Inhaltsmanometer 62 an-
gezeigt.
13 Bedienfeld
10 LED Störung
leuchtet dauerhaft, wenn die Anlage überhitzt ist,
blinkt im Störungsfall (siehe Kapitel Meldungen),
kein Zünden des Lichtbogens möglich.
11 LED VRD (nur bei Geräte mit VRD) leuchtet
dauerhaft bei aktiver Funktion VRD (Reduzierung
der Leerlaufspannung). Blinkt wenn die Ausgangsspannung den laut Norm zulässigen Wert
übersteigt (z.B. im Schweißbetrieb).
12 Drehknopf Schweißstrom
dient zum stufenlosen Einstellen des Schweißstroms.
13 LED Elektrode CEL
leuchtet bei gewählter Betriebsart Elektrode CEL
VII
V
VI
(Elektroden mit zellulosehaltiger Umhüllung,
Fallnaht geeignet).
14 LED Elektrode
leuchtet bei gewählter Betriebsart Elektrode.
15 LED WIG
leuchtet bei gewählter Betriebsart WIG.
16 Taste Elektrode/WIG
dient zur Auswahl der Betriebsart.
17 Taste Ein/Aus (2 Sek.)
Schaltet das Gerät ein oder in den Standby-Modus.
18 LED Ein
leuchtet im eingeschalteten Zustand
blinkt alle 3 Sek. im Standby-Modus.
Nach dem Einstecken der Anlage
– leuchten alle Anzeigen für ca. 2 Sek. zum Selbsttest.
– ist die zuletzt eingestellte Betriebsart ausgewählt.
14 Inbetriebnahme
14.1 Energiesparfunktion
Energiesparfunktion Schweißgerät
Ist das Schweißgerät am Stromnetz oder Generator
angeschlossen so ist die Energiesparfunktion des
Schweißgeräts aktiv.
Nach dem Anschließen des Netzsteckers bendet
sich das Gerät im Standby-Modus, die LED Ein 18
blinkt alle 3 Sek.
Bendet sich das Gerät im Standby-Modus, kann es
mit der Taste Ein/Aus 17 eingeschaltet werden.
Bendet sich das Gerät im eingeschalteten Zustand,
kann es mit der Taste Ein/Aus 17 in den StandbyModus geschaltet werden.
Wird das Gerät 30 min. nicht verwendet, wechselt es
automatisch in den Standby-Modus.
Energiesparfunktion über Akkupack
Ist das Schweißgerät an einen MobilePower Akkupack
angeschlossen so ist die Energiesparfunktion des Akkupacks aktiv und die Energiesparfunktion des Schweißgeräts deaktiviert.
Nach dem Anschließen des Schweißgeräts an einen
Akkupack und dem Einschalten des Akkupacks bendet sich das Schweißgerät immer im eingeschalteten
Zustand.
- 12 - 01.14909.2049.9-00

Inbetriebnahme
Wird das Schweißgerät einige Zeit nicht verwendet,
wechselt der Akkupack automatisch in den StandbyModus und schaltet das Schweißgerät aus.
Siehe auch Bedienungshandbuch MobilePower 1.
Vergewissern Sie sich vor dem Einschalten,
dass der Elektrodenhalter bzw. die Elektrode
den Schweißtisch, das Werkstück oder einen
anderen elektrisch leitenden Gegenstand
nicht berührt, damit Sie beim Einschalten nicht
unbeabsichtigt einen Lichtbogen zünden. Ein
unbeabsichtigt gezündeter Lichtbogen kann
den Elektrodenhalter, den Schweißtisch, das
Werkstück oder das Gerät beschädigen.
14.2 Schweißverfahren Elektrode
Anlage einschalten
 Schalten Sie ggf. die Anlage ein, drücken sie hierfür
die Taste 17 für 2 Sek.
 Drücken Sie die Taste 16 so oft, bis die Betriebsart
Elektrode ausgewählt ist.
9 Das Symbol Elektrode MMA oder CEL (LED 13 oder
14) leuchtet.
 Stellen Sie mit dem Drehknopf 12 den gewünschten
Schweißstrom ein.
Lichtbogen zünden
 Berühren Sie das Werkstück an der zu schweißenden
Stelle kurz mit der Elektrode und heben Sie die Elektrode etwas an.
9 Der Lichtbogen brennt zwischen Werkstück und Elek-
trode.
Hotstart
Im Schweißverfahren Elektrode wird zum Zünden für
1 Sekunde ein Hotstart von 125 % des eingestellten
Schweißstroms verwendet. Der Hotstart ist wie der
Schweißstrom auf maximal 150 A begrenzt.
Elektroden-Ø
[mm]
4,0 130...190
empfohlene Stromstärke
[A]
14.3 Schweißverfahren WIG
Anlage einschalten
 Schalten Sie ggf. die Anlage ein, drücken sie hierfür
die Taste 17 für 2 Sek.
 Drücken Sie die Taste 16 so oft, bis die Betriebsart
WIG ausgewählt ist.
9 Das Symbol WIG (LED 15) leuchtet.
 Stellen Sie mit dem Drehknopf 12 den gewünschten
Schweißstrom ein.
Lichtbogen zünden
 Öffnen Sie das Ventil 56 am WIG-Ventilbrenner.
 Berühren Sie das Werkstück an der zu schweißen-
den Stelle kurz mit der Elektrodenspitze.
 Heben Sie die Elektrode etwas an.
9 Der Lichtbogen brennt zwischen Werkstück und Elek-
trode.
VIII
Stromanstieg/Upslope
Im Schweißverfahren WIG wird zum Zünden ein Kurz-
schlussstrom von 60 A verwendet. Der Stromanstieg
erfolgt mit 115 A/s bis zum eingestellten Schweißstrom.
Richtwerte für Stromstärke und Gasmenge
Wolframelekt-
roden Ø [mm]
1,0 15...80 4
1,6 70...150 5...6
2,4 150...250 6...7
Stromstärke [A]
Gasmenge
[l/min]
Richtwerte für Stromstärke
Elektroden-Ø
[mm]
1,5 20...40
2,0 35...60
2,5 45...100
3,2 75...140
empfohlene Stromstärke
[A]
909.2049.9-00 - 13 -01.14

15 Technische Daten
Meldungen
Technische Daten* Einheit
MicorStick
160
Schweißen
Schweißbereich WIG
(I
2min-I2max/U2min-U2max
)
Schweißbereich Elektrode (I
2min-I2max/U2min-U2max
)
A/V
A/V
15...160/
10,6...16,4
10...150/
20,4...26,0
Leerlaufspannung max. V < 113
Leistungseinstellung stufenlos
Kennliniencharakter fallend
Schweißstrom bei ED 100%
Schweißstrom bei ED
ED bei max. Schweißstrom
A 110
60% A 120
% 30
Netz
Netzspannung (50/60Hz) V 230/1~
positive Netztoleranz % 15
negative Netztoleranz % 15
Aufnahmeleistung S1
(100%/40°C)
Aufnahmeleistung S1
(60%/40°C)
Aufnahmeleistung S1
(max.Strom)
Stromaufnahme I1
(100%/40°C)
Stromaufnahme I1
(60%/40°C)
kVA 3,3
kVA 3,6
kVA 5,2
A 14,2
A 15,6
Technische Daten* Einheit
Stromaufnahme I1 (max.
Strom)
Wirkfaktor cos φ bei I
Leistungsfaktor λ bei I
2max.
2max
A 22,5
MicorStick
160
0,99
0,97
Max. zulässige Netzimpedanz Zmax gemäß IEC
mΩ 321
61000-3-11/-12
Netzabsicherung A 16
Netzanschlussleitung mm² 3x 2,5
Netzstecker Schuko
Gerät
Schutzart (EN 60529) IP 23S
Isolierstoffklasse F
Kühlart F
Geräuschemission dB(A) < 70
Kennzeichnung CE, S
Maße und Gewichte
Maße (LxBxH) mm
360 x 130
x 215
Gewicht MicorStick 160 kg 4,9
Gewicht MicorStick 160
Accu-ready
*) gemessen bei 40° C Umgebungstemperatur
kg 4,2
ED = Einschaltdauer
16 Meldungen
Störung Mögliche Ursache Beseitigung
LED Störung 10
blinkt
LED Störung 10
leuchtet konstant
- 14 - 01.14909.2049.9-00
Gerätefehler Gerät ausschalten. Sind alle Anzeigen erloschen, noch
mindestens 1 min im ausgeschalteten Zustand warten.
Anlage wieder einschalten. Wenn Störung immer noch
vorhanden, Service verständigen
ED überschritten,
Gerät in eingeschaltetem Zustand abkühlen lassen
Gerät ist überhitzt

Störungsbeseitigung
17 Störungsbeseitigung
Störung Mögliche Ursache Beseitigung
Anzeigen bleiben
dunkel
Kein Schweißstrom
Lichtbogen zündet nicht
Kein Schutzgas Gasasche leer Gasasche austauschen
Zu wenig Schutzgas
Poren im
Schweißgut
Naht „kocht“
(unruhiger Lichtbogen)
WIG-Elektrode
schmilzt ab
Netzsicherung defekt Sicherung wechseln
Nulleiter, Netzphase fehlt Netzkabel / Netzverlängerungskabel
Akku entladen Akku überprüfen, laden/wechseln
Masseleitung nicht angeschlossen
oder defekt
Elektrodenhalter oder Brenner nicht
angeschlossen oder defekt
kein oder schlechter Massekontakt Massekontakt sicherstellen
falscher Elektrodendurchmesser richtigen Elektrodendurchmesser wählen
Schweißstrom zu niedrig eingestellt Schweißstrom höher einstellen
Wolfram-Elektrode verschmutzt oder
falsch angeschliffen
Gasmenge falsch eingestellt Gasmenge richtig einstellen
Druckminderer defekt überprüfen, ggf. austauschen
Gasventil am Brenner nicht geöffnet
oder defekt
Brenner undicht überprüfen, ggf. austauschen
Gasschlauch nicht fest Gasschlauch festziehen
Druckminderer falsch eingestellt
oder defekt
Brenner undicht überprüfen, ggf. austauschen
Gasdüse nicht fest Gasdüse festziehen
Brennerkopf defekt überprüfen, ggf. austauschen
Werkstück mit Fett, Rost, Öl, usw.
verschmutzt
Zugluft Arbeitsplatz abschirmen
Gaszufuhr fehlt überprüfen
falsches Gas richtiges Gas einsetzen
Schweißstrom für Elektrodendurchmesser zu hoch eingestellt
Polung vertauscht und WIG-Brenner
am Pluspol 4 angeschlossen
überprüfen
Masseleitung überprüfen, ggf. austauschen
Elektrodenhalter oder Brenner überprüfen, ggf. austauschen
richtig anschleifen, ggf. Elektrode ersetzen
überprüfen, ggf. austauschen
überprüfen, ggf. austauschen
reinigen
richtigen Schweißstrom einstellen
WIG-Brenner am Minuspol 3 anschließen
909.2049.9-00 - 15 -01.14

Konformitätserklärung
18 Zubehör
Siehe Abbildungen
IX
19 Wartung und Pege
Beachten Sie bei allen Pege- und Wartungsarbeiten die geltenden Sicherheitsund Unfallverhütungsvorschriften.
Das Gerät ist wartungsarm. Es gibt nur wenige Punkte,
die sie regelmäßig prüfen sollten, um das Gerät über
Jahre hinweg einsatzbereit zu halten:
19.1 Regelmäßige Überprüfungen
Überprüfen Sie vor jeder Inbetriebnahme des
Schweißgerätes folgende Punkte auf Beschädigung:
– Netzstecker und -kabel
– Schweißbrenner und -anschlüsse
– Werkstückleitung und -verbindung
– Tastaturfolie und Bedienfeld
Blasen Sie ein- bis zweimal pro Jahr das Schweißge-
rät aus.
 Schalten Sie hierzu das Gerät ab und ziehen Sie den
Netzstecker.
 Blasen Sie das Schweißgerät mit trockener Druckluft
von vorne durch die Lüftungsschlitze hindurch aus.
Lassen Sie dabei das Gehäuse geschlossen.
Die Druckluft niemals durch die Lüftungsschlitze an der Geräterückseite blasen. Dort
bendet sich der Lüfter, der durch die Druckluft auf so hohe Drehzahlen gebracht wird,
dass es zu einem Lagerschaden kommen
kann.
20 Entsorgung
Nur für EU-Länder.
Werfen Sie Elektrowerkzeuge nicht in den
Hausmüll!
Gemäß Europäischer Richtlinie 2002/96/EG über
Elektro- und Elektronik- Altgeräte und Umsetzung in
nationales Recht müssen verbrauchte Elektrowerkzeuge
getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden.
21 Service
Lorch Schweißtechnik GmbH
Im Anwänder 24 - 26
D-71547 Auenwald
Germany
Tel. +49 (0)7191 503-0
Fax +49 (0)7191 503-199
22 Konformitätserklärung
Wir erklären in alleiniger Verantwortung, dass dieses
Produkt mit den folgenden Normen oder normativen
Dokumente übereinstimmt: EN 60 974, EN 61 000-3-2,
EN 61 000-3-3 gemäß den Bestimmungen der Richtlinien 2006/95/EG, 2004/108/EG, 2011/65/EU.
2013
Wolfgang Grüb
Geschäftsführer
Lorch Schweißtechnik GmbH
- 16 - 01.14909.2049.9-00

Publisher LORCH Schweißtechnik GmbH
Im Anwänder 24 - 26
D-71549 Auenwald
Telephone: +49 (0) 7191 / 503-0
Fax: +49 (0) 7191 / 503-199
Website: www.lorch.biz
Email: info@lorch.biz
Document number 909.2049.9-00
Issue date 08.01.2014
Copyright © 2013, LORCH Schweißtechnik GmbH
This documentation including all its parts is protected
by copyright. Any use or modication outside the strict
limits of the copyright law without the permission of
LORCH Schweißtechnik GmbH is prohibited and liable to
prosecution.
This particularly applies to reproductions, translations,
microlming and storage and processing in electronic
systems.
Technical changes Our machines are constantly being enhanced, we reserve
the right to make technical changes.
909.2049.9-00 - 17 -01.14

909.2049.9-00
- 115 -01.14

Ersatzteilliste/Schaltplan / spare parts list/schematic / Список деталей/Схематический
MicorStick 160/160 Accu-ready990.4477.3-00
X
Gültigkeit / Validity / действительность
Type Serial no. from Serial no. to Variante
MicorStick 160 2009-0000-0000-0 2009-9999-9999-9 A
MicorStick 160 Accu-ready 2013-0000-0000-0 2013-9999-9999-9 B
9
8
10
7
2
11
7
19
23
3
24
18
6
16
4
12
15
21
20
13
14
22
1
17
5

909.2049.9-00
- 117 -01.14

Ersatzteilliste/Schaltplan / spare parts list/schematic / Список деталей/Схематический
N L1 PE
X1
A
X11/1
A1
MicorStick 160/160 Accu-ready990.4477.3-00
X
N L1 PE
X5
431
X4
1 2
3 4
C
B
X11/3
X11/2
X11/4
A
C
B
X2/1
X2/1
X2/2
X6
X4
Akku-
Control
1 2 3 4
A
C
B
A2
X2/1
Akku+
M1
PE
431 2
M
X2
-
X3
+
erstellt am/von
provided to/of
geändert am/von
changed to/of
Stromlaufplan / shematic-diagram
MicorStick 160 /MicorStick Accu-Ready
990.4477.3-00

Ersatzteilliste/Schaltplan / spare parts list/schematic / Список деталей/Схематический
MicorStick 160/160 Accu-ready990.4477.3-00
X
ET/
SP/SCVariante/
X2
X3
variant
A
B
A
B
A
B
A
B
A
B
A
B
A
B
A
B
A
B
A
B
A
B
A
B
A
B
A
B
A
B
SPL
1 A 600.5893.0
2
3 B 602.3202.0
4
5 A 604.3211.0
6 B 604.3211.1
7
8
9
10
11
12
13
14
15
16 A2
17 X1 A 661.7513.3
18 X5 B 661.7513.8
19 X4 B 661.8951.0
20
21 A1
22 M1
23 B 665.2229.0 Abdeckkappe UTL IP67 cover cap UTL IP67
24 X6 B 570.7501.0 MobilePower 1 MobilePower 1 MobilePower 1
24 X6 B 990.4477.4 ET MobilePower 1
(E) Ersatzteil / spare part / Запасные части
(T) Tauschteil / replacement part / Обменные части
Mat.Nr. Bezeichnung designation Название
Kreuzschlitzlinsenschr.
5,0x25 sw. verz.
602.3200.0
981.3210.0 ET-Set Kunststofffront G32
604.3212.0 Griffaufnahme G32 handle mount G32 Держатель рукоятки G32
604.3612.0
604.3641.0
604.3744.0
606.2027.0
608.0884.0
610.3060.0
610.3061.0
614.0301.0
650.5587.5 E-Baugruppe BF16 (E) Pc-board BF16 (E)
665.7021.0
981.8124.0
981.1456.1
U-Haube G32 RAL2002
GS-G
Anschlussblech Heck G32
Akku RAL9005
Kunststoffheck G32 RAL
9005
Kunststoffheck G32 RAL
9005 Blecheinsatz
Tragegurt 30x1500
Schwarz
Kunststoffschieber für Tragegurt 30mm
Handgriffrohr Alu 254mm
LORCH-Prol
Aufkleber Netzstecker
ziehen 30mm blau
Frontfolie MicorStick 160
CEL
Schaumstoffeinlage
108x105x15
Schaumstoffeinlage
119,5x108x15
Drehknopf 21mm schwarz/
Str. Deckel 6mm-D
Netzkabel MS 3x2,5 Schuko 3FS 3,2m
Netzkabel 4Gx2,5 Schuko
/ UTL
Kabelbaum UTL-Einbaustecker
Einbaubuchse 25-50 mm²
ST13 MS
ET-Set Leistungsbausatz
Micor-Stick 160
BG-Axialventilator MicorStick 12V DC
cross recessed screw
5,0x25 sw.
U-housing G18 - 3 RAL
2002 GS-G
Joint plate rear G32 Accu
RAL9005
spare parts-set plastic front
bottom G32
plastic backplane G32 RAL
9005
plastic backplane G32 RAL
9005 insert plate
transportation belt 30x1500
black
slide for transportation belt
30mm
handle tube Alu 254mm
LORCH-Prol
sticker pull mains plug 30
mm blue
front foil MicorStick 160
CEL
foam inset 108x105x15 Вставка 108x105x15
foam inset 119,5x108x15 Вставка 119,5x108x15
knob 21mm black/ind. mark
knob cap 6mm-D
mains cable MS 3x2,5
Schuko 3FS 3,2m
mains cable 4Gx2,5 Schuko / UTL
Cable loom UTL insert plug
insert sleeve 25-50 mm²
ST13 MS
spare parts-set power unit
MicorStick 160
axial fan 12V DC
spare parts list
MobilePower 1
Крестообразный винт
5,0x25 sw. оцинкованный
Крышка U-формы G18 -3
RAL 2002 GS-G
Соед.пластина сзади
G32 Батарея RAL9005
З.Ч. Передняя часть
пластмассовая G32
Задняя часть пластмассовая G32 RAL 9005
Передняя часть пластмассовая G32 RAL 9005
Ремень для переноски
30x1500 чер.
Пластмассовый ползунок
30mm
Рукоятка Aлю 254мм
LORCH-Профиль
Наклейка Вытащить вилку 30mm синяя
Передняя пленка
MicorStick 160 CEL
Ручка вр. 21mm чер.с мет.
кр. 6mm
Электронная плата BF16
(E)
Сетевой кабель MS 3x2,5
Сетевой кабель 4Gx2,5
Кабельный жгут UTLВстроенная вилка
Встроенный разъем 25-50
mm² ST13 MS
Силовой модуль
MicorStick 160
З.Ч. вентилятор MicorStick
12V DC
Крышка защитная UTL IP67
Список деталей
MobilePower 1

Lorch Schweißtechnik GmbH Im Anwänder 24 - 26 D-71549 Auenwald Germany
Tel. +49 (0)7191 503-0 Fax +49 (0)7191 503-199 info@lorch.biz www.lorch.biz
 Loading...
Loading...