

Page 1

LN-742 and LN-742H
Semiautomatic Constant Speed Wire Feeders
Page 2

2
LN-742 and LN-742H
• LN-742 model feeds up to 1/16”
(1.6mm) solid and 3/32” (2.4mm)
flux-cored wires, from 50-770 inches per minute (1.27-19.5 m/min)
wire feed speed.
• LN-742H high speed model feeds
up to .045” (1.2mm) solid or fluxcored wires, from 80-1200 inches
per minute (2.03-30.5 m/min) wire
feed speed.
• 2 or 4 roll wire drive system for
positive wire feeding.
• Unique variable wire run-in speed
and acceleration provide controlled
arc starting. Matches starting performance to power source starting
dynamics, wire type, welding procedures, and operator technique.
• Dynamic braking system stops wire
feed motor quickly to minimize
crater sticking problems.
• Solid state control compensates for
wire drag and input line variations to
maintain accurate wire feed speed.
• Tool-less quick release wire drive
tension system and gun cable
connections for easy wire or gun
changes.
• Presettable wire feed speed, run-in
speed, and cold inch speed.
• Trigger mode selection for standard
2-step, interlocking 4-step and
timed spot welding.
• Gas solenoid and timer controls for
preflow and postflow gas, burnback
and spot times.
• Cold inch and gas purge control.
• Digital voltmeter with auto-polarity
and memory feature to display and
recall the last arc voltage reading.
• Optional remote voltage control kit
provides procedure control at
LN-742.
• Optional wire feeder remote control
kit provides remote voltage and wire
feed speed control up to 16 ft. (5m)
from wire feeder. Ideal for boom
mounted feeders and where the
operator wants control at the arc.
• 3 year warranty on parts and labor.
• Manufactured under a quality
system certified to ISO 9002
requirements.
The LN-742 is a semiautomatic constant speed wire feeder for MIG and
flux-cored arc welding. Powered by a
new 42 volt motor drive system, the
LN-742 is available in standard or high
speed models, with either a 2 or 4 roll
wire drive system.
Designed for welding procedure flexibility and simplicity, the LN-742’s
keypad panel provides finger touch
control for welding procedure parameters. In addition, a unique arc starting
control system allows you to set run-in
wire feed speed and acceleration for
smooth, clean arc starts. This feature
is ideal for critical arc starting on mild
and low alloy steels, stainless steels,
aluminum, and alloy materials where
starting precision is a must.
The LN-742’s digital meter can be set
for English or metric display, allowing
ADVANTAGE
LINCOLN
either inches per minute or meters per
minute procedure setting. This makes
the unit ideal for multinational corporations and contractors who require
procedure flexibility.
Page 3
3
Wire Speed Wire Size Range
Product Ordering Range in. (mm) Weight Dimensions
Name Information IPM (m/min)
Solid Cored
Input (net) HxWxD
LN-742 K617-1 50-770 .025-1/16” .045-3/32”
2 roll (1.27-19.5) (0.6-1.6) (1.2-2.4) 24 lbs. 10.9 x 9.8 x 9.6 in.
42 VAC (10.9 kg) (277 x 249 x 244mm)
LN-742H K617-2 80-1200 .025-.045” .025-.045”
2 roll (2.03-30.5) (0.6-1.2) (0.6-1.2) 50/60 Hz
LN-742 K618-1 50-770 .025-1/16” .045-3/32” 4 Amps
4 roll (1.27-19.5) (0.6-1.6) (1.2-2.4) 28.7 lbs. 11.1 x 11.6 x 9.7 in.
(13.0 kg) (282 x 295 x 246mm)
LN-742H K618-2 80-1200 .025-.045” .025-.045”
4 roll (2.03-30.5) (0.6-1.2) (0.6-1.2)
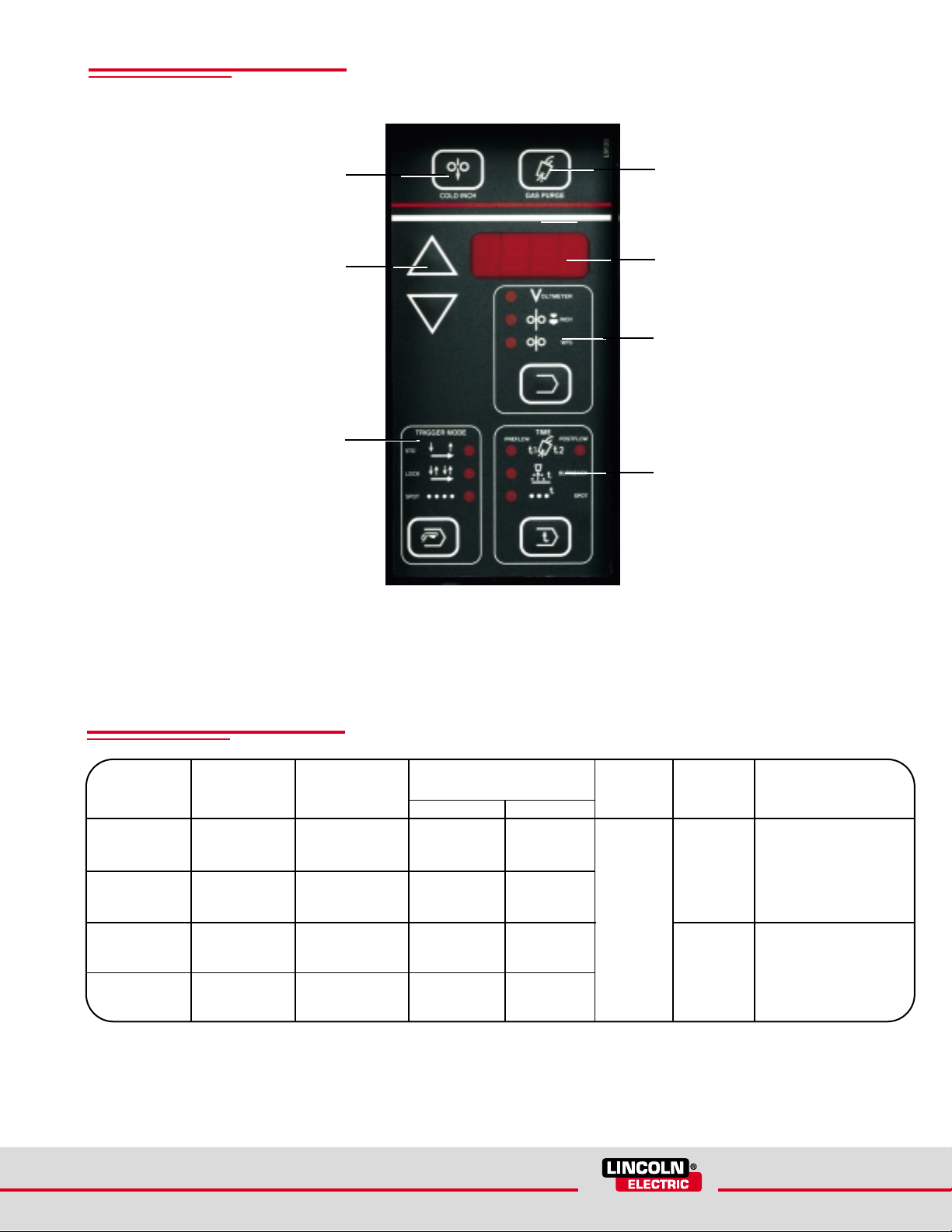
Cold Inch Control
Gas Purge Control
Wire feed speed and inch
speed controls
Keys used to increase or
decrease wire feed speed
and inch speed
Trigger Mode Control
Preflow, Postflow, Burnback
and Spot Time Controls
Large digital display for easy
viewing of adjustable welding
parameters
A CLOSER LOOK
TECHNICAL
SPECIFICATIONS
www.lincolnelectric.com
Page 4

4
INPUT CABLE ASSEMBLIES
14 Pin/Twist-Mate™ Cables
K591
Rated 400 amps, 60% duty cycle:
2/0 (67mm
2
) cable with
Twist-Mate™ and 14 pin MS-type
connector. 10, 25 and 50 ft. (3, 8,
15m) lengths.
Order K591-10, -25, or -50.
K593
Same as K591 but includes gas and
water hoses in 10 ft. (3.0 m) length.
Order K593-10.
14 Pin/Stud Cables
K592
Rated 600 amps, 60% duty cycle:
3/0 (85mm
2
) cable with lugs and 14
pin MS-type connector. 10, 25 and
50 ft. (3, 8, 15m) lengths.
Order K592-10, -25, or -50.
K619
Rated 350 amps, 60% duty cycle: 1/0
cable (53mm
2
) with lugs and 14 pin
MS-type connector. 10, 25 and 50 ft.
(3, 8, 15m) lengths.
Order K619-10, -25 or -50.
REQUIRED
OPTIONS
THE TOTAL
SOLUTION
DRIVE ROLL AND
GUIDE TUBE KITS
2 roll 4 roll
Steel Wire Sizes:
.023-.025 (0.6mm) solid KP653-025S KP655-025S
.030 (0.8mm) solid KP653-030S KP655-030S
.035 (0.9mm) solid KP653-035S KP655-035S
.035 (0.9mm) cored KP653-035C KP655-035C
.045-.052 (1.2-1.3mm) solid KP653-052S KP655-052S
.045-.052 (1.2-1.3mm) cored KP653-052C KP655-052C
.052-1/16 (1.3-1.6mm) solid or cored
(1)
KP653-1/16 KP655-1/16
.068-3/32 (1.7-2.4mm) cored
(1)
KP653-3/32 KP655-3/32
Aluminum Wire Sizes:
.035 (0.9mm) KP654-035A KP656-035A
3/64 (1.2mm) KP654-3/64A KP656-3/64A
1/16 (1.6mm) KP654-1/16A KP656-1/16A
(1)
Not for LN-742H models.
Choose from a complete line of
Lincoln products to generate the total
solution for your welding application:
• CV-250, CV-300, CV-400, CV-655
CV400-I, CV500-I, DC-400,
DC-600*, and DC-655.
• Invertec™ V350-PRO and V300-I
power sources.
• Ranger 9, Ranger 275, Ranger 300
DLX, Commander 300* and 500*
engine driven welders.
• MIG and flux-cored gun and cable
assemblies.
• A full line of MIG and FCAW wires.
* Must buy optional 42VAC Kit for Codes below
10500.
Page 5

5
NOTE A: Specify length when
ordering input cable assemblies.
See Required Options.
INPUT CABLE ASSEMBLY SELECTION GUIDE
Semiautomatic
Wire Feeder
Semiautomatic
Wire Feeder
Magnum gun and
cable assembly
DC-600 (Below
code 10500)
14 Pin/Stud Input Cable Assemblies
K592 600 amp, 60% duty cycle.
K619 350 amp, 60% duty cycle.
NOTE B: Connections are for current
equipment design. Subject to change
without notice.
14 Pin
Magnum gun and
cable assemblies
Terminal/Stud Input Cable Assemblies
K592 600 amp, 60% duty cycle.
K619 350 amp, 60% duty cycle.
42 Volt Transformer
(K1520-1)
Stud
CV-250
CV-300
V350-PRO
CV400-I
CV500-I
V300-I
Twist-Mate
14 Pin
14 Pin/Twist-Mate™ Input Cable Assemblies
K591 400 amp, 60% duty cycle.
K593 400 amp, 60% duty cycle. Includes gas
and water hoses. 10 ft. (3.0 m) only.
Semiautomatic
Wire Feeder
Magnum gun and
cable assembly
CV-400
CV-655
DC-400
DC-600 (Above
code 10500)
DC-655
Ranger 9
Ranger 275
Ranger 300 DLX
Commander 300*
Commander 500*
Stud
14 pin
*Requires K1597-2: 42 VAC Kit.
www.lincolnelectric.com
Page 6

6
OPTIONS
AVAILABLE
Caster Kit - Light Duty
Mounts to the K1524-1 wire reel
stand. Allows for easy movement
of wire feeder. Order K1556-1.
K1556-1
READI-REEL®ADAPTERS
30 lb. (14 kg) Adapter
Adapts 22-30 lb. (10-13.6 kg) Lincoln
Readi-Reels of electrode to 2”
(51mm) spindle. Order K363P.
Quantity of 15, Order K363P-15.
K1524-1
K438
K363P
COIL ADAPTER
60 lb. (27.2 kg) Adapter
Adapts 60 lb. (27.2 kg) coils of Lincoln
electrode to 2” (51mm) spindle.
Order K1504-1.
K1504-1
WIRE REEL STAND
For use with 50-60 lb. (22.7-27.2 kg)
coils. Includes 1” (25.4mm) spindle,
wire reel, lift bail and dust shield.
Order K303.
K303
50-60 lb. (27.2 kg) Adapter
Adapts 50-60 lb. (22.7-27.3 kg)
Lincoln Readi-Reels of electrode to 2”
(51mm) spindle. Order 438.
Quantity of 15, Order K438-8.
SPINDLE ADAPTERS
For Readi-Reels and Spools
2” O.D. spindle for mounting ReadiReels and 2” (51mm) I.D. spools up to
60 lb. (27.2 kg) capacity to a K303
stand. Order K162-1.
For 14 lb. (6 kg) Innershield®Coils
Permits 14 lb. (6 kg) Innershield
electrode coils to be mounted on 2”
(51mm) O.D. spindles. Order K435.
Universal Wire Reel Stand
For use with Lincoln 10-60 lb.
(4.5-27.2 kg) wire packages that use a
2” (51mm) spindle. Hole in stand fits
over lift bail. Optional swivel platform
is K1557-1. Order K1524-1.
Water Solenoid Kit
Includes solenoid and fittings for use
with water-cooled guns and Magnum
water coolers. Order K590-1.
Page 7

7
Magnum®Products, including:
200-550 amps, air-cooled, and
water-cooled gas-shielded welding
guns.
Fume extraction systems and guns.
(K179 not recommended as it would
only run full speed).
Innershield Electrode Guns
Available 250-600 amps.
OPTIONS
AVAILABLE
K1557-1
K1555-1
K1520-1
REMOTE CONTROL KITS
K589-1
Portable pendant connects to LN-742
for remote control of arc voltage and
wire feed speed up to 16 ft. (5m)
away from wire feeder. Order K589-1.
K857
For remote adjustment of output voltage. Consists of a control box, four
conductor cable, and 6 pin MS-type
(Amphenol) connector.
28 ft. cable - Order K857.
100 ft. cable - Order K857-1.
K775
For remote adjustment of output voltage. Consists of a control box with 28
ft. (8.5m) of four conductor cable for
terminal strip connection.
Order K775.
ADAPTERS
K864
Y connection adapter for connecting
Lincoln 6 pin plug K857 remote
voltage control kit and 14 pin input
cable assemblies to power sources
with a 14 pin receptacle. Order K864.
K178-1
Swivel Platform
Mounts to the lift bail on the power
source and bottom of the K1524-1.
Wire feeder may be lifted off if needed. Compatible with Light Duty
Caster Kit. Includes “lazy susan”
parts tray. Order K1557-1.
Insulated Lift Bail
Allows the entire wire feeder to
be hung from a crane or hook.
Use with K1524-1. Order K1555-1.
Water Solenoid Kit
Includes solenoid and fittings for use
with water-cooled guns and Magnum
water coolers. Order K590-1.
Water Connection Kit
Same as K590-1 except does not
include solenoid for water coolers
requiring continuous flow.
Order K590-2.
Undercarriage
Includes mounting frame, front
casters, rear wheels and handle.
For use with K303 only. Order K163.
www.lincolnelectric.com
K864
Swivel Platform For mounting wire
feeder on top of suitable Lincoln
power sources when using K303 wire
reel stand. Order K178-1.
115V/42V Transformer Kit
Provides a way to use the LN-742
on power sources that have 115V
AC available on terminal.
Order K1520-1.
Page 8

Semiautomatic Wire Feeders
E8.20 6/00
THE
LINCOLN ELECTRIC
COMPANY
Local Sales and Service through Global
Subsidiaries and Distributors
Cleveland, Ohio 44117-1199 U.S.A
TEL (216) 481-8100
FAX (216) 486-1751
WEB SITE www.lincolnelectric.com
DISTRIBUTED BY:
REMOTE VOLTAGE CONTROL SELECTION PROCESS
RECOMMENDED
OPTIONS
DC-600
Ranger 9
Ranger 275
Ranger 300 DLX
Commander 300
Commander 500
CV-250
CV-300
*CV-400
*CV-655
*DC-400
*DC-655
V350-PRO
Terminal Strip
K775
K857
K857
Wire Feeder Input Cable Asbly.
(Terminal Strip)
Wire Feeder Input Cable Asbly.
(14 pin)
Wire Feeder Input Cable Asbly.
(14 pin)
K864 Adapter
6 Pin
14 Pin
14 Pin
* Equipped with 14 pin MS-type
connections as standard, and each
model has easy access to terminal strip
connection if required.
Subject to change without notice.
Customer Assistance Policy
The business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs
of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information about their use of our products. We respond to our
customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect
to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose, with respect to such information
or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or correcting any such information or advice once it has been given, nor does
the provision of information or advice create, expand or alter any warranty with respect to the sale of our products.
Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of
the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.
 Loading...
Loading...